
Wykłady z diagnostyki maszyn i systemów
Wstęp
Podczas eksploatacji urządzenia techniczne ulegają fizycznemu starzeniu na skutek
zużywania się ich elementów spowodowanego procesami tarcia, korozji, zmęczenia materiału
itp. Starzenie fizyczne elementów urządzeń technicznych zmienia charakterystyki
eksploatacyjne tych urządzeń, zmienia ich sprawność oraz zmniejsza niezawodność.
Kumulowanie skutków tego procesu prowadzi do dezorganizacji procesu eksploatacji. Bardzo
wiele czynników wpływa na przebieg procesu starzenia. Na ogół nie ma możliwości
dokładnego ustalenia ilościowego wpływu poszczególnych czynników powodujących
dezorganizację eksploatacji. Zatem należy założyć, że w podobnych warunkach pracy, w
takim samym okresie użytkowania urządzenia, procesy starzenia mogą mieć różny przebieg.
Wynika stąd konieczność przeprowadzania okresowych profilaktycznych kontroli stanu
urządzeń, umożliwiających z możliwie dużym prawdopodobieństwem ustalenie terminu i
zakresu wykonania obsługi technicznej zwanej konserwacją.
Problematyką badania i oceny stanu technicznego urządzeń zajmuje się diagnostyka.
Słowo „diagnostyka" pochodzi od greckiego „diagnosticos", co oznacza umiejętność
rozpoznawania.
Diagnozowaniem nazywa się proces oceny stany technicznego urządzenia, maszyny lub
całego systemu. Wszystkie rutynowo wykonywane czynności eksploatacyjne takie jak:
- osłuchiwanie oraz oględziny zewnętrzne urządzenia,
- kontrola i analiza parametrów pracy urządzenia,
- pomiary i oględziny części urządzeń podczas przeglądów lub remontów,
- itp.
stanowią elementy procesu diagnozowania.
Z przytoczonych rozważań wynika, że diagnostyczna ocena stanu urządzeń była
realizowana, oczywiście w różnym zakresie, od początku istnienia urządzeń technicznych. Na
każdym etapie rozwoju techniki stosowana była diagnostyka na miarę możliwości danego
okresu. Rozwój technik pomiarowych a w szczególności rozwój zastosowań elektroniki, w
zdecydowany sposób rozszerzyły możliwości wprowadzenia coraz doskonalszych, coraz
efektywniejszych pośrednich metod oceny stanu technicznego urządzeń.
Bezpośrednią przyczyną szerokiego wprowadzenia naukowych metod oceny stanu
technicznego w ostatnim okresie są:
- dążenie do uzyskiwania coraz wyższych sprawności urządzeń;
- zmiany konstrukcji urządzeń, wprowadzenie nowych technologii i zawężenie marginesu
bezpieczeństwa;
- malejąca liczba załogi i stosowanie siłowni bezwachtowych.
W tym stanie, stosowanie zasad eksploatacji opartych na rocznych i czteroletnich okresach
między przeglądami określonych przepisami instytucji nadzoru klasyfikacyjnego
zastępowane jest w coraz większym stopniu nowym modelem eksploatacji, w którym okresy
między przeglądami wyznaczane są indywidualnie dla każdego silnika w oparciu o jego stan
techniczny a stan techniczny podczas eksploatacji można określić stosując wiarygodne
systemy diagnostyczne.
l. Teoretyczne podstawy diagnostyki technicznej 1.1.
Podstawowe pojęcia diagnostyki technicznej
Diagnostyka techniczna jest działem nauki zajmującym się zespołem przedsięwzięć (metod
i środków) zmierzających do rozpoznania stanu technicznego obiektu bez jego demontażu lub
podczas częściowego demontażu nie naruszającego zasadniczych funkcjonalnych połączeń
elementów. Efektem procesu diagnozowania jest diagnoza techniczna.
Struktura obiektu jest to zbiór tworzących go
elementów konstrukcyjnych,
uporządkowanych w ściśle określony sposób w celu wypełniania określonych funkcji.
Struktura obiektu jest scharakteryzowana wzajemnym rozmieszczeniem części (elementów
struktury), kształtem i wymiarami części oraz rodzajem połączeń i sposobem ich współpracy.
Struktura obiektu wyznacza całokształt jego właściwości techniczno -eksploatacyjnych
założonych podczas konstruowania i wytwarzania.
Parametry struktury są to wielkości fizyczne służące do opisywania struktury obiektu (cech
obiektu). Jako parametry struktury są przyjmowane wymiary odległości elementów, kątowe
miary wzajemnego ich położenia, luzy między współpracującymi elementami, zużycie,
parametry opisujące deformacje kształtu (owalność, stożkowatość, falistość itp.), sprężystość
elementów, szczelność, stopień filtracji itp. W odniesieniu do silnika spalinowego
parametrami struktury, między innymi są:
- luzy w łożyskach,
- luzy w zamkach pierścieni tłokowych,
- napięcia sprężyn wtryskiwacza,
- czynne przekroje okien przepłukujących,
- luzy zaworowe,
- itp.
W procesie eksploatacji następuje zmiana parametrów struktury. Zmiana następuje na
ogół w kierunku pogorszenia wywołanego starzeniem, tzn. stopniowym zużywaniem,
deformacją i korozją elementów, wytrącaniem się szkodliwych substancji i innymi
niszczącymi procesami. Następuje zmiana w strukturze par kinematycznych, podzespołów,
zespołów i obiektu jako całości. Można zatem powiedzieć, że struktura obiektu determinuje
jego stan techniczny, a parametry struktury są parametrami stanu technicznego.
Parametry pracy są to wielkości fizyczne (ciśnienia, temperatury, natężenia przepływu,
prędkości obrotowe itp.) związane bezpośrednio z pracą obiektu i możliwe do pomiaru bez
konieczności jego demontażu. Poprzez obserwację zmian parametrów pracy określamy jakość
funkcjonowania obiektu. Należy jednakże pamiętać, że zmierzona w dowolnej chwili wartość
parametru pracy będzie zawsze zależeć od trzech czynników:
1) przyjętego sposobu pracy obiektu (np. wielkości nastawy dźwigni paliwowej,
charakterystyki śruby napędowej itp.);
2) stanu środowiska, w którym odbywa się praca obiektu (parametry otoczenia);
3) stanu technicznego obiektu.
Wielkości fizyczne opisujące dwa pierwsze z wymienionych czynników nazywa się
parametrami wejściowymi.
Parametry pracy będące funkcją parametrów wejściowych i parametrów struktury nazywa się
parametrami wyjściowymi.
