„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Konrad Olejnik
Organizowanie produkcji papieru i tektury 311[27].Z3.01
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
prof. dr hab. Kazimierz Przybysz
dr inż. Ewa Drzewińska
Opracowanie redakcyjne:
dr inż. Konrad Olejnik
Konsultacja:
mgr Janusz Górny
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[27].Z3.01
„Organizowanie produkcji papieru i tektury”, zawartego w modułowym programie nauczania
dla zawodu technik papiernictwa.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
2. Wymagania wstępne
3. Cele kształcenia
4. Materiał nauczania
4.1. Ogólna charakterystyka organizacji procesu wytwarzania papieru
i tektury
4.1.1. Materiał nauczania
4.1.2. Pytania sprawdzające
4.1.3. Ćwiczenia
4.1.4. Sprawdzian postępów
4.2. Klasyfikacja i właściwości wyrobów papierniczych
4.2.1. Materiał nauczania
4.2.2. Pytania sprawdzające
4.2.3. Ćwiczenia
4.2.4. Sprawdzian postępów
4.3. Papiernicze półprodukty włókniste
4.3.1. Materiał nauczania
4.3.2. Pytania sprawdzające
4.3.3. Ćwiczenia
4.3.4. Sprawdzian postępów
4.4. Dodatki masowe i pomocnicze środki chemiczne
4.4.1. Materiał nauczania
4.4.2. Pytania sprawdzające
4.4.3. Ćwiczenia
4.4.4. Sprawdzian postępów
4.5. Przygotowanie surowców do wytwarzania papieru i tektury
4.5.1. Materiał nauczania
4.5.2. Pytania sprawdzające
4.5.3. Ćwiczenia
4.5.4. Sprawdzian postępów
5. Sprawdzian osiągnięć
6. Literatura
3
5
6
7
7
7
7
10
11
13
14
14
17
17
19
20
20
24
24
26
27
27
33
33
35
36
36
47
47
49
50
56

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy dotyczącej technologii wytwarzania
wyrobów papierniczych, podstawowych urządzeń i operacji jednostkowych stosowanych do
tego celu, a także procesach występujących w trakcie powstawania wstęgi papierniczej.
W poradniku zamieszczono:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś posiadać, aby korzystać
z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie opanujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do osiągnięcia założonych celów
kształcenia i opanowania umiejętności zawartych w jednostce modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań; zaliczenie testu potwierdzi opanowanie
materiału całej jednostki modułowej,
–
literaturę uzupełniającą.
Musisz mieć świadomość, że poradnik zawiera jedynie niezbędne minimum wiedzy
potrzebnej w tym zawodzie. Jeżeli chcesz osiągnąć wyniki ponad dostateczne, musisz
korzystać z literatury uzupełniającej.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów bhp i instrukcji
przeciwpożarowych, wynikających z rodzaju wykonywanych prac. Wiadomości dotyczące
przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz ochrony
środowiska znajdziesz w jednostce modułowej 311[27].O1.01 „Przestrzeganie przepisów
bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz ochrony środowiska”.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
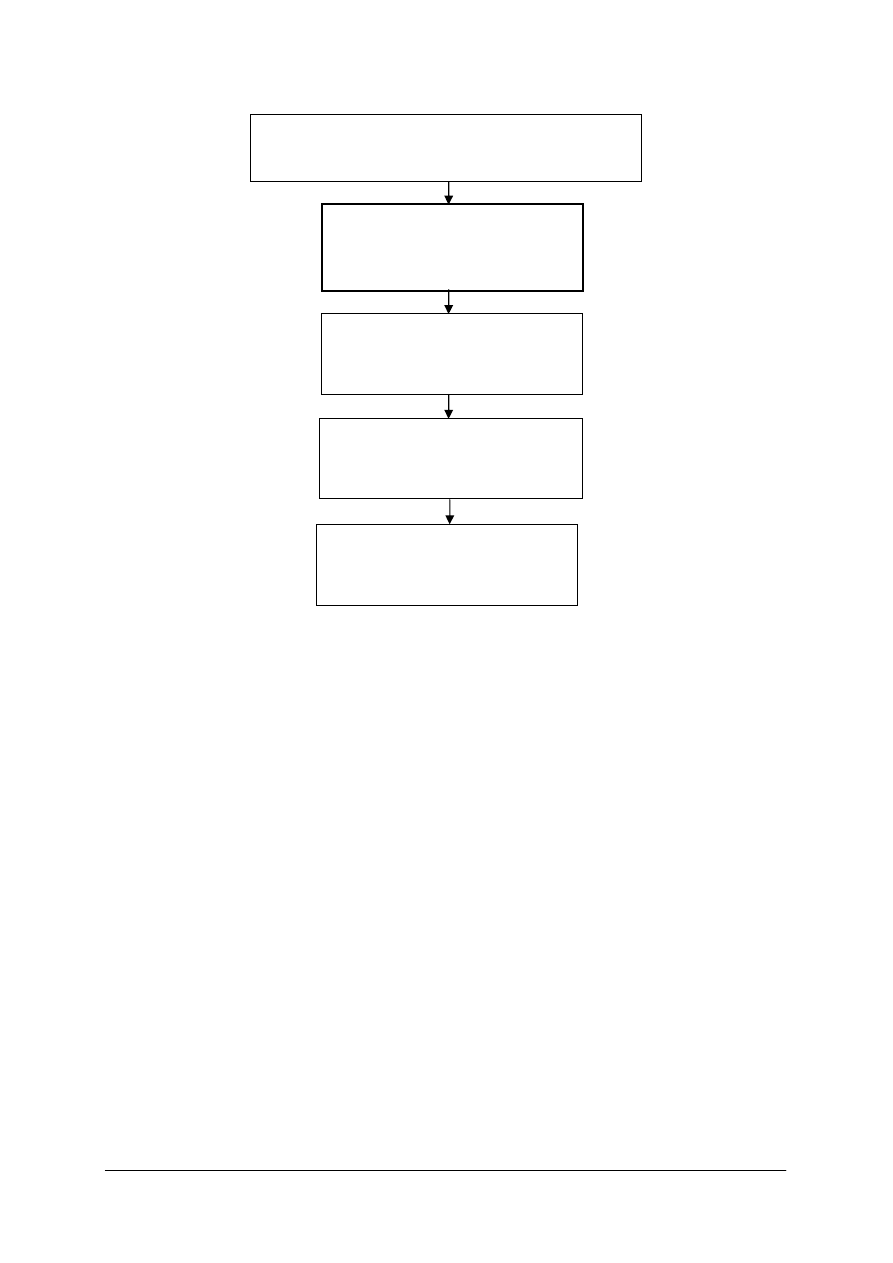
Schemat układu jednostek modułowych
311[27].Z3
Technologia produkcji wyrobów papierniczych
311[27].Z3.01
Organizowanie produkcji
papieru i tektury
311[27].Z3.02
Wytwarzanie wyrobów
papierniczych
311[27].Z3.04
Wykonywanie obróbki wyrobów
papierniczych
311[27].Z3.03
Uszlachetnianie i wykończanie
wyrobów papierniczych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej, powinieneś umieć:
−
korzystać z różnych źródeł informacji,
−
posługiwać się komputerem i wyszukiwarką internetową,
−
organizować stanowisko pracy zgodnie z wymogami ergonomii,
−
stosować przepisy bezpieczeństwa i higieny pracy, ochrony środowiska i ochrony
przeciwpożarowej obowiązujące w pracowni i na stanowisku pracy,
−
wykonać i odczytać rysunki techniczne z uwzględnieniem wymiarowania,
−
posługiwać się dokumentacją konstrukcyjną i technologiczną,
−
stosować i zamieniać jednostki układu SI,
−
posługiwać się podstawowymi pojęciami z zakresu fizyki i chemii, takimi jak: masa,
natężenie przepływu, prędkość liniowa, ciśnienie, siła, stężenie, moc, energia,
−
wykonywać podstawowe obliczenia matematyczne,
−
wykonywać oznaczenia właściwości wyrobów papierniczych,
−
współpracować w grupie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej, powinieneś umieć:
−
rozpoznać rodzaje wytworów papierniczych oraz określać ich cechy użytkowe
i zastosowanie,
−
posłużyć się dokumentacją technologiczną produkcji papieru i tektury,
−
skorzystać z norm, prospektów i ofert firmowych oraz atestów dotyczących surowców
i materiałów papierniczych,
−
zorganizować stanowisko pracy do produkcji wyrobów papierniczych,
−
dobrać surowce papiernicze, chemikalia i półprodukty do wyrobu określonych produktów
przemysłu papierniczego.
−
określić wpływ podstawowych parametrów produkcji oraz dodanych surowców
pomocniczych na przebieg procesów technologicznych i właściwości gotowych
wytworów papierniczych,
−
dobrać maszyny i urządzenia do przygotowania półproduktów na masę papierniczą,
−
odczytać schematy układów przygotowania masy, obiegów wody do celów produkcyjnych
i energetycznych,
−
obliczyć koszty produkcji wytworów papierniczych,
−
określić wymagania dotyczące wody produkcyjnej i energetycznej,
−
dobrać sposoby przygotowania wody produkcyjnej i energetycznej,
−
obliczyć zużycie wody do produkcji określonych półproduktów i wytworów
papierniczych,
−
dobrać operacje jednostkowe ciągu technologicznego produkcji papieru pod kątem
wytwarzania określonego asortymentu,
−
określić rodzaje tektury oraz jej zastosowanie,
−
zaplanować proces wytwarzania tektury,
−
odczytać schematy ciągów technologicznych produkcji tektury,
−
porównać przebieg produkcji różnych wyrobów tekturowych,
−
dobrać metody produkcji wyrobów tekturowych,
−
zaplanować produkcję określonego wyrobu papierniczego,
−
zaprojektować poszczególne węzły produkcyjne,
−
określić zagrożenia dla środowiska wynikające z działalności zakładów branży
papierniczej,
−
zastosować zasady bezpieczeństwa i higieny pracy oraz ochrony środowiska podczas
produkcji wyrobów papierniczych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Ogólna charakterystyka organizacji procesu wytwarzania
papieru i tektury
4.1.1. Materiał nauczania
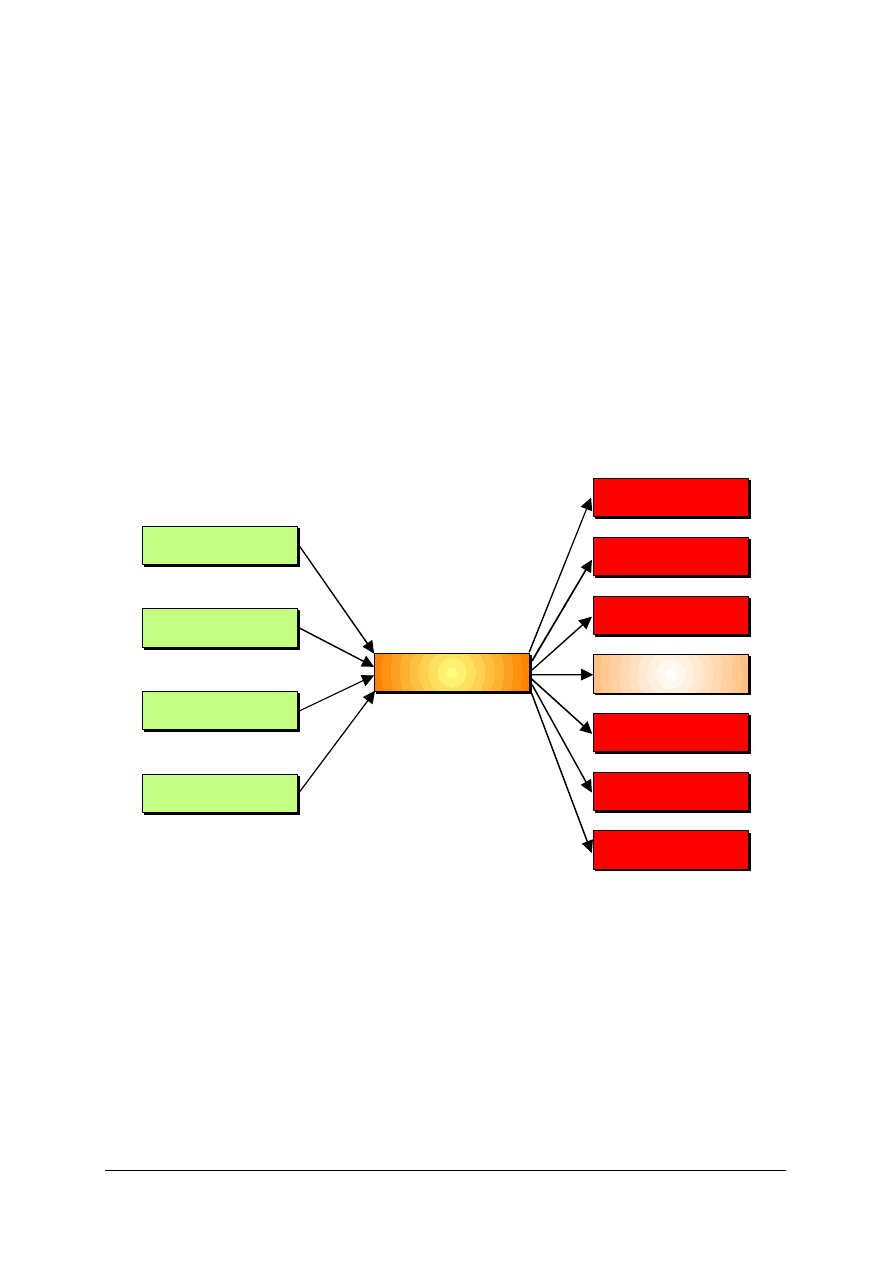
Realizacja procesu produkcyjnego wytwarzania papieru opiera się na przetwarzaniu
półproduktów włóknistych (przy współudziale dodatków masowych, pomocniczych środków
chemicznych, wody i energii) w określony produkt końcowy o założonych właściwościach
użytkowych. Efektem ubocznym procesu produkcyjnego jest powstawanie odpadów
poprodukcyjnych, przy czym zalicza się do nich zarówno odpady ciekłe (ścieki), stałe, gazowe
jak również niepożądaną emisję ciepła czy hałasu (rys. 1). Odpady te muszą być przetworzone
lub zagospodarowane w taki sposób, aby stanowiły jak najmniejsze obciążenie dla środowiska
naturalnego.
Produkcja
wytworów papierniczych
Surowce w
łókniste
Dodatki masowe i pomocnicze
środki chemiczne
Woda
Energia
Ścieki
Odpady sta
łe
Powietrze z wentylacji
Produkt
Ha
łas
Ciep
ło
Odpady lotne
Rys. 1. Schemat procesu produkcyjnego papieru z zaznaczonymi strumieniami wejściowymi i wyjściowymi
Trzeba pamiętać, że podobnie jak w przypadku produkcji mas włóknistych, produkcja
wyrobów papierniczych należy do niezwykle złożonych zagadnień zarówno logistycznych jak
i technologicznych. Należy podkreślić, że jest to proces bardzo drogi – zarówno pod
względem kosztów samych maszyn i urządzeń wyposażonych w zaawansowane systemy
sterowania i kontroli jak również znacznego zapotrzebowania na podstawowe media: energię
elektryczną i cieplną, wodę świeżą, surowce włókniste, dodatki masowe oraz pomocnicze
środki chemiczne wspomagające produkcję. Aby właściwie skoordynować pracę wszystkich
elementów tego procesu, wymagane jest przedsięwzięcie szeregu działań takich jak m.in.
planowanie zaopatrzenia surowcowego oraz infrastruktury magazynowej i rynków zbytu,
planowanie odprowadzania i/lub zagospodarowania odpadów poprodukcyjnych czy obsługi
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
serwisowej i remontowej. W wielu przypadkach wymagane jest ponadto spełnianie
określonych norm oraz posiadanie odpowiednich atestów. Mogą one dotyczyć nie tylko
jakości produktu czy właściwości odprowadzanych odpadów i zanieczyszczeń, ale także pracy
urządzeń, warunków BHP, obsługi klienta itp.
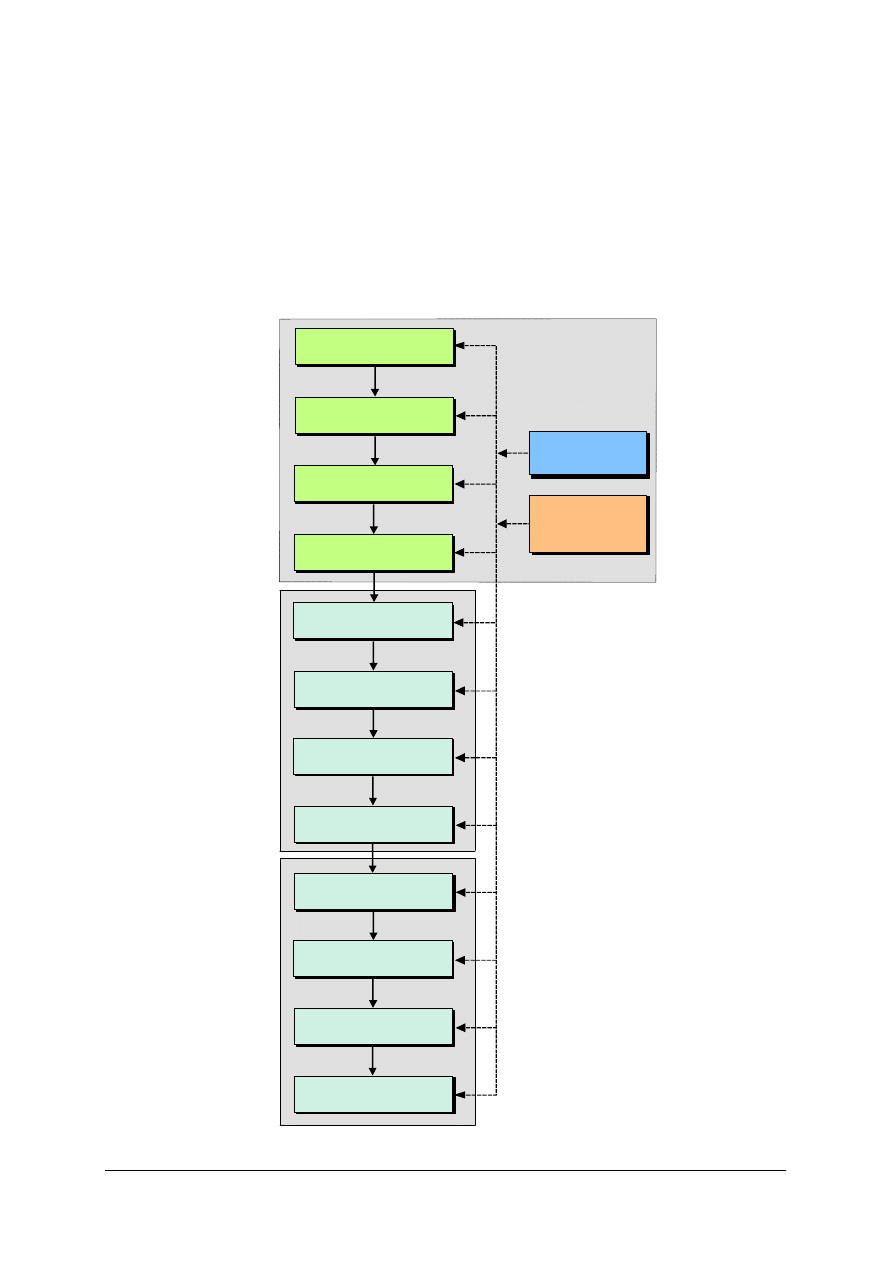
Organizacja procesu wytwarzania papieru
Wytwarzanie papieru składa się z kilku etapów, w ramach których realizowane są różne
operacje jednostkowe. Oprócz bezpośredniego procesu produkcyjnego istnieją także procesy
pomocnicze, które są niezbędne do prawidłowego funkcjonowania całej produkcji.
Zag
ęszczanie
pó
łproduktów włóknistych
M ielen ie pó
łproduktów
w
łóknistych
Doz owanie i m ieszan ie
sk
ładników masy papierniczej
D oz owan ie i roz cie
ńczanie
m asy papierncizej
Oczyszczanie i od pow ietrzanie
m asy papierniczej
Fo rm owan ie wst
ęgi
p apiern iczej
Przygoto wanie
i o czyszczan ie
wo dy
Przygoto wanie
d odatków m asowych
i p om o cniczych
środków
chem iczn ych
P
rz
y
g
o
to
w
a
nie
s
u
row
c
ów i pó
łp
ro
d
u
k
tów
do p
rodu
k
c
ji
W
y
tw
a
rz
a
ni
e
p
a
p
ie
ru
w
m
a
s
z
y
n
ie
p
a
pi
e
rn
ic
z
ej
Prasowanie wst
ęgi
p apiern iczej
Suszen ie wst
ęgi
pap ierniczej
W yko
ńczanie
i uszlachetnian ie papieru
P
rz
y
g
o
to
w
a
nie
m
a
s
y
p
a
p
ie
rn
ic
z
ej
Sortow anie
m asy papierniczej
Oczyszczanie i sortow anie
p ó
łproduktów włóknistych
R ozczynianie i ro zw
łóknianie
pó
łproduktów w łóknistych
Rys. 2. Ogólny schemat ideowy współczesnego wytwarzania papieru
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Cały proces można podzielić na trzy główne etapy:
−
przygotowanie surowców i półproduktów do produkcji,
−
przygotowanie masy papierniczej,
−
wytwarzanie wstęgi papierniczej w maszynie papierniczej
W skład każdego z etapów wchodzą odpowiednie operacje jednostkowe (rys. 2).
Szczegółowe ich omówienie wraz z właściwościami i doborem poszczególnych surowców
będzie realizowane w dalszej części przedmiotu „Organizowanie procesów produkcji papieru
i tektury” oraz podczas przedmiotu pt. „Wytwarzanie wyrobów papierowych”.
