„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Zbigniew Gregorczyk
Prowadzenie procesów czyszczenia i renowacji wyrobów
skórzanych 311[09].Z5.05
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Jan Skiba
inż. Jolanta Górska
Opracowanie redakcyjne:
mgr inż. Jan Skiba
Konsultacja:
mgr inż. Zdzisław Feldo
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[09].Z5.05
„Prowadzenie procesów czyszczenia i renowacji wyrobów skórzanych” zawartego
w modułowym programie nauczania dla zawodu technik garbarz.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Ocena jakości odzieży skórzanej i wyrobów przed czyszczeniem
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
10
4.1.3. Ćwiczenia
10
4.1.4. Sprawdzian postępów
11
4.2. Zasady przyjmowania, przygotowania i odnawiania wyrobów skórzanych 12
4.2.1. Materiał nauczania
12
4.2.2. Pytania sprawdzające
17
4.2.3. Ćwiczenia
18
4.2.4. Sprawdzian postępów
20
4.3. Metody, sposoby i technika czyszczenia skór wyrobów futrzarskich
21
4.3.1. Materiał nauczania
21
4.3.2. Pytania sprawdzające
40
4.3.3. Ćwiczenia
40
4.3.4. Sprawdzian postępów
43
4.4. Maszyny i urządzenia stosowane do czyszczenia i renowacji wyrobów
skórzanych
44
4.4.1. Materiał nauczania
44
4.4.2. Pytania sprawdzające
48
4.4.3. Ćwiczenia
48
4.4.4. Sprawdzian postępów
49
5. Sprawdzian postępów
50
6. Literatura
55

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w poznaniu procesów czyszczenia i renowacji wyrobów
skórzanych. Pomoże Ci dobierać metody i środki oraz maszyny niezbędne do wykonania
oczyszczenia i renowacji.
W poradniku zamieszczono:
–
wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej,
–
cele kształcenia jakie powinieneś osiągnąć w czasie realizacji programu tej jednostki
modułowej,
–
materiał nauczania, który umożliwi samodzielne przygotowanie się do wykonania
ćwiczeń i zaliczenia sprawdzianów,
–
zestaw pytań, które pomogą Ci sprawdzić, czy opanowałeś podane treści z materiału
nauczania,
–
ćwiczenia, które umożliwią Ci nabycie umiejętności praktycznych,
–
sprawdzian osiągnięć, w którym zamieszczono przykładowy zestaw zadań testowych
sprawdzających opanowanie wiedzy i umiejętności z zakresu całej jednostki oraz
instrukcję dla ucznia i kartę odpowiedzi,
–
wykaz literatury obejmujący z jakiej możesz korzystać podczas nauki.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie czy dobrze wykonujesz daną czynność.
Zwróć szczególną uwagę na problemy ochrony środowiska i przepisy UE w tym zakresie.
Opanowanie wiedzy i umiejętności praktycznych z tej jednostki modułowej jest bardzo ważne
w dalszej nauce zawodu i we właściwym wykorzystaniu surowca skórzanego.
Bezpieczeństwo i higiena pracy
W czasie realizacji programu musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju
wykonywanych prac. Przepisy te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
311 [09].Z5
Organizacja procesu produkcji
skór
311[09].Z5.01
Posługiwanie się
dokumentacją wyprawy skór
311[09].Z5.02
Prowadzenie kontroli
międzyoperacyjnej procesu wyprawy
skór
311[09].Z5.03
Ocena jakości skór
wyprawionych
311[09].Z5.04
Przygotowanie skór
wyprawionych do obrotu
towarowego
311[09].Z5.05
Prowadzenie procesów
czyszczenia i renowacji
wyrobów skórzanych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
charakteryzować zagrożenia związane z wykonywaną pracą,
–
stosować obowiązujące procedury postępowania w przypadku zagrożenia pożarowego,
–
stosować podręczny sprzęt oraz środki gaśnicze zgodnie z instrukcją dotyczącą ochrony
przeciwpożarowej,
–
określać zasady ochrony środowiska,
–
stosować odzież ochronną oraz środki ochrony indywidualnej w zależności od rodzaju
wykonywanej pracy,
–
określać zagrożenia dla zdrowia i życia pracowników, związane z wykonywaną pracą,
–
rozpoznawać rodzaje skór wyprawionych na podstawie sposobu wykończenia,
–
określać czynniki wpływające na jakość skór,
–
wykonywać podstawowe badania organoleptyczne i laboratoryjne,
–
określać fizyczne i chemiczne właściwości skór wyprawionych na podstawie badań
laboratoryjnych,
–
pracować w grupie i indywidualnie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
określić użytkowe właściwości wyrobów ze skóry z włosem i bez włosa,
–
rozpoznać wady i uszkodzenia wyrobów skórzanych oraz elementów wyrobów,
–
ocenić jakość i stan wyrobów skórzanych,
–
zorganizować stanowisko pracy zgodnie z wymaganiami ergonomii,
–
określić sposób przygotowania wyrobów do czyszczenia i renowacji,
–
dobrać metody oraz techniki czyszczenia i renowacji odpowiednio do rodzaju skóry
i specyfiki wyrobów,
–
przygotować maszyny, urządzenia i środki do wykonania operacji technologicznych,
–
wykonać renowację i czyszczenie wyrobów skórzanych z uwzględnieniem przepisów
bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz ochrony środowiska,
–
zastosować materiały pomocnicze i środki czyszczące zgodnie z obowiązującymi
zasadami,
–
ocenić jakość wykonania operacji czyszczenia i renowacji,
–
dokonać magazynowania oraz zabezpieczyć wyroby po renowacji,
–
sporządzić dokumentację rozliczeń materiałowych i finansowych prowadzonych usług,
–
sporządzić kalkulację kosztów materiałowych i produkcyjnych,
–
wystawić rachunek za wykonaną pracę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Ocena jakości odzieży skórzanej i wyrobów przed
czyszczeniem
4.1.1. Materiał nauczania
Przemysł futrzarski stanowi ważną gałąź gospodarki narodowej, obejmującej
pozyskiwanie surowców futrzarskich, ich przetwórstwo oraz obrót skórami surowymi,
wyprawionymi i odzieżą futrzarską. Stosunkowo szeroki asortyment pozyskiwania w Polsce
skór futrzarskich i znaczna ich ilość, zwłaszcza hodowlanych, stawia Polskę w tej dziedzinie
na wysokim miejscu w Europie i na świecie, dotyczy to skór lisów, norek, szynszyli oraz skór
owczych.
Funkcja ochrony przed zimnem związana jest z korzystnymi właściwościami
ciepłochronnymi skór naturalnych ze zwierząt, które zależą przede wszystkim od rodzaju
i grubości skóry oraz od charakteru i gęstości okrywy włosowej. Futra wykonane z różnego
rodzaju skór futrzarskich bardzo różnią się ciepłochronnością i dlatego można je umownie
podzielić na typowo zimowe (ze skór owczych, jagnięcych, piżmaków, lisów, tchórzy itp.)
oraz przejściowe, o mniejszej ciepłochronności (ze skór cielaków, źrebaków, koźląt, susłów,
kretów, itp.). Ciepłochronność odzieży ze skór naturalnych jest szczególnie ważna
i doceniana w krajach o klimacie kontynentalnym, a więc o ostrych długotrwałych zimach.
Wymienione dwie funkcje odzieży futrzarskiej uzupełniają się wzajemnie i dzisiaj
mówiąc o futrze, które chroni nas przed chłodem, nie możemy pomijać jego wyglądu.
Dlatego też producenci futer muszą starać się, aby produkowana odzież spełniała
obowiązujące wymagania mody i zdobiła użytkownika. Wprowadzenie na światowy rynek
w ostatnich dziesięcioleciach licznych imitacji z włókien syntetycznych, tzw. sztucznych
futer, nie zmniejszyło, a wręcz powiększyło zainteresowanie futrami naturalnymi.
Wyroby wykonane ze skór futerkowych stanowią pokaźny procent odzieży zimowej, a jej
ilość z każdym rokiem powiększa się. Odzież ta w przeważającej części należy do odzieży
długotrwałego użytkowania. Czas użytkowania dla konfekcji futrzarskiej z różnych rodzajów
skór waha się od kilku do kilkunastu lat, a w niektórych przypadkach nawet kilkudziesięciu.
Stąd też poważnym problemem staje się właściwa konserwacja i czyszczenie tej konfekcji.
Dobrze przeprowadzone czyszczenie i renowacja może znacznie przedłużyć czas
użytkowania wyrobów, a równocześnie nieumiejętne jej przeprowadzenie może spowodować
znaczne pogorszenie jakości skór i wyrobu, a w konsekwencji pogorszeni cech użytkowych
i obniżenie jej wartości. Dotyczy to zwłaszcza wyrobów futrzarskich szybko brudzących się,
do których zaliczana jest konfekcja z welurów futrzarskich, wykonana ze skór owczych,
jagnięcych, kozich i uszlachetnionych od strony tkanki skórnej.
W ostatnich latach obserwuje się znaczny postęp w technologii i technice czyszczenia
wyrobów futrzarskich zarówno w kraju, jak i na świecie. Pojawiły się nowe maszyny
i urządzenia specjalnie przeznaczone do czyszczenia odzieży futrzarskiej, jak również nowe
środki chemiczne i materiały.
Ogólna charakterystyka metod czyszczenia i renowacji odzieży futrzarskiej
Wyroby futrzarskie to specyficzna grupa odzieży różniącą się od innych grup rodzajem
materiału użytego do jej wykonania. Materiałem, z którego wykonane są wyroby futrzarskie
to skóry futerkowe mające wysokie walory użytkowe o wysokiej wartości. Odzież ta
zaliczana jest do wyrobów długotrwałego użytkowania, wynoszącego od kilku do kilkunastu,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
a nawet kilkudziesięciu lat (wyroby ze skór bobrów, wydr, tchórzy, norek itp.). Stąd też
czyszczenie i renowacja tych wyrobów jest bardzo ważnym zabiegiem, mającym przywrócić
jej wygląd estetyczny, a równocześnie nie może spowodować pogorszenia cech użytkowych
skór, a tym bardziej ich uszkodzenia.
Ogólnie można przyjąć, że metody czyszczenia odzieży futrzarskiej dostosowane są do
jej rodzaju, inne metody zaleca się do odzieży konfekcjonowanej tkanką skórną na zewnątrz
(odzież ze skór welurowych, weluropodobnych itp.), a inne do wyrobów konfekcjonowanych
okrywą włosową na zewnątrz (np. futer z lisów, tchórzy itp. konfekcjonowanych z użyciem
innych materiałów, takich jak podszewki, tkaniny ocieplające itp.). Związane jest to w dużej
mierze z własnościami skór użytych na jedne i drugie wyroby.
Skóry welurowe, weluropodobne, szlifowane, nappalany itp. garbowane są zwykle
intensywniej do temperatury skurczu tkanki skórnej wynoszącej 85–95°C. Skóry takie są
mniej ciągliwe i bardziej wytrzymałe od skór garbowanych łagodnie, takich jak skóry nutrii,
lisów, norek, tchórzy, piżmaków, których temperatura skurczu w stanie wyprawionym wynosi
powyżej 57°C (lisy, norki, tchórze, piżmaki) lub 60°C (nutrie).
Do wyrobów grupy pierwszej – konfekcjonowanych tkanką skórną na zewnątrz stosuje
się zwykle metodę chemicznego czyszczenia w rozpuszczalnikach organicznych oraz
tradycyjną metodę czyszczenia w trocinach. Natomiast do wyrobów konfekcjonowanych
okrywą włosową na zewnątrz stosuje się najczęściej metodę czyszczenia w trocinach, której
pierwowzorem jest trocinowanie skór w trakcie ich wyprawy.
Czyszczenie i renowacja odzieży z welurów futrzarskich
Spośród odzieży futrzarskiej największą grupę, z punktu widzenia ilości czyszczonej
odzieży, stanowią wyroby z welurów futrzarskich. Welury futrzarskie mają jako materiał
wiele korzystnych cech użytkowych, jak: lekkość, bardzo dobre właściwości higieniczne,
wysoką ciepłochronność i inne, ale równocześnie mają istotną wadę – łatwo ulegają
zabrudzeniu. Stąd też powinny być okresowo poddane czyszczeniu, znacznie częściej niż
wyroby futrzarskie konfekcjonowane okrywą włosową na zewnątrz.
W miarę wzrostu ilości produkowanych w Polsce wyrobów futrzarskich coraz
ważniejszym zagadnieniem stawało się czyszczenie i renowacja tej odzieży. Zaznaczyć
trzeba, że od początku lat sześćdziesiątych występuje nieprzerwanie duży popyt na odzież
z welurów futrzarskich, a jej produkcja systematycznie rosła. Równocześnie wzrasta ilość
wyrobów użytkowanych dłuższy czas, które trafiają częściej do czyszczenia. Dlatego też
równolegle z produkcją doskonalono metody czyszczenia tej odzieży, która początkowo
prawie wyłącznie czyszczona była metodą tradycyjną. Metoda ta polega na usuwaniu
z wyrobu zanieczyszczeń w trocinach zawierających rozpuszczalnik organiczny.
W charakterze rozpuszczalnika do niedawna używany był najczęściej trójchloroetylen
(obecnie zakazany). Obecnie stosowany jest czterochloroetylen, benzyna ciężka i inne.
Przygotowanie do czyszczenia polega na odpruciu wszystkich zbędnych elementów wyrobu,
które mogłyby spowodować jego uszkodzenie lub ulec uszkodzeniu w trakcie ruchu bębna
trocinującego oraz wstępnym zapieraniu wyrobów silnie zabrudzonych wodnymi roztworami
środków powierzchniowo czynnych.
Procesy i czynności obróbki wykończeniowej nie różnią się w tej metodzie istotnie od
obróbki wykończeniowej po czyszczeniu chemicznym. Aczkolwiek metoda ta daje dobre
wyniki i w odniesieniu do niektórych wyrobów (ulegających silnemu kurczeniu pozostaje
jedyną z możliwych), to jest ona zbyt pracochłonna i stwarza inne uciążliwości, jak zapylenie,
trudności w zdobyciu odpowiednich trocin itp. Dlatego też w miarę dalszego wzrostu
produkcji skór i odzieży welurowej futrzarskiej powstała konieczność opracowania bardziej
wydajnej metody chemicznego czyszczenia odzieży welurowej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Metoda chemicznego czyszczenia polega na usuwaniu zanieczyszczeń wyrobu
w roztworze rozpuszczalników organicznych w agregatach stosowanych do czyszczenia innej
odzieży nie futrzanej. Do roztworu rozpuszczalników dodawane są wspomagacze czyszczenia
chemicznego oraz środki natłuszczające, przeciwdziałające nadmiernemu usuwaniu tłuszczu
ze skór.
Czyszczenie i renowacja odzieży konfekcjonowanej okrywą włosową na zewnątrz
O ile wyroby z welurów futrzarskich stanowią w miarę jednorodną grupę w sensie
użytego do uszycia wyrobu materiału, o tyle wyroby konfekcjonowane okrywą włosową na
zewnątrz są bardzo zróżnicowane. Różnice wynikają zarówno z różnorodności użytych na te
wyroby skór (ok. 100 rodzajów skór różnych zwierząt futerkowych), jak też metod ich
wyprawy i uszlachetniania. Stąd też większość wyrobów ze skór futerkowych
konfekcjonowanych okrywą włosową na zewnątrz (futer) wymaga indywidualnego podejścia
do problemu ich czyszczenia i renowacji.
Wyroby wykonane ze skór owczych i jagnięcych barwionych jak: futra, kurtki, kamizelki
itp. produkcji krajowego przemysłu kluczowego i spółdzielczego bez większego ryzyka
można poddać czyszczeniu chemicznemu, gdyż w odniesieniu do tych skór stosowana jest
w Polsce technologia wyprawy chromowej, zabezpieczająca w dostatecznym stopniu skóry
przed uszkodzeniem. Jednakże nawet w odniesieniu do tych wyrobów powinno się przed
przeznaczeniem ich do czyszczenia chemicznego sprawdzić temperaturę skurczu oraz stan
wyrobu (przybliżony okres użytkowania i stopień zużycia).
Wyroby ze skór futerkowych szlachetnych (norek, lisów, nutrii, tchórzy, piżmaków, kun
itp.) w zasadzie nie powinny być czyszczone chemicznie, gdyż w przypadku tych rodzajów
skór występuje zdecydowanie większe ryzyko uszkodzenia wyrobu. Ryzyko to związane jest
z małą odpornością tkanki skórnej na podwyższoną temperaturę, jak też występowanie na
rynku w kraju różnorodnych metod wyprawy, powodujących większe różnice w jakości skór
i ich odporności na różne czynniki, np. rozpuszczalniki organiczne. Stąd też w czyszczeniu
i renowacji wyrobów z tych skór dominują nadal metody czyszczenia w trocinach.
Główne fazy procesu czyszczenia odzieży futrzarskiej
Niezależnie od stosowanej metody w procesie czyszczenia odzieży futrzarskiej wyróżnić
można następujące etapy technologiczne:
–
przyjmowanie wyrobów do czyszczenia,
–
przygotowanie do czyszczenia właściwego,
–
czyszczenie właściwe,
–
dobarwianie wyrobów o niejednolitej barwie i hydrofobizacja w przypadku welurów,
–
suszenie wyrobów dobarwianych,
–
obróbka wykończeniowa po czyszczeniu.
Zaznaczyć wypada, że niekoniecznie każdy wyrób wymaga przejścia przez wszystkie
fazy obróbki, np. wyroby welurowe w kolorach jasnych, które z reguły nie ulegają
odbarwieniu podczas czyszczenia właściwego lub też odbarwiają się w stopniu minimalnym
po czyszczeniu przeznaczane będą do obróbki wykończeniowej z pominięciem fazy
dobarwiania i suszenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest cel renowacji odzieży i wyrobów futrzarskich?
2. Jakie zasady obowiązują podczas czyszczenia wyrobów welurowych?
3. Jakie zasady obowiązują podczas czyszczenia wyrobów z okrywą włosową na zewnątrz?
4. Jakie własności użytkowe mają wyroby welurowe?
5. Jakie własności użytkowe dotyczą wyrobów z okrywą włosową na zewnątrz?
6. Jak czyścimy wyroby wykonane ze skór futerkowych szlachetnych?
7. Jakie są główne fazy czyszczenia i renowacji odzieży futrzarskiej?
8. Jakie wady występują w wyrobach welurowych?
4.1.3. Ćwiczenia
Ćwiczenie 1
Dobierz sposób renowacji dla przedstawionych Ci wyrobów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem nauczania jednostki modułowej,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) dysponować różnego rodzaju wyrobami do czyszczenia i renowacji,
4) zaproponować metodę renowacji do przedstawionych wyrobów,
5) uzasadnić swoje propozycje,
6) zanotować spostrzeżenia i wnioski w dzienniczku ćwiczeń.
Wyposażenie stanowiska pracy:
–
stół roboczy,
–
wyroby do renowacji,
–
przybory do pisania,
–
odzież ochronna.
Ćwiczenie 2
Porównaj sposób renowacji tkanki skórnej wyrobów welurowych i okrywy włosowej
futra z lisów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z wiadomościami dotyczącymi sposobu renowacji tkanki skórnej i okrywy
włosowej,
2) zorganizować stanowisko pracy,
3) określić sposób renowacji tkanki skórnej,
4) określić sposób renowacji okrywy włosowej,
5) omówić nieprzewidziane zdarzenia w czasie renowacji przedstawionych wyrobów,
6) zapisać wnioski w dzienniczku ćwiczeń,
7) zaprezentować efekty swojej pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Wyposażenie stanowiska pracy:
–
stół roboczy,
–
dzienniczek ćwiczeń,
–
przybory do pisania.
