„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Alicja Krysiewicz
Wykończanie tkanin
311[41].Z2.05
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Agnieszka Tarasiuk
mgr inż. Helena Zieńko
Opracowanie redakcyjne:
mgr Elżbieta Leszczyńska
Konsultacja:
mgr Zenon W. Pietkiewicz
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[41].Z2.05,
„Wykończanie tkanin”, zawartego w modułowym programie nauczania dla zawodu technik
włókiennik.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Obróbka wstępna
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
11
4.1.3. Ćwiczenia
11
4.1.4. Sprawdzian postępów
14
4.2. Barwienie i drukowanie
15
4.2.1. Materiał nauczania
15
4.2.2. Pytania sprawdzające
25
4.2.3. Ćwiczenia
25
4.2.4. Sprawdzian postępów
27
4.3. Obróbka końcowa
28
4.3.1. Materiał nauczania
28
4.3.2. Pytania sprawdzające
36
4.3.3. Ćwiczenia
36
4.3.4. Sprawdzian postępów
39
5. Sprawdzian osiągnięć ucznia
40
6. Literatura
46

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy o wykończaniu tkanin.
W poradniku znajduje się:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do osiągnięcia założonych celów
kształcenia i opanowania umiejętności zawartych w jednostce modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
–
literaturę uzupełniającą.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
Moduł 311[41].Z2
Technologia wytwarzania tkanin
311[41].Z2.01
Badanie właściwości tkanin
311[41].Z2.02
Projektowanie tkanin
311[41].Z2.03
Przygotowanie nitek do tkania
311[41].Z2.04
Wytwarzanie tkanin
311[41].Z2.05
Wykończanie tkanin
311[41].Z2.06
Projektowanie procesu wytwarzania
tkanin

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej, powinieneś umieć:
−
określać cel wykończania tkanin,
−
rozróżniać tkaniny surowe wykonane z włókien naturalnych, chemicznych i ich
mieszanek,
−
charakteryzować sposoby wykończania,
−
określać wpływ wykończania tkanin na ich właściwości,
−
obsługiwać aparaturę laboratoryjną,
−
identyfikować typowe błędy wykończania tkanin,
−
przedstawiać zasady klasyfikacji tkanin,
−
czytać Kod Towarowo-Materiałowy,
−
organizować stanowisko pracy, zgodnie z zasadami bezpieczeństwa i higieny pracy,
ochrony przeciwpożarowej, ochrony środowiska oraz wymaganiami ergonomii,
−
korzystać z różnych źródeł informacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
scharakteryzować podstawowe procesy wykończania tkanin,
−
określić cel wykończania tkanin,
−
zorganizować stanowisko pracy zgodnie z wymaganiami ergonomii,
−
określić przebieg procesów chemicznej obróbki tkanin,
−
posłużyć się dokumentacją techniczno-ruchową maszyn wykończalniczych,
−
scharakteryzować budowę i wyjaśnić działanie maszyn oraz urządzeń stosowanych
w procesie chemicznej obróbki tkanin,
−
scharakteryzować rodzaje apretur,
−
dobrać typ apretury do rodzaju tkaniny,
−
dobrać środki pomocnicze do chemicznej obróbki tkanin,
−
wyjaśnić zasady chemicznego czyszczenia tkanin,
−
wyjaśnić zasady prania tkanin w wodnych roztworach środków piorących,
−
dobrać sposób konserwacji do rodzaju tkaniny,
−
określić wpływ parametrów wody na proces wykończania tkanin,
−
dokonać kontroli parametrów wody stosowanej w procesach wykończalniczych,
−
określić przebieg procesów mechanicznej obróbki tkanin,
−
scharakteryzować budowę i wyjaśnić działanie maszyn oraz urządzeń stosowanych
do mechanicznej obróbki tkanin,
−
wykonać czynności technologiczne w procesie wykończania tkanin,
−
dokonać oceny stanu technicznego maszyn wykończalniczych,
−
określić zasady eksploatacji maszyn wykończalniczych,
−
obsłużyć maszyny wykończalnicze,
−
dokonać regulacji elementów roboczych, mechanizmów i urządzeń maszyn
wykończalniczych,
−
zlokalizować usterki w pracy poszczególnych elementów i urządzeń maszyn
wykończalniczych,
−
dokonać wymiany części i elementów roboczych maszyn wykończalniczych,
−
określić zastosowanie automatyki w procesach wykończalniczych,
−
zastosować techniki komputerowe w procesie wykończania tkanin,
−
dokonać oceny jakości prac wykończalniczych,
−
określić przyczyny powstawania błędów procesów wykończalniczych i dokonać
ich redukcji,
−
dokonać klasyfikacji tkanin gotowych,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Obróbka wstępna
4.1.1. Materiał nauczania
Wykończanie tkanin
Wykończanie tkanin to zespół różnych procesów chemicznych, fizyko-chemicznych
i mechanicznych, którym poddaje się surowe tkaniny w celu nadania lub poprawienia
własności estetycznych i użytkowych.
W wykończalnictwie tkanin możemy wyróżnić:
−
procesy obróbki wstępnej, obejmujące opalanie, odklejanie, bielenie, pranie,
merceryzowanie, folowanie, stabilizowanie wstępne i inne;
−
barwienie i drukowanie;
−
wykończanie końcowe obejmujące strzyżenie, gładzenie, prasowanie, nawilżanie,
drapanie, termiczną stabilizację, wykurczanie, apreturowanie;
Bielenie
Podstawową operacją w obróbce wstępnej tkanin bawełnianych jest bielenie. Ma ono
na celu usunięcie pektyn, substancji białkowych, wosków, podniesienie stopnia bieli przez
utlenienie naturalnych barwników włókna oraz nadanie lepszych właściwości higieniczno-
-użytkowych.
Środki stosowane do bielenia:
−
roztwory podchlorynu sodowego NaOCl,
−
nadtlenek wodoru H
2
O
2,
−
chloryn sodowy Na ClO
2,
−
nadtlenek sodowy,
−
kwas nadoctowy,
−
wodorosiarczyn sodowy NaHSO
2,
−
podsiarczyny sodowe lub cynkowe,
−
rozjaśniacze optyczne.
Środki pomocnicze – ułatwiające bądź skracające czas oraz podnoszące skuteczność
i jakość operacji wykończalniczych:
−
środki zwilżające, które mają też działanie dyspergujące i piorące (mydła, sulfonowane
alkohole tłuszczowe, sulfonowane węglowodory tłuszczowe, produkty kondensacji
kwasów tłuszczowych, pochodne politlenku etylu, kombinacje środków powierzchniowo-
-czynnych z rozpuszczalnikami organicznymi),
−
środki emulgująco-dyspergujące ułatwiające usunięcie substancji woskowo-tłuszczowych
z włókien (mydło, szkło wodne i inne),
−
środki łagodnie utleniające,
−
środki zabezpieczające przed wytrąceniem soli powodującym twardość wody i osadzanie
się na włóknie osadów (polifosforany, środki kompleksotwórcze),
−
środki wytwarzające bądź utrzymujące odpowiednie pH podczas bielenia,
−
buforujące, utrzymujące stałą wartość pH – pirofosforany, fosforany,
−
aktywatory – na przykład kwas mrówkowy, kwas octowy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Operacje przygotowawcze do bielenia:
−
ścieranie powierzchni tkaniny z niskogatunkowej bawełny, zawierającej duże ilości
łusek, na maszynie szmerglówce,
−
strzyżenie końcówek przędzy na postrzygarce,
−
opalanie z powierzchni tkaniny wystających włókienek na opalarkach gazowych,
−
odklejanie za pomocą roztworów środków powierzchniowo-czynnych, środków
enzymatycznych, środków utleniających, alkaliów, usuwa klejonkę z przędzy
osnowowej, gdyż jej obecność utrudniałaby dostęp do włókna środkom bielącym lub
barwiącym,
−
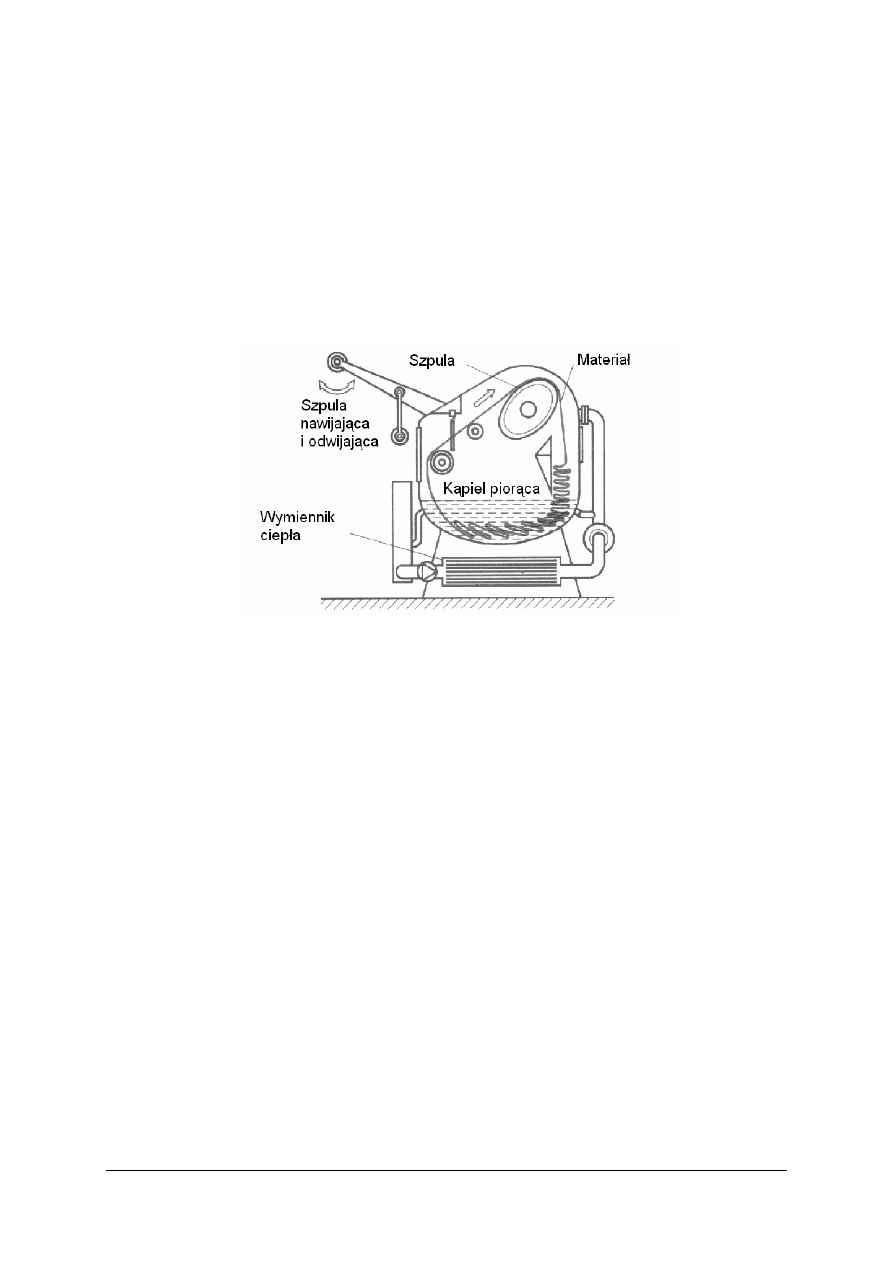
pranie tkanin w pralnicach w celu usunięcia produktów rozkładu skrobi.
Rys. 1. Pralnica pasmowa [8, s. 91]
Bielenie właściwe – w zależności od asortymentu, stosowanych metod i chemikaliów
może być stosowane:
−
klasyczne, okresowe bielenie podchlorynowe składa się z następujących operacji:
warzenie, kwaszenie, bielenie, odchlorowanie. Po każdej operacji stosowane jest
płukanie.
Warzenie ma na celu usunięcie z tkaniny łusek nasiennych bawełny, barwnych
zanieczyszczeń, rozpuszczenie i usunięcie naturalnych wosków i tłuszczów. Operację
wykonuje się w ciśnieniowych kotłach warzelnych w temperaturze 125–135
°
C, w czasie
4–6 godzin, w roztworze wodorotlenku sodowego o stężeniu 19g/dm
3
.
Kwaszenie powoduje dalsze usunięcie zanieczyszczeń, szczególnie lignin i pektyn, które
pozostawione na włóknie sprawiałyby późniejsze jego żółknięcie. Do kwaszenia używa się
2% – ego roztworu kwasu solnego, w czasie około 20 min.
Bielenie właściwe wykorzystuje utleniające działanie podchlorynu sodowego
w środowisku zasadowym przy pH 9–11, w temperaturze otoczenia. Stężenie podchlorynu,
określane stężeniem czynnego chloru w litrze, wynosi 1–4 g/dm
3
. W celu otrzymania
odpowiedniego pH stosuje się dodatek węglanu sodowego Na
2
Co
3
.
Po bieleniu i praniu tkaninę poddaje się odchlorowaniu w celu usunięcia resztek
podchlorynu sodowego roztworem kwasu siarkowego lub solnego. Wydzielający się chlor
rozpuszcza się podczas płukania w wodzie. Do odwadniania tkanin stosuje się kalandry
wodne, a do suszenia suszarki bębnowe lub szerokościowe.
−
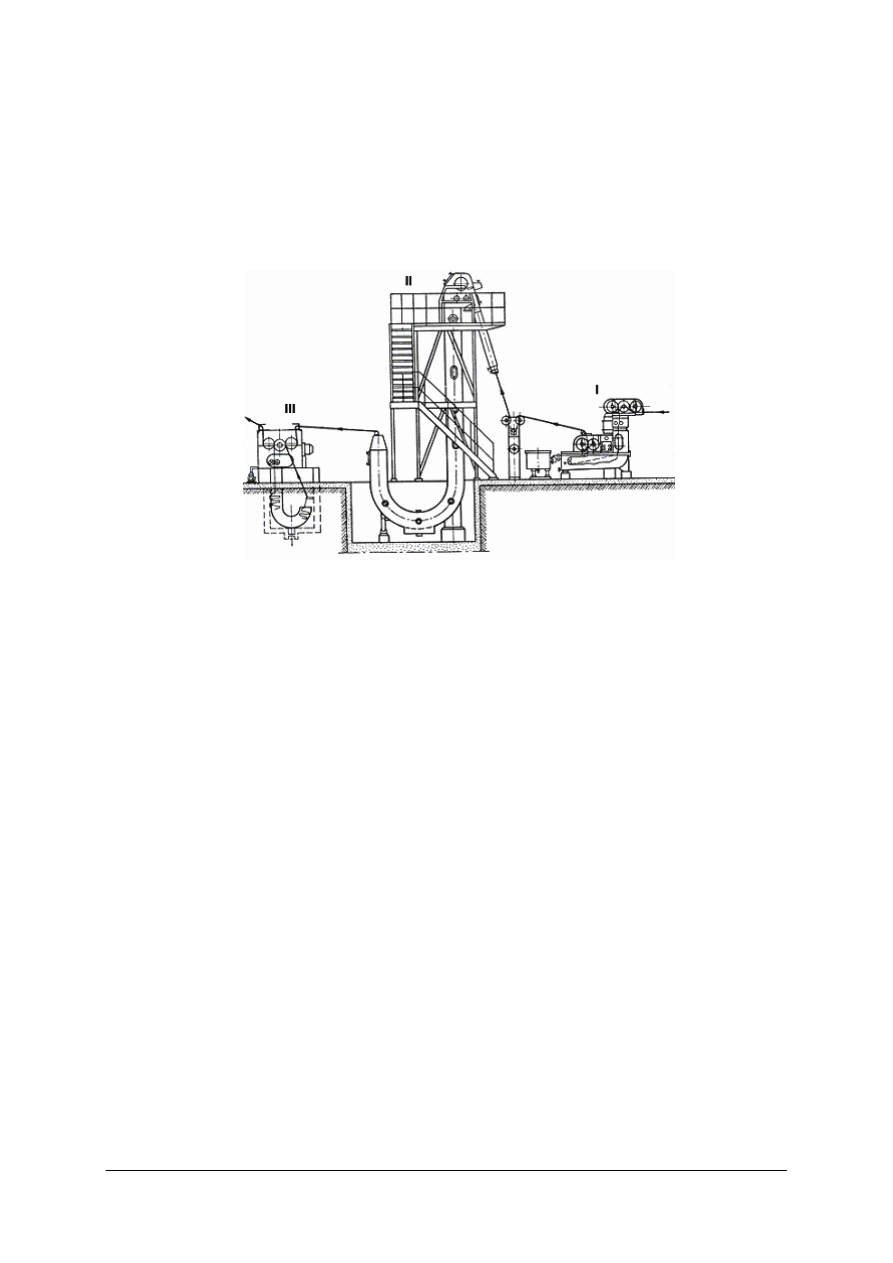
bielenie w pasmie sposobem ciągłym metodą kombinowaną podchlorynowo-nadtlenkową
w urządzeniu składającym się z czterech podstawowych członów (rys. 2):
I.
pralnica, napawarka pasmowa, zasobnik do obróbki na gorąco;
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
II. pralnica, napawarka pasmowa, zasobnik do obróbki na zimno;
III. pralnica, napawarka pasmowa, zasobnik do obróbki na zimno;
IV. pralnica, napawarka pasmowa, zasobnik do obróbki na gorąco, dwie pralnice
pasmowe do płukania końcowego po bieleniu.
W pierwszym członie następuje spieranie klejonki z tkaniny, napojenie roztworem ługu
sodowego z dodatkiem środków emulgująco-dyspergujących, a następnie obróbka
w zasobniku gorącym w ciągu ok. 2 godzin w temp. ok. 95
°
C.
Rys. 2. Schemat członu ciągłego bielnika pasmowego w systemie Du Point [6, s. 41]
I – napawarka pasmowa, II – zasobnik fajkowy, III – pralnica pasmowa
W drugim członie następuje wypłukiwanie tkaniny, napojenie roztworem kwasu solnego
lub siarkowego, a następnie odłożenie tkaniny na około 1 godzinę w zasobniku fajkowym
pracującym na zimno.
W trzecim członie agregatu, po wypłukaniu tkaniny z kwasu, następuje jej napojenie
roztworem podchlorynu sodowego w napawarce pasmowej, po czym podaje się ją obróbce na
zimno w zasobniku fajkowym. Po chlorowaniu tkanina jest ponownie płukana w pralnicy
czwartego członu, napawana roztworem wody utlenionej z dodatkiem szkła wodnego
i poddawana w zasobniku fajkowym obróbce na gorąco w ciągu 2 godzin. Po zakończeniu
bielenia tkaninę poddaje się spieraniu w dwóch pralnicach pasmowych, po czym układa się ją
w basenie, a następnie otwiera pasma na trzepaku, odwadnia i kieruje do suszarek.
Istnieją też inne sposoby bielenia:
−
bielenie tkanin w szerokości sposobem okresowym jest wykonywane na barwiarkach
zwrotnych, aparatach nawojowych, pralnicach rotacyjnych. Najczęściej używanym
środkiem bielącym jest woda utleniona.
−
bielenie tkanin w szerokości sposobem półciągłym polega na napawaniu na mokro
stężonym roztworem wody utlenionej, a następnie, po ogrzaniu tkaniny w komorze
podgrzewczej, nawija się na wały znajdujące się w komorze termicznej, do której jest
doprowadzona para nasycona. Tkanina poddawana jest powolnej rotacji w komorze
termicznej w czasie 4 godzin. Po bieleniu tkaninę kieruje się do prania i płukania
w szerokościowej pralnicy ciągłej.
−
bielenie tkanin w szerokości sposobem ciągłym polega na stosowaniu metody napawania
– parowania w odpowiednio do tego celu skonstruowanych urządzeniach. Komora
wygrzewcza pozwala na stałe wprowadzanie i odbieranie tkaniny z komory.
Najkorzystniejsze warunki przebiegu tkaniny istnieją w szerokościowym bieleniu
ciśnieniowym, stosowanym do bielenia nadtlenkowego. W bielniku obgotowanie alkaiczne
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
następuje przez parowanie tkaniny napojonej roztworem NaOH w czasie 1 minuty w temp.
120
°
C, po czym napawa się tkaninę roztworem wody utlenionej z dodatkiem stabilizatora
i ponownie paruje pod ciśnieniem.
Dla tkanin lnianych bielenie prowadzi się w łagodniejszych warunkach. Dla uzyskania
pełnej bieli stosuje się czterokrotne powtarzanie procesu. Całkowitemu bieleniu poddaje
się tylko tkaniny przeznaczone na pościel i bieliznę stołową, inne są tylko częściowo bielone.