Organizacja procesu wytwarzania tektury
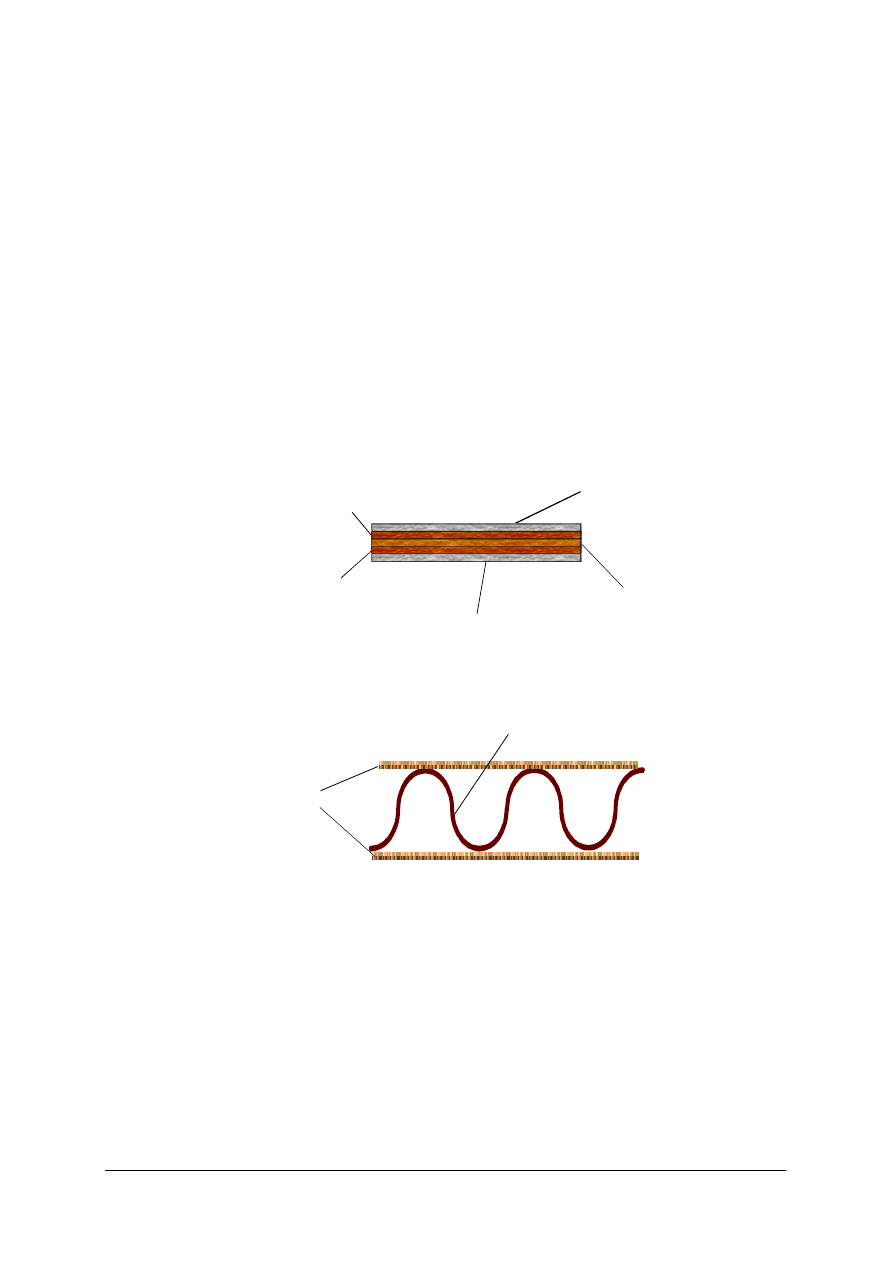
Obecnie nie istnieje znormalizowana klasyfikacja tektur, niemniej generalnie można
wyróżnić dwa, podstawowe ich rodzaje: tektury lite oraz tektury faliste. Tekturą litą
nazywamy wyrób papierniczy o zwartej budowie i gramaturze powyżej 250 g.m
2
(rys. 3a).
Tektura falista składa się z papierowych warstw płaskich i pofalowanych naprzemiennie ze
sobą posklejanych (rys. 3b). Temat klasyfikacji tektur będzie jeszcze szerzej omówiony
w rozdziale „Klasyfikacja i właściwości wyrobów papierniczych”.
warstwa pokryciowa
warstwa spodnia
warstwa podk
ładkowa
warstwa wk
ładkowa I
warstwa wk
ładkowa II
warstwa pofalowana
warstwa p
łaska
a)
b)
Rys. 3. Budowa różnych rodzajów tektury: a) tektura lita (pięciowarstwowa), b) tektura falista (trójwarstwowa)
Organizacja procesu produkcyjnego tektury litej jest zbliżona do organizacji procesu
produkcji papieru. Największe różnice pojawiają się w konstrukcji samych maszyn
papierniczych, gdzie (w przypadku wytwarzania tektury) występuje zwykle kilka urządzeń
wylewowych, tworzących poszczególne warstwy wyrobu. Dzięki temu możliwe jest
formowanie tektury z szeregu cieńszych warstw, co ma znaczenie ekonomiczne (większe
wydajności maszyn, możliwość zastosowania różnych rodzajów surowców dla poszczególnych
warstw).
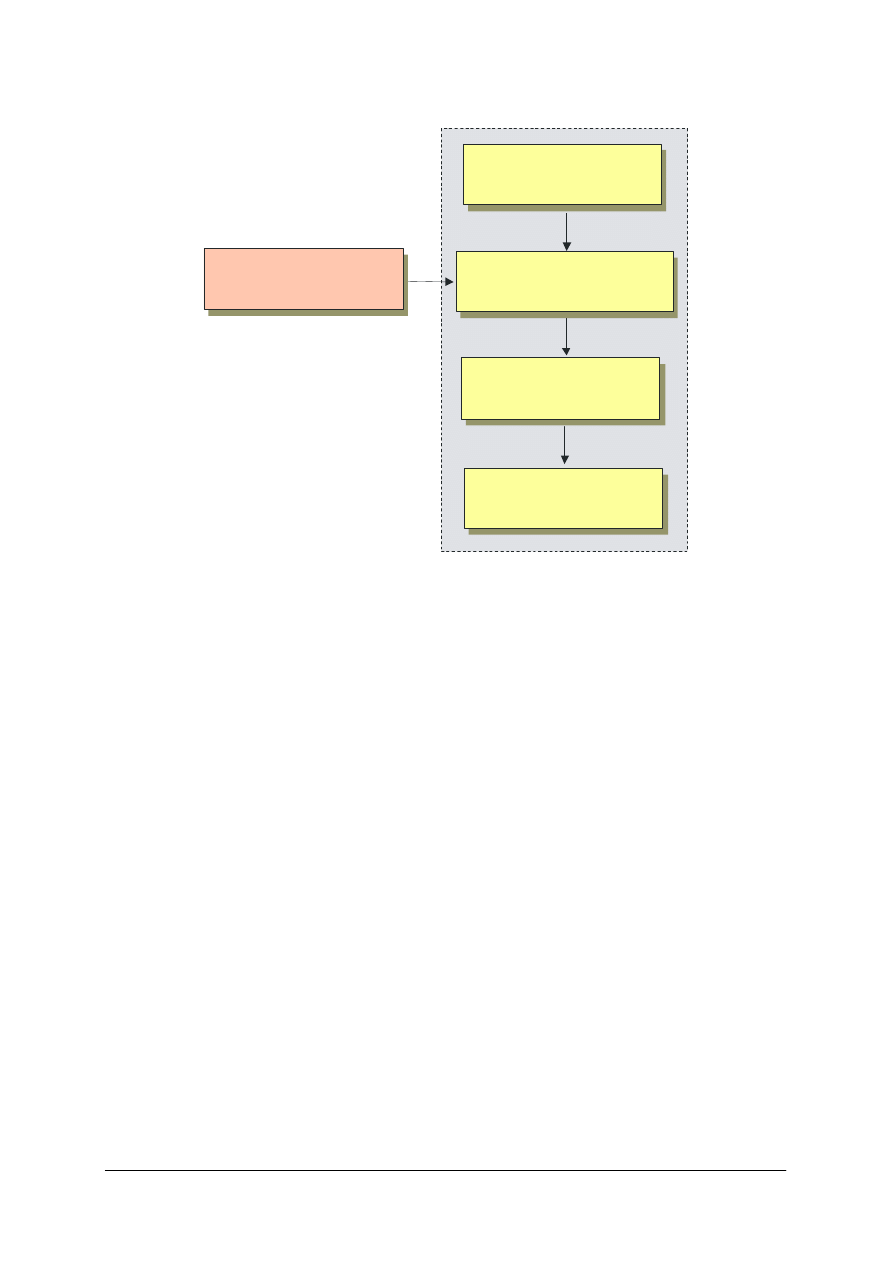
W przypadku tektury falistej, składającej się z minimum dwóch warstw (płaskiej
i pofalowanej) a mogącej posiadać tych warstw aż siedem, proces produkcyjny wygląda nieco
inaczej (rys. 4).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Trwa
wst
ęgi
papieru (flutingu)
na warstw
ę pofalowaną
łe pofalowanie
S klejenie warstwy
pofalowanej z jedn
warstwami p
łaskimi
ą
lub dwiema
Wysuszenie wytworzonej
tektury falistej
Formowanie arkuszy tektury
przez nagniatanie oraz ci
ęcie
wst
ęgi tektury
Przygotowanie kleju
Rys. 4. Podstawowe operacje w produkcji tektury falistej
Tektury faliste produkuje się na maszynach zwanych tekturnicami. Istnieje wiele rozwiązań
konstrukcyjnych tych urządzeń w zależności od rodzaju produkowanego asortymentu czy
stosowanych surowców. W skład tekturnicy zwykle wchodzą:
−
odwijaki zwojów papieru,
−
kondycjoner,
−
część susząca,
−
nawijak tektury dwuwarstwowej,
−
krajarko-nagniatarka,
−
przekrawacz poprzeczny,
−
zespół odbioru arkuszy.
Surowcami w produkcji tektury falistej są zwykle gotowe wyroby papiernicze wytwarzane
w papierni. Na warstwę płaską stosuje się tzw. liner (czyt. lajner), zaś na warstwę pofalowaną
- fluting.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie zagadnienia muszą być wzięte pod uwagę podczas planowania budowy fabryki
papieru?
2. Jakie strumienie dopływają, a jakie są odprowadzane z zakładu produkcyjnego?
3. Jakie wymogi muszą być spełnione, aby zakład produkcyjny mógł funkcjonować?
4. Z jakich etapów składa się proces wytwarzania papieru?
5. Jakie operacje jednostkowe składają się na każdy z poszczególnych etapów procesu
produkcji papieru?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.1.3. Ćwiczenia
Ćwiczenie 1
Uzupełnij załączony poniżej schemat o nazwy poszczególnych strumieni wejściowych
i wyjściowych.
Produkcja
wytworów papierniczych
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odszukać w literaturze analogiczny schemat pokazujący strumienie wejściowe i wyjściowe
tego procesu technologicznego,
3) narysować w zeszycie podany w ćwiczeniu schemat blokowy i wpisać odpowiednie nazwy
poszczególnych strumieni.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Wymień we właściwej kolejności operacje jednostkowe, które składają się na proces
wytwarzania papieru.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odszukać w literaturze schemat procesu technologicznego,
3) zapisać w zeszycie nazwy poszczególnych operacji jednostkowych składających się na ten
proces.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Ćwiczenie 3
Wymień we właściwej kolejności operacje jednostkowe, które składają się na proces
wytwarzania tektury falistej oraz podstawowe elementy tekturnicy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się ze zrozumieniem z materiałem nauczania dotyczącym ogólnej charakterystyki
procesu wytwarzania papieru i tektury zawartym w niniejszym poradniku,
2) zapoznać się ze zrozumieniem z informacjami dotyczącymi charakterystyki procesu
wytwarzania tektury zawartymi w literaturze wymienionej w punkcie 6 niniejszego
poradnika,
3) przypomnieć sobie schemat organizacyjny procesu produkcji tektury falistej,
4) przedstawić odpowiedź w formie pisemnej.
Wyposażenie stanowiska pracy:
−
arkusz papieru, materiały piśmienne,
−
literatura.
Ćwiczenie 4
Wykonaj analizę wybranych norm dotyczących wymogów stawianych zakładom
przemysłowym (np. normy dotyczące ochrony środowiska, normy dla różnych wyrobów
papierniczych, normy odnośnie transportu wyrobów papierniczych). Określ zakres danej
normy, zwróć uwagę na zawarte w niej wskaźniki liczbowe. Sporządź możliwie krótkie
streszczenie każdej z analizowanych norm, uwzględniając najważniejsze informacje w niej
zawarte.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się ze zrozumieniem z materiałem nauczania dotyczącym ogólnej charakterystyki
procesu wytwarzania papieru zawartym w niniejszym poradniku,
2) zapoznać się ze zrozumieniem z informacjami dotyczącymi charakterystyki procesu
wytwarzania papieru zawartymi w literaturze wymienionej w punkcie 6 niniejszego
poradnika,
3) zapoznać się z wybranymi normami dotyczącymi ochrony środowiska,
4) wykonać analizę tych norm uwzględniając: temat, którego dotyczy dana norma, istotne
definicje i pojęcia w niej zawarte, wskaźniki liczbowe, zalecenia i wytyczne,
5) wykonać pisemne, krótkie streszczenia analizowanych norm.
Wyposażenie stanowiska pracy:
−
arkusz papieru, materiały piśmienne,
−
literatura.
−
zestaw norm dostarczonych przez nauczyciela.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Ćwiczenie 5
W danym zakładzie produkcyjnym wytwarza się w ciągu doby 248 ton papieru przy
zachowaniu jednostkowego zużycia wody świeżej równego 28 m
3
/t produktu. Ilość
zrzucanych ścieków z zakładu jest równa jednostkowemu zużyciu wody świeżej. Podaj, ile ton
zawiesiny ogólnej jest odprowadzane w tych ściekach w ciągu roku, jeżeli średnia wartość
tego wskaźnika wynosi 44 mg/dm
3
. Podaj, ile ton zawiesiny organicznej jest
odprowadzane
w
tych ściekach, jeżeli jej udział w zawiesinie ogólnej wynosi 27%.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) narysować uproszczony schemat blokowy z zaznaczeniem poszczególnych strumieni oraz
wartości znanych i poszukiwanych,
3) wykonać stosowne obliczenia zapisując wzory w kolejności pozwalającej prześledzić tok
rozumowania
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
kalkulator,
−
literatura zgodna z punktem 6 poradnika.
4.1.4. Sprawdzian postępów
Czy potrafisz?
Tak
Nie
1) sformułować
zagadnienia
związane
z
planowaniem
budowy
i funkcjonowania fabryki papieru?
2) określić wymagania dotyczące odpadów powstających przy produkcji
wyrobów papierniczych?
3) narysować schemat organizacyjny procesu wytwarzania papieru?
4) zdefiniować znaczenie skrótu bat?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4.2. Klasyfikacja i właściwości wyrobów papierniczych
4.2.1. Materiał nauczania
Wyrobem papierniczym nazywamy produkt pod postacią zwoju lub arkusza, otrzymany
z odpowiednio przygotowanych włókien roślinnych, związanych ze sobą w sposób naturalny
(tj. bez dodatkowych środków spajających). Wyrób papierniczy może zawierać dodatek
włókien nieroślinnych, jak również inne dodatki masowe, jak np. substancje wypełniające,
hydrofobizujące, wzmacniające, pigmenty, barwniki oraz inne pomocnicze środki chemiczne.
Wyroby papiernicze mogą być wykorzystywane bezpośrednio. Na skutek obróbki
chemicznej (np. nasycanie, powlekanie) i/lub fizycznej (cięcie, tłoczenie, składanie, sklejanie,
zwijanie itp.) można z nich również otrzymać przetwory papiernicze. Wyroby i przetwory
papiernicze tworzą razem produkty papiernicze.
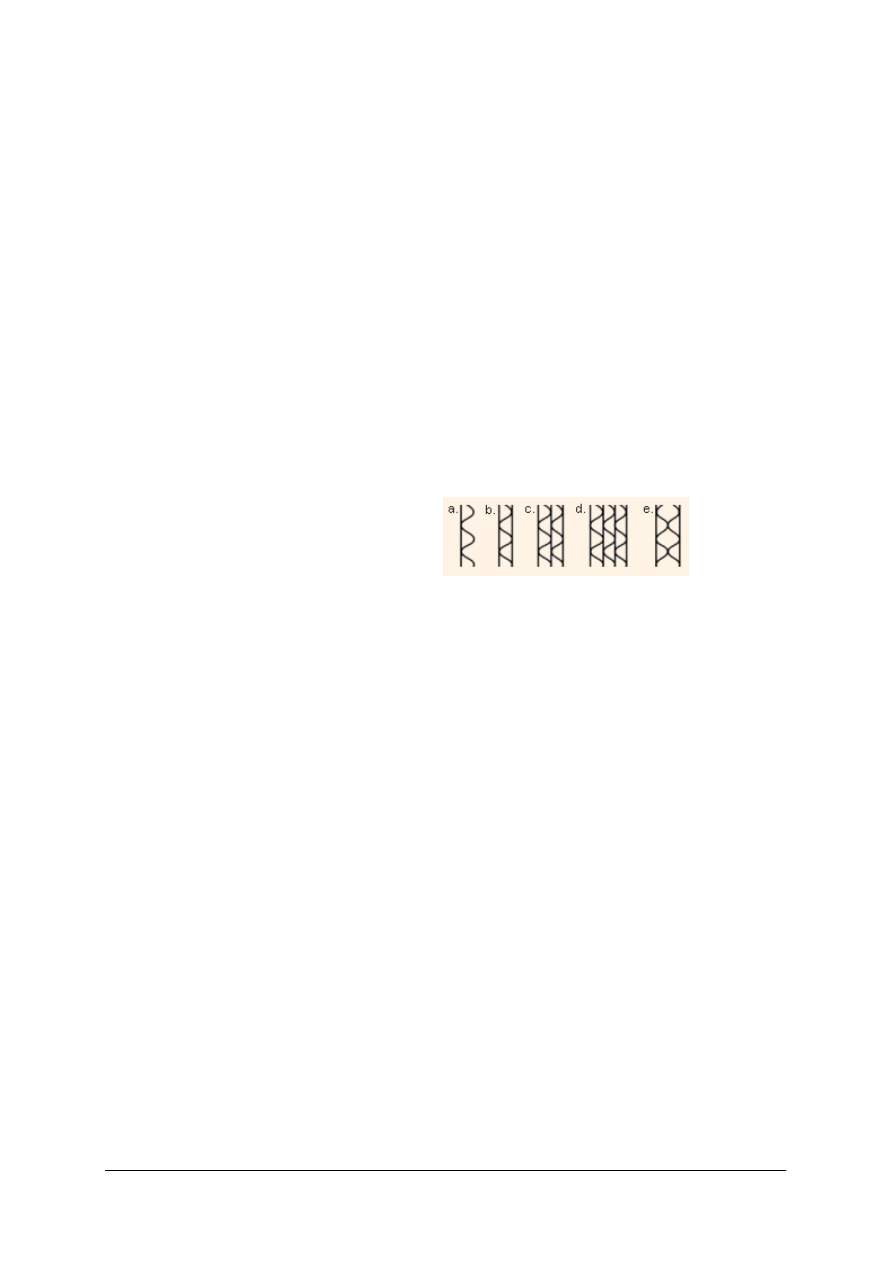
Tektura falista składa się z kilku arkuszy papieru. Arkusze zewnętrzne proste (gładkie)
i wewnętrzna pofalowana (fala). W przypadku tektury dwuwarstwowej jest jeden arkusz
gładki i drugi pofalowany. Na schemacie przedstawiono budowę arkuszy tektury falistej:
a.
tektura dwuwarstwowa
b.
tektura trzywarstwowa
c.
tektura pięciowarstwowa
d.
tektura siedmiowarstwowa
e.
tektura czterowarstwowa
Znane rodzaje fali to:
−
fala E (mikrofala) fala o wysokości od 1,1 mm do 1,7 mm. Tektura z tą falą ma raczej
walory estetyczne i nadaję się do opakowań małych i nie zawierających ciężkich towarów,
−
fala B fala o wysokości od 2,5 mm do 3,0 mm,
−
fala C fala o wysokości od 3,0 mm do 3,7 mm,
−
fala A fala o wysokości od 3,6 do 4,5 mm.
Tektury pięciowarstwowe są kombinacją powyższych typów fal najczęściej jest to fala BC
(B+C), spotyka się również kombinację fal EB.
Tektura z wysoką falą ma lepsze właściwości sprężyste i większą sztywność,
a opakowania z niej wykonane zwykle lepiej chronią towar. Tektura z niską falą ma natomiast
zdecydowanie większą odporność na zgniatanie płaskie (FCT) i przez to jest odporniejsza na
uderzenie, przebicie oraz lepiej nadaje się do zadrukowania.
Do produkcji tektury falistej używa się różnych papierów, które decydują o jakości
i wytrzymałości tektury. Podstawowe papiery to:
−
papiery makulaturowe;
−
testliner;
−
kraftliner;
Drugim znaczącym czynnikiem mającym wpływ na jakość tektury jest gramatura
zastosowanych papierów. W zależności od producentów podaje się gramaturę tektury (suma
gramatur papierów składających się na poszczególne warstwy papierów) z klejem lub bez (klej
łączący falę z papierami zewnętrznymi). Gramatura i rodzaj papierów użytych do produkcji
tektury falistej wyznaczają ich jakość i wytrzymałość.
Wytrzymałość tektury i opakowań można mierzyć na wiele sposobów najbardziej znane
to: FCT – odporność na zgniatanie płaskie – mierzone w N – oznacza jaką siłą trzeba działać
na arkusz aby doszło do załamania fal.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Podział wyrobów papierniczych
Produkcja papieru objęta jest w Polsce różnymi normami, które starają się regulować
szereg związanych z nią dziedzin, m.in.: terminologię, metody pomiarowe czy metody
przechowywania i transportowania.
Obecnie nie ma norm przedmiotowych dotyczących wyrobów papierniczych, istnieją
wyłącznie normy dotyczące metodyki ich badań. Jednakże wytwory papiernicze dzieli się
ogólnie na:
−
grupy główne,
−
grupy użytkowe,
−
rodzaje.
Grupy główne dotyczą podziału wyrobów papierniczych pod kątem gramatury. Obecnie
wyróżnia się dwie grupy główne:
−
papier (wytwór o gramaturze do 250 g/m
2
, w tym bibułka o gramaturze do 28 g/m
2
),
−
tektura (wytwór o gramaturze powyżej 250 g/m
2
).
Grupy użytkowe dzielą się ze względu na przeznaczenie wyrobów papierniczych.
Można wyróżnić 11 grup użytkowych papieru i 3 grupy użytkowe tektury. Istnieją następujące
grupy użytkowe papieru (przy grupie objętej normą podano jej numer):
−
papiery drukowe (PN-P-50405:1995),
−
papiery do pisania i kreślarsko-rysunkowe,
−
papiery pakowe, do wyrobu opakowań i tektury falistej (PN-P-50474:1996),
−
papiery przemysłowo-techniczne,
−
papiery elektrotechniczne,
−
papiery podłożowe,
−
papiery chłonne i filtracyjne,
−
bibułka papierosowa (PN-P-50506-02:1985),
−
papiery higieniczne,
−
papiery antykorozyjne (PN-P-50450:1976),
−
papiery do różnych celów.
Grupy użytkowe tektury:
−
tektury introligatorskie,
−
tektury do wyrobu opakowań i tektury falistej,
−
tektury przemysłowe i techniczne.