Ćwiczenie 3
Otrzymałeś wyrób futrzarski z okrywą włosową na zewnątrz (futro z nutrii). Zaproponuj
możliwie optymalny sposób wykonania operacji czyszczenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy zgodnie z wymogami bhp i ergonomii pracy,
2) zapoznać się z wiadomościami dotyczącymi sposobu renowacji okrywy włosowej,
3) omówić wady wyrobu przedstawionego do czyszczenia,
4) uprzedzić usługobiorcę o nieprzewidzianych zdarzeniach podczas czyszczenia,
5) zanotować uwagi w dzienniczku ćwiczeń.
Wyposażenie stanowiska pracy:
–
stół roboczy,
–
futro z nutrii,
–
odzież ochronna.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić cel procesu czyszczenia i renowacji wyrobów skórzanych?
¨
¨
2) określić zasady obowiązujące podczas renowacji tkanki skórnej?
¨
¨
3) określić zasady obowiązujące podczas renowacji okrywy włosowej? ¨
¨
4) dostosować odpowiednią metodę renowacji do przedstawionego
wyrobu?
¨
¨
5) wymienić kolejne fazy czyszczenia i renowacji wyrobów skórzanych?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2. Zasady przyjmowania, przygotowania i odnawiania
wyrobów skórzanych
4.2.1. Materiał nauczania
Zasady przyjmowania wyrobów do czyszczenia
Przyjęcie wyrobów do czyszczenia odbywa się w punktach przyjęcia bądź bezpośrednio
w zakładzie pralniczym przez wykwalifikowany personel. Obejmuje ono ocenę stanu wyrobu
oddawanego do czyszczenia oraz wystawianie pokwitowania.
Osoba przyjmująca wyroby do czyszczenia powinna być gruntownie przeszkolona
w dziedzinie materiałoznawstwa skór futrzarskich i technologii ich wyprawy oraz czyszczenia
odzieży futrzarskiej. Wiele uwagi należy poświęcać samej formie przyjęcia wyrobu
futrzarskiego do czyszczenia, tak aby klient miał pewność, że jego cenna i droga odzież
znalazła się w dobrych rękach. Zaleca się poświęcić znaczną ilość czasu na bezpośrednią
rozmowę z klientem. Wzbudza to z jednej strony zaufanie klienta do zakładu a z drugiej
strony pozwala zebrać dokładne informacje o stanie przyjmowanego do czyszczenia wyrobu.
Dużym błędem jest odebranie wyrobu futrzarskiego i niedbałe odłożenie na bok. Każda
sztuka odzieży powinna być dokładnie przejrzana w obecności klienta, a zauważone wady
i usterki odnotowane.
Wiele wyrobów futrzarskich nie posiada znaku producenta, stąd też szczególnej ważności
nabierają informacje klienta. Informacje te w szczególności powinny dotyczyć: daty
produkcji, pochodzenia wyrobu, czasu użytkowania, sposobu i ilości zabiegów czyszczenia,
rodzaju plam i zanieczyszczeń itp. Po uzyskaniu wymienionych informacji przyjmujący
dokonuje oceny przydatności wyrobu do czyszczenia, która powinna zawierać: dane o stopniu
zużycia, krótki opis stanu zabrudzenia, rodzaju plam i ich rozmiarów, uszkodzeń
mechanicznych tkanki skórnej i okrywy włosowej (dziury, wytarcia, uszkodzenia itp.).
Do prawidłowej oceny jakości wyrobu konieczne jest ponadto sprawdzenie
wytrzymałości tkanki skórnej na rozerwanie, miękkość, pulchność i ciągliwość skór,
określenie rodzaju wyprawy, jakości wybarwienia tkanki skórnej i okrywy włosowej
(równomierność i intensywność zabarwienia), występujących wad tkanki skórnej i okrywy
włosowej. Wszystkie uszkodzenia nie nadające się do naprawy, takie jak: dziury, zacięcia,
miejsca sztywne i szeleszczące, wychwyty, kruchość włosa, miejsca wytarte itp. należy
odnotować na kwicie w obecności klienta. Zapobiega to późniejszym sporom i reklamacjom.
Zdecydowanie nie należy przyjmować do czyszczenia wyrobów futrzarskich:
–
posiadających tkankę skórną o małej wytrzymałości na rozerwanie (odzież ze skór źle
wyprawionych, wielokrotnie czyszczona oraz zużyta na skutek długotrwałego
użytkowania),
–
ze śladami prasowania gorącym żelazkiem lub innymi trwałymi uszkodzeniami
wynikającymi z działania wysokiej temperatury (pociemniałe, twarde szeleszczące
i łamliwe miejsca), na których występują rozległe plamy niewiadomego pochodzenia,
–
zbyt wysokiej wartości podanej przez klienta, nieproporcjonalnej do jego faktycznej
wartości, wynikającej z oceny przyjmującego.
Przyjmując do czyszczenia wyjątkowo silnie zabrudzone, znoszone i wytarte wyroby
należy klientowi wyjaśnić w uprzejmy, aczkolwiek niedwuznaczny sposób, że odzieży tej nie
będziemy w stanie przywrócić stanu nowości (czego może on oczekiwać).
Jeśli rzuca się w oczy wyjątkowo niska jakość wyrobu futrzarskiego, to należy o tym
powiadomić klienta przed czyszczeniem, ponieważ w przypadku takich wyrobów po
czyszczeniu może uwidocznić się ich silne zużycie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Odzież futrzana kombinowana np. futro naturalne – skóra licowa, futro naturalne –
sztuczna skóra lub tworzywo sztuczne, futro naturalne – skóra welurowa naturalna stanowi
bardzo trudną do czyszczenia grupę odzieży i wymaga ona podobnie jak odzież futrzarska
konfekcjonowana
okrywą
włosową
na
zewnątrz
indywidualnego
podejścia
do
poszczególnych wyrobów. Pamiętać należy w tym przypadku o właściwościach obydwu
podstawowych materiałów użytych do produkcji wyrobu.
Materiały z tworzyw sztucznych i sztucznej skóry, jak również powłoki skór licowych
przy obróbce w rozpuszczalnikach organicznych tracą barwę, ulegają zesztywnieniu oraz
wykurczeniu. Dlatego też wyroby takie częściej czyści się metodą tradycyjną, a z braku
możliwości jej zastosowania wyrobów tych nie należy przyjmować.
Dokonując przyjęcia wyrobu futrzarskiego do czyszczenia należy w ścisłym
porozumieniu z klientem ustalić wartość szacunkową wyrobu, gdyż jest ona niezbędna
w przypadku postępowania reklamacyjnego, w razie zagubienia lub zniszczenia.
W przypadku niemożności uzgodnienia z klientem wartości szacunkowej przyjmujący
powinien wpisać na kwicie wartość wynikającą z jego oceny, a w rubryce uwagi
i zastrzeżenia odnotować wartość ustaloną przez klienta.
Podczas przyjmowania wyrobu należy udzielić klientowi wszelkich niezbędnych
informacji dotyczących wykonywanego czyszczenia i stanu jego wyrobu oraz uwzględnić
jego życzenia i uwagi, jak również rodzaj i termin wykonania usługi (zwykłą, ekspresową,
błyskawiczną itp.).
Prawidłowe przyjęcie wyrobu do czyszczenia jest czynnością bardzo ważną, decydującą
często o sposobie wykonania usługi, uniknięciu spornych sytuacji oraz o ogólnym
zadowoleniu klienta. Stąd też zakłady usługowe powinny przywiązywać należytą uwagę do
tej czynności zabezpieczając do tego celu odpowiednie miejsce i wykwalifikowany personel.
W przypadku renowacji wyrobów welurowych i futrzarskich, aby nie popełnić pomyłek
przy wydawaniu wyrobów, należy przyjmowany wyrób w odpowiedni sposób zaznaczyć.
Najprostszym sposobem jest wykonanie białych metek z materiału, na których wpisujemy
kolejny numer wyrobu, a następnie taką metkę przyszywamy do kożucha, bądź futra. Należy
pamiętać aby napisany na białej metce numer był trwały i odporny na środki chemiczne,
stosowane do czyszczenia. Dodatkowo możemy na kwitariuszu opisać cechy
charakterystyczne wyrobu i oczywiście wpisać numer wyrobu.
W przypadku gdy wyrób poddany będzie rozmontowaniu i dokonywane będą przeróbki,
na każdym elemencie wpisujemy ten sam numer, co ułatwi nam kompletowanie wyrobu.
Tak przygotowane wyroby umieszczamy w magazynie w celu skompletowania partii do
wykonania usługi. W magazynie muszą panować parametry takie jakie obowiązują
w przypadku magazynowania skór i wyrobów skórzanych, tj. odpowiednia temperatura
i wilgotność powietrza. Dodatkowo możemy magazyn zabezpieczyć przed gryzoniami
rozsypując w miejscach do tego przeznaczonych trutkę na myszy i szczury.
Przygotowanie wyrobów do czyszczenia
Przyjęte do czyszczenia wyroby futrzarskie należy we właściwy sposób przygotować do
czyszczenia właściwego, w przeciwnym przypadku można popełnić błędy, które mogą
niekorzystnie wpłynąć na wynik czyszczenia. Przygotowanie to obejmuje następujące procesy
i czynności:
–
sortowanie wyrobów i kompletowanie wsadów,
–
odpruwanie dodatków i niektórych części wyrobów,
–
usuwanie plam i zanieczyszczeń (odplamianie),
–
suszenie wyrobów po usunięciu zanieczyszczeń i odplamieniu.
Nie wszystkie wymienione czynności i procesy stosowane są w odniesieniu do każdego
wyrobu. Na przykład wyroby nie posiadające plam i silnych miejscowych zabrudzeń
przeznacza się do czyszczenia bezpośrednio po sortowaniu i skompletowaniu wsadu,
pomijając wstępne odplamienie i następujące po nim suszenie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Sortowanie wyrobów i kompletowanie wsadów
Sortowanie przyjętej do czyszczenia odzieży futrzarskiej odbywa się w zakładzie
pralniczym i powinno być dokonywane przez pracownika o wysokich kwalifikacjach.
Podział wyrobów na grupy stanowiące wsad do urządzenia czyszczącego powinien
uwzględniać:
–
rodzaj skór użytych do wyprodukowania wyrobu (owcze, królicze, nutrie, lisy, norki,
tchórze itp.),
–
asortyment wyrobów (kożuch, futro itp.),
–
stopień zbrudzenia (wyroby wymagające odplamiania i nie wymagające),
–
kolor i intensywność zabarwienia.
Wsad do urządzenia czyszczącego (bębna do trocinowania lub aparatu ekstrakcyjnego)
powinny stanowić w miarę jednorodne wyroby z punktu widzenia rodzaju użytych skór,
asortymentu, stopnia zabrudzenia i zużycia oraz koloru i intensywności zabarwienia, np.
wyroby ze skór owczych welurowych (kożuchy) rozsortowuje się na jasne, średnie i ciemne
w zależności od intensywności wybarwienia.
Wyroby barwione na kolory jasne, średnie i ciemne powinny być czyszczone oddzielnie.
Zapobiega to zmianom koloru i odcienia wyrobów koloru jasnego. Wyroby barwione na
kolory ciemne, jak: granatowy i czarny nie powinny być czyszczone z innymi wyrobami, lecz
oddzielnie.
Podczas sortowania należy brać również pod uwagę gatunek i jakość skór, z których
wykonany jest wyrób. Sztuki odzieży ze skór luźnych, cienkich i słabych, które wykazują
skłonności do marszczenia się można poddawać obróbce w agregatach czyszczących. Nie
wolno również łączyć w jedną partię wyrobów o wyjątkowo wysokim stopniu zabrudzenia
z wyrobami nowymi i lekko zabrudzonymi.
Odpruwanie dodatków i niektórych części wyrobów
Dalsze przygotowanie skompletowanych wyrobów do czyszczenia obejmuje: odpruwanie
guzików, klamer, haftek, kęsek itp. dodatków, które mogą spowodować uszkodzenie
mechaniczne lub poplamienie wyrobu. Guziki obszyte skórą welurową należy czyścić
w stanie odprutym.
Wszelkie elementy zdobiące kożuchów czyszczonych chemicznie (kołnierze, oprymy,
mankiety) wykonane z drogich skór szlachetnych, jak: lisów, piżmaków, kun, tchórzy, norek
i innych należy przed czyszczeniem odpruć, gdyż skóry te ze względu na stosowane metody
wyprawy mogą ulec trwałemu uszkodzeniu podczas takiego czyszczenia. Elementy te należy
czyścić oddzielnie w trocinach.
Usuwanie plam i zanieczyszczeń
Odplamianie wstępne zwane również detaszowaniem w przypadku wyrobów
futrzarskich, a zwłaszcza kożuchów jest bardzo ważne. Czynności tej nie można wykonać po
czyszczeniu, jak to ma często miejsce w przypadku wyrobów tekstylnych, gdyż tkanka skórna
skór futrzarskich ma strukturę „gąbczastą" i praktycznie niemożliwe jest usunięcie większości
plam bez pozostawienia śladu. Stąd też wyroby wymagające wstępnego usunięcia plam
i zapierania miejsc silnie zabrudzonych detaszuje się bezpośrednio przed czyszczeniem
właściwym.
Wyroby lekko zabrudzone bez wyraźnych zaplamień nie muszą być poddawane temu
procesowi, lecz kierowane są bezpośrednio do czyszczenia właściwego.
Wstępne usuwanie plam i zanieczyszczeń przeprowadza się najczęściej następującymi
metodami:
–
mechaniczną (przez szczotkowanie, gąbkowanie, zeskrobywanie papierem ściernym itp.),
–
zapieranie roztworami wodnymi środków piorących, roztworami rozpuszczalników
organicznych lub roztworami środków piorących z dodatkiem wspomagaczy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Mechaniczne usuwanie plam i zanieczyszczeń
Niektóre
rodzaje
plam
i
zanieczyszczeń
wyrobów
ze
skór
futrzarskich
konfekcjonowanych tkanką skórną na zewnątrz (welury, weluropodobne itp.) skutecznie
można usunąć prostymi mechanicznymi sposobami. Dotyczy to zwłaszcza niektórych
„twardych” zanieczyszczeń glebą, zeskorupiałych plam powierzchniowych itp.
Najczęściej stosowanym zabiegiem w takim przypadku jest szczotkowanie, które
pozwala na naruszenie zewnętrznej skorupy i „wykruszenie” się zanieczyszczenia.
Szczotkowanie „otwiera” przestrzenie międzywłókniste i sprzyja lepszej penetracji środków
czyszczących (rozpuszczalników organicznych i środków pomocniczych) i poprawia
efektywność czyszczenia właściwego. Przeprowadza się je najczęściej ręcznie z użyciem
specjalnych szczotek z cienkiego drutu mosiężnego lub ze sztywnego włókna syntetycznego
albo kombinowanych z włókien syntetycznych i cienkiego mosiężnego drutu. Oprócz
szczotek powszechnie stosowane są specjalne ścierki gąbczaste o różnym stopniu porowatości
i miękkości.
Mechaniczne usuwanie zanieczyszczeń zwłaszcza za pomocą szczotek z drutu
mosiężnego lub papieru ściernego powinno być prowadzone ostrożnie i delikatnie, tak aby
usuwając zanieczyszczenie nie spowodować uszkodzenia skóry, a zwłaszcza nie spowodować
nadmiernego wytarcia miejsca zabrudzonego. Takie nadmierne wytarcie łatwo spowodować
podczas używania papieru ściernego.
Zapieranie wyrobów ze skór welurowych wodnymi roztworami środków piorących
Do zapierania wstępnego wyrobów welurowych można używać wodnych roztworów
środków piorących. Roztwory takie dobrze usuwają zanieczyszczenia pochodzenia
białkowego.
Skład roztworu zapierającego:
3 g/l
–
Dermin M,
3 g/l
–
Pretepon G,
1,5 g/l –
Woda amoniakalna (25%).
Roztwór zawierający rozpuszczone w wodzie o temperaturze 40°C środki nanosi się
szczotką na zanieczyszczone lub zaplamione miejsca, a rozpuszczony i zemulgowany brud
usuwa się tamponem z gazy lekko zwilżonym w ciepłej wodzie. Czynność usuwania
zemulgowanej brudnej cieczy należy wykonać szybko i starannie nie dopuszczając do
nadmiernego przemoczenia skór na wskroś przekroju.
Przed procesem czyszczenia właściwego wyrób należy dokładnie wysuszyć
w temperaturze 35–40°C lub w temperaturze pokojowej. Opisany sposób zapierania
wstępnego można stosować nie tylko do miejscowego zapierania zanieczyszczeń, ale także do
zapierania całych wyrobów welurowych o dużym stopniu zabrudzenia przed tradycyjnym
czyszczeniem w trocinach.
Dużo kłopotu sprawia często usuwanie zabrudzeń pigmentowych z obrzeży kołnierzy,
rękawów i mankietów. Przy zbyt długotrwałym użytkowaniu i nadmiernym zabrudzeniu brud
wbudowuje się w luźne przestrzenie między włókniste tkanki skórnej. Następują przy tym
często zmiany chemiczne i strukturalne wewnątrz dermy, takie jak rozkład garbników,
substancji tłuszczowych, barwników itp. Takie wyroby muszą być dokładnie odplamiane na
„mokro", jeśli chcemy uniknąć ponownego czyszczenia.
Suszenie wyrobów po zapieraniu przeprowadza się w stanie wiszącym na manekinie lub
na wieszaku po odpowiednim uformowaniu i rozprostowaniu wyrobu. Temperatura w trakcie
suszenia nie powinna przekraczać najlepsze wyniki z punktu widzenia zachowania rozmiaru
uzyskuje się w temperaturze pokojowej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Zapieranie roztworami rozpuszczalników organicznych i środków wspomagających
Do usuwania plam i zanieczyszczeń pochodzenia tłuszczowego oraz zapierania brudnych
(świecących) miejsc w okolicach kieszeni, mankietów, szwów, z obrzeży kołnierza itp. używa
się rozpuszczalników organicznych bądź ich mieszanin albo rozpuszczalników organicznych
z
dodatkiem
specjalnych
środków wspomagających. Charakterystyka środków
wspomagających będzie omawiana w następnym rozdziale poradnika.
Zapieranie przeprowadza się w ten sposób, że wymienione zabrudzone miejsca nawilża się
rozpuszczalnikiem
organicznym
(czterochloroetylen,
trójchloroetylen,
trójchlorotrój-
fluorometan itp.), mieszaniną dwóch i więcej rozpuszczalników lub rozpuszczalnikiem
z dodatkiem wspomagacza. Do nawilżania używa się tampon z gazy lub szczotkę, nanosząc
równomiernie roztwór na miejsca zabrudzone w ilości proporcjonalnej do stopnia
zabrudzenia.
Zapierane wyroby przeznacza się do czyszczenia właściwego. Wyjątkowo trudne do
usunięcia zanieczyszczenia i plamy można niekiedy usunąć stosując obróbkę mechaniczną
w celu naruszenia zeskorupiałej struktury zanieczyszczenia, a następnie zapierając te miejsca
roztworem wspomagaczy (detergentów) lub rozpuszczalników organicznych w zależności od
pochodzenia zanieczyszczenia. W przypadku stosowania do zapierania wspomagaczy,
korzystnie jest wykonać zwilżanie wspomagaczem na kilka godzin przed obróbką
w rozpuszczalniku. Wspomagacze działają zmiękczająco na brud, a miejsca zabrudzone
nawilżone nimi ulegają rozluźnieniu, co ułatwia penetrację rozpuszczalnika podczas
czyszczenia. Nietłuste zanieczyszczenia na brzegach kołnierzy, rękawów, klap, kieszeni itp.
można usunąć używając zwykłej dużej, czystej i miękkiej gumki do wycierania pocierając nią
wymienione brudne miejsca wyrobu welurowego.