Parametry diagnostyczne stanowią tę część parametrów wyjściowych, które są silnie
związane z parametrami struktury a słabiej z parametrami wejściowymi. Parametry
diagnostyczne klasyfikuje się i ocenia według następujących kryteriów:
- wartości informacyjnej (ilości informacji o różnych parametrach struktury obiektu);
- stopnia lokalizacji niesprawności (możliwie ścisłego związku z określonym parametrem
struktury);
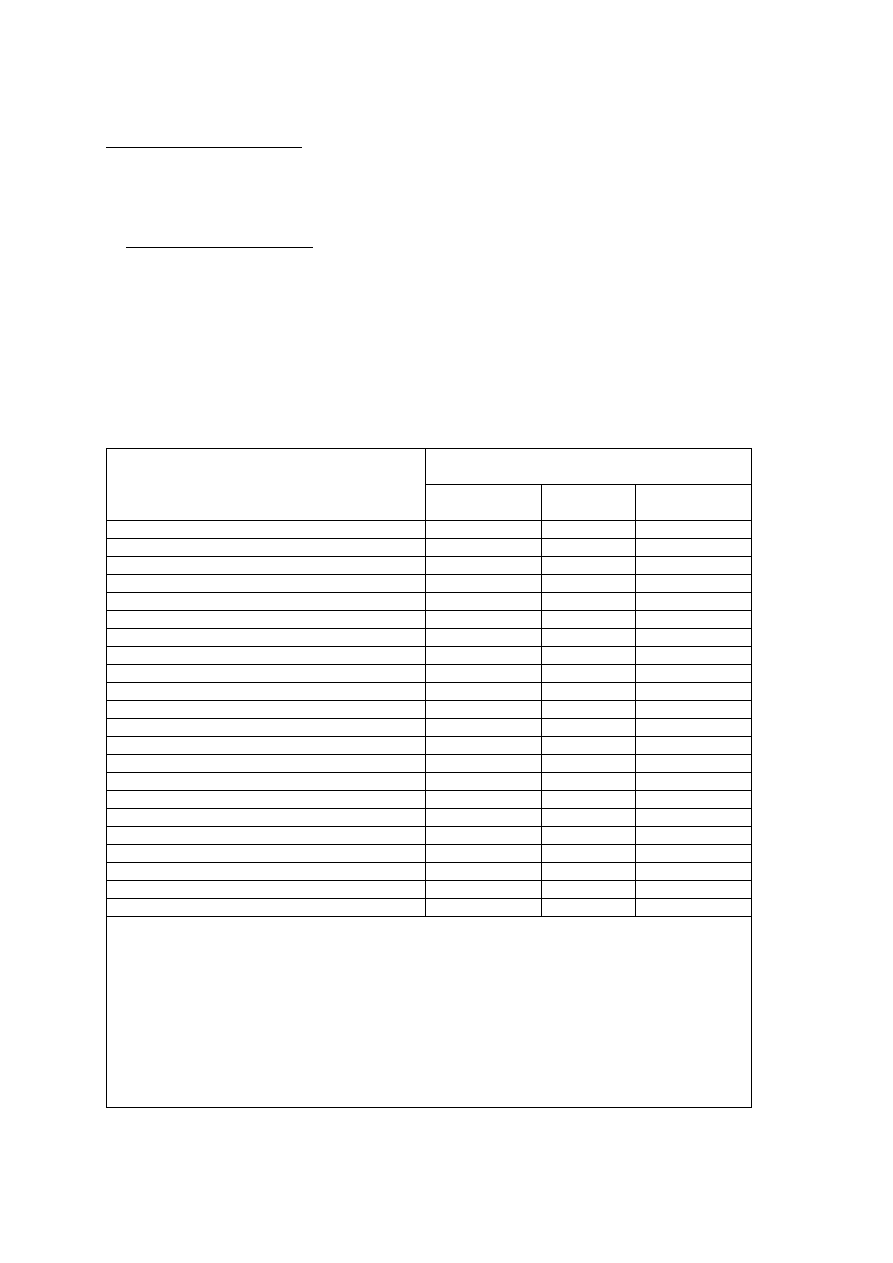
- dostępności i łatwości pomiaru. W tabeli 1.1. podano parametry diagnostyczne silnika
okrętowego wraz z klasyfikacją
Tabela 1.1. Parametry diagnostyczne silnika okrętowego wraz z klasyfikacją (Piotrowski)
Nazwa parametru diagnostycznego
Przynależność parametru do określonej klasy wg
kryterium:
wartości
informacyjnej
lokalizacji
niesprawności
dostępności i
łatwości pomiaru
Prędkość obrotowa silnika
1.1
2.3
3.1
Jednostkowe zużycie paliwa
1.1
2.3
3.2
Ś
rednie ciśnienie indykowane
1.1
2.3
3.2
Maksymalna temperatura spalania
1.1.
2.3
3.3
Temperatura spalin za cylindrem
1.1
2.3
3.1
Temperatura wybranego punktu tulei cylindrowej
1.1
2.3
3.2
Maksymalne ciśnienie spalania
1.1
2.3
3.2
Przyrost temp. wody chłodź. Cylindry i głowice
1.1
2.3
3.1
Przyrost temp. wody chłodzącej tłoki
1.1
2.3
3.1
Ogólny współczynnik nadmiaru powietrza
1.1
2.3
3.2
Ciśnienie sprężania
1.1
2.2
3.2
Stężenia par oleju w skrzyni korbowej
1.2
2.2
3.2
Przyrost temperatury oleju obiegowego
1.2
2.2
3.1
Zanieczyszczenia w oleju obiegowym
1.2
2.2
3.2
Spadek ciśnienia oleju obiegowego
1.2
2.2
3.3
Prędkość obrotowa turbosprężarek
1.2
2.2
3.1
Ciśnienie powietrza ładującego
1.2
2.2
3.1
Temperatura powietrza ładującego
1.2
2.2
3.1
Temperatura sprężania
1.2
2.2
3.3
Spadek ciśnienia na chłodnicy
1.3
2.1
3.1
Różnica temp. powietrza ład. i wody chłodzącej
1.3
2.1
3.2
Temp. łożysk układu tłokowe - korbowego
1.3
2.1
3.2
Objaśnienia: 1.1 - klasa l, wartość informacyjna 20 -100% wartości maksymalnej;
1.2 - klasa l, wartość informacyjna 2-20 % wartości maksymalnej;
1.3 - klasa l, wartość informacyjna poniżej 2% wartości maksymalnej;
2.1 - klasa 2, lokalizuje stan poszczególnych elementów lub węzła;
2.2 - klasa 2 , lokalizuje stan grupy elementów lub grupy węzłów;
2.3 - klasa 2, lokalizuje stan całego silnika;
3.1 - klasa 3, do pomiaru wystarczają proste przyrządy;
3.2 - klasa 3, do pomiaru są potrzebne bardziej złożone przyrządy;
3.3 - klasa 3, do pomiaru jest potrzebna specjalistyczna aparatura
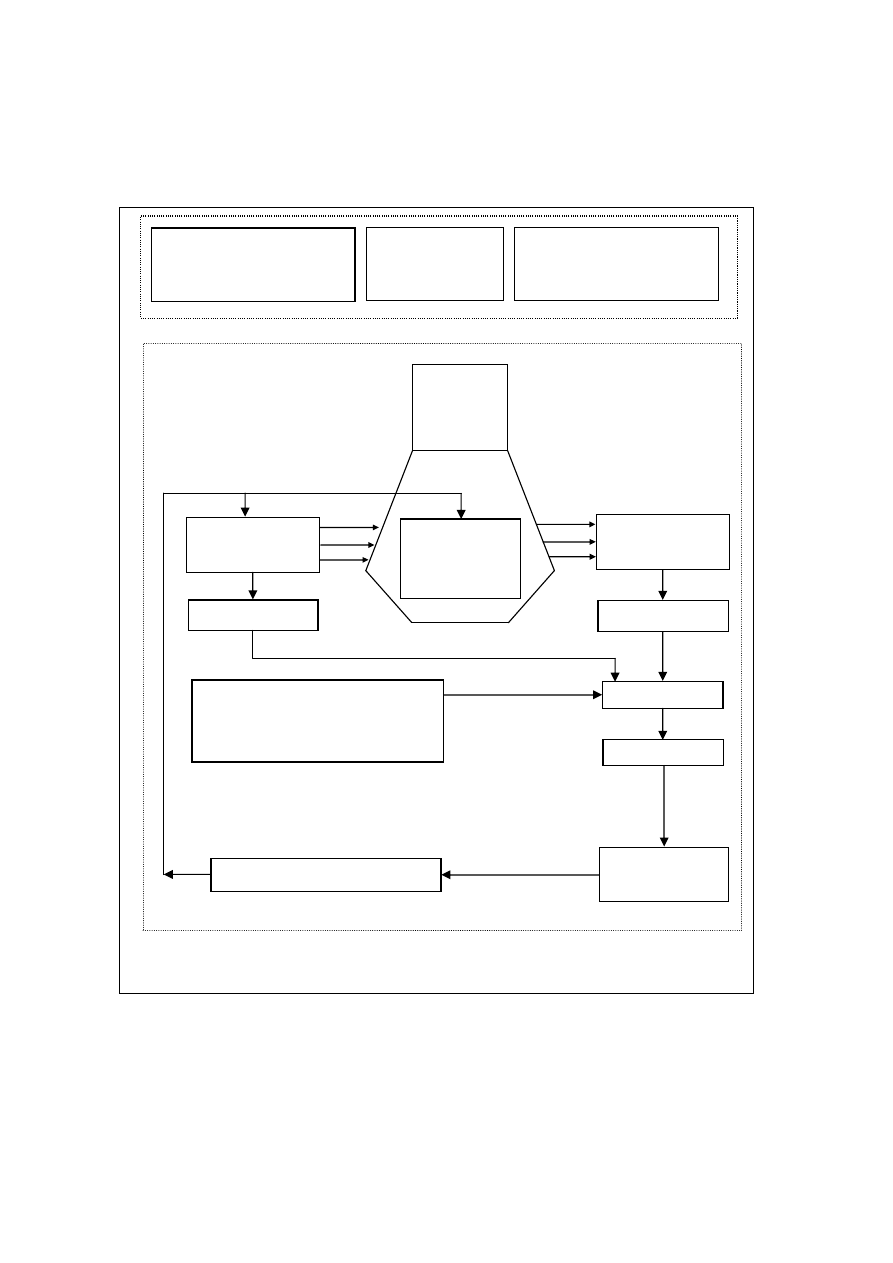