Ze względu na przeznaczenie szczegółowe rozróżnia się następnie rodzaje papieru
i tektury. Przykładowo: papiery drukowe i pakowe posiadają 19 różnych rodzajów, papiery
chłonne i filtracyjne – 9, papiery higieniczne – 4, papiery podłożowe – 15, zaś tektury
przemysłowe i techniczne – 27. W sumie istnieje 144 rodzajów papierów i tektur.
Obok podziału ogólnego, można wykonać podział szczegółowy. Obejmuje on następujące
kategorie:
−
typy,
−
powierzchnia,
−
barwa,
−
postać,
−
gatunki.
Typy są określane ze względu na technologię wykonania lub szczególne wskaźniki
użytkowe.
Powierzchnia definiuje sposób wykończenia powierzchni. Wyróżnia się powierzchnię:
−
matową,
−
jednostronnie gładką,
−
satynowaną,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
−
gładzoną,
−
prążkowaną,
−
marszczoną,
−
karbowaną,
−
tłoczoną.
Barwa wyróżnia wytwory papiernicze ze względu na zabarwienie. Istnieją następujące
definicje kolorów oraz ich symbole:
−
biały (b),
−
kremowy (kr),
−
żółty (ż),
−
pomarańczowy (pom),
−
różowy (róż),
−
czerwony (czw),
−
zielony (ziel),
−
seledynowy (sel),
−
brązowy (br),
−
szary (sz),
−
niebieski (nbs),
−
fioletowy (f),
−
czarny (czar),
−
naturalny (n).
Postać określa formę handlową:
−
wytwory arkuszowe (arkusze, arkusiki),
−
wytwory wstęgowe (zwoje, zwoiki, bobiny).
Gatunek charakteryzuje poziom wskaźników użytkowych oraz dopuszczalnych wad.
Rozróżnia się dwa gatunki:
−
gatunek pierwszy,
−
gatunek drugi.
Na podstawie powyższych podziałów można formułować oznaczenia wyrobów
papierniczych. Wykonując to można podać kolejno:
−
gramaturę w gramach na metr kwadratowy lub grubość w milimetrach bądź
mikrometrach,
−
symbol typu,
−
symbol powierzchni,
−
symbol barwy,
−
wymiary (dla arkuszy – symbol formatu lub wymiary arkuszy w milimetrach, dla zwojów
wstęgowych – szerokość zwoju i jego średnicę zewnętrzną lub masę),
−
symbol gatunku.
Właściwości wyrobów papierniczych
W zależności od przeznaczenia danego wyrobu papierniczego, musi on posiadać
odpowiednie właściwości użytkowe, które potwierdzają jego przydatność do określonego
celu. Najważniejsze właściwości z przyporządkowaniem do określonej grupy właściwości
przedstawiono w tabeli 1.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
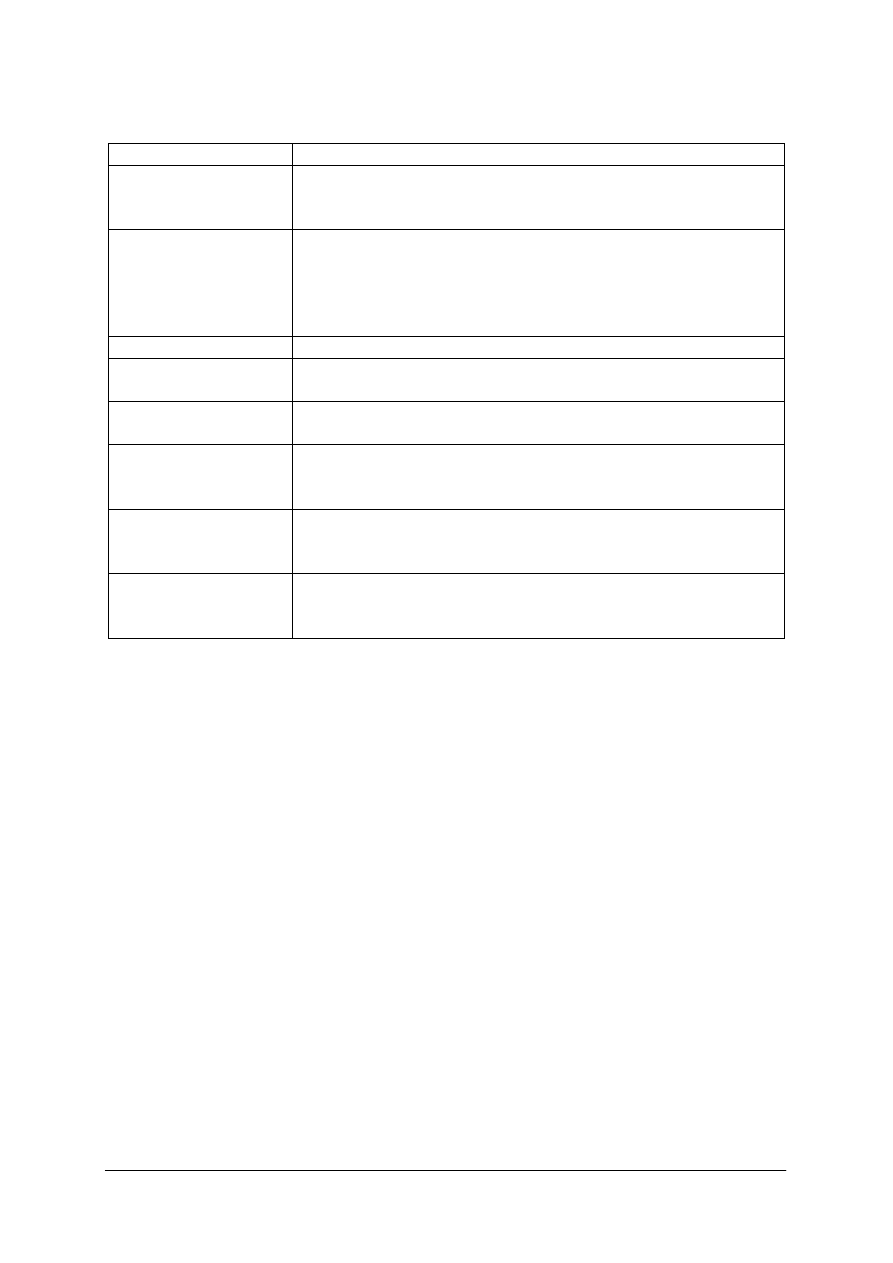
Tabela 1. Istotne właściwości wyrobów papierniczych
Grupa właściwości
Właściwość
strukturalno-
-wymiarowe
Masa jednostkowa (gramatura), grubość, gęstość, porowatość,
pulchność, gładkość, przezrocze, spoistość powierzchni,
dwustronność, anizotropia
wytrzymałościowe
Obciążenie zrywające, samozerwalność, rozciągliwość, odporność
na przepuklenie, odporność na przedarcie, odporność na
naderwanie, odporność na zginanie, odporność na łamanie,
twardość, ściśliwość, sztywność miękkość, odporność na
skręcanie, odporność na rozwarstwianie się
optyczne
Białość, połysk, nieprzezroczystość, barwa
hydrofobowe
i hydrofilowe
Chłonność wody, stateczność wymiarowa, skłonność do
falowania, stopień zaklejenia, wodotrwałość
ochronne
Przenikalność powietrza, przenikalność pary wodnej,
przepuszczalność wody, przepuszczalność tłuszczów
dielektryczne
Przenikalność elektryczna, wytrzymałość dielektryczna,
stratność dielektryczna, przewodnictwo dielektryczne wyciągu
wodnego, zawartość cząstek przewodzących prąd
chemiczne
Zawartość celulozy, lepkość, liczba miedziowa, odczyn wyciągu
wodnego, zawartość popiołu, zawartość substancji
nieorganicznych, zawartość substancji organicznych
specjalne
Odporność na starzenie, odporność na wysoką temperaturę,
ognioodporność, odporność na ścieranie, skłonność do pylenia,
drukowność
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak można ogólnie podzielić wyroby papiernicze?
2. Jaki można szczegółowo podzielić wyroby papiernicze?
3. Jakie znasz grupy właściwości wyrobów papierniczych?
4. Jakie znasz istotne właściwości wyrobów papierniczych?
4.2.3. Ćwiczenia
Ćwiczenie 1
Sformułuj oznaczenia dla następujących wyrobów papierniczych:
a) papier ilustracyjny, gramatura 75 g/m
2
, bezdrzewny o powierzchni satynowanej, barwy
kremowej, w arkuszach o wymiarach 120x100 cm, gatunek pierwszy,
b) papier gazetowy, gramatura 50 g/m
2
, o powierzchni matowej, barwy naturalnej,
w zwojach o szerokości 68 cm i średnicy zewnętrznej 48 cm, gatunek drugi,
c) tektura do tłoczenia, gramatura 725 g/m
2
, o powierzchni gładzonej, barwy białej,
w arkuszach o wymiarach 86x95 cm, gatunek pierwszy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
2) odszukać w poradniku i podanej literaturze żądane informacje,
3) przedstawić i zapisać odpowiednie oznaczenia dla każdego z podanych wyrobów
papierniczych.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia.
Ćwiczenie 2
Na podstawie norm: PN-P-50405:1995, PN-P-50474:1996, PN-P-50506-02:1985
i PN-P-50450:1976 wykonaj następujące czynności:
a) określ czego dotyczy każda z wymienionych norm,
b) wypisz cechy charakterystyczne wyrobu opisywanego w danej normie,
c) sporządź krótkie streszczenie każdej z norm uwzględniając najważniejsze informacje
w niej zawarte.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) zapoznać się z wymienionymi normami,
3) wykonać niezbędne notatki ze zwróceniem uwagi na najistotniejsze informacje,
4) zrealizować polecenia zawarte w ćwiczeniu.
Wyposażenie stanowiska pracy:
−
zestaw norm,
−
materiały do pisania.
Ćwiczenie 3
Wymień po trzy właściwości z każdej grupy właściwości użytkowych wyrobów
papierniczych wyszczególnionych w tabeli 2 poradnika. Określ, dla jakiego rodzaju papieru jest
charakterystyczna każda z wymienionych przez Ciebie właściwości.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odszukać w literaturze żądane informacje,
3) podać odpowiedź w formie opisowej.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) dokonać podziału ogólnego zadanych wyrobów papierniczych?
2) dokonać podziału szczegółowego zadanych wyrobów papierniczych?
3) sformułować oznaczenie określonego wyrobu papierniczego?
4) wymienić i scharakteryzować najważniejsze właściwości wyrobów
papierniczych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.3. Papiernicze półprodukty włókniste
4.3.1. Materiał nauczania
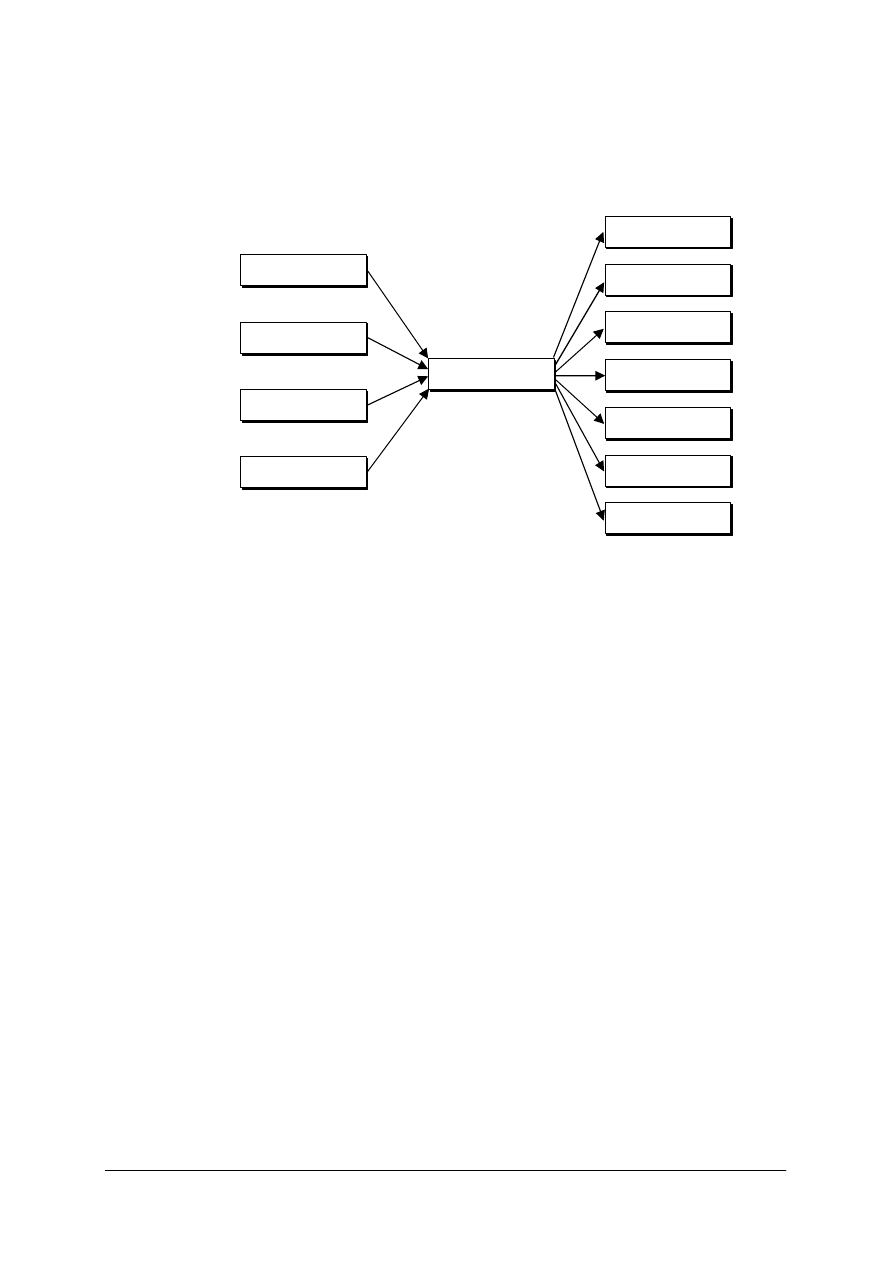
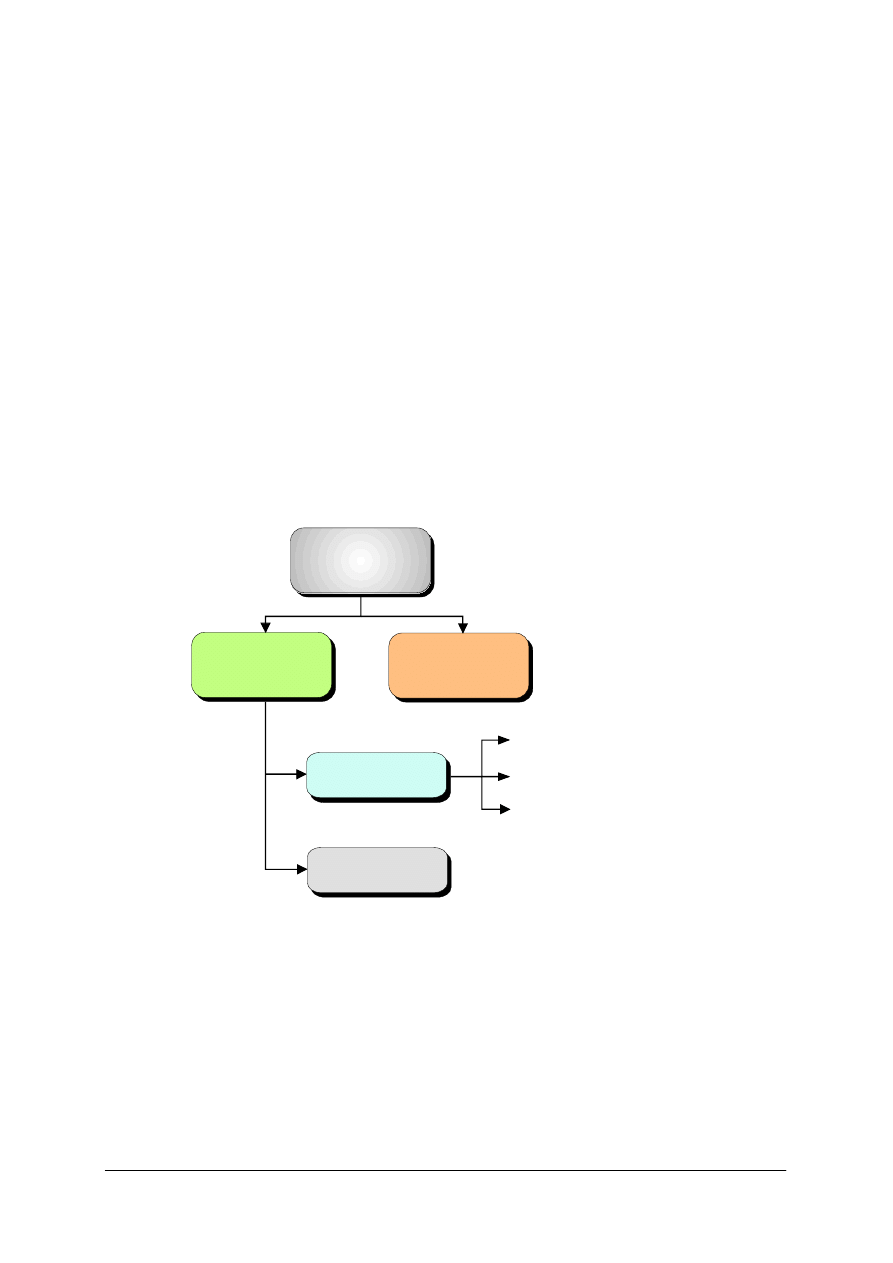
Rodzaje mas włóknistych
Masa włóknista jest podstawowym składnikiem praktycznie każdego wyrobu
papierniczego. Stanowi ona szkielet, który decyduje w znacznym stopniu o większości
właściwości użytkowych gotowego produktu. Obecnie w technologii papieru stosuje się różne
rodzaje mas włóknistych. Ogólny ich podział przedstawiono na rysunku 5.
Należy zauważyć, że obok półproduktów pochodzenia naturalnego (roślinnego) istnieje
grupa surowców nieroślinnych, które służą do uzyskiwania różnych właściwości specjalnych
np. ognioodporności, stateczności wymiarowej czy wysokiej przewodności elektrycznej. Do tej
grupy mogą należeć włókna zwierzęce (wełna), mineralne (azbestowe, szklane), syntetyczne
(nylonowe, poliwinylowe) oraz metalowe (aluminiowe, stalowe).
Ogólnie można stwierdzić, że znajomość różnych rodzajów mas włóknistych jest dla
papiernika rzeczą niezbędną, bowiem surowiec włóknisty ma wpływ zarówno na przebieg
procesu produkcyjnego (np. jego koszty, gospodarkę wodno-masową, czy kształt układu
technologicznego, jak i na właściwości użytkowe samego wyrobu papierniczego.
Papiernicze masy
w
łókniste
Masy w
łókniste
pochodzenia
ro
ślinnego
Masy w
łókniste
pochodzenia
niero
ślinnego
Masy pierwotne
Masy wtórne
(makulaturowe)
Masy mechaniczne
Masy chemiczne
Masy kombinowane
(hybrydowe)
Rys. 5. Ogólny podział mas włóknistych stosowanych w technologii papieru
Masy włókniste pochodzenia roślinnego mogą być wytwarzane z różnych roślin. Ponad
90% całkowitej produkcji światowej stanowią masy, do produkcji których wykorzystuje się
drewno drzew: iglastych (sosna, świerk, jodła, modrzew) i liściastych (brzoza, topola, osika,
buk, olcha, eukaliptus). Na mniejszą skalę stosuje się krzewy (np. bawełna), a jeszcze rzadziej
rośliny jednoroczne i trawy (len, konopie, słoma zbożowa i ryżowa, trzcina, bambus) czy liście
(sizal, manila, palmy).
O przydatności danej masy do wytwarzania określonego produktu decyduje także metoda
jej produkcji. W chwili obecnej możemy wyróżnić trzy podstawowe metody uzyskiwania
pierwotnych mas włóknistych. Metody mechaniczne należą do najbardziej wydajnych (ponad

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
90%). W wyniku wytwarzania tymi metodami uzyskuje się tzw. masy drzewne, które są
bardzo niejednorodne. Stanowią bowiem mieszaninę włókien, pęczków włókien oraz
fragmentów włókien. Również pod względem wielu właściwości użytkowych (głównie
wytrzymałościowych i odporności na starzenie), ustępują masom uzyskiwanym drogą
chemiczną. Zaletą mas mechanicznych jest jednak uzyskiwana stosunkowo dobra drukowość
i równomierne przeźrocze. Stąd, w połączeniu z konkurencyjną ceną, jest to surowiec
wykorzystywany powszechnie do wytwarzania papierów gazetowych, do pisania i drukowych,
dla których czas „życia” jest stosunkowo krótki.
Typowe przykłady takich mas to: ścier – SGW (ang. Stone GroundWood, czasami także
oznaczany jako GW lub GWP), masa rafinerowa – RMP (ang. Refiner Mechanical Pulp),
masa termo rafinerowa – TRMP (ang. Thermal Refiner Mechanical Pulp), masa
termomechaniczna – TMP (ang. Thermo-Mechanical Pulp), ścier termiczny TGW
(ang. Thermal Groundwood) i ścier ciśnieniowy – PGW (ang. Pressure GroundWood).
Masy celulozowe uzyskane metodami chemicznymi (wydajność z drewna zwykle poniżej
50%) należą do najlepszych gatunkowo i najdroższych surowców włóknistych. Są to tzw.
masy bezdrzewne. Mogą być bielone (np. Sabl – masa siarczanowa, bielona) lub niebielone
(np. SaNbl – masa siarczanowa, niebielona). Wyroby papiernicze produkowane z tych mas
mają wysokie właściwości wytrzymałościowe i są trwałe, dlatego też wykorzystuje się je do
produkcji papierów workowych i pakowych (SaNbl), mapowych, kopertowych,
wysokogatunkowych drukowych (Sabl). Dodaje się je też do ścieru w produkcji papierów
gazetowych. Masy te, w postaci wybielonej (Sabl), stosuje się również przy wytwarzaniu
papierów higienicznych i chłonnych: toaletowych, na ręczniki, chusteczki, pieluszki, serwetki
itp.
Generalnie trzeba też pamiętać, że istotny jest rodzaj surowca stosowanego do
wytwarzania masy włóknistej. Masy z drzew iglastych mają dłuższe włókna (ok. 2,5–4 mm
w zależności od gatunku drzewa)
i zwykle są wykorzystywane do produkcji papierów, od
których wymaga się wyjątkowo wysokich właściwości wytrzymałościowych (np. papierów
pakowych czy workowych). Włókna drzew liściastych są krótsze i cieńsze (ok. 0,9–1,5 mm
w zależności od gatunku drzewa), co pozwala na uzyskanie wyższej sztywności i lepszego
sformowania (jest to istotne w przypadku papierów drukowych).