Materiały i środki stosowane we wstępnym, usuwaniu zanieczyszczeń
Środki odplamiające do wstępnego zaczyszczania zabrudzonych i zaplamionych miejsc
są zwykle kompozycjami wielu składników działających na określone grupy zaplamień.
Dlatego też w nowoczesnych technologiach wstępnego czyszczania używa się zwykle
niewielką ilość takich środków (zwykle 2–3 typów na najbardziej popularne plamy).
Środki odplamiające będące kompozycjami kilku składników przewidziane są do
usuwania trzech podstawowych rodzajów plam:
–
substancji białkowych (krew, białko, mleko, środki spożywcze),
–
substancji garbujących (herbata, czerwone wino, cola, jarzyny),
–
substancji na bazie farb (lakiery, szminki, tusz, długopis, atrament itp.).
Do najczęściej stosowanych środków zaliczamy:
Dermin M
Środek zwilżająco-piorący produkcji krajowej zawierający rozpuszczalnik organiczny
(trójchloroetylen) stosowany do wstępnego zapierania w roztworach wodnych. Zwilża
i dysperguje zanieczyszczenia pochodzenia tłuszczowego, białkowego i ułatwia ich usuwanie.
Stosowane stężenie 1–8 g/l.
Pretepon G
Środek zwilżająco-piorący produkcji krajowej stosowany do wstępnego zapierania wyrobów
w roztworach wodnych. Ma silne właściwości dyspergujące tłuszcze i inne zanieczyszczenia
hydrofobowe. Stosowane stężenie 2–10 g/l.
Detergin LED
Środek detaszerski zwilżąjąco-dyspergujący produkcji firmy Chemische Fabrik Pfersee
GmbH (Niemcy). Stosuje się do wstępnego zapierania przez nacieranie zabrudzonych miejsc
szczotką lub przez natrysk. Silnie zabrudzone miejsca lub plamy należy natrysnąć pistoletem
parowym lub lekko wodą (pistoletem natryskowym), a następnie zwilżone miejsca natrysnąć

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
lub natrzeć szczotką nie rozcieńczonym Deterginem LED. Brud pozostawia się do
spęcznienia na okres nie dłuższy niż 30 minut.
Benzapen VDE
Środek odplamiający firmy Stockhausen — Niemcy rozpuszczalny w wodzie o charakterze
lekko alkalicznym, zawierający substancje powierzchniowo czynne. Zalecany do usuwania
takich plam, jak: białko, krew, jajka, majonez, sosy, kremy, czekolada, plamy potowe itp.
Wstępne odplamianie tym środkiem można prowadzić szczotkowo, natryskowo lub przez
nasączanie tamponem.
Czyszczenie właściwe prowadzi się po upływie minimum 30 minut od naniesienia środka.
Frankopal
Środek odplamiający, ułatwiający usuwanie zabrudzeń pigmentowych produkcji firmy Seitz –
Niemcy. Naniesienie Frankopalu rozcieńczonego wodą w stosunku 1:1 umożliwia osłabienie
powiązania brudu pigmentowego z włóknistą strukturą tkanki skórnej i jego usunięcie w
trakcie czyszczenia. Środek nanosi się na miejsca zabrudzone natryskowo, szczotkowo lub
tamponem z gazy albo gąbką.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Gdzie odbywa się przyjmowanie wyrobów do czyszczenia i renowacji?
2. Jakie wymagane klasyfikacje osoby przyjmującej wyroby do renowacji?
3. Jakie informacje powinna przedstawić usługobiorcy osoba przyjmująca wyroby do
renowacji?
4. Jakie czynności powinna wykonać osoba przyjmująca wyrób aby dokonać jego
prawidłowej oceny ?
5. Co należy uczynić gdy przedstawiony wyrób do czyszczenia i renowacji jest małej
wartości?
6. Dlaczego podczas przyjmowania wyrobu do czyszczenia i renowacji ustalamy, wraz
z klientem, jego wartość szacunkową?
7. W jaki sposób dokonujemy oceny jakościowej wyrobów welurowych poddawanych
procesom czyszczenia?
8. W jaki sposób dokonujemy oceny jakościowej wyrobów z okrywą włosową
poddawanych procesom renowacji?
9. Jakich czynności dokonujemy w czasie przygotowania wyrobów do czyszczenia?
10. W jakim celu dokonujemy sortowania wyrobów przeznaczonych do czyszczenia?
11. W jakim celu odpruwamy guziki, klamry, haftki w wyrobach przeznaczonych do
renowacji?
12. Jaki jest cel usuwania plam w czasie renowacji?
13. Czy zapieranie wyrobów ze skór welurowych możemy przeprowadzać w kąpielach?
14. Jakich środków używamy we wstępnym przygotowaniu wyrobów do czyszczenia
i renowacji?
15. Jaką rolę spełniają odplamiacze?
4.2.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj przygotowanie wyrobów skórzanych do renowacji. Wykonanie ćwiczenia
możesz przedstawić w formie planszy lub diagramu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z odpowiednim fragmentem materiału nauczania,
2) wymienić czynności poprzedzające renowację właściwą wyrobów skórzanych,
3) scharakteryzować wymienione czynności,
4) przedstawić ćwiczenie w formie planszy,
5) zaprezentować wykonanie ćwiczenia na forum grupy.
Wyposażenie stanowiska pracy:
−
arkusze papieru formatu A4,
−
przybory do pisania,
−
mazaki,
−
linijki.
Ćwiczenie 2
Opisz na co należy zwrócić uwagę podczas przyjmowania wyrobów skórzanych do
czyszczenia i renowacji.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z wiadomościami dotyczącymi przyjęcia skór do renowacji,
2) zapisać jakie wady występują w wyrobach przeznaczonych do renowacji tkanki skórnej,
3) zapisać jakie wady występują w wyrobach przeznaczonych do renowacji okrywy
włosowej,
4) wykonać ćwiczenie w formie tabelarycznej lub w postaci planszy,
5) zaprezentować wykonanie ćwiczenia na forum grupy.
Wyposażenie stanowiska pracy:
−
arkusze papieru formatu A4,
−
przybory do pisania,
−
mazaki,
−
linijki.
Ćwiczenie 3
Przeprowadź sortowanie i skompletuj wsad do czyszczenia wyrobów welurowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy,
2) zapoznać się z wiadomościami dotyczącymi sortowania i kompletowania wsadów,
3) dobrać wyroby pod względem koloru tkanki skórnej,
4) dobrać wyroby pod kątem stopnia zabrudzenia,
5) usunąć elementy zbędne w postaci guzików, haftek itp.,
6) zaprezentować efekt swojej pracy na forum grupy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Wyposażenie stanowiska pracy:
−
stół roboczy,
−
wyroby welurowe,
−
nóż lub nożyczki ,
−
odzież ochronna.
Ćwiczenie 4
Przeprowadź operację usuwania plam i zabrudzeń na wyrobach welurowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy zgodnie z zasadami bhp,
2) zapoznać się z wiadomościami dotyczącymi usuwania plam i zabrudzeń,
3) wybrać wyroby wymagające odplamiania,
4) sporządzić kąpiel do wykonania operacji,
5) wykonać czynność usuwania plam,
6) wysuszyć wyrób,
7) ocenić efekt czyszczenia wstępnego,
8) przedstawić efekt wykonanej pracy na forum grupy.
Wyposażenie stanowiska pracy:
−
stół do wykonania ćwiczenia,
−
wyroby do renowacji,
−
naczynie na kąpiel ze środkami powierzchniowoczynnymi,
−
szczotka lub gąbka,,
−
środki powierzchniowoczynne,
−
odzież ochronna.
Ćwiczenie 5
Przeprowadź sortowanie i skompletuj wsad do czyszczenia wyrobów futrzarskich
z włosem na zewnątrz.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem teoretycznym jednostki modułowej,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) dobrać wyroby pod względem koloru okrywy włosowej,
4) dobrać wyroby pod względem rodzaju skór użytych do ich wykonania,
5) usunąć elementy zbędne w postaci guzików, haftek itp.,
6) zaprezentować efekt swojej pracy na forum grupy.
Wyposażenie stanowiska pracy:
−
stół roboczy,
−
wyroby futrzarskie z włosem na zewnątrz,
−
nóż lub nożyczki,
−
odzież ochronna.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) przyjąć wyrób do czyszczenia?
¨
¨
2) omówić jego wygląd?
¨
¨
3) przedstawić informacje o wyrobie klientowi?
¨
¨
4) ustalić wartość szacunkową wyrobu?
¨
¨
5) wykonać czynności związane z przyjęciem wyrobu?
¨
¨
6) dokonać sortowania wyrobów?
¨
¨
7) usunąć plamy z wyrobu?
¨
¨
8) przeprowadzić zapieranie wyrobów welurowych w kąpieli?
¨
¨
9) scharakteryzować środki do wstępnego przygotowania wyrobów
do czyszczenia i renowacji?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4.3. Metody,
sposoby
i
technika
czyszczenia
wyrobów
futrzarskich
4.3.1. Materiał nauczania
Czyszczenie właściwe wyrobów
W praktyce czyszczenia wyrobów futrzarskich stosowane są różne metody w zależności
od możliwości technicznych i materiałowych. Klasyczna metoda czyszczenia odzieży
futrzarskiej polega na obróbce zabrudzonych wyrobów w bębnie zawierającym specjalne
trociny z dodatkiem rozpuszczalników organicznych lub inne media czyszczące np. skrawki
białych naturalnych skór itp.
Nowsze metody to chemiczne czyszczenie z zastosowaniem rozpuszczalników organicznych
w agregatach pralniczych. Pozwalają one na znaczne skrócenie czasu czyszczenia i zmniejszenie
uciążliwości pracy. Na przykład we Francji i Hiszpanii czyszczenie odbywa się w lakowej
benzynie przez okres 15–20 minut, w temperaturze 20–25°C. W innej metodzie proponowanej
przez firmę Pfersee-Niemcy czyszczenie odzieży welurowej prowadzi się w czterochloroetylenie
z dodatkiem środków przyspieszających i intensyfikujących czyszczenie. Obok rozpuszczalników
będących chlorowcowęglowodorami do chemicznego i tradycyjnego czyszczenia stosuje się
również fluorowane chlorowcowęglowodory, które w porównaniu z tymi pierwszymi częściej
zalecane są do czyszczenia odzieży futrzarskiej.
W trakcie czyszczenia chemicznego odzieży welurowej w rozpuszczalnikach
organicznych oprócz brudu i zanieczyszczeń z tkanki skórnej usuwane są tłuszcze zarówno te,
które wprowadza się do tkanki skórnej w procesach wyprawy, jak i naturalne znajdujące się
w skórach. Niedostateczna zawartość substancji tłuszczowych w tkance skórnej skór
welurowych niekorzystnie wpływa na ich cechy plastyczne (miękkość, pulchność,
ciągliwość), dlatego też nowoczesne metody czyszczenia chemicznego powinny uwzględniać
natłuszczenie.
Najczęściej natłuszczanie prowadzone jest w trakcie samej ekstrakcji poprzez dodanie
specjalnie do tego celu produkowanych środków natłuszczających. Może być prowadzone
również w oddzielnej kąpieli lub przez powierzchniowy natrysk emulsją tłuszczową.
W celu poprawy efektywności procesu czyszczenia chemicznego i jego intensyfikacji do
roztworu rozpuszczalników w trakcie chemicznego czyszczenia stosowane są często środki
pomocnicze ułatwiające usuwanie z ich powierzchni brudu i zanieczyszczeń tzw.
wspomagacze chemicznego czyszczenia.
Czyszczenie metodą tradycyjną w trocinach
Czyszczenie wyrobów futrzarskich metodą tradycyjną polega na obróbce tych wyrobów
w specjalnych bębnach futrzarskich używanych do trocinowania skór, po uprzednim odpruciu
guzików, sprzączek i innych elementów, które mogłyby spowodować mechaniczne
uszkodzenie wyrobu. W charakterze medium czyszczącego używane są specjalne trociny
futrzarskie z dodatkiem niewielkiej ilości rozpuszczalnika organicznego. Najczęściej
używanymi rozpuszczalnikami są: czterochloroetylen i czterochlorek węgla. Rzadziej używa
się benzyny ciężkiej lub terpentyny, które należą do materiałów łatwopalnych i wymagają
zachowania szczególnej ostrożności.
Oprócz wyżej wymienionych rozpuszczalników korzystnie jest stosować rozpuszczalniki
fluorochlorowcopochodne, jednakże w Polsce są one niedostępne, dlatego też nie są
powszechnie stosowane.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Mechanizm procesu czyszczenia polega na rozpuszczaniu brudu i zanieczyszczeń
w rozpuszczalnikach organicznych i adsorbowaniu tych zanieczyszczeń przez trociny.
Trociny futrzarskie mają dużą powierzchnię sorpcyjną wynikającą z budowy drewna oraz
jego rozdrobnienia, dzięki czemu są doskonałym sorbentem zanieczyszczeń znajdujących się
na okrywie włosowej czy też tkance skórnej poddawanych czyszczeniu wyrobów.
Proces czyszczenia w trocinach składa się z dwóch etapów – trocinowania i siatkowania:
Trocinowanie
Odpowiednio dobrane i przygotowane wyroby wrzuca się do bębna zawierającego
trociny i rozpuszczalnik. Załadowanie bębna powinno wynosić ok. 40–50% jego objętości,
czas czyszczenia l–4 godzin w zależności od asortymentu skór, z jakich wykonano wyroby
przeznaczone do czyszczenia oraz stopnia ich zabrudzenia. Ilość obrotów bębna powinna
wynosić 12–14 obrotów/minutę, a ilość użytych trocin od 800–1500 g/l kg wyrobu. Ilość
dodawanego trójchloroetylenu wynosi od 20–120 g/l kg trocin, czterochloroetylenu od
20–80 g/l kg trocin w zależności od stopnia zabrudzenia wyrobu.
Siatkowanie
Po zakończeniu czyszczenia należy usunąć z czyszczonych wyrobów pył i trociny
używane w pierwszej fazie procesu. W tym celu wyroby przenosi się do bębna siatkującego
lub wymienia się pokrywy bębna na siatkowe, jeśli proces prowadzony był w bębnie
kombinowanym. Proces siatkowania trzepania trwa zwykle 0,5–1,0 godziny. Usuwanie
trocin i pyłu przebiega efektowniej w bębnie siatkowym niż kombinowanym i zwykle w tym
pierwszym przypadku wyroby są dostatecznie wytrzepane po upływie 20–40 minut. W bębnie
kombinowanym, gdzie niecała powierzchnia bębna pokryta jest siatką, trzepanie trwa dłużej
i wynosi zwykle 40–60 minut w zależności od rodzaju wyrobu i konstrukcji bębna.
Wpływ parametrów trocinowania na proces czyszczenia
Do najważniejszych parametrów trocinowania należą:
–
czas trocinowania,
–
ilość użytych trocin, ich rodzaj i granulacja,
–
wilgotność trocin,
–
ilość i rodzaj użytego rozpuszczalnika,
–
prędkość obrotowa bębna.
Czas trocinowania ma istotne znaczenie i wpływ na efekt czyszczenia oraz jakość
oczyszczonych wyrobów. Zależy on od stopnia zabrudzenia i rodzaju czyszczonych
wyrobów.
Wyroby
konfekcjonowane
okrywą
włosową
na
zewnątrz
wykonane
z długowłosych skór o mniejszej wytrzymałości (lisy, kuny, piżmaki itp.) czyszczone są
zazwyczaj przez 1–2 godzin. Zwykle wystarcza to dla oczyszczenia okrywy włosowej z brudu
i tłuszczu i uzyskania puszystości okrywy włosowej. Wydłużenie tego czasu jest niewskazane
ze względu na niebezpieczeństwo mechanicznego uszkodzenia wyrobów (powstawania
rozdarć, pęknięć itp.), zwłaszcza rękawów, klap.
Nie zaleca się również wydłużania ponad wskazaną ilość czasu trocinowania wyrobów ze
skór króliczych oraz innych wyrobów wykonanych ze skór o zwiększonej skłonności do
spilśniania (lisy rude, polarne i pospolite).
Przy wyrobach konfekcjonowanych tkanką skórną na zewnątrz (welury, weluropodobne,
szlifowane, a także wyroby ze skór owczych i jagnięcych włosem na zewnątrz), które
odznaczają się większą wytrzymałością, można wydłużyć czas trocinowania do 2–4 godzin
w zależności od stopnia zabrudzenia. W przypadku lekkiego zabrudzenia zalecany czas
trocinowania wynosi 2–3 godzin, a w przypadku silnego zabrudzenia 3÷4 godzin.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Podczas ustalania czasu czyszczenia oprócz podanych wyżej wskazówek należy brać pod
uwagę również stan zużycia wyrobu. Na przykład wyrób welurowy, którego stan wskazuje na
długotrwałe użytkowanie nie można poddawać długotrwałemu trocinowaniu, gdyż może on
ulec mechanicznym uszkodzeniom spowodowanym starzeniem się tkanki skórnej
i związanym z tym jej osłabieniem. Również dla wyrobów ze skór lisów, których okrywa
włosowa może ulec spilśnieniu w okresie długotrwałego użytkowania, nie można stosować
górnej granicy czasu trocinowania podanego dla tego rodzaju skór, gdyż może ono pogłębić
spilśnienie.
Ilość użytych trocin, ich rodzaj i granulacja ma decydujące znaczenie w procesie
tradycyjnego czyszczenia. W większości przypadków wahać się ona powinna w granicach
800–1500 g/lkg wyrobu, a górna granica podyktowana jest względami ekonomicznymi, gdyż
trociny futrzarskie są deficytowym produktem. Przy zbyt małej ilości trocin istnieje
niebezpieczeństwo spilśniania okrywy włosowej wyrobów ze skór podatnych na spilśnianie,
jak również spada efektywność czyszczenia. Ważną rolę odgrywa rodzaj trocin i ich
granulacja. Trociny używane do czyszczenia wyrobów futrzarskich powinny być
wyprodukowane z twardych liściastych rodzajów drzew, nie zawierających garbników
i żywic, które mogłyby spowodować zabarwienie, zaplamienie lub sklejenie włosów lub
włókien tkanki skórnej. Najlepsze są trociny z drewna bukowego, ale mogą być używane
również trociny grabowe, brzozowe, klonowe, lipowe.
Produkowane w Polsce trociny futrzarskie występują w postaci czterech marek
różniących się granulacją. Rozróżnia się granulację „O”, „1”, „2”, „3”. Najdrobniejsze trociny
granulacji „O” i „1” używane są do wyrobów ze skór o gęstej i delikatnej okrywie włosowej
z przewagą włosów puchowych (lisów, piżmaków, tchórzy, kun, norek, królików, nutrii itp.).
Wyroby ze skór owczych i jagnięcych, kozich, cielęcych itp. mogą być czyszczone
w trocinach grubych o granulacji „2”. Ważne jest, aby trociny nie zawierały drobin
podłużnych w postaci igiełek, które mogą powodować zafilcowania oraz trudne są do
usunięcia w procesie siatkowania.
Wielkość wsadu w istotny sposób wpływa na efekt trocinowania. Optymalna wielkość
wsadu powinna wynosić 1/3 objętości bębna, a wraz z trocinami ładunek powinien stanowić
2/3 objętości roboczej bębna. Nadmierne załadowanie bębna niekorzystnie wpływa na efekt
czyszczenia, zwłaszcza gdy czyszczeniu poddawane są wyroby ze skór podatnych na
spilśnianie (skóry królicze, lisie, niektórych rodzajów owiec itp.).
Wilgotność trocin w znacznej mierze wpływa na przebieg procesu czyszczenia
i powinna wahać się w granicach 6–12%. Wprawdzie norma na trociny futrzarskie dopuszcza
wilgotność do 16% i użycie trocin o takiej wilgotności jest możliwe, jednak należy pamiętać,
że wraz ze wzrostem wilgotności obniża się zdolność rozpuszczania tłuszczu przez używany
rozpuszczalnik oraz zmniejszają się zdolności absorbowania zabrudzeń pochodzenia
tłuszczowego przez trociny.