Istotę związków pomiędzy parametrami wejściowymi, struktury i parametrami
wyjściowymi oraz sposób ich wykorzystania w diagnostycznych badaniach stanu
technicznego przedstawiono na rys. 1.1.
Założony sposób pracy oraz
oddziaływania środowiska w
którym przebiega praca
Stan techniczny
obiektu
Efekty pracy w określonym
stanie w określonych
warunkach
Zbiór parametrów
struktury
Zbiór parametrów
wejściowych
Zbiór parametrów
wyjściowych
Rys.1.1. Modelowe przedstawienie istoty diagnostyki technicznej
Pomiar
Diagnozowanie
Diagnoza
Znajomość relacji między zbiorami
parametrów wejściowych i
wyjściowych a parametrami struktury
Pomiar
Eksploatator
silnika
Decyzja eksploatacyjna
1.2. Charakterystyczne stany diagnostyczne obiektu
Podczas eksploatacji, na skutek procesów starzenia, następują zmiany wartości
parametrów struktury powodujące pogorszenie stanu technicznego obiektu. Stopniowo
zachodzące zmiany mogą doprowadzić w końcu do osiągnięcia takich wartości parametrów
struktury, że dalsza eksploatacja obiektu może może być niewskazane np. ze względów
ekonomicznych lub niedopuszczalna ze względu na szereg czynników technicznych lub
eksploatacyjnych. W związku z powyższym, w badaniach diagnostycznych celowe jest
rozróżnienie kilku charakterystycznych stanów technicznych są to:
- Stan sprawności, w którym funkcja celu realizowana jest w sposób prawidłowy z
założoną sprawnością, co oznacza także, że żaden z parametrów struktury nie osiągnął
wartości dopuszczalnej założonej przez producenta;
- Stan niesprawności technicznej, w którym obiekt może nadal wypełniać zasadnicze
funkcje robocze, jednakże biorąc pod uwagę inne kryteria (np. sprawność) obiekt będzie miał
właściwości techniczno - eksploatacyjne nie w pełni odpowiadające założonym. Jako
przykład można podać pracę silnika ze zużytymi pierścieniami czy wyłączonym cylindrem.
Taki obiekt jest w stanie niepełnej sprawności technicznej.
- Stan zdatności, który może być zarówno stanem sprawności lub niesprawności
technicznej. W tym przepadku chodzi wyłącznie o stwierdzenia czy obiekt może być dalej
wypełniać zasadnicze funkcje robocze nie wnikając w sprawność z jaką je wykonuje.
-
Stan niezdatności technicznej wystąpi wówczas, gdy jeden lub kilka parametrów struktury
zmieni się na tyle, że silnik nie będzie mógł spełniać funkcji roboczej dla której zosta}
stworzony. Użytkowanie obiektu będącego w stanie niezdatności technicznej może być
niemożliwe z uwagi na poważne uszkodzenia (np. pęknięty wał) lub może doprowadzić do
poważnego uszkodzenia przy dalszym użytkowaniu.