Włókna bawełniane i lnianie są bardzo długie, dzięki czemu papier z nich produkowany
posiada wyjątkowo równomierną strukturę. Z tego powodu stosowane są do produkcji papieru
banknotowego, bibułek papierosowych i papierów filtracyjnych.
Równie długie włókna posiadają masy konopne. Stosunkowo niewielkie wykorzystanie
tych roślin wynika głównie z racji zawartości w nich substancji o właściwościach odurzających.
Na skutek tego ich uprawa na większą skalę w wielu państwach jest zabroniona. Masy tego
rodzaju stosowane są jednak w krajach azjatyckich (Chiny, Indie) do produkcji średniej jakości
papierów drukowych i do pisania.
Połączenie zasady roztwarzania chemicznego z traktowaniem mechanicznym pozwala na
uzyskanie masy o lepszych wskaźnikach wytrzymałościowych (w stosunku do zwykłej masy
mechanicznej) przy zachowaniu stosunkowo dużej wydajności. W ten sposób powstają masy,
które można określić mianem hybrydowych. W wielu przypadkach można nimi zastępować
droższe masy chemiczne. W praktyce masy tego typu wykorzystuje się do produkcji tektur
i papierów gazetowych (np. ścier chemomechaniczny – CMP, ang. Chemi-Mechanical Pulp,
masę chemotermomechaniczną – CTMP, ang. Chemi-Thermo-Mechanical Pulp, masę
wysokowydajną – HYP, ang. High Yeld Pulp, masę półchemiczną - SCP, ang. Semi Chemical
Pulp).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Podstawowe właściwości papierniczych półproduktów włóknistych
Z punktu widzenia technologii wytwarzania papieru, właściwości papierniczych
półproduktów włóknistych można ogólnie podzielić na fizyczne i fizykochemiczne (tabela 2).
Tabela 2. Najważniejsze właściwości papierniczych półproduktów włóknistych
Właściwości fizyczne
Właściwości fizykochemiczne
−
wymiary włókien,
−
wytrzymałość mechaniczna włókien,
−
giętkość włókien,
−
właściwości optyczne włókien,
−
zawartość frakcji drobnej
−
sorpcję,
−
pęcznienie,
−
zdolność wymiany jonów,
−
potencjał elektrokinetyczny,
−
flokulację,
−
zdolność do tworzenia wiązań między
włóknami
Jednym z podstawowych i najważniejszych kryteriów oceny przydatności półproduktów
włóknistych do celów papierniczych są wymiary włókien. Do produkcji wyrobów
papierniczych najbardziej przydatne są włókna o długości 1–5 mm.
Włókna dłuższe zwykle nie mają już większych zalet i często trzeba je skrócić w celu
poprawienia równomierności struktury wyrobu. Natomiast włókna krótsze niż 1 mm
w zasadzie nie mogą stanowić samodzielnego surowca papierniczego.
W celu otrzymania wyrobu o dobrych właściwościach wytrzymałościowych
i równomiernej strukturze korzystne jest odpowiednie zróżnicowanie długości włókien.
Włókna długie stanowią szkielet papieru i zapewniają wytrzymałość, natomiast włókna krótsze
umożliwiają uzyskanie wstęgi papieru o równomiernej strukturze.
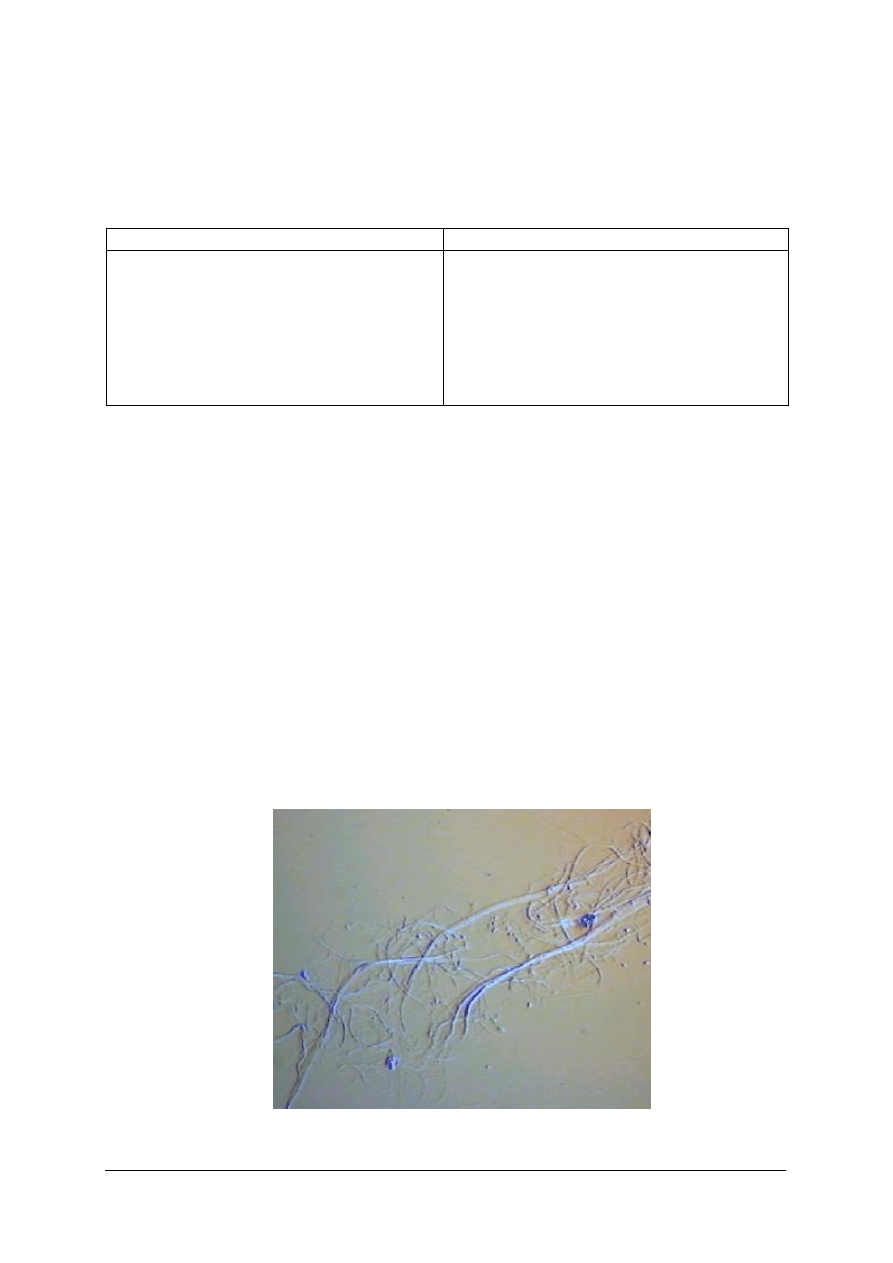
Kolejnym parametrem wpływającym w istotny sposób na właściwości użytkowe wyrobu
papierniczego jak również na sam proces konsolidacji wstęgi papierniczej jest zawartość
w masie frakcji drobnej.
Należą do niej drobne fragmenty włókien, pojedyncze komórki miękiszowe i fragmenty
naczyń, a także cząstki mineralne (rys. 6). Powszechnie uznaje się, że do tej frakcji zaliczane są
wszystkie cząstki stałe o wymiarach poniżej 76 µm. Trzeba też pamiętać, że ilość frakcji
drobnej znacząco zwiększa się podczas procesu mielenia masy papierniczej.
Rys. 6. Mikroskopowy obraz frakcji drobnej

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Frakcja drobna wpływa na ogół ujemnie na właściwości mas włóknistych. Pogarsza
odwadnialność masy papierniczej, może powodować zaklejanie się sit i filców oraz tworzenie
się plam żywicznych w papierze. Podwyższona zawartość frakcji drobnej w papierze zwiększa
skłonność tego wyrobu do pylenia oraz może pogarszać jego drukowność.
Masy włókniste wykazują dużą zdolność do sorbowania gazów, cieczy i ciał stałych.
Dzięki tej właściwości możliwe jest efektywne działanie wszelkich dodatków masowych:
wypełniaczy, klejów, barwników oraz pomocniczych środków chemicznych. Największe
znaczenie ma jednak wchłanianie wody przez masy włókniste. Fakt ten wywiera duży wpływ
na przebieg wielu procesów technologicznych zachodzących podczas wytwarzania papieru,
a także na większość właściwości użytkowych gotowego wyrobu. Bezpośrednim efektem
sorpcji wody jest pęcznienie włókien. Woda spęczniająca przenika w głąb struktury włókna
i osłabia lub zrywa wiązania poprzeczne między poszczególnymi warstwami ścianki
komórkowej, co zwiększa giętkość i plastyczność włókna. Dzięki temu papier powstały
z takich włókien ma wyższe właściwości wytrzymałościowe.
Włókna celulozowe wykazują w zawiesinie wodnej ujemny ładunek elektrostatyczny,
wynikający z sorpcji jonów wodorotlenowych z wody lub też z dysocjacji grup
karboksylowych znajdujących się na powierzchni włókien. Nie wnikając w szczegóły można
stwierdzić, że stan elektryczny układu włókno-roztwór określa wskaźnik potencjału
elektrokinetycznego.
Znajomość
potencjału
elektrokinetycznego
masy
papierniczej
i możliwość jego regulowania ma obecnie kluczowe znaczenie w przygotowaniu masy
i formowaniu wstęgi papierniczej. Podczas przygotowania masy papierniczej potencjał
elektrokinetyczny wpływa na efektywność adsorpcji na powierzchni włókien rozproszonych
w roztworze cząstek wypełniaczy, klejów, barwników oraz wszelkich pomocniczych środków
chemicznych, obdarzonych również ładunkami elektrycznymi. Podczas formowania wstęgi
papierniczej parametr ten decyduje o podatności włókien na łączenie się w większe skupiska
(tzw. flokuły). Wielkość formujących sie flokuł ma wpływ na odwadnialność masy
i równomierność struktury produkowanych wyrobów papierniczych.
Generalnie, zjawisko flokulacji spowodowane jest zarówno przez czynniki fizyczne, czyli
zderzanie i splatanie się włókien, oraz przez czynniki fizykochemiczne wynikające ze
wspomnianego ładunku powierzchniowego (potencjału elektrokinetycznego) poszczególnych
składników masy papierniczej.
Oprócz tego istnieje szereg czynników technologicznych, które także oddziaływają na
zjawisko flokulacji. Są to m.in. rodzaj i stopień zmielenia masy włóknistej, stężenie
i burzliwość przepływu zawiesiny, obecność elektrolitów i polielektrolitów organicznych.
O ile wzrost stężenia masy oraz potencjał elektrokinetyczny bliski zera powodują
zwiększenie się flokulacji, o tyle wzrost burzliwości przepływu powoduje rozbijanie flokuł
i zmniejszenie tego zjawiska.
Ostatnią, niezwykle ważną właściwością surowców włóknistych, jest ich zdolność do
tworzenia wiązań między poszczególnymi włóknami w papierze. Wiązania te warunkują
uzyskanie większości pożądanych właściwości użytkowych, a w szczególności właściwości
wytrzymałościowych. Ogólna moc tych wiązań zależy od mocy właściwej pojedynczego
wiązania oraz od ilości tych wiązań (inaczej: powierzchni związanej włókien w papierze).
Powierzchnia związana zależy od giętkości włókien, zawartości frakcji drobnej oraz warunków
konsolidacji wstęgi papierniczej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz rodzaje papierniczych surowców włóknistych?
2. Do jakich celów można zastosować poszczególne rodzaje mas włóknistych?
3. Jakimi skrótami (akronimami) określa się poszczególne rodzaje mas włóknistych?
4. Jakie właściwości są charakterystyczne dla półproduktów włóknistych?
5. Jakie właściwości półproduktów włóknistych mają wpływ na późniejsze właściwości
użytkowe papieru, a jakie mają wpływ na przebieg procesu technologicznego?
4.3.3. Ćwiczenia
Ćwiczenie 1
Narysuj schemat przedstawiający ogólny podział mas włóknistych stosowanych
w technologii papieru. Podaj przykłady wyrobów papierniczych produkowanych z każdego
rodzaju wymienionych mas.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odszukać w literaturze żądane informacje,
3) zrealizować cel ćwiczenia.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
arkusze papieru formatu A4 i środki piśmienne,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Podaj polskie znaczenia następujących skrótów: GWP, SGW, RMP, TRMP, TMP, TGW,
Sabl, CTMP, SCP, HYP.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odszukać w literaturze żądane informacje,
3) wypisać (np. w punktach) odpowiedź na zadane pytanie.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 3
Podaj, jakiego rodzaju surowce włókniste można zastosować do produkcji papieru na
następujące produkty papiernicze:
a) chusteczki higieniczne,
b) worki na cement,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
c) gazeta codzienna,
d) banknoty,
e) bibuły filtracyjne,
f) warstwa pofalowana w tekturze falistej.
Odpowiedzi uzasadnij.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odszukać w literaturze żądane informacje,
3) dopasować surowce włókniste do wymienionych produktów.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 4
Wymień właściwości papierniczych półproduktów włóknistych które mają największy
wpływ na:
a) przebieg procesu formowania wstęgi papierniczej na sicie,
b) właściwości wytrzymałościowe wyrobu papierniczego.
Krótko opisz wpływ każdej z wymienionych właściwości.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odszukać w literaturze żądane informacje,
3) zapisać odpowiedź na postawione w ćwiczeniu pytania.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 5
Wymień kilka rodzajów papierów bezdrzewnych i drzewnych. Podaj dzielące je różnice
oraz skróty, którymi są zwykle oznaczone.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odszukać w literaturze żądane informacje,
3) zapisać odpowiedź na postawione w ćwiczeniu pytania.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.3.4. Sprawdzian postępów
Czy potrafisz?
Tak
Nie
1) wymienić
poszczególne
rodzaje
papierniczych
mas
włóknistych
stosowanych w technologii papieru?
2) rozpoznać rodzaj masy na podstawie akronimu (skrótu)?
3) określić, które rodzaje mas mogą być stosowane do wytwarzania
poszczególnych rodzajów wyrobów papierniczych?
4) wymienić i scharakteryzować najważniejsze właściwości masy włóknistej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.4. Dodatki masowe i pomocnicze środki chemiczne
4.4.1. Materiał nauczania
Wprowadzenie
W celu uzyskania określonych właściwości wyrobu papierniczego do masy włóknistej
dodaje się różne substancje (np. siarczan glinowy, wypełniacze, kleje, barwniki). Wszystkie te
dodatki zwane są ogólnie dodatkami masowymi. Ponadto dla zwiększenia efektywności
procesu produkcyjnego i wyeliminowania (lub ograniczenia) szeregu problemów
technologicznych (np. pienienia się masy papierniczej, powstawania śluzów biologicznych
w kadziach, wytrącania się tzw. depozytów itp.) stosuje się substancje wspomagające, tzw.
pomocnicze środki chemiczne.
Dodatki masowe
Wypełniacze są to białe pigmenty dodawane do masy papierniczej. Celem ich stosowania
jest uzyskanie określonych właściwości użytkowych wyrobu papierniczego, do których należy
przede wszystkim nieprzezroczystość. Ponadto można uzyskać m.in. wyższą gęstość pozorną,
miękkość, gładkość, lepszą stateczność wymiarową. Najcześciej stosowanymi wypełniaczami
są:
−
strącany bądź naturalny weglan wapnia,
−
kaolin,
−
dwutlenek tytanu,
−
talk.
Generalnie, każda substancja wypełniająca powinna być:
−
tania,
−
nierozpuszczalna w wodzie,
−
obojętna chemicznie,
−
mieć małą gęstość,
−
duży stopień rozdrobnienia,
−
wysoką białość,
−
duży współczynnik załamania światła,
−
niskie właściwości ścierające.
W zależności od rodzaju wyrobu papierniczego, niektóre cechy mogą mieć większe bądź
mniejsze znaczenie (dotyczy to zwłaszcza ceny i białości).
Negatywnym skutkiem stosowania wypełniaczy jest m.in. obniżenie właściwości
wytrzymałościowych, zmniejszenie stopnia zaklejenia czy wzrost dwustronności papieru.
Oprócz tego wypełniacze mają wpływ na przebieg wielu procesów technologicznych,
powodują np. przyspieszenie cyrkulacji masy w kadziach, zmniejszenie trudności żywicznych,
zwiększenie tendencji masy papierniczej do pienienia, zwiększenie szybkości odwadniania na
sicie maszyny papierniczej, skrócenie czasu pracy sit metalowych, polepszenie odwadnialności
wstęgi w części prasowej, skrócenie czasu pracy filców prasowych, przyspieszenie suszenia
wstęgi papierniczej, polepszenie efektu kalandrowania papieru.
Stosowanie wypełniaczy w papierze ma również znaczenie ekonomiczne, bowiem zwykle
są tańsze, niż surowce włókniste.
−
papiery niewypełnione (ewentualnie nawet ze zmniejszoną zawartością popiołu
pochodzenia roślinnego), m.in. papiery elektroizolacyjne, filtracyjne,
−
papiery o małej zawartości wypełniacza (do 5%), m.in. papier gazetowy, podłoże do
papieru fotograficznego i światłoczułego,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
−
papiery o średniej zawartości wypełniacza (do 15%), m.in. papier do pisania, papier
offsetowy,
−
papiery mocno wypełnione (ponad 15%).
Wypełniacze zwykle dostarczane są do papierni w postaci sypkiej (proszku lub bryłek) lub
jako zawiesiny wodne. Z wypełniaczy w postaci sypkiej lub zbrylonej konieczne jest
sporządzenie zawiesiny wodnej o odpowiednim stężeniu. Przygotowanie zawiesiny
wypełniacza obejmuje następujące operacje:
−
rozładunek wypełniacza,
−
transport i magazynowanie wypełniacza,
−
rozczynianie wypełniacza,
−
oczyszczanie zawiesiny wypełniacza,
−
magazynowanie zawiesiny wypełniacza.
Stężenie zawiesiny wypełnicza ustalane jest najcześciej w granicach 20–40%.
Po rozczynieniu zawiesinę tę oczyszcza się z zanieczyszczeń lekkich i grudek w sitowych
sortownikach wibracyjnych lub cylindrycznych. Z kolei zanieczyszczenia cięższe usuwa się
w piasecznikach wirowych.
Oczyszczoną zawiesinę o ustalonym stężeniu magazynuje się w zbiornikach
zaopatrzonych na ogół w mieszadła poziome, skąd czerpie się ją do urządzeń dozujących
wypełniacz do masy papierniczej. Wypełniacze dozuje się w określonych dawkach
przeliczanych jako procentowy dodatek w stosunku do bezwzględnie suchej masy włókien.
W nowoczesnych instalacjach ilość dozowanych wypełniaczy oraz ilość wody reguluje się
automatycznie.
Kleje są substancjami nadającymi wytworom papierniczym odporność na przenikanie
i rozlewanie różnych cieczy (np. wody, atramentu, olejów, farb drukarskich itp.).
Proces zaklejania papieru pozwala na uzyskanie nowych, niezykle istotnych własciwości
użytkowych papieru, m.in. umożliwia pisanie bez rozlewania i przenikania na drugą stronę
atramentu, zapewnia pożądany stopień wchłaniania farby drukarskiej, ogranicza przenikanie w
głąb
papieru
substancji
wiążących
podczas
powlekania,
sklejania,
laminowania
i powierzchniowego zaklejania papieru.
Zaklejanie papieru niestety wpływa negatywnie na jego właściwości wytrzymałościowe,
białość, a także zmniejsza jego trwałość.
Stosuje się dwie główne metody zaklejania papieru: powierzchniowo i w masie. Pierwsza
metoda polega na nałożeniu warstwy klejowej na powierzchnię sformowanej wstęgi wyrobu
papierniczego. Druga charakteryzuje się tym, że odpowiednio przygotowany klej dodawany
jest do masy papierniczej, zwykle wraz z odpowiednim dodatkiem (np. koagulantem) mającym
za zadanie zwiększyć efektywność osadzania się kleju na włóknach. W czasie operacji suszenia
wstęgi papierniczej osad klejowy ulega spiekaniu, co ostatecznie utrwala go na powierzchni
włókien. Rezultatem tego jest hydrofobizacja włókien i w konsekwencji całego wyrobu
papierniczego.
Pod względem stopnia zaklejenia odróżnia się papiery całkowicie zaklejone, częściowo
zaklejone i nie zaklejone.
Papiery do pisania, kreślarskie, rysunkowe, offsetowe, mapowe wyrabia się całkowicie
zaklejone. Jako częściowo zaklejone, produkuje się papiery do druku wklęsłego i wypukłego,
powielaczowe, okładkowe, afiszowe, pakowe i inne. Nie zakleja się natomiast papierów
elektroizolacyjnych, chłonnych, bibułek, papierów filtracyjnych, bibułek higienicznych itp.
Obecnie do zaklejania papieru w masie stosuje się przede wszystkim różne kleje
syntetyczne i coraz rzadziej, żywiczne. Do tego celu można wykorzystywać także emulsje
parafinowe, woskowe, żywiczno-parafinowe oraz żywice silikonowe, emulsje bitumiczne
i różne inne specjalne preparaty.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Najbardziej popularnymi klejami są: bezwodnik bursztynowy zwany w skrócie ASA (ang.
Alkenyl Succinic Anhydride) oraz dimer alkiloketenu – AKD (ang. Alkyl Ketene Dimer). Są to
kleje aktywne wobec celulozy, które wiążą się z nią na drodze reakcji chemicznej. Reakcja
zaklejania jest jednak długotrwała, więc pełne zaklejenie (bardzo trwałe) osiągane jest zwykle
po 2–3 dniach od wytworzenia wyrobu papierniczego.
Przygotowanie roztworów klejów w papierni polega na odpowiednim ich rozcieńczeniu
wodą do wymaganego stężenia. Aby nie spowodować koagulacji kleju, powinno stosować się
bardzo miękką wodę (najlepiej kondensat). Ponadto z uwagi na zmniejszoną trwałość
rozcieńczonego roztworu, przygotowana ilość nie może przekraczć kilkugodzinnego
zapotrzebowania.
W zależności od rodzaju stosowanego kleju, jego początkowej lepkości, podatności do
rozcieńcznia i trwałości, stosuje się różne instalacje. Instalacje te, wskazane lub dostarczane
przez producentów klejów, są obecnie z reguły zautomatyzowane, i zapewniają optymalne
warunki przygotowania kleju. Z instalacji tych rozieńczone kleje kierowane są do centrali
masowej, której zadaniem jest odpowiednie dozowanie poszczególnych składników masy
papierniczej.
