PROJEKT TECHNOLOGII
BOROWANIA DYFUZYJNEGO
STALI KONSTRTUKCYJNYCH
Patrycja Boksa
Ilona Bednarczyk
IM, rok III, gr.1
PLAN PREZENTACJI
POJĘCIE BOROWANIA DYFUZYJNEGO
DOBÓR ODPOWIEDNIEJ STALI
WARUNKI PROCESU BOROWANIA
BADANIE MIKROSTRUKTURY
BADANIE STRUKTURY FAZOWEJ
BADANIE TWARDOŚCI MATERIAŁU
DEFINICJA BOROWANIA
Borowanie - jest to obróbka cieplno -
chemiczna polegająca na nasycaniu
powierzchniowej warstwy stali borem. Warstwy
borowane cechują się bardzo dużą odpornością
na ścieranie. Borowanie jest wykorzystywane
także do utwardzania narzędzi, głównie do
przeróbki plastycznej jak ciągadła, korki,
matryce, walce itp.

RODZAJE BOROWANIA
1. W OŚRODKACH STAŁYCH – nie wymaga specjalnych urządzeń z
wyjątkiem skrzynek żaroodpornych, do których ładuje się elementy
wraz z mieszanką borującą, która składa się zwykle ze
sproszkowanych składników: węglika boru B4C lub żelazoboru.
2. W OŚRODKACH CIEKŁYCH czyli kąpielach solnych - nagrzewanie
przeprowadza się przez zanurzenie elementu na krótki czas w kąpieli
solnej lub metalowej, po czym następuje ostudzenie w wodzie.
Grubość warstwy zahartowanej reguluje się czasem zanurzenia w
kąpieli.
3. W OŚRODKACH GAZOWYCH - przeprowadza się w szczelnych w
okrągłych naczyniach (retortach) w atmosferze złożonej z chlorku boru
lub borowodoru B2H6 oraz gazu nośnego. Temp procesu 1100°C.
Borowanie gazowe jest uważane za metodę nowoczesną i
energooszczędną, ale wymaga kosztownych urządzeń. Ma też wady:
nie można stosować bezpośredniego hartownia, gazowe związki boru
są bardzo toksyczne.
Warstwy powstałe w wyniku borowania
dyfuzyjnego cechują się:
Żaroodpornością do temperatury 800°C,
Odpornością korozyjną w wielu roztworach
kwaśnych
i alkaicznych,
Odpornością na działanie stopionych metali i
stopów
WYBÓR STALI
Skład chemiczny:
C - 0,42%
Mn - 0,71%
Si - 0,18%
P - 0,008%
S - 0,032%
Cr - 0,11%
Własności:
Twardość - 250HB
Wydłużenie przy zerwaniu
-19%
Moduł Younga od 205 do
210GPa
Re - 430 MPa
Rm - 650-800 MPa
STAL C45

ZASTOSOWANIE STALI C45
- korpusy przyrządów
- narzędzia do obróbki drewna
- osie, wrzeciona, wirniki i części wirujące średnich
prędkości
- ogólnego przeznaczenia części maszyn średnio
obciążonych
- wały korbowe, koła zębate, tuleje, podkładki oporowe
PRZEPROWADZENIE PROCESU
BOROWANIA
Borowanie zostało przeprowadzone metodą gazowo-
kontaktową. Próbki umieszczone w retorcie zasypano
mieszaniną borującą, która składała się z boru
amorficznego, wypełniacza (sadzy) i aktywatora. Sadza
jako wypełniacz obniża potencjał borujący i zapobiega
spiekaniu mieszaniny. Natomiast aktywator,
przyspiesza proces dyfuzji atomów boru z mieszaniny
borującej do powierzchni elementu. Uszczelniona
retorta została umieszczona w piecu w temperaturze
950oC i wygrzewana przez cztery godziny.
DALSZA OBRÓBKA
Następnie stal poddano hartowaniu w temperaturze
850oC i niskim odpuszczaniu w temperaturze 150oC.
Hartowanie odbywało się w wodzie.