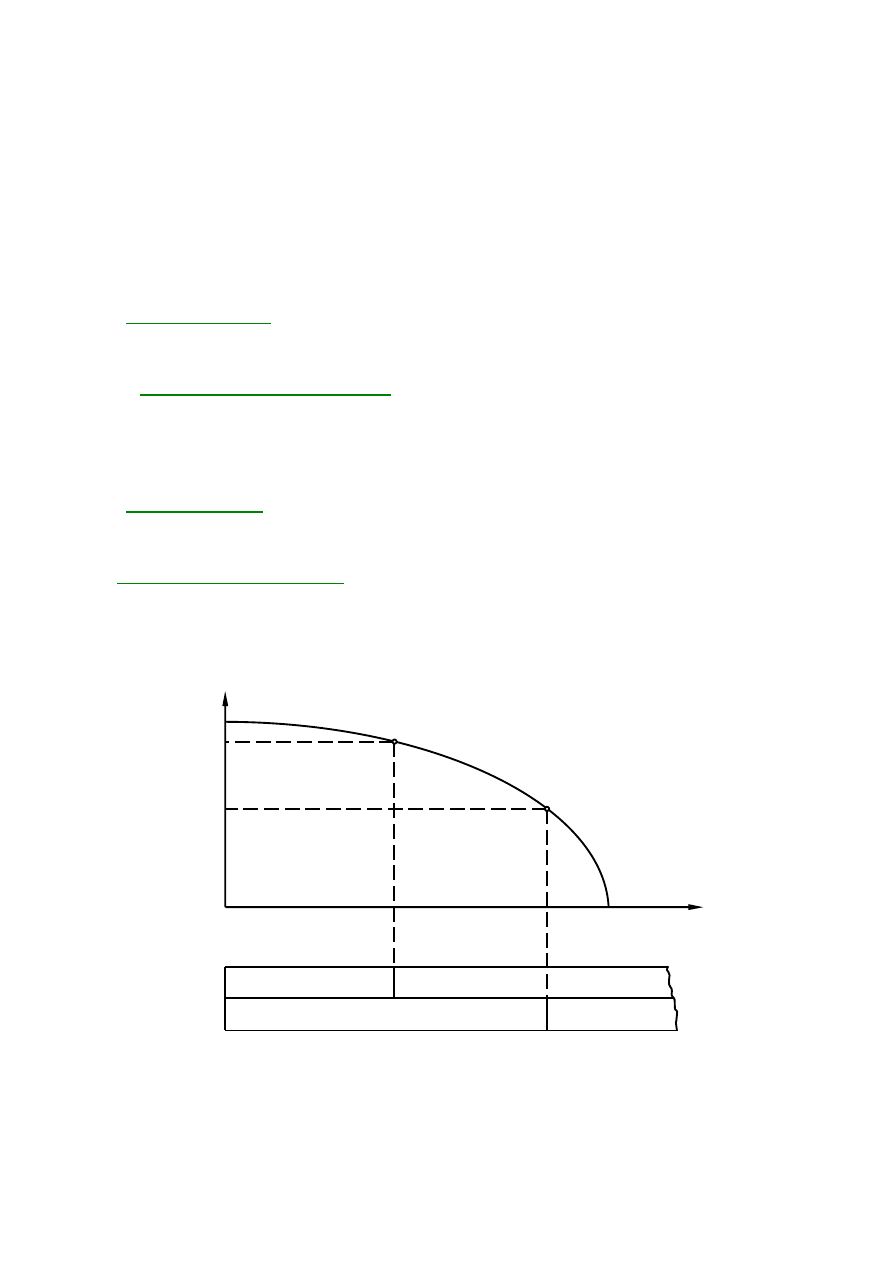
Na rys. 1.2 podano interpretację graficzną charakterystycznych stanów obiektu opisanego
przy pomocy jednego parametru struktury.
O zakwalifikowaniu obiektu do określonego stanu technicznego decydować będą wartości
dopuszczalne i graniczne parametrów struktury, które z reguły określa producent podając np.
dopuszczalne zużycie tulei cylindrowej.
Stan sprawno
ś
ci
technicznej
Stan niezdatno
ś
ci
Stan zdatno
ś
ci
Stan niesprawno
ś
ci
technicznej
N
ie
s
p
ra
w
n
o
ś
ć
U
s
z
k
o
d
z
e
n
ie
W
a
rt
o
ś
ć
p
a
ra
m
e
tr
u
s
ta
n
u
t
e
c
h
n
ic
z
n
e
g
o
(n
p
.
s
p
ra
w
n
o
ś
c
i
o
g
ó
ln
e
j)
Graniczna
Dopuszczalna
1.3. Modele diagnostyczne obiektów
Warunkiem koniecznym do przeprowadzenia badania diagnostycznego jest dysponowanie
odpowiednim zasobem wiedzy o obiekcie. Pełny opis procesów fizyko -chemicznych i
energetycznych zachodzących w rzeczywistym obiekcie jest niemożliwy i dlatego
posługujemy się uproszczonymi modelami diagnostycznymi. Przy budowie modelu obiektu
należy wziąć pod uwagę następujące czynniki:
-
przeznaczenie obiektu,
-
zasada działania i wykonywane funkcje,
-
warunki pracy,
-
związki funkcjonalne elementów obiektu,
-
charakter sprzężeń zwrotnych,
-
cel wykonania badań (diagnostyka ogólna, czy lokalizacja uszkodzeń.
Rozróżnia się trzy zasadnicze typy modeli, są to:
1) modele analityczne - rys. l.3
2) modele funkcjonalne- rys. 1.4
3) modele topologiczne-rys. 1.5
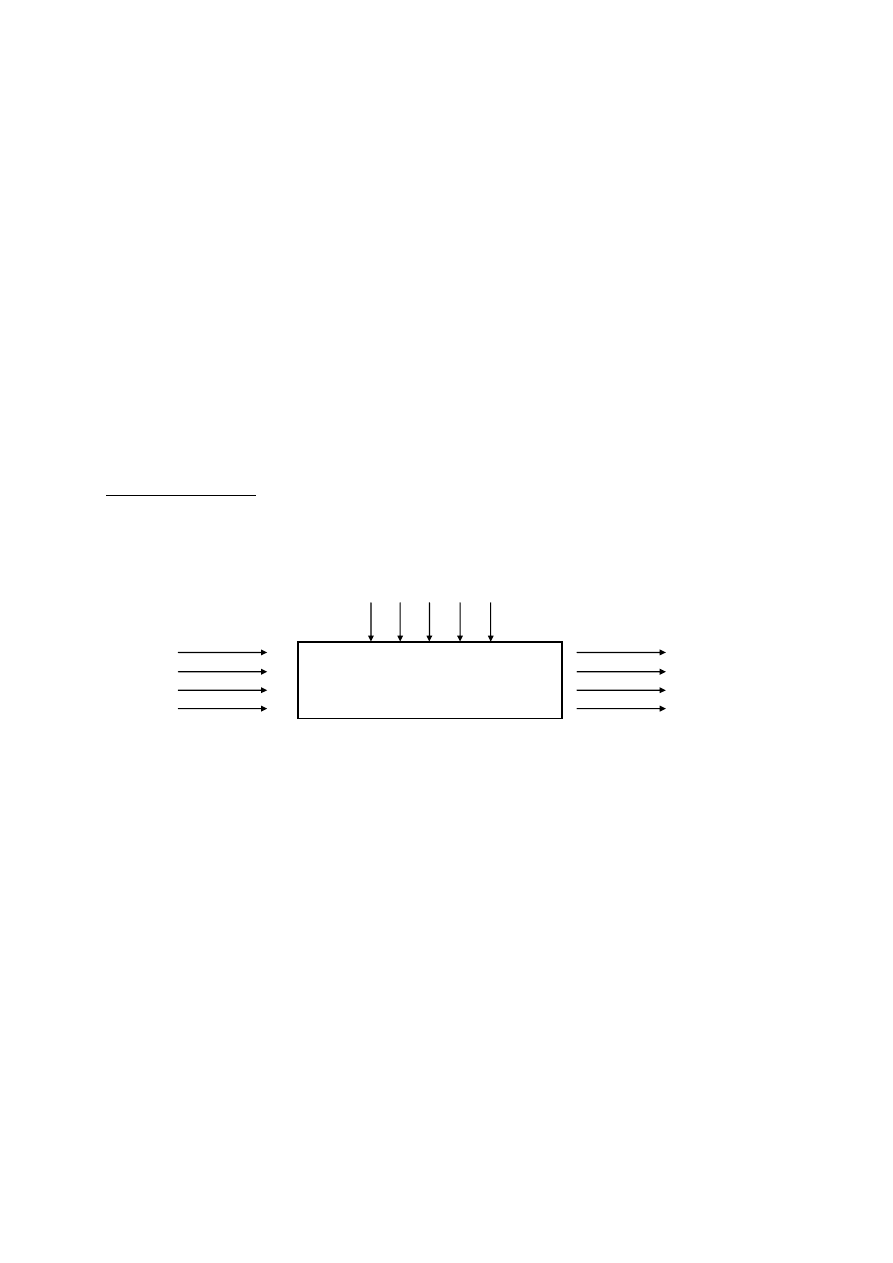
Model analityczny. W modelu tym urządzenie techniczne rozpatrywane jest jako
przekształtnik jednych wielkości ( x;) na inne wielkości ( y;) przy określonym stanie obiektu,
który to stan reprezentowany jest przez wielkości (u;).