W bieleniu tkanin z włókien sztucznych celulozowych dąży się do usunięcia żółtego
odcienia oraz preparacji zanieczyszczeń powstałych podczas przędzenia i tkania. Proces
bielenia wymaga znacznie łagodniejszych warunków obróbki chemicznej i mechanicznej niż
tkanin bawełnianych. Różnica w bieleniu tkanin z włókien sztucznych celulozowych
i bawełnianych polega na pominięciu alkalicznego warzenia pod ciśnieniem kąpieli NaOH
i zastąpieniem go praniem w roztworach zawierających sodę kalcynowaną. Zużycie środków
bielących też jest niższe niż w przypadku tkanin bawełnianych. W bieleniu tkanin
bawełnianych stosuje się bielenie kombinowane podchlorynowo-nadtlenkowe, natomiast
w bieleniu tkanin z włókien sztucznych celulozowych stosuje się wodę utlenioną lub
podchloryn sodowy. W procesach bielenia tkanin z włókien sztucznych nie można stosować
maszyn i urządzeń powodujących naprężenia mechaniczne ze względu na niską wytrzymałość
tych tkanin w stanie mokrym oraz ograniczenie ich kurczliwości podczas użytkowania. Pasma
tkanin z włókien sztucznych są otwierane na otwieraczach obrotowych niepowodujących
naprężeń. Również odwadnianie tkanin przeprowadza się przez wyżymanie przy
zastosowaniu regulowanego pneumatycznego docisku wałków o miękkiej wykładzinie.
Tkaniny wełniane bieli się rzadko. Ługi rozpuszczają wełnę, a chlor zamiast usuwać żółte
zabarwienia jeszcze bardziej je potęguje, dlatego wełnę bieli się słabo zakwaszonymi
roztworami H
2
O
2
(wody utlenionej), albo związkami redukcyjnymi: NaHSO
2
lub Na
2
S
2
O
4
lub
ZnS
2
O
4
.
Tkaniny z jedwabiu naturalnego bieli się środkami utleniającymi lub sposobem
dwustopniowym w pierwszej kolejności środek utleniający, a następnie redukcyjny.
Tkaniny z włókien syntetycznych są wystarczająco białe i na ogół nie ma potrzeby ich
bielić. Wystarczy podbielanie specjalnie wybranymi środkami optycznie rozjaśniającymi.
W wyjątkowych przypadkach, gdy chodzi o uzyskanie wysokiej bieli wyrobu, do bielenia
używa się najczęściej chlorynu sodowego.
Przy bieleniu tkanin z włókien mieszanych należy zwracać uwagę na składnik najbardziej
wrażliwy na obróbkę chemiczną i mechaniczną. W miarę wzrostu procentowego udziału
włókien sztucznych wodorotlenek sodowy jest zastępowany sodą kalcynowaną. Gotowanie
nie może odbywać się pod ciśnieniem, a temperatura nie powinna przekraczać 80
°
C. Tkanina
mieszankowa wymaga mniejszego zapotrzebowania środków bielących.
W bieleniu tkanin z mieszanek włókien poliestrowych i celulozowych stosuje się chloryn
sodowy, który pozwala wybielić składnik poliestrowy przy jednoczesnym wybieleniu
bawełny. Bielenie może być wykonywane w atmosferze pary jak również kąpieli.
Ocena stopnia bieli
Do oceny bieli wyrobów włókienniczych stosowane są metody oceny wzrokowej
i instrumentalnej.
Ocena wzrokowa polega na uszeregowaniu próbek w zależności od stopnia bieli, albo
na podaniu wartości liczbowych stopnia bieli, uzyskanych z porównania ocenianych próbek
z odpowiednimi wzorcami białej skali.
W ocenie instrumentalnej wykorzystuje się lenkometr do pomiaru stopnia bieli.
W aparacie tym wyznacza się stopień remisji próbki przy różnych długościach fali w zakresie
widma widzialnego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie środki bielące i pomocnicze są stosowane do bielenia?
2. Jakie obowiązują zasady przy doborze środków bielących?
3. Jakie znasz operacje przygotowawcze do bielenia?
4. Jak przebiega proces klasycznego bielenia tkanin bawełnianych w paśmie?
5. Na czym polega proces bielenia w paśmie sposobem ciągłym?
6. Jakie są maszyny ciągłego bielnika pasmowego?
7. Jak przebiega proces bielenia tkanin w szerokości?
8. Jakie urządzenia stosowane są do odwadniania i suszenia tkanin po bieleniu?
9. Jaka jest różnica w bieleniu tkanin z włókien sztucznych celulozowych
i bawełnianych?
10. Jak przebiega bielenie tkanin z włókien wełny i jedwabiu?
11. W jakich warunkach i jakimi środkami powinno przeprowadzać się bielenie tkanin
z włókien mieszanych?
4.1.3. Ćwiczenia
Ćwiczenie 1
Wykonaj bielenie tkaniny bawełnianej surowej podchlorynem sodowym. Wykaż wpływ
ph kąpieli bielącej na stopień bieli.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia zgodnie z przepisami
bezpieczeństwa i higieny pracy,
2) przygotować 4 próbki tkaniny do bielenia 15x15 cm,
3) przygotować kąpiel o stężeniu 19 g/dm
3
wodorotlenku sodowego,
4) obgotować 4 próbki w roztworze o krotności kąpieli 1:50,
5) wypłukać próbki w gorącej, ciepłej i zimnej wodzie (jedną próbkę pozostawić),
6) przygotować 1 dm
3
kąpieli podchlorynu o stężeniu 2 g Cl/dm
3
z dodatkiem 2 g/dm
3
środka zwilżającego; kąpiel rozlać do 3 zlewek o różnym ph: 2–3, 5–6, 9–11, kontrolując
jego wartość papierkiem wskaźnikowym (żądane wartości uzyskuje się dzięki dodawaniu
kwasu octowego),
7) przeprowadzić bielenie w temperaturze otoczenia w czasie 1 godziny,
8) wypłukać próbki w zimnej bieżącej wodzie, a następnie w wodzie z dodatkiem
2 cm
3
/dm
3
kwasu siarkowego i ponownie w bieżącej zimnej wodzie; następnie próbki
wysuszyć,
9) oznaczyć stopień bieli dla każdej próbki metodą wzrokową wg białej skali ocen,
10) zapisać spostrzeżenia i wyciągnąć wnioski.
Wyposażenie stanowiska pracy:
–
próbki tkaniny bawełnianej surowej,
–
wodorotlenek sodowy,
–
podchloryn sodowy,
–
kwas octowy,
–
kwas siarkowy
–
środek zwilżający,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
–
zlewki,
–
bagietki,
–
szczypce,
–
waga techniczna (analitycza),
–
palnik,
–
instrukcja,
–
arkusz do ćwiczenia,
–
poradnik dla ucznia,
–
literatura z rozdziału 6.
Ćwiczenie 2
Wykonaj bielenie tkaniny bawełnianej surowej sposobem nadtlenkowym. Wykaż wpływ
zasadowości kąpieli i dodatku stabilizatora na uzyskany stopień bieli.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia zgodnie z przepisami
bezpieczeństwa i higieny pracy,
2) przygotować 4 próbki tkaniny bawełnianej surowej (15x15),
3) przygotować kąpiel o składzie 6 g/dm
3
wodorotlenku sodowego i 4 g/dm
3
węglanu
sodowego,
4) obgotować próbki w czasie 15 minut w temperaturze wrzenia,
5) wypłukać próbki w ciepłej i zimnej wodzie, jedną pozostawić,
6) przygotować 3 kąpiele bielące o stężeniu 40 cm
3
/dm
3
H
2
O
2
30% dodając do jednej zlewki
z kąpielą 8 g/dm
3
NaOH, do drugiej 8 g/dm
3
NaOH oraz 10 g/dm
3
stabilizatora na
przykład Na
2
SiO
3
,
7) przeprowadzić bielenie 3 próbek o stałym module kąpieli 1:60 ogrzewając zlewki
na łaźni wodnej do temperatury 60
°
C w czasie 2 godzin,
8) wypłukać próbki w ciepłej i zimnej wodzie,
9) przeprowadzić neutralizację rozcieńczonym roztworem kwasu octowego (1 cm/dm
3
),
ponownie wypłukać i wysuszyć próbki,
10) oznaczyć stopień bieli poszczególnych próbek,
11) zapisać spostrzeżenia i wyciągnąć wnioski.
Wyposażenie stanowiska pracy:
–
próbki tkaniny bawełnianej surowej,
–
zlewki,
–
wodorotlenek sodowy,
–
węglan sodowy,
–
woda utleniona (30%),
–
stabilizator,
–
kwas octowy,
–
waga techniczna,
–
nożyce,
–
instrukcja,
–
arkusz do ćwiczenia,
–
poradnik dla ucznia,
–
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Ćwiczenie 3
Wykonaj bielenie tkaniny poliestrowej surowej środkiem optycznie rozjaśniającym
metodą okresową.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia zgodnie z przepisami
bezpieczeństwa i higieny pracy,
2) przygotować niebieloną próbkę tkaniny z włókien poliestrowych,
3) przygotować roztwór o składzie 1% rozjaśniacza optycznego, 4% kwasu mrówkowego,
moduł kąpieli 1:70,
4) przeprowadzić bielenie w temperaturze 100
°
C w czasie jednej godziny,
5) wypłukać próbki w ciepłej i zimnej wodzie,
6) dokonać oceny stopnia bieli,
7) zapisać spostrzeżenia i wyciągnąć wnioski.
Wyposażenie stanowiska pracy:
–
próbki tkaniny poliestrowej surowej,
–
kolba z uchwytem,
–
rozjaśniacz optyczny,
–
kwas mrówkowy,
–
waga techniczna,
–
arkusz do ćwiczenia,
–
poradnik dla ucznia,
–
literatura z rozdziału 6.
Ćwiczenie 4
Wykonaj bielenie tkaniny surowej poliamidowej metodą ciągłą.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia zgodnie z przepisami
bezpieczeństwa i higieny pracy,
2) przygotować próbkę tkaniny surowej z włókien poliamidowych,
3) przygotować roztwór rozjaśniacza optycznego o stężeniu 3 g/l,
4) przeprowadzić
bielenie
napawając
próbkę
tkaniny,
a
następnie
dogrzewać
w temperaturze 160
°
w czasie 1 minuty,
5) porównać próbkę tkaniny bielonej z tkaniną surową,
6) zapisać spostrzeżenia i wyciągnąć wnioski.
Wyposażenie stanowiska pracy:
–
próbki tkaniny surowej poliamidowej,
–
zlewki,
–
rozjaśniacz optyczny,
–
waga techniczna,
–
żelazko,
–
instrukcja,
–
arkusz do ćwiczenia,
–
poradnik dla ucznia,
–
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić cel bielenia tkanin?
2) zorganizować stanowisko pracy do bielenia?
3) określić
przebieg
bielenia
tkanin
bawełnianych
metodą
podchlorynową i nadtlenkową?
4) dobrać metodę bielenia do surowca tkaniny i przeprowadzić bielenie?
5) dobrać środki pomocnicze do bielenia?
6) wykazać wpływ środków pomocniczych i ph kąpieli na uzyskany
stopień bieli?
7) wybielić tkaninę środkiem optycznie rozjaśniającym?
8) dokonać oceny stopnia bieli wybielonych tkanin?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.2. Barwienie i drukowanie
4.2.1. Materiał nauczania
Barwienie
Barwienie tkanin to nadawanie barwy tkaninom. W zależności od surowca i struktury
tkaniny do barwienia stosuje się wodne roztwory lub zawiesiny barwników, którymi obrabia
się materiał włókienniczy w kąpieli lub nanosi kąpiel farbiarską na tkaninę przez napawanie
lub natryskiwanie. Jednym z podstawowych czynników przyspieszających dyfuzję
barwników w głąb włókien i skracających czas barwienia jest temperatura; dlatego większość
procesów przeprowadza się w wyższych temperaturach.
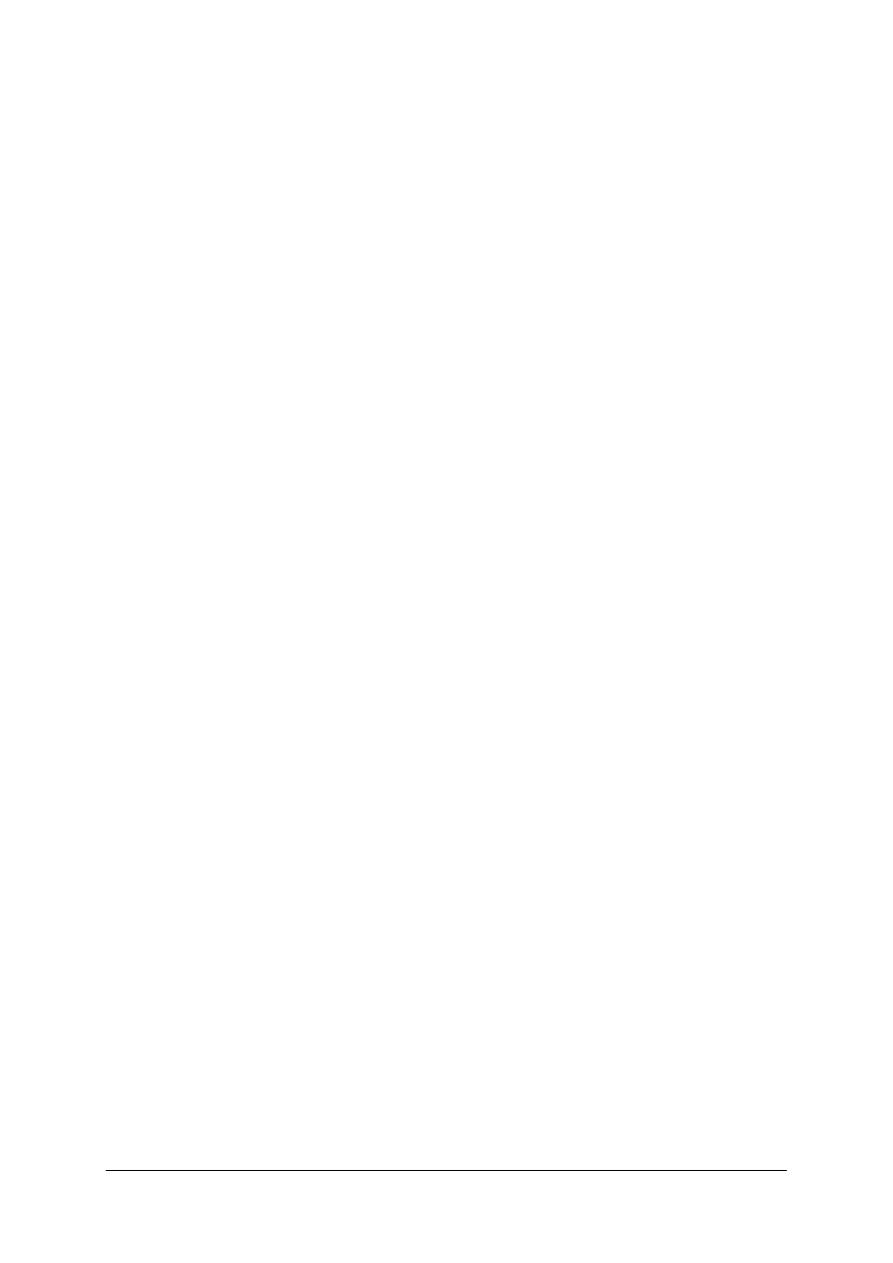
Do barwienia tkanin w paśmie metodą wyczerpywania barwnika z kąpieli są używane
barwiarki pasmowe (rys. 3), w których tkaniny przesuwają się dzięki ruchowi obrotowemu
kołowrotka. Barwiarki mogą być budowane w wersji do barwienia w temperaturze wrzenia
lub w wersji ciśnieniowej do barwienia wyrobów z włókien syntetycznych.
Rys. 3. Barwiarka pasmowa [8, s. 89]
Do szerokościowego barwienia tkanin metodą wyczerpywania barwnika z kąpieli
używane są barwiarki zwrotne (rys.4). Do tkanin z włókien syntetycznych powszechnie
stosowane są ciśnieniowe aparaty nawojowe.
Rys. 4. Barwiarka zwrotna [8, s. 89]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Metoda napawania kąpielą farbiarską jest powszechnie stosowana do barwienia
półciągłego tkanin w szerokości. W zależności od zastosowanych grup barwników oraz
przyjętych technologii, utrwalanie barwnika może odbywać się przez:
−
obróbkę w kąpieli,
−
parowanie parą nasyconą lub przegrzaną,
−
obróbkę termiczną gorącym powietrzem,
−
długotrwałe leżakowanie,
−
metodę pośrednią tworzenia barwników na włóknie.
Barwienie metodą napawania z utrwaleniem barwnika podczas obróbki w kąpieli może
być przeprowadzane w agregacie składającym się z napawarki i ciągłej pralnicy
szerokościowej. W przypadku urządzeń z napawarką i barwiarką zwrotną metoda nosi nazwę
Pad–Jig.
Barwienie tkanin metodą napawania i długotrwałego kondycjonowania w atmosferze
nasyconej pary wodnej sposobem półciągłym, tak zwanym Pad–Roll polega na napojeniu
tkanin kąpielą farbiarską, odżęciu nadmiaru kąpieli i następnym ogrzaniu tkaniny w komorze
podgrzewczej. Po ogrzaniu tkanina zostaje nawinięta na wał znajdujący się w ruchomej
komorze reakcyjnej wypełnionej nasyconą parą wodną i poddana kondycjonowaniu od 2 do 8
godzin. W tym czasie następuje dyfundowanie barwnika w głąb włókna i jego utrwalanie.
(rys. 5).
Rys. 5. Schemat metody Pad–Roll [6, s. 194]
I – napawanie kąpielą farbiarską, II – strefa podczerwieni, III – komory reakcyjne, IV – pralnica
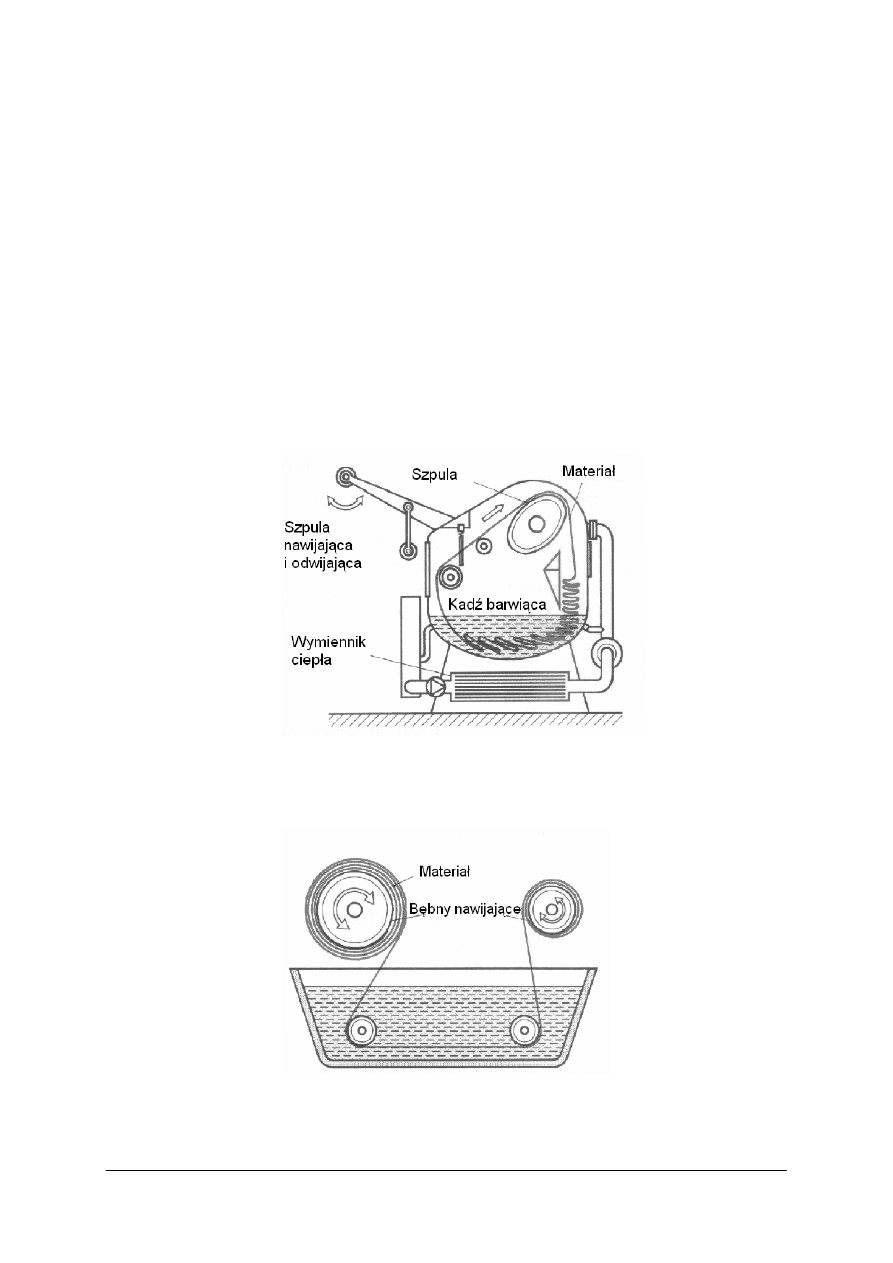
W metodzie ciągłej Pad–Steam stosuje się agregaty składające się z napawarki, suszarki
powietrznej typu hot–flue, napawarki, ciągłego parownika i pralnicy szerokościowej
sprzężonej z suszarką (rys. 6).