Barwniki są to substancje rozpuszczalne w wodzie, które można utrwalić na włóknach
chemicznie lub przez adsorpcję i uzyskać wybarwienie odporne (mniej lub bardziej) na różne
zmiany fizyczne i chemiczne, jakim może podlegać zabarwiony papier. Proces barwienia
papieru polega na dodawaniu substancji barwiących w celu zmiany jego barwy naturalnej na
żądaną. Trzeba przy tym pamiętać, że barwa naturalna papieru jest wypadkową mieszaniny
barw jego składników. W celu nadania barwy, można stosować jedną z 3 metod barwienia
papieru:
−
barwienie w masie, tj. dodawanie substancji barwiącej do masy papierniczej,
−
barwienie powierzchniowe poprzez nakładanie roztworu substancji barwiącej na
powierzchnię wstęgi papieru,
−
barwienie powierzchniowe poprzez powlekanie, czyli dodawanie substancji barwiącej do
mieszanki pigmentowo-klejowej, którą powleka się wstęgę papieru w prasie zaklejającej
klejarskiej lub na powlekarce poza maszyną papierniczą.
Stosowane w technologii papieru substancje wpływające na wizualną stronę wyrobu
papierniczego można podzielić na:
−
barwniki,
−
fluorescencyjne wybielacze optyczne,
−
pigmenty.
Ze względu na charakter chemiczny barwniki dzielą się na kwasowe, zasadowe i bezpośrednie.
Fluorescencyjne wybielacze optyczne stanowią grupę barwników bezpośrednich, które
charakteryzują się zdolnością pochłaniania niewidzialnego promieniowania ultrafioletowego
i przetwarzania go na promieniowanie widzialne.
Pigmenty są drobno rozproszonymi, nierozpuszczalnymi w wodzie substancjami, nie
wykazującymi powinowactwa do włókien, o słabej zdolności barwiącej, lecz o wysokiej
trwałości na światło.
Barwniki należy przechowywać w chłodnym i suchym magazynie, w szczelnych puszkach
lub w beczkach, uszeregowane według grup i barw. Roztwory barwników przyrządza się
w drewnianych lub emaliowanych zbiornikach i stosuje się do ich przygotowania gorący
kondensat. Jeżeli stale używa się tych samych barwników albo dozowanie roztworu
barwiącego odbywa się w sposób ciągły, wówczas przygotowuje się większy zapas
rozcieńczonego roztworu podstawowego w zbiornikach magazynowych. Dobór składu
i dodatku substancji barwiących, czyli receptury farbiarskiej, jest czynnością trudną,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
wymagającą dużej wiedzy i doświadczenia. Ustalenie receptury farbiarskiej odbywa się w kilku
etapach. Są to:
−
wstępne ustalenie receptury farbiarskiej,
−
próbne wybarwienia laboratoryjne,
−
ostateczne ustalenie receptury w czasie wytwarzania papieru.
Pomocnicze środki chemiczne
Pomocnicze środki chemiczne można klasyfikować według różnych kryteriów. Jednym ze
sposobów jest podział ze względu na ich przeznaczenie. Rozróżniamy więc:
−
środki usprawniające wytwarzanie papieru,
−
środki wpływające na właściwości wyrobów papierniczych.
Do środków usprawniających wytwarzanie papieru można zaliczyć m.in. środki
retencyjne, poprawiajace odwadnialność masy papierniczej, przeciwpienne, bakteriostatyczne i
grzybobójcze (biocydy), zapobiegające trudnościom żywicznym itp., zaś do środków
wpływających na właściwości papieru będą należały środki wiążące, wodoutrwalające,
zapobiegające paleniu itp.
Środki retencyjne
Jednym ze wskaźników efektywności procesu wytwarzania papieru jest stopień
zatrzymania lub inaczej retencja składników masy papierniczej na sicie w sekcji formującej
maszyny papierniczej. Trzeba wiedzieć, że podczas formowania wstęgi papierniczej część masy
papierniczej (głównie najmniejsze cząstki: krótkie włókna, frakcja drobna i wypełniacze)
przenika do wody obiegowej. W celu zminimalizowania tego niekorzystnego zjawiska stosuje
się specjalne substancje zwane ogólnie środkami retencyjnymi. Wysoka retencja składników
wpływa na:
−
zmniejszenie strat składników masy papierniczej,
−
poprawę odwadnialności masy papierniczej,
−
usprawnienie gospodarki wodno-masowej papierni,
−
poprawę właściwości użytkowych gotowego wyrobu.
Wyróżniamy nastepujące, podstawowe rodzaje środków retencyjnych:
−
o ładunku dodatnim (kationowe),
−
nie wykazujące ładunku (niejonowe),
−
o ładunku ujemnym (anionowe).
Podstawowym, najprostszym środkiem retencyjnym, możliwym do stosowania
w środowisku kwaśnym, jest siarczan glinowy. Często jednak jego działanie jest
niewystarczające i wówczas konieczne jest sięgnięcie po środki bardziej efektywne.
Zzasada działania środków retencyjnych polega na wpływaniu na wzajemne
powinowactwo składników masy papierniczej. Po wprowadzeniu do masy papierniczej środki
te osadzają się na powierzchni włókien i frakcji drobnej powodując neutralizację ich ujemnego
ładunku. W wyniku osłabienia sił, które powodują wzajemne odpychanie poszczególnych
składników masy papierniczej następuje adsrobowanie drobnych cząstek masy papierniczej na
powierzchni włókien oraz flokulacja.
Środki przeciwpienne
Piana to układ dwufazowy, w którym fazą ciągłą jest ciecz, zaś fazą rozproszoną – gaz.
Powstaje ona zwykle w miejscach, gdzie występuje silne mieszanie: w kadziach, piasecznikach
wirowych, żle uszczelnionych pompach i przy kaskadowych wypływach masy. Tworzeniu się
piany sprzyjają substancje zawarte w półproduktach włóknistych (resztki ługów powarzelnych,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
cieczy bielących, żywicznych i ligninowych składników ścieru), a także wprowadzone do masy
dodatki masowe i pomocnicze środki chemiczne (kleje, wypełniacze, środki wiążące).
Najbardziej racjonalną metodą zwalczania piany jest podejmowanie środków
zapobiegających jej powstawaniu: generalnie polegają one na niedopuszczeniu do
napowietrzania masy. W razie pojawienia się nadmiernego pienienia masy stosuje się poniższe
metody zwalczania piany:
−
metody fizyczne („gaszenie” piany za pomocą dysz wodnych, parowych lub
powietrznych),
−
metody chemiczne (dodawanie rozpuszczalników lub substancji powierzchniowo
czynnych).
Rozpuszczalniki dodawane do masy w celu zwalczania piany gromadzą się na powierzchni
cieczy i wypierają z niej czynniki pianotwórcze. Środki te wykazują największą efektywność,
jeżeli dodaje się je w formie rozpylonej w miejscu występowania piany. Do gaszenia piany
stosuje się specjalne preparaty syntetyczne. Ich dozowanie powinno się odbywać możliwie
blisko miejsca, w którym piana powoduje trudności. Najczęściej dodaje się je w postaci
rozcieńczonej do pompy mieszalnej lub do wlewu. Stosuje się także rozpylanie tych środków
bezpośrednio w miejscach, w których zwykle tworzą się skupiska piany. Jeżeli jednak używa
się środków przeciwpianowych również jako pomocy w odpowietrzaniu masy, dodaje się je
możliwie wcześnie (nawet już do hydropulpera), aby w ten sposób zmniejszyć obciążenie
kolejnych urządzeń do przygotowania masy.
Środki do zwalczania trudności żywicznych
Niektóre półprodukty włókniste, np. celulozowa masa siarczynowa, ścier, zawierają
w swym składzie znaczne ilości substancji żywicznych, tłuszczów i wosków. W sprzyjających
warunkach cząstki tych substancji łączą się w większe zespoły i osadzają się na elementach
urządzeń produkcyjnych, powodując tzw. trudności żywiczne. Zjawisko to występuje na
ścianach kadzi, rozczyniaczy wirowych, pomp, na pokrywach i wykładzinach skrzynek
ssących, na wałach pras, cylindrach suszących, walcach gładziarki i skrobakach. Trudności
żywiczne obniżają trwałość sita, filców i suszników. Mogą powodować zrywy wstęgi i przez
to obniżają zdolność produkcyjną maszyny papierniczej.
Metody zwalczania tego problemu polegają na:
−
adsorpcji i utrwaleniu cząstek żywicy na włóknach,
−
stabilizacji dyspersji cząstek żywicy,
−
adsorpcji cząstek żywicy na silnie rozdrobnionych pigmentach,
−
wytrącaniu osadu dającego się łatwo wypłukać.
Wszystkie metody wiązą się z koniecznością dodawania określonych substancji. Mogą to
być odpowiednie polielektrolity kationowe bądź anionowe, anionowe środki powierzchniowo
czynne, ziemia okrzemkowa, talk, bentonit, mleko wapienne z polifosforanem.
Skuteczność tych metod jest sprawą indywidualną, bowiem zależy od bardzo wielu
czynników technologicznych. Dlatego też wybór optymalnej metody zwalczania trudności
żywicznych może być dokonywany na podstawie badań laboratoryjnych lub przez
wypróbowanie poszczególnych metod w warunkach przemysłowych.
Środki bakteriostatyczne i grzybobójcze
Masa papiernicza zawiera w swym składzie znaczną ilość substancji naturalnych
podatnych na rozwój bakterii, grzybów czy glonów. Sprzyja temu dodatkowo wszechobecne
środowisko wodne i podwyższona temperatura w układzie technologicznym papierni.
Skutkiem nadmiernego rozwoju niepożądanych organizmów mogą być nie tylko straty
surowcowe, ale i określone trudności produkcyjne wynikające z narastania w układzie

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
technologicznym niepożądanej materii organicznej (tzw. śluz biologiczny). Śluz ten może
zakłócać działanie urządzeń, obniżać jakość masy papierniczej, a także powodować zrywy na
maszynie papierniczej.
W celu zapobieżenia występowania tego typu zjawisk stosuje się najczęściej tzw. biocydy.
Są to silne trucizny, które w środowisku wodnym rozpadają się na prostsze i nietoksyczne
związki. Czas tego rozpadu limituje okres działania danego biocydu. Biocydy powodują
obumieranie mikroorganizmów mogących rozwijać się w trakcie produkcji wyrobu
papierncizego.
Środki wiążące
Celem dodawania środków wiążących do masy papierncizej jest poprawa mocy wiązań
między włóknami i wzrost właściwości wytrzymałościowych gotowego wyrobu. Fakt ten może
być wykorzystywany także do zmniejszenia jednostkowego zużycia energii mielenia,
zwiększenia przepustowości oddziału mielenia, zwiększenia ilości wypełniaczy lub udziału mas
krótkowłóknistych bez pogorszenia właściwości wytrzymałościowych papieru, zwiększenia
zdolności produkcyjnej maszyny papierniczej wskutek lepszej odwadnialności masy w części
sitowej, uzyskania lepszego przezrocza papieru, czy uzyskania pewnych przeciwstawnych
sobie właściwości papieru, np. wysokich właściwości wytrzymałościowych w połączeniu z
dobrą przenikalnością powietrza.
Ddodatek substancji wiążących może spowodować pewne trudności ruchowe: wzrost
pienienia się masy, tworzenie się śluzu biologicznego, zatykanie filców prasowych itp.
Jako środki wiążące stosuje się najczęściej następujące substancje:
−
skrobię i jej pochodne (kationowe skrobie modyfikowane),
−
pochodne celulozy (np. karboksymetylocelulozę – KMC),
−
syntetyczne polimery i żywice,
−
gumy roślinne.
Środki wodoutrwalające
Celem stosowania środków wodoutrwalających w produkcji papieru jest zachowanie
znacznej części właściwości wytrzymałościowych danego wyrobu papierniczego w warunkach
nawilżania lub całkowitego nasycenia wodą, co w konsekwencji pozwala zwiększyć zakres
jego zastosowania. Wodotrwałość papieru osiąga się poprzez wprowadzenie do masy
papierniczej odpowiednich środków wodoutrwalających. Środki te stosuje się do wytwarzania
papieru offsetowego, mapowego, afiszowego, fotograficznego, światłoczułego, wielu
papierów i tektur opakowaniowych narażonych na działanie czynników atmosferycznych lub
służących do opakowania mięsa, jarzyn, mrożonych produktów spożywczych itp.
Mechanizm działania środków wodoutrwalających polega na zabezpieczeniu istniejących
w papierze wiązań między włóknami przed destrukcyjnym działaniem wody. Środki te tworzą
bowiem na powierzchni włókien cieniutką błonkę, która uniemożliwia przenikanie wody
w głąb włókien oraz do obszarów, na których działają wiązania łączące włókna w papierze.
Należy zwrócić uwagę na zasadniczą różnicę między zaklejaniem a wodoutrwalaniem
papieru. Dobre zaklejenie papieru utrudnia i opóźnia przenikanie wody w głąb papieru, a tym
samym opóźnia jego osłabienie. Jednak woda, która po określonym czasie przeniknęła w głąb
zaklejonego papieru nasyca go i czyni całkowicie nietrwałym na wodę. W przeciwieństwie do
wodoutrwalania, zaklejenie nie zwiększa wodotrwałości papieru, lecz jedynie opóźnia moment
ujawnienia braku jego trwałości na wodę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Najpowszechniej stosowanymi obecnie środkami wodoutrwalającymi są:
−
żywice melaminowo-formaldehydowe,
−
żywice mocznikowo-formaldehydowe,
−
polietylenoimina (Polimin P),
−
dwualdehydoskrobia (DAS).
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie rodzaje dodatków masowych są stosowane w technologii papieru?
2. Jakie rodzaje pomocniczych środków chemicznych są stosowane w technologii papieru?
3. Jaki jest cel dodawania wypełniaczy do masy papierniczej?
4. Jaki jest cel dodawania kleju do masy papierniczej?
5. Jakie cechy powinien posiadać dobry wypełniacz?
4.4.3. Ćwiczenia
Ćwiczenie 1
Wymień dodatki masowe oraz rodzaje pomocniczych środków chemicznych stosowanych
w technologii papieru. Określ cele stosowania poszczególnych pomocniczych środków
chemicznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odszukać w literaturze żądane informacje,
3) zapisać żądane informacje.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Podaj cel stosowania wypełniaczy w technologii papieru. Wymień cechy dobrego
wypełniacza oraz rodzaje wykorzystywanych do tego celu substancji.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odszukać w literaturze żądane informacje,
3) zapisać żądane informacje.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Ćwiczenie 3
Podaj cel stosowania klejów w technologii papieru. Wymień te właściwości użytkowe,
które ulegają pogorszeniu pod wpływem dodatku kleju.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odszukać w literaturze żądane informacje,
3) zapisać odpowiedź na postawione w ćwiczeniu pytanie.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 4
Wymień rodzaje wyrobów papierniczych, do których nie dodaje się kleju. Odpowiedź
uzasadnij.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odszukać w literaturze żądane informacje,
3) przedstawić odpowiedź na pytanie w formie pisemnej.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 5
Oblicz potrzebne ilości poszczególnych dodatków masowych jeżeli receptura masy
papierniczej wygląda następująco:
−
masa włóknista w ilości 20 ton b.s. masy,
−
wypełniacz – dodatek w ilości 14% w stosunku do b.s. masy,
−
klej w ilości 7% w stosunku do b.s. masy,
−
środek wiążący w ilości 3% w stosunku do b.s. masy.
Poszczególne dodatki masowe są w postaci zawiesiny i roztworów o następujących
stężeniach:
−
wypełniacz – 12%,
−
klej – 3%,
−
środek wiążący – 8%.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przypomnieć sobie definicję stężenia procentowego,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
3) sporządzić schemat blokowy opisywanej operacji technologicznej z zaznaczeniem
poszczególnych strumieni,
4) wykonać obliczenia.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
kalkulator,
−
literatura zgodna z punktem 6 poradnika.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić dodatki masowe i pomocnicze środki chemiczne stosowane
w technologii papieru?
2) scharakteryzować cele stosowania poszczególnych dodatków i środków
chemicznych?
3) wymienić rodzaje wyrobów papierniczych, do produkcji których stosuje
się poszczególne dodatki masowe?
4) obliczyć potrzebne ilości dodatków masowych, jako procentowy udział
w stosunku do b.s. masy?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.5. Przygotowanie
surowców
do
wytwarzania
papieru
i tektury
4.5.1. Materiał nauczania
Przygotowanie półproduktów włóknistych
Pierwszymi etapami procesu przygotowania półproduktów włóknistych do wytwarzania
papieru (bądź tektury) są rozczynianie i rozwłóknianie.
Rozczynianie i rozwłóknianie masy włóknistej
Jeżeli masa włóknista dostarczana jest do papierni w postaci arkuszy lub bel (zwojów),
musi być poddana procesowi rozczyniania i rozwłókniania.
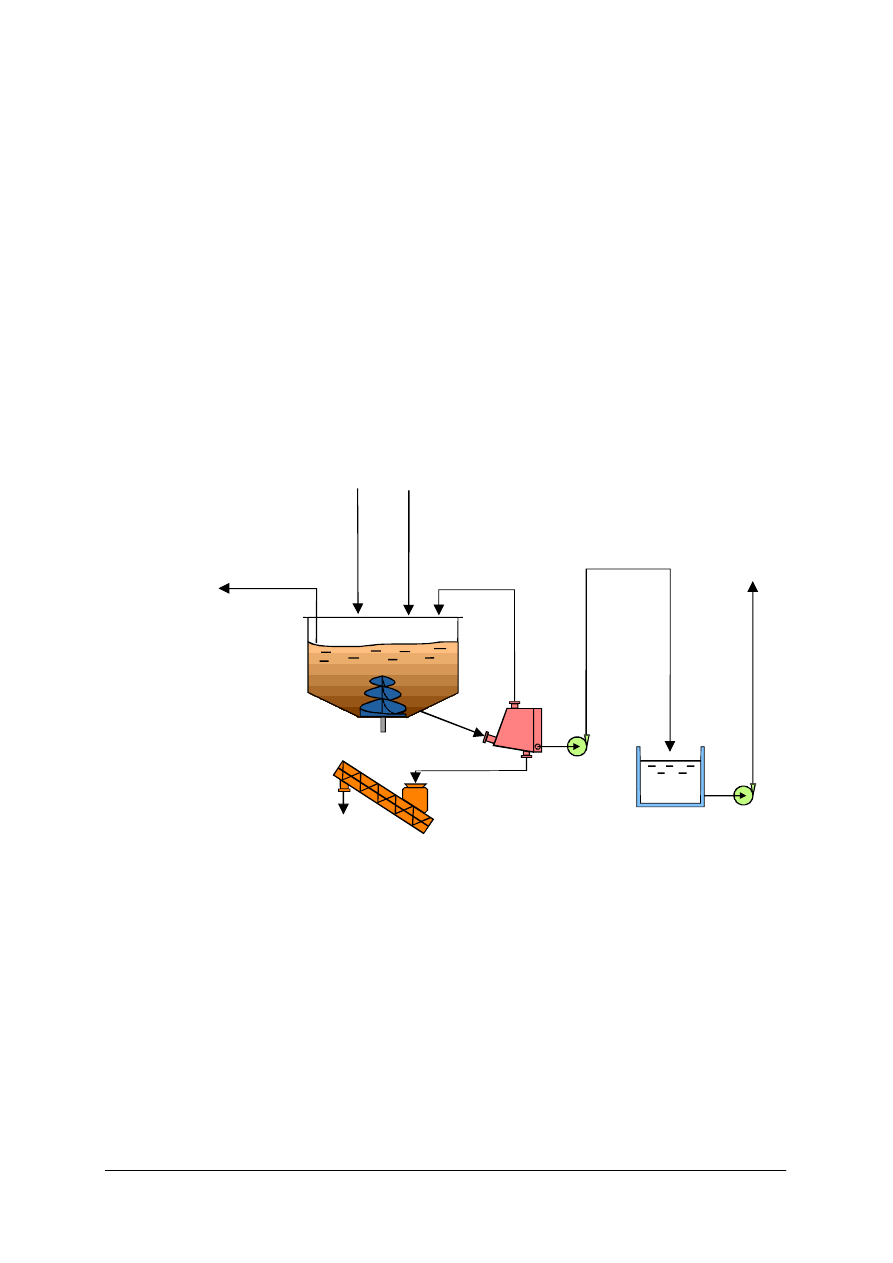
Rozczynianie realizowane jest w urządzeniach zwanych rozczyniaczami lub (częściej)
hydropulperami (rys. 7) i polega na rozdrobnieniu w środowisku wodnym arkuszy lub zwojów
suchej masy na drobne fragmenty o wymiarach nie przekraczających kliku centymetrów.
rozczyniacz
wirowy
(hydropulper)
do kontenera
sortownik
zanieczyszcze
ń
ci
ężkich
kad
ź masowa
woda
obiegowa
masa
celulozowa
(pierwotna
lub wtórna)
rozczyniona
masa
celulozowa
powrót masy
odrzut
usuwanie
zanieczyszcze
ń
prz
ędnych
transporter
ślimakowy
masa
przyj
ęta
Rys. 7. Typowy układ rozczyniacza wirowego dla mas wtórnych z układem usuwania zanieczyszczeń ciężkich
i przędnych
Celem jest tu wytworzenie zawiesiny wodnej, którą będzie można przepompować do
dalszego przygotowania i obróbki. W trakcie rozczyniania następuje również wstępne
oczyszczanie przygotowywanej masy z zanieczyszczeń ciężkich (szkło, kamienie) i przędnych
(drut, sznurek, folie – rys. 8). Ilość i rodzaj zanieczyszczeń zależy w dużej mierze od rodzaju
rozczynianej masy. Szczególnie wiele zanieczyszczeń zawierają masy makulaturowe.
Rozczynioną masę kieruje się do rozwłókniania. Rozwłóknianie, w odróżnieniu od
wcześniejszej operacji, polega na wytworzeniu wodnej zawiesiny pojedynczych włókien.
Operacja ta realizowana jest w rafinerach (młynach) stożkowych lub tarczowych (patrz strona
42). Trzeba pamiętać, że układ technologiczny procesu przygotowania półproduktów
włóknistych jest silnie uzależniony od rodzaju wykorzystywanych mas włóknistych.
W przypadku mas wtórnych (makulaturowych), pomiędzy rozczynianiem i rozwłóknianiem,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
poddaje się je procesowi oczyszczania z zanieczyszczeń ciężkich (niezależnie od wstępnego
oczyszczania przy rozczynianiu). Na zanieczyszczenia te mogą składać się jeszcze: piasek,
drobne kamyki, spinacze biurowe, zszywki itp.
Rys. 8. Tzw. „warkocz” z zanieczyszczeń przędnych, który formuje się w trakcie rozczyniania masy włóknistej
Oczyszczanie i sortowanie
Oczyszczanie półproduktów włóknistych ma na celu usunięcie z nich zanieczyszczeń
ciężkich oraz lekkich (pozostałych strzępków folii, styropianu, nici itp.). Jak już wspomniano,
stopień rozbudowy układu oczyszczania jest uzależniony od rodzaju surowca włóknistego.