W modelu analitycznym do opisu przebiegu procesów zachodzących w obiekcie
wykorzystuje się równania różniczkowe. Jednakże dla złożonego obiektu modele te stają się
zbyt skomplikowane. Do opisu obiektu stosujemy trzy zbiory wielkości:
- zbiór wielkości wejściowych X = {x
i
} ;
- zbiór wielkości wyjściowych Y = {y
i
} ;
- zbiór parametrów struktury U = {u
i
} ;
Model obiektu przedstawia zależność:
Y=f (X, U) (1.1)
zaś model diagnostyczny otrzymamy po przekształceniu tej zależności do postaci:
U=F(X,Y) (1.2)
wszystkie parametry są funkcją czasu a zatem powinniśmy napisać:
U (t) = F [ X(t), Y(t)] (1.3)
Model obiektu ma postać układu (n) równań, których charakter zależy od struktury modelu.
Rys. 1.3. Ogólny model obiektu diagnostyki
X = { x
i
}
U = { u
i
}
Y = { y
i
}
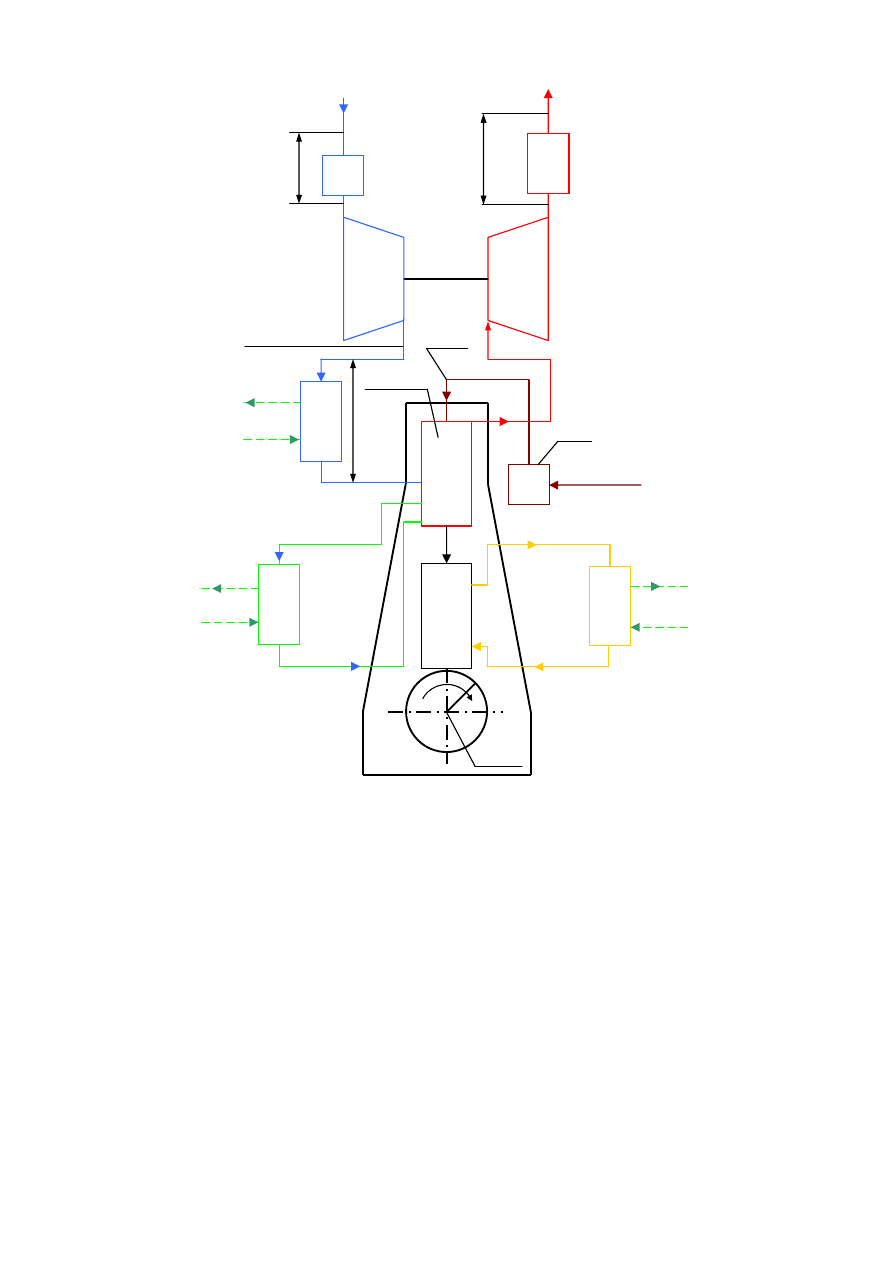
Rys.1.4. Model funkcjonalny silnika okrętowego :
KS — komora spalania; KT — układ korbowo--tłokowy; P — pompa wtryskowa; S —
spr
ęż
arka; T — turbina; F — filtr powietrza; K — kocioł LA; CP — chłodnica powietrza
ładuj
ą
cego; CW — chłodnica wody słodkiej; Co — chłodnica oleju; p
O
, T
O
,
φ
O
— ci
ś
nienie,
temperatura, wilgotno
ść
wzgl
ę
dna powietrza otaczaj
ą
cego; p
dz
, T
dz
— ci
ś
nienie i temperatura
powietrza ładuj
ą
cego za spr
ęż
ark
ą
; p
d
, T
d
— ci
ś
nienie i temperatura powietrza ładuj
ą
cego;
∆
p
F
.