Rys. 6. Schemat metody Pad–Steam [6, s. 194]
I – napawanie kąpielą farbiarską, II – suszenie, III – napawanie chemikaliami, IV – parowanie, V – pranie
Barwienie metodą napawania z utrwaleniem barwnika gorącym powietrzem stosuje
się agregaty składające się z napawarki, pionowego podsuszacza promiennikowego, suszarki
typu Hot–flue oraz stabilizatora do obróbki termicznej powietrzem o temperaturze 200
°
C.
Metoda termicznego utrwalania barwników znana jest pod nazwą Thermosol. Naniesiony na
włókno barwnik dyfunduje na skutek wysokiej temperatury w głąb włókien. Metoda
Thermosol ma zastosowanie do barwienia tkanin z udziałem włókien syntetycznych.
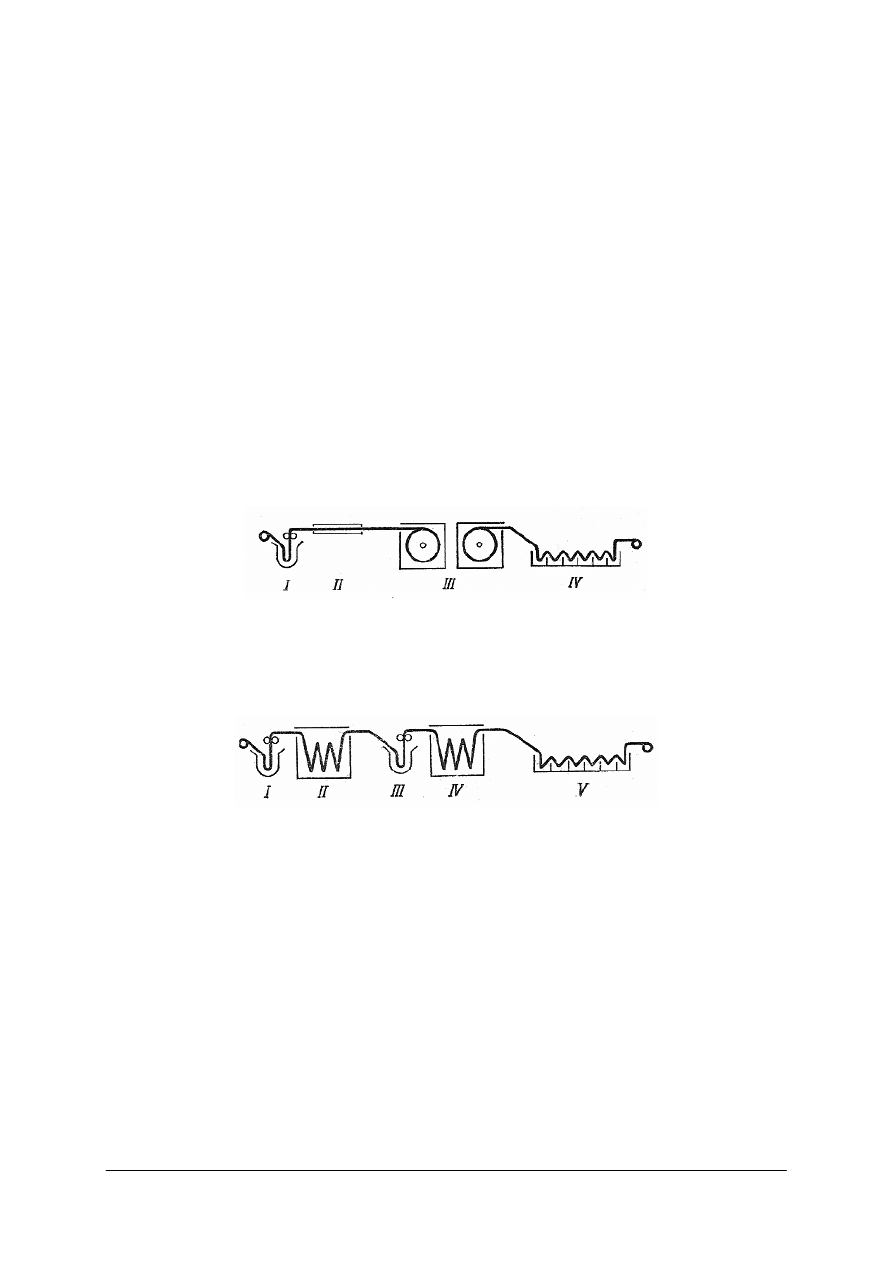
Barwienie metodą napawania i utrwalania barwnika przez leżakowanie nosi nazwę
metody zimnonawojowej (rys. 7).
Polega na napojeniu tkaniny kąpielą farbiarską odżęciu nadmiaru kąpieli i nawinięciu
tkaniny na wał. Nawiniętą na wał tkaninę zabezpiecza się przed wysychaniem folią z tworzyw
sztucznych. Podczas leżakowania nawoje są od czasu do czasu obracane, następuje dyfuzja
i wiązanie barwnika z włóknem. Nawoje są od czasu do czasu obracane.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Rys. 7. Schemat metody zimnonawojowej [6, s. 196]
1– koryto napawarki, 2 – wałki wyżymające, 3 – wałek do nawijania, 4 – nawoje tkaniny w leżakowaniu
Barwniki stosowane do włókien:
1) anionowe – rozpuszczalne w wodzie:
a) bezpośrednie – barwiące włókna celulozowe, poliamidowe i wełniane,
b) kwasowe – do włókien białkowych i poliamidowych,
c) metalokompleksowe – do włókien proteinowych i poliamidowych,
d) reaktywne – barwiące włókna celulozowe i poliamidowe,
2) kationowe – rozpuszczalne w wodzie; barwiące włókna poliakrylonitrylowe,
3) nierozpuszczalne w wodzie:
a) kadziowe – do włókien celulozowych,
b) siarkowe – do włókien celulozowych,
c) zawiesinowe – włókna syntetyczne,
d) barwniki tworzone na włóknie (naftoelanowe, azowe, oksydacyjne),
e) reaktywne zawiesinowe,
f) pigmenty organiczne i nieorganiczne.
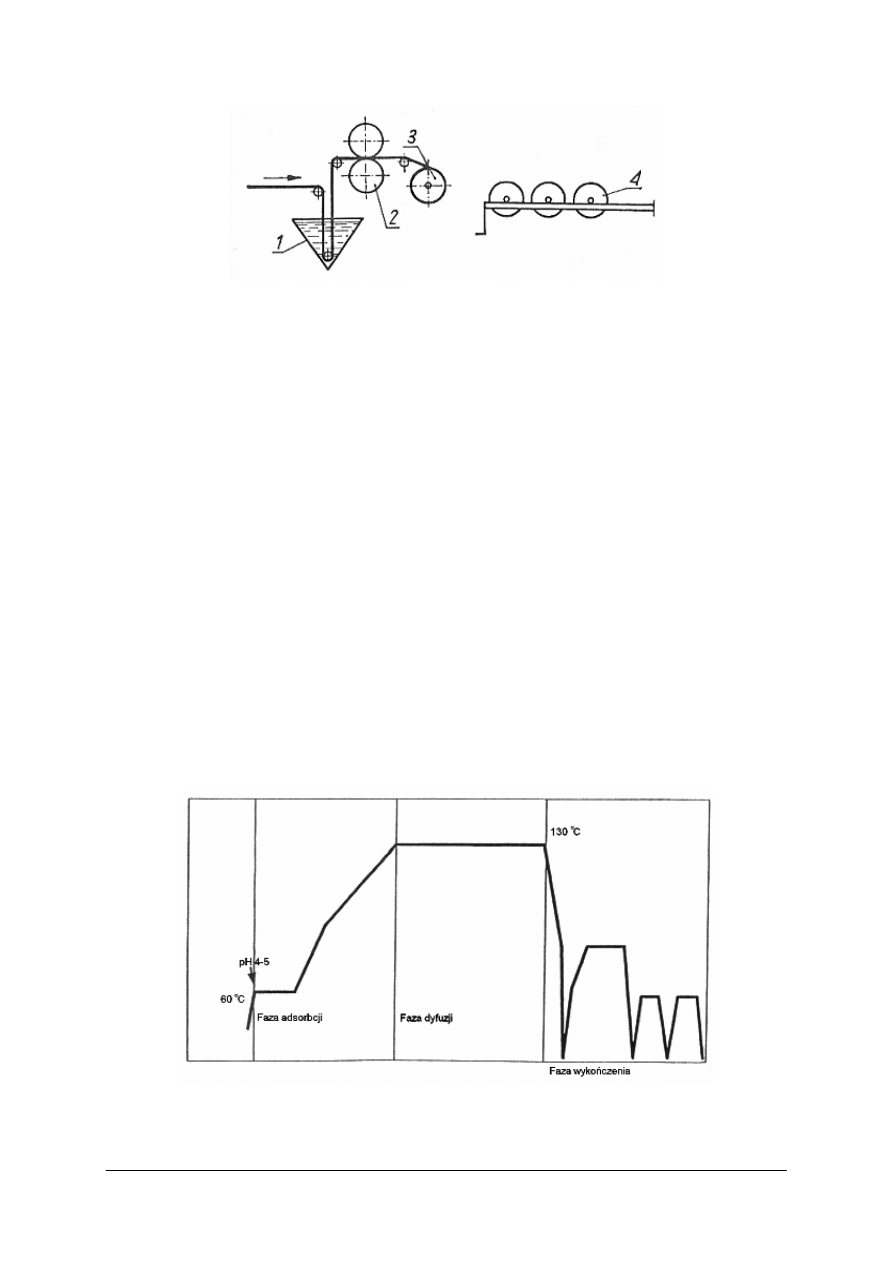
Wyciągowe barwienie tkanin poliestrowych (rys.8) przebiega w trzech fazach:
1. Adsorpcja, na którą wpływa optymalna wymiana kąpieli wokół tkaniny i właściwa
szybkość podgrzewania kąpieli decydujące o procesie egalizacji.
2. Dyfuzja, użyte barwniki muszą mieć duży i podobny współczynnik dyfuzji zapewniający
dobrą migrację, dzięki stabilnemu i dużemu zdyspergowaniu.
3. Wykończenie redukcyjno-oczyszczające i pranie.
Rys. 8. Wyciągowe barwienie tkanin poliestrowych [7, s. 21]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Barwniki zawiesinowe do włókien poliamidowych zaliczane są do barwników
nierozpuszczalnych w wodzie. Stosowane są do barwienia w postaci zawiesin. Tkaniny barwi
się w kąpieli wodnej zawierającej oprócz barwnika dyspergator, zapewniający stabilność
zawiesiny wodnej barwnika. Najlepsze efekty równomierności wybarwienia uzyskuje się
barwiąc w temperaturze wrzenia (rys. 9).
Przykładowe schematy barwienia.
Rys. 9. Schemat barwienia włókien poliamidowych barwnikami zawiesinowymi [1, s.71]
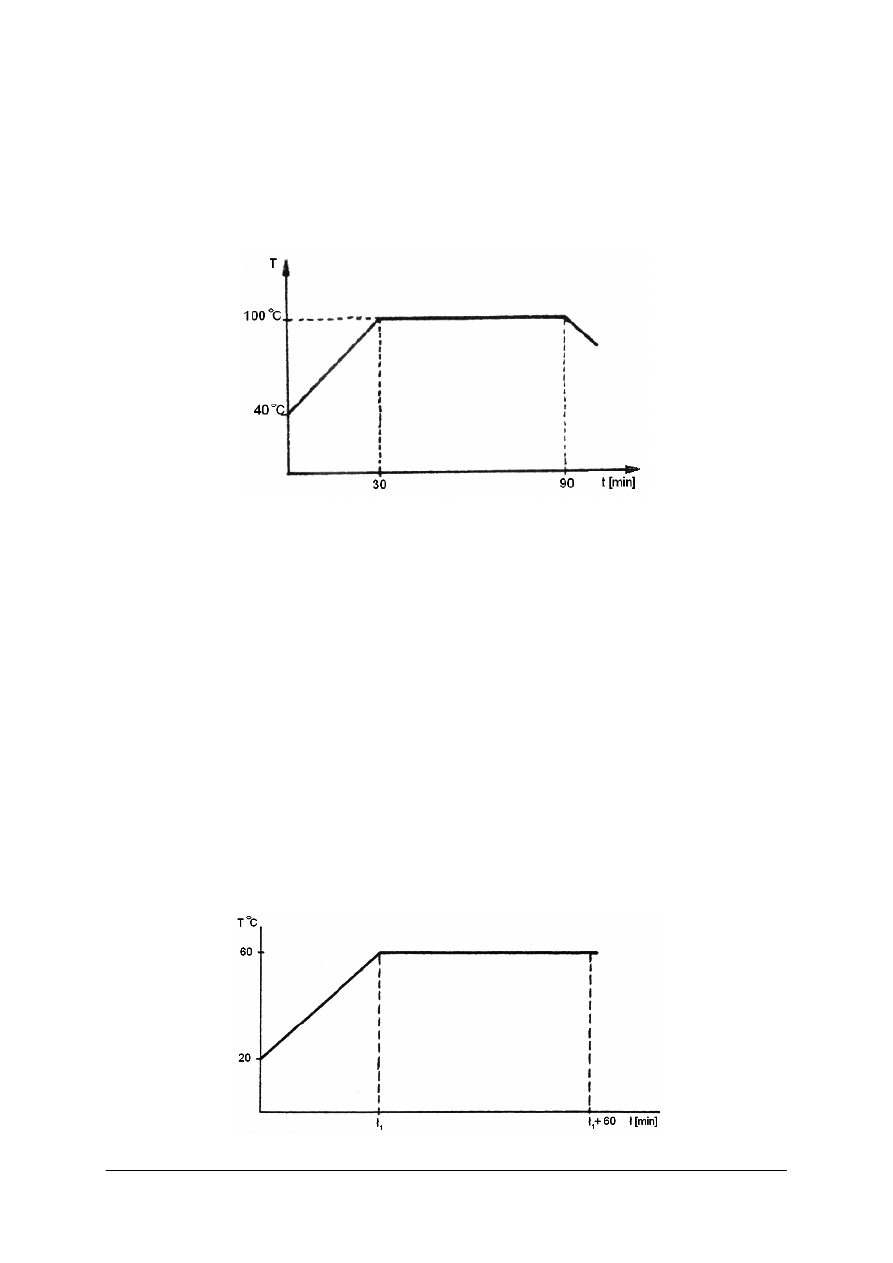
Na efektywność procesu barwienia tkanin z włókien celulozowych barwnikami
bezpośrednimi mają wpływ:
−
pH kąpieli barwiącej – kąpiel słabo zasadowa przy pH 9–10; obecność w kąpieli środków
zasadowych wpływa na ułatwienie rozpuszczalności barwnika, obniża twardość wody
technologicznej,
−
temperatura kąpieli dla barwników bezpośrednich waha się w przedziale 60–90
°
C
(rys. 10),
−
czas barwienia w optymalnej temperaturze barwienia wynosi 45–60 minut, w niektórych
przypadkach przedłuża się o dalsze 15 minut (rys. 10),
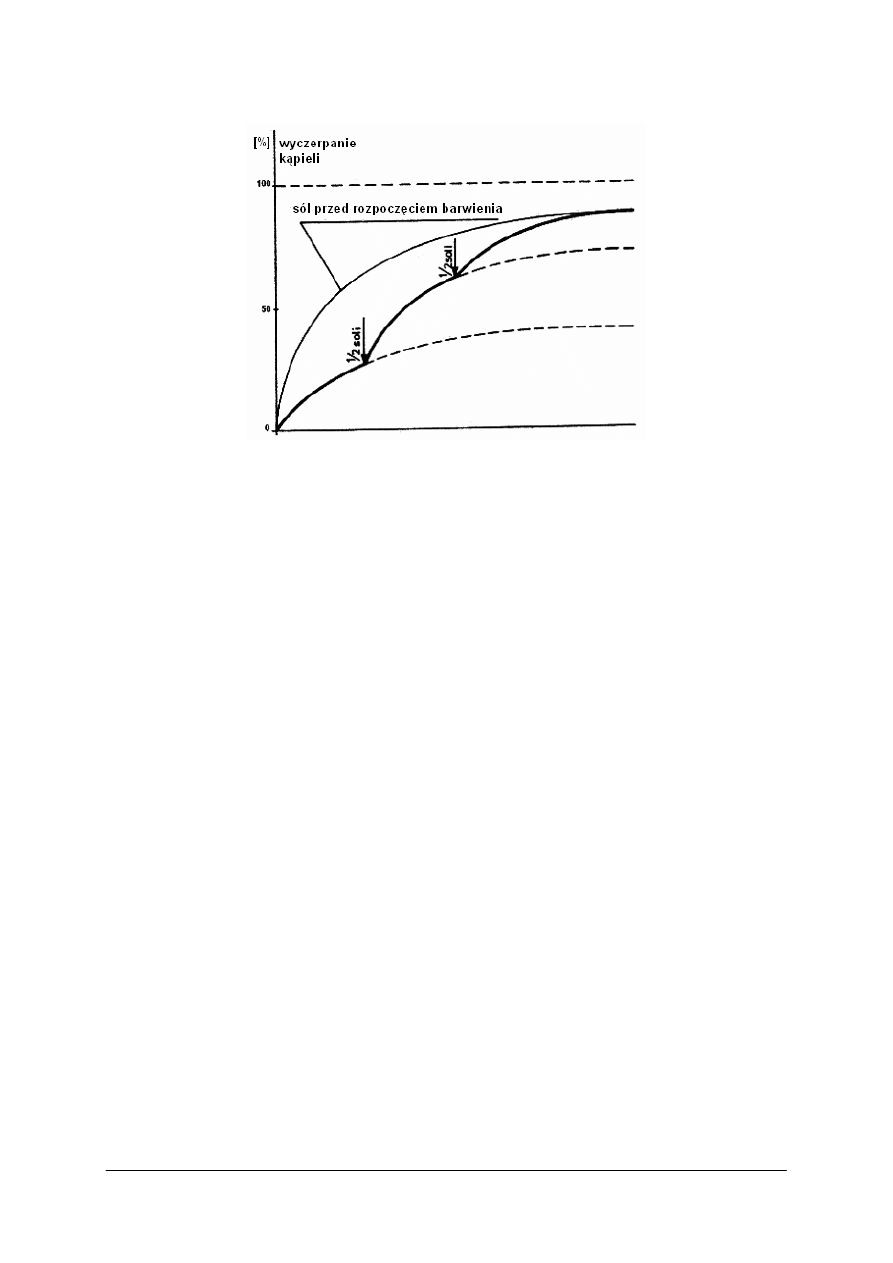
−
stężenie początkowe barwnika – wraz ze wzrostem stężenia barwnika w kąpieli,
bezwzględna ilość barwnika rośnie, ale przyrost nie jest zbyt znaczący; im większa
krotność kąpieli, tym mnij intensywne wybarwienie,
−
stężenie elektrolitu – dodatek elektrolitu, najczęściej siarczanu sodowego powoduje
efektywniejsze wykorzystanie barwnika (rys. 11); ilość barwnika adsorbowanego przez
włókno w stanie równowagi procesu barwienia w obecności większej ilości elektrolitu
jest większa,
−
środki pomocnicze korzystnie wpływają na przebieg procesu barwienia (obecność
środków zwilżających na przykład mydła syntetycznego).