Ilość i rodzaj użytego rozpuszczalnika wpływa przede wszystkim na sypkość włosa
i efektywność usuwania zabrudzeń pochodzenia tłuszczowego. W większości przypadków
czyszczenia ilość rozpuszczalnika waha się w granicach od 20 do 120 g/kg trocin i zależy
przede wszystkim od stopnia zabrudzenia wyrobów oraz ich rodzaju. Dla większości odzieży
konfekcjonowanej okrywą włosową na zewnątrz wykonanych ze skór szlachetnych
najczęściej stosuje się 40–60 g rozpuszczalnika na 1 kg trocin. Dla wyrobów ze skór
owczych, tchórzy, piżmaków, fok oraz kożuchów ze skór owczych i jagnięcych, ilość użytego
rozpuszczalnika jest większa i wynosi 50–80 g/kg trocin. Dla wyrobów drugiej grupy
o dużym stopniu zabrudzenia stosuje się górne granice podanych stężeń.
Na efektywność czyszczenia w trocinach znaczny wpływ wywiera rodzaj użytego
rozpuszczalnika. Z punktu widzenia ilości usuwanego tłuszczu ze skór futrzarskich

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
wymienione wcześniej rozpuszczalniki uszeregować można w następującej kolejności:
czterochloroetylen > czterochlorek węgla > benzyna ciężka > terpentyna.
Prędkość obrotowa bębna ma istotny wpływ na powstawanie uszkodzeń mechanicznych
oraz spilśnianie okrywy włosowej. Zalecana prędkość obrotowa bębnów do czyszczenia
wyrobów futrzarskich waha się w granicach 10–16 obr./min.
Podczas większej liczby obrotów występuje zbyt intensywne tarcie, które może być
przyczyną spilśniania się okrywy włosowej oraz występują naprężenia mechaniczne mogące
spowodować rozdarcia, rozprucia itp. wady. Mniejsza od wskazanej liczba obrotów nie
wywiera negatywnego wpływu na jakość wyrobu, lecz zmniejsza efektywność procesu
i wydłuża jego czas.
Materiały i środki używane do czyszczenia właściwego w trocinach
Podstawowym materiałem czyszczącym podczas czyszczenia odzieży futrzarskiej metodą
klasyczną są trociny. Obok trocin używane są również rozpuszczalniki organiczne
rozpuszczające zabrudzenia pochodzenia tłuszczowego i ułatwiające ich usuwanie
z zabrudzonego wyrobu oraz inne środki pomocnicze, jak antystatyki, środki zwiększające
połysk włosów i ich puszystość itp.
Trociny
Do czyszczenia zaleca się używanie trocin futrzarskich będących drobnymi cząsteczkami
drewna z drzewa liściastego posegregowane na kategorie (numery granulacji) za pomocą sit
o odpowiedniej wielkości oczek. W zależności od wymiaru oczek sit, przez które przesiewane
są trociny w procesie ich produkcji rozróżnia się następujące numery granulacji trocin.
W zależności od rodzaju drewna, z którego wykonane są trociny, rozróżnia się dwie
grupy trocin:
grupa I
– trociny z drewna bukowego (bk) lub grabowego (gb),
grupa II
– trociny z drewna brzozowego (brz), klonowego (kl), lipowego (lp)
i olchowego (ol).
Trociny futrzarskie powinny być produkowane z drewna bukowego lub grabowego
pozbawionego kory i zanieczyszczeń, wolnego od zgnilizny miękkiej. Dopuszcza się
produkowanie trocin z drewna brzozowego, klonowego, lipowego i olchowego.
Trociny futrzarskie powinny być produkowane na tzw. trocinarce ze szczap i wałków
względnie poprodukcyjnych odpadów drewna. Dopuszcza się również pozyskiwanie trocin
futrzarskich z odsiewu trocin przemysłowych, o ile odpowiadają one wyżej podanym
warunkom i nie zawierają w poszczególnych granulacjach cząsteczek o kształcie igiełkowym.
Wilgotność trocin nie powinna przekraczać 16% i powinna być podawana przez producenta
w ateście.
Do trocinowania i czyszczenia odzieży futrzarskiej nie wolno używać trocin z drzew
zawierających garbniki (dąb, kasztan) oraz żywice (sosna, świerk itp.), ponieważ trociny takie
mogą spowodować zabrudzenie i zaplamienie okrywy włosowej i tkanki skórnej
czyszczonych wyrobów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Rozpuszczalniki
Podczas czyszczenia odzieży futrzarskiej metodą klasyczną dodawane są w niewielkich
ilościach rozpuszczalniki do trocin w celu rozpuszczenia i ułatwienia desorbcji
zanieczyszczeń pochodzenia tłuszczowego i innych zanieczyszczeń łatwo w nich
rozpuszczalnych.
Do najczęściej stosowanych rozpuszczalników należą w Polsce, czterochloroetylen
i benzyna ciężka. W praktyce w innych krajach szeroko stosowane są rozpuszczalniki
fluorowe – trójchlorofluoroetan i trójchlorofluorometan.
W celu zmniejszenia niekorzystnego zjawiska elektryzowania się okrywy włosowej
i związanego z tym zapylenia i zmniejszenia puszystości do czyszczenia stosować można
środki zmniejszające zdolność gromadzenia się ładunków elektrycznych na okrywie włosowej
i tkance skórnej. Ze środków krajowych do czyszczenia w trocinach stosować można środek
o nazwie Kamisol OC/Rd, ze środków zagranicznych Antistatikum CP oraz Antistatikum L-6
produkcji niemieckiej.
Kamisol OC/Rd
Jest to gęsta ciecz koloru kremowego. Z chemicznego punktu widzenia jest octanem amin
tłuszczowych zawierających reszty różnych kwasów w odpowiednich proporcjach. Dodaje się
go do trocin po uprzednim rozpuszczeniu go w odważonej ilości czterochloroetylenu. Po
wymieszaniu roztworu dodaje się go do trocin, a po ich wymieszaniu poprzez włączenie
bębna na okres 5–10 minut zarzuca się wyroby przeznaczone do czyszczenia.
Ilość Kamisolu OC/Rd wynosi 15–25% od ilości użytego rozpuszczalnika. Stosowanie tego
antystatyka zalecać można do czyszczenia wyrobów ze skór futerkowych długowłosych
barwionych (lisy, piżmaki, tchórze, szopy itp.), które szczególnie łatwo gromadzą ładunki
elektryczne. Na przykład do trocinowania wyrobów ze skór lisów barwionych zalecać można
następujący skład trocinowania:
Trociny bukowe nr „0”
–1500 g/kg wyrobów,
Czterochloroetylen
– 80 g/kg trocin,
Kamisol OC/Rd
– 20 g/kg trocin.
Antistatukum CP
Jest to gęsta ciecz koloru brązowożółtego będąca mieszaniną wielkocząsteczkowych alkoholi
i chlorowcowęglowodorów. Dobrze rozpuszcza się w chlorowcowęglowodorach, jak:
czterochloroetylen, trójchloroetylen, jak też w alkoholach. Przeznaczony jest do obróbki
antyelektrostatycznej skór i wyrobów futrzarskich w procesie trocinowania. Sposób
zastosowania jest identyczny jak w przypadku Kamisolu OC/Rd, a ilość środka wynosi
100–200 g/l użytego do czyszczenia czterochloroetylenu.
Obydwa opisane środki antyelektrostatyczne efektywnie zmniejszają zdolność do
elektryzowania się okrywy włosowej wyrobów ze skór futrzarskich, zwłaszcza barwionych,
konfekcjonowanych okrywą włosową na zewnątrz lub do wewnątrz i z powodzeniem mogą
być wykorzystywane przy klasycznej metodzie czyszczenia w trocinach.
Oprócz środków zmniejszających zdolność do elektryzowania się skór w trakcie
czyszczenia w trocinach mogą być stosowane środki zwiększające połysk i sypkość okrywy
włosowej. Niestety brak jest krajowych środków do tego celu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Chemiczne czyszczenie wyrobów z welurów futrzarskich w aparatach ekstrakcyjnych
Niektóre rodzaje wyrobów futrzarskich, a zwłaszcza wyroby ze skór owczych
i jagnięcych welurowych, a także z innych skór futrzarskich uszlachetnionych na welur mogą
być z powodzeniem poddawane chemicznemu czyszczeniu w aparatach ekstrakcyjnych.
Problemy związane z chemicznym czyszczeniem wyrobów welurowych futrzarskich
w ramach tych badań potraktowane były szczególnie wnikliwie, gdyż stanowiły one wówczas
najpoważniejsze zagadnienie. Nie można również całkowicie wykluczyć możliwości
chemicznego czyszczenia innych wyrobów futrzarskich, jednakże przed podjęciem decyzji
o chemicznym czyszczeniu należy mieć całkowitą pewność, ze skóry użyte do
skonfekcjonowania wyrobu są intensywnie wygarbowane i odporne na tego rodzaju obróbkę.
Ogólne zasady chemicznego czyszczenia wyrobów futrzarskich
Niezależnie od stosowanych rozpuszczalników i metod czyszczenia obowiązują
następujące zasady czyszczenia w agregatach:
−
stosować wyłącznie czysty rozpuszczalnik. Przy zużytym rozpuszczalniku występuje
niebezpieczeństwo osadzania się na tkance skórnej brudu pigmentowego znajdującego się
w kąpieli. Późniejsze usunięcie tego brudu jest prawie niemożliwe,
−
nie wolno używać wspomagaczy przeznaczonych do czyszczenia odzieży z tkanin
włókienniczych, lecz wspomagacze specjalnie przeznaczone do czyszczenia wyrobów
futrzarskich,
−
załadowanie agregatu powinno wynosić maksymalnie ok. 60% wsadu nominalnego, gdyż
wyroby futrzarskie (kożuchy) mają dużą objętość i zajmują więcej miejsca w bębnie
maszyny niż normalna odzież,
−
poddawane czyszczeniu wyroby powinny być suche, a ich wilgotność nie powinna
przekraczać 16%. Miejsca zapierane wodą przed czyszczeniem należy dobrze wysuszyć.
Nie należy również stosować dodatku wody w celu zmniejszenia ryzyka nadmiernego
wykurczania się wyrobów,
−
podczas czyszczenia wyrobów futrzarskich temperatura rozpuszczalnika powinna być
możliwie najniższa, gdyż wzrost temperatury roztworu prowadzi do nadmiernego
usuwania tłuszczu z tkanki skórnej, co pogarsza cechy plastyczne skór. Czyszczenie
powinno być prowadzone w temperaturze pokojowej, w czyszczeniu preferuje się
agregaty o małej pojemności bębna i dużym module załadowania, ponieważ zapewniają
one mniejsze oddziaływa nie mechaniczne na wyroby. Należy zaznaczyć, iż odzież
futrzarska ma niższe wskaźniki porównywalna odzież tekstylna,
−
nie należy czyścić wrażliwych i niejednorodnych wyrobów na niskim poziomie kąpieli
w bębnie. Podczas czyszczenia pojedynczych sztuk konieczny jest dodatek czystych
szmat, które zmniejszają oddziaływanie mechaniczne i wychwytują rozpuszczone
substancje brudzące,
−
wyrobów futrzarskich nie należy zbyt długo wirować, ponieważ związane z tym silne
oddziaływanie mechaniczne – szczególnie w dużym bębnie agregatu – łatwo powoduje
deformacje odzieży. Z drugiej jednak strony dłuższe wirowanie skraca wydatnie czas
suszenia,
−
jedną z najważniejszych czynności w chemicznym czyszczeniu wyrobów welurowych
jest natłuszczanie. Stosowane w czyszczeniu rozpuszczalniki prowadzą do nadmiernego
odtłuszczania skór, co prowadzi do usztywnienia tkanki skórnej i obniżenia jej
wytrzymałości i innych walorów użytkowych. Niekiedy występuje nadmierne
wykurczenie wyrobu. Badania wykazały, że nawet maksymalne skracanie czasu
czyszczenia nie zmniejsza w sposób istotny odtłuszczającego działania rozpuszczalników.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Stąd też nowoczesne metody czyszczenia powinny uwzględniać dotłuszczanie w procesie
ekstrakcji. Inne metody dotłuszczania, jak np. natrysk, nie dają tak dobrego efektu,
−
skóry futrzarskie należą do materiałów o niskiej odporności termicznej. Pod wpływem
nagrzewania następuje denaturacja hydrotermiczna skór. Kurczenie się skór pod
wpływem nagrzewania jest zjawiskiem nieodwracalnym i powoduje trwałe uszkodzenie
materiału. Dlatego też temperatura suszenia wyrobów futrzarskich po wirowaniu powinna
wynosić ok. 40°C, a w żadnym przypadku maksymalnie nie powinna przekraczać 50°C,
−
w trakcie czyszczenia należy zwrócić szczególną uwagę na łapacz większych
zanieczyszczeń, gdyż cząsteczki skór zatykają perforację, tak że przy spuszczaniu
odwirowanej kąpieli może wystąpić utrudnianie (przepełnienie). Dla uniknięcia blokady
perforacji łapacz należy oczyszczać po 1–3 szarżach, w zależności od rodzaju używanego
agregatu i stopnia jego zanieczyszczenia.
W trakcie chemicznego czyszczenia w agregatach odzież poddawana temu procesowi
przechodzi następujące kolejne fazy:
–
czyszczenie (ekstrakcję), trwające zwykle 4–8 minut w czystym rozpuszczalniku
z ewentualnymi dodatkami środków natłuszczających i wspomagaczy,
–
wirowanie trwające 3–4 minut lub dwukrotnie po 1,5–2 minut, z przerwą, co pozwala
zmienić wzajemne ułożenie wyrobów w bębnie. Roztwór z wirowania i czyszczenia
skierowuje się do destylacji,
–
egalizację – przez 2–3 minut bez ogrzewania i odpowietrzania,
–
suszenie – przez 40–120 minut w zależności od rodzaju odzieży, wielkości wsadu,
rodzaju użytego rozpuszczalnika, temperatury suszenia i typu agregatu.
W wyjątkowych przypadkach podczas czyszczenia jasnych, bardzo silnie zabrudzonych
wyrobów można zastosować wstępne czyszczenie przez 1–2,5 minuty. Jednakże w czasie
czyszczenia wyrobów z welurów futrzarskich praktycznie nie występuje taka konieczność.
Podczas stosowania do czyszczenia rozpuszczalników fluorowych czas obróbki
w rozpuszczalniku (ekstrakcja) ulega wydłużeniu do 10–12 minut. Równocześnie skróceniu
ulega czas suszenia z uwagi na szybsze odparowanie tych rozpuszczalników.
Mechanizm procesu chemicznego oczyszczenia
Czyszczenie chemiczne jest procesem usuwania zanieczyszczeń z wyrobów
w niepolarnym środowisku rozpuszczalników organicznych. Po zarzuceniu wyrobów
w kąpieli następuje dyfuzja rozpuszczalnika w głąb tkanki skórnej i następuje rozpuszczanie
substancji niepolarnych zawartych w tkance skórnej i na okrywie włosowej. Substancje te
przechodzą stopniowo do roztworu, czemu sprzyja oddziaływanie mechaniczne (rotacyjny
ruch obrotowy bębna). Rozpuszczone w rozpuszczalniku zanieczyszczenia, jak również
wyekstrachowany tłuszcz usuwane są wraz z rozpuszczalnikiem w procesie wirowania.
Resztę rozpuszczalnika usuwa się w końcowej fazie czyszczenia podczas suszenia.
Wprowadzony podczas ekstrakcji tłuszcz na skutek przesunięcia stanu równowagi
pomiędzy ilością tłuszczu zawartego w tkance skórnej i rozpuszczalniku w kierunku
zwiększenia jego zawartości w tkance skórnej, zapobiega nadmiernemu jej odtłuszczeniu, jak
również wnika wraz z rozpuszczalnikiem w głąb tkanki skórnej powodując jej natłuszczanie.
Naturalne zanieczyszczenia użytkowanych wyrobów można podzielić na trzy zasadnicze
grupy:
a) zanieczyszczenia rozpuszczalne w rozpuszczalnikach, a nierozpuszczalne w wodzie;
należą do nich tłuszcze, oleje mineralne, woski itp.,
b) zanieczyszczenia rozpuszczalne w wodzie, a nierozpuszczalne w rozpuszczalnikach
organicznych. Należą do nich łatwo rozpuszczalne w wodzie sole mineralne, cukry proste
oraz trudniej rozpuszczalne węglowodany, np. skrobia, zdenaturowane białka itp.,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
c) zanieczyszczenia nierozpuszczalne w wodzie i nierozpuszczalne w rozpuszczalnikach,
tzw. zanieczyszczenia pigmentowe. W skład tych zanieczyszczeń wchodzą cząstki węgla,
składniki gleby, jak: krzemiany, tlenki różnych metali itp.
Usuwanie zanieczyszczeń grupy pierwszej, tj. zanieczyszczeń hydrofobowych nie
stwarza większych trudności, ponieważ rozpuszczają się one całkowicie podczas ekstrakcji
w kąpieli rozpuszczalnikowej i wraz z rozpuszczalnikiem usuwane są z czyszczonego
wyrobu.
Zanieczyszczenia grupy drugiej i trzeciej należą do zanieczyszczeń hydrofilowych
rozpuszczalnych w wodzie lub łatwo zwilżających się wodą. Usuwanie ich stanowi główny
problem chemicznego czyszczenia.
Przytoczone zanieczyszczenia hydrofilowe w procesie chemicznego czyszczenia
czystymi rozpuszczalnikami pozostają w większości nie usunięte. Wprowadzenie do kąpieli
rozpuszczalnikowych tzw. wspomagaczy chemicznego czyszczenia pozwala na usunięcie
zanieczyszczeń hydrofilowych i tym samym polepszenia jakościowych wyników czyszczenia.
Działanie wspomagaczy polega w głównym stopniu na równomiernym rozprowadzaniu
cząstek polarnych wody w kąpieli czyszczącej i równomiernym naniesieniu jej na czyszczony
wyrób.
Obróbka w rozpuszczalnikach organicznych
Przygotowane jednorodne partie wyrobów, których wielkość zależna jest od pojemności
roboczej agregatu zarzuca się do bębna maszyny i po zamknięciu otworu załadunkowego
uruchamia się agregat. Agregat może pracować w systemie automatycznego sterowania wg
wcześniej opracowanego programu bądź może być sterowany ręcznie w zależności od jego
wyposażenia i konkretnych potrzeb. Na efekt czyszczenia wywierają wpływ następujące
parametry: moduł kąpieli, temperatura kąpieli, stopień załadowania bębna, rodzaj i stężenie
środków wspomagających czyszczenie, rodzaj użytego rozpuszczalnika, czas ekstrakcji.
Wpływ podstawowych parametrów na proces czyszczenia
Współczynnik kąpielowy – jest to stosunek ilościowy czyszczonych wyrobów do
objętości rozpuszczalnika. Rozróżnia się niski, normalny i wysoki moduł. Dla wyrobów
futrzarskich, które mają mały ciężar i zajmują stosunkowo dużą objętość, zalecane jest
stosowanie wysokiego modułu, co związane jest również ze skłonnością niektórych skór do
spilśniania oraz niekorzystnym wpływem zbyt intensywnego tarcia na jakość wyrobów.
Podczas czyszczenia wyrobów welurowych (kożuchy) moduł kąpielowy wynosi od 1:8 do
1:10.