MIKROSTRUKTURA STALI
C45 PO BOROWANIU
Otrzymane warstwy mają budowę iglastą o dobrym powiązaniu
borków z podłożem. Grubość otrzymanych warstw mieści
się w zakresie 70-80 μm. Pod warstwą borków żelaza występuje
podłoże martenzytyczne.
STRUKTURA FAZOWA PO
BOROWANIU
W wyniku procesu borowania powstają
związki B z Fe zwane borkami: FeB i
Fe
2
B
, z
tym, że borek FeB jest twardszy, ale i
bardziej kruchy.
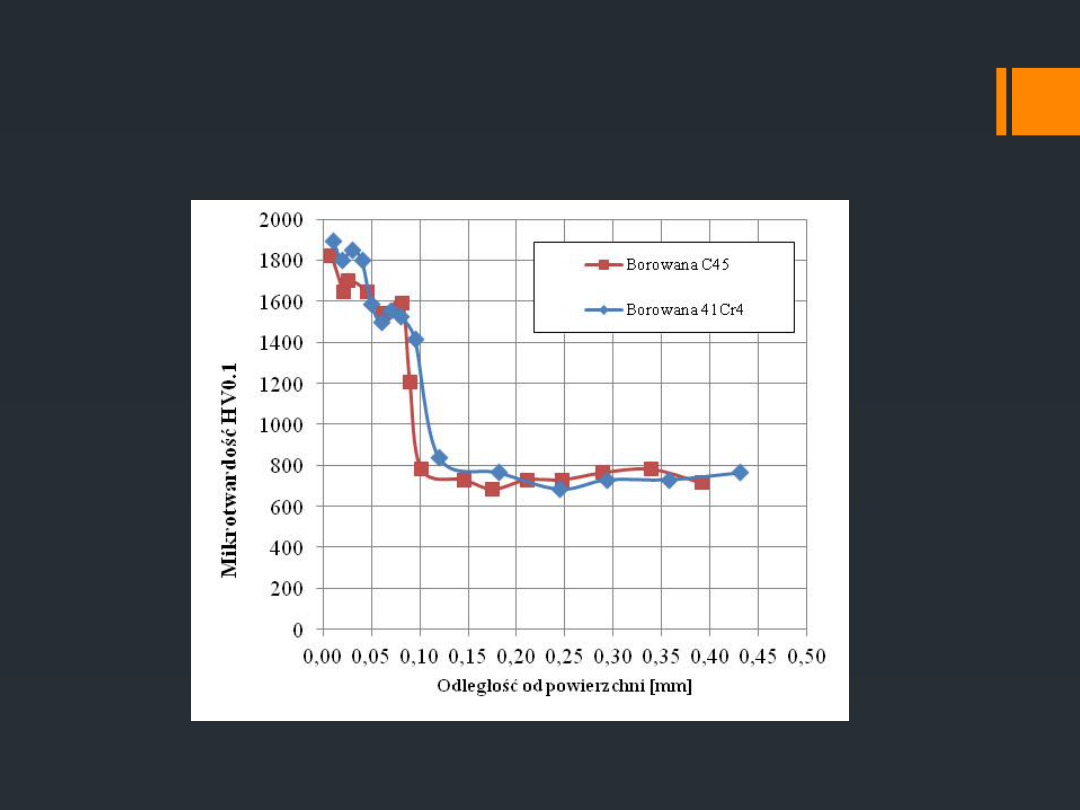
Próbki obciążane były nominalną
wartością siły obciążającej F = 0,9807N o symbolu
twardości HV0,1.
Mikrotwardość warstw borowanych dyfuzyjnie dla
stali
C45 i 41Cr4 w zakresie borków FeB wynosi ok. 1700-
1900
HV, a borków Fe2B ok. 1500-1600HV (rys. 5).
Mikrotwardość podłoża o strukturze martenzytycznej
wynosi ok. 700 HV 0,1.
TWARDOŚĆ STALI PO
BOROWANIU
Warstwy borowane dyfuzyjnie charakteryzują się dużą
twardością w zakresie 1500 -1900 HV.
Wysoka twardość uzyskana poprzez proces
wprowadzenia boru powoduje kruchość stali.
Aby przeciwdziałać temu zjawisku należy zmodyfikować
strukturę przez dodanie pierwiastków takich jak:
Nikiel
Miedź
Węgiel
Azot
Krzem
OBRÓBKA CIEPLNA STALI
PO BOROWANIU
Po borowaniu należy utwardzić podłoże warstwy
borowej przez hartowanie zwykłe w oleju z niskim
odpuszczaniem lub izotermiczne. Podczas nagrzewania
należy chronić warstwę borowaną przed utlenianiem.
Dobre efekty daje nagrzewanie kąpielowe w stopionym
boraksie. Po obróbce cieplnej można zeszlifować ok.
0,05 mm, aby usunąć porowate powłoki o niskiej
odporności na ścieranie.
Document Outline
- Slide 1
- PLAN PREZENTACJI
- DEFINICJA BOROWANIA
- RODZAJE BOROWANIA
- Warstwy powstałe w wyniku borowania dyfuzyjnego cechują się:
- WYBÓR STALI
- ZASTOSOWANIE STALI C45
- PRZEPROWADZENIE PROCESU BOROWANIA
- DALSZA OBRÓBKA
- MIKROSTRUKTURA STALI C45 PO BOROWANIU
- STRUKTURA FAZOWA PO BOROWANIU
- Slide 12
- Slide 13
- TWARDOŚĆ STALI PO BOROWANIU
- OBRÓBKA CIEPLNA STALI PO BOROWANIU
Wyszukiwarka
Podobne podstrony:
PROJEKT TECHNOLOGII BOROWANIA DYFUZYJNEGO
Maszyny-koło projekt, Technologia chemiczna, Maszynoznawstwo i mechanika techniczna, ogólne materiał
Czas operacji, SiMR, Semestr 5, Projekt Technologii 2
sto, Projektowanie technologiczne
PROJEKT (Festiwal Dialugu 4 Kultur 09)
Projekowanie technologiczne WYKŁADY
Ćwiczenie nr 3, Technologia chemiczna, Projekt technologiczny, Projekty, fwd pd , projekt technologi
przykład sprawozdania, Technologia chemiczna, Projekt technologiczny, Projekty, fwd pd , projekt tec
Tm05, Studia, karty i projekty technologia maszyn, Technologia Maszyn - V semestr, czyste karty
Projekt Technologia Opis
Tm01, Studia, karty i projekty technologia maszyn, Technologia Maszyn - V semestr, czyste karty
projekt. protokół sesja 26.09.13 r
karta półfabrykatu, Politechnika Lubelska, Studia, Studia, technologia maszyn, mój projekt - technol
1.3. Uwagi szczegółowe - projekty technologii wałka i tulei, TM - Technologia Maszyn
Sprawozdanie cw3, Technologia chemiczna, Projekt technologiczny, Projekty, fwd pd , projekt technolo
Projekt technologiczny
50.Nacinanie gwintu, mój projekt - technologia maszyn
więcej podobnych podstron