Rys. 10. Schemat barwienia włókien celulozowych barwnikami bezpośrednimi [1, s. 32]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Rys. 11. Schemat działania elektrolitu [1, s. 29]
Drukowanie
Drukowanie – to przenoszenie barwnych wzorów na tkaninę za pomocą odpowiednich
elementów umożliwiających umiejscowienie barwy w granicach wzoru.
Proces technologiczny drukowania składa się z przygotowania farb drukarskich,
drukowania, utrwalenie barwnika na tkaninie, czynności końcowych.
Charakterystyczną cechą drukarstwa jest nanoszenie wzoru w sposób powtarzalny
określony wielkością wzoru, tzw. raportem. Wielkość aportu zależy głównie od możliwości
technicznej stosowanej techniki druku.
Barwniki stosowane do farb drukarskich są to barwniki używane w procesie barwienia
(naftoelanowe, kadziowe, reaktywne, bezpośrednie). Fundamentalnym składnikiem farb
drukarskich jest zagęszczenie, którego zadaniem jest utrzymanie drukowanej farby na
tkaninie w ramach określonych konturami wzorów. Zagęszczenia są wodnymi roztworami
zagęstników stałych lub emulsjami charakteryzującymi się określoną lepkością. Poza tym
w skład farb drukarskich wchodzą środki pomocnicze: wyrównujące, zwilżające,
przyspieszające proces barwienia, wiążące barwnik z włóknem, utleniające i redukujące
(w farbach wywabowych i ochronnych), wodorotlenek sodowy, itd. Do najważniejszych
własności farb drukarskich należą stabilność, tj. niezmienność własności, konsystencji
i składu; zdolność penetracji do wnętrza tkaniny, zdolność utrzymywania konturów; dobra
egalizacja i dobra spieralność po utrwaleniu i wysuszeniu.
O jakości wydruku decyduje dobra receptura drukarska, tj. zestawienie ilościowe
wszystkich składników farby drukarskiej niezbędnych do uzyskania określonego efektu
kolorystycznego przy danej technologii drukowania.
Znanych jest wiele technik drukarskich:
−
druk filmowy,
−
druk wałowy,
−
druk natryskowy,
−
druk transferowy,
−
druk fotograficzny,
−
druk wywabowy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
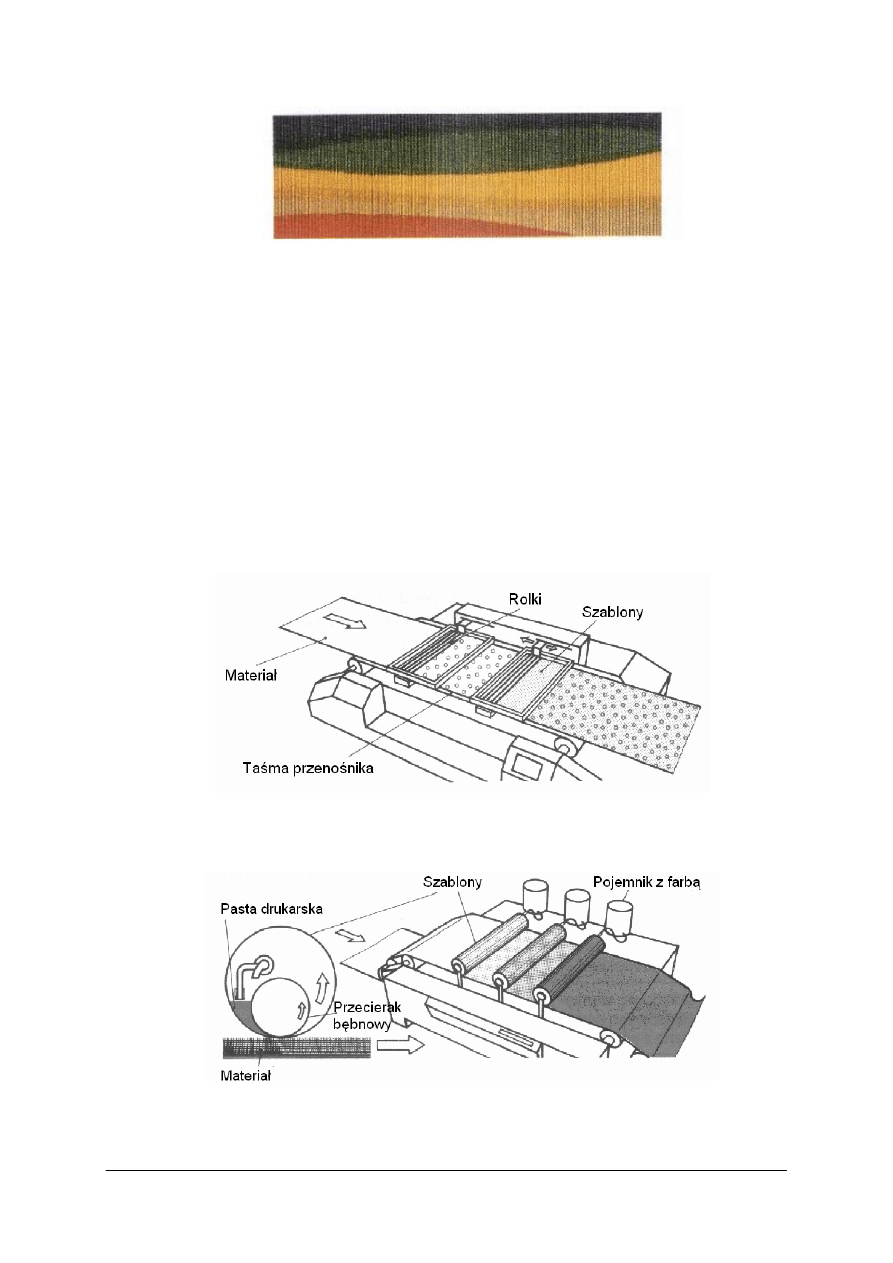
Rys. 12. Druk filmowy [8, s. 91]
Technika druku filmowego (rys.12) polega na przeniesieniu wzoru na tkaninę za pomocą
szablonu, tj. siatki miejscami zamalowanej substancją nieprzepuszczającą farby. Farbę
drukarską przeciska się przecierakiem przez niezamalowane miejsca, otrzymując w ten
sposób odbicie wzoru.
Szablony, tj. ramy metalowe z napiętą gęstą siatką maluje się lakierem w celu
zabezpieczenia przed wpływem wilgoci i chemikaliów.
W przypadku wzorów o dużych płaszczyznach nakładanie wzoru odbywa się przez:
−
dwukrotne pokrycie szablonu lakierem i dokładne suszenie,
−
pokrycie lakierowanych szablonów emulsją światłoczułą,
−
naświetlanie wzoru (utrwalanie),
−
wymywanie szablonu nieutwardzonej emulsji wodą, a lakieru rozpuszczalnikiem.
W zależności od stopnia zmechanizowania procesu druk filmowy może być ręczny,
mechaniczny lub zautomatyzowany, a pod względem kształtu szablonu rozróżnia się druk
płaski (rys. 13) i rotacyjny (rys. 14).
Rys. 13. Zasada druku filmowego płaskiego [8, s. 91]
Rys. 14. Zasada druku filmowego rotacyjnego [8, s. 91]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Ze względu na duże możliwości kolorystyczne i wzornicze oraz uzyskiwanie żywych,
plastycznych wydruków druk filmowy jest stale udoskonalany.
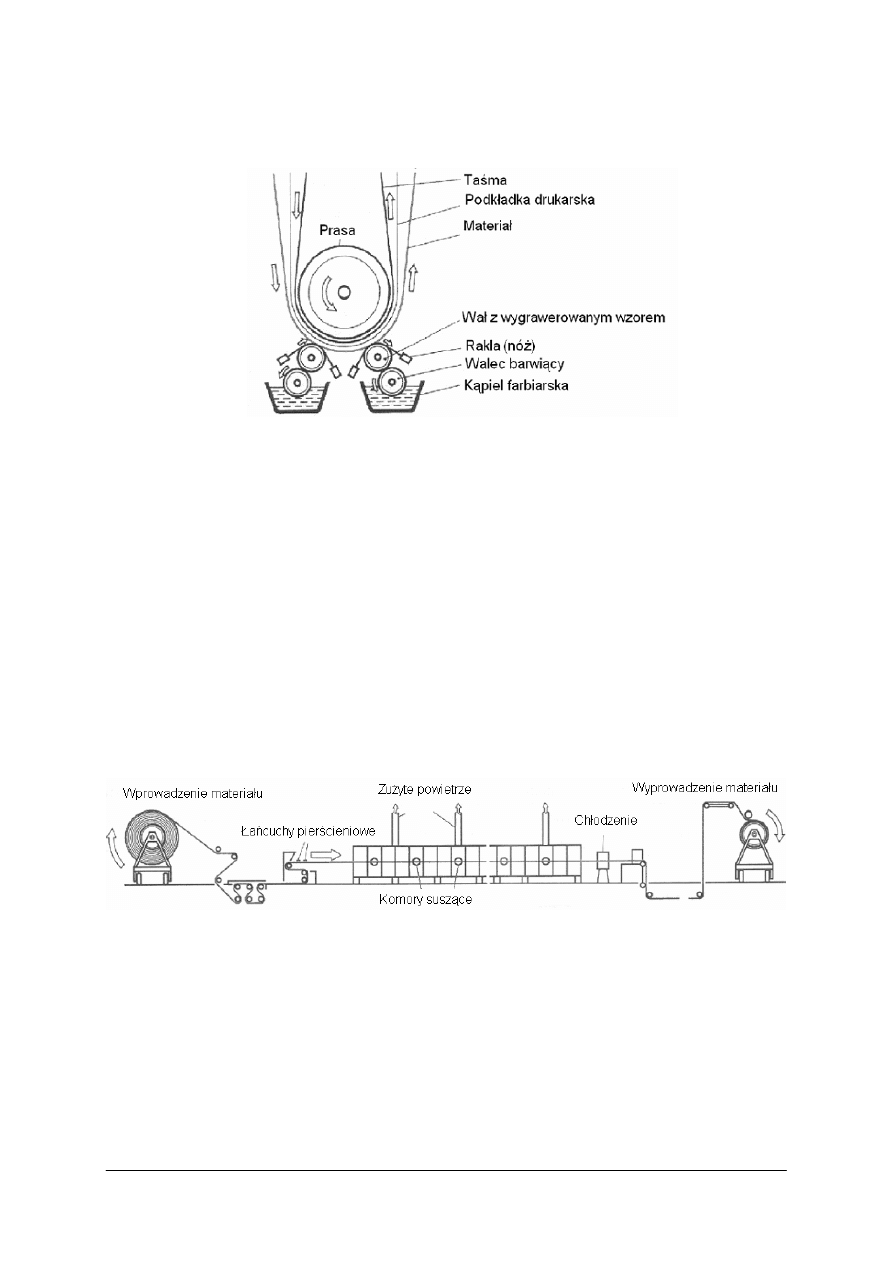
Rys. 15. Zasada druku walcowego [8]
Druk wałowy (walcowy) polega na nanoszeniu farby drukarskiej na tkaniny za pomocą
wałów (rys.15), na których znajduje się wklęsły rysunek wzoru. W najczęściej spotykanych
drukarkach wały drukarskie są usytuowane dookoła dużego bębna tzw. cylindra drukarskiego,
osadzonego w łożyskach na ramie nośnej. Spełnia on rolę podłożą, na którym drukowany jest
wyrób. W czasie drukowania cylinder obracany jest przez dociśnięte do niego wały
drukarskie napędzane mechanicznie lub hydropneumatycznie. Wałki drukarskie są połączone
ze sobą systemem kół zębatych, tzw. raportowych. W celu uzyskania odpowiedniej
elastyczności podłoża cylinder owija się powijakiem oraz opasuje suknem drukarskim. Na
suknie prowadzona jest drukowana tkanina. Dla wchłaniania nadmiaru farby i ochrony sukna
tkaninę od sukna oddziela się podkładką drukarską.
Nadmiar farby z powierzchni wałów zbiera się za pomocą noży zbierających. W wyniku
przetoczenia wału drukarskiego po drukowanej tkaninie farba zostaje przeniesiona na tkaninę.
Każdy z wałów (może ich być od 1 do 12) nanosi na wyrób jeden kolor farby drukarskiej.
Wydrukowana tkanina jest kierowana do suszarki drukarskiej (rys.16).
Rys. 16. Suszarka ramowa [8, s. 93]
Przygotowanie maszyny drukarskiej do pracy:
a) nawijanie powijaka,
b) założenie sukna drukarskiego,
c) założenie podkładki drukarskiej,
d) zakładanie wałków drukarskich,
e) założenie noża drukarskiego,
f) założenie koryt na farby oraz szczotek.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Przed uruchomieniem maszyny należy naoliwić wszystkie ruchome części, a następnie
skontrolować:
a) prawidłowość ułożenie powijaka oraz sukna i podkładki drukarskiej
b) sprawność suszarki
c) dostarczenie farb oraz napełnienie nimi koryt
d) założenie tkaniny na maszynę
Druk natryskowy otrzymywany jest przez natryskiwanie tkaniny rozpyloną farbą
drukarską przez szablony z blachy z wyciętymi elementami wzoru. Technika ta umożliwia
uzyskiwanie efektów wielobarwnych i charakterystycznego cieniowania.
Druk transferowy polega na przenoszeniu wzorów, uprzednio wydrukowanych na
specjalnym papierze na tkaninę pod wpływem temperatury. Jedną z odmian druku
transferowego jest druk sublimacyjny, najczęściej stosowany do tkanin z włókien
poliestrowych, poliamidowych oraz z surowców mieszanych. Barwniki niejonowe znajdujące
się w warstwie farb drukarskich na papierze, pod działaniem temperatury od 190–210
°
C
sublimują i w formie gazowej dyfundują do rozgrzanego włókna przylegającej tkaniny,
przenosząc dokładnie wzór druku. Zaletą tej metody jest brak obróbki wykończeniowej
w formie utrwalania, prania czy suszenia wyrobu.
Druk wywabowy otrzymywany jest za pomocą pasty wywabiającej (odbarwiającej) na
uprzednio barwionej tkaninie. Uzyskanie wywabów drukarskich jest możliwe na tkaninie
barwionej barwnikami bezpośrednimi, azowymi tworzonymi na włóknie lub reaktywnymi.
Środki edukujące zawarte w paście niszczą w zadrukowanych miejscach barwnik tła
powodując jego rozkład na substancje bezbarwne. W ten sposób na barwnym tle powstaje
biały wzór. Jeżeli do pasty wywabowej doda się barwnika odpornego na środki redukujące
zawarte w tej paście otrzyma się druk wywabowy kolorowy. Wszystkie przemiany chemiczne
druku wywabowego wymagają drastycznych warunków temperaturowych i następują
w procesie parowania tkaniny w parze wodnej o temperaturze w granicach 105
°
C w czasie
8 minut.
W ostatnich latach nastąpił szybki rozwój w drukarstwie włókienniczym, zarówno
w zakresie konwencjonalnych technik druku z zastosowaniem nośników, jak też druku
beznośnikowego – sterowanego numerycznie druku natryskowego dyszowego. Zmieniły się
bardzo istotnie konstrukcje stosowanych maszyn i urządzeń, czujników, mierników,
przetworników, przy czym szczególne znaczenie ma już wysoki stopień wspomaganej
komputerowo automatyzacji i sterowania procesowego. W odniesieniu do drukarek, poza
doskonaleniem automatyzacji w obrębie jednej maszyny drukarskiej, czy jej powiązań na
przykład z – również sterowaną automatycznie – kuchnią farb, coraz większego znaczenia
nabierają programy obejmujące zarówno pracę maszyn czy zespołów, wraz z ich
synchronizacją, ale również sterowanie całą sferą przyjmowania i realizacji zamówień.
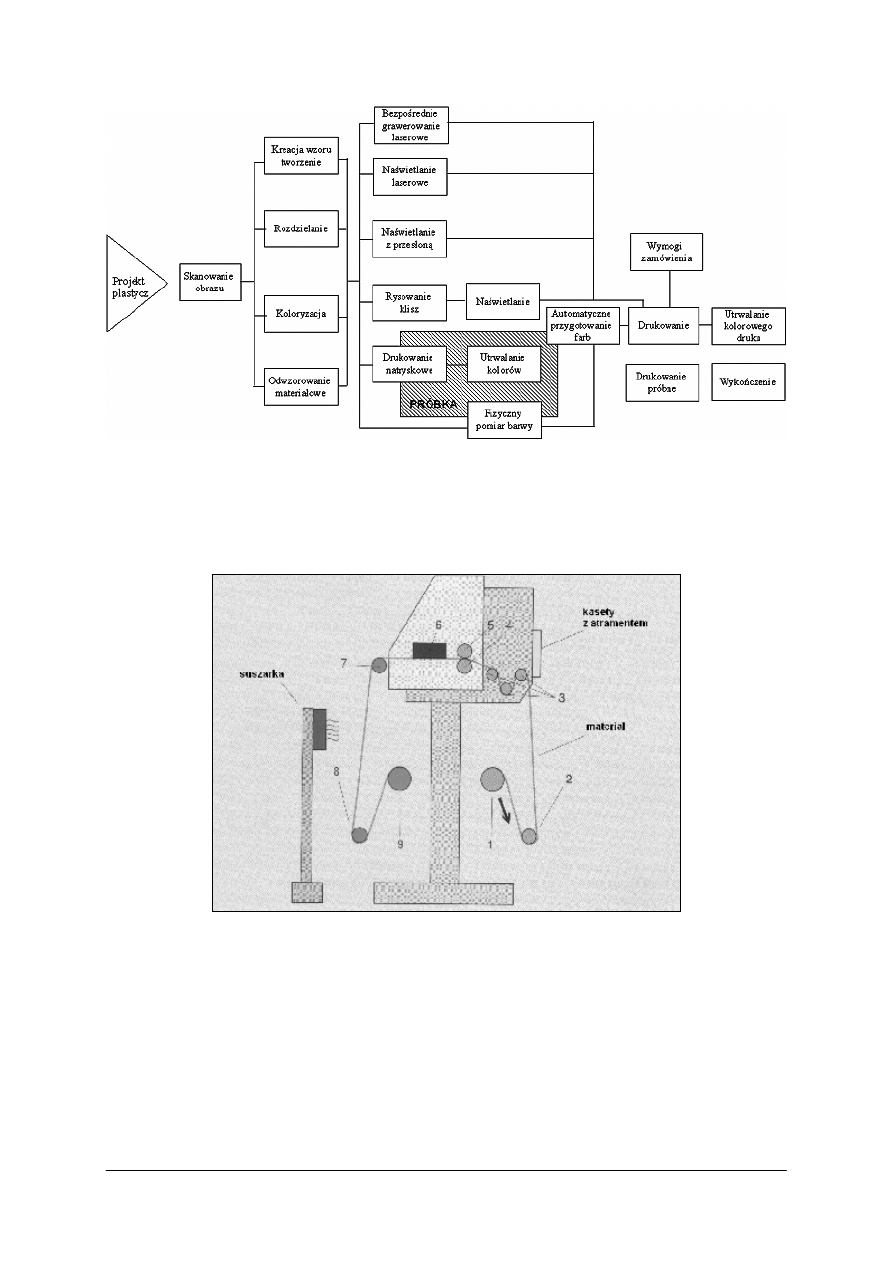
Przykładem może być projekt wykonawczy druku („Match to Print”) (rys. 17).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys. 17. Schemat funkcjonalny „Match to Print” obejmujący projekt wykonawczy druku [7]
W technologii druku beznośnikowego wydruk powstaje bezpośrednio z pliku tworzonego
w komputerze w jednym z popularnych i ogólnie dostępnych programów graficznych. Zasadę
pracy ploterów do druku cyfrowego na tkaninach pokazano na rysunku 18.