Temperatura rozpuszczalnika – wywiera ona duży wpływ na szybkość rozpuszczania
i usuwania tłuszczu ze skór. Wraz ze wzrostem temperatury wzrasta szybkość usuwania
tłuszczu. W procesie chemicznego czyszczenia wyrobów futrzarskich ważne jest, aby
dokonać usunięcia brudu i zanieczyszczeń zachowując możliwie jak największą ilość tłuszczu
niezwiąznego wprowadzonego do skór w trakcie ich wyprawy. Dlatego też proces ekstrakcji
należy prowadzić w łagodnych warunkach w jak najniższej temperaturze rozpuszczalnika,
gdyż każdy wzrost temperatury powoduje zwiększenie ilości usuwanego tłuszczu
niezwiązanego.
Praktycznie
temperatura
rozpuszczalnika
powinna
wynosić
18–20°C. Przy czym w żadnym wypadku nie należy dopuszczać, aby przekraczała 30°C.
Stopień załadowania bębna – jak już wspominano wcześniej, wyroby futrzarskie
charakteryzują się tym, że niewiele ważąc zajmują stosunkowo dużą objętość. Stąd
możliwość załadowania agregatu podczas czyszczenia tych wyrobów jest mniejsza niż
podczas czyszczenia odzieży tekstylnej lub skórzanej. W praktyce stopień załadowania bębna
w czasie czyszczenia kożuchów lub odtłuszczania skór owczych wyprawionych waha się
w granicach 40÷60% deklarowanego przez producenta nominalnego wsadu. Podane granice

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
załadowania zależne są od rodzaju skór, z jakich wykonano wyrób (krótkowłose, długowłose,
o grubej lub cienkiej tkance skórnej itp.). Najczęściej w praktyce czyszczenia kożuchów
stopień załadowania agregatu wynosi ok. 50%, co oznacza, że dla wielkości wsadu
nominalnego agregatu Böwe 65 kg, wielkość wsadu wynosić będzie 39 kg. Zwiększenie
załadunku ponad podaną górną granicę niekorzystnie wpływa na równo-mierność
i dokładność usunięcia zanieczyszczeń i ogólny efekt czyszczenia..
Temperatura suszenia – jest ona jednym z ważniejszych parametrów procesu
czyszczenia wpływających zwłaszcza na cechy plastyczne skór. W odróżnieniu od wyrobów
tekstylnych, których odporność termiczna jest znacznie wyższa od skór futrzarskich, te
ostatnie wyroby nie mogą być suszone w zbyt wysokiej temperaturze. Ogólnie można
stwierdzić, że im niższa temperatura suszenia wyrobów po ekstrakcji, tym proces ten
przebiega łagodniej i tym lepsze cechy plastyczne (miękkość, pulchność i ciągliwość) mają
skóry czyszczonych wyrobów. W praktyce proces suszenia prowadzi się w temp. 40–50°C,
a w żadnym wypadku nie powinno się przekraczać temperatury 50°C.
Rodzaj użytego rozpuszczalnika – różne rozpuszczalniki mają różną zdolność usuwania
tłuszczu i zanieczyszczeń ze skór futrzarskich. Podczas odtłuszczania skór futrzarskich
i czyszczeniu wyrobów z nich wykonanych preferowane są rozpuszczalniki nie powodujące
nadmiernego
usuwania
tłuszczu
niewiązanego,
takie
jak:
trójchlorofluorometan,
trójchlorofluoroetan, benzyna ciężka, a dalszej kolejności czterochloroetylen.
Jednakże stosowanie tego czy innego rozpuszczalnika uwarunkowane jest często jego
dostępnością, rodzajem posiadanych urządzeń i oprzyrządowania. Stąd też wszystkie
wymienione rozpuszczalniki znajdują praktyczne zastosowanie. Jednakże zastosowanie
konkretnego rozpuszczalnika do czyszczenia wyrobów futrzarskich wymaga dostosowania
pozostałych parametrów procesu, a zwłaszcza czasu ekstrakcji, wilgotności odtłuszczonych
skór itp.
Czas ekstrakcji (obróbki w rozpuszczalniku) – zależy on od rodzaju użytego
rozpuszczalnika,
zabarwienia
wyrobu,
stopnia
zabrudzenia
wyrobów,
czystości
rozpuszczalnika. Stosując rozpuszczalniki o dużej zdolności do rozpuszczania zanieczyszczeń
tłuszczowych, jak trójchloroetylen czy czterochloroetylen, należy skracać czas ekstrakcji.
Z kolei czyszczenie w benzynie ciężkiej wymaga zwiększenia tego czasu. Podczas
czyszczenia czterochloroetylenem wyrobów zabarwionych na kolory ciemne należy stosować
krótszy czas ekstrakcji (4–6 min) niż podczas czyszczenia wyrobów zabarwionych na kolory
jasne (8–10 min) co związane jest z nadmiernym odbarwieniem skór w przypadku tej
pierwszej grupy wyrobów.
Zastosowanie wspomagaczy chemicznego czyszczenia
Wspomagacze chemicznego czyszczenia używane są dla zwiększenia zdolności
„piorących” kąpieli rozpuszczalnikowych, czyli dla zwiększenia ogólnego oddziaływania
roztworu na zabrudzenia zarówno hydrofilowe, jak i hydrofobowe i ich usuwanie
z czyszczonego wyrobu. Ponadto wspomagacze przeciwdziałają powtórnemu osadzaniu się
zabrudzeń na powierzchni czyszczonego wyrobu (tzw. szarzeniu) oraz zwiększają
przewodność elektryczną kąpieli.
Stosowane w praktyce chemicznego czyszczenia wyrobów wspomagacze stanowią
zwykle kompozycje następujących składników:
–
substancji powierzchniowo czynnych,
–
emulgatorów,
–
rozpuszczalników,
–
wody i soli.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Skład ich może być rozszerzony o dodatkowe składniki specjalne, jak: środki
antystatyczne, zmiękczające, dezynfekujące itp. Zwykle określony wspomagacz zawiera tylko
jeden z dodatkowych składników, np. antystatyk lub środek zmiękczający. Do kąpieli
rozpuszczalnikowych produkty te mogą być również dodawane odrębnie obok wspomagacza.
Za najwłaściwszy wspomagacz uważa się taki, który może utrzymać maksymalną ilość
wody w postaci stabilnej emulsji typu „woda w oleju” w formie skoncentrowanej. Oznacza to,
że „nośnik" wody powinien wykazywać duże powinowactwo chemiczne do wody
i rozpuszczalnika.
Wspomagacz, który został wprowadzony do kąpieli powoduje w pierwszym etapie
zwiększenie jej względnej wilgotności – w drugim etapie wyrób zaczyna absorbować wodę
z kąpieli proporcjonalnie do możliwości czyszczonego materiału oraz rodzaju i stopnia
zabrudzenia. W tym czasie rośnie nasycenie włókien tkanki skórnej wodą pochłanianą
zarówno z kąpieli, jak i powietrza znajdującego się nad lustrem cieczy. Dzięki ruchowi
mechanicznemu bębna osadzone na włóknach stałe drobiny brudu zostają oderwane
i przechodzą do roztworu.
Dobry wspomagacz chemicznego czyszczenia powinien charakteryzować się
następującymi cechami:
−
dużą aktywnością w usuwaniu zabrudzeń hydrofilowych – tzn. zdolnością
równomiernego rozprowadzania wody na powierzchni wyrobu oraz nadmiarem
substancji piorącej pozwalającym nie tylko na emulgowanie, ale też na rozpuszczanie
zabrudzeń hydrofilowych,
−
łatwością przepływu przez elementy filtracyjne (nieosadzanie się na tych elementach),
−
pozostałość podestylacyjna powinna być wolna od węglowodorów (chlorowanych lub
fluorowanych),
−
brakiem właściwości powodujących korozję,
−
rozpuszczalnością w wodzie i rozpuszczalnikach,
−
oddziaływaniem rozładowującym napięcie elektrostatyczne.
Wspomagacze dodaje się bezpośrednio do roztworu rozpuszczalnika.
Ilość stosowanych wspomagaczy w praktyce chemicznego czyszczenia odzieży
futrzarskiej zależy od stopnia ich zabrudzenia, rodzaju czyszczonej odzieży i rodzaju
wspomagacza. Do wyrobów welurowych i weluropodobnych zaleca się w zasadzie niewielkie
stężenia 1,5–3 g/dcm
3
rozpuszczalnika.
Charakterystyka wspomagaczy stosowanych podczas renowacji
Wspomagacz ICSO (Instytut Ciężkiej Syntezy Organicznej – Blachownia)
Zalecany jest do stosowania w kąpielach z czterochloroetylenem do czyszczenia welurów
futrzarskich i innych wyrobów skórzanych i tekstylnych. Podczas czyszczenia wyrobów
z welurów futrzarskich zalecana ilość wynosi 1–2 g/dm
3
.
Ipran R
Jest mieszaniną kopolimerów blokowych tlenku etylenu i propylenu z tensydami. Zalecany do
czyszczenia odzieży futrzarskiej i innej w roztworze czterochloroetylenu, stężenie Ipranu R
przy czyszczeniu odzieży futrzarskiej wynosi 1–2 g/dm
3
rozpuszczalnika.
Secapur PL
Jest
wspomagaczem
nawilżającym
stosowanym
w
czterochloroetylenie
oraz
w rozpuszczalnikach fluorowych R-11 i R-113. Szczególnie przydatny do czyszczenia futer
i welurów, dozowany w ilości 2,5–5,0 g/dm
3
rozpuszczalnika.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Secapur L
Jest wspomagaczem lekko zwilżającym, anionowo czynnym, pogłębiającym kolor
z dodatkiem zmiękczaczy. Przydatny do czyszczenia welurów i futer, dozowany w ilości
4–5 g/dm
3
kąpieli.
Xexopan I
Jest koncentratem oleju (93%), środków dogarbowujących (5%) oraz wody krystalicznej
(2%), anionoaktywny. Przeznaczony jest do czyszczenia wyłącznie odzieży skórzanej,
zamszów, futer i kożuchów w rozpuszczalniku R-113.
Zalecany do czyszczenia dwukąpielowego w ilości po 3,5% w stosunku do pojemności
kąpieli.
Kosmetyka i sortowanie wyrobów po czyszczeniu
Po zakończeniu procesu czyszczenia i wyjęciu wyrobów z bębna agregatu należy je
pojedynczo powiesić na wieszaku i następnie dokładnie poddać szczotkowaniu miękką
szczotką i gąbkowaniu gąbką z tworzyw sztucznych w celu oczyszczenia z ewentualnych
mechanicznych drobin (włosy, kawałki włókien skórnych itp.) i podniesienia włókna
welurowego.
Ponadto zabiegami tymi nadaje się wyrobom pierwotny przyjemny wygląd estetyczny.
Zabieg szczotkowania i gąbkowania należy przeprowadzić możliwie szybko, wtedy kiedy
wyroby nie utraciły jeszcze ciepła uzyskanego podczas nagrzewania w procesie suszenia.
W tym przypadku zabieg szczotkowania i gąbkowania jest o wiele skuteczniejszy i łatwiejszy
do wykonania.
Przygotowane w sposób powyżej opisany wyroby rozsortowuje się na następujące grupy:
–
wyroby wymagające dobarwienia, charakteryzujące się silnym odbarwieniem,
z nierównomiernym wybarwieniem na powierzchni lub miejscami mocno rozjaśnionymi,
–
wyroby nie wymagające dobarwienia, mające równomierne wy barwienie bez plam
i miejscowych rozjaśnień. Wyroby te w dalszej kolejności rozsortowuje się na takie,
które z uwagi na swój ładny wygląd nie wymagają żadnych dalszych zabiegów, oraz
wyroby które przeznacza się do ożywienia odcienia wybarwienia przez natrysk
roztworem kwasu mrówkowego o niewielkim stężeniu lub hydrofobizacji.
Rozpuszczalniki używane do czyszczenia odzieży futrzarskiej
W chemicznym czyszczeniu odzieży futrzarskiej używane są obecnie następujące rodzaje
rozpuszczalników organicznych:
–
rozpuszczalniki chlorowane (czterochloroetylen),
–
rozpuszczalniki fluorowane (trójchlorofluorometan, trójchlorofluoroetan),
–
benzyna ciężka.
W Polsce do czyszczenia odzieży futrzarskiej i skórzanej najczęściej stosowany jest
czterochloroetylen. Rozpuszczalniki fluorowane z uwagi na łagodniejsze oddziaływanie na
skóry futrzarskie powinny być preferowane w czyszczeniu odzieży futrzarskiej, jednakże
z uwagi na brak produkcji krajowej praktycznie w naszym kraju nie są stosowane.
Benzyna ciężka stosowana jest sporadycznie w niektórych punktach usługowych,
jednakże z uwagi na jej łatwopalność szerszego zastosowania w naszym kraju nie znajduje.
Czterochloroetylen (Cl
2
Cl
4
zwany również perchloroetylenem lub „per”). W kraju
produkowany jest przez Zakłady Chemiczne w Oświęcimiu.
Właściwości, wymagania i warunki techniczne oraz badania czterochloroetylenu określone są
normą PN-C-88023:1990 „Czterochloroetylen techniczny”.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Czterochloroetylen wykazuje tendencje do dekompozycji (rozkładu), gdy warunki jego
użytkowania nie są przestrzegane. Najczęstszymi przyczynami rozkładu czterochloroetylenu
są:
–
wolny płomień,
–
rozgrzane powierzchnie,
–
otwarte palniki w urządzeniach grzewczych,
–
duże nasłonecznienie,
–
żarzące się papierosy,
–
podwyższona wilgotność powietrza,
–
otwarte, rozgrzane grzejniki elektryczne itp.
Stąd wszystkie gatunki czterochloroetylenu znajdujące się w handlu zawierają w swoim
składzie stabilizatory. W zależności od doboru stabilizatora, czterochloroetylen jest mniej lub
bardziej stabilny, jednak nie osiąga nigdy 100% stabilności w przypadku niekorzystnych
warunków magazynowania lub użytkowania. Jego pary rozkładają się szybciej niż ciecz,
tworząc kwasy.
Z wymienionych wyżej względów przy użytkowaniu agregatów należy przestrzegać
właściwej temperatury destylacji, kontrolowanej przez zainstalowanie termometrów
w układzie destylacyjnym. Zjawisko przegrzania destylującego się rozpuszczalnika może
nastąpić wówczas, gdy w destylatorze znajduje się mieszanina rozpuszczalnika z dużą ilością
oleju, smaru, wzrasta wtedy temperatura parowania, a zanieczyszczone powierzchnie grzejne
również podnoszą swoją temperaturę. Występujące wtedy podwyższone temperatury (wyższe
od normalnej temperatury destylacji) znacznie wpływają na dekompozycję par.
W temperaturze powyżej 150°C następuje prawie całkowita ich dekompozycja, dlatego też
w destylatorach, które wykorzystują tzw. „żywą parę”, należy przestrzegać, aby jej ciśnienie
nie przekraczało 4–5 barów.
Podczas używania destylatorów z blach świeżo ocynkowanych w pierwszym okresie
pracy (ok. 2 tygodni) powstaje lotny gaz dwuchloroacetylen o znacznej toksyczności.
Powodem jest reakcja czterochloroetylenu z powierzchnią ocynkowaną. Po tym czasie cynk
zostaje zdezaktywowany, jednak pary gazu mogą pozostawać w maszynie około miesiąca.
Stąd też należy użytkować destylatory ze stali kwasoodpornej lub nierdzewnej. Niebezpieczna
jest również obecność kwasu w rozpuszczalniku, dlatego należy okresowo sprawdzać
zakwaszenie.
Benzyna ciężka jest mieszaniną ciężkich węglowodorów otrzymywanych podczas
frakcjonowanej destylacji ropy naftowej. Benzyna ciężka stosowana jest dość szeroko
czyszczeniu odzieży futrzarskiej zarówno w aparatach ekstrakcyjnych, jak też w trocinach.
Benzyna lakowa jest bardzo dobrym rozpuszczalnikiem tłuszczów, wosków, żywic
naturalnych i syntetycznych, olejów mineralnych i roślinnych, smoły itp. Czyścić w niej
można bez ryzyka uszkodzenia wszelką odzież futrzarską i skórzaną. Na wyroby te działa ona
łagodniej niż rozpuszczalniki chlorowane, w związku z czym wymaga dłuższego czasu
ekstrakcji. Ograniczenie zastosowania benzyny na rzecz niepalnych rozpuszczalników
chlorowanych (czterochloroetylenu i trójchloroetylenu) spowodowana jest wyłącznie jej
łatwopalnością i wybuchowością, tj. ze względu na trudność jej regeneracji, bowiem
destylacja benzynowa związana jest w dużym stopniu z niebezpieczeństwem pożaru.
Zastosowanie specjalnych hermetycznych i przeciwwybuchowych agregatów zmniejsza
zdecydowanie to niebezpieczeństwo, jednakże z uwagi na brak takich agregatów w Polsce
zastosowanie benzyny w czyszczeniu odzieży futrzarskiej jest niewielkie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Dobarwianie wyrobów po czyszczeniu
Znaczna ilość wyrobów futrzarskich welurowych wykazuje po czyszczeniu chemicznym
oraz rzadziej po czyszczeniu tradycyjnym utratę intensywności oraz nierównomierności
zabarwienia. Dotyczy to zwłaszcza wyrobów barwionych na kolory ciemne oraz wyrobów
wielokrotnie czyszczonych. Wyroby takie wymagają dobarwiania, które ma na celu poprawę
intensywności i wyrównanie odcienia na całej powierzchni. Otrzymanie takiego efektu jest
dość trudne, gdyż poszczególne elementy wyrobu (kożucha) wykonane są z różnych skór,
które w procesie produkcyjnym zwykle dobierane są w komplety z punku widzenia ich koloru
i odcienia z większej ilości skór. Nie oznacza to, że są one jednorodne i że w jednakowym
stopniu zabarwią się przy ponownym barwieniu.
Obok różnic w powinowactwie do barwników wynikających z niejednorodnej struktury
skór występują różnice związane z różnym oddziaływaniem czynników zewnętrznych
(światła, wilgoci, brudu, tarcia itp.) na różne części i elementy wyrobu. Na przykład ramiona
zwykle w większym stopniu narażone są na oddziaływanie światła i opadów, z kolei
mankiety, klapy, obrzeża w większym stopniu ulegają zabrudzeniom i ścieraniu.
Z wymienionych wyżej względów barwienie kąpielowe gotowych wyrobów nie daje
zwykle pożądanych wyników, gdyż różnice w powinowactwie barwników do poszczególnych
elementów wyrobu uwidoczniają się po wysuszeniu wyrobu w postaci nierównomierności
wybarwienia i często dużych różnic w intensywności zabarwienia poszczególnych części
wyrobów.
Większe możliwości korygowania tych różnic daje barwienie metodą natryskową lub
szczotkową. Nie oznacza to, że metoda kąpielowa jest całkowicie nieprzydatna, niemniej
jednak w technice dobarwiania wyrobów futrzarskich welurowych po czyszczeniu zarówno
w kraju, jak i za granicą dominującą metodą jest barwienie natryskowe.
Innym ujemnym aspektem barwienia czyszczonych wyrobów w kąpielach wodnych jest
zwiększenie możliwości deformacji wyrobu na skutek ich całkowitego przemoczenia, gdyż
różne elementy wyrobu w różnym stopniu ulegają kurczeniu w procesie suszenia po takim
barwieniu.
Barwniki i ich charakterystyka
Wyroby welurowe należą do odzieży długotrwałego użytku, stąd też barwniki stosowane
do ich barwienia powinny spełniać szereg wymogów, aby uzyskane wybarwienie było
wysokiej jakości. Do wymagań tych należą wysoka odporność na światło oraz na tarcie na
sucho i na mokro, dobra odporność na działanie rozpuszczalników organicznych stosowanych
w czyszczeniu oraz trwałość wiązania się z kolagenem tkanki skórnej.