Do realizacji operacji oczyszczania wykorzystuje się różnice właściwości zawiesiny włóknistej
i zanieczyszczeń. Zanieczyszczenia ciężkie usuwa się w piasecznikach i/lub sortownikach, zaś
zanieczyszczenia lekkie w hydrocyklonach oraz również w sortownikach.
Piaseczniki wykorzystują różnicę gęstości materiałów. Są to pionowe konstrukcje (rys. 9)
w kształcie cylindra lub stożka, do którego w górnej części, stycznie doprowadzana jest pod
ciśnieniem zanieczyszczona zawiesina włóknista. Wewnątrz aparatu tworzy się wir wymuszony,
zstępujący w dół. Pod wpływem siły odśrodkowej ciężkie cząstki są odrzucane na ścianki
i osuwają się do skrzynki na zanieczyszczenia. Masa oczyszczona jest odbierana górnym
króćcem.
Do usuwania zanieczyszczeń lekkich stosuje się hydrocyklony (rys. 10). Pomimo
zewnętrznego podobieństwa do piaseczników, ich zasada działania polega na wykorzystaniu
wiru swobodnego powstającego wewnątrz obudowy zwężającej się ku dołowi. Masa
doprowadzana jest stycznie, w górnej cześci urządzenia, wylot zanieczyszczeń znajduje się
w dolnej cześci, zaś masa oczyszczona wypływa króćcem górnym. W hydrocyklonach możliwe
jest usuwanie zanieczyszczeń o gęstości zbliżonej do włókien celulozowych, lecz
sztywniejszych i o innym kształcie.
Sortowanie polega na usuwaniu zanieczyszczeń na specjalnych sitach bądź płytach
sortowniczych. Obszar działania sortowników częściowo pokrywa się z operacją oczyszczania
w piasecznikach i hydrocyklonach, jednakże niecałkowicie.
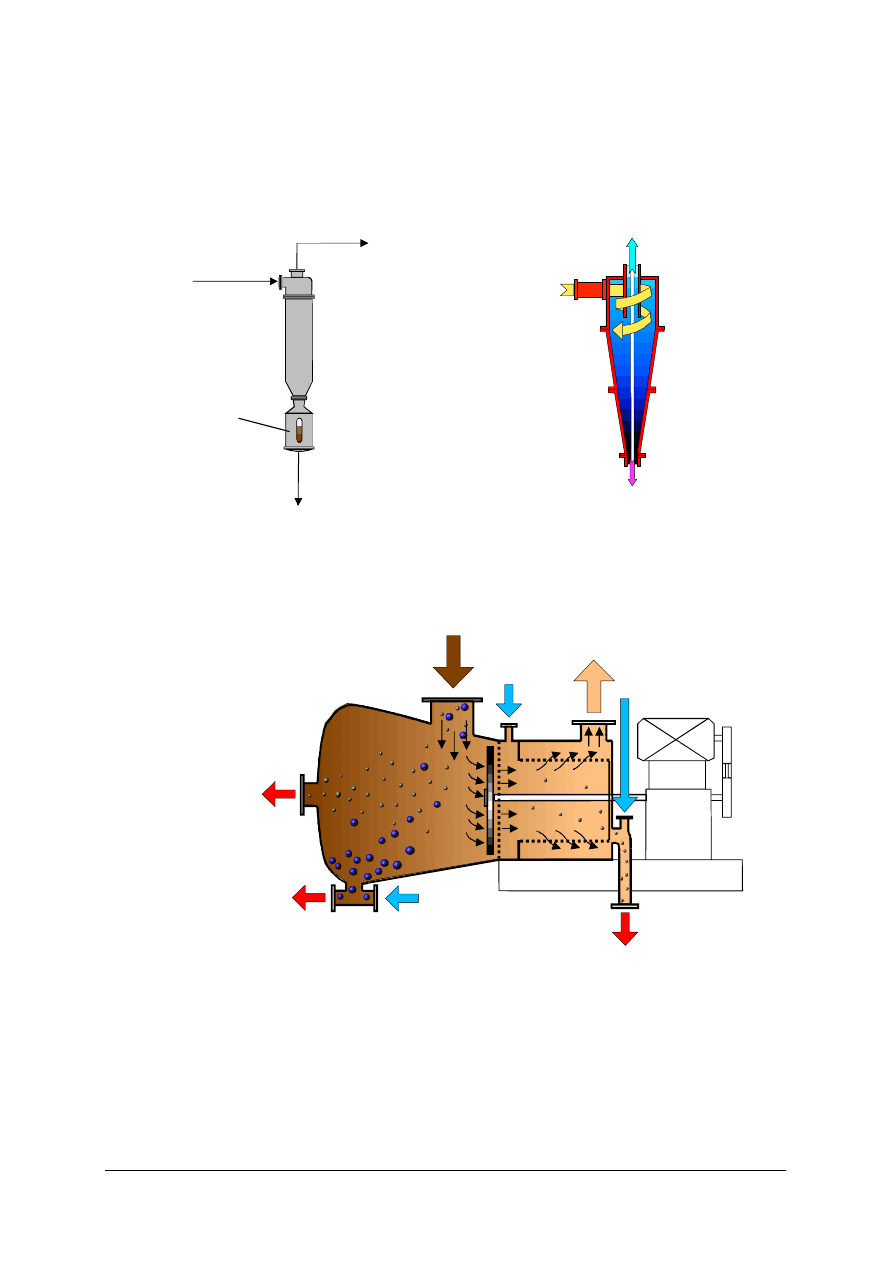
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Przykładem
popularnego
i
efektywnego
urządzenia
oczyszczająco-sortującego
wykorzystywanego obecnie w procesie przygotowania półproduktów włóknistych jest
sortownik ADS. Zasadę jego działania przedstawiono na rys. 11, zaś rys. 12a i 12b pokazuje
wygląd zewnętrzny oraz wnętrze pierwszej komory tego sortownika.
wlot masy
zanieczyszczonej
wylot masy
oczyszczonej
odprowadzenie
zanieczyszcze
ń
opró
żniany okresowo
zbiornik zanieczyszcze
ń
z wziernikiem
wlot masy
odrzut
wylot masy
Rys. 9. Piasecznik
Rys. 10. Hydrocyklon
woda
rozcie
ńczająca
odrzut
zanieczyszcze
ń
ci
ężkich
wlot masy
zanieczyszczonej
wylot
masy
przyj
ętej
woda
rozcie
ńczająca
odrzut
zanieczyszcze
ń
lekkich
odrzut
zanieczyszcze
ń
lekkich
woda
nap
ęd
Rys. 11. Zasada działania sortownika ADS
Należy nadmienić, że w przypadku niektórych mas makulaturowych (np. przeznaczonych
do produkcji papierów higienicznych) w procesie przygotowania półproduktów włóknistych
stosuje się dodatkowe operacje oczyszczania masy (głównie z cząstek pigmentów i farb
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
drukarskich) na drodze flotacji oraz dyspergowania (rozdrabniania i równomiernego
rozpraszania w masie cząstek zanieczyszczeń i farb drukarskich).
Rys. 12. Sortownik ADS: a) wygląd zewnętrzny, b) wnętrze pierwszej komory
Zagęszczanie
Zagęszczanie masy włóknistej ma na celu podniesienie stężenia rozwłóknionej
i oczyszczonej zawiesiny włóknistej do ok. 6–12%. Operacja ta jest korzystna z kilku
względów. Pierwszym z nich jest oddzielenie części wody pochodzącej z oddziału
przygotowania półproduktów włóknistych. W ten sposób zapobiega się przedostawaniu
nadmiaru zanieczyszczeń rozpuszczonych w wodzie podczas przygotowania półproduktów
włóknistych do wód technologicznych papierni. Drugim powodem jest zmniejszenie się
objętości zawiesiny koniecznej do przepompowania do układu mielenia. Trzecim powodem
jest konieczność zapewnienia właściwego stężenia dla operacji mielenia masy włóknistej.
Stężenie to z reguły jest nieco wyższe, niż stężenie masy przed zagęszczaniem.
Zagęszczanie odbywa się w urządzeniach zwanych zagęszczarkami (rys. 13). Posiadają
one wannę, do której jest doprowadzana rozcieńczona zawiesina włóknista. W wannie tej jest
częściowo zanurzony obrotowy wał ssący. Cząstki stałe zawiesiny są przysysane do
powierzchni tego wału, a następnie za pośrednictwem drugiego wału ssącego są przenoszone
i zrzucane grawitacyjnie po drugiej stronie do kadzi masowej znajdującej się pod zagęszczarką.
Rys. 13. Widok pracującej zagęszczarki
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Mielenie
Proces mielenia należy do najważniejszych operacji jednostkowych w technologii papieru.
Jego podstawowym celem jest rozwinięcie zdolności papierotwórczej masy włóknistej. Pod
tym pojęciem kryje się przede wszystkim uzyskanie możliwie jak najkorzystniejszych
właściwości użytkowych gotowego papieru. Obok znaczącego (i w zasadzie niemożliwego do
osiągnięcia w inny sposób) wzrostu właściwości wytrzymałościowych, mielenie ma wpływ
także m.in. na gładkość papieru, przepuszczalność powietrza czy sztywność, co jest istotne
w przypadku produkcji np. papierów kserograficznych, offsetowych czy piśmiennych.
Wzrost właściwości wytrzymałościowych każdego wyrobu papierniczego uzyskany
w trakcie mielenia wynika ze zwiększania się siły wiązań pomiędzy poszczególnymi włóknami
w strukturze papieru. Siła tych wiązań jest funkcją energii wiązań właściwych (głównie wiązań
wodorowych, na które mielenie nie ma istotnego wpływu) oraz powierzchni związanej (czyli
powierzchni styku włókien). Zatem głównym celem mielenia jest maksymalne rozwinięcie
powierzchni związanej w papierze. Efekt ten uzyskiwany jest poprzez uplastycznienie włókien.
Odpowiednio giętkie i uplastycznione włókna tworzą w procesie formowania i prasowania
wstęgę papierniczą o zwartej strukturze, w której włókna przylegają do siebie na dużej
powierzchni. W procesie suszenia w miejscach styku włókien utrwalają się wiązania
warunkujące dużą wytrzymałość gotowego wyrobu. Potwierdzają to, zaprezentowane na
rys. 14a i 14b, mikroskopowe obrazy próbek papieru wykonanych z tej samej masy, ale
o różnym stopniu zmielenia. Obserwowane zagęszczenie struktury wywołane jest właśnie
zwiększającym się uplastycznieniem włókien.
Pierwotna, wysoka sztywność włókien wynika z silnego związania ich elementów
strukturalnych, którymi są fibryle elementarne, mikrofibryle, makrofibryle, lamele i błony
komórkowe. Silne związanie tych elementów za pomocą wiązań wodorowych ogranicza
możliwość ich wzajemnego przemieszczania się, co w rezultacie nadaje całej konstrukcji
włókna bardzo dużą sztywność.
a)
b)
Rys. 14. Mikroskopowy widok próbek papieru wykonanych z masy o różnym stopniu zmielenia (smarność
masy próbki a: 14
o
SR, smarność masy próbki b: 55
o
SR). Powiększenie 200x
Zmniejszenie sztywności włókna następuje wówczas, gdy jego poszczególne warstwy
ściany komórkowej ulegną rozluźnieniu (łączące je wiązania wodorowe muszą zostać
zerwane). Proces mielenia, powodując uszkadzanie zewnętrznych warstw włókna, otwiera
drogę do głębszych rejonów jego ściany komórkowej. Wnikanie wody do tych obszarów
powoduje pęcznienie będące bezpośrednim skutkiem zastępowania wiązań wodorowych
mostkami wodnymi (rys. 15). Jednocześnie oddziałanie elementów mielących na spęczniałe
włókno powoduje jego fibrylację wewnętrzną, czyli rozluźnienie wewnętrznych, współosiowo
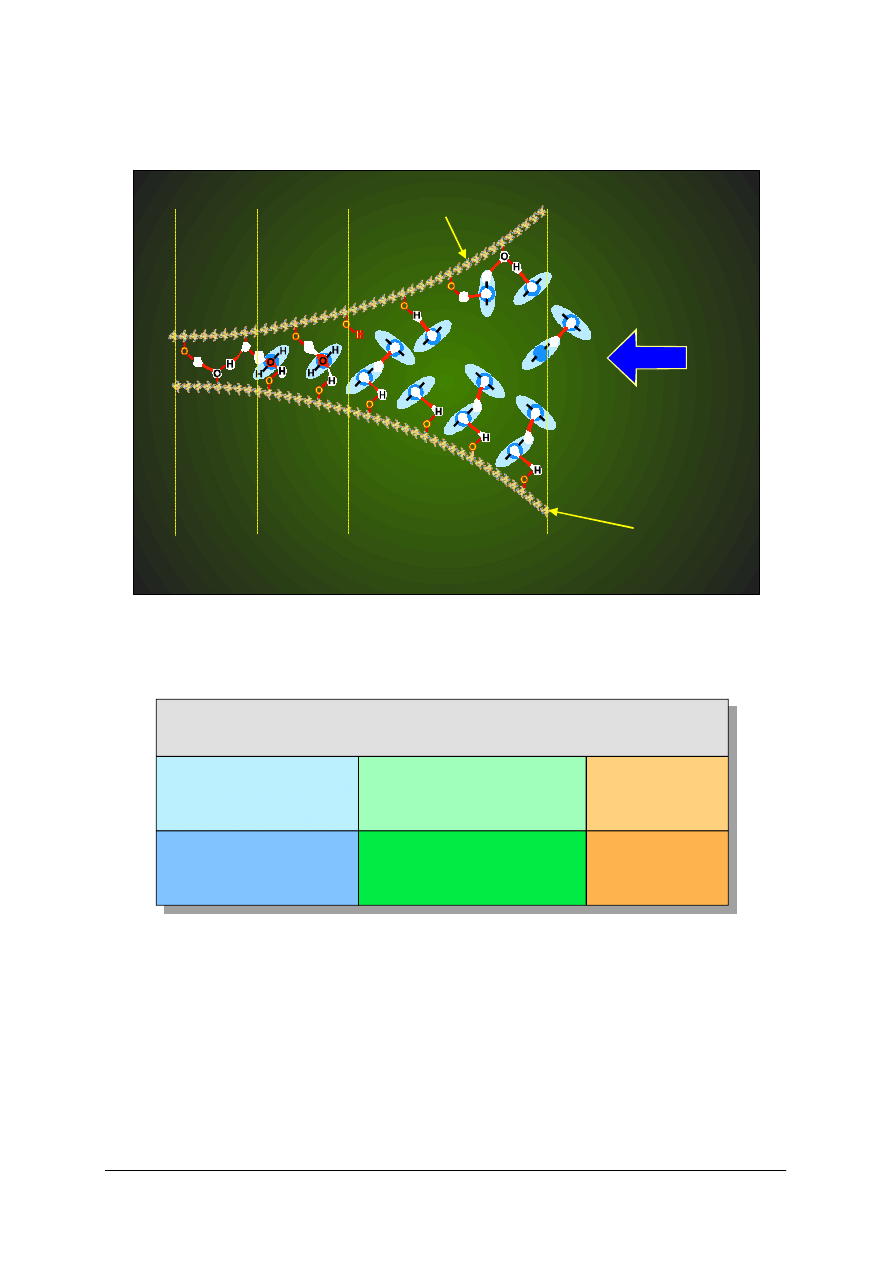
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
ułożonych warstw fibryl środkowej błony wtórnej. Jest to jeden z trzech podstawowych
efektów mielenia.
H
H
O
H
O
H
H
H
H
H
H
O
O
H
O
H
H
H
O
H
H
O
H
O
H
O
H
H
H
H
O
H
H
H
O
O
H
H
H
H
O
wi
ą
z
a
n
ia
w
o
do
ro
we
je
d
n
o
cz
ąs
te
c
z
k
o
wa
w
a
rs
tw
a
w
ody
wielocz
ąsteczkowa
warstwa wody
woda
łańcuch celulozy
łańcuch celulozy
Rys. 15. Przebieg zrywania wiązań wodorowych łączących dwa łańcuch celulozy
Zestawienie wszystkich podstawowych efektów mielenia oraz metod ich pomiaru
przedstawiono na rysunku 16.
Proces mielenia
P
ęcznienie
i fibrylacja
wewn
ętrzna
Skracanie
w
łókien
Fibrylacja zewn
ętrzna
i oddzielanie
frakcji drobnej
Średnia
d
ługość
w
łókien
Stopie
ń
sk
ędzierza-
wienia
Wska
źnik
WRV
zawarto
ść
substancji
rozpuszczonych
zawarto
ść
frakcji
drobnej
Rys. 16. Zestawienie podstawowych efektów mielenia oraz metod ich pomiaru
Fibrylacja zewnętrzna polega na uszkadzaniu zewnętrznej warstwy ściany komórkowej
włókna (rys. 17). Umożliwia to wnikanie wody do głębszych warstw tej ściany i właściwy
przebieg fibrylacji wewnętrznej.
Niekorzystnym efektem fibrylacji zewnętrznej jest wydzielanie się tzw. frakcji drobnej.
Przypomnijmy, że nazwa ta obejmuje wszystkie cząstki zawarte w masie papierniczej
(fragmenty włókien, komórek miękiszowych, fragmenty naczyń) o rozmiarach poniżej 76 µm.
Nadmiar tej frakcji obniża zdolność do odwadniania masy papierniczej, co może ograniczyć
wydajność całej maszyny papierniczej.
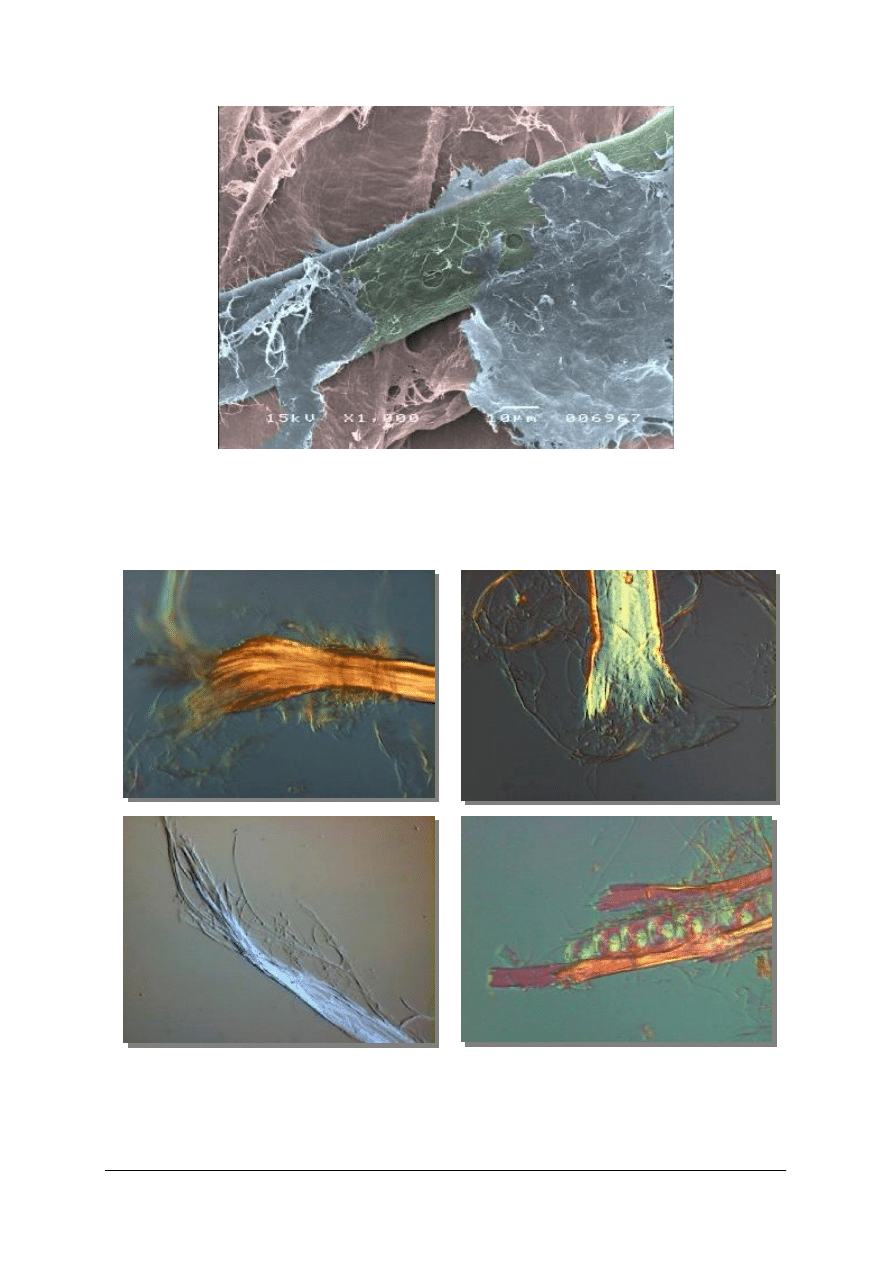
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Rys. 17. Mikroskopowy obraz powierzchni papieru z włóknem o częściowo zerwanej zewnętrznej warstwie
ściany komórkowej (jest to tzw. błona pierwotna – kolor bladoniebieski). Powiększenie 1000x.
Kolory dodane są sztucznie, dla zwiększenia czytelności obrazu
Ostatnim efektem mielenia jest skracanie włókien (rys. 18).
Rys. 18. Efekty skracania włókien w trakcie procesu mielenia
Trzeba pamiętać, że długość włókien ma pozytywny wpływ na właściwości
wytrzymałościowe papieru. Z praktyki jednak wiadomo, że stosowanie włókien dłuższych niż
4-5 mm nie przedstawia już większych zalet i na ogół włókna takie wymagają skrócenia.