∆
p
C
,
∆
p
K
— spadki ci
ś
nienia na filtrze, chłodnicy powietrza i kotle utylizacyjnym; p
WP
,
T
WP
, p
WZ
, T
WZ
— ci
ś
nienie i temperatura spalin przed i za turbin
ą
; n
TS
— pr
ę
dko
ść
obrotowa
turbospr
ęż
arki; p
p
, T
p
— ci
ś
nienie i temperatura paliwa na dopływie do pompy wtryskowej;
P
chd
, T
chd
, T
chw
— ci
ś
nienie i temperatura wody chłodzonej na dopływie do silnika i
temperatura wody na odpływie z silnika; p
O1
, T
O1
, T
O2
— ci
ś
nienie i temperatura oleju
smarowego na dopływie i temperatura oleju na odpływie z silnika; T
z1
, T
z2
, T
z3
, T
z4
, T
z5
, T
z6
—
temperatura wody morskiej przed i za chłodnicami; p
max
, p
k
— maksymalne ci
ś
nienie
spalania i ci
ś
nienie spr
ęż
ania w cylindrze; n — pr
ę
dko
ść
obrotowa silnika; p
e
—
ś
rednie
ci
ś
nienie efektywne; h
o
— wska
ź
nik obci
ąż
enia pomp wtryskowych; p
owtr
– ci
ś
nienie otwarcia
wtryskiwacza.
P
KT
KS
T
K
F
CP
CP
CW
S
p
o1
,T
o1
h
o
T
z1
T
z2
p
p
,T
p
p
wp
,T
wp
p
wz
,T
wz
T
o2
p
chd
,T
chd
T
z3
T
z4
T
chw
T
z5
T
z6
p
d
,T
d
p
dz
,T
dz
p
o
,T
o
,
φ
o
η
TS
p
max
, p
k
p
owtr
∆
p
k
∆
p
F
∆
p
C
n, P
e
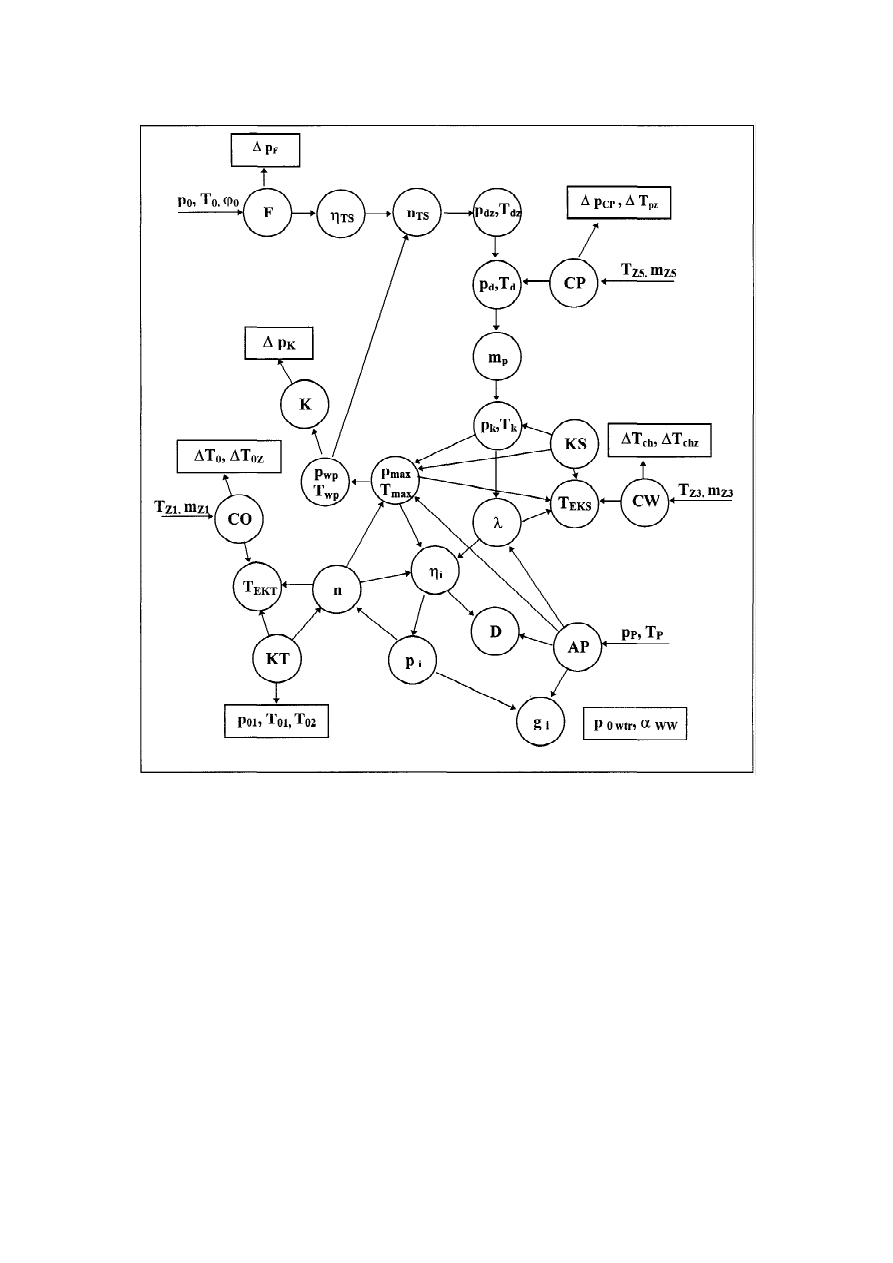
Rys.1.5. Model topologiczny silnika okr
ę
towego (wg [16]); AP — aparatura
wtryskowa; m
p
, m
z1
, m
z3
, m
z5
– masowe nat
ęż
enia przepływu powietrza ładuj
ą
cego
i wody morskiej; T
EKS
, T
EKT
– temperatury elementów komory spalania i układu
korbowo-tłokowego;
η
TS
– sprawno
ść
turbospr
ęż
arki;
η
i
, p
i
, g
i
– wska
ź
niki
indykowane: sprawno
ść
, ci
ś
nienie, jednostkowe zu
ż
ycie paliwa; D — zadymienie
(barwa) spalin;
λ
– współczynnik nadmiaru powietrza; p
1
, T
1
–– ci
ś
nienie i
temperatura ładunku na pocz
ą
tku suwu spr
ęż
ania;
∆
T
o
,
∆
T
ch
– –spadki
temperatury oleju i wody na chłodnicach;
∆
T
pz
,
∆
T
chz
,
∆
T
oz
– ró
ż
nice temperatur
mi
ę
dzy powietrzem, wod
ą
słodk
ą
i olejem na dopływie do chłodnic a temperatur
ą
wody zaburtowej na dopływie do chłodnic; p
owtr
– ci
ś
nienie otwarcia wtryskiwacza;
α
WW
—
k
ą
t wyprzedzenia wtrysku; pozostałe oznaczenia jak na rys. 1.4

Model funkcjonaln
y
. Jest to graf
i
czne przedstawienie urządzenia jako zbioru bloków
funkcjonalnych oznaczonych za pomocą prostokątów, z których każdy zawiera pewną
liczbę wejść i wyjść, przy czym funkcje wyjściowe jednego bloku mogą być funkcjami
wejściowymi drugiego bloku. Model funkcjonalny silnika okrętowego pokazano na rys.