Z badań nad barwieniem skór welurowych i dobarwianiem wyrobów welurowych
przeprowadzonych w Zakładzie Doświadczalnym Futrzarstwa przy KZF w Krakowie, gdzie
próbom poddano barwniki bezpośrednie, metalokompleksowe o układzie 1:2, reaktywne
(helaktywne i polaktywne) oraz inne barwniki wynika, iż wymaganiom tym najbardziej
odpowiadają barwniki metalokompleksowe o układzie 1:2.
W kraju produkowane są one pod nazwą handlową barwników polfalanowych oraz
koriaminowych trwałych. Za granicą występują pod różnymi nazwami, firma Sandoz –
Szwajcaria produkuje je pod nazwą Dermalicht, BASF-Niemcy pod nazwą Luganil itp.
Sporządzanie roztworów barwiących i nanoszenie ich na powierzchnię wyrobu
W celu przygotowania roztworów do podbarwiania wyrobu na określony kolor dobiera
się kolorystycznie odpowiednie barwniki polfalanowe lub mieszaninę barwników złożoną
z barwnika podstawowego i tonujących. Odważoną ilość barwników zalewa się niewielką
ilością zimnej wody i mieszając doprowadza się masę do konsystencji pasty (zapastowywanie
barwników). Tak przygotowaną pastę zalewa się odmierzoną ilością wody o temperaturze 70–

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
90°C, dokładnie mieszając, aż do całkowitego rozpuszczenia się barwników. Ilość wody
powinna być ściśle odmierzona, tak aby stężenie barwnika było zgodne z przyjętą recepturą.
Po ostudzeniu do temperatury 30–50°C otrzymany roztwór przecedza się przez gęste sito lub
kilkakrotnie złożoną damską pończochę. Bezpośrednio przed użyciem roztworu do
przecedzonego roztworu barwnika dodaje się wynikającą z receptury ilość wody
amoniakalnej. Obecność wody amoniakalnej w roztworze sprzyja lepszemu przenikaniu
roztworu w głąb tkanki skórnej i bardziej równomiernemu rozmieszczeniu barwników
w przestrzeniach międzywłóknistych.
Przykład receptury roztworu dobarwiającego opartego na zastosowaniu barwników
polfalanowych w kolorach brąz.
Woda amoniakalna
– 2 /dcm
3
Barwnik polfalanowy
– 5–10 g/dcm
3
odcienie brązu
–
jasny brąz z odcieniem czerwonym
Brunat polfalanowy GL
– 5 g/dm
3
–
jasny brąz
Brunat polfalanowy BL
– 5 g/dm
3
–
średni brąz
Brunat polfalanowy BGL
– 6 g/dm
3
–
ciemny brąz
Brunat polfalanowy BGL
– 8 g/dm
3
Czerń polfalanowa BGLN – 2 g/dm
3
Zamiast barwników polfalanowych można używać barwniki koriaminowe trwałe lub ich
odpowiedniki zagraniczne w podobnych ilościach i zachowując opisany tok postępowania.
W zależności od stopnia odbarwienia wyrobu przygotowany roztwór barwiący nanosi się
na powierzchnię przez natrysk względnie przez nacieranie: pędzlem, tamponem wykonanym
z gazy lub innej miękkiej tkaniny albo niewielką szczotką z miękkiego włosia naturalnego.
Na wyroby z nieznacznymi ubytkami barwy roztwór barwiący nanosi się pistoletem
stosując natrysk krzyżowy. Dysza pistoletu powinna mieć niewielką średnicę, a ciśnienie
robocze podawanego powietrza powinno wynosić ok. 4 atm. tak, aby mogła powstać drobna
mgiełka nie powodująca powstawania zacieków.
Wyroby silnie rozjaśnione, odbarwione bądź przebarwiane barwi się przez nacieranie
szczotką lub tamponem i ewentualnie wyrównuje wybarwienie po podsuszeniu natryskiem
krzyżowym. Przy tego rodzaju dobarwianiu należy zwrócić uwagę na ilość nanoszonego
roztworu barwiącego starając się nie dopuścić do nadmiernego przemoczenia tkanki skórnej,
które może spowodować nadmierne kurczenie się wyrobu.
Wyroby przeznaczone do natrysku dobarwiającego umieszcza się na manekinach,
odpowiednio formując rękawy za pomocą uchwytu tak, aby dostęp do poszczególnych
elementów wyrobu był łatwy, umożliwiający równomierne i dokładne naniesienie barwnika.
Natrysk prowadzi się zwykle 2–3 razy aż do uzyskania pożądanego efektu. Wyroby
wymagające miejscowego dobarwienia na niewielkich powierzchniach można dobarwiać
pędzelkiem, szczotką lub tamponem.
Obok opisanej wyżej metody dobarwiania wyrobów wodnymi roztworami barwników
polfalanowych do dobarwiania mogą być również stosowane roztwory w mieszaninach
alkoholu etylowego lub etylowego i butylowego z wodą.
W porównaniu z wodnymi roztworami barwników roztwory alkoholo-wodne wykazują:
–
lepszą zwilżalność powierzchni skór,
–
wielokrotnie większą szybkość wnikania w głąb dermy,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
–
zdecydowanie lepsze przebarwienie przekroju tkanki,
–
szybsze odparowanie cieczy z barwionych wyrobów, dzięki czemu skróceniu ulega czas
schnięcia.
Obecność rozpuszczalników w wodzie użytej do rozpuszczania barwników
polfalanowych zmniejsza ich adsorpcję z roztworu i ułatwia ich przenikanie w głąb tkanki
skórnej, dzięki czemu przebarwienie dermy jest znacznie większe niż z roztworów wodnych.
Nanoszenie roztworów barwnika w tym przypadku przeprowadza się podobnie jak
roztworów wodnych metodą natryskową lub szczotkową w zależności od stanu wyrobów
i warunków technicznych zakładu.
Utrwalanie wybarwień na wyrobach dobarwianych i niedobarwianych
Zalecane do podbarwiania czyszczonych wyrobów barwniki metalo-kompleksowe 1:2
wiążą się intensywnie z kolagenem tkanki skórnej w środowisku słabo kwaśnym.
W normalnym cyklu barwienia kąpielowego skór proces prowadzony jest w ten sposób, że
pierwsza faza barwienia zachodzi w środowisku neutralnym lub lekko zasadowym (dodatek
wody amoniakalnej), co ułatwia penetrację barwników w głąb tkanki skórnej i równomierne
rozmieszczenie barwników w przekroju. Natomiast druga faza – wiązanie się barwników
z kolagenem uzyskuje się po zakwaszeniu roztworem (kwasem mrówkowym lub octowym).
Przy natryskowym barwieniu zakwaszenie roztworu w momencie jego sporządzania
spowodowałoby wiązanie się barwnika na powierzchni i pogorszyłoby jakość wybarwienia.
Dlatego też barwnik nanosi się z dodatkiem wody amoniakalnej dla ułatwienia penetracji
i równomiernego rozmieszczenia się barwników w tkance skórnej, a zakwaszenie należy
przeprowadzać oddzielnie w celu utrwalenia wybarwienia. Utrwalanie przeprowadza się
w ten sposób, że po podbarwieniu wyrobów ponownie się je natryskuje wodnym roztworem
kwasu mrówkowego lub octowego. W tym celu sporządza się roztwór zawierający
0,5–2,0 g/dm
3
kwasu mrówkowego 85% w zależności od ilości naniesionych barwników.
Dla kolorów jasnych stosuje się dolne granice stężenia, a dla kolorów ciemnych górne.
Roztwory utrwalające nanosi się podobnie jak roztwory barwników stosując natrysk
krzyżowy w postaci drobnej mgiełki. Należy przy tym zwracać uwagę, aby nie doprowadzić
do nadmiernego przemoczenia wyrobów i powstania zacieków, które mogą być przyczyną
nierównomierności wybarwienia.
Niektóre wyroby welurowe, zwłaszcza takie, które nie były zabarwione barwnikami
o odpowiedniej odporności na krople wody po czyszczeniu i użytkowaniu na deszczu mogą
wykazywać plamistość wybarwienia. Jest to związane z migracją niezwiązanego barwnika
osadzonego w przestrzeniach międzywłóknistych tkanki skórnej. Zjawisku temu można
zapobiec stosując utrwalanie barwników po czyszczeniu i wykończeniu. Do utrwalania
stosuje się w tym przypadku roztwory kwasu mrówkowego lub octowego o stężeniach nieco
mniejszych niż w przypadku utrwalania wybarwień wyrobów poddawanych dobarwianiu.
Wystarczające stężenie kwasu mrówkowego 85% wynosi tu 0,5–1,0 g/l.
Hydrofobizacja wyrobów welurowych
Wyczyszczone chemicznie wyroby welurowe wykazują często zwiększoną nasiąkliwość
i mniejszą odporność na kroplę wody. Jest to zjawisko niekorzystne, gdyż wyroby takie
łatwiej ulegają przemoczeniu podczas użytkowania w warunkach deszczu lub mokrego
śniegu. Aby zapobiec tym niekorzystnym zjawiskom i poprawić odporność wyrobów na
wodę, w praktyce renowacji dość często wyroby te poddaje się hydrofobizacji za pomocą
różnorodnych środków hydrofobizujących. Działanie tych środków polega na zmniejszaniu
hydrofilowego charakteru powierzchni skór poprzez osadzanie się na powierzchni włókien
tkanki skórnej substancji w charakterze hydrofobowym. Substancje te zmniejszają
nasiąkliwość skór i zwiększają odporność na kroplę wody.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Praktycznie hydrofobizację przeprowadza się w ten sposób, że czyszczone w agregacie
wyroby nie wymagające dobarwiania, wyszczotkowane i wygąbkowane natryskuje się
równomiernie z odległości ok. 25–30 cm i pozostawia do wyschnięcia, po czym natryskuje
się ponownie i suszy w temperaturze pokojowej przez okres ok. 24 godz.
Oprócz zwiększenia odporności na wodę w wyniku hydrofobizacji uzyskuje się
pogłębienie intensywności wybarwienia i ożywienie odcienia, podobnie jak podczas
utrwalania kwasem mrówkowym.
Wprowadzając hydrofobizację czyszczonych wyrobów należy pamiętać o tym, że obok
pozytywnych cech, jak poprawa odporności na wodę środki te nadają powierzchni skór pewne
ujemne cechy, a przede wszystkim zwiększoną skłonność do adsorbowania brudu
o charakterze hydrofobowym. Niektóre środki hydrofobizujące mogą ponadto utrudniać
proces dobarwiania roztworami wodnymi barwników, o ile nie będą usunięte w procesie
czyszczenia.
Suszenie wyrobów po dobarwianiu i utrwalaniu
Po naniesieniu na wyczyszczone wyroby roztworu barwników natryskowo lub
szczotkowo i utrwaleniu roztworem utrwalającym należy je wysuszyć. Suszenie należy
przeprowadzać w miarę możliwości w łagodnych warunkach w temperaturze nie
przekraczającej 40°C i wilgotności względnej powietrza nie przekraczającej 75%. Wyroby
przed suszeniem powinny być odpowiednio uformowane i zawieszone w taki sposób, aby
możliwe było równomierne odparowanie wilgoci ze wszystkich elementów wyrobu. Najlepiej
wyroby pozostawić do suszenia na manekinach, formując odpowiednio rękawy, kołnierz,
wyprostowując poły, przód i tył wyrobu. Najlepsze wyniki z punktu widzenia zachowania
pierwotnych wymiarów i kształtu uzyskuje się susząc dobarwione wyroby w temperaturze
pokojowej. Łagodne i powolne odparowanie wilgoci sprzyja zapobieganiu nadmiernemu
kurczeniu się wyrobów.
Podobne
zasady
suszenia
obowiązują
również
po
nanoszeniu
roztworów
hydrofobizujących w przypadku przeprowadzenia tego zabiegu. Wilgotność tkanki skór
wysuszonych wyrobów powinna wynosić 8–16% i nie powinna przekraczać górnej granicy.
Obróbka wykończeniowa wyrobów po czyszczeniu i dobarwianiu
Wysuszone wyroby po dobarwieniu, hydrofobizacji lub nanoszeniu innych roztworów
wodnych mają szorstką i sztywną tkankę skórną i charakterystyczny „suchy chwyt”. Ponadto
włókna welurowe tkanki skórnej są sklejone, a powierzchnia wyrobu traci pierwotny
przyjemny wygląd estetyczny. Dlatego też wysuszone wyroby poddaje się różnym zabiegom
w celu przywrócenia im estetycznego wyglądu, miękkości i pulchności.
Wyroby dobarwiane na ciemne, intensywne kolory, jak: ciemny brunat, granat, czerń itp.
zawierają ponadto na powierzchni znaczne ilości barwników niezwiązanych, które mogą być
przyczyną niskiej odporności na tarcie „na sucho” i „na mokro”. Wyroby takie wymagają
często trocinowania w celu usunięcia nadmiaru niezwiązanego barwnika i przywrócenia im
miękkości, pulchności i ładnego wyglądu. Dlatego też na obróbkę wykończeniową składa się
zespół czynności i zabiegów eliminujących wyżej wymienione mankamenty. Ogólnie można
je określić zmiękczaniem i kosmetyką, które przeprowadzać można ręcznie lub mechanicznie.
Zmiękczanie ręczne
Polega na szczotkowaniu i gąbkowaniu wyrobów z użyciem szczotek metalowych
z miękkiego drutu mosiężnego lub twardych włosów z tworzyw sztucznych. W punkcie
usługowym powinno się znajdować kilka szczotek, używanych do wyrobów zabarwionych na
różne kolory tak, aby szczotkowaniem nie spowodować zabrudzenia powierzchni wyrobu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Wyszczotkowane wyroby poddaje się gąbkowaniu z użyciem gąbek z tworzyw
poliuretanowych lub innych miękkich gąbek.
Po szczotkowaniu i gąbkowaniu włókna welurowe są zwykle podniesione i rozdzielone,
jednakże często po tych zabiegach na wyrobie znajduje się pył złożony z włókienek skóry,
barwników itp. Dlatego też wyroby powinny być poddane jeszcze odpylaniu najlepiej za
pomocą elektrycznych szczotek odpylających.
Zmiękczanie mechaniczne
Przeprowadza się w bębnach futrzarskich kombinowanych. Zabieg polega na obracaniu
wysuszonych wyrobów w bębnie przez okres 0,5–1 godz. bez użycia innych mediów. Po
zakończeniu obróbki wyroby lub elementy wyrobów wymagające dodatkowej obróbki
poddaje się ręcznemu gąbkowaniu i szczotkowaniu aż do uzyskania odpowiedniego wyglądu
estetycznego.
Wspomniane wcześniej wyroby podbarwiane na intensywne ciemne kolory poddaje się
trocinowaniu w suchych trocinach bez dodatku jakichkolwiek innych substancji w celu ich
zmiękczenia i usunięcia nadmiaru nie związanych barwników.
Ilość trocin bukowych czystych o wilgotności nie przekraczającej 16% powinna wynosić
ok. 1 kg na 1 kg zmiękczanych wyrobów. Czas trocinowania 1–2 godz. w zależności od
intensywności i koloru zabarwienia. Po trocinowaniu wyroby siatkuje się w bębnie
siatkowym w celu wytrzepania trocin. Wysiatkowane wyroby poddaje się gąbkowaniu
i szczotkowaniu z użyciem szczotki odpylającej.
Czynności trocinowania i siatkowania należy przeprowadzać w bębnach renowacyjnych.
Przechowywanie wyrobów futrzarskich
Pomieszczenia magazynowe, w których przechowywane są wyroby futrzarskie powinny
być suche i przewiewne i powinny zabezpieczać wyroby przed bezpośrednim działaniem
czynników atmosferycznych oraz promieni słonecznych. Temperatura w pomieszczeniach
magazynowych powinna wynosić 5–20°C, a przy długotrwałym składowaniu nie powinna
przekraczać 14°C, a wilgotność względna powietrza powinna być utrzymana w przedziale
50–70%.
Po podwyższeniu temperatury powyżej 20°C wnętrze pomieszczenia należy intensywnie
wietrzyć w najchłodniejszych porach dnia. Niezależnie od zachowania temperatury
i wilgotności wnętrze magazynowe powinno być codziennie przewietrzane.
Magazynowane wyroby należy okresowo przeglądać co najmniej raz w miesiącu. Podczas
przeglądu wyroby należy przetrzepać, a w razie konieczności przesypać środkami
konserwującymi. W charakterze środków konserwujących stosuje się środki owadobójcze
moloteks lub naftalen w postaci proszku lub płaskich kryształów.
W przypadku pojawienia się szkodników pomieszczenia magazynowe powinny być
poddane dezynsekcji za pomocą środków dezynsekcyjnych w postaci płynnej lub gazowej. Po
przeprowadzeniu dezynsekcji należy umyć podłogę wodą, a wszystkie sztuki odzieży
dokładnie przetrzepać poza pomieszczeniem magazynowym i przesypać środkami
owadobójczymi.
Wyroby futrzarskie, takie jak: futra, kurtki, kamizelki, wdzianka itp. magazynowane są
pojedynczo, zawieszone na wieszakach w regałach lub szafach. Pozostałe wyroby, jak szale,
nakrycia głowy, kołnierze, rękawiczki itp. magazynuje się najczęściej układając je
pojedynczo lub w stosy na paletach, regałach lub szafach.
Nieprzestrzeganie parametrów składowania (temperatury, wilgotności powietrza oraz
wietrzenia) niekorzystnie wpływa na jakość wyrobów przyspieszając ich starzenie, co wyraża
się osłabieniem wytrzymałości i utratą cech plastycznych tkanki skórnej, zmianą barwy
okrywy włosowej itp.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Odświeżanie i wietrzenie użytkowanych wyrobów
Zachowanie wyglądu estetycznego wyrobów futrzarskich i czas ich użytkowania zależą
od przestrzegania ogólnych zasad użytkowania, konserwacji, przechowywania i czyszczenia
tych wyrobów. Zasady te opracowano w Zakładzie Doświadczalnym Futrzarstwa przy KZF
w Krakowie i uwzględniają one oddzielne przepisy dla wyrobów konfekcjonowanych okrywą
włosową na zewnątrz i oddzielnie dla wyrobów konfekcjonowanych tkanką skórną na
zewnątrz (welurowych, weluropodobnych).
Wyroby konfekcjonowane okrywą włosową na zewnątrz
W trakcie użytkowania nie wymagają częstego czyszczenia, jednakże wymagają
przestrzegania określonych warunków użytkowania, do których należą: unikanie zamoczenia,
ograniczenie tarcia okrywy włosowej wyrobu o różne przedmioty i materiały,
niedopuszczanie do silnych zaplamień i zabrudzeń oraz uszkodzeń mechanicznych,
prawidłowe przechowywanie wyrobu.
W przypadku zamoknięcia lub przemoczenia wyrób należy powiesić na wieszaku,
przeczesać lekko miękką szczotką w kierunku pochylenia okrywy włosowej i wysuszyć
w temperaturze pokojowej z daleka od źródła ciepła (grzejników, pieca itp.) w miejscu
przewiewnym. Po wysuszeniu okrywę włosową przeczesać suchą, miękką szczotką
w kierunku pochylenia okrywy włosowej. Zmiętą podszewkę prasować wyłącznie po jej
odpruciu. Niedopuszczalne jest prasowanie konfekcji futrzanej, ponieważ wysoka
temperatura żelazka może spowodować nieodwracalne uszkodzenia tkanki skórnej (jej
denaturację i związaną z tym łamliwość i kruszenie się).
Noszenie przedmiotów powodujących tarcie, np. torebek, siatek itp. może spowodować
wytarcie okrywy włosowej w miejscu częstego stykania się z noszonym przedmiotem.
W przypadku zmięcia i zagniecenia okrywy włosowej zwilżamy ją lekko wodą za
pomocą szczotki lub tamponu z gazy, po czym suszymy jak po zamoknięciu. Po wysuszeniu
przeczesujemy włosy suchą miękką szczotką.
Zabrudzenie, plamy rozdarcia i inne uszkodzenia należy usuwać w wyspecjalizowanych
punktach usługowych.