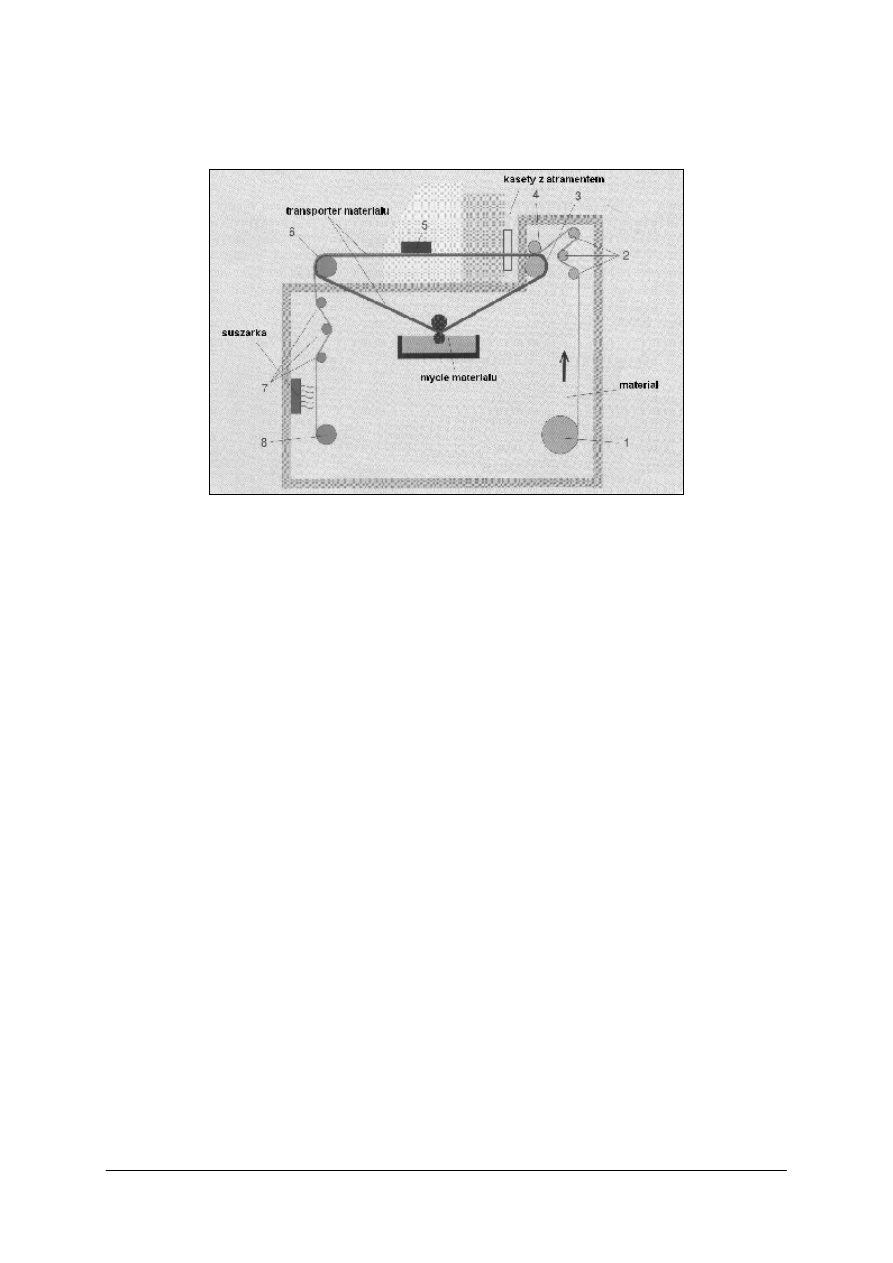
Rys. 18. Drukarka ink–jet do druku bezpośredniego na tekstyliach w roli [11, s.35]
1 – rozwijarka, 2 – wałek prostujący, 3 – wałki naprężające, 4 – wałek napedowy, 5 – rolki gumowe, 6 – karetka,
7 – wałek napreżający, 8 – wałek napreżający, 9 – zwijarka.
Materiał włókienniczy odwijany jest za pomocą rozwijarki (1), a następnie przez
wałek prostujący (2) oraz wałki naprężające (3) prowadzony jest w obszar druku. Ruch
materiału jest wymuszany dociskiem do wałka napędowego (4) przy pomocy elastycznych
rolek gumowych (5). Elementem poruszającym się w poprzek materiału jest tzw. karetka (6),
w której zainstalowane są głowice drukujące. Wałek (7) obraca się zapewniając naprężenie
materiału w strefie druku. Następnie materiał jest naprężany za pomocą wałka (8) i zwijany
przy pomocy zwijarki (9). W przypadku tkanin z surowców naturalnych lub podczas
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
szybkiego trybu drukowania zachodzi konieczność suszenia przy pomocy suszarki ustawionej
przy drukarce.
Rys. 19. Drukarka ink–jet do druku bezpośredniego na tekstyliach o różnej strukturze w roli [11, s. 35]
1 – rozwijarka, 2 – wałki naprężające, 3 – wałek napędowy, 4 – elastyczne rolki gumowe, 5 – karetka
z głowicami drukującymi, 6 – wałek, 7 – wałki naprężające, 8 – zwijacz
Tkanina charakteryzująca się dużą elastycznością wymaga zastosowania specjalnego
transportera materiału (rys. 19). Drukowana tkanina jest przyklejana do transportera w celu
stabilnego prowadzenia. Po zadrukowaniu tkanina jest odrywana, suszona i nawijana na rolkę,
natomiast transporter jest myty i suszony.
Barwnik naniesiony podczas barwienia lub drukowania musi być utrwalony, tzn. na stałe
związany z włóknem. W zależności od rodzaju użytego barwnika, surowca stosuje się różne
metody utrwalania. Dla barwników bezpośrednio stosowanych do tkanin celulozowych
najczęściej stosowane jest utrwalanie kationoczynne. Istota jego polega na utworzeniu
wiązania elektrowalencyjnego pomiędzy anionem barwnika a kationem utrwalacza.
Najczęstszą metodą utrwalania jest parowanie, dogrzewanie luźno zwisające. Tkaniny
podgrzewają się i poddają działaniu skondensowanej pary wodnej. Tkaniny z włókien
poliestrowych i ich mieszanki utrwala się w temperaturze 180–220
°
C, przy czym tkanina jest
rozpięta na odpowiednich ramach.
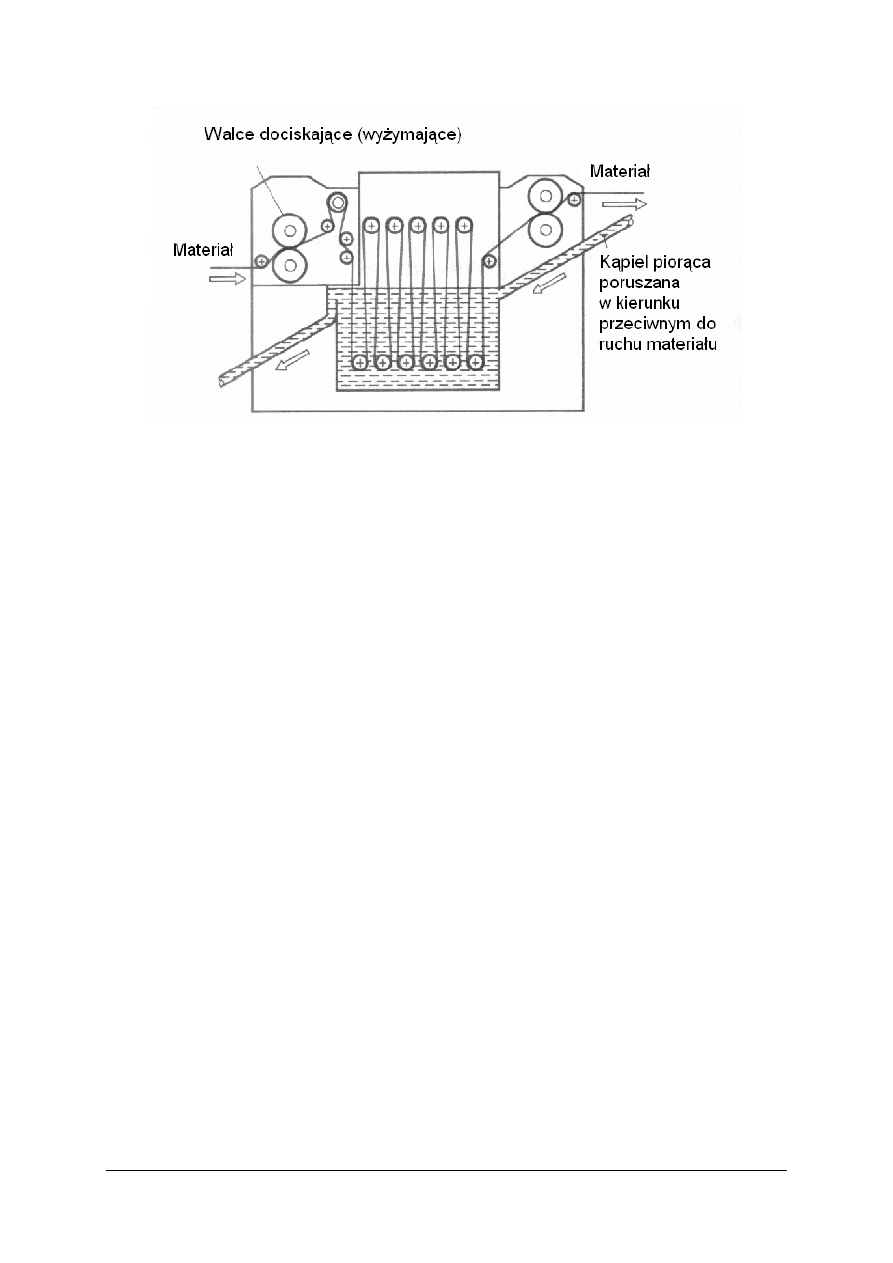
Pranie – po utrwaleniu tkaniny poddaje się ją płukaniu i praniu w celu usunięcia
nieutrwalonych resztek farby i środków pomocniczych. Pranie przeprowadza się w pralnicach
pasmowych lub szerokościowych (rys. 20).
Po praniu i przed kolejną obróbką termiczną z tkaniny należy usunąć nadmiar wody przez
odwirowanie, odsysanie lub odciskanie. Następnie tkaniny suszy się w suszarkach ramowych
lub dyszowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Rys. 20. Pralnica szerokościowa [8]
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie barwniki stosowane są do barwienia i drukowania?
2. Jakie czynniki wpływają na efektywność barwienia i drukowania?
3. Jakie środki pomocnicze stosowane są do barwienia i drukowania?
4. Jakie obowiązują zasady przy doborze środków barwiących?
5. W jakich urządzeniach i jakimi metodami mogą być wykonywane barwienia tkanin?
6. Jakimi technikami drukarskimi nanosi się barwne wzory na tkaninę?
7. Za pomocą jakich urządzeń może być nanoszony wzór na tkaninę?
8. Na czym polega utrwalanie barwnika na tkaninie?
9. Jakie są nowoczesne urządzenia drukujące?
4.2.3. Ćwiczenia
Ćwiczenie 1
Wykonaj barwienie tkaniny bawełnianej barwnikiem bezpośrednim.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia zgodnie z przepisami
bezpieczeństwa i higieny pracy,
2) przygotować 2 próbki tkaniny bawełnianej o masie koło 5 g każda,
3) przygotować kąpiel barwiącą o składzie: barwnik bezpośredni o stężeniu początkowym
0,5% dla jednej próbki i 2% dla drugiej, mydło syntetyczne 0,5%, węglan sodowy
1 g/dm
3
; moduł kąpieli 1:40,
4) wykonać barwienie próbek w aparacie barwiarskim Linitest w temperaturze 60
°
C przez
60 minut,
5) wypłukać próbki w ciepłej i zimnej wodzie, wysuszyć,
6) dokonać wizualnej oceny intensywności wybarwień obu próbek,
7) zapisać spostrzeżenia i wyciągnąć wnioski.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Wyposażenie stanowiska pracy:
–
próbki tkaniny bawełnianej,
–
aparat barwiarski,
–
barwnik bezpośredni,
–
węglan sodowy,
–
mydło syntetyczne,
–
waga techniczna,
–
zlewki,
–
nożyce,
–
szczypce,
–
arkusz do ćwiczenia,
–
poradnik dla ucznia,
–
literatura z rozdziału 6.
Ćwiczenie 2
Wykonaj barwienie tkaniny z włókien poliamidowych barwnikami zawiesinowymi.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia zgodnie z przepisami
bezpieczeństwa i higieny pracy,
2) przygotować próbkę tkaniny z włókien poliamidowych o masie koło 2 g każda,
3) sporządzić zawiesinę barwnika przez zapastowanie barwnika niewielką ilością
dyspergatora NNO (0,5–2 g/l) i zalanie pasty wodą o temperaturze 50
°
C,
4) sporządzić kąpiel barwiącą, moduł 1:100,
5) wybarwić zwilżoną w ciepłej wodzie próbkę w temperaturze wrzenia przez 1 godzinę,
6) wypłukać próbki w ciepłej i zimnej wodzie, wysuszyć,
7) dokonać wizualnej oceny intensywności wybarwienia próbki,
8) zapisać spostrzeżenia i wyciągnąć wnioski.
Wyposażenie stanowiska pracy:
–
próbka tkaniny poliamidowej,
–
aparat barwiarski,
–
barwnik zawiesinowy,
–
dyspergator NNO,
–
waga techniczna,
–
zlewki,
–
nożyce,
–
szczypce,
–
arkusz do ćwiczenia,
–
poradnik dla ucznia,
–
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Ćwiczenie 3
Wykonaj drukowanie transferowe próbek tkaniny z włókien poliestrowych
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia zgodnie z przepisami
bezpieczeństwa i higieny pracy,
2) przygotować 5 próbek tkaniny poliestrowej o wymiarach 5x10 cm,
3) przygotować 4 wycinki papieru transferowego o wymiarach 5x10 cm,
4) wykonać drukowanie 2 próbek dla temperatury 190
°
C w czasie 20 i 40 sekund w prasie
płaskiej,
5) wykonać drukowanie 2 próbek dla temperatury 200
°
C w czasie 30 i 60 sekund w prasie
płaskiej,
6) ocenić różnice intensywności barwy,
7) ustalić optymalne warunki drukowania,
8) dokonać próby ponownego wykorzystania papieru transferowego,
9) zapisać spostrzeżenia i wyciągnąć wnioski.
Wyposażenie stanowiska pracy:
–
próbki tkaniny poliestrowej,
–
papier transferowy,
–
prasa płaska,
–
sekundomierz,
–
nożyce,
–
linijka,
–
arkusz do ćwiczenia,
–
poradnik dla ucznia,
–
literatura z rozdziału 6.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) zorganizować stanowisko pracy do barwienia i drukowania?
2) dobrać rodzaj barwnika do tkaniny z określonego surowca?
3) wykonać
barwienie
tkanin
barwnikami
bezpośrednimi
i zawiesinowymi?
4) określić wpływ środków pomocniczych na efektywność procesu
barwienia?
5) przedstawić wpływ parametrów procesu barwienia i drukowania na
końcowy efekt?
6) przeprowadzić drukowanie transferowe?
7) określić wpływ utrwalania wybarwień na odporność tkanin na pranie?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.3. Obróbka końcowa
4.3.1. Materiał nauczania
Celem obróbki końcowej jest nadanie białej, wybarwionej lub drukowanej tkaninie
wymaganych właściwości użytkowych i estetycznych zgodnie z jej przeznaczeniem. Stosuje
się do tego celu procesy mechaniczne (na przykład drapanie, szczotkowanie, strzyżenie,
gładzenie, maglowanie, wykurczanie, prasowanie) oraz chemiczne (nanoszenie na tkaninę
preparacji uszlachetniających).
W zależności od surowca, przeznaczenia tkaniny, wymagań odbiorców, procesy
wykończalnicze różnią się.
Tkaniny bawełniane po bieleniu i drukowaniu są na ogół wiotkie, wykazują brak połysku,
jeżeli nie były merceryzowane. W obróbce końcowej koryguje się te niekorzystne cechy.
W celu zapobiegania kurczliwości tkanin w kierunku osnowy zagęszcza się wątek
metodą mechaniczno-termiczną na sanforyzarkach. Do tkanin wełnianych stosuje się
wykurczarki parowe.
Wykurczanie
Wykurczanie tkanin z włókien syntetycznych następuje podczas suszenia i stabilizacji
termicznej w suszarkach ramowych. Dzięki stabilizacji wyrównuje się napięcie wewnątrz
włókien. Operację można przeprowadzać w czasie obróbki wstępnej, międzyoperacyjnej lub
końcowej. Dzięki podgrzewaniu termoplastycznych włókien syntetycznych i kontrolowanemu
ochłodzeniu, włókna te są utrwalane.
Podczas gładzenia tkanina przeciągana jest między trzema walcami pod ciśnieniem.
W zależności od rodzaju powierzchni walców, ich temperatury, sposobu ułożenia i prędkości
z jaką się obracają, można osiągnąć różnorakie efekty. Szczególne odmiany procesu gładzenia
to: nadawanie połysku, morowanie, gofrowanie.
Maglowaniu poddawane są tkaniny bawełniane przeznaczone na bieliznę stołową
i pościelową. Uzyskują wymagane usztywnienie, chwyt, gładkość i połysk.
Drapanie
Drapanie tkanin pozwala na uzyskanie puszystej powierzchni, poprawia właściwości
izolacyjne i nadaje tzw. ciepły chwyt. Może być przeprowadzane jednostronnie lub
dwustronnie.
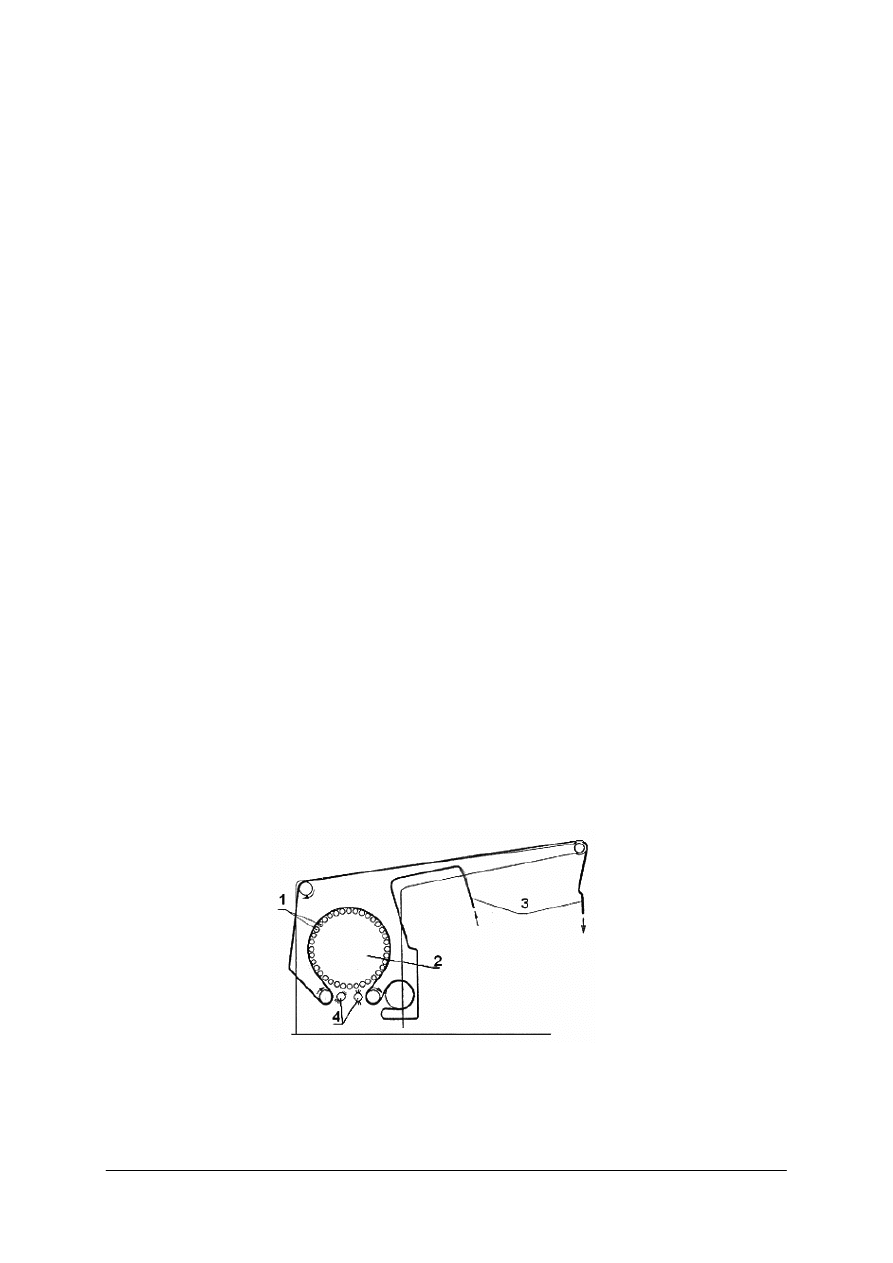
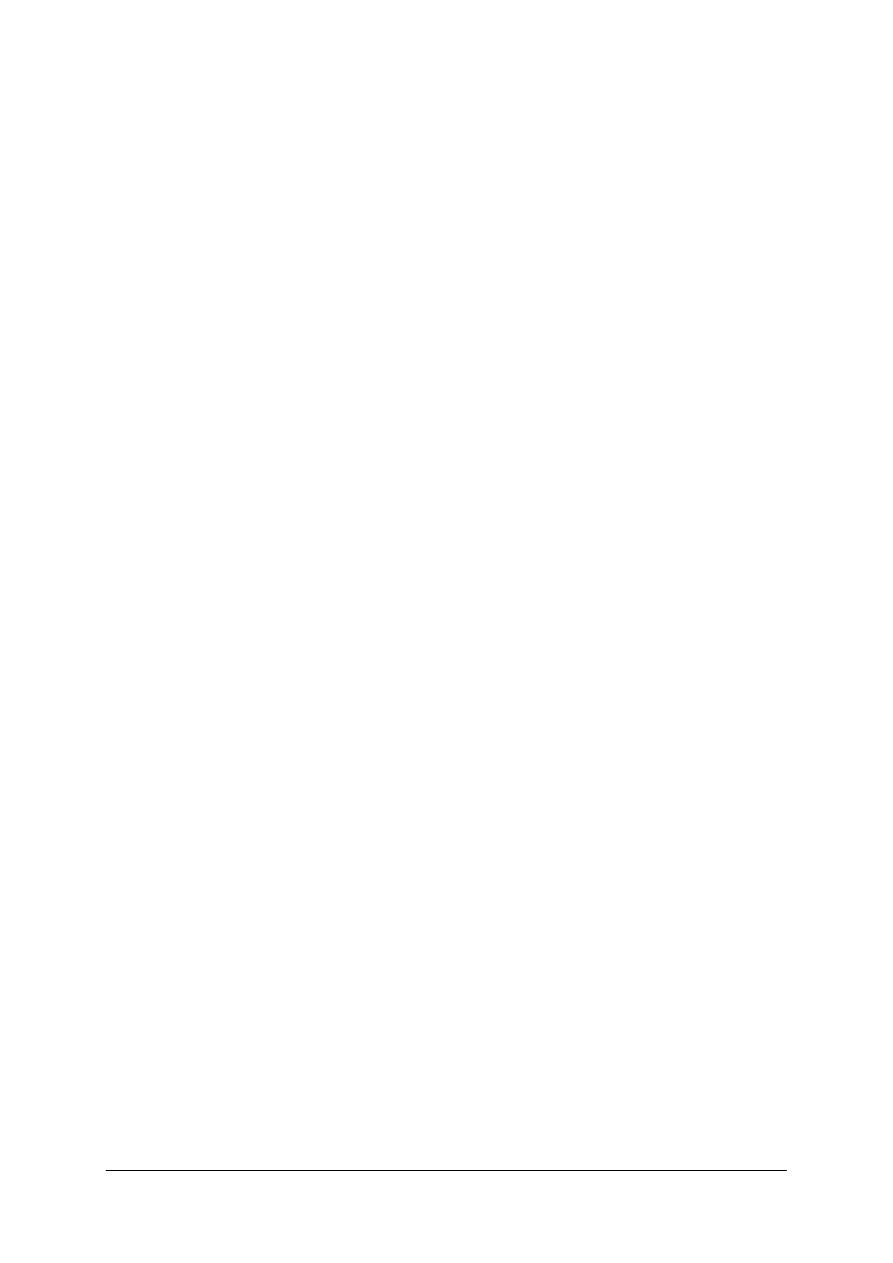
Rys. 21. Zasada działania draparki wałkowej [3, s. 224]
1 – wałki drapiaco-gładzące i drapiaco-szarpiące, 2 – bęben obrotowy, 3 – tkanina, 4 – szczotki do czyszczenia
uiglenia
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Na draparce tkaniny są poddawane obróbce za pomocą szyszek draparskich lub
metalowych szczotek. W procesie tym haczyki przeciągają włókna z jednej strony tkaniny na
drugą, nie wyrywając ich, w wyniku czego powstaje runo, które częściowo lub całkowicie
zakrywa splot tkaniny. Zbyt mocne drapanie może doprowadzić do uszkodzenia tkaniny.
Rozróżnia się drapanie suche na draparkach wałkowych z uigleniem metalowym oraz
drapanie wilgotne lub suche na draparkach szyszkowych.
Draparka wałkowa (rys. 21) składa się z obrotowego bębna, na którym są umieszczone
wałki owinięte taśmą zgrzeblącą. Połowa wałków ma uiglenie nachylone w kierunku ruchu
tkaniny (wałki drapiąco-gładzące – rys. 22a), a druga połowa w kierunku przeciwnym (wałki
drapiąco-szarpiące – rys. 22b). Na draparkach uzyskuje się efekt wydobycia końców runa na
powierzchnię.
W przypadku ustawienia w położeniu zerowym obu zespołów wałków, nawet kilkakrotne
przejście tkaniny przez maszynę nie wykaże prawie żadnych efektów drapiących.
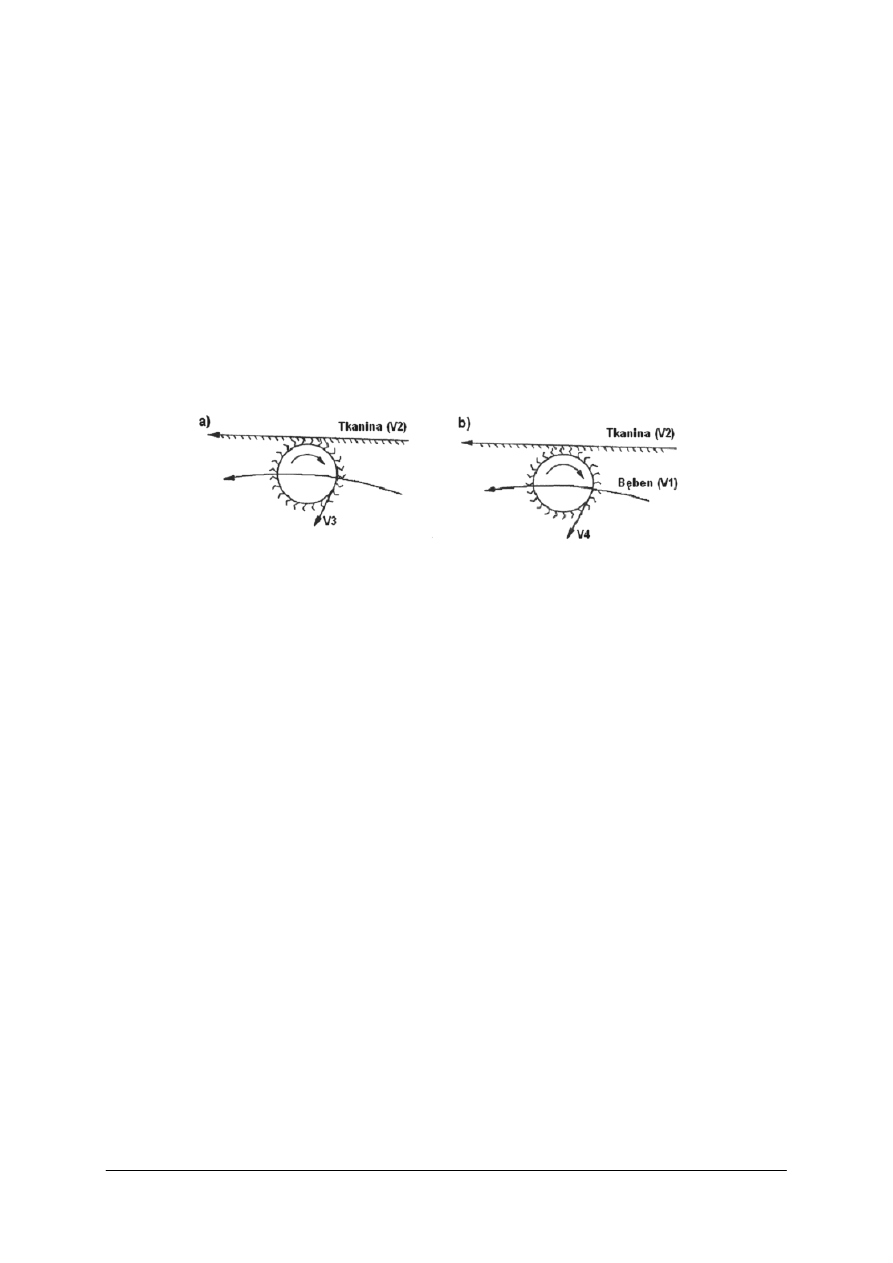
Rys. 22. Układ wałków w draparce: a) wałki drapiąco-gładzące, b) wałki drapiąco szarpiące [3, s. 225]
V
1
– prędkość bębna,
V
2
– prędkość przesuwu tkaniny
V
3
i V
4
– prędkości liniowe wałków drapiąco-gładzących i drapiąco-szarpiących.
Zależności występujące między szybkością wałków, tkaniny i bębna:
−
dla wałków drapiąco-gładzących:
V
1
>V
3
daje efekt drapania
V
1
≤
V
3
daje efekt gładzenia.
−
dla wałków drapiąco-szarpiących:
V
1
<V
4
daje efekt drapania
V
1
≥
V
4
daje efekt gładzenia
Efekt drapania zależy również od szybkości tkaniny i jest proporcjonalny do różnicy
V
1
–V
2
=
∆
V
1
,
2.
Aby drapanie przebiegało muszą występować następujące zależności:
V
4
>V
1
–V
2
, czyli V
4
>
∆
V
1
,
2
oraz V
3
<V
1
–V
2
, czyli V
3
<
∆
V
1
,
2
.
Drapanie przebiegać będzie równomiernie, tzn. wydobyty włos będzie jednakowy pod
względem długości, o ile V
4
–
∆
V
1
,
2
=
∆
V
1
,
2
– V
3
.
Gdy równość nie zostanie zachowana, otrzymamy efekty drapania o różnej długości
włosa.
Draparka szyszkowa do tkanin wełnianych składa się z obrotowego bębna, na którym
osadzone są szyszki drapiące. Rozróżnia się draparki z szyszkami nieruchomymi, na których
uzyskuje się delikatne wydobycie włosa (w tkaninie czysto wełnianej) oraz zaczesanie na
mokro uprzednio wydobytego włosa. Draparki z szyszkami obrotowymi, na których obrabia
się koce, pledy czysto wełniane o wysokiej warstwie włosowej.
Jakość pokrycia włosowego określana gęstością
i równomiernością zależy
od przygotowania tkaniny i od prawidłowego przeprowadzonego procesu drapania. Często
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
spotykanym błędem w procesie drapania są tzw. łysiny, czyli miejsca niewydrapane lub
wydrapane słabiej. Przyczyną takich błędów mogą być:
−
podłużne sfałdowanie tkaniny na bębnie,
−
brak lub nierównomierne ułożenie szyszek,
−
nierównomierne zwilżanie tkanin.
Błędem jest też osłabienie tkaniny wskutek przedrapania. Przyczyną błędu może być:
−
złe nastawienie maszyn i zbyt długie drapanie,
−
zbyt silne naprężenie,
−
miejscowe przeprężenia przędz.
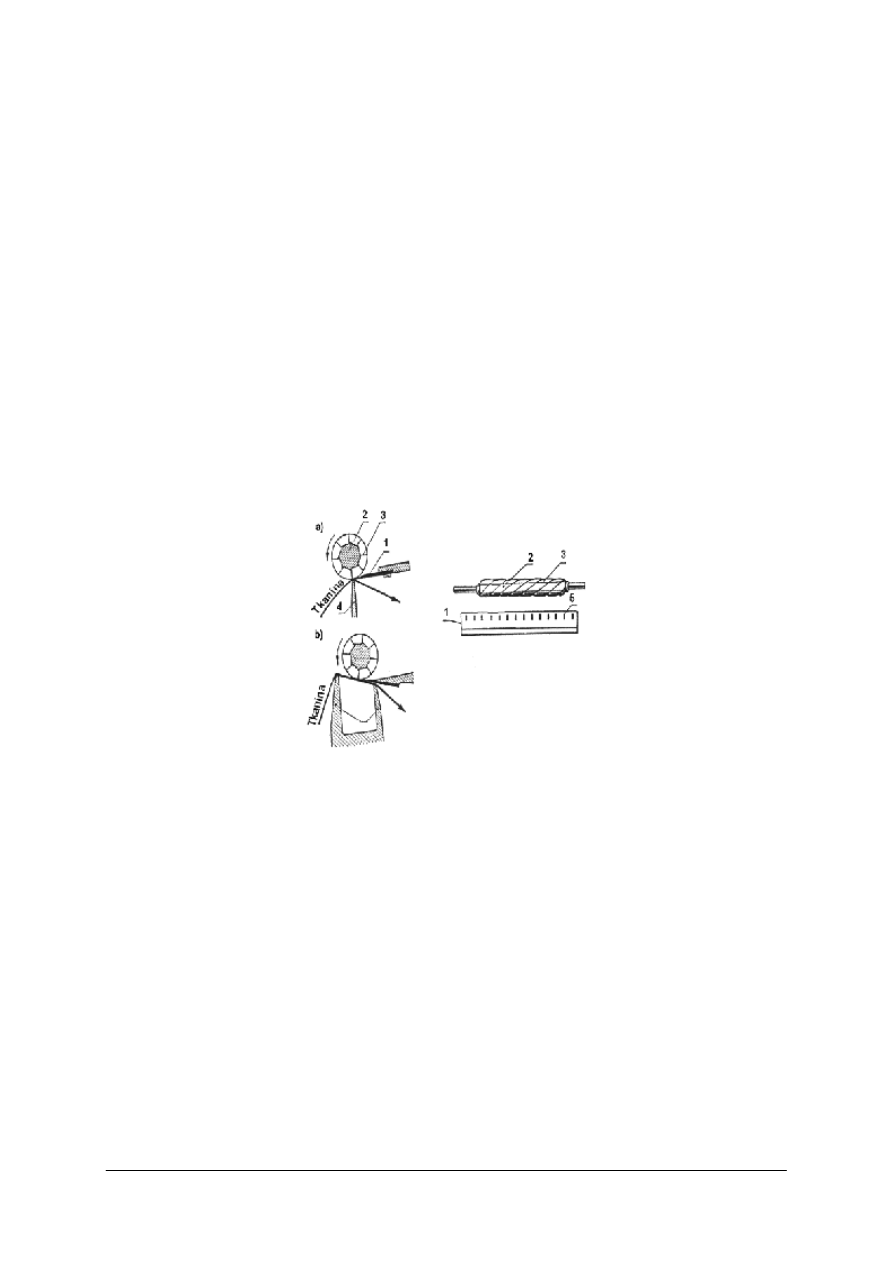
Strzyżenie
Strzyżenie ma na celu usunięcie wystających włókienek, nitek, wyrównanie pokrycia
włosowego na powierzchni tkanin drapanych lub szczotkowanych. Największe znaczenie ma
przy wykończaniu tkanin wełnianych. Prowadzi się je w zależności od rodzaju tkanin
i wymagań odbiorców. Stosuje się strzyżenie na stołach pełnych (rys. 23a) lub na stołach
pustych (rys. 23b).
Strzyżenie odbywa się na postrzygarkach złożonych z układu szczotek, wałków i układu
strzyżącego, tj. szybkoobrotowego cylindra, na którym znajdują się pióra strzyżące, noża
płaskiego oraz stołu podającego tkaninę do strzyżenia.
Rys. 23. Schemat działania układu strzygącego: a) strzyżenie na stole pełnym, b) strzyżenie na stole pustym
1– nóż płaski, 2 – cylinder strzygący, 3 – pióra strzygące, 4 – stół, 5 – otwory do zamocowania noża [3]
Przygotowanie postrzygarki (z pełnym stołem) wymaga dużej precyzji, ponieważ nierówne
ustawienie stołu lub zespołu strzyżącego może spowodować poprzecinanie części tkaniny,
albo niewystrzyżenie sztuki. Odległość ostołu od zespołu strzyżącego reguluje się
po założeniu tkaniny na maszynę i jej naprężeniu. Wykonuje się to za pomocą kawałka
papieru o określonej grubości, który powinien swobodnie, lecz z pewnym oporem przesuwać
się między tkaniną a zespołem strzyżącym. Im cieńsza będzie kartka papieru zastosowana
do regulowania, tym dokładniejsze będzie wystrzyżenie tkaniny. Tkanina strzyżona
na postrzygarce ze stołem pełnym musi być uprzednio wystrzyżona po lewej stronie
i wszystkie węzły oraz zgrubienia tkaniny powinny być dokładnie usunięte. Ponieważ tkaniny
wełniane powinny być strzyżone kilkakrotnie, często stosuje się szeregowe ustawienie kilku
maszyn w jedną linię.
Kędzierzawienie
Kędzierzawienie jest mechanicznym procesem tworzenia wzorów takich, jak supełki,
pasy itp. na tkaninach wełnianych o gęstym pokryciu włosowym. Polega na różnorodnym

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
pocieraniu prawej strony tkaniny uprzednio szczotkowanej lub drapanej. Maszyny
do kędzierzawienia (ratynierowania) nazywane są ratynierkami.
Nawilżanie
Tkaniny wełniane wymagają utrzymania naturalnej wilgotności. Nawilżanie tkanin
wełnianych powoduje poprawę chwytu i estetyki oraz warunkuje prawidłowe prasowanie.
Proces przeprowadza się w nawilżarkach aerozolowych lub dyszowych. Nieznaczny stopień
nawilżania uzyskuje się również przez przeprowadzenie zimnych tkanin nad źródłem pary
nasyconej.
Prasowanie
Prasowanie jest jedną z podstawowych operacji wykończalnictwa wełnianego. Polega na
wygładzaniu lekko nawilżonej tkaniny za pomocą różnych systemów pras, nieckowych lub
hydraulicznych, w których tkanina poddawana jest działaniu ciśnienia i podwyższonej
temperatury.
Aby otrzymany przy prasowaniu układ włosa utrwalić i nadać prawidłowy chwyt,
tkaniny wełniane dekatyzuje się. Dodatkowym efektem procesu jest usunięcie
nieestetycznego połysku wywołanego prasowaniem, tkanina dekatyzowana się mniej kurczy
i mniej gniecie. Dekatyzowanie przeprowadza się na dekatyzarkach. Rozróżnia się
dekatyzowanie mokre i suche.
Apreturowanie
Apreturowanie tkanin (inaczej wykończanie szlachetne) to zespół procesów chemicznych
polegających na nanoszeniu na wyroby włókiennicze roztworów, emulsji lub zawiesin
różnych związków chemicznych przeważnie przez napawanie w napawarkach. Po napawaniu
tkaniny suszy się w suszarkach ramowych, a następnie dogrzewa dla utrwalenia środków
na włóknie. Celem wykończenia szlachetnego jest poprawienie właściwości użytkowych
wyrobu, estetyki wyrobów i zmienianie zachowania się wyrobów w stosunku do cieczy.
Wyróżniamy następujące rodzaje apretur:
– apretura antyelektrostatyczna, czyli proces wykończenia prowadzony w celu
przeciwdziałania elektrostatycznemu ładowaniu się w czasie użytkowania odzieży,
dywanów, koców i innych wyrobów wykonanych z włókien syntetycznych. Rozróżnia
się wykończenie antyelektrostatyczne trwałe (niespieralne) oraz nietrwałe. Do środków
antyelektrostatycznych należą oleje mineralne i tłuszczowe, środki powierzchniowo
czynne.
–
apretura brudoodporna – poprawiająca odporność wyrobów włókienniczych na osadzanie
się pyłów z powietrza oraz brudu z wodnych zawiesin. Do apreturowania stosuje
się koloidy krzemionki, tlenku glinu i innych tlenków metali łącznie ze środkami
zmiękczającymi.
–
apretura brudospieralna – która ułatwia spieranie brudu. Do wykończenia stosuje się
wiele kombinacji żywic syntetycznych ze związkami powierzchniowo czynnymi.
–
apretura przeciwgniotliwa – polega na nasyceniu wyrobów kondensatami żywic
termoreakywnych, które tworzą układy usieciowane w temperaturze 140
°
C.
–
apretura przeciwkurczliwa – zmniejszająca zmiany wymiarów tkanin po praniu. Stosuje
się tu żywice termoreaktywne głównie pochodne metylomelaminy dla tkanin z włókien
celulozowych.
–
apretura przeciwpillingowa – zmniejszająca skłonność wyrobów włókienniczych do
tworzenia się na powierzchni tkanin kuleczek stanowiących skupiska splątanych
włókienek. Do najważniejszych środków stosowanych należą roztwory modyfikowanego
poliamidu, niektóre żywice termoplastyczne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
–
apretura moloodporna – polega na natryskiwaniu lub napawaniu wyrobów z włókien
wełny środkami uniemożliwiającymi uszkodzenie włókna przez larwy moli i inne owady.
Środki te dzielimy na 4 grupy:
–
repelenty, czyli związki działające odstraszająco, same niebędące substancjami trującymi,
na przykład Eulan CN,
–
trucizny pokarmowe dla larw, na przykład aromatyczne pochodne mocznika Mitin FF,
–
trucizny kontaktowe zabijające owady w momencie zetknięcia się z nimi,
–
trucizny działające na układ oddechowy owadów.
Środki te można dodawać do kąpieli farbiarskich lub impregnacyjnych, gdzie zostają
utrwalone na włóknie wraz z barwnikiem lub żywicą.
–
apretury ognioodporne – nanoszenie na wyrób środków, które zapobiegają paleniu się
wyrobów z włókien celulozowych i białkowych oraz przeciwdziałają kropleniu się
stopionych włókien chemicznych. Środki nanoszone przy wykończaniu ognioodpornym
podczas palenia wydzielają wodę albo tworzą gazowe warstwy ochronne
uniemożliwiające dostęp powietrza do włókna, ewentualnie tworzą trudnotopliwy popiół
przeszkadzający dalszemu paleniu.
–
apretura przeciwgrzybicza – nanoszenie roztworów środków, które mają właściwości
zahamowania rozwoju drobnoustrojów powodujących rozkład potu oraz stwarzających
warunki sprzyjające rozwojowi chorób skórnych. Stosuje się w produkcji bielizny
pościelowej, skarpet, pończoch, wyrobów gorseciarskich.
–
apretura przeciwgnilna – zabezpieczająca przed działaniem mikroorganizmów
powodujących niszczenie włókna, na przykład dla tkanin namiotowych, filtracyjnych,
obuwiowych, plandek, sieci rybackich. Istnieją 3 rodzaje wykończenie przeciwgnilnego:
–
powlekanie gumą lub żywicami syntetycznymi,
–
nanoszenie na włókna przez napawanie lub natryskiwanie,
–
modyfikowanie chemiczne celulozy.
Najbardziej rozpowszechnione jest stosowanie impregnacji organicznymi związkami miedzi,
chromu, cynku oraz pochodnymi fenolu.
–
apretura wodochłonna,
–
apretura wodoodporna,
–
apretura przeciwspilśniająca,
–
apretura przeciwolejowa,
–
apretura żaroodporna,
–
apretura przeciwbakteryjna.
Konserwacja
Konserwacja to całokształt zabiegów mających na celu utrzymanie wyrobu w stanie
umożliwiającym jego eksploatację. Do najważniejszych zabiegów konserwacyjnych
zaliczamy:
−
pranie,
−
czyszczenie chemiczne,
−
odplamianie,
−
suszenie,
−
prasowanie.
Do oznaczenia sposobu konserwacji stosuje się znaki umowne (symbole graficzne).
Szczegółowe informacje dostępne w normie: PN–EN ISO 3758:2005U
Tekstylia. Znaki
informacyjne o sposobie konserwacji w postaci symboli graficznych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
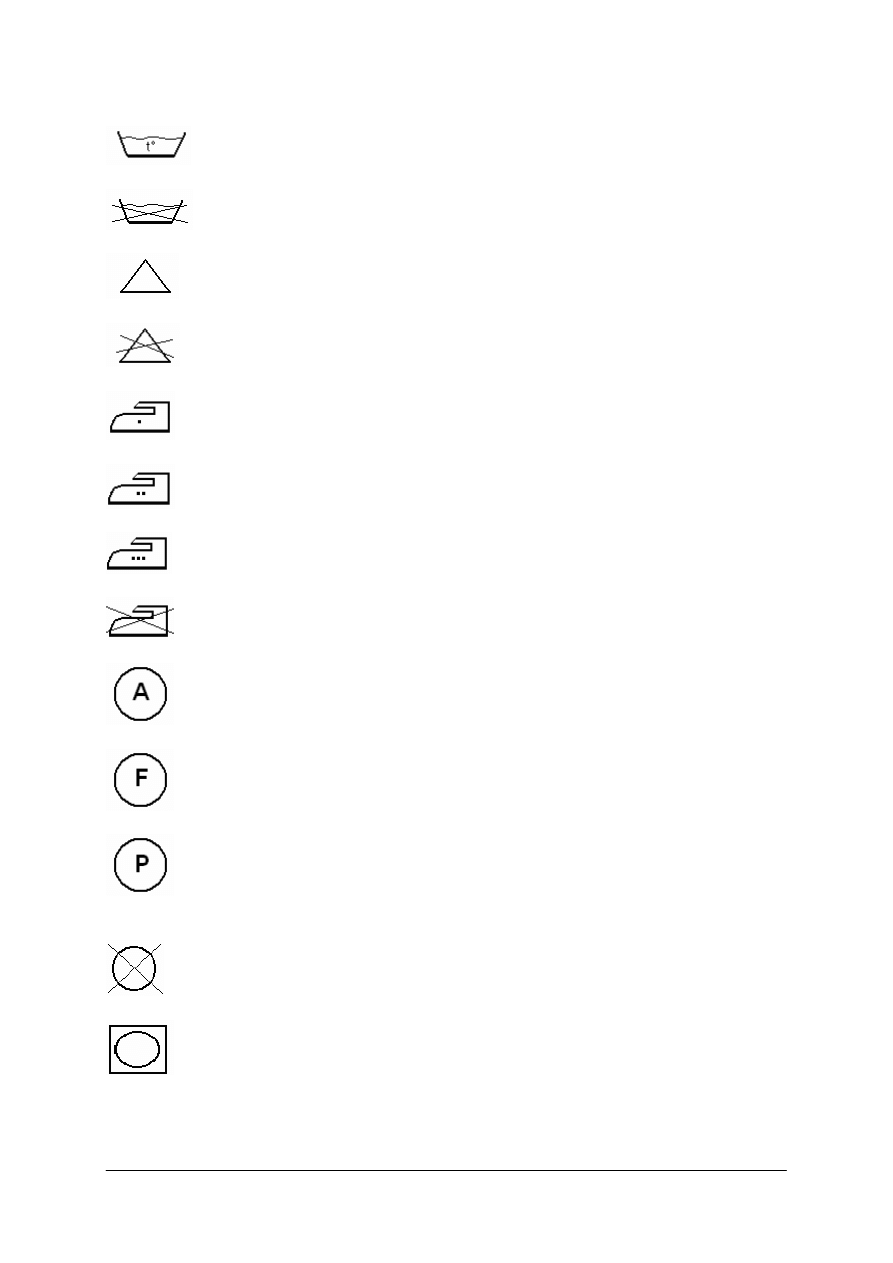
Przykładowe znaki informujące o sposobie konserwacji
Pranie wodne – dopuszczalna temperatura
Zakaz prania wodnego
Możliwość bielenia
Zakaz bielenia
Dopuszczalne prasowanie do 110
o
C
Dopuszczalne prasowanie do 150
o
C
Dopuszczalne prasowanie do 200
o
C
Zakaz prasowania
Możliwość czyszczenia chemicznego
Możliwość czyszczenia tylko przy użyciu benzyny lub trój trójchlorofluoroetan
Możliwość
czyszczenia
tylko
w
czterochloroetylenie,
benzynie,
lub trójfluorotrójchloretanie
Zakaz czyszczenia chemicznego
Możliwość suszenia w suszarce bębnowej

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Pranie to proces usuwania zabrudzeń z wyrobów włókienniczych w wodnych roztworach
środków piorących. W wyniku prania powinny również zostać unieszkodliwione zarazki
chorobotwórcze.
Pod względem właściwości fizykochemicznych zabrudzenia można podzielić na:
−
hydrofobowe – to te, które nie rozpuszczają się w wodzie (na przykład tłuszcze, oleje,
woski, smoła, sadza, lakier),
−
hydrofilowe – które rozpuszczają się w wodzie (na przykład sole, cukry, niektóre
barwniki, częściowo białka),
−
liofilowe – to zabrudzenia typu barwnikowego rozpuszczalne w tłuszczach
O przebiegu i skutkach prania decydują następujące czynniki:
−
procesy fizyko-chemiczne,
−
działanie mechaniczne,
−
temperatura,
−
czas.
Zasadniczy wpływ na dobór parametrów technicznych prania mają:
−
rodzaj włókna wyrobu,
−
konstrukcja wyrobu,
−
trwałość wybawień,
−
rodzaj i intensywność zabrudzeń,
−
twardość wody,
−
konstrukcja pralnicy,
−
rodzaj podgrzewania.
Wyroby z włókien roślinnych, tj. z lnu i bawełny, są najlepsze do prania. Można je prać
w wodzie o wysokiej temperaturze, jak również można stosować środki piorące, zarówno
mydlane, jak i syntetyczne.
Należy pamiętać o oddzieleniu tkanin kolorowych od białych, ze szczególnym
uwzględnieniem tych, które podczas prania farbują.
Pranie wyrobów wełnianych wymaga dużej ostrożności. Wełna, jako włókno zwierzęce,
inaczej reaguje na wysoką temperaturę i czynniki chemiczne. Wyroby wełniane prane
niewłaściwie kurczą się, filcują i tracą pierwotny wygląd.
Przy praniu tkanin z jedwabiu naturalnego należy postępować podobnie jak przy praniu
wyrobów wełnianych, ponieważ jedwab naturalny też jest włóknem zwierzęcym
(białkowym).
Jedwab sztuczny z chwilą zamoczenia w wodzie staje się mało wytrzymały. Tkaniny
te pierze się bardzo ostrożnie w wodzie o temp. około 40
°
C i nie wykręca się, ale wyciska.
Tkaniny z włókien syntetycznych są mało odporne na wysoką temperaturę. Do prania
można stosować prawie wszystkie środki piorące i pierze się je w wodzie o temperaturze 40
°
C
i płucze kilkakrotnie.
Wykończanie tkanin wełnianych
Czynności związane z wykończeniem tkanin wełnianych różnią się zasadniczo
od czynności stosowanych przy wykończeniu tkanin z włókien roślinnych. Po zdjęciu
z krosna tkaniny są dokładnie przeglądane, usuwa się końce nitek, supły, zapiera plamy
i zszywa tkaninę w rękaw lub taśmę.
Przykładowe schematy technologiczne obróbki tkanin wełnianych:
a) wstępna obróbka sukna:
–
napawanie środkiem folującym,
–
spilśnianie,
–
pranie,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
–
odwadnianie,
–
przeglądanie,
–
karbonizowanie,
–
neutralizowanie,
–
odwadnianie,
–
suszenie,
–
operacje wykończalnicze,
b) wstępna obróbka tkanin drukowanych:
–
pranie,
–
chlorowanie,
–
płukanie,
–
odwadnianie,
–
suszenie,
–
operacje wykończalnicze.
Spilśnianie (folowanie) tkanin wełnianych wykonuje się najczęściej na spilśniarkach
dwucylindrowych. Pod wpływem tarcia, zgniatania oraz działania gorących alkaicznych
roztworów włókna splątują się wzajemnie tworząc zbitą warstwę.
Pranie tkanin następuje w pralnicach zwojowych, okresowych lub ciągłych, w postaci
pasma. Tkaniny czesankowe z domieszką włókien syntetycznych pierze się w pralnicach
szerokościowych. Celem prania jest usunięcie natłustek przędzalniczych, klejonki, środków
folujących, przypadkowych zabrudzeń oraz zmiękczenie tkanin nie poddawanych folowaniu.
Do odwadniania tkanin stosuje się wirówki, odsysarki lub wyżymarki. Natomiast
suszenie odbywa się głównie w suszarkach ramowych wielopoziomowych.
Karbonizowanie przeprowadza się w agregacie pracującym w sposób ciągły. W skład
urządzenia wchodzą:
−
napawarka dwuwałowa z kadzią,
−
suszarka wałowa dwu– lub trzykomorowa,
−
urządzenie trzepiące,
−
kadź neutralizująca o działaniu ciągłym, zwykła pralnica pasmowa lub szerokościowa
albo barwiarka pasmowa,
−
suszarka ramowa.
Karbonizacja polega na nasyceniu tkaniny roztworem kwasu siarkowego o stężeniu
od 3 do 5% z dodatkiem środka zwilżającego, wysuszeniu w temp. poniżej 60
°
C oraz
ogrzewaniu w temperaturze około 105
°
C, podczas którego następuje rozkład wszystkich
części celulozowych bez uszkodzenia włókien wełnianych. Rozłożone części celulozowe
wytrzepuje się na trzepakach, a tkaninę kieruje do prania w celu zneutralizowania pozostałego
w niej kwasu.
W celu uodpornienia tkanin na kurczenie się w dalszych operacjach wykończalniczych
stosuje się takie operacje, jak: dekatyzowanie, nawilżanie, nanoszenie polimerów
syntetycznych i chlorowanie. Największe znaczenie mają metody oparte na stosowaniu
chloru, jako środka utleniającego. Tkaniny najczęściej traktowane są kąpielami zawierającymi
podchloryn sodowy, względnie inne związki łatwo odszczepiające czynny chlor,
na przykład chloraminy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie procesy stosuje się podczas obróbki końcowej tkanin?
2. Jak przebiega proces wykurczania tkanin?
3. Na czym polega gładzenie tkanin?
4. Jaki jest cel drapania tkanin, na jakich urządzeniach przeprowadza się drapanie?
5. Na czym polega proces strzyżenia?
6. Jakie błędy mogą wystąpić podczas strzyżenia i drapania tkanin?
7. Na jakich urządzeniach przeprowadza się prasowanie?
8. W jakim celu przeprowadza się apreturowanie tkanin?
9. Jakie są rodzaje apreturowania?
10. Na czym polega automatyzacja i komputeryzacja procesów wykończalniczych?
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj strzyżenie tkaniny wełnianej na gładko.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia zgodnie z przepisami
bezpieczeństwa i higieny pracy,
2) założyć tkaninę na maszynę do strzyżenia lewej strony, ustawić naprężenie tkaniny,
3) ustawić odległość stołu od zespołu strzyżącego i wyregulować,
4) wystrzyc lewą stronę,
5) przełożyć tkaninę do strzyżenia prawej strony i naprężyć,
6) wyregulować odległość stołu od zespołu strzyżącego,
7) wystrzyc tkaninę (4–6-krotnie),
8) skontrolować efekt strzyżenia,
9) zapisać spostrzeżenia i wyciągnąć wnioski.
Wyposażenie stanowiska pracy:
–
tkanina wełniana,
–
maszyna postrzygarka,
–
instrukcja obsługi,
–
dokumentacja techniczno-ruchowa maszyny,
–
kartki papieru różnej grubości,
–
arkusz od ćwiczenia,
–
poradnik dla ucznia,
–
literatura z rozdziału 6.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Ćwiczenie 2
Wykonaj drapanie tkaniny bawełnianej na draparce wałkowej. Oceń efekt drapania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia zgodnie z przepisami
bezpieczeństwa i higieny pracy,
2) założyć tkaninę na maszynę do drapania,
3) sprawdzić prawidłowość założenia i naprężenia tkaniny,
4) ustawić na tablicy sterowniczej wskaźniki obu grup wałków tak, aby wydobyty
w odpowiedzi włos był jednakowy pod względem długości,
5) wykonać drapanie tkaniny,
6) ocenić efekty drapania,
7) zapisać spostrzeżenia i wyciągnąć wnioski.
Wyposażenie stanowiska pracy:
–
tkanina bawełniana,
–
draparka wałkowa,
–
instrukcja obsługi,
–
dokumentacja techniczno-ruchowa maszyny,
–
arkusz od ćwiczenia,
–
poradnik dla ucznia,
–
literatura z rozdziału 6.
Ćwiczenie 3
Rozpoznaj sposób wykończenia tkaniny na podstawie wybranych próbek.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia zgodnie z przepisami
bezpieczeństwa i higieny pracy,
2) wybrać próbki tkanin,
3) określić z jakiego rodzaju włókien wykonana jest tkanina,
4) ocenić organoleptycznie sposób wykończenia tkaniny,
5) zapisać spostrzeżenia i wyciągnąć wnioski.
Wyposażenie stanowiska pracy:
–
próbki tkanin o różnym wykończeniu
–
igła preparacyjna,
–
palnik gazowy,
–
lupa,
–
arkusze do ćwiczenia,
–
poradnik dla ucznia,
–
Polskie Normy,
–
zestawy odczynników chemicznych do identyfikacji włókien,
–
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Ćwiczenie 4
Porównaj zachowanie się mydła i środków alkalicznych w wodzie miękkiej i twardej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia zgodnie z przepisami
bezpieczeństwa i higieny pracy,
2) napełnić dwie zlewki o pojemności 250 cm
3
każda; jedną 200 cm
3
wody destylowanej,
a drugą 200 cm
3
wody wodociągowej,
3) dodać do każdej zlewki 0,5 g sody i 0,5 g mydła,
4) ogrzać do rozpuszczenia się dodanych środków mieszając bagietką,
5) zaobserwować w czasie chłodzenia stopień zmętnienia roztworów,
6) zapisać spostrzeżenia i wyciągnąć wnioski.
Wyposażenie stanowiska pracy:
–
zlewki,
–
bagietki,
–
woda destylowana i wodociągowa,
–
węglan sodowy (soda),
–
mydło (płatki mydlane),
–
palnik gazowy,
–
arkusz od ćwiczenia,
–
poradnik dla ucznia,
–
literatura z rozdziału 6.
Ćwiczenie 5
Dobierz sposób konserwacji dla wybranych próbek tkanin.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia zgodnie z przepisami
bezpieczeństwa i higieny pracy,
2) wybrać 6 próbek tkanin,
3) określić rodzaj surowca, sposób wykończenia próbek tkanin,
4) określić sposób konserwacji dla poszczególnych próbek (pranie, prasowanie, czyszczenie
chemiczne, chlorowanie, suszenie),
5) przedstawić za pomocą znaków graficznych,
6) zapisać spostrzeżenia i wyciągnąć wnioski.
Wyposażenie stanowiska pracy:
–
próbki tkanin,
–
igła preparacyjna,
–
nożyce,
–
lupa,
–
arkusz od ćwiczenia,
–
poradnik dla ucznia,
–
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić cel drapania tkanin?
2) zorganizować stanowisko pracy do drapania, strzyżenia tkanin?
3) przeprowadzić drapanie tkaniny?
4) przeprowadzić strzyżenie tkaniny?
5) omówić przebieg procesów końcowej obróbki wykończalniczej dla
tkanin z różnych surowców?
6) dobrać apreturę do określonej tkaniny w zależności od surowca
i przeznaczenia?
7) wykazać
wpływ
twardości
wody
na
przebieg
procesów
wykończalniczych?
8) dobrać sposób konserwacji do rodzaju tkaniny?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Zadania wymagają prostych obliczeń, które powinieneś wykonać przed wskazaniem
poprawnego wyniku. Tylko wskazanie odpowiedzi, nawet poprawnej, bez uzasadnienia
nie będzie uznane.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9. Na rozwiązanie testu masz 45 min.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Na proces wykończania tkanin składa się
a) obróbka końcowa, bielenie, drukowanie, klejenie osnowy.
b) barwienie, maglowanie, cewienie, prasowanie.
c) obróbka wstępna, barwienie, drukowanie, obróbka końcowa.
d) snucie, tkanie, nawilżanie, apreturowanie.
2. Surowa tkanina otrzymuje nowe właściwości estetyczne i użytkowe w wyniku
a) wykończania.
b) drukowania, napawania.
c) maglowania, snucia.
d) prania.
3. Klasyczne bielenie tkanin podchlorynem sodowym składa się z następujących operacji
a) płukanie, opalanie, napawanie, apreturowanie, bielenie.
b) warzenie, kwaszenie, bielenie, odchlorowanie, płukanie po każdej operacji.
c) napawanie, maglowanie, bielenie, pranie.
d) bielenie, pranie, suszenie, kędzierzawienie.
4. Szczegółowa instrukcja obsługi maszyn wykończalniczych znajduje się
a) w dokumentacji technicznej.
b) w dokumentacji organizacyjnej.
c) w dokumentacji techniczno-ruchowej maszyny.
d) w dokumentacji techniczno-technologicznej tkaniny.
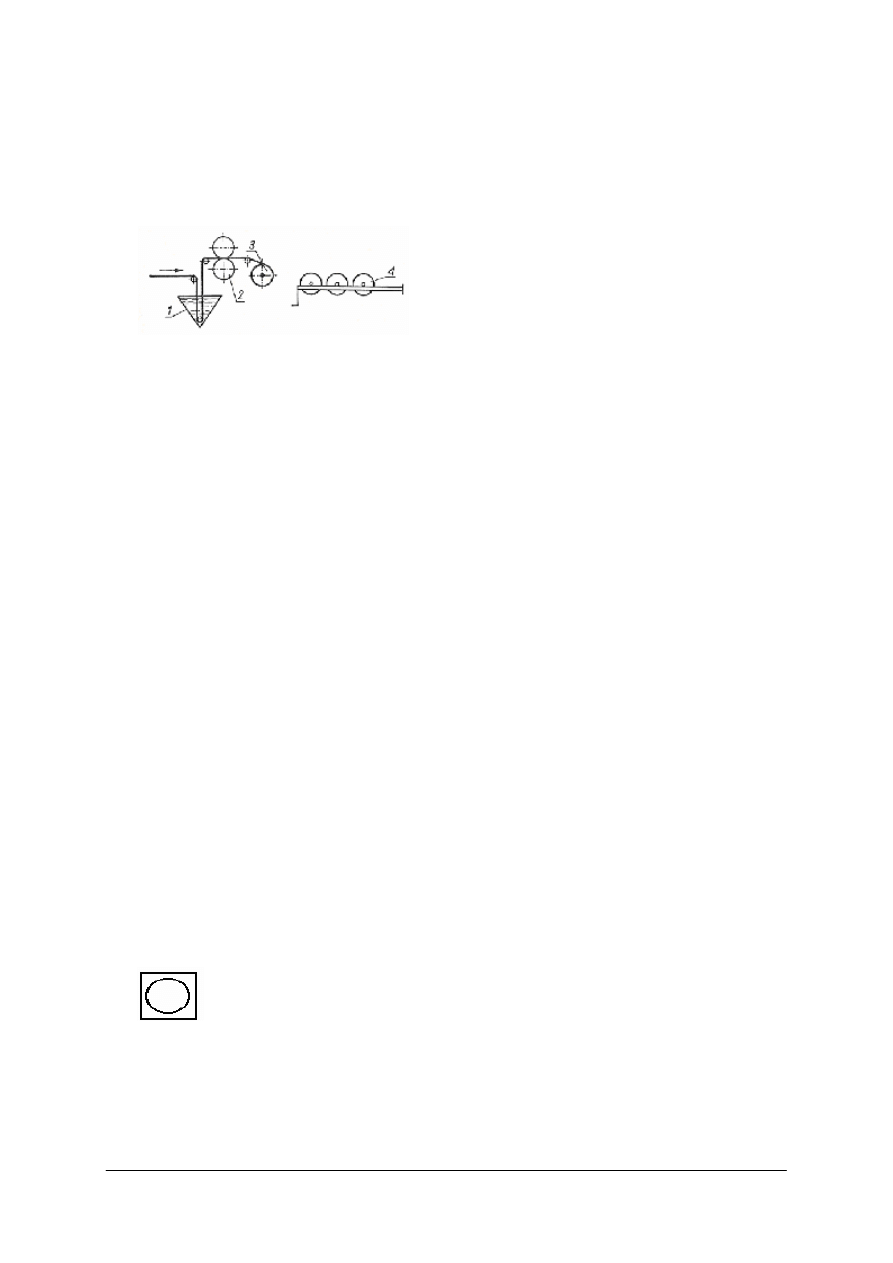
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
5. Rysunek przedstawia schemat technologiczny metody
a) barwienia.
b) drukowania.
c) maglowania.
d) drapania.
6. W celu zabezpieczenia tkaniny przed zmianą wymiarów po praniu nanosi się apreturę
a) brudospieralną.
b) wodoszczelną.
c) wodoodporną.
d) przeciwkurczliwą.
7. Apreturę antymolową stosuje się do wykończania tkanin
a) jedwabnych.
b) bawełnianych.
c) syntetycznych.
d) wełnianych.
8. Aby zapewnić stałą wartość pH podczas bielenia należy zastosować środki
a) optycznie rozjaśniające.
b) zmiękczające.
c) emulgujące.
d) buforujące.
9. Temperatura kąpieli piorącej dla tkanin białych ze 100% bawełny wynosi
a) 95
°
C.
b) 60
°
C.
c) 40
°
C.
d) 30
°
C.
10. Znak konserwacji przedstawiony na rysunku oznacza suszenie
a) w stanie rozwieszonym pionowo.
b) w stanie rozłożonym poziomo.
c) w suszarkach bębnowych.
d) na słońcu.
11. Na proces prania w wodnych roztworach środków piorących nie mają wpływu
a) twardość wody, temperatura kąpieli.
b) temperatura suszenia, rodzaj suszarki.
c) rodzaj i intensywność zabrudzenia.
d) działanie mechaniczne, czas.
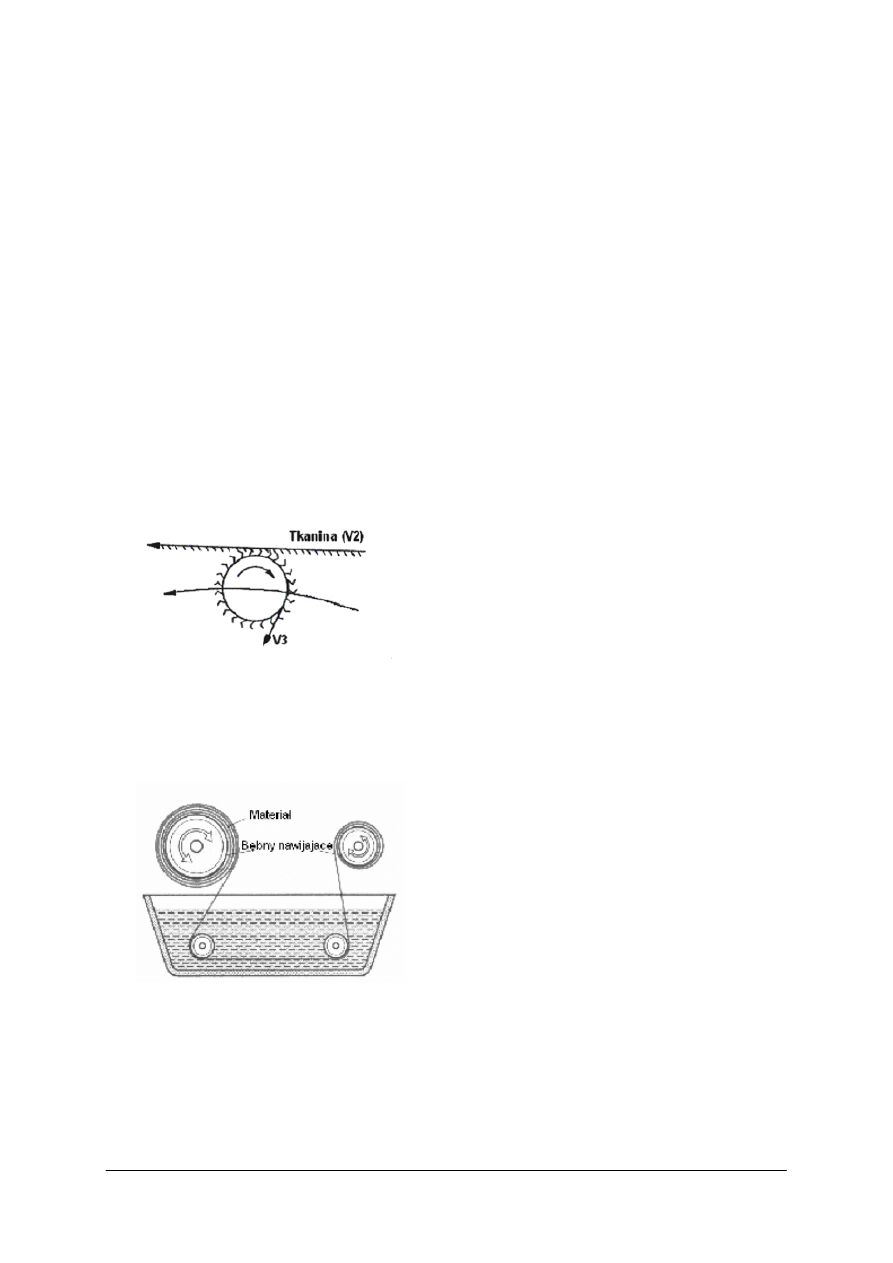
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
12. Klasyfikując
tkaniny
wykończone
należy
przestrzegać
zapisów
zawartych
w następujących dokumentach
a) warunki techniczne, obowiązująca norma.
b) dokumentacja ruchowa maszyny.
c) dokumentacja organizacyjna.
d) instrukcja bezpieczeństwa i higieny pracy i ppoż.
13. Papierek lakmusowy zabarwi się na kolor czerwony, jeśli roztwór kąpieli będzie miał
odczyn
a) obojętny.
b) kwaśny.
c) zasadowy.
d) alkaliczny.
14. Element draparki wskazany na rysunku to wałek
a) szarpiąco-drapiący.
b) szarpiący.
c) gładząco-drapiący.
d) dociskający.
15. Proces pokazany na rysunku dotyczy:
a) drukowania,
b) wykurczania,
c) barwienia,
d) opalania.
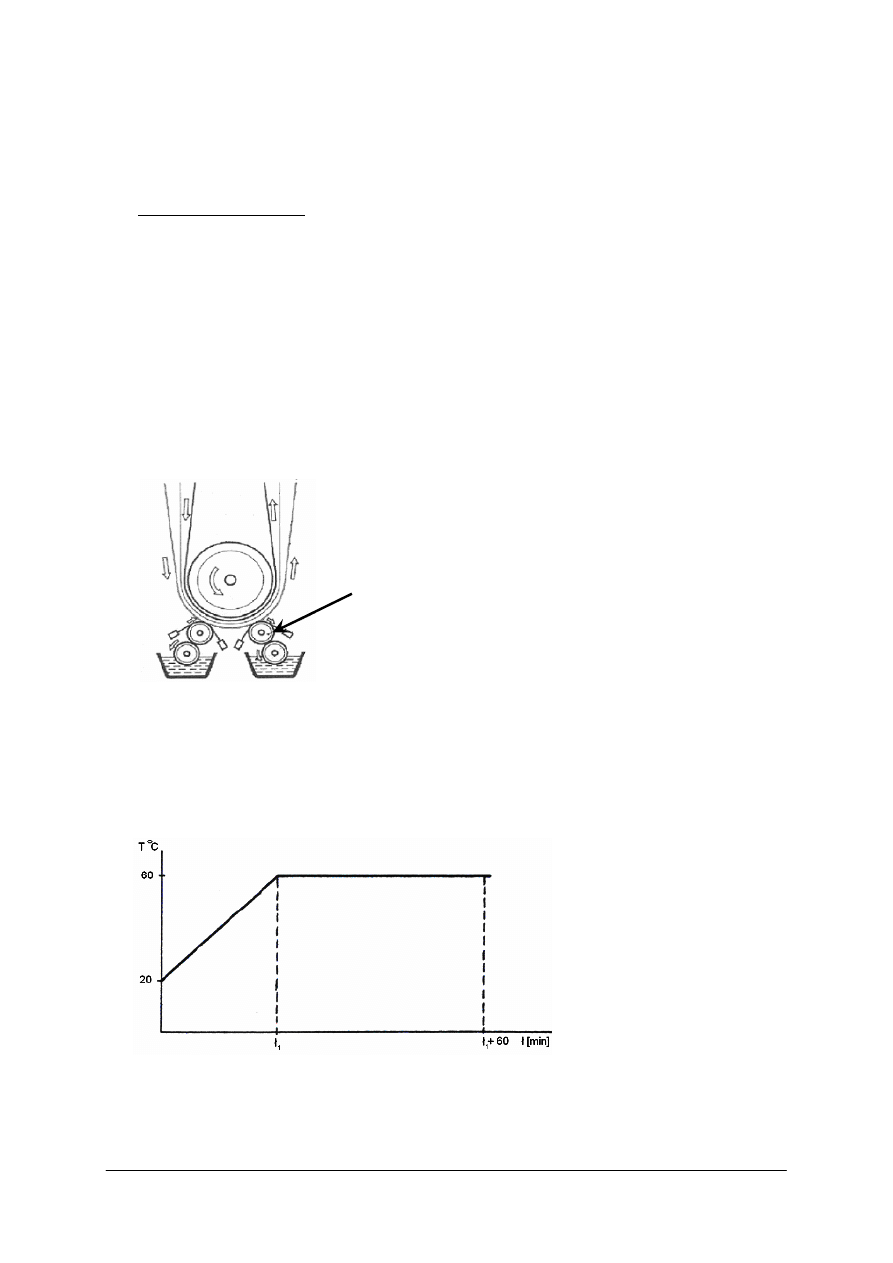
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
16. Wylicz, ile należy zastosować zagęszczenia emulsyjnego według receptury drukarskiej.
1 – 100 g barwnik pigmentowy w paście
150 – 300 g środek wiążący
X g zagęszczenie emulsyjne
30 g katalizator
1000 g
a) 570 g.
b) 800g.
c) 819 – 181 g.
d) 819 – 570 g.
17. Element wskazany na rysunku to
a) wałek wyżymający.
b) wałek barwiący.
c) cylinder drukarski.
d) bęben główny.
18. Schemat przedstawia
a) barwienie barwnikami zawiesinowymi.
b) barwienie barwnikami bezpośrednimi.
c) bielenie podchlorynem sodowym.
d) drukowanie transferowe.
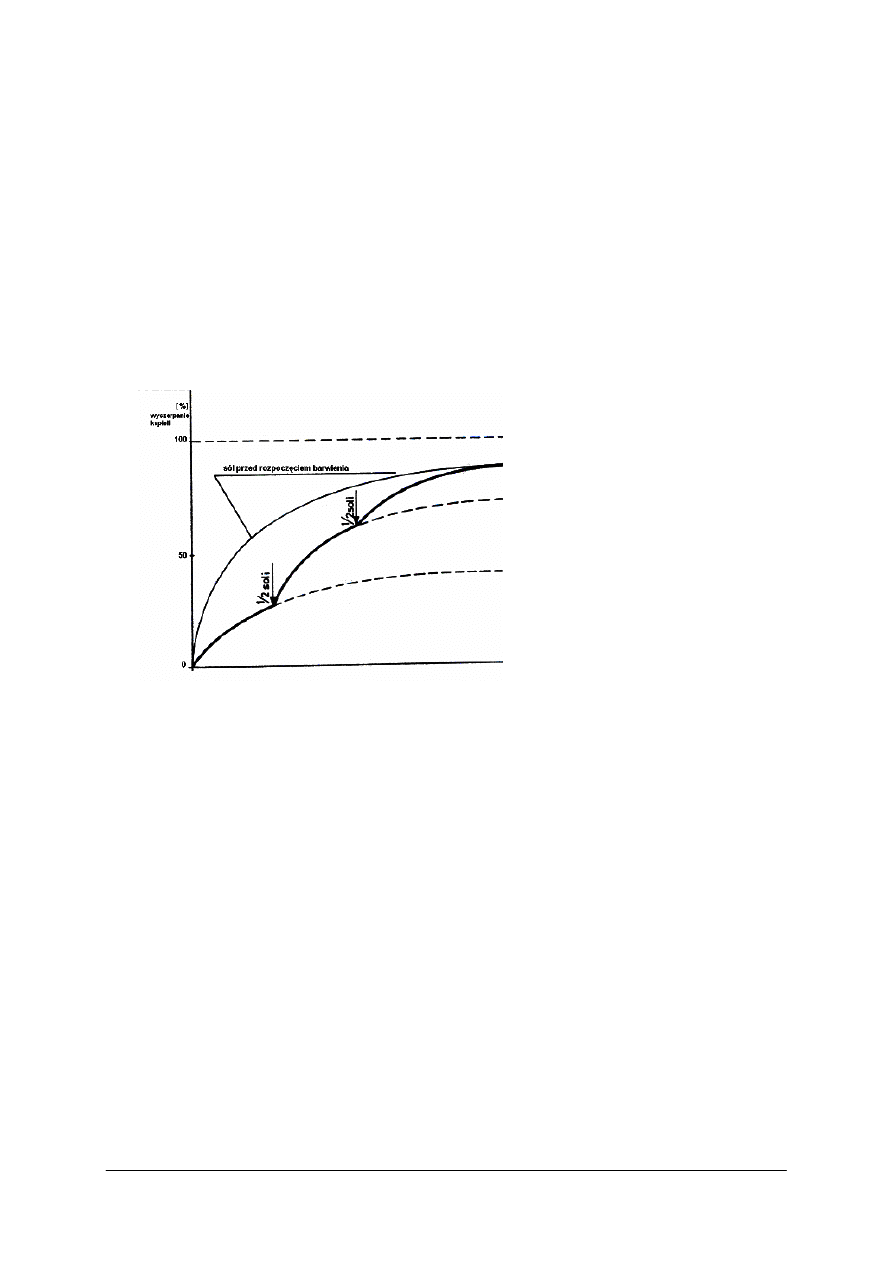
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
19. Oblicz zakres intensywności strzyżenia dla postrzygarki o cylindrze zawierającym
16 piór strzyżących przy 1200 obrotach/minutę wiedząc, że szybkość przesuwania
tkaniny może być regulowana w granicach 4–16 m/minutę:
a) 48–12.
b) 12–36.
c) 48–32.
d) 4–16.
20. Wykres przedstawia
a) wpływ elektrolitu na proces barwienia.
b) wpływ środków zwilżających na proces bielenia.
c) zależność stężenia i krotności kąpieli.
d) zależność temperatury i czasu barwienia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
KARTA ODPOWIEDZI
Imię i nazwisko ...............................................................................
Wykończanie tkanin
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
6. LITERATURA
1. Adamski Z. (red): Laboratorium chemicznej obróbki wyrobów włókienniczych.
Wydawnictwo Politechniki Łódzkiej, Łódź 1988
2. Bartos J.: Włókiennictwo. Poradnik inżyniera. Tom 1 i 2. WNT, Warszawa 1988
3. Bielecki J., Jędraszczyk H.: Technologia chemicznej obróbki włókien. Podręcznik dla
technikum. Część 2. WSiP, Warszawa 1984
4. Chyrosz M., Zembowicz–Sułkowska E.: Materiałoznawstwo odzieżowe, WSiP,
Warszawa 1995
5. Furmańska A.: Konserwacja wyrobów włókienniczych. Część 2. WSiP, Warszawa 1985
6. Gajda J., Jędraszczyk M., Okoniewski M.: Technologia chemicznej obróbki włókien.
Część 1. WSiP, Warszawa 1980
7. Michałowski W.: Sympozjum włókiennicze firmy BAWF. Przegląd włókienniczy +
technik włókienniczy 3/1998
8. Samek P.: Krawiectwo. Materiałoznawstwo. WSiP, Warszawa 1999
9. Schellenberg A. (red.): Encyklopedia techniki. Przemysł lekki WNT, Warszawa 1986
10. Szarek H.: Konserwacja wyrobów włókienniczych. Część 1. WSiP, Warszawa 1985
11. Teodorczyk J., Teodorczyk A.: Druk cyfrowy na wyrobach tekstylnych. Spectrum 2/2006
Czasopisma:
– Przegląd włókienniczy
– Włókno. Odzież. Skóra
– Spectrum
Wyszukiwarka
Podobne podstrony:
T. Rudkowski, 10. ELEMENTY WYKOŃCZENIOWE
10 tkanina
F. Kanclerz, 10. ELEMENTY WYKOŃCZENIOWE
F. Kanclerz, 10. ELEMENTY WYKOŃCZENIOWE
S. Dąbrowski Portale, 10. ELEMENTY WYKOŃCZENIOWE
E. Malachowicz, 10. ELEMENTY WYKOŃCZENIOWE
10 sposobów jak wykończyć współlokatora, 04. chomikowe różności, Coś dla pań
10 Wstępne wykończanie skór
10 Metody otrzymywania zwierzat transgenicznychid 10950 ppt
10 dźwigniaid 10541 ppt
wyklad 10 MNE
Kosci, kregoslup 28[1][1][1] 10 06 dla studentow
10 budowa i rozwój OUN
10 Hist BNid 10866 ppt
POKREWIEŃSTWO I INBRED 22 4 10
więcej podobnych podstron