l.4. Złożoność modelu funkcjonalnego jest uzależniona od jego przeznaczenia. Jeżeli ma
on służyć do określenia stanu technicznego urządzenia jako całości to można się
ograniczyć do poziomu bloków funkcjonalnych. Natomiast przy ustalaniu stanu
technicznego elementów bloków funkcjonalnych należy rozwinąć model i ustalić związki
między elementami bloków. Model funkcjonalny powinien w sposób jednoznaczny
określić operacje sprawdzające, które należy wykonać celem wykrycia niesprawności
elementów. W związku z tym powinien być tak zbudowany, aby na wyjściu była tylko
jedna reakcja jako odpowiedź na sumę bodźców.
Model topologiczn
y
. Model topologiczny to abstrakcyjny opis obiektu rzeczywistego W
modelu topologicznym rezygnuje się z przedstawiania bloków funkcjonalnych silnika
skupiając się przede wszystkim na cechach funkcjonowania obiektu, zbiorach jego
parametrów i związkach między nimi. Przy czym zbiór cech funkcjonowania może być
ustalony z różnym stopniem szczegółowości. Model topologiczny silnika okrętowego
pokazano na rys. 1.5.
1.4. Metody diagnostyczne
Diagnostyka może się opierać o trzy zasadnicze metody, są to:
1) metoda parametryczna (polegająca na rejestracji parametrów roboczych, takich jak
ciśnienia, temperatury, zużycie paliwa, natężenie przepływu itp.);
2) metoda drganiowo-akustyczna (wykorzystująca pomiary zmiennych sygnałów
dźwiękowych, które są nośnikami wielu informacji);
3) metoda zanieczyszczeniowa (wykorzystująca pomiary i rejestrację zanieczyszczenia
oleju smarnego).
Każda z w/w metod przy odpowiednim nowoczesnym oprzyrządowaniu oraz
automatyzacji można zaliczyć do diagnostyki instrumentalnej.
1.4.1. Zasady wykorzystania parametrów diagnostycznych do oceny stanu obiektu
Proces diagnozowania obiektu zawiera następujące czynności:
- testowe oddziaływanie na obiekt (ustalenie określonego obciążenia, prędkości obrotowej,
określonego stanu obciążenia cieplnego);
- pomiar wytypowanych parametrów diagnostycznych,
- przetworzenie uzyskanej informacji oraz postawienie diagnozy.
W przypadku diagnozowania prostego obiektu, postawienie diagnozy polega na
porównaniu zmierzonego parametru diagnostycznego z wartością dopuszczalną lub
graniczną. W procesie diagnozowania złożonego obiektu kiedy wykorzystuje się znaczną
ilość parametrów stosujemy metodę syntezy lub analizy.
Diagnozowanie metoda syntezy - rys. 1.6. Diagnozowany obiekt poddawany jest
oddziaływaniu testowemu. Przetworniki (d
1
), (d
2
)..... (d
n
) rejestrują sygnały, które zawierają
informację o wartościach parametrów struktury (u
1
), (u
2
)........ (u
n
) każdego elementu (e
1
),
(e
2
)...... (e
n
) obiektu. Rejestrowane wielkości (s
1
), (s
2
)....... (s
n
), z reguły przetwarzane na
sygnały elektryczne, zostają wzmocnione do wartości (s
1
’ ), (s
2
’)... (s
n
’) i skierowane do
urządzenia progowego. Urządzenie progowe przepuszcza tylko te sygnały, których wartości
przekroczyły dopuszczalne wartości (s
d
) lub (s
g
). Sygnały (s
1
” ), (s
2
”)... (s
n
”) docierają do
urządzenia logicznego, w którym następuje synte,za informacji i postawienie diagnozy. W
końcowej fazie tego procesu należy podjąć decyzję.
Diagnozowanie metoda analizy uogólnionej - rys. l. 7. Diagnozowany obiekt poddawany
jest oddziaływaniu testowemu. Sygnały charakteryzujące parametry struktury (u
1
),
(u
2
)........(u
n
) grupy elementów obiektu (e
1
), (e
2
)...... (e
n
) rejestruje się jednym przetwornikiem
(d) np. czujnikiem piezoelektrycznym. Po wzmocnieniu sygnał (s) zawierający uogólnioną
informację o stanie technicznym obiektu jest kierowany do analizatora, w którym zostają
wydzielone najbardziej charakterystyczne jego składowe. Składowe Sygnały (s
1
”), (s
2
”)...
(s
n
”) docierają do urządzenia progowego, w którym zostają porównane z wartościami
dopuszczalnymi lub granicznymi oraz stawiana jest diagnoza.
W procesie diagnozowania mogą być stosowane stanowiskowe i i przenośne środki
diagnostyczne. Stanowiskowe środki to hamownie u producenta. Przenośne to przyrządy
umożliwiające ocenę stanu technicznego podzespołów obiektu na podstawie wyników
pomiarów wartości parametrów diagnostycznych podczas normalnej eksploatacji.