Czyszczenie i renowację tych wyrobów powinno się przeprowadzać wyłącznie
w wyspecjalizowanych punktach usługowych. Wyroby te nie powinny być czyszczone przez
użytkownika, ponieważ nieumiejętne wykonanie tych zabiegów może spowodować ich trwałe
uszkodzenie i obniżenie wartości.
Wyroby konfekcjonowane tkanką skórną na zewnątrz (welurowe, weluropodobne)
Odznaczają się lekkością, trwałością, dobrymi własnościami ciepłochronnymi,
estetycznymi i higienicznymi, jednakże stosunkowo szybko i łatwo ulegają zabrudzeniu.
Z kolei częste ich czyszczenie niekorzystnie wpływa na trwałość i okres użytkowania.
Dlatego też w celu przedłużenia tego czasu i zachowania ładnego wyglądu należy unikać:
zamoczenia, zabrudzeń, zatłuszczenia, uszkodzeń mechanicznych, trwałego zagniecenia
(załamania tkanki skórnej) i niewłaściwego przechowywania wyrobów.
W przypadku zamoknięcia lub przemoczenia wyrób należy powiesić na wieszaku
i wysuszyć w temperaturze pokojowej, z daleka od źródła ciepła i w miejscu przewiewnym.
Po wysuszeniu delikatnie przeszczotkować tkankę czystą miękką szczotką z naturalnym
włosiem.
Podczas użytkowania należy mieć na uwadze podatność wyrobów welurowych na
wszelkiego rodzaju zabrudzenia i zatłuszczenia. Plamy tłuszczowe, sadza, tusz z długopisu
i inne zabrudzenia są bardzo trudne do usunięcia z tego rodzaju wyrobów, a często wręcz
niemożliwe.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
W przypadku zagnieceń i załamań powodujących deformację wyrobów należy pamiętać,
że prasowanie wyrobów welurowych jest niedopuszczalne w warunkach domowych,
ponieważ nieumiejętne jego wykonanie może spowodować nieodwracalne uszkodzenie tkanki
skórnej. Deformacje należy usuwać w wyspecjalizowanych punktach usługowych.
Czyszczenie i renowację wyrobów welurowych i weluropodobnych przeprowadzać
należy w wyspecjalizowanych zakładach usługowych, gdzie dla każdego wyrobu powinny
być stosowane indywidualne metody postępowania, zależnie od sposobu wyprawy
i uszlachetniania skór oraz rodzaju zanieczyszczeń i uszkodzeń, a także stanu zużycia
wyrobu.
Koszty i wyniki działalności gospodarczej
Z prowadzeniem działalności gospodarczej związane jest ponoszenie wydatków,
nakładów i kosztów. Przez wydatki rozumie się każde wykorzystanie (wydatkowanie lub
zaangażowanie) środków finansowych, bez względu na cel ich ponoszenia.
Koszty zatem stanowią wartość zużytych do produkcji środków i przedmiotów pracy oraz
ponoszonych wydatków na płace, świadczenia, usługi i opłaty. W naszym przypadku, aby
obliczyć koszty należy oprzeć się na układzie kalkulacyjnym. Układ kalkulacyjny kosztów
umożliwia ustalenie kosztu jednostkowego wyrobu przez co do każdego wyrobu możemy
podejść indywidualnie i niezależnie.
W skład tych kosztów będą wchodzić koszty bezpośrednie, czyli:
–
zużycie materiałów,
–
koszty zakupu materiałów,
–
płace bezpośrednie,
–
koszty specjalne (zakup specjalnych lub indywidualnych narzędzi),
–
koszty związane z mediami: światło, woda, gaz.
Kalkulacja kosztów
Koszty wykonanej usługi ustalamy za pomocą kalkulacji. Kalkulacja kosztów polega na
rozliczeniu lub podziale kosztów ogółem na jednostkę wyrobu. Ustalając kalkulację wstępną,
czyli planowany koszt usługi, należy stosować odpowiednie normy zużycia, aktualne ceny,
oraz narzuty, koszty materiałów pomocniczych i wartość materiałów podstawowych.
Cena usługi
Na wartość wykonanej usługi składają się środki produkcyjne potrzebne do jej
wykonania, nakłady pracy żywej i inne niematerialne składniki (np. ubezpieczenie
pracownika), płacone podatki i osiągane zyski. Cenę wykonanej usługi możemy przedstawić
w następującym rozliczeniu: cena środków chemicznych potrzebnych do wykonania usługi
(cena trocin, rozpuszczalnika organicznego, barwnika i innych wynosi 40 złotych, płaca
pracownika na jednostkę wyrobu wynosi ok. 20 zł, media i zużycie maszyn wyliczono na
kwotę 25 zł, podatek 10 zł. Ponadto koszty inne typu: dojazd po środki chemiczne i inne ok.
15 zł/sztukę wyrobu, zysk zakładamy na ok. 30% poniesionych kosztów. W konsekwencji
cena jednostkowa wykonanej usługi wynosi:
40+20+25+10 + (40+20+25+10)x30% = 95 zł + 28,5 zł = 123,5 zł
W rozpatrywanym przypadku przybliżona cena wykonanej usługi wynosi 123,5 zł.
Należy pamiętać, że przy przedstawianiu ceny na wykonanie usługi każdy wyrób
rozpatrujemy indywidualnie.
Aby firma mogła funkcjonować musimy uzyskać odpowiedni zysk, gdyż świadczy to
o celowości prowadzenia działalności gospodarczej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
4.3.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz czy jesteś przygotowany do wykonaniem ćwiczeń.
1. Jakie znasz sposoby czyszczenia wyrobów futrzarskich?
2. Na czym polega metoda tradycyjna czyszczenia i renowacji wyrobów skórzanych?
3. Jakie czynniki wpływają na tradycyjne czyszczenie?
4. Jaki jest czas trwania procesu czyszczenia w trocinach?
5. Jaki jest cel siatkowania wyrobów po trocinowaniu?
6. Jak wpływa czas trocinowania na efekt czyszczenia wyrobu?
7. Jaka jest granulacja trocin użytych do czyszczenia wyrobów skórzanych?
8. Jak wpływa wielkość wsadu na efekt trocinowania?
9. Jakie trociny stosujemy w przypadku renowacji wyrobów futrzarskich?
10. Czy trójchloroetylenm (TRI) to rozpuszczalnik stosowany podczas renowacji wyrobów
futrzarskich?
11. Jaka jest temperatura rozpuszczalnika podczas procesu czyszczenia wyrobów
skórzanych?
12. Na czym polega kosmetyka wyrobów po chemicznym czyszczeniu?
13. Jaki jest cel dobarwiania wyrobów po czyszczeniu?
14. W jaki sposób prowadzimy dobarwianie wyrobów skórzanych?
15. Jakie środki stosujemy do utrwalania wybarwień?
16. Jakie warunki musi spełniać pomieszczenie do magazynowania wyrobów futrzarskich?
17. Jaka temperatura powinna panować w pomieszczeniu magazynowym?
18. W jakich warunkach magazynujemy wyroby typu futra i kurtki?
19. Czy w magazynach, gdzie przechowywane są wyroby futrzarskie możemy stosować
środki owadobójcze?
20. Jak należy postępować przy zamoczeniu wyrobów z okrywą włosową na zewnątrz?
21. W jaki sposób sporządzamy wycenę usługi?
4.3.3.Ćwiczenia
Ćwiczenie 1
Przeprowadź operację czyszczenia wyrobów skórzanych metodą tradycyjną.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z wiadomościami dotyczącymi czyszczenia wyrobów skórzanych metodą
tradycyjną ,
2) zorganizować stanowisko pracy zgodnie z wymogami bhp i zasadami ergonomii,
3) wsypać trociny z dodatkiem rozpuszczalnika,
4) załadować wyroby do bębna,
5) przeprowadzić trocinowanie i siatkowanie,
6) wyjąć wyroby po trocinowaniu,
7) dokonać oceny jakości przeprowadzonej operacji czyszczenia i renowacji wyrobów
skórzanych.
Wyposażenie stanowiska pracy:
– bęben do trocinowania i siatkowania,
– instrukcja obsługi bębna,
– instrukcja bhp,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
– wyroby do renowacji,
– trociny z drzew liściastych,
– stół roboczy,
– odzież ochronna,
– maska przeciwpyłowa.
Ćwiczenie 2
Określ technologię dobarwiania skór po czyszczeniu i procesu utrwalania wybarwień na
podstawie filmu dydaktycznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem teoretycznym jednostki modułowej,
2) obejrzeć film dydaktyczny,
3) dokonać analizy filmu,
4) zanotować informacje prezentowane w filmie (surowce, operacje, procesy, maszyny,
urządzenia, itp.),
5) obejrzeć ponownie film,
6) zweryfikować i ewentualnie uzupełnić zapisany tekst,
7) zaprezentować ćwiczenie na forum grupy,
8) uczestniczyć w dyskusji na temat poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
film dydaktyczny ilustrujący procesy do dobarwiania i utrwalania wybarwień,
–
prospekty maszyn i urządzeń wykorzystywanych do dobarwiania i utrwalania,
–
odtwarzacz,
–
papier formatu A4,
–
przybory do pisania,
–
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ćwiczenie 3
Ustal wady i uszkodzenia jakie mogą powstać w czasie czyszczenia futra z lisów metodą
tradycyjną w trocinach z dodatkiem rozpuszczalników organicznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z odpowiednim fragmentem materiału nauczania,
2) zorganizować stanowisko pracy,
3) ocenić przedstawiony wyrób,
4) określić dlaczego połamał się włos,
5) omówić pęknięcia futra na szwach,
6) zaobserwować dlaczego nastąpiły pęknięcia na szwach,
7) zapisać spostrzeżenia w dzienniczku ćwiczeń.
Wyposażenie stanowiska pracy:
– stół roboczy,
– uszkodzony wyrób po renowacji,
– odzież ochronna.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Ćwiczenie 4
Wykonaj dobarwianie szczotkowe tkanki skórnej wyrobów po czyszczeniu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem teoretycznym dotyczącym wad i uszkodzeń oraz dobarwiania
tkanki skórnej,
2) zorganizować stanowisko do wykonania ćwiczenia,
3) wybrać wyroby do dobarwiania tkanki skórnej,
4) sporządzić kąpiel barwiącą i utrwalającą,
5) wykonać operację dobarwiania szczotkowego,
6) zaprezentować efekt dobarwiania na forum grupy.
Wyposażenie stanowiska pracy:
– stół roboczy,
– wyroby do malowania,
– zestaw barwników i środków utrwalających,
– szczotki do malowania,
– odzież ochronna,
– rękawice gumowe.
Ćwiczenie 5
Dobierz parametry i określ warunki jakie powinny panować w magazynie wyrobów
skórzanych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z wiadomościami dotyczącymi magazynowania,
2) zorganizować stanowisko pracy,
3) dobrać parametry jakiem powinny panować w magazynie,
4) dostosować półki i regały do magazynowania wyrobów skórzanych,
5) zanotować parametry w dzienniczku ćwiczeń,
6) zaprezentować efekt swojej pracy.
Wyposażenie stanowiska pracy:
– stół roboczy,
– regały,
– wieszaki,
– pomieszczenie magazynowe,
– odzież ochronna.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) określić sposoby czyszczenia wyrobów futrzarskich?
¨ ¨
2) dopasować metodę czyszczenia do charakteru skór i wyrobów ?
¨ ¨
3) określić cel siatkowania wyrobów?
¨ ¨
4) wykonać czyszczenie skór przez trocinowanie?
¨ ¨
5) wykonać proces dobarwiania?
¨ ¨
6) dobrać temperaturę rozpuszczalnika przy czyszczeniu?
¨ ¨
7) dobrać rodzaj trocin do charakteru wyrobów poddawanych renowacji?
¨ ¨
8) scharakteryzować środki do czyszczenia i renowacji wyrobów
skórzanych?
¨ ¨
9) określić operacje kosmetyczne po czyszczeniu i renowacji?
¨ ¨
10) określić parametry magazynowania wyrobów skórzanych ?
¨ ¨
11) urządzić magazyn dla wyrobów typu futra?
¨ ¨
12) dostosować temperaturę do suszenia przemoczonych skór?
¨ ¨
13) określić właściwości wyrobów konfekcjonowanych tkanką skórną
na zewnątrz?
¨ ¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
4.4. Maszyny i urządzenia stosowane do czyszczenia i renowacji
wyrobów skórzanych
4.4.1. Materiał nauczania
Urządzenia stosowane do czyszczenia metodą klasyczną
Podstawowymi urządzeniami stosowanymi do czyszczenia wyrobów futrzarskich metodą
klasyczną w trocinach są: bęben do trocinowania oraz siatkobęben służący do trzepania
wytrocinowanych wyrobów. Często używane są również bębny kombinowane, które spełniają
dwie wymienione funkcje poprzez zastosowanie wymiennych klap obitych siatką. Bębny,
siatkobębny, jak i bębny kombinowane są zazwyczaj obudowane ścianami tworzącymi
komorę w celu uniknięcia zapylenia pomieszczenia, w którym przeprowadza się czyszczenie.
Bęben do trocinowania zbudowany jest najczęściej z drewnianych ścian bocznych
w formie kolistej, połączonych ze sobą 8–12 półkami, zespolonymi prętami metalowymi
w celu wzmocnienia konstrukcji. Obity jest zazwyczaj szczelnie blachą, deskami lub twardą
tekturą o grubości ok. 5 mm. Na jego obwodzie znajduje się l–3 otworów zamykanych
klapami, służących do ładowania i wyładowania czyszczonych wyrobów. Do jego boków
przymocowane są piasty z krótkimi osiami, za pomocą których bęben wsparty jest na
stojakach i obraca się w łożyskach. Stosunek długości bębna do jego średnicy waha się
zazwyczaj od 1:1 do 1:2 w zależności od jego przeznaczenia i pojemności.
W zależności od średnicy bębna liczba obrotów jest różna i wynosi od 10 do 16 obr./min,
z tym że obroty siatkobębna są zazwyczaj szybsze i wynoszą 14–19 obr./min. Ładowność
bębna wynosi 40–50% jego objętości. Komora, w której umieszczony jest bęben, powinna
być szczelna i powinna posiadać zainstalowany wentylator wyciągowy, w przypadku
stosowania w trocinowaniu czterochloroetylenu odciąg winien być umieszczony w dolnej
części komory dla zapobiegania gromadzenia się nadmiernych ilości oparów tego
rozpuszczalnika.
Bęben siatkowy służy do wytrzepania trocin oraz usunięcia pyłu i innych mechanicznych
zanieczyszczeń z wyrobu. Zbudowany jest podobnie jak bęben do trocinowania z tą różnicą,
że zamiast blach lub drewna do jego obicia używana jest siatka druciana o niewielkich
otworach.
W praktyce czyszczenia wyrobów futrzarskich spotkać można zespolone układy bębnów
do trocinowania i siatkowania, przykładem może służyć małogabarytowy szczelnie
obudowany układ bębna i siatkobębna. Układ taki ma tę zaletę, że jeden silnik i napęd
obsługuje jednocześnie trocinowanie i siatkowanie, co daje oszczędność energii i obniża cenę
urządzeń.
Bębny kombinowane. Do trocinowania skór futrzarskich i czyszczenia wyrobów często
stosowane są również bębny kombinowane. Różnią się one od zwykłych bębnów do
trocinowania tym, że posiadają zwykle zamiast jednego lub dwóch, dwa do czterech otworów
z wymiennymi klapami. Klapy takie w zależności od prowadzonego procesu (trocinowanie,
siatkowanie) obite są blachą lub siatką. Spotyka się również bardziej nowocześnie
kombinowane bębny do trocinowania i siatkowania, np. bębny z pneumatycznym
załadunkiem i odciągiem trocin po zakończeniu trocinowania.
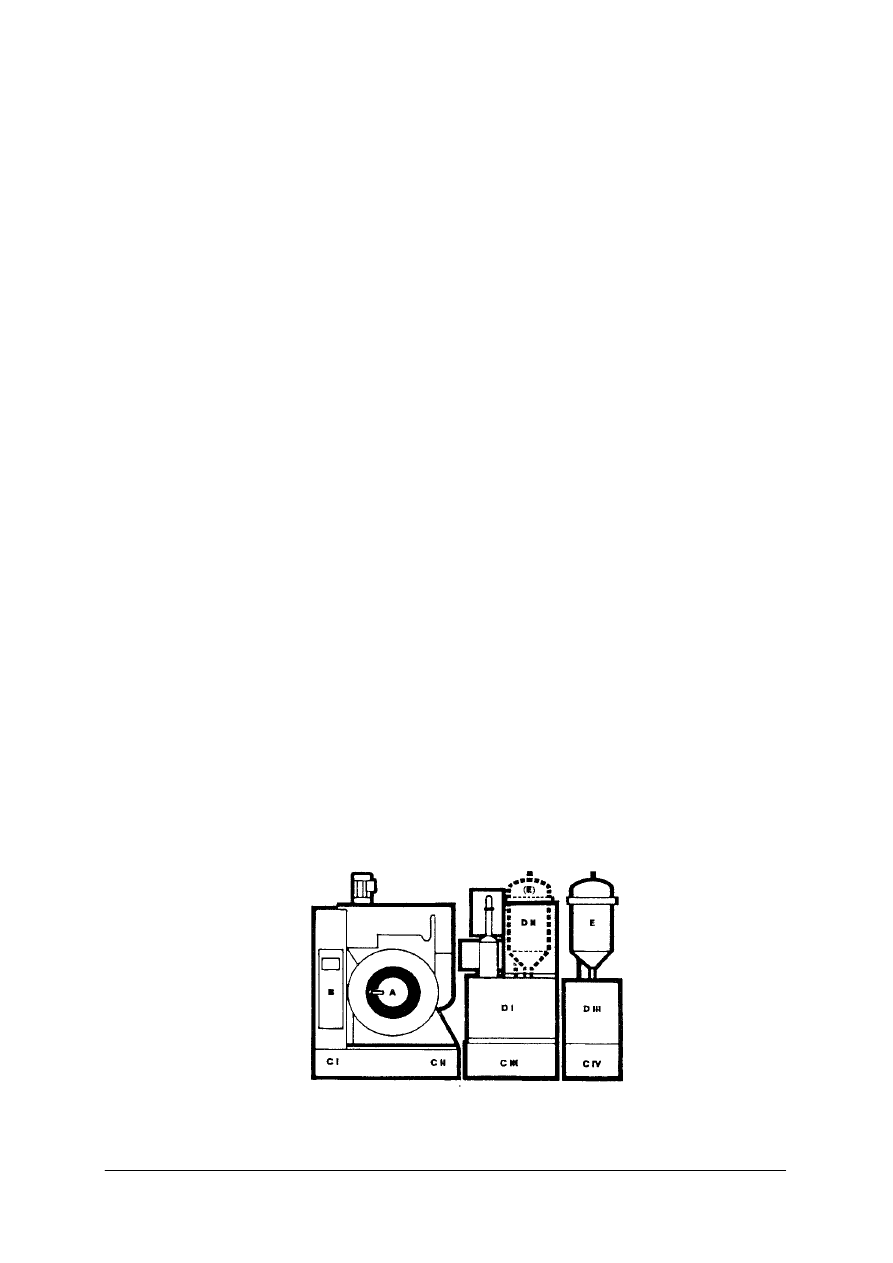
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Maszyny i urządzenia stosowane do chemicznego czyszczenia
Podstawowym urządzeniem do chemicznego czyszczenia odzieży jest agregat, który
łączy w jednej konstrukcji szereg podzespołów spełniających różne funkcje w procesie
technologicznym.