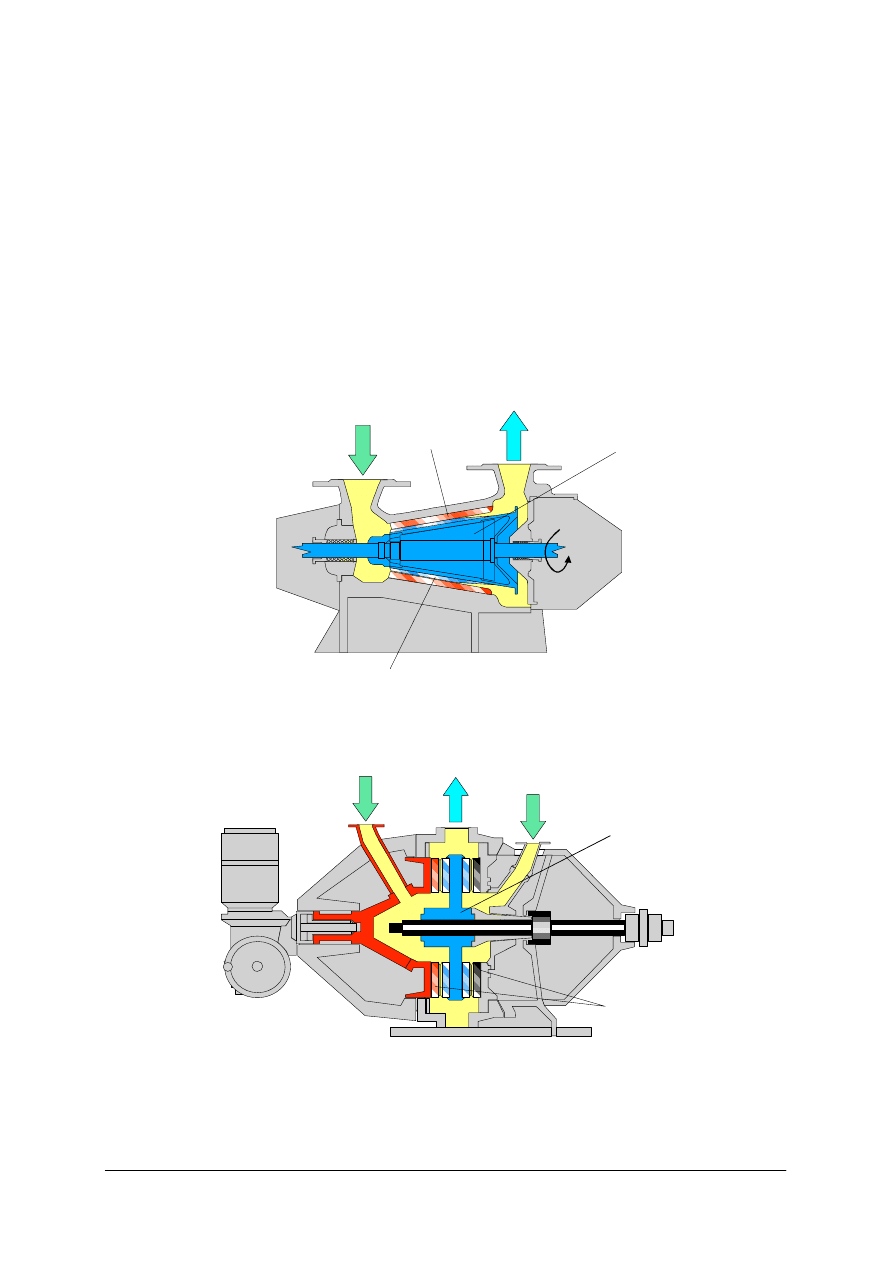
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Zróżnicowanie długości włókien jest ponadto wskazane z punktu widzenia poprawy
niektórych właściwości wyrobu papierniczego (np. przezrocza). Natomiast włókna krótsze niż
1 mm są zbyt krótkie, aby mogły stanowić samodzielny surowiec papierniczy. Przy surowcach
krótkowłóknistych, efekt skracania jest więc niekorzystny.
Z punktu widzenia realizacji tej operacji jednostkowej, proces mielenia polega na
oddziaływaniu na włókna sił występujących w trakcie mijania się ruchomych i stacjonarnych
elementów mielących (noży). Rozmiary noży, kształty i liczba są tak dobrane, że w rowkach
pomiędzy nimi następuje przepływ zawiesiny włóknistej skierowany do strefy mielenia.
Pomimo różnorodnych konstrukcji, zasady działania wszystkich młynów są bardzo zbliżone.
W warunkach przemysłowych mielenie odbywa się w sposób ciągły. Młyny mogą być
ustawione szeregowo (najczęściej), równolegle, bądź w sposób kombinowany (szeregowo-
równoległy). Obecnie stosuje się dwa podstawowe rodzaje urządzeń mielących: młyny
stożkowe lub tarczowe (rys. 19a i 19b).
a)
b)
Rys. 19. Rodzaje urządzeń mielących a) młyn stożkowy, b) młyn tarczowy
wlot
wylot
elementy
miel
ące
statora
elementy
miel
ące
rotora
uno
żowiony wirnik
wlot
wylot
wlot
wiruj
ąca
tarcza z no
żami
no
że
nieruchome

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Podstawowym i jednym z najczęściej wykorzystywanych wskaźników do przemysłowej
regulacji tego procesu jest jednostkowe zużycie energii mielenia (SRE, ang. Specific Refining
Energy):
v
mielenia
q
P
SRE
=
,
[kWh/t b.s. masy]
gdzie:
q
v
– natężenie przepływu b.s. włókien [t/h]
P
mielenia
– obciążenie młyna (moc efektywna) [kW]
Obciążenie młyna i tym samym intensywność obróbki włókien reguluje się poprzez
odpowiednie „składanie” bądź „rozkładanie” młyna, tj. zmniejszanie lub zwiększanie szczeliny
międzynożowej. Mielenie odbywa się najczęściej przy stężeniu mielonej masy ok. 3-6%, choć
istnieją również układy mielenia w stężeniach wysokich (15–20%).
Najprostszą i z tego powodu najpopularniejszą metodą pomiaru stopnia zmielenia masy
włóknistej jest tzw. smarność. W metodzie tej wykorzystano zjawisko obniżania się zdolności
do odwadniania masy na skutek wydzielającej się podczas mielenia frakcji drobnej. Wynik
wyrażany jest w jednostkach Schoppera-Rieglera (
o
SR). Jedna jednostka odpowiada 10 ml
wody, która odpłynęła z próbki (1 dm
3
badanej zawiesiny o stężeniu 0,2%) do cylindra
miarowego o objętości 1 l. Masa niemielona posiada niską smarność, która rośnie wraz
z postępem procesu mielenia. Należy jednak pamiętać, że na skutek uwzględnienia w tej
metodzie tylko jednego efektu mielenia, smarność nie powinna być samodzielnym pomiarem na
którym będzie oparta technologia mielenia masy w papierni.
Przygotowanie wody
Niemal wszystkie operacje jednostkowe w procesie wytwarzania wyrobu papierniczego
przebiegają w środowisku wodnym. Wodę wykorzystuje się między innymi do rozczyniania
półproduktów włóknistych, przygotowania pomocniczych środków chemicznych, do
transportu zawiesiny włóknistej, a także jako czynnik chłodzący, uszczelniający oraz do
wytwarzania pary grzejnej.
W produkcji wyrobów papierniczych wykorzystuje się wody powierzchniowe
(rzeki, jeziora) oraz gruntowe (studnie). Wody te zawierają zmienne ilości zanieczyszczeń,
takich jak rozpuszczone substancje organiczne i związki nieorganiczne, których rodzaj i ilość
zależy od lokalnych warunków glebowych oraz ciała stałe, na które składają się liście, cząstki
gleby, piasek itp. Jakość wód powierzchniowych może ulegać znacznym wahaniom. Wody
gruntowe zalegające na różnych głębokościach charakteryzują się tym, że ich skład jest bardzo
zróżnicowany w zależności od chemicznego charakteru gruntu oraz głębokości zalegania
wody. Wody gruntowe są na ogół czystsze od powierzchniowych, gdyż nie zawierają one
zawiesin i mają małą intensywność zabarwienia. Natomiast zawartość rozpuszczonych
substancji mineralnych jest w tych wodach z reguły większa niż w wodach powierzchniowych.
Poszczególne składniki zanieczyszczenia wody mogą zakłócać przebieg niektórych procesów
papierniczych i przeszkadzać w uzyskaniu produktu o pożądanych właściwościach, a także
oddziaływać niekorzystnie na stan i czas użytkowania urządzeń produkcyjnych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Tabela 3. Zalecany skład chemiczny i wybrane wskaźniki jakościowe wody świeżej stosowanej przy produkcji
niektórych rodzajów papieru [14]
RODZAJ PAPIERU
SIARCZANOWY
RODZAJ
ZANIECZYSZCZENIA
WODY
JEDNOSTKA
WYSOKO-
GATUNKOW
Y
Bielony
Niebielony
ZE
ŚCIEREM
Mętność
Barwa
Twardość ogólna
Zasadowość
Żelazo
Mangan
Krzemionka
Sucha pozostałość
Chlorki
mgSiO
2
/dm
3
mgPt/dm
3
°n
mval/dm
3
mg Fe/dm
3
mg Mn/dm
3
mg SiO
2
/dm
3
mg/dm
3
mg Cl/dm
3
10
5
5,6
1,5
0,1
0,05
20
200
-
40
25
5,6
1,5
0,2
0,1
50
300
200
100
100
11,2
3,0
1,0
0,5
100
500
200
50
50
11,2
3,0
0,3
0,1
50
500
75
W tabeli 4 przedstawiono zalecany skład chemiczny i wskaźniki jakościowe wody świeżej
stosowanej przy wytwarzaniu niektórych rodzajów papieru.
Woda świeża używana w papierniach nie powinna przede wszystkim zawierać zawiesin,
czyli nierozpuszczalnych cząstek stałych większych bądź równych tym, które wywołują
mętność wody. Zawiesina zatyka sita i filce oraz zabarwia papier. Przy produkcji papierów
wysokogatunkowych, np. do pisania lub korespondencyjnych, zawartość zawiesiny w wodzie
nie powinna przekraczać 10 mg/dm
3
, a w przypadku innych papierów – 25 mg/dm
3
.
Stosowanie wody o dużej mętności wywiera niekorzystny wpływ na jasność i barwę
papierów białych lub barwionych. Woda zabarwiona natomiast wpływa ujemnie na białość
papierów, względnie na barwę papierów barwionych. Włókna celulozowe łatwo adsorbują
substancje barwne i stąd w papierze mogą powstawać barwne plamy. Barwa wody jest
wywoływana zwykle obecnością w niej substancji organicznych lub soli żelaza. Żelazo
w wodach powierzchniowych występuje najczęściej w postaci koloidalnie zdyspergowanego,
uwodnionego tlenku żelaza. Jeśli woda zawiera duże ilości rozpuszczonych substancji
organicznych, to żelazo ulega redukcji do tlenku żelazowego, który z kolei w połączeniu
z kwasem węglowym tworzy rozpuszczalny węglan żelazowy. Zetknięcie się takiej wody
z tlenem z powietrza powoduje rozkład węglanu i powstanie nierozpuszczalnego tlenku żelaza.
Celuloza adsorbuje żelazo z rozcieńczonych roztworów, co w efekcie powoduje żółknięcie
białego papieru oraz ciemnienie papierów barwnych.
Szkodliwa jest również obecność w wodzie manganu, który zabarwia włókna drzewne.
Manganowe związki zawarte w wodzie ulegają powolnemu utlenianiu do czarnego tlenku
manganowego. Tlenek ten może powodować zarastanie rurociągów i osadzać się na
powierzchniach zbiorników i innych urządzeń mających kontakt z wodą. Obecność związków
żelaza i manganu w wodzie sprzyja rozwojowi bakterii, które wykorzystują je w swoim
metabolizmie, a także powstawaniu dodatkowych problemów osadowych. Natomiast często
obecne w wodzie chlorki nie wywierają szkodliwego działania na proces otrzymywania papieru
z wyjątkiem papierów specjalnych, np. antykorozyjnych, gdzie powodują pogorszenie ich
właściwości barierowych. Nadmierna ilość chlorków zwiększa korodujące działanie wody.
Inne zanieczyszczenia, takie jak: siarczany, krzemionki, rozpuszczone gazy (CO
2
, O
2
) oraz
poziom zasadowości nie wywierają na ogół ujemnego wpływu w procesie wytwórczym
papieru. Ich szkodliwość objawia się przede wszystkim wzrostem korozji. Ponadto wody
powierzchniowe zawierają zanieczyszczenia biologiczne w postaci bakterii, mikroflory

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
roślinnej i zwierzęcej, czyli fitoplanktonu i zooplanktonu. Bakterie oraz inne organizmy wodne
(np. glony) mogą wywoływać określone trudności w produkcji przemysłowej, takie jak:
−
zarastanie rurociągów
−
powstawanie śluzów
−
intensyfikację procesu korozji urządzeń
Wody bardzo zanieczyszczone biologicznie wymagają nieraz specjalnego uzdatniania
przed wprowadzeniem do papierni.
Rosnące wymagania stawiane wodzie produkcyjnej oraz deficyt wody świeżej zmusza
zakłady produkcyjne do wykorzystywania w coraz większym stopniu odpowiednio
przygotowanej i oczyszczonej wody obiegowej.
Oczyszczanie oznacza dostosowanie właściwości i składu wody do wymagań
wynikających z jej docelowego przeznaczenia. Aby to osiągnąć, wodę należy poddać
odpowiednim zabiegom.
Procesy oczyszczania wody można podzielić na:
−
fizyczne (filtracja, sedymentacja),
−
fizykochemiczne i chemiczne (koagulacja, odgazowywanie, adsorpcja, demineralizacja
metodą wymiany jonowej, utlenianie, dezynfekcja),
−
biologiczne.
Zwykle stosuje się kilka metod. W pierwszej fazie oczyszczania zawsze wykorzystuje się
metody fizyczne: kraty zatrzymujące większe zanieczyszczenia oraz filtry żwirowe
pozwalające na usunięcie zawiesiny. W zależności od stopnia zanieczyszczenia, procesy
fizyczne można wspomagać poprzez dodatek odpowiednich substancji np. koagulantów.
Następnie, w razie potrzeby, wodę poddaje się procesom odżelaziania i odmanganiania, zwykle
poprzez silne napowietrzanie. Powoduje to wytrącenie się osadów wodorotlenków, które
następnie są usuwane w wyniku filtracji na odpowiednich filtrach. Zwiększenie pH przez
dodatek Ca(OH)
2
skutkuje szybszym przebiegiem procesu.
Czasami może być konieczna dezynfekcja wody. Ma ona na celu zniszczenie bakterii
i mikroorganizmów zawartych w wodzie i niedopuszczenie do ich rozwoju w ciągu
technologicznym papierni. Dokonuje się tego przez chlorowanie, ozonowanie lub/oraz
naświetlanie promieniami ultrafioletowymi.
Przeznaczona do produkcji pary grzejnej woda do kotłów
musi być zmiękczona, bowiem
woda twarda, zawierająca rozpuszczone sole wapnia, magnezu czy krzemu, wytwarza osady
kamienia i mułu kotłowego. Są to ciała stałe o różnej gęstości i składzie, powstające wewnątrz
kotłów i cylindrów grzejnych w czasie ich eksploatacji i naruszające normalną pracę
powierzchni przewodzącej ciepło. Kamień powstaje na ściankach urządzeń, muł jest osadem
nie związanym z powierzchnią grzejną, powstaje w warstwie wody kotłowej. Oprócz tego
tworzy się tzw. kamień wtórny. Są to cząstki mułu, na których krystalizują substancje
z roztworów przesyconych. Zlepiając się w nieobciążonych częściach aparatów, tworzą złogi
kamienia wtórnego. Kamień powstaje w wodzie wrzącej. Im gwałtowniejsze wrzenie, tym
łatwiej tworzą się osady mułu. Kamień kotłowy jest złym przewodnikiem ciepła. Oprócz
zmniejszenia efektywności pracy danego urządzenia, może doprowadzić do lokalnego
przegrzania ścianki i awarii.
Zmiękczania wody dokonuje się przez jej ogrzanie, co usuwa twardość przemijającą
wytrącając związki wapnia i magnezu. Użycie substancji chemicznych, takich jak wapno i soda,
polifosforany itp. prowadzi do podobnych efektów. Zastosowanie wymieniaczy jonowych –
jonitów, pracujących w cyklu sodowym, spowoduje wymianę jonów Ca
2+
i Mg
2+
z wody na
jony Na
+
, co także zmniejsza jej twardość. Przykładowy schemat układu przygotowania wody
produkcyjnej, uwzględniający praktycznie wszystkie operacje stosowane do tego celu,
przedstawiono na rysunku 20. Trzeba jednak pamiętać, że w nie zawsze stosuje się tak złożone
układy.
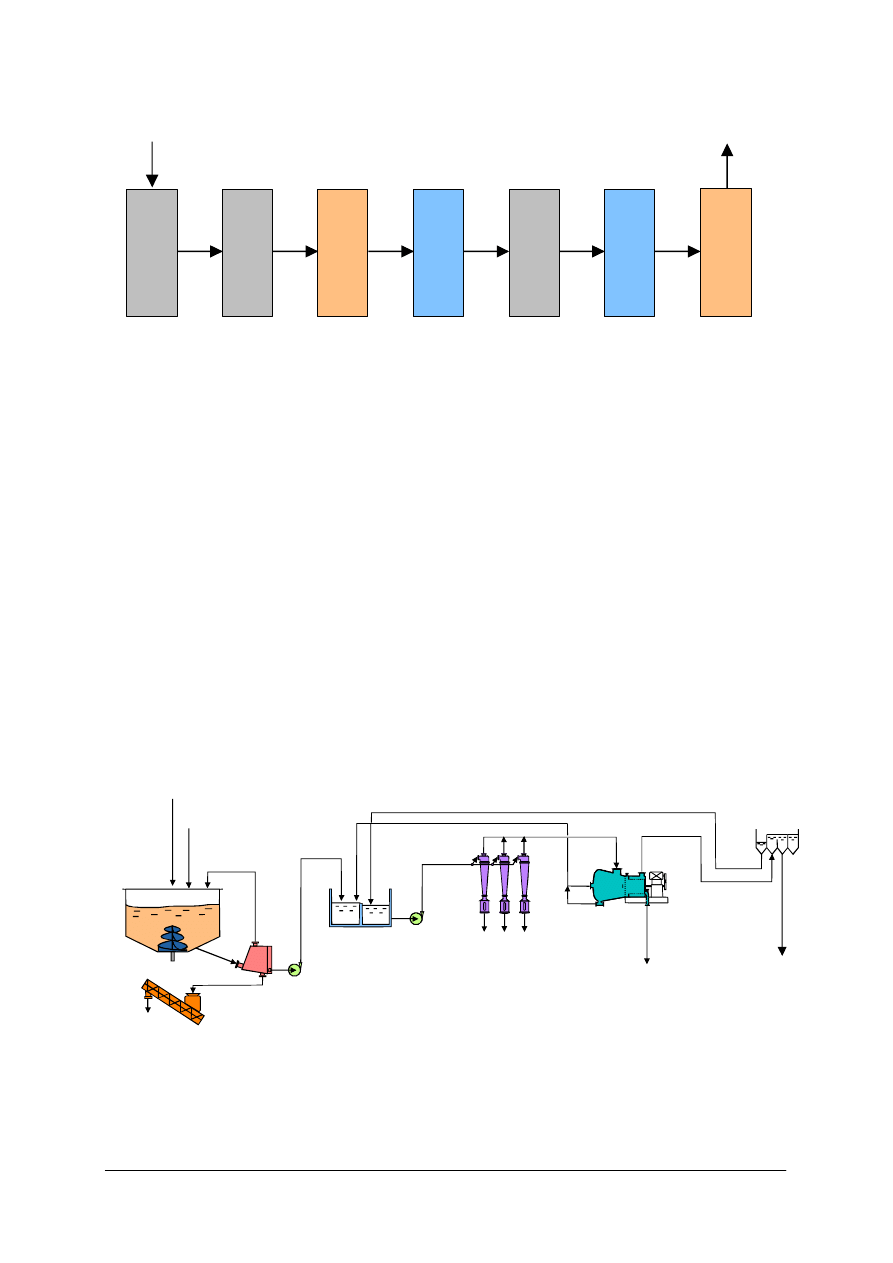
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Uj
ęcie wody
F
il
tr
y
p
ia
s
k
o
we
F
il
tr
ac
ja
d
ok
ła
d
na
Z
mi
ęk
c
z
a
n
ie
A
d
s
o
rp
c
ja
F
il
tr
ac
ja
m
e
m
b
ra
no
wa
W
y
m
ia
n
a
jo
no
wa
D
e
z
y
n
fe
k
c
ja
Woda uzdatniona
do procesu
Rys. 20. Przykładowy schemat układu przygotowania wody produkcyjnej
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie operacje technologiczne są stosowane przy przygotowaniu surowców włóknistych?
2. Jakie jest cel procesu mielenia masy włóknistej?
3. Jakie są podstawowe efekty mielenia masy włóknistej?
4. Czym się różni piasecznik od hydrocyklonu?
5. Jaka jest różnica pomiędzy rozczynianiem a rozwłóknianiem?
6. Do czego jest wykorzystywana w papierni woda świeża?
7. Jakie operacje mogą wchodzić w skład procesu przygotowania wody produkcyjnej?
4.5.3. Ćwiczenia
Ćwiczenie 1
Przeanalizuj przedstawiony poniżej fragment ciągu technologicznego. Nadaj nazwy
urządzeniom oznaczonym dużymi literami i zdefiniuj realizowane przez nie operacje
jednostkowe.
makulatura
woda 50
o
C
A
B
C
D

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odszukać w literaturze żądane informacje,
3) podać żądaną odpowiedź.
Wyposażenie stanowiska pracy:
–
poradnik dla ucznia,
–
arkusze papieru ze schematem technologicznym,
–
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 2
Podaj, czym się różni operacja rozczyniania od rozwłókniania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odszukać w literaturze żądane informacje,
3) podać żądaną odpowiedź.
Wyposażenie stanowiska pracy:
–
poradnik dla ucznia,
–
literatura zgodna z punktem 6 poradnika,
Ćwiczenie 3
Sklasyfikuj rodzaje zanieczyszczeń występujących w masie włóknistej. Podaj metody ich
usuwania. Wymień urządzenia, które służą do tego celu. Naszkicuj ogólny schemat pokazujący
kolejność
poszczególnych
operacji
usuwania
zanieczyszczeń
w
trakcie
procesu
przygotowywania surowców włóknistych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odszukać w literaturze żądane informacje,
3) podać żądaną odpowiedź.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
arkusze papieru i materiały piśmienne,
−
literatura zgodna z punktem 6 poradnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Ćwiczenie 4
Podaj cel stosowania operacji mielenia masy papierniczej. Wymień podstawowe efekty
mielenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odszukać w literaturze żądane informacje,
3) podać żądaną odpowiedź.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika.
Ćwiczenie 5
W oddziale przygotowania masy realizowano operację mielenia masy włóknistej przy
następujących parametrach: natężenie przepływu zawiesiny przez strefę mielenia wynosiło 48
dm
3
/s, jej stężenie 3,5%, zaś obciążenie młyna równe było 160 kW. Wskaż, które parametry
należy zmienić i oblicz ich nowe wartości, jeżeli stężenie mielonej zawiesiny zmieniło się
i później było równe 3,44%, a natężenie przepływu wzrosło o 12 dm
3
/s.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odszukać w literaturze żądane informacje,
3) przypomnieć sobie definicję jednostkowego zużycia energii mielenia SRE,
4) wykonać odpowiednie obliczenia i podać żądaną odpowiedź.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
kalkulator,
−
literatura zgodna z punktem 6 poradnika.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić operacje jednostkowe składające się na proces przygotowania
półproduktów włóknistych?
2) scharakteryzować każdą z operacji jednostkowych realizowanych
podczas przygotowywania półproduktów włóknistych?