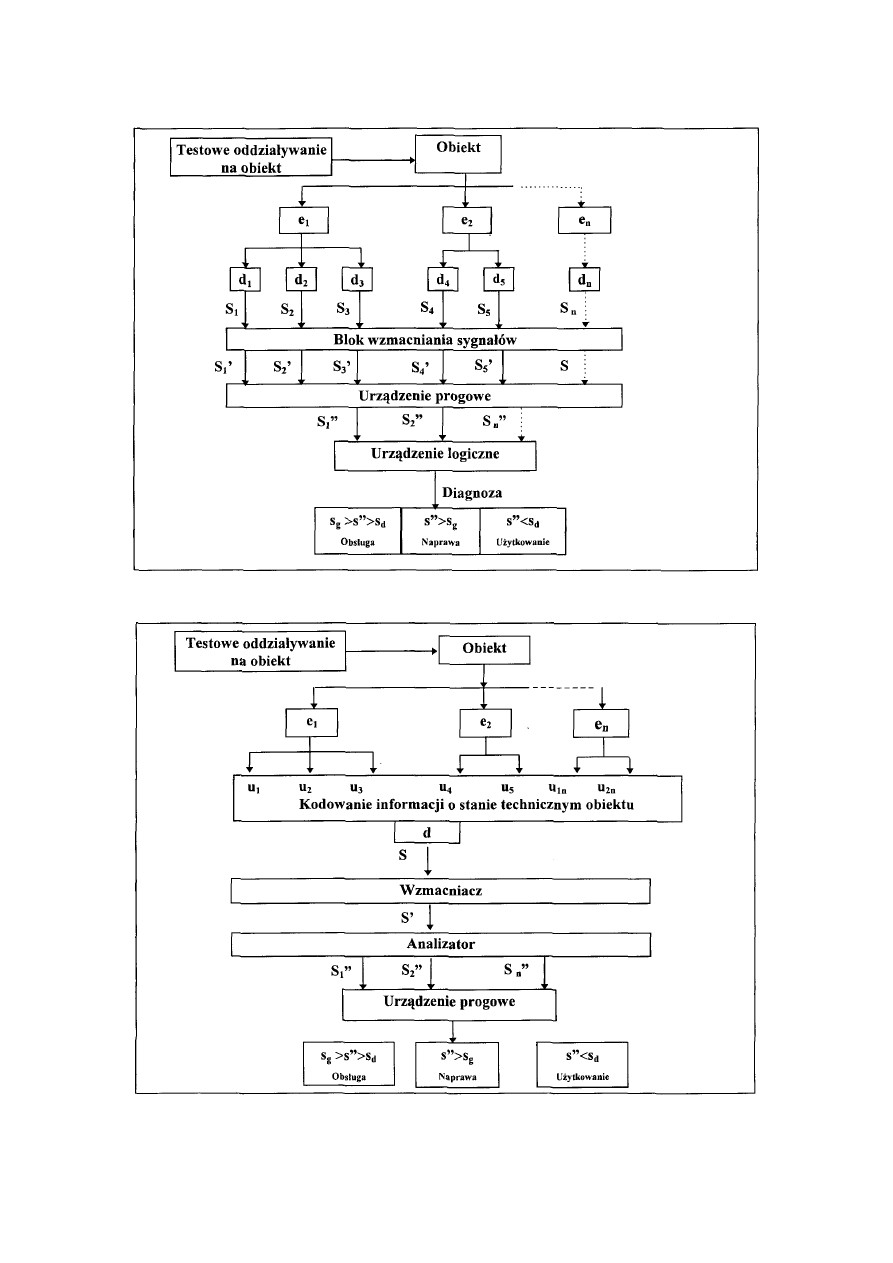
Rys. 1.6. Diagnozowanie metodą syntezy
Rys. l.7. Diagnozowanie metodą analizy uogólnionej

1.4.2. Sposoby wykorzystania parametrów diagnostycznych
Istnieje wiele sposobów wykorzystania parametrów diagnostycznych. Poniżej podano
najczęściej stosowane w diagnostyce urządzeń okrętowych:
- metoda kontroli zewnętrznej obiektu,
- metoda wartości dopuszczalnych / granicznych parametrów diagnostycznych,
- metoda drzewa sprawdzeń,
- metoda analizy trendu,
- metoda rozpoznawania obrazów
Metoda kontroli zewnętrznej polega na obserwowaniu obiektu diagnostyki pod kątem
wystąpienia wizualnych, zewnętrznych objawów nieprawidłowości: wycieki oleju, wody,
wydobywanie się pary pojawienie się pęcherzy gazowych w chłodnicy lub zbiorniku
wyrównawczym.
Metoda wartości dopuszczalnych / granicznych parametrów diagnostycznych polega na
porównaniu wartości bieżących parametrów diagnostycznych z wartościami
dopuszczalnymi / granicznymi, które maj ą charakter statyczny, tzn. są ustalone niezależnie
od warunków eksploatacji obiektu, lub dynamiczny, przy którym są one wyznaczane w
oparciu o statystyczną analizę bieżących wartości parametrów. Metoda ta jest mało skuteczna,
zwłaszcza w przypadku statycznie ustalanych wartości granicznych, gdyż wartości
parametrów diagnostycznych zależą nie tylko od stanu technicznego, ale również od
warunków pracy urządzenia.
Metoda drzewa sprawdzeń stosowane jest do obiektów dających się dobrze zamodelować
modelem topologicznym. Polega ona na stosowaniu kolejnych sprawdzeń i w zależności od
ich wyników na stawianiu diagnoz, bądź też na przeprowadzeniu następnych niezbędnych
sprawdzeń. Metoda ta nadaje się przede wszystkim do urządzeń elektrycznych i
elektronicznych.
Metoda analizy trendu wiąże się z obserwacją zmian wartości danego parametru w funkcji
czasu. Można tutaj wyróżnić dwie metody: jedna bazuje na analizie bezpośredniej wartości
parametru, druga na analizie odchyłki parametru , czyli różnicy między jego wartością
bieżącą a wzorcową. W metodzie tej zakłada się, że dla określonego stanu technicznego
wartości parametru diagnostycznego zależą tylko od losowo zmieniających się warunków
eksploatacji. Metoda analizy trendu najbardziej nadaje się do diagnozowania procesów wolno
rozwijających się i powinna być stosowana dla parametrów mocno związanych ze stanem
technicznym, a słabo z warunkami eksploatacji.
Metoda rozpoznawania obrazów sprowadza się do odpowiedzi na pytanie, czy opisywany
wartościami parametrów diagnostycznych, aktualny obraz stanu technicznego przypominana
któryś ze znanych, typowych objawów niesprawności danego obiektu, a jeśli tak to który.
Wszystkie wyżej wymienione sposoby zalicza się do diagnostyki parametrycznej opartej na
pomiarze wartości parametrów funkcjonalnych silnika. Oprócz tych sposobów występuje
bardzo rozbudowany dział diagnostyki wibroakustycznej polegającej na pomiarze i analizie
widma hałasu towarzyszącego pracy urządzeń oraz drgań wybranych jego elementów.
1.5. Diagnostyka i niezawodność
Współczesny dobrze wyposażony statek jest bardzo drogim urządzeniem. Dzienny koszt
jego utrzymania, na który składa się amortyzacja, ubezpieczenie, koszty załogi sięga wielu
tysięcy PLN na dobę. Stąd statek jako inwestycja gospodarcza wymaga odpowiedniej
intensywności eksploatowania. Okresy bezproduktywnego przestoju statku powinny być jak
najkrótsze. Skrócenie przestojów do minimum można uzyskać wówczas gdy:
- wszystkie elementy statku będą przez określony czas funkcjonowały, w określonych
warunkach zgodnie z założeniami, a więc będą wykazywały określony stopień
niezawodności;
- czas konieczny do przywrócenia utraconej gotowości eksploatacyjnej będzie możliwie
najkrótszy.