Istnieje szereg firm produkujących agregaty do chemicznego czyszczenia odzieży
futrzarskiej. Najbardziej znane z nich to firma Böwe (Niemcy), Spencer (Holandia), Donninii
(Włochy). Wiele innych firm również produkuje tego typu agregaty między innymi Spezima
(Niemcy), Trimor (Czechy), Inox (Jugosławia), ACH (Polska) itp.
Różne typy agregatów różnią się parametrami technicznymi i wyposażeniem, ale zasada
ich działania jest taka sama. Każdy agregat składa się z następujących podzespołów:
–
wewnętrznego bębna perforowanego, obracającego się w bębnie zewnętrznym. W bębnie
tym odzież poddawana jest obróbce w rozpuszczalniku, odwirowywaniu, suszeniu
i wietrzeniu,
–
filtra (bądź 2 filtrów), służącego do oczyszczenia rozpuszczalnika w trakcie płukania,
–
pompy lub kilku pomp, za pomocą których wprowadza się rozpuszczalnik w zamknięty
obieg operacji płukania lub przetacza się go do poszczególnych podzespołów,
–
nagrzewnicy powietrza, służącej do podgrzewania powietrza niezbędnego do suszenia
odzieży,
–
chłodnicy powietrza umożliwiającej skroplenie rozpuszczalnika w operacji suszenia,
–
wentylatora (lub 2 wentylatorów), wprowadzającego w ruch powietrze w obiegu
zamkniętym podczas operacji suszenia oraz odprowadzającego z odzieży resztki par
rozpuszczalnika w czasie operacji wietrzenia,
–
destylatora, umożliwiającego pełną regenerację rozpuszczalnika poprzez destylację,
–
chłodnicy destylatora, służącej do skraplania par rozpuszczalnika powstałych podczas
destylacji,
–
rozdzielacza, który służy do oddzielania wody od rozpuszczalnika odzyskiwanego
w czasie operacji suszenia i podczas destylacji,
–
zbiorników (od 2 do kilku), służących do przechowywania rozpuszczalnika,
–
układu napędu poszczególnych podzespołów agregatów,
–
sieci przewodów rurowych z zaworami, instalacji elektrycznej, aparatury kontrolno-
pomiarowej
(manometry),
termoregulatory,
termometry,
wzierniki
kontrolne,
poziomowskazy itp.)
Spośród agregatów do chemicznego czyszczenia odzieży futrzarskiej i skórzanej
najszersze zastosowanie w świecie znalazły agregaty firmy Böwe” (rys. 1) i Spencer
(rys. 2).
Rys. 1. Schemat agregatu do chemicznego czyszczenia odzieży futrzarskiej „Böwe P470” [7, s. 153]:
A – zespół roboczy, B – tablica sterownicza, C- zbiornik I, I, II, IV, D – destylatory: I – główny,
II – pomocniczy, III – dla rozpuszczalnika z filtra, E – filtr sprężynowy
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Parametry techniczne agregatu Böwe przedstawiono w tabeli 1.
Tabela 1. Dane techniczne agregatu Böwe typ P470 [7, s. 155]
Dane techniczne
P 470
Załadunek nominalny kg
70
Rozpuszczalnik
petrochloroetylen
Średnica bębna mm
1380
Głębokość bębna mm
820
Pojemność bębna l
1230
Obroty prania l/min
28
Obroty wirowania l/min
340
Pojemność zbiorników (robocza/całkowita)
zbiornik I (roboczy) l
zbiornik II (płukania) l
zbiornik III (czysty) l
zbiornik IV (apretura) l
destylator I l
destylator II l
destylator III l
filtr l
350/430
350/430
650/750
380/400
750/1120
350/700
350/700
210
Rys. 2. Ogólny widok agregatu firmy Spencer typ Senior [7, s. 157]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Przebieg poszczególnych faz czyszczenia
Proces czyszczenia, któremu poddawany jest wyrób futrzarski w agregacie składa się
z czterech następujących po sobie operacji:
–
czyszczenie właściwe,
–
odwirowanie rozpuszczalnika,
–
suszenie,
–
wietrzenie.
Użyty do czyszczenia rozpuszczalnik poddawany jest filtracji i destylacji w układzie
rekuperacyjnym maszyny.
Operacja czyszczenia właściwego rozpoczyna się od włożenia uprzednio przygotowanej
odzieży futrzarskiej do bębna wewnętrznego agregatu i napełnienia go odpowiednią ilością
rozpuszczalnika i środków pomocniczych (tłuszczu, wspomagacza itp.). Czyszczenie
właściwe ma na celu usunięcie brudu z czyszczonych wyrobów przez:
–
bezpośrednie rozpuszczenie części zabrudzeń,
–
rozpuszczenie takich zabrudzeń, które działają jako lepiszcze przytwierdzające inne
cząstki stałe,
–
osiągnięcie efektu rozłączenia powodującego odklejanie od odzieży zabrudzeń
rozmiękłych w rozpuszczalniku.
Aby procesy te właściwie przebiegały, agregat musi wprowadzić we wzajemny ruch
rozpuszczalnik z odzieżą przez wprowadzenie w ruch rozpuszczalnika bądź odzieży lub
obydwu jednocześnie.
Mieszanie takie powoduje ciągłe wznawianie kontaktu prądu kąpieli z powierzchnią
wyrobu i uniemożliwia tworzenie się nadmiernych koncentracji zanieczyszczeń w pobliżu
wyrobu, które hamowałoby rozpuszczanie dalszych zabrudzeń.
Ponadto musi być umożliwione przenikanie rozpuszczalnika do wnętrza wyrobu na skutek
adsorpcji i desorpcji, co można uzyskać przez ścieranie i rozluźnianie materiału.
Agregat ma za zadanie utrzymać w stanie rozpuszczonym wszystkie rozpuszczalne
zanieczyszczenia, a w stanie zawiesiny wszystkie zabrudzenia nierozpuszczalne
uniemożliwiające ponowne ich osadzanie się na powierzchni wyrobów.
Wirowanie. Po zakończeniu czyszczenia (ekstrakcji) i opróżnieniu bębna zewnętrznego
ze zużytego rozpuszczalnika w wyrobach pozostaje jeszcze znaczna ilość rozpuszczalnika
z uwagi na gąbczasto-włoskowatą budowę strukturalną skór. Usunięcie tego rozpuszczalnika
przez wysuszenie jest nieekonomiczne i zbyt powolne, co wydłużyłoby czas pozostawania
włókien skóry pod działaniem rozpuszczalnika. Stąd też rozpuszczalnik ten usuwa się
mechanicznie przez wirowanie, w następnej po czyszczeniu właściwym fazie procesu.
Szybkość obrotów bębna wewnętrznego spełniającego w tym przypadku rolę wirówki wynosi
ok. 400-600 obr./min.
Pod wpływem ruchu obrotowego bębna odzież wraz z zawartym w niej rozpuszczalnikiem
poddana zostaje działaniu siły odśrodkowej, która powoduje wyciskanie rozpuszczalnika
z przestrzeni międzywłóknistych skór. Powierzchnia bębna wewnętrznego jest perforowana,
co umożliwia odpływ rozpuszczalnika do bębna zewnętrznego i dalsze jego odpompowanie
do zbiornika.
Suszenie rozpoczyna się po zakończeniu wirowania, tzn. wtedy gdy mimo wysokich
obrotów bębna wewnętrznego pompa podaje do zbiorników minimalne ilości płynu. Po
odwirowaniu pozostaje jeszcze w wyrobach ok. 45% rozpuszczalnika.
Proces suszenia wyrobów w agregatach składa się z dwóch faz:
–
suszenia właściwego w obiegu zamkniętym (tylko wyjątkowo używa się obiegu
otwartego),
–
wietrzenia za pomocą świeżego powietrza.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Suszenie odbywa się w układzie obiegu powietrza poprzez nagrzewnicę, chłodnicę i filtr
powietrza wymuszanego wentylatorem. Układ ten nazywany jest często układem odzysku
rozpuszczalnika, który zostaje odparowany z czyszczonej odzieży gorącym powietrzem
z nagrzewnicy, następnie skroplony w chłodnicy i poprzez wodooddzielacz kierowany jest do
zbiornika czystego rozpuszczalnika.
Proces suszenia jest bardzo ważnym procesem w czyszczeniu chemicznym wyrobów
futrzarskich i powinien być prowadzony w łagodniejszych warunkach niż podczas
czyszczenia odzieży tekstylnej. Ważnym parametrem jest tu temperatura powietrza, która
przy wyrobach welurowych powinna wynosić 45°C, ale w żadnym razie nie powinna
przekraczać 50°C. W przeciwnym przypadku może nastąpić nadmierne skurczenie się
wyrobów. Czas suszenia w zależności od użytego rozpuszczalnika wynosi 40–60 minut.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie urządzenia stosujemy do czyszczenia metodą tradycyjną?
2. Jak zbudowany jest bęben do trocinowania?
3. Jak zbudowany jest bęben siatkowy?
4. W
jakich urządzeniach odbywa
się czyszczenie chemiczne przy pomocy
rozpuszczalników?
5. Jaki jest przebieg czyszczenia chemicznego w agregatach pralniczych?
4.4.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj urządzenia do tradycyjnej metody czyszczenia wyrobów skórzanych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z odpowiednim fragmentem materiału nauczania,
2) omówić bębny do trocinowania,
3) omówić bębny do siatkowania,
4) omówić bębny kombinowane,
5) zapisać charakterystyki urządzeń w dzienniczku ćwiczeń.
Wyposażenie stanowiska pracy:
–
dzienniczek ćwiczeń,
–
przybory do pisania,
–
literatura zgadnie z punktem 6 poradnika dla ucznia.
Ćwiczenie 2
Scharakteryzuj chemiczne czyszczenie odzieży w agregacie pralniczym na podstawie
filmu dydaktycznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem teoretycznym jednostki modułowej,
2) obejrzeć film dydaktyczny,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
3) dokonać analizy filmu,
4) zanotować informacje prezentowane w filmie (surowce, operacje, procesy, maszyny,
urządzenia, itp.),
5) obejrzeć ponownie film,
6) zweryfikować i ewentualnie uzupełnić zapisany tekst,
7) zaprezentować ćwiczenie na forum grupy,
8) uczestniczyć w dyskusji na temat poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
film dydaktyczny ilustrujący proces czyszczenia skór w agregatach pralniczych,
–
prospekty maszyn i urządzeń wykorzystywanych do chemicznego czyszczenia wyrobów
skórzanych,
–
odtwarzacz,
–
papier formatu A4,
–
przybory do pisania,
–
literatura zgodnie z punktem 6 poradnika dla ucznia.
4.4.4. Pytania sprawdzające
Czy potrafisz:
Tak Nie
1) Wymienić urządzenia stosowane do klasycznej metody
Czyszczenia i renowacji wyrobów skórzanych?
¨ ¨
2) Scharakteryzować bębny siatkowe?
¨ ¨
3) Scharakteryzować bębny kombinowane?
¨ ¨
4) Wymienić urządzenia do chemicznego czyszczenia wyrobów
skórzanych?
¨ ¨
5) Omówić budowę agregatów pralniczych?
¨ ¨
6) Omówić poszczególne fazy procesu chemicznego czyszczenia
skór w agregatach pralniczych?
¨ ¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań o różnym stopniu trudności. Są to zadania wielokrotnego wyboru.
5. Za każdą poprawną odpowiedź możesz uzyskać 1 punkt.
6. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi. Dla każdego zadania podane
są cztery możliwe odpowiedzi: a, b, c, d. Tylko jedna odpowiedź jest poprawna; wybierz
ją i zaznacz kratkę z odpowiadającą jej literą znakiem X.
7. Staraj się wyraźnie zaznaczać odpowiedzi. Jeżeli się pomylisz i błędnie zaznaczysz
odpowiedź, otocz ją kółkiem i zaznacz odpowiedź, którą uważasz za poprawną.
8. Test składa się z zadań o różnym stopniu trudności. Zadania 1–14 są z poziomu
podstawowego, natomiast zadania o numerach od 15 do 20 z poziomu
ponadpodstawowego i te mogą przysporzyć Ci trudności, gdyż są one na poziomie
wyższym niż pozostałe.
9. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonania zadania.
10. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudności, wtedy odłóż jego
rozwiązanie na później i wróć do niego, gdy zostanie Ci wolny czas.
11. Po rozwiązaniu testu sprawdź czy zaznaczyłeś wszystkie odpowiedzi na KARCIE
ODPOWIEDZI.
12. Na rozwiązanie testu masz 45 minut.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
ZESTAW ZADAŃ TESTOWYCH
1. Przyjmowanie wyrobów do czyszczenia lub renowacji odbywa się w
a) domu.
b) zakładzie garbarskim.
c) punkcie przyjęć.
d) magazynie.
2. Czy osoba przyjmująca wyrób do renowacji powinna
a) przeprowadzić rozmowę z klientem przed renowacją.
b) przeprowadzić rozmowę po renowacji.
c) przyjąć wyrób bez rozmowy.
d) nie udzielać informacji.
3. Gdy wyrób do czyszczenia jest niskiej wartości należy
a) przyjąć wyrób bez komentarza.
b) poinformować klienta o nieskuteczności operacji i uwidocznieniu się wad.
c) nie przyjmować wyrobu.
d) nie informować klienta.
4. Zapieranie wyrobów welurowych prowadzimy za pomocą
a) środków piorących.
b) środków piorących z wodą.
c) środków piorących z kwasami.
d) roztworów kwasów.
5. Do czyszczenia wyrobów skórzanych metodą klasyczną stosujemy
a) bębny do trocinowania.
b) cytroki.
c) bębny garbarskie.
d) agregaty pralnicze.
6. Do trocinowania skór futerkowych stosujemy trociny z
a) drzew liściastych.
b) drzew iglastych.
c) drzew liściastych i iglastych
d) kory drzew liściastych.
7. Czterochloroetylen to rozpuszczalnik stosowany do czyszczenia skór w
a) roztworach wodnych.
b) trocinach.
c) roztworach z dodatkiem kwasów.
d) roztworach z dodatkiem zasad.
8. Chemiczne czyszczenie wyrobów skórzanych odbywa się w
a) cytrokach.
b) bębnach garbarskich.
c) bębnach do trocinowania.
d) agregatach pralniczych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
9. Podczas czyszczenia wyrobów w agregatach pralniczych rozpuszczalnik jest
a) zawrócony do obiegu po destylacji
b) zawrócony do obiegu bez destylacji.
c) wylewany z agregatu.
d) mieszany z wodą.
10. Temperatura rozpuszczalnika w czasie czyszczenia chemicznego wynosi
a) 18÷20°C.
b) 28÷30°C.
c) 38÷40°C.
d) powyżej 40°C.
11. Do chemicznego czyszczenia wyrobów futrzarskich dodajemy środków wspomagających
w postaci
a) roztworów kwasów.
b) roztworów zasad.
c) substancji powierzchniowoczynnych i emulgatorów.
d) roztworów formalinowych.
12. Po czyszczeniu w rozpuszczalnikach organicznych wyroby skórzane muszą być
a) dobarwiane.
b) dogarbowywane.
c) natłuszczane.
d) suszone.
13. Dobarwianie wyrobów po czyszczeniu prowadzimy przez
a) zanurzanie w kąpieli.
b) barwienie w cytroku.
c) barwienie w agregacie.
d) nacieranie szczotką lub natrysk pistoletem.
14. Do utrwalania wybarwień wyrobów po dobarwianiu stosujemy
a) alkohole.
b) rozpuszczalniki.
c) roztwory kwasów.
d) roztwory zasad.
15. Zmiękczanie ręczne wyrobów po czyszczeniu i dobarwianiu odbywa się za pomocą
a) szczotek i gąbki.
b) ostrego noża.
c) szczotek stalowych.
d) papieru gruboziarnistego.
16. Zmiękczanie mechaniczne wyrobów po czyszczeniu i renowacji odbywa się w
a) bębnach siatkowych.
b) w bębnach futrzarskich do trocinowania.
c) cytrokach.
d) bębnach garbarskich.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
17. Pomieszczenie magazynowe wyrobów po renowacji powinno być
a) suche i przewiewne.
b) nasłonecznione.
c) wilgotne.
d) nasłonecznione i przewiewne.
18. W pomieszczeniu magazynowym temperatura powinna wynosić
a) 25-35°C.
b) 20-25°C.
c) 5÷20°C.
d) powyżej 35°C.
19. Wyroby typu kożuchy, futra powinny być magazynowane poprzez
a) ułożenie na otwartych półkach.
b) zawieszenie pojedynczo na wieszakach.
c) ułożenie w stosy.
d) ułożenie na półkach w zamkniętych szafach.
20. Wyroby przemoczone suszymy
a) w temperaturze pokojowej.
b) nad grzejnikiem.
c) w suszarniach próżniowych.
d) w suszarniach komorowych stosując ostre warunki suszenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
KARTA ODPOWIEDZI
Imię i nazwisko ...................................................................................................
Prowadzenie procesów czyszczenia i renowacji wyrobów skórzanych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punktacja
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
6. LITERATURA
1. Dzieża R.: Technologia barwienia i uszlachetniania skór futerkowych. SWP, Łódź 1980.
2. Kopański R.: Zarys futrzarstwa. PWRiS, Warszawa 1965.
3. Lasek W., Persz T.: Technologia wyprawy skór. Cz. 2. Wykończanie. WSiP, Warszawa
1985.
4. Maleńczak J., Čujan Z.: Maszyny i urządzenia garbarskie. Skrypt WSI, Radom 1981.
5. Michalec T.: Technologia garbarstwa i futrzarstwa – ćwiczenia laboratoryjne. Skrypt
WSI, Radom 1996.
6. Praca zbiorowa: Vademecum garbarza, ITE Radom 1996.
7. Sadowski T: Czyszczenie i renowacja wyrobów futrzarskich. ITeE, Radom 1997.
8. Sadowski T.: Materiałoznawstwo dla kuśnierzy. WSLiP 1989.
9. Woźniakiewicz W.: Materiałoznawstwo futrzarskie. WSLiP 1965.
10. Woźniakiewicz W.: Technologia futrzarstwa. WPLiS, Warszawa 1956.
Normy przedmiotowe:
−
PN-C-88023:1990. Czterochloroetylen techniczny.
−
PN-C-96022:1950. Przetwory naftowe. Benzyny ekstrakcyjne. Warunki techniczne.
−
PN-C-96005:1990. Benzyna do lakierów.
−
PN-C-96022:1956. Benzyna do ekstrakcji.
Wyszukiwarka
Podobne podstrony:
19 Organizowanie i prowadzenie procesów konserwowania
19 Organizowanie i prowadzenie procesów konserwowania
18 Prowadzenie procesów jednostkowych w technologii
zasady dobrze prowadzonego procesu negocjacji HE2Q6M2MPHOIDL5HLRWKEMAISIU5NVUXLLDZREA
instrukcja bhp przy prowadzeniu procesow dezynfekcyjnych w sortowni odpadow
16 Wykonywanie napraw i renowacji wyrobów stolarskich
25 Prowadzenie procesu wzbogacania kopalin
19 Prowadzenie inwentaryzacji s Nieznany (2)
Rozp. w sprawie sposobu prowadzenia Krajowego Wykazu Zakwestionowanych Wyrobów Budowlanych, Rozporzą
002 Prowadzenie procesu w warunkach sterylnych
Systemy prowadzenia procesów membranowych
14 Prowadzenie procesów technologicznych produkcji potraw
19 wsparcie procesu integracji, Fundusze Unijne
19 Prowadzenie inwentaryzacji składników majątkowych
38 w sprawie sposobu prowadzenia Krajowego Wykazu Zakwestionowanych Wyrobów Budowlanych
elektrochemia, ĆWNR1, Zakres potencjałów w których mogą być prowadzone procesy elektrochemiczne w ro
FOLWYK6.DOC, Technologiczne podstawy procesu nitrowania. Zasady prowadzenia procesu. Aparatura. Sche
311[15] Z4 06 Prowadzenie procesu wzbogacania kopalin
więcej podobnych podstron