3) podać cel procesu mielenia oraz wymienić i scharakteryzować
podstawowe efekty mielenia?
4) wymienić miejsca zastosowania wody świeżej w papierni i podać metody
uzdatniania wody technologicznej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań o różnym stopniu trudności. Wszystkie zadania są zadaniami
wielokrotnego wyboru i tylko jedna odpowiedź jest prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi – zaznacz prawidłową
odpowiedź znakiem X (w przypadku pomyłki należy błędną odpowiedź zaznaczyć
kółkiem, a następnie ponownie zakreślić odpowiedź prawidłową).
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci czas wolny. Trudności mogą przysporzyć Ci
zadania: 16–20, gdyż są one na poziomie trudniejszym niż pozostałe. Przeznacz na ich
rozwiązanie więcej czasu.
8. Czas trwania testu – 30 minut.
9. Maksymalna liczba punktów, jaką można osiągnąć za poprawne rozwiązanie testu wynosi
20 pkt.
Celem przeprowadzanego pomiaru dydaktycznego jest sprawdzenie poziomu wiadomości
i umiejętności, jakie zostały ukształtowane w wyniku zorganizowanego procesu kształcenia
w jednostce modułowej „Wytwarzanie produktów papierniczych”. Spróbuj swoich sił. Pytania
nie są trudne i jeżeli zastanowisz się, to na pewno udzielisz odpowiedzi.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Prawidłowa kolejność wymienionych operacji jednostkowych występujących w procesie
produkcji wyrobów papierniczych, to
a) rozwłóknianie rozczynianie, usuwanie zanieczyszczeń ciężkich, oczyszczanie, dozowanie.
b) dozowanie, usuwanie zanieczyszczeń ciężkich, rozczynianie, rozwłóknianie, oczyszczanie.
c) rozczynianie, usuwanie zanieczyszczeń ciężkich, rozwłóknianie, oczyszczanie, dozowanie.
d) usuwanie zanieczyszczeń ciężkich, rozwłóknianie rozczynianie, oczyszczanie, dozowanie.
2. Gramatura, to
a) liczba arkuszy papieru o wadze 1 grama i powierzchni 1 m
2
.
b) stężenie masy papierniczej w trakcie formowania danego wyrobu papierniczego.
c) zawartość wilgoci w papierze wyrażana w gramach przypadających na 1 m
2
jego
powierzchni.
d) masa wyrobu papierniczego o powierzchni 1 m
2
.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
3. Papier bezdrzewny, to wyrób papierniczy produkowany z
a) mas otrzymywanych z surowców nieroślinnych.
b) mas celulozowych otrzymywanych metodą chemiczną.
c) mas mechanicznych, np. ścieru.
d) mas półchemicznych.
4. Typowy rodzaj masy włóknistej stosowanej do produkcji papierów workowych
(mocnych), to
a) SaNbl.
b) masa makulaturowa odbarwiona.
c) ścier.
a) CTMP.
5. W zależności od wypełnienia papieru, właściwości wyrobu papierniczego ulegają zmianie,
gdyż:
a) maleją właściwości wytrzymałościowe a rośnie gęstość pozorna gładkość
i stateczność wymiarowa.
b) rosną właściwości wytrzymałościowe, rośnie gęstość pozorna a maleje gładkość
i stateczność wymiarowa.
c) rosną właściwości wytrzymałościowe, rośnie gęstość pozorna, gładkość i stateczność
wymiarowa.
d) maleją właściwości wytrzymałościowe, maleje gęstość pozorna, gładkość
i stateczność wymiarowa.
6. Dobry wypełniacz
a) powinien być m.in. nierozpuszczalny w wodzie, obojętny chemicznie, mieć duży
współczynnik załamania światła.
b) powinien być m.in. dobrze rozpuszczalny w wodzie, obojętny chemicznie, mieć mały
współczynnik załamania światła.
c) powinien być m.in. nierozpuszczalny w wodzie, aktywny chemicznie, mieć duży
współczynnik załamania światła.
d) powinien być m.in. nierozpuszczalny w wodzie, aktywny chemicznie, mieć mały
współczynnik załamania światła.
7. Zaklejanie papieru jest ważnym procesem technologicznym. Stosuje się go w celu
a) zwiększenia właściwości wytrzymałościowych papieru.
b) zniwelowania wszelkich nierówności na powierzchni papieru.
c) opóźnienia wchłaniania różnych cieczy.
d) sklejenia uszkodzeń wstęgi papieru powstałych w produkcji, w maszynie papierniczej.
8. W wyniku procesu zaklejania
a) właściwości wytrzymałościowe i białość papieru najczęściej rosną.
b) właściwości wytrzymałościowe i białość papieru najczęściej maleją.
c) właściwości wytrzymałościowe papieru rosną, a białość papieru najczęściej maleje.
d) właściwości wytrzymałościowe papieru maleją, a białość papieru najczęściej rośnie.
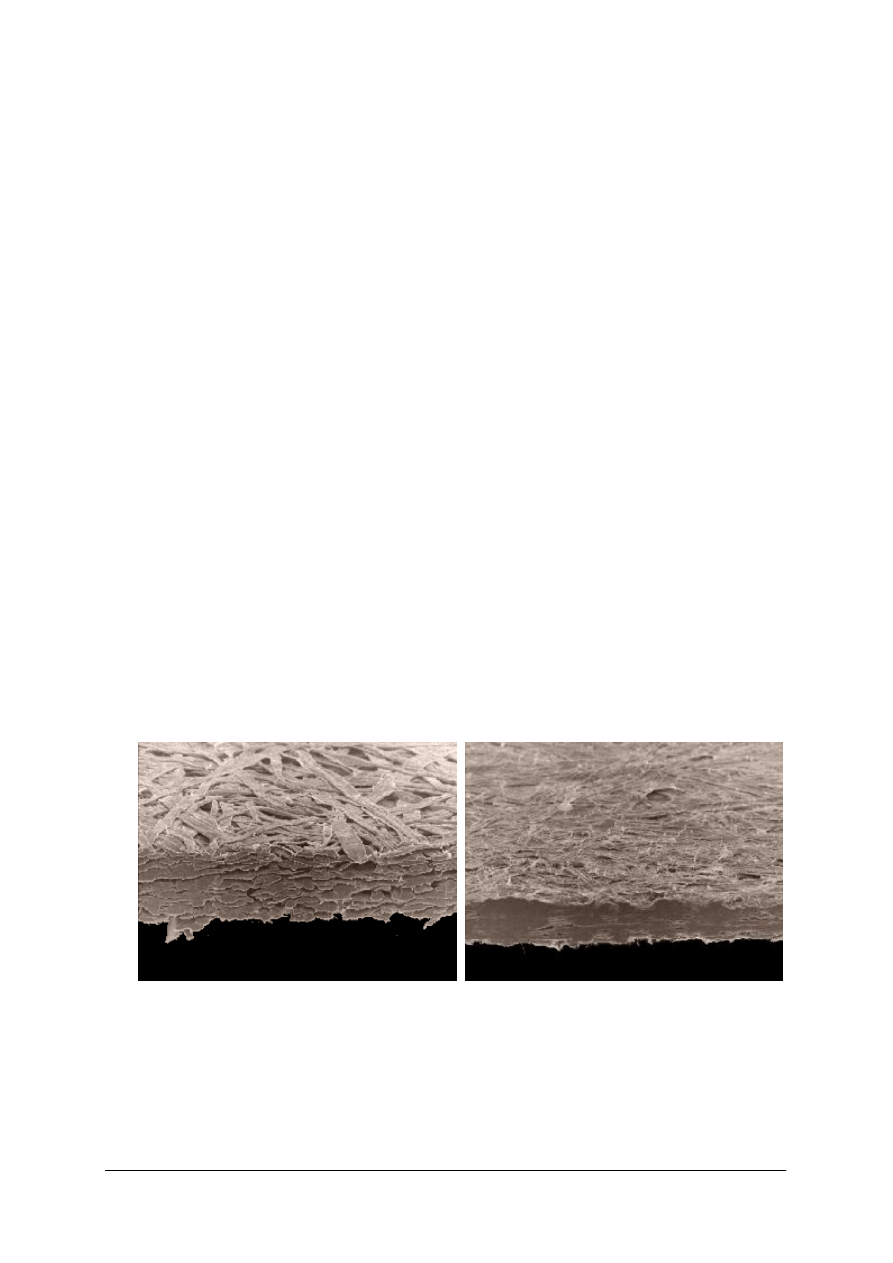
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
9. Do zaklejania papierów chłonnych, np. bibułek czy papierów filtracyjnych
a) można stosować praktycznie każdy klej o ph >= 7.
b) można stosować klej żywiczny, np. kalafonię, którą można stosować w środowisku
o ph < 7.
c) nie stosujemy żadnego kleju, bo papierów chłonnych się nie zakleja.
d) można stosować klej skrobiowy.
10. Typowy rodzaj masy włóknistej stosowanej do produkcji papieru gazetowego
przeznaczonego na gazety codzienne, to
a) Sabl.
b) SaNbl.
c) HYP.
d) SGW.
11. Zawarta w masie papierniczej frakcja drobna, to
a) wszystkie cząstki, które są większe od 76 µm.
b) wszystkie cząstki, które są mniejsze od 76 µm.
c) wszystkie cząstki nieorganiczne, które są mniejsze od 76 µm.
d) wszystkie cząstki organiczne, które są większe od 76 µm.
12. Papier, to wyrób papierniczy o gramaturze
a) poniżej 200 g/m
2
.
b) poniżej 250 g/m
2
.
c) poniżej 150 g/m
2
.
d) powyżej 28 g/m
2
.
13. Poniższe zdjęcia przedstawiają mikroskopowy obraz dwóch próbek papieru o identycznej
gramaturze, wykonanych z masy SaNbl. Obie próbki ukazane są w tym samym
powiększeniu. Na podstawie widocznych różnic można wnioskować, że
a) próbka o mniejszej grubości zawiera dodatkowo wypełniacz, który podnosi zwartość
struktury papieru.
b) próbki były wykonane z masy włóknistej o różnym stopniu zmielenia.
c) próbka o większej grubości została wykonana z zawiesiny włóknistej o większym
stężeniu.
a) próbka o mniejszej grubości została dodatkowo powierzchniowo zaklejona.
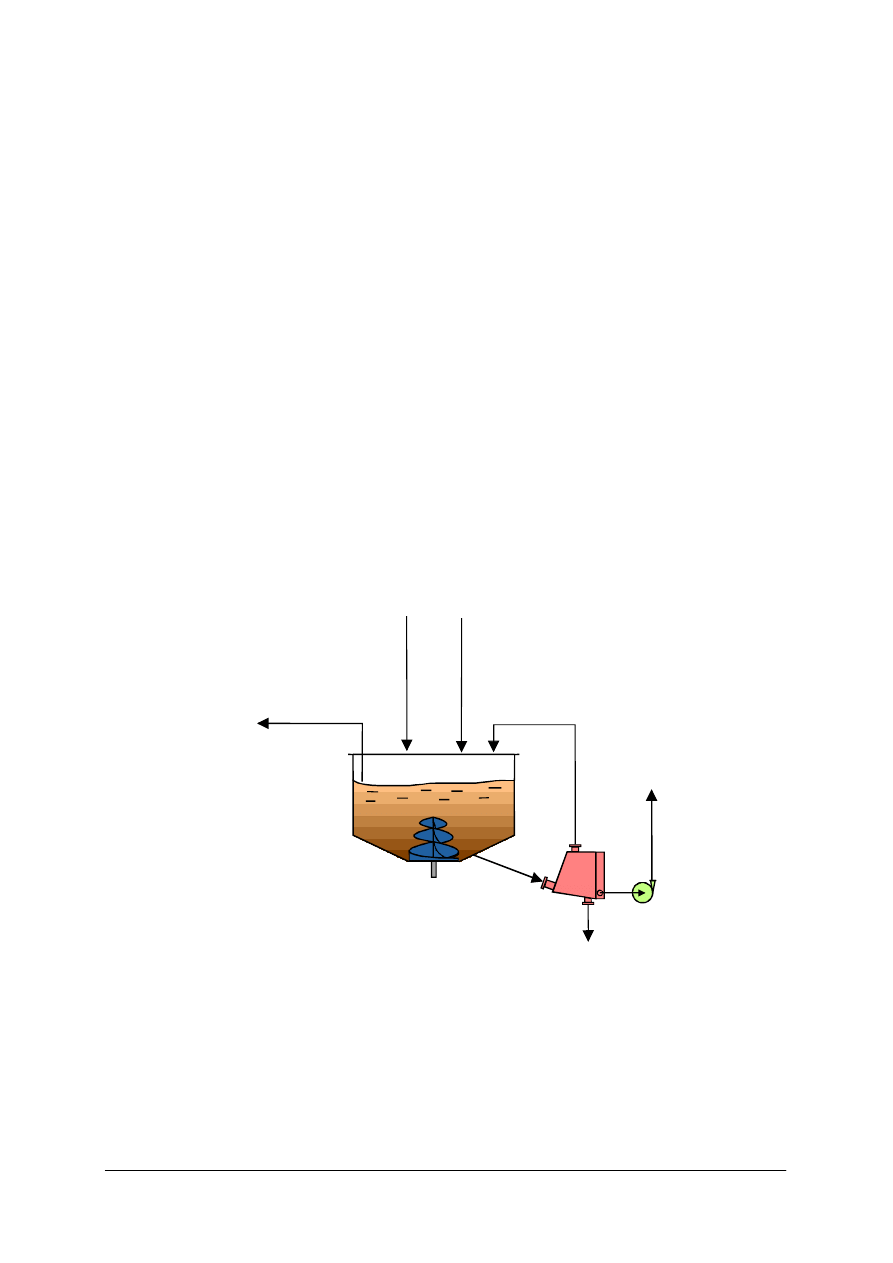
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
14. Środki retencyjne mają na celu
a) zwalczanie piany tworzącej się na powierzchni masy papierniczej.
b) zwalczanie trudności żywicznych w papierni.
c) zwiększenie mocy wiązań między włóknami w papierze.
d) zwiększenie stopnia zatrzymania frakcji drobnej i wypełniaczy w formującej się
wstędze papierniczej.
15. Biocydy, to
a) rodzaj pomocniczych środków chemicznych do zwalczania bakterii, grzybów
i glonów.
b) rodzaj pomocniczych środków chemicznych do zwalczania trudności związanych
z pienieniem się masy papierniczej.
c) rodzaj pomocniczych środków chemicznych do poprawy retencji masy papierniczej w
sekcji formującej maszyny papierniczej.
d) rodzaj pomocniczych środków chemicznych do zwalczania trudności żywicznych.
16. Skrót KMC dotyczy
a) rodzaju środka wiążącego stosowanego w technologii papieru.
b) rodzaju masy włóknistej otrzymywanej metodą mechaniczną.
c) rodzaju masy włóknistej otrzymywanej metodą chemiczną.
d) rodzaju kleju stosowanego do sklejania dwóch arkuszy papieru.
17. Prawidłowe nazwy urządzeń oznaczonych jako „A” i „B” na załączonym schemacie, to
woda
obiegowa
masa
celulozowa
(pierwotna
lub wtórna)
usuwanie
zanieczyszcze
ń
prz
ędnych
masa
przyj
ęta
A
B
a) A – hydropulper, B – rozwłókniacz.
b) A – rozwłókniacz, B – piasecznik.
c) A – rozczyniacz wirowy, B – sortownik zanieczyszczeń ciężkich.
d) A – hydropulper, B – rozczyniacz wirowy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
18. Fibrylacja wewnętrzna to zjawisko polegające na
a) rozluźnianiu poszczególnych warstw ściany komórkowej włókna na skutek zrywania
łączących je wiązań wodorowych.
b) uszkadzaniu ściany komórkowej włókna, dzięki czemu możliwe jest wnikanie wody
do ścianki włókna.
c) uszkadzaniu wewnętrznych warstw włókna na skutek oddziaływania elementów
mielących młyna.
d) wzroście objętości włókna na skutek wody wnikającej do wnętrza jego ściany
komórkowej.
19. Termin „smarność masy” określa
a) zmianę gęstości masy włóknistej pod wpływem procesu mielenia.
b) zmianę lepkości masy włóknistej pod wpływem procesu mielenia.
c) zdolność masy włóknistej do odwadniania w znormalizowanych warunkach.
d) zdolność masy włóknistej do zatrzymywania wody we włóknach.
20. Dopuszczalny limit ChZT w ściekach odprowadzanych z papierni wynosi
a) 150 mg O
2
/dm
3
.
b) 100 mg O
2
/dm
3
.
c) 50 mg O
2
/dm
3
.
d) 200 mg O
2
/dm
3
.
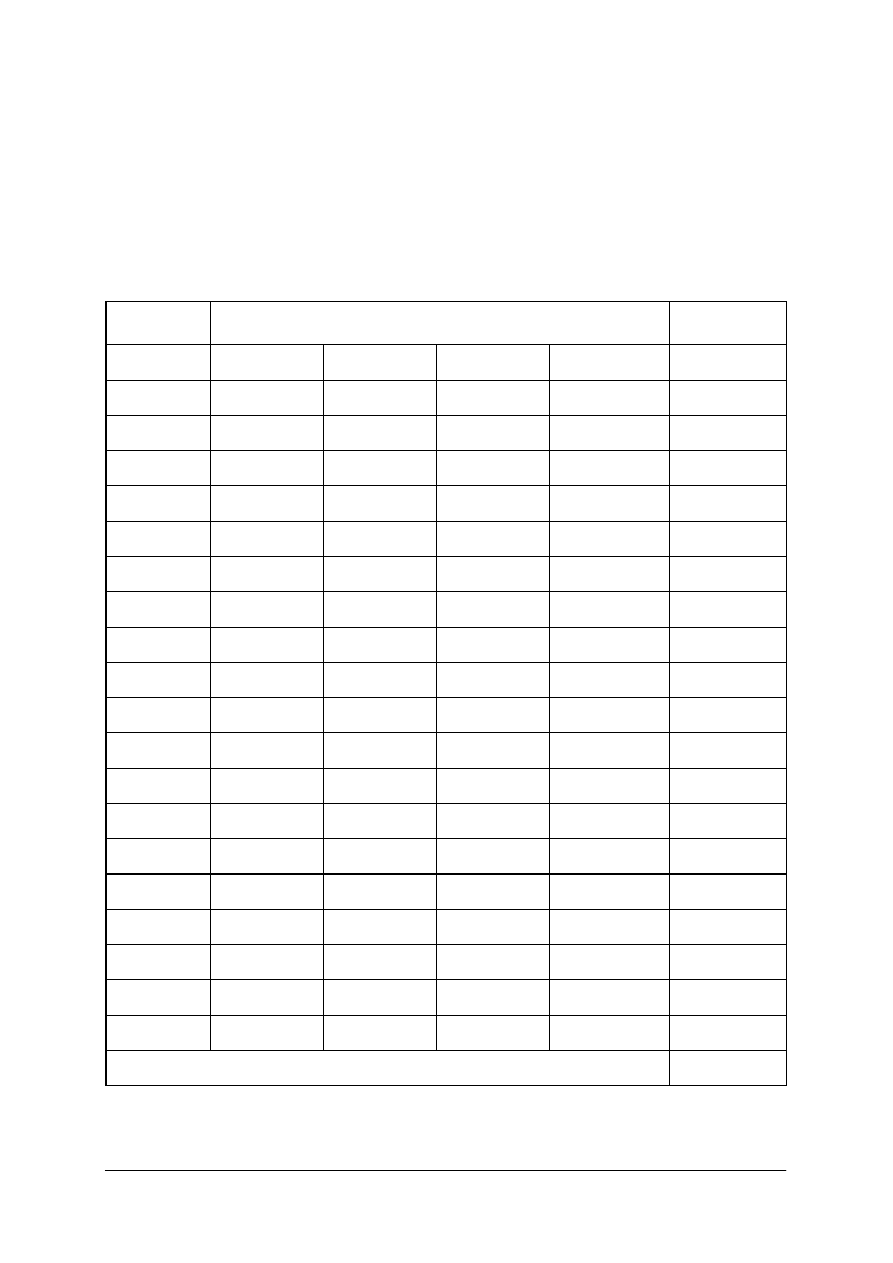
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Organizowanie produkcji papieru i tektury
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
6. LITERATURA
1.
Błasiński H., Młodziński B.: Aparatura przemysłu chemicznego. WNT, Warszawa 1983
2.
Borowiecki S.: Maszyny i urządzenia celulozowo-papiernicze. WSiP, Warszawa 1990
3.
Drzewińska E., Czechowski J., Stanisławska A.: Technologia wytwarzania tektury falistej.
Wydanie 2. Wydawnictwo Politechniki Łódzkiej, Łódź 2006
4.
Gayer R., Matysikowa Z.: Zbiór zadań z technologii chemicznej. WSiP,
Warszawa 1978
5.
Gruszczyński Cz.: Farby graficzne. WSiP, Warszawa 1984
6.
Jakucewicz S.: Farby drukowe. Korab, Wrocław 2001
7.
Kikiewicz Z., Kawka W.: Teoria i budowa maszyn papierniczych. Cz. I i II WNT,
Warszawa 1977
8.
Koch R., Noworyta A.: Procesy mechaniczne w inżynierii chemicznej. WNT,
Warszawa 1995
9.
Molenda J.: Technologia chemiczna. WSiP, Warszawa 1988
10. Molenda J.: Chemia techniczna. WNT, Warszawa 1985
11. Przybysz K.: Technologia celulozy i papieru. Cz. II. Technologia papieru. WSiP,
Warszawa 1997
12. Roczniki „Przeglądu Papierniczego”
13. Szwarcsztajn E.: Technologia Papieru część 2. Wydawnictwo Przemysłu Lekkiego
i Spożywczego, 1968
14. Szwarcsztajn E.: Konsolidacja i wykończanie wstęgi papieru. WNT, Warszawa 1983
15. Szwarcsztajn E.: Przygotowanie masy papierniczej. WNT, Warszawa 1991
Wyszukiwarka
Podobne podstrony:
Str.11 - Operacja 60, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, te
Z 11, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, technologia maszyn
organizacja produkcji budowlanej6
organizacja produkcji budowlanej7
PKM, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka, SPRAWOZDA
2.3, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, laborki-mojeókrzste
Str.4 - Karta technologicza zbiorcza, Politechnika Lubelska, Studia, Studia, organizacja produkcji,
TM10, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, Wydział Mechaniczn
Karty technologiczne, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, te
Surowce stosowane do produkcji papieru
Instrukcja papier , tektura
Nr4, Politechnika Lubelska, Studia, Studia, organizacja produkcji
Ćwiczenie projektowe z Organizacji Produkcji Budowlanej, █► BUDOWLANE
Spawanie gazowe, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, Spajaln
Dźwiękowe uderzenie, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od
tabela, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka, SPRAWO
Str.10 - Operacja 50, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, te
zarządzanie-projekt, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, LAB
więcej podobnych podstron