Ustawienia aperażu
Podpunkt opisuje ustawienia amperażu w zależności od grubości materiału. Uwaga również inne czynniki mają na
to wpływ:
Prędkość spawania wpływa na wygląd spoiny i przetop. Zmniejszenie prędkości przesuwania palnika zwiększa przetop.
Ruch prowadzenia palnika wpływa również na spoinę i przetop.
Z ukosowanie (przeszlifowanie krawędzi spawanego materiału w literkę „V”) wpływają na znaczne zmniejszenie mocy
wymaganej do spawania danej grubości materiału.
Kontrola natężenia i napięcia spawania
W spawarce MIG ustawiamy natężenie zamiast napięcie spawania, choć wiadomo
z fizyki że zwiększając natężenie prądu zwiększamy też napięcie. Warto wiedzieć
że w spawarkach MIG prędkość podawania drutu jest po części sterowana
napięciem które się zmienia w zależności od ustawień natężenia prądu.
Przetop spawu
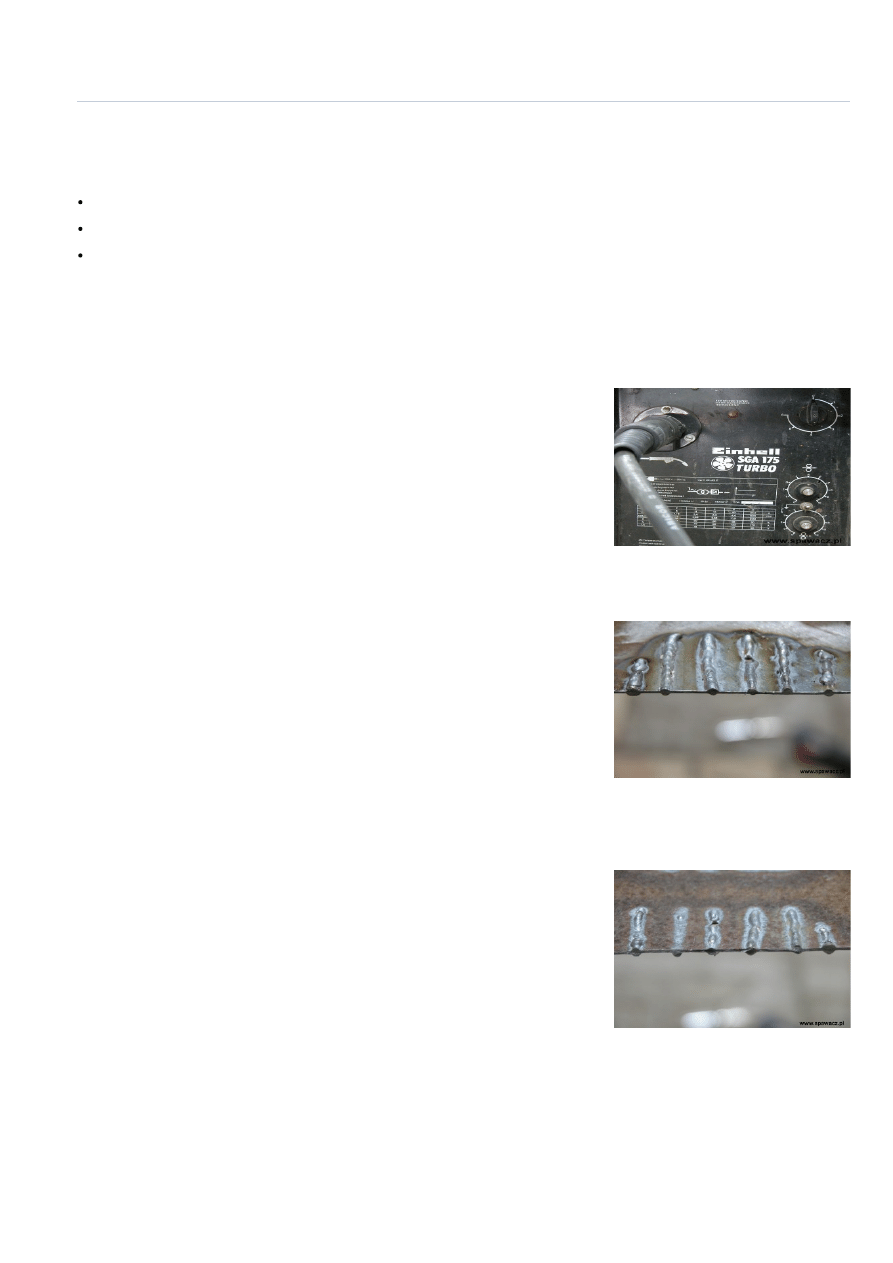
Patrząc na drugą stronę naszego arkusza treningowego widzimy że:
Dwie pierwsze spoiny od lewej nie przeniknęły całkowicie przez arkusz, a
przedostatnia po prawej przetopiła się zbyt bardzo. Zadanie podczas spawania
dwóch elementów razem od krawędzi do krawędzi spoina powinna być
równomiernie przetopiona na całym odcinku spawu. Przekrój blachy wskazuje
wpływ ustawień amperażu.
W pierwszych dwóch spoinach wystaje nad arkusz, a nie jest przetopiona. Czwarta
spoina w równym stopniu wystaje z góry i od dołu blachy i jest to najlepsza spoina
ze wszystkich prezentowanych.Dwie ostatnie spoiny po prawej stronie w zbyt
dużym stopniu zostały przetopione czyli ustawiony amperaż był zbyt wysoki.
Wyszukiwarka
Podobne podstrony:
MIG Instalacja przewodu spawacz
205 721205 spawacz metoda mig
205 721205 spawacz metoda mig
205 721205 spawacz metoda mig
Ustawianie prędkości podawania drutu spawacz
hellingerowskie ustawienia scenariuszy filmowych i sztuk teatralnych
C DOCUME~1 GERICOM USTAWI~1 Temp plugtmp 1 plugin lokalizacja przejsc problemy i dobre praktyki rkur
Ocena ryzyka zawodowego dla spawacza w zakładzie remontowym
Rozwój edukacji alternatywnej i ustawicznej 8, Pedagogika porównawcza, odpowiedzi na pytania
Stanowisko spawacza
MIG MAG sprawko
Edukacja ustawiczna dorosłych jest to proces systematycznego uczenia się andragogika
Sygnalizator ustawienia przekładni automatycznej
ustawianie świateł
Kor Spawacz elektryczny
ciz ksztalcenie ustawiczne
lista kontrolna spawacz
jak dobrze ustawic basy w winampie
2 spawacz nowe, Ocena ryzyka zawodowego
więcej podobnych podstron