
34
Drying of Textile Products
Wallace W. Carr, H. Stephen Lee, and Hyunyoung Ok
CONTENTS
34.1 Introduc tion ........ ............... .......... .......... ............... .......... ............. ............... .......... .......... ............... ...... 781
34.2 Classifi cation of Drying Steps for Tex tile Products ..... ............... .......... .......... ............... .......... .......... .. 782
34.2. 1 Predryi ng and Final Drying ..... .......... .......... ............... .......... ............. ............... .......... .......... .. 782
34.2. 2 Mechan ical Dewater ing ............. ............... .......... ............. ............... .......... .......... ............... ...... 783
34.2. 3 Thermal Dryers ..... .......... .......... ............... .......... ............. ............... .......... .......... ............... ...... 783
34.3 Properti es of Textiles .......... .......... .......... ............... .......... ............. ............... .......... .......... ............... ...... 783
34.4 Typical Dryer s for Tex tiles .......... .......... ............... .......... ............. ............... .......... .......... ............... ...... 785
34.4.1.1 Sque ezing. ..... ............. ............... .......... ............. ............... .......... .......... ............... ...... 785
34.4.1.2 Vacuum Extract ion ... ............... .......... ............. ............... .......... .......... ............... ...... 785
34.4.1.3 Cent rifuge ..... ............. ............... .......... ............. ............... .......... .......... ............... ...... 786
34.4.3.1 Circu lating-Air Dryers .......... .......... ............... .......... .......... ............... .......... .......... .. 787
34.4.3.2 Thr ough-A ir Dryer s ..... ............... .......... .......... ............... .......... .......... ............... ...... 788
34.4.3.3 Impi ngement Dryers ..... ............... .......... .......... ............... .......... .......... ............... ...... 788
34.1 INTRODUCTION
The word ‘‘texti les’’ comes from the Latin textili s ,
meani ng ‘‘woven’ ’; but in textile science, textile is
defined as any produ ct made from fibe rs. Thus tex-
tiles refer s not only to woven fabri cs but also to
nonwoven fabri cs, knitt ed fabrics, tufted fabrics
such as carpets and be dspreads , and specially con -
structed fabrics [1].
dep icts the major
segme nts an d linkag es of the text ile indu stry, from
fibers to prod ucts. The textile mill porti on of the
textile co mplex includes many ch emical wet process es
such as slashing, dyeing, print ing, latex bondi ng, and
finishi ng. In many of these process es, drying is re-
quired to remove the excess mo isture in the porou s
material s to produce the de sired produ ct. For ex-
ample , the typical steps used to prod uce latex-backed
tufted carpet are shown schema tica lly in
.
As there are many textile products ranging from
yarns to carpets which have to be processed, many
different drying processes are used by the textile
industry. To complicate things further, various pro-
cesses are used for the same product. Typical drying
systems used by the textile industry for drying fabrics
and tufted carpets are discussed in this chapter.
The term drying is commonly used to describe the
process of thermally removing the volatile substances
from a product [2]. In textiles, the term is more gen-
erally used to mean the dewatering of a product.
Mechanical dewatering is generally much less expen-
sive than thermal drying. Thus, as much water as
possible is usually removed mechanically.
Approximately 25% of the energy used in wet
processing is consumed in drying [3]. In addition to
energy cost, drying is a common bottleneck in the wet
processes. Thus, improvement of the drying rate and
ß
2006 by Taylor & Francis Group, LLC.

energy efficien cy of the drying syst em an d selec tion of
the proper type of dryers are of great importance to
the text ile indust ry.
In this ch apter, mois ture regai n (%), de fined as the
weight of wat er in the textile to the dry weigh t of
textile , is used to indica te the amount of mois ture
contai ned in the textile .
34.2 CLASSIFICATION OF DRYING STEPS
FOR TEXTILE PRODUCTS
The drying or dewate ring process es can be classified
either as predryi ng and final drying or as mechani cal
and therm al drying. Pr edrying is acco mplished using
either mechani cal or therm al pro cesses wher eas fina l
drying is achieve d using therm al pro cesses. Pred rying
is the low ering of the moisture regai n to some pred e-
termined level . This is foll owed by the fina l-drying
step in which the moisture regain is lowered to the
desired level . For exampl e, fabri cs that are he at set in
the drying process will be predri ed by some mean s to
a moisture regai n of ap proximatel y 30%. They will be
transp orted through a c onvectio n oven using a tente r
frame that fixes the width of the fabric, giving it a
dimensional stability. Mechanical dewatering is usu-
ally used to predry fabrics when feasible because it
requires much less energy expenditure per mass of
water remove d (
) [4]. How ever, the level
to which the moisture regain can be lowered by mech-
anical methods is usually too high, and thermal pro-
cesses are required to obtain the final moisture regain.
34.2.1 P
REDRYING AND
F
INAL
D
RYING
Drying is sometimes separated into two steps: (1)
predrying and (2) drying. This may be done for either
economical or technical reasons. Predrying may be
Fabric production
• Nonwoven
Yarn production
Fabric production
• Weaving
• Nonwoven
• Knitting
Fiber production
Apparel
production
Engineered-
products production
Carpet and rug
production
Home-furnishing
production
FIGURE 34.1 The textile industry.
Yarn
Tufting
Continuous drying
Batch dyeing
Continuous dyeing
and
drying
Latex backing
Secondary backing
Drying and curing
FIGURE 34.2 Process diagram of a typical carpet mill.
ß
2006 by Taylor & Francis Group, LLC.

carried out by methods that are effici ent and require
low en ergy input. Thi s will be followe d by fina l dr ying
either be cause the moisture regai n that can be
obtaine d wi th the predryi ng method is limit ed or
because be tter prod uct quality can be obtaine d by
final drying using so me other method. Someti mes
predryi ng is used for techni cal reasons . For exampl e,
in continuou s dyeing, fabric satur ated with dy e solu-
tion must be dried to fix the dye. The moisture regain
must be lowered unifor mly to a bout 30% to prev ent
dye migrati on. Pr edrying is often accompl ished us ing
gas infr ared (IR ) systems and final dr ying is achieve d
using either steam cans or convectio n ovens.
34.2.2 M
ECHANICAL
D
EWATERING
Several method s are available for mechan ically red u-
cing the amount of water in textile mate rials. The
most common techni ques are mangl ing or sq ueezing,
vacuum extra ction, and centri fuging. The techni que
selected is influenced by the type of mate rial to be
process ed and on whet her a batch or continuou s
process is to be used. Man y delicate fabri cs are dam-
aged by squeezing betw een rollers or spinni ng in a
centrifuge. Since va cuum slots c ause less da mage,
they are often used with delicate fabrics. Centrifu ging
is normal ly lim ited to ba tch process es. M anglin g fol-
lowed by vacuum extra ction is often used for continu-
ously pro cessing fabrics a nd carp ets. Man gling
remove s free water very effici ently, and vacuum ex-
traction lowers the moisture regain to levels una chiev-
able wi th mangl ing alone.
The mois ture regain ach ievable wi th mechani cal
methods depend s signi ficantly on the type of pro cess
used an d on the type of textile being dried. For
exampl e, the redu ction in mois ture regain obt ainable
with squ eezing rollers va ries wi th both the fiber type
and the textile con struction. For struc tures composed
of hyd rophilic fibers such as co tton, the mois ture
regain can typic ally be reduced from about 150% to
60–100% . On the other han d, for structures composed
of hy dropho bic fibe rs such as polyest er, signi ficantly
lower moisture regai n can be obt ained.
34.2.3 T
HERMAL
D
RYERS
Thermal dryers are somet imes used for predryi ng, but
are almost always used for fina l drying beca use of the
limitations of mechani cal dryers . After mech anical
predryi ng, much of the remai ning water is chemi cally
bonde d to the fibe r and must be evapo rated. Thi s is
accompl ished using severa l types of thermal system
such as heated cans, con vection ov ens, and radio fre-
quency (RF) dryers . Recently, microwav e dryers have
been designe d for drying textile s and carpet tiles [5].
34.3 PROPERTIES OF TEXTILES
The physical, thermal, and sorptive properties of textiles
are very important in calculating drying-energy usage,
modeling the thermal drying processes, and determin-
ing the dryer operation conditions. The physical and
thermal properties of several fibers are given in Table
34.2 [6]. The equilibrium moisture regain vs. relative
humidity of several fibers is given for absorption
and desorption in
[7]. As illustrated in
TABLE 34.1
Typical Energy Requirements for Common Textile
Drying Equipments
Equipment Type
Energy Requirement
(kJ/kg)
a
Mechanical dewatering
Squeeze roll
58
Vacuum extractor
700
Thermal drying
Steam can
4700
Convection dryer
7000
Radiant predryer
9300
a
Kilojoules per kilogram of water removed.
Source: From Georgia Institute of Technology, Report No. ORO-
5099-T1, U.S. Department of Energy, 1978, p. 15. With permission;
Badin, J.S. and Lowitt, H.E., Report No. DOE/RL/01830-T56,
U.S. Department of Energy, January 1988. With permission.
TABLE 34.2
Physical and Thermal Properties of Fibers
Material
Density
(g/cm
3
)
Specific
Heat
(J/kg/K)
Thermal
Conductivity
(W/m/K)
Thermal
Diffusivity
(cm
2
/s)
Natural Fiber
Cotton
1.52
1250
0.07
0.000368
Cotton bats
0.08
1300
0.06
0.00577
Wool
1.34
1340
—
—
Wool bats
0.5
500
0.054
0.00216
Synthetic Fibers
Nylon 6, 66
1.14
1419
0.25
0.001545
Polyethylene
0.97
1855
0.24
0.001334
Poly(ethylene
terephthalate)
1.37
1103
0.14
0.000926
Polypropylene
0.93
1789
0.12
0.000721
Polyacrylonitrile
1.18
1286
—
—
Others
Carbon fiber
1.8–2.1
710
05–500
0.10–3.97
Source: From Warner, S.B., in Fiber Science, Englewood Cliffs, NJ:
Prentice-Hall, 1995. With permission.
ß
2006 by Taylor & Francis Group, LLC.

TABLE 34.3
Moisture Regain of Fibers for Moisture Absorption and Desorption at 21
˚
C
Fiber
Relative Humidity (%)
10
20
30
40
50
60
70
80
90
95
Cellulose acetate
0.52
a
/0.80
0.87/2.70
1.67/4.47
2.73/5.40
3.53/6.50
4.27/7.81
5.71/8.83
6.67/10.59
7.96/13.54
9.12/14.01
Cotton
1.40/2.28
2.08/4.38
3.72/5.67
4.86/6.06
5.86/7.61
6.95/8.36
7.90/9.71
9.45/11.72
11.04/13.90
12.74/14.12
Kevlar aramid
0.88/1.45
1.73/2.69
1.98/3.01
2.58/3.96
3.58/5.38
3.82/5.55
4.12/6.15
4.68/6.73
5.51/6.97
5.49/7.14
Nomex aramid
1.15/2.66
2.34/3.88
2.66/4.48
3.27/5.01
4.38/5.68
4.70/5.76
5.00/6.03
5.48/6.27
6.15/6.75
6.45/6.80
Nylon 66
0.44/0.70
0.78/1.77
1.49/2.36
2.17/2.69
2.70/3.33
2.70/3.87
3.77/4.40
4.45/5.30
5.01/5.53
5.47/6.02
Poly(ethylene terephthalate)
0.02/0.04
0.07/0.14
0.12/0.20
0.28/0.29
0.34/0.36
0.39/0.43
0.43/0.47
0.50/0.55
0.53/0.55
0.53/0.55
Silk
1.14/3.45
3.25/6.20
5.20/7.70
6.76/9.72
7.91/11.71
8.11/11.51
10.67/12.26
11.96/14.85
13.54/17.36
15.74/20.97
Viscose rayon
2.38/3.96
4.87/8.28
7.03/10.62
8.76/12.42
10.45/13.65
12.20/14.67
14.39/16.13
16.22/18.32
18.36/20.57
20.65/25.00
Wool
2.14/3.68
3.58/8.13
6.67/10.80
8.28/12.60
10.02/14.78
12.39/16.08
13.62/17.71
15.33/19.33
17.26/20.20
19.34/21.09
a
First number is for moisture absorption and second number is for moisture desorption.
Source: From Fuzek, J.F., Ind. Eng. Chem. Prod. Res. Dev., 24, 140–144, 1985. With permission.
ß
2006
by
Taylor
&
Francis
Group,
LLC.

Figure 34.3, comparison of the equilibrium moisture
regains for absorption and desorption shows that
the hysteresis [8] is large for hydrophilic fibers, such
as cotton, and low for hydrophobic fibers, such as
po ly es te r.
34.4 TYPICAL DRYERS FOR TEXTILES
The typical dryers used for textile s and carpets are
summ arized in Table 34.4. Thes e dryers are briefly
describ ed below.
34.4.1 M
ECHANICAL
D
EWATERING
The most common pro cedure for mechan ically dewa-
tering in continuous process es is the squeezing us ing
nip roll ers follo wed by vacuum extracti on. In process -
ing ba tch mate rials, centrifugi ng is commonl y used.
34.4.1 .1 S queezing
The first step in the de wateri ng process is usually
squeezing or mangl ing, shown schema tically in
. It is accompl ished by passi ng the textiles between
a pair of rollers an d is by far the least exp ensive
method for dewateri ng fabric s. The energy requir e-
ments of wat er remove d are only approxim ately 58
kJ/kg. However, squeezing can reduce the mois ture
regain only by 60 to 100 %, de pending on the pro per-
ties of the fibers and the fabric co nstruction.
34.4.1 .2 Vac uum Extracti on
The next step in de waterin g text iles and carpets is
usually vac uum extracti on as shown schema tically in
0
2
4
6
8
10
12
14
16
0
20
40
60
80
100
0
20
40
60
80
100
Relative humidity (%)
Moisture regain (%)
0
0.1
0.2
0.3
0.4
0.5
0.6
Relative humidity
Moisture regain (%)
(A) Cotton
(B) Poly(ethylene terephthalate)
FIGURE 34.3 Moisture regain vs. relative humidity for absorption and desorption of cotton and poly(ethylene terephthal-
ate) fibers. (From Fuzek, J.F., Ind. Eng. Chem. Prod. Res. Dev., 24, 140–144, 1985. With permission.)
TABLE 34.4
Typical Dryers Used in Textile and Carpet Industry
Application
Drying Step
Type
Yarn preparation
and weaving
1. Slashing
Predrying
Squeezing
Drying
Steam cans
Fabric finishing
1. Preparation
Predrying
Squeezing/vacuum
extraction/steam
cans
Drying
Steam cans or
convection oven
2. Dyeing and
printing
Dyeing
Predrying
Squeezing/vacuum
extraction/steam
cans
Infrared oven
Drying
Steam cans or
convection oven
Printing
Drying
Convection oven
3. Finishing
Predrying
Squeezing/vacuum
extraction/steam
cans
Drying
Steam cans or
convection oven
Floor covering
(tufted carpet)
1. Drying after
dyeing
Predrying
Squeezing/vacuum
extraction
Drying
Convection Oven
2. Application of
secondary
backing
Drying
Convection Oven
ß
2006 by Taylor & Francis Group, LLC.

Figure 34.5. With this method, water is extra cted from
the textile in open width as it pa sses ov er a slotted or
perfor ated box in which vacuum is maintained by a
pump. The final moisture regai n dep ends on ope rating
parame ters, such as initial moisture regain , vacuum
pressur e, and pro duction speed, an d is also highly
depend ent on text ile con struction and fiber hyd rophi-
licity. The energy requir ements (700 kJ/kg of water
remove d) are high compared wi th squeezing , but
much lower than for therm al methods . The typic al
moisture regai n ach ievable for fabri cs made from sev-
eral types of fibe rs is shown in
[9]. It is abo ut
30 to 50% for tufted ny lon carpet s, depend ing on the
vacuum syst em an d carpet constru ction.
34.4.1 .3 Cent rifuge
Centrifu ging involv es rotating the text ile at high
speed to remove water, an d is normal ly limited to
batch process ing of material s su ch as skeins of
yarns, pack ages of yarns, an d smal l rugs. The mois -
ture regain of various kinds of fibers after centrifu-
ging is shown in
.
⫹
⫹
⫹
⫹
⫹
Fabric
Squeeze rolls
Roll
Fabric
Roll
Water
⫹
(a)
(b)
FIGURE 34.4 Dewatering using squeeze rolls.
Suction slot
Atmospheric pressure
Fabric
Fabric
Water
separator
Vacuum
pump
Exhaust
Air bleed
Valve
Low pressure
FIGURE 34.5 Schematic of a vacuum extraction.
ß
2006 by Taylor & Francis Group, LLC.

34.4.2 C
ONDUCTION
D
RYERS
Conduction drying involves placing the surface of the
material in direct physical contact with a heated sur-
face. An advantage of conduction dryers is that heat-
transfer rates achievable are usually higher than for
convection drying. A disadvantage is that the direct
contact with the solid surface may cause damage to
the textile.
34.4.2.1 Hot-Cylinder Drying
Conduction drying is usually carried out using hot
cylinders, which are rotating metallic cans that are
heated using steam or special heat-transfer liquids.
When steam is used, the drying system is often re-
ferred to as steam cans, which are shown schematic-
ally in Figure 34.6. The energy requirements removed
are typically around 4700 kJ/kg, which is usually
lower than that of other thermal dryers.
Steam cans are used in predrying and final drying
of fabrics. They are often used to predry fabrics that
must be dimensionally stable after final drying. The
steam cans are used to reduce the moisture regain to
about 30%, and convection ovens with tenter frames
are used for final drying. In some cases where contact
with the hot surface does not negatively affect fabric
properties, all of the thermal drying is achieved with
the steam cans.
Although the direct contact of the fabric with the
hot surface gives high heat-transfer rates, it can cause
problems. One problem is that the pressure between
the can and the fabric can distort the surface of
delicate fabrics. Another problem occurs when a fab-
ric containing materials such as dyes, print paste, and
adhesives touches the hot surface. Sometimes mater-
ials from the fabric will transfer to the hot surface,
and then subsequently transfer to regions of the fab-
ric, causing unwanted effects.
34.4.3 C
ONVECTION
D
RYERS
Convection dryers are the most common type of
dryers used for drying textiles and carpets. The drying
medium is usually hot air though steam can be used if
the temperature can be raised sufficiently high with-
out damaging the textile [10,11]. The manner in which
air is applied to the product greatly affects the heat-
transfer and drying rates that are achievable in con-
vection ovens. There are three types of convection
dryers: (1) circulating-air, (2) through-air, and (3)
impingement.
34.4.3.1 Circulating-Air Dryers
In circulating-air dryers, drying is achieved by trans-
porting the textile through hot air that circulates
through the oven. Products that have varying sizes
and weights such as towels and washcloths are looped
over hangers that slowly pass through the oven. Dry-
ing rates are usually low, and residence times in this
type dryer (sometimes referred to as loop dryers) are
usually in the order of 40 to 45 min.
TABLE 34.5
Moisture Regain after Vacuum Extraction
Fabric
Vacuum
(Hg Vac)
Moisture
Regain (%)
100% Polyester
15’’
10–15
100% Polyester
10’’
25–30
80% Polyester/20% cotton
15’’
25–30
65% Polyester/35% cotton
15’’
35–40
100% Cotton
17’’
50–55
50% Rayon/50% cotton
17’’
55–65
Source: From Ostervold, J.A., America’s Textiles International, 11,
16j–16l, 1982. With permission.
TABLE 34.6
Moisture Regain after Centrifuging
Material
Moisture Regain (%)
a
Acetate
31
Cotton
48
Nylon
16
Silk
52
Viscose rayon
103
a
Moisture regain after rotating for 5 minutes using a centrifuged
force 1000 times the gravitational field.
Source: From Morton, W.E. and Hearle, J.W.S., Physical Properties
of Textile Fibers, 3rd ed., Manchester, UK: The Textile Institute,
1993. With permission.
⫹
⫹
⫹
⫹
⫹
⫹
Fabric
Steam cans
FIGURE 34.6 Schematic of a steam can dryer.
ß
2006 by Taylor & Francis Group, LLC.
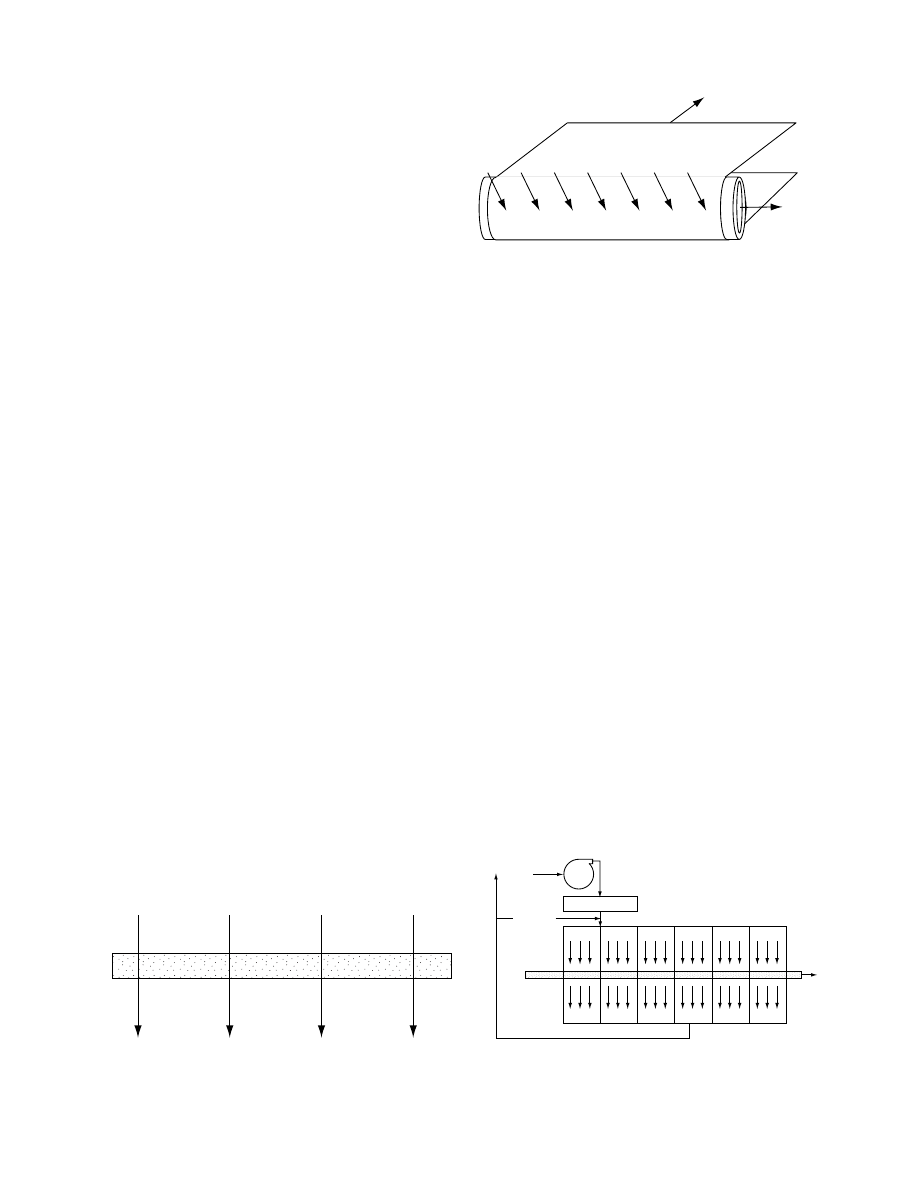
34.4.3 .2 Thr ough-Air Dryers
Through-air (flow-through) dryers have been widely
used to remove moisture from various textile products
for over 50 years. The principle of through-air drying is
to evaporate moisture by forcing the air to flow through
the porous material. The basic concept is illustrated in
Figure 34.7. As through-air drying greatly increases the
contact surface area between the hot air and the wet
surface, it provides high overall drying rate.
Ther e are two types of through- air dryers often
used in the text ile indu stry: (1) suc tion or perfora ted
drum drying systems and (2) conv ection oven s wi th
tenter fram es for fixing the trans verse dimension of
the pr oduct while it is transp orted throug h the oven .
Suc tion or perfora ted dru m dryers are often used
to dry fabri cs, particular ly nonw ovens, and somet imes
unback ed tufted carp ets. These dryers usuall y consis t
of two or more pe rforated drums mou nted hor izon-
tally in a compart ment (Figur e 34.8). Several two -
drum compart ments are typicall y linked togeth er to
form a complete machin e. Fans draw air from the
interior of the dr ums pro ducing suctio n on the surface
area in contact with the mate rial. Thi s suctio n hold s
the mate rial to the surfa ce of the drum permi tting hot
air to pa ss through the material being dried. A por tion
of the drum has no sucti on, whi ch permi ts the material
to transfer to the ne xt dru m wi thout interfer ence.
The secon d type of through -air dryer co mmonly
used to dry fabrics and unba cked tufted carpet s is
shown schema tica lly in Figu re 34.9. It is a con vection
oven with a tente r fram e that con trols the trans verse
dimens ion of the prod uct while it transp orts the fabric
through the dryer. Fans blow hot air in the chamb er
on one side of the fabri c creat ing a pressur e drop
across the fabric, cau sing hot air to flow through the
fabric. Some of the warm mois t air exit ing the fabric
is usuall y reh eated an d recycl ed through the fabric.
In the through -air drying process , most of the
energy is requ ired for heati ng air and blow ing it
through the wet mate rial. For a given blow er co n-
figurati on, the veloci ty of the air flowi ng through
the material depend s on the air pe rmeabili ty of the
material . Air permea bility is a measur e of how easily
air can flow throu gh a unit area of por ous material at
a given pressure drop. As the air permea bility of the
material increases, the airflow rate increases resul ting
in a higher drying rate. In this case, through -air dry-
ing is a go od option; howeve r, if air permea bility of
the mate rial is too low, the elect rical en ergy for driv-
ing the fan to obtain a req uired airflow rate woul d be
too high. In this case, impi ngement drying is often
used instead of through- air drying.
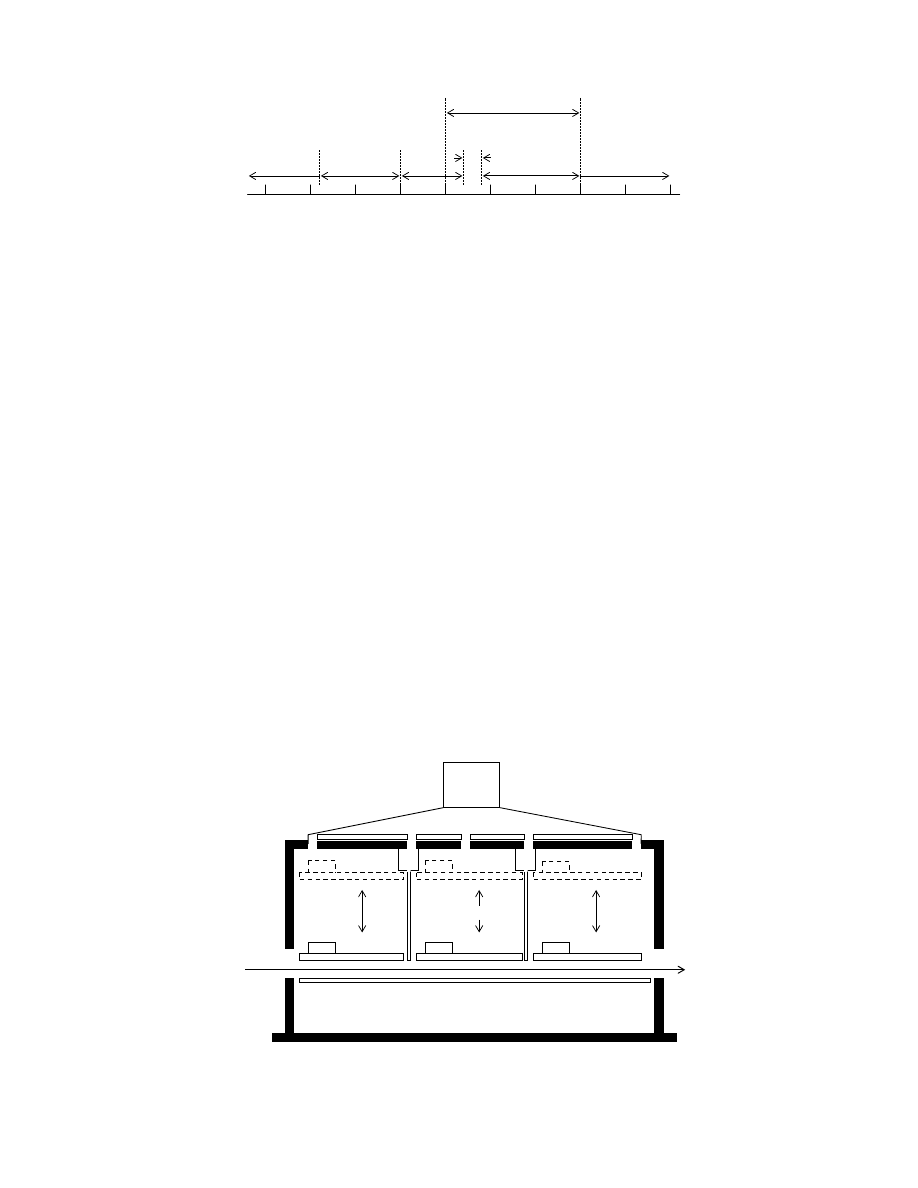
34.4.3 .3 Impi ngement Dry ers
Convec tion impingement drying syst ems are often
used to dry textile s with low air permea bility, for
exampl e, latex co mpounds used to ba ck tufted car-
pets. This technology utilizes columns of high velocity
hot air directed at the product surface via nozzles
mounted above and below the product, as shown
schema tically in
. Due to the co mplex
fabrication and high air-handling costs of impinge-
ment dryers, they are preferably used for thick fabrics
and fabrics with backings such as latex.
Typically, the impingement air hits perpendicu-
larly or near perpendicularly onto one or both of the
product surfaces. If air impinges onto both surfaces, a
Through-air in
Fabric
FIGURE 34.7 Schematic of a through-air drying system.
Fabric
Hot-air in
To fan
FIGURE 34.8 Schematic of a suction drum dryer.
Fan
1
2
3
4
5
6
Fabric
Gas burner
Exhaust Air in
Recycle
FIGURE 34.9 Industrial through-air dryer.
ß
2006 by Taylor & Francis Group, LLC.

tenter fram e is often used to control the trans verse
dimens ion and to trans port the pro duct throu gh the
dryer. If air impinges onto only one produ ct surfa ce,
the product is typic ally sup ported on a mesh screen,
conveyo r, or roller.
The designin g of impi ngement dryers may involve
selecting nozzle confi guration an d geometry, deter-
mining v elocity and tempe ratur e of impingemen t air,
nozzle- target spacing , calcul ating drying rate, esti -
mating air-recycl e ratio, etc. The details of de signs
of impingemen t dryers are well descri bed in ano ther
chapter of this ha ndbook.
34.4.4 I
NFRARED
D
RYERS
Thermal -radiati on emitters, referred to as IR emit -
ters, are used primaril y to predry text ile and carpet
products. Thermal radiat ion is a mod e of heat trans -
fer charact erized by energy transpo rt in the form of
electromagne tic waves. It is the energy emitted by the
body solely by virtu e of its temperature. Alt hough
high-temper ature emitter s emit thermal rad iation in
the IR, visible, and ultraviolet regions of the elect ro-
magnet ic spectr um, almos t all of the radiat ions are in
the IR region (
). Thus the dryers us ing
the therm al-radiat ion emitter s are referred to as IR
heater s.
IR ov ens are typic ally used to pred ry material s that
are finally dried in tente r-frame convectio n oven s.
They are also used to augment the exist ing ovens
where add itional producti on is need ed and space is
limited . IR ovens are not nor mally used to accompl ish
final drying because IR energy is absorbed by dry
textile s and there is a danger of sco rching or burning
the product.
The thermal rad iation heat-transfer rate, q
rad
,
emitted by the IR emitter is equal to A«s T
4
, where
A is the emitter surface area, « is the emis sivity of
the emit ter, s is the Stefan –Boltzm ann constant
(5.67
10
8
W/m
2
/K
4
), an d T is the tempe rature of
the emit ter. As the energy emit ted varie s with
the fourt h power of tempe ratur e, the heating power
densities of IR emit ters vary greatly wi th emit ter
tempe rature. IR syst ems wi th high-t empera ture emit -
ters are availa ble that can provide much higher e n-
ergy densities than co nduction and convectio n dryers .
The de pth of IR pe netration into the text ile de -
pends on the wave lengt h. The shorter the wave lengt h,
the deep er is the pen etration. How ever, even a t short
wavelengt hs, the maxi mum dep th is typicall y no
greater than abou t 1 .5 mm. Thus , IR drying is gener-
ally used for thin material s such as fabric s in dyeing,
finishi ng, or coati ng process es.
Two types of IR emit ters (electri c a nd gas-fire d)
are use d in IR dryers for text iles. Bot h types of IR
emitter s can be used to produ ce medium -wavelength
(2 to 4 mm) and long-wavelength (4 to 10 mm) IR
radiation; however, only the electric IR emitter can
generate the short-wavelength (0.76 to 2 mm) IR ra-
diation. For the electric IR drying systems, 100% of
the input energy is utilized to heat the emitters and up
to 86% is converted to IR radiation. For the gas IR
drying system, 25 to 50% of the input energy typically
goes into the flue gas and is exhausted. Thus, the gas
IR drying systems usually produce less radiation per
unit of input energy. However, cost per unit of input
energy for electricity can be 3 to 5 times that of gas.
Based on the efficiency and the unit price of energy,
the energy cost for drying must be calculated for each
application.
IR drying is accomplished using various setups.
An IR emitter suspended over the textile or mounted
vertically with the textile moving parallel to it trans-
fers heat that may be adequate in some cases. How-
ever, placing the IR emitter in a properly designed
enclosur e (
) enables it to be more energy
efficient, create better temperature uniformity across
the web, put less load on the plant air-conditioning
system, and be safer for personnel [12]. A low-velocity
air impingement between the IR emitters is useful in
removing the moisture-laden air from the surface of
the textile.
34.4.5 R
ADIO
F
REQUENCY AND
M
ICROWAVE
D
RYERS
Although RF and microwave dryers have been used
by the textile industry, the market penetration of RF
dryers is much greater. The cost of the equipment has
been a barrier to the use of both types of dryers, and
uniformity of treatment has been a problem associ-
ated with microwave drying. As RF and microwave
systems are operating on electric power, the unit of
energy cost is usually higher than for conventional
dryers. However, the energy efficiency of RF and
microwave systems are normally much higher than
for conventional system, which tends to offset the
higher unit of energy cost.
Impingement-air in
Fabric
Impingement-air in
FIGURE 34.10 Schematic of a double-impingement drying
system.
ß
2006 by Taylor & Francis Group, LLC.
RF and microwave dryers are based on a thermal
effect known as dielectric heating. When a dielectric,
i.e., a material which is an electrical insulator, is
placed in an alternating electric field, successive dis-
tortion of the molecules causes heating. Although
there are several heat dissipation mechanisms, only
two are of major importance to heating textiles. One
is ionic conduction, where ions are accelerated by the
electric field and collide with other molecules, giving
up kinetic energy. The other is dipolar rotation, where
dipoles or induced dipoles in the molecules making
up the material tend to align with the electric field.
When the field alternates, the dipoles tend to rotate to
follow the electric field. The rotating dipoles interact
with the surrounding material and the intermolecular
friction results in heat being given off [13].
The frequencies for RF heating are between 1 and
100 MHz while those for microwave heating are be-
tween 300 MHz and 300 GHz. However, Industrial,
Scientific, and Medical (ISM) bands for industrial
heating have been established by international agree-
ment. These are 13.56, 27.12, and 40.68 MHz for RF
heating and 896, 915, and 2450 MHz for microwave
heating [14].
Since 1978, RF dryers have been used by the
textile industry primarily to dry bulky textile materials
such as hanks, muffs, tops, and yarn packages. Four
types of systems are currently being manufactured:
(1) batch units; (2) continuous belts; (3) combination
RF and air/vacuum system where water is vaporized
and removed at a temperature lower than 1008C;
and (4) air, RF assisted (ARFA). When compared
with conventional dryers, RF dryers usually have
the advantage of providing a more uniform final dry-
ing and reduced chance of overdrying. The energy
requirements of RF dryers depend on process param-
eters such as fiber type, substrate, and process: for
example, 0.53 kWh/kg of water removed for drying
100% polyester packages and 4.91 kWh/kg of water
removed for drying loose-stock cashmere [15].
Until recently, the use of microwave systems for
drying textiles has been extremely limited. The major
limitation of microwave heating has been a problem
with uniformity of treatment. Nonuniform treatment
can lead to hot spots, resulting in overheating in some
areas and underheating in others. Recent research has
led to a new approach to microwave drying of textiles.
The use of waveguides to serpentine the microwave
Visible
Radio waves
Thermal radiation
Infrared
Ultraviolet
X-rays
Gamma rays
10
–4
10
–5
10
–3
10
–2
10
–1
10
1
10
2
10
3
1
10
4
l (
μm)
FIGURE 34.11 The electromagnetic spectrum.
Blower
Exhaust duct
Panel heater
Panel heater
Panel heater
Reflector or additional panel heaters
Fabric
Heaters retract
FIGURE 34.12 Schematic of an infrared oven.
ß
2006 by Taylor & Francis Group, LLC.

energy back and forth across the material being treated
gives the needed improvements in uniformity. Micro-
wave drying systems are now being tested for drying a
range of textile products including tubular knits,
sheets of yarns, terry towels, and carpet tiles [5,16].
34.5 CONCLUSION
As there are many textile products that are to be
processed, many different drying systems are used
by the textile industry. To complicate things further,
various processes are used for the same product. Typ-
ical drying systems used by the textile industry for
drying fabrics and tufted carpets are briefly discussed
in this chapter. No attempt is made to give full design
details. Also the mechanical, electrical, or control
aspects of these dryers are not discussed. The reader
can refer to other chapters of this handbook for more
details and additional references.
REFERENCES
1. ML Joseph. Introductory Textile Science, 3rd ed. New
York: Holt, Rinehart, and Winston, 1986, p. 1.
2. AS Mujumdar. Handbook of Industrial Drying, 2nd ed,
New York: Marcel Dekker, 1995, p. 1.
3. Georgia Institute of Technology. Energy conservation
in the Textile Industry: Phase II. Report No. ORO-
5099-T1. U.S. Department of Energy, 1978, p. 15
4. JS Badin and HE Lowitt. The U.S. textile industry: an
energy perspective. Report No. DOE/RL/01830-T56.
U.S. Department of Energy, January 1988.
5. MC Thiry, The magic of microwaves Text. Chem. Col-
orist & Am. Dyestuff Rep. 32:2–4, 2000.
6. SB Warner. Fiber Science. Englewood Cliffs, NJ:
Prentice-Hall, 1995.
7. JF Fuzek, Absorption and desorption of water by some
common fibers Ind. Eng. Chem. Prod. Res. Dev. 24:140–
144, 1985.
8. WE Morton and JWS Hearle. Physical Properties of
Textile Fibers, 3rd ed. Manchester, UK: The Textile
Institute, 1993.
9. JA Ostervold, Vacuum extraction comes of age.
America’s Textiles International 11:161–16l, 1982.
10. DR O’Dell. The Drying Behavior of Carpet Tiles in a
Medium of Superheated Steam. MS Thesis, Georgia
Institute of Technology, Atlanta, GA, 1994.
11. DR O’Dell and WW Carr, Effect of humidity on the
drying rates of carpet titles Text. Res. J. 66:366–376, 1996.
12. T VonDenend, Effective use of infrared heating for
textile coating and laminating applications J Coated
Fabrics 23:131–149, 1993.
13. M Orfeuil. Electric Process Heating: Technologies/
Equipment/Applications.
Columbus,
OH:
Battelle
Press, 1987, p. 519.
14. DE Clark, WH Sutton, and DA Lewis. Microwaves:
Theory and Application in Materials Processing IV.
Ceramic Transactions, Vol. 80. Westerville, OH: The
American Ceramic Society, 1997, p. 41.
15. The Industrial Electrotechnology Laboratory, CAD-
DET Energy Efficiency, March 1996.
16. INJ Departments, INJ. Summer:4–6, 2001.
ß
2006 by Taylor & Francis Group, LLC.

Document Outline
- Table of Contents
- Chapter 034: Drying of Textile Products
- 34.1 Introduction
- 34.2 Classification of Drying Steps for Textile Products
- 34.3 Properties of Textiles
- 34.4 Typical Dryers for Textiles
- 34.5 Conclusion
- References
Wyszukiwarka
Podobne podstrony:
039 Drying of Biotechnological Products
029 Drying of Pharmaceutical Products
030 Drying of Nanosize Products
Modeling with shrinkage during the vacuum drying of carrot (daucus carota) (Arévalo Pinedo, Xidieh M
Influence of drying methods on drying of bell pepper (Tunde Akintunde, Afolabi, Akintunde)
[Mises org]Hülsmann,Jörg Guido The Ethics of Money Production
Far infrared and microwave drying of peach (Jun Wang, Kuichuan Sheng)
ecdltest, produkty ryżowe, List of Rice Products in Stock
Microwave Application in Vacuum Drying of Fruits (Drouzaf, H SchuberP)
Microwave vacuum drying of model fruit gels (Drouzas, Tsami, Saravacos)
Duty Health Effects of Cleaning Products
041 Drying of Polymers
042 Drying of Enzymes
ANALYSIS OF FOOD PRODUCTS 116
Modeling and minimizing process time of combined convective and vacuum drying of mushrooms and parsl
022 Drying of Fish and Seafood
026 Drying of Herbal Medicines and Tea
Characterization of microwave vacuum drying and hot air drying of mint leaves (Mentha cordifolia Opi
Microwave irradiation of hazelnuts for the control of aflatoxin producing Aspergillus parasiticus
więcej podobnych podstron