
OCENA ZAGROŻEŃ PRZY
OBRÓBCE ELEKTROLITYCZNEJ
POWIERZCHNI
Wykonali: Paulina Łątka
Sylwester Mysona
Jakub Czwórnóg
Mateusz Bednarczyk
Obróbka elektrolityczna
Obróbka elektrolityczna powierzchni- obróbka
elektrochemiczna polegająca na wykorzystaniu
jedynie energii reakcji chemicznych zachodzących
pod wpływem energii elektrycznej. Przedmiot w
kąpieli elektrolitycznej spełnia funkcję anody,
elektrolitem najczęściej jest
Podczas elektrolizy, po przyłożeniu do elektrod
napięcia stałego 12-20
reagując z metalem, tworzy przeźroczystą
powłokę.
Działanie
Gdy elektrolit (woda i specjalne sole) opływa powierzchnię obrabianego elementu,
pomiędzy narzędziem a elementem zaczyna płynąć prąd stały. Ilość usuwanego materiału
zależy od mocy prądu przepływającego pomiędzy ujemnie naładowanym narzędziem a
dodatnio naładowanym elementem. Zwykle narzędzie jest projektowane tak, aby stanowić
lustrzany obraz ostatecznie osiąganej powierzchni elementu. Ponieważ w tym wypadku
narzędzie (katoda) nie styka się z elementem, praktycznie nie zużywa się ono w trakcie
procesu. Typowe czasy gratowania (usuwania zadziorów) i polerowania są bardzo krótkie -
w większości wypadków zawierają się w przedziale od 10 do 30 sekund. W zależności od
wymagań produkcyjnych i wielkości obrabianego elementu może być konieczne
wielokrotne mocowanie części w celu uzyskania wysokiego tempa produkcji.
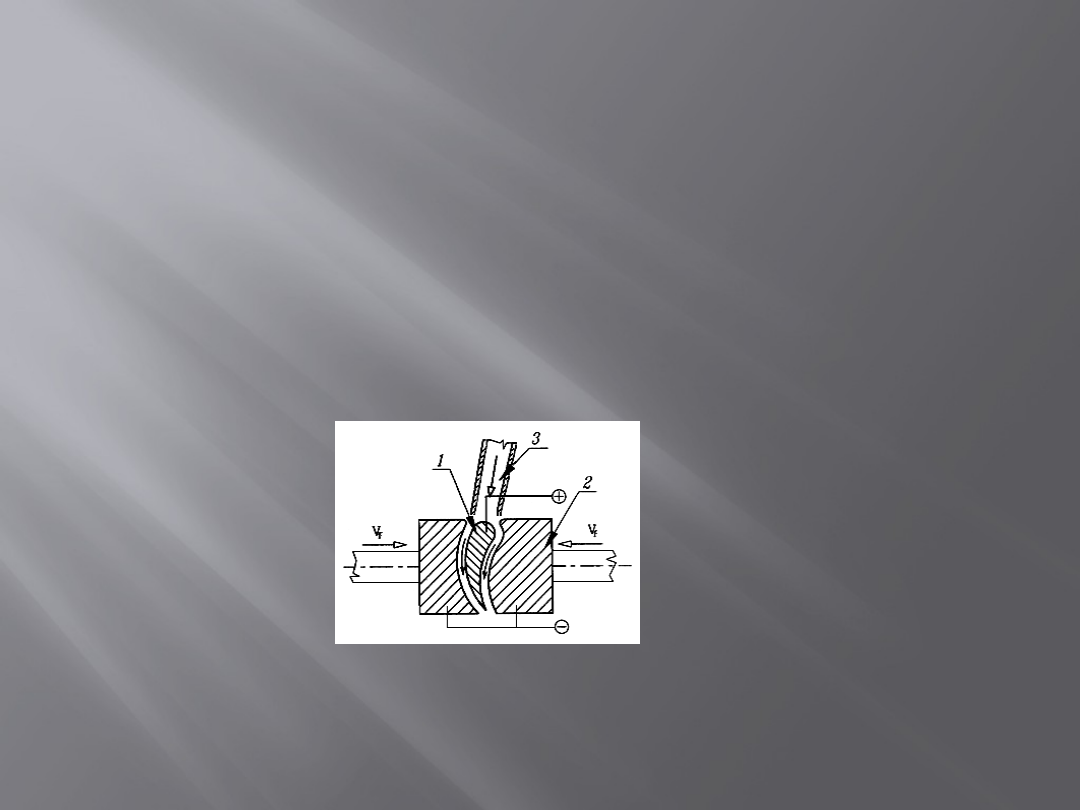
Zasada obróbki elektrochemicznej: 1 - przedmiot obrabiany, 2 - elektrody robocze (kształtujące), 3 -
przepływający elektrolit, V
f
- prędkość dosuwu elektrod

Powłoki Elektrolityczne
(GALWANICZNE)
Powłoki elektrolityczne nakłada się w procesach elektrolizy na podłoże przewodzące
prąd elektryczny. Odpowiednio oczyszczone, odtłuszczone i pozbawione warstwy tlenków
wyroby metalowe przeznaczone do nakładania powłok zanurzane są w roztworze elektrolitu
zawierającego jony metalu powłokowego. W czasie przepływu prądu stałego przez elektrolit
jony metalu przemieszczają się w kierunku pokrywanego podłoża (katody) i wydzielają na
nim tworząc powłokę.
Proces elektrolizy można prowadzić w roztworach elektrolitów zawierających proste
jony osadzanych metali, jak i w roztworach zawierających związki kompleksowe
( zespolone), przy czym wydzielanie powłok z kąpieli jonów kompleksowych zachodzi przy
znacznie obniżonych potencjałach katod.
Podczas elektrolizy możliwe jest jednoczesne wydzielanie na katodzie dwóch lub więcej
metali, które tworzą powłoki stopowe, np. przez jednoczesne osadzanie miedzi i cynku
wytwarza się powłokę mosiężną.
Na elektrodach poza procesami podstawowymi wydzielania i rozpuszczania metalu mogą
zachodzić niepożądane procesy uboczne, na katodzie np. wydzielanie gazowego wodoru, co
nie tylko powoduje zużycie części prądu i zmniejszenie wydajności procesu, ale inne
szkodliwe skutki, jak np. kruchość wodorowa pokrywanego metalu.
W elektrolicie, który jest zazwyczaj roztworem wodnym, każdy kation metalu otoczony jest
określona liczba cząsteczek (dipoli) wody. W pobliżu katody w tzw. warstwie dyfuzyjnej

Powłoki Elektrolityczne
(GALWANICZNE)(cd.)
elektrolitu rozmieszczenie cząsteczek wody wokół kationów ulega deformacji. Przy samej
powierzchni metalu istnieje tzw. warstwa podwójna, gdzie jony metalu uwalniają się od
otaczających je cząsteczek wody, a następnie adsorbują się na katodzie i zobojętniają swe
ładunki elektronami pobieranymi z katody. Powstające atomy metalu dyfundują po
powierzchni katody do miejsca pozwalającego na wbudowanie ich do sieci krystalicznej.
Proces elektrokrystalizacji przebiega w dwóch etapach [2]:
- tworzenie zarodków krystalizacji;
- rozrost zarodków i formowanie powłoki;
Szybkość tworzenia zarodków i szybkość wzrostu kryształów decydują o budowie powłoki
galwanicznej. pożądane powłoki drobnoziarniste otrzymuje przy względnie większej
szybkości tworzenia zarodków ni szybkość wzrostu kryształów. Wielkość kryształów
osadzanego metalu, ich orientacja i kształt wpływają na niektóre własności powłok. Wyróżnia
się trzy zasadnicze typy struktur elektrolitycznie osadzanych powłok metalowych:
a) struktura zorientowana podłożem, tzn. reprodukującą strukturę metalu podłoża.
Tworzy się ona przy stosowaniu niskich gęstości prądu osadzania metalu i niewielkim
udziale substancji inhibitujących, posiada wprawdzie zwarta, ale grubokrystaliczna
budowę;
b) struktura uwarunkowana polem elektrycznym. Tworzy się przy wyższych gęstościach
prądu i zwiększeniu roli inhibitorów

Powłoki Elektrolityczne
(GALWANICZNE)(cd.)
c) struktura anizotropowa. Tworzy się przy bardzo silnym inhibitowaniu procesów
osadzania metali. Struktura powłoki ma postać dyspersyjna bez uprzywilejowanej
orientacji;
pomiędzy wymienionymi typami struktur istnieją różne formy przejściowe, a także
inne uzyskane w wyniku specyficznych warunków elektrolizy.
W zależności od przeznaczenia wyróżnia się powłoki:
- ochronne, zabezpieczające metal przed korozja, np. Zn na stali;
- dekoracyjne lub ochronno – dekoracyjne, poprawiające wygląd przedmiotu, bądź
jednocześnie chroniące przed korozja, np. Ni na stali, czy wielowarstwowe Cu-Ni-Cr
na stali;
- techniczne, wytwarzane w celu nadania powierzchni metalu określonych własności
fizycznych lub technologicznych, zwiększonej odporności na ścieranie, zmniejszonego
współczynnika tarcia, podwyższonego przewodnictwa elektrycznego;
Do ważniejszych wymagań stawianych powłokom galwanicznym należą:
• dobra przyczepność (adhezja) powłoki do podłoża;
• szczelność, czyli jak najmniejsza porowatość, co ma szczególne znaczenie dla powłok
katodowych;
• drobnokrystaliczna struktura;
• odpowiednia, minimalna grubość dla danych warunków użytkowania;
• wygląd zewnętrzny, barwa, gładkość;

Powłoki Elektrolityczne
(GALWANICZNE)(cd.)
Technologia nakładania powłok galwanicznych obejmuje:
- przygotowanie powierzchni podłoża;
- elektrolityczne nakładanie powłoki;
- obróbkę wykańczającą;
Powłoki galwaniczne wymagają bardzo starannego przygotowania powierzchni
metalu
podłoża do elektrolizy, tj. oczyszczenia mechanicznego, odtłuszczenia, trawienia
oraz
dotrawiania, przeprowadzonego bezpośrednio przed nałożeniem powłoki w celu
usunięcia
warstwy tlenków. Pomiędzy kolejnymi operacjami przygotowania przedmiotu należy
stosować płukanie, aby uniknąć przenoszenia składników poszczególnych kąpieli.
Przedmioty
do pokrywania galwanicznego powinny być całkowicie wykończone pod względem
obróbki
mechanicznej posiadać odpowiednie wymiary i wymagany stopień gładkości
powierzchni i
krawędzi.

Rodzaje powłok
Powłoki cynkowe [2]
Cynk jako metal bardziej elektroujemny ni żelazo, tworzy na stali i żeliwie powłoki
anodowe. W wilgotnym powietrzu powstające na powierzchni produkty korozji tworzą dość
szczelna warstwę izolującą podłoże od środowiska.
Istotna zaleta galwanicznych powłok cynkowych jest ich dobra przyczepność do podłoża, a
jednocześnie większa plastyczność ni otrzymywanych innymi metodami. Bardzo dobra
odporność korozyjna galwanicznych powłok cynkowych mona uzyskać przez wprowadzenie
do kąpieli galwanicznej np. soli chromu i kobaltu, które wbudowują metaliczny kobalt i
tlenek chromu do powłoki, podczas jej osadzania. Szczególnie duże ilości cynku stosuje się w
przemyśle maszynowym i samochodowym do pokrywania taśm, blach, drutów stalowych i
drobnych elementów. Cynkowane są te elementy wyposażenia samochodów, rowerów,
urządzeń domowych, sprzętu elektrycznego. Blachy cynkowane galwanicznie używane są do
wytwarzania wytłoczek nadwozi samochodowych i zbiorników paliwa. Przemysł
samochodowy stosuje głównie blachy cynkowane jednostronnie, bowiem powlekane
dwustronnie sprawiają trudności przy zgrzewaniu. Blachy powlekane jednostronnie są
dobrze

Rodzaje powłok (cdn.)
Powłoki chromowe [2]
Chrom jest metalem powszechnie stosowanym w galwanotechnice do pokryć
dekoracyjno – ochronnych z uwagi na nadawanie powierzchniom atrakcyjnego wyglądu –
trwałego lustrzanego połysku w warunkach atmosferycznych i znacznej odporności
korozyjnej, wynikającej z własności pasywnych chromu. Jednocześnie bardzo wysoka
twardość warstw chromu otrzymanego w odpowiednich warunkach (większa od twardości
zahartowanych stali) jest wykorzystywana do pokryć technicznych. Przy chromowaniu
stosuje się anody nierozpuszczalne, zazwyczaj ze stopu ołowiu z antymonem lub cyna. Anody
chromowe są nieprzydatne, ponieważ wydajność ich rozpuszczania jest wielokrotnie wyższa
ni wydajność procesu osadzania chromu na katodzie, co powodowałoby szybki, nadmierny
wzrost stężenia jonów chromu w elektrolicie. Wydzielony elektrolitycznie chrom posiada
wyjątkowo drobnokrystaliczna budowę.
Powłoki ochronno – dekoracyjne stosuje się do przedmiotów codziennego użytku, elementów
aparatury, akcesoriów samochodowych.
Przedmioty podlegające ścieraniu i pracujące w warunkach niedostatecznego smarowania, jak
cylindry silników spalinowych, pierścienie tłokowe, sworznie zaworów poddaje się
chromowaniu porowatemu. Na powierzchni powłoki chromowej występują pory, w których
zbiera się smar ułatwiający poślizg współpracujących części. Wytworzenie warstwy chromu
porowatego polega na dodatkowej obróbce anodowej przedmiotów chromowanych. Chrom
rozpuszcza się w porach i szczelinach, które zwykle występują w warstwach chromowanych –
poszerza i pogłębia te pory.

Rodzaje powłok (cdn.)
Powłoki niklowe [2]
Galwaniczne powłoki niklowe należą do najszerzej stosowanych. Atrakcyjny wygląd
powłok, duża odporność korozyjna, korzystne własności mechaniczne pozwalają na
zastosowanie powłok w celach dekoracyjno – ochronnych oraz technicznych.
Nikiel osadzony bezpośrednio na stali ma charakter powłoki katodowej, a wiec chroni
podłoże tylko mechanicznie. Odporność niklu na działanie wielu środowisk korozyjnych
wynika z jego własności pasywnych. Do niklowania stosuje się wiele kąpieli. Najszersze
zastosowanie przemysłowe znalazły kąpiele typu Watta, oparte na trzech podstawowych
składnikach: siarczanie niklawym, chlorku niklawym i kwasie borowym.
Powłoki niklowe są podstawa wielowarstwowych powłok dekoracyjno – ochronnych łącznie
z chromem i miedzią. Służą do pokrywania akcesoriów samochodowych, armatury. Dzięki
korzystnym własnościom mechanicznym niklowanie stosuje się do regeneracji zużytych
części maszyn, galwanoplastycznego wytrawiania form wtryskowych. W przemyśle
chemicznym grubymi powłokami niklowymi pokrywa się aparaturę chemiczna narażona na
działanie silnych zasad.

Rodzaje powłok
Powłoki żelazne [2]
Elektrolityczne powłoki żelazne są powłokami technicznymi nakładanymi w
celach
regeneracyjnych lub w celu wykorzystania ich zdolności pochłaniania i
utrzymywania
środków smarujących – większych ni posiada np. chrom. Te cechę powłok
żelaznych
wykorzystano m.in. do pokrywania aluminiowych tłoków silników
spalinowych. Elektrolityczne żelazowanie znalazło zastosowanie do celów
specjalnych w galwanoplastyce,
przy regeneracji części stalowych, do pokrywania miedzianych grotów
lutowia, aby zapobiec
wzajemnej dyfuzji lutowia i miedzi. Regeneracyjne powłoki żelaza powinny
pracować w
środowisku, które zwiększa ich mała odporność korozyjna, np. w olejach i
smarach.

Rodzaje powłok (cd.)
Powłoki stopowe [2]
Elektrolityczne powłoki stopowe posiadają bardzo specyficzne własności i są
stosowane przy szczególnych wymaganiach, których nie mogą spełniać pojedyncze
metale,
jak np. duża twardość i żaroodporność lub specyficzne własności przeciwcierne czy
mały
opór przejścia, bądź duża odporność na ścieranie.
Wyróżnić mona:
• powłoki mosiężne i brązowe: do elementów hydrauliki siłowej, zabezpieczające przed
agresywnością korozyjna środowiska kopalnianego (w górnictwie);
• powłoki wolfram – kobalt i wolfram – nikiel: do pokrywania styków w przekaźnikach
i przełącznikach na dość duże moce;
• powłoki niklowo –żelazowe: błyszczące powłoki stosuje się do pokrywania sprzętu
sportowego, okuć meblowych, narzędzi, armatury łazienkowej, często z dodatkowym
zabezpieczeniem powłoka chromowa;

Rodzaje powłok (cd.)
Powłoki kompozytowe [2]
Do regeneracji stalowych części maszyn stosuje się elektrochemiczne powłoki
kompozytowe, które otrzymuje się z elektrolitów stosowanych do wydzielania metali, w
których rozproszono cząstki proszków niemetalicznych: tlenków, azotków, węglików,
siarczków bądź tworzyw sztucznych. Podczas elektrolitycznego osadzania metalu cząstki
proszku wbudowują się w warstwę osadzanego na katodzie metalu. Obecność zawieszonych
cząstek w roztworze pozwala na stosowanie większych gęstości prądu, przez co szybsze jest
osadzanie powłok o żądanej grubości. Wynika to z faktu, e proszek oczyszcza powierzchnie
katody i miesza warstwę elektrolitu przy katodzie, co powoduje zmniejszenie jego oporu
elektrycznego.
W celu zwiększenia odporności na ścieranie stosuje się powłoki kompozytowe z wtrąceniami
twardych cząstek – tlenków i węglików – lub miękkich, samosmarujących cząstek –
siarczków, tworzyw sztucznych. Powłoki te maja unikalne właściwości techniczne, łączą w
sobie własności samosmarne i antyprzyczepne.

Kierunki elektrolitycznej
obróbki powierzchni
Obróbkę elektrolityczną powierzchni można
podzielić na kierunki takie jak:
Cynkowanie
Miedziowanie
Niklowanie
Chromowanie
Anodowanie

Chromowanie
Proces chromowania wykorzystywany jest głównie do nakładania grubych warstw chromu (50
– 200 μm) na elementy stalowe w celu polepszenia ich właściwości mechanicznych,
szczególnie odporności na ścieranie (chromowanie techniczne). Chromowaniu poddaje się np.
matryce, tłoczniki, formy, elementy silników spalinowych. Powłoka chromowa nie tylko
zabezpiecza element przed zużyciem mechanicznym, ale także chroni go przed korozją.
Drugie szerokie zastosowanie powłok chromowych to nakładanie cienkich (0,2 – 1,0 μm)
ochronno-dekoracyjnych powłok chromu na części pokryte błyszczącą warstwą galwanicznego
niklu. Powłoki chromowe otrzymuje się najczęściej z kąpieli zawierających związki chromu
(VI). Większość tych związków została uznana za substancje rakotwórcze i dlatego główne
kierunki badań to poszukiwanie kąpieli bardziej bezpiecznych lub wprowadzanie zamienników
powłok chromowych w celu całkowitego wyeliminowania użycia związków chromu. Do
pierwszej grupy prac należą badania nad osadzaniem chromu z roztworów Cr(III). Kąpiele
wykorzystujące związki Cr(III) są już używane w niektórych krajach do otrzymywania
dekoracyjnych powłok chromowych, a przewiduje się także ich zastosowanie do chromowania
technicznego.
Do drugiej grupy rozwiązań należy zastąpienie technicznych warstw chromu przez
odporne
na zużycie i korozję powłoki stopowe, np. ze stopu Ni-W. Natomiast stopy Sn-Ni i
Sn-Co mogą w przyszłości częściowo zastąpić dekoracyjne powłoki chromowe. W
wielu przypadkach w miejsce chromowania technicznego wprowadza się inne
techniki inżynierii powierzchni, np. powłoki z węglików chromu wytwarzane przez
natryskiwanie cieplne, procesy azotowania, powłoki otrzymywane metodami PVD.

Niklowanie
Jednym z najszerzej rozpowszechnionych procesów galwanicznych jest niklowanie,
służące głównie do zabezpieczania elementów stalowych przed korozją i nadawania im
dekoracyjnego wyglądu. Przy zagrożeniu korozją atmosferyczną dobrą ochronę stali
zapewniają powłoki trójwarstwowe Cu-Ni-Cr. Obok wyrobów stalowych niklowaniu często
poddaje się także części wykonane z miedzi lub jej stopów, np. z mosiądzu. Rozwinięciem
znanych kąpieli do niklowania typu Wattsa są roztwory do niklowania błyszczącego,
zawierające specyficzne dodatki blaskotwórcze. Substancje dodatkowe pozwalają na
odpowiednie do potrzeb dobieranie i regulowanie podstawowych parametrów kąpieli i
powłok (naprężenia własne, stopień i zakres połysku, stopień mikrowygładzania,
zawartość obcych pierwiastków np. siarki w powłoce i in.). Główne kierunki badań
rozwojowych w dziedzinie niklowania są następujące:
• kąpiele niskostężeniowe, korzystne z uwagi na koszty i ochronę środowiska,
• nowe zestawy dodatków blaskotwórczych, poprawiające parametry kąpieli i właściwości
powłok,
• powłoki niklowe o specjalnych właściwościach dekoracyjnych (np. tzw. nikiel
„antyczny”, nikiel satynowy i in.),
• zastosowania powłok niklowych do celów funkcjonalnych i technicznych (m.in. powłok
nanostrukturalnych),
• wykorzystanie warstw elektroosadzonego niklu jako matrycy do wytwarzania powłok
kompozytowych.

Miedziowanie
Powłoki miedziane stosowane są głównie w układach trójwarstwowych Cu-Ni-Cr jako warstwy
ochronno-dekoracyjne do zabezpieczania przed korozją elementów stalowych oraz do niektórych
zastosowań technicznych i funkcjonalnych (ochrona stali przed nawęglaniem i azotowaniem,
produkcja obwodów drukowanych, poligrafia, galwanoplastyka). W praktyce przemysłowej do
galwanicznego miedziowania najczęściej stosowana jest kąpiel cyjankowa oraz kwaśna
siarczanowa, rzadziej pirofosforanowa, fluoroboranowa lub amidosulfonowa. Opracowanie
zestawów substancji dodatkowych o specyficznym działaniu, w tym związków blaskotwórczych,
doprowadziło do rozpowszechnienia w przemyśle kąpieli siarczanowej, umożliwiającej osadzanie
z dużą wydajnością błyszczących powłok miedzianych. W porównaniu do kąpieli cyjankowych
elektrolity siarczanowe charakteryzują się niższą wgłębnością i nie można ich stosować do
bezpośredniego miedziowania stali, ale należy uprzednio nałożyć podwarstwę miedzi z kąpieli
cyjankowej lub podwarstwę niklu. Główne kierunki współczesnych badań nad rozwojem
technologii galwanicznego miedziowania są następujące:
• poszukiwanie możliwości bezpośredniego miedziowania stali w roztworach bezcyjankowych,
• opracowanie nowych kompozycji substancji dodatkowych, szczególnie do kąpieli siarczanowej,
• zastosowanie prądu impulsowego w celu poprawienia parametrów procesu nakładania powłok
miedzianych,
• poprawa wgłębności kąpieli do miedziowania, co ma szczególne znaczenie przy metalizowaniu
otworów w obwodach drukowanych,
• doskonalenie metod kontroli procesu miedziowania, sposobów analizy kąpieli i ich konserwacji.

Cynkowanie
Cynkowanie jest najszerzej rozpowszechnionym procesem galwanicznym służącym głównie do ochrony
elementów stalowych przed korozją. Nowoczesne zestawy dodatków blaskotwórczych do kąpieli
galwanicznych umożliwiają prowadzenie procesu cynkowania z dużą wydajnością w kąpielach
bezcyjankowych. Udział kąpieli cyjankowych w przemyśle znacznie zmalał w ostatnich
dziesięcioleciach na skutek silnej konkurencji ze strony bardziej ekologicznych, nowoczesnych
elektrolitów bezcyjankowych, z których obecnie najbardziej rozpowszechnione są dwa rodzaje kąpieli:
alkaliczna oraz chlorkowa o odczynie słabo kwaśnym. Kąpiele te posiadają dobrą wgłębność i zdolność
krycia, a osadzane powłoki wykazują wysoki połysk, a więc mają obok ochronnych dobre właściwości
dekoracyjne. Wydajność prądowa i szybkość osadzania powłoki są nieco wyższe z kąpieli chlorkowych
w porównaniu do elektrolitów alkalicznych.
Do ciągłego cynkowania drutu i blach stalowych stosuje się stężone, kwaśne kąpiele siarczanowe,
umożliwiające pracę przy bardzo wysokich gęstościach prądu zapewniających odpowiednią szybkość
osadzania powłoki. Elektrolitycznie cynkowane blachy konkurują z powodzeniem z blachami
cynkowanymi zanurzeniowo (dawna nazwa – cynkowanie ogniowe), a wykorzystuje się je m.in. w
przemyśle motoryzacyjnym, budownictwie, 83 urządzeniach gospodarstwa domowego i in.. Czasem dla
ułatwienia procesów łączenia lub malowania blach karoseryjnych stosuje się powłokę dwuwarstwową:
cynk czysty + powłoka stopowa, np. Zn-Ni. Przeprowadzone szczegółowe badania korozyjne w
atmosferach sztucznych i naturalnych wykazały, że niewielki dodatek składnika stopowego np. Fe, Ni,
Co lub Cr do powłoki cynkowej znacząco podnosi właściwości antykorozyjne powłok cynkowych.
Efektem prób technologicznych było opracowanie całej gamy kąpieli słabo kwaśnych i alkalicznych do
otrzymywania powłok stopowych cynku z ww. dodatkami stopowymi. Powłoki te znalazły zastosowanie
do zabezpieczania przed korozją części stalowych eksploatowanych w szczególnie trudnych warunkach
korozyjnych, np. elementów znajdujących się w komorze silnika samochodowego. Nowoczesne
technologie cynkowania galwanicznego stopniowo wypierają proces kadmowania. Z uwagi na cenę
metalu oraz toksyczne właściwości kadmu i jego soli proces kadmowania jest coraz rzadziej stosowany.
Badania korozyjne wykazały, że w większości środowisk powłoki cynkowe dobrej jakości wykazują
równorzędne właściwości ochronne, a więc mogą zastąpić powłoki kadmowe. W wyjątkowych
przypadkach, kiedy ważna jest łatwiejsza lutowność powłok kadmowych lub zdolność hamowania
korozji stykowej stal – aluminium, wtedy powłoki kadmowe mają jeszcze zastosowanie. Najnowsze
doniesienia jednak wskazują, że nowe elektrolityczne powłoki stopowe, np. Zn-Mn mogą zastąpić kadm
również w tym przypadku.
Anodowanie
Anodowanie (eloksacja - ELektrolityczna OKsydacja) - powierzchniowa obróbka
wytworzeniu warstwy
. Anodowanie
stosuje się głównie w stosunku do
i jego stopów, ale może być także
stosowane do niektórych odmian
i stopów magnezu. W przypadku
anodowania aluminium można spotkać się z terminem
OKSydacja ALuminium). Dodatki stopowe w stopach glinu pogarszają wygląd
anodowanego przedmiotu, a przy ich dużej ilości mogą całkiem uniemożliwić
przeprowadzenie procesu.
Anodowanie stosuje się w trzech celach:
do antykorozyjnego i mechanicznego zabezpieczenia powierzchni metalu
w celach zdobniczych - anodowane stopy aluminium uzyskują charakterystyczną
fakturę, a poprzez dodawanie do
substancji barwiących można uzyskiwać
na powierzchni trwałe, nieścieralne powłoki kolorowe.
w celu wytworzenia warstwy izolacyjnej na folii aluminiowej, którą można potem
stosować do produkcji
Typy anodowania
Warstwę tlenku wytwarza się przez kąpiel w roztworze
jako elektrolitu. Polecane, kiedy przedmiot, ze względu
na skomplikowaną powierzchnię, stwarza ryzyko uwięzienia elektrolitu. Często stosowane przy anodowaniu odlewów. Powłoka
tlenkowa w 50% wrasta w element i 50% wyrasta ponad jego powierzchnię. Powłoka jest cienka i ciemna ale twardsza od powłoki
tej samej grubości powstałej w wyniku anodowania typu II.
Anodowanie typu I można podzielić na następujące podtypy:
Typ I - Anodowanie w kwasie chromowym
Typ I B - Anodowanie w kwasie chromowym przy użyciu obniżonego napięcia.
Typ I C - Anodowanie w kwasach innych niż chromowy. Stosowane jako alternatywa dla typu I i IB - np. metoda Boeinga polega na
anodowaniu w
Anodowanie typu II
Warstwę tlenku wytwarza się przez kąpiel w roztworze
jako elektrolitu. Jest to najbardziej rozpowszechniony
rodzaj anodowania. Powłoka jest dość gruba i odporna na ścieranie. Powłoka tlenkowa na 33% wyrasta ponad element, a 67%
wrasta w niego. Powłoka typu II jest dość jasna i porowata, co ułatwia barwienie anodowanych przedmiotów.
Anodowanie typu III
Warstwę tlenku wytwarza się przez kąpiel w roztworze
jako elektrolitu. Kwas jest bardziej stężony niż w
anodowaniu typu II, a temperaturę utrzymuje się w granicach od -3 do 0 °C. Początkowo stosuje się napięcie około 12 V, następnie
stopniowo podnosi się je do około 60 V. Gęstość prądu początkowo 2,5 A/dm² i stopniowo podnosi się ją do ok. 3,5 A/dm². Często
dodatkiem do roztworu kwasu siarkowego jest
. Powłoka tlenkowa penetruje w 50% i w 50% wystaje ponad
oryginalną powierzchnię elementu. Powierzchnia części anodowanych w typie III zyskuje twardość ok. 65 w
znacznie twardsza niż w typie II. Jej twardość odpowiada hartowanej stali węglowej i jest z tego powodu nazywana anodowaniem
twardym.
Anodowanie twarde typu III można podzielić na dwie klasy:
Klasa 1 - nie barwione
Klasa 2 - barwione.
Przedmioty anodowane w procesie typu III można impregnować warstwą PTFE - co znakomicie poprawia odporność na ścieranie. Ten
typ wykończenia stosuje się w np. zaworach, tłokach, przekładniach, wyposażeniu wojskowym (np.
).
Powłoki typu I i typu II można łatwo wykonać w warunkach domowych (choć ze względu na konieczność pracy ze stężonymi
kwasami zalecana jest szczególna ostrożność). Anodowanie typu III jest trudne do wykonania w warunkach domowych.

Zagrożenia przy elektrolitycznej
obróbce powierzchni
Narażenie na wiele substancji chemicznych które mogą być przyczyną:
Zatruć
Poparzeń
Uczuleń
Przewlekłych chorób układu oddechowego
Narażenie na urazy spowodowane upadkami na śliskiej powierzchni
Skaleczenia
Ukłucia ostrymi narzędziami
Urazy mechaniczne:
Związane z obróbką przed galwaniczą
Poparzenia gorącymi cieczami
Zagrożenie porażenia prądem elektrycznym
Pożary
Wybuchy
Urazy oczu spowodowane latającymi cząsteczkami
Nadmierny hałas

Środki zapobiegania
Uważne czytanie etykiet na
opakowaniach
Stosowanie odzieży ochronnej
Stosowanie się do przepisów na danym
stanowisku pracy
Używanie okularów ochronnych
Przestrzeganie instrukcji użytkowania
maszyn i urządzeń
Noszenie słuchawek ochronnych
DZIĘKUJEMY ZA UWAGĘ
Document Outline
- Slide 1
- Obróbka elektrolityczna
- Działanie
- Powłoki Elektrolityczne (GALWANICZNE)
- Powłoki Elektrolityczne (GALWANICZNE)(cd.)
- Powłoki Elektrolityczne (GALWANICZNE)(cd.)
- Powłoki Elektrolityczne (GALWANICZNE)(cd.)
- Rodzaje powłok
- Rodzaje powłok (cdn.)
- Rodzaje powłok (cdn.)
- Rodzaje powłok
- Rodzaje powłok (cd.)
- Rodzaje powłok (cd.)
- Kierunki elektrolitycznej obróbki powierzchni
- Chromowanie
- Niklowanie
- Miedziowanie
- Cynkowanie
- Anodowanie
- Typy anodowania
- Zagrożenia przy elektrolitycznej obróbce powierzchni
- Środki zapobiegania
- Slide 23
Wyszukiwarka
Podobne podstrony:
ocena zagrożeń przy obróbce cieplnej i cieplno chemicznej
OCENA ZAGROŻEŃ PRZY EKSPLOATACJI URZĄDZEŃ POD CIŚNIENIEM
OCENA ZAGROŻEŃ PRZY EKSPLOATACJI URZĄDZEŃ POD CIŚNIENIEM
Ocena zagrożeń przy spawaniu i cięciu metali
15 Ocena zagrożenia energią elektrostatyczną
Ocena zagrożenia powierzchniModez
Pola elektromagnetyczne przy urządzeniach elektrochirurgicznych ocena ryzyka zawodowego
ocena ryzyka przy kredytowaniu przedsiębiorstw
9 2 4 analiza i ocena zagrożeń
identyfikacja analiza i ocena zagrozen
schody i pochylnie, Analiza i ocena zagrożeń
Analiza i ocena zagrożeń ogólne P N
Prace Pomiarowo Kontrolne Przy UrzÄ…dzeniach Elektroenergetycznych
Ewaluacja konsultacji społecznych realizowanych przy budowie elektrowni
Instrukcja bezpieczeństwa i higieny pracy przy obsłudze elektrycznego pieca piekarskiego, szkoła, in
Ocena ryzyka zawodowego na satnowisku, BHP, Analiza i ocena zagrożeń
więcej podobnych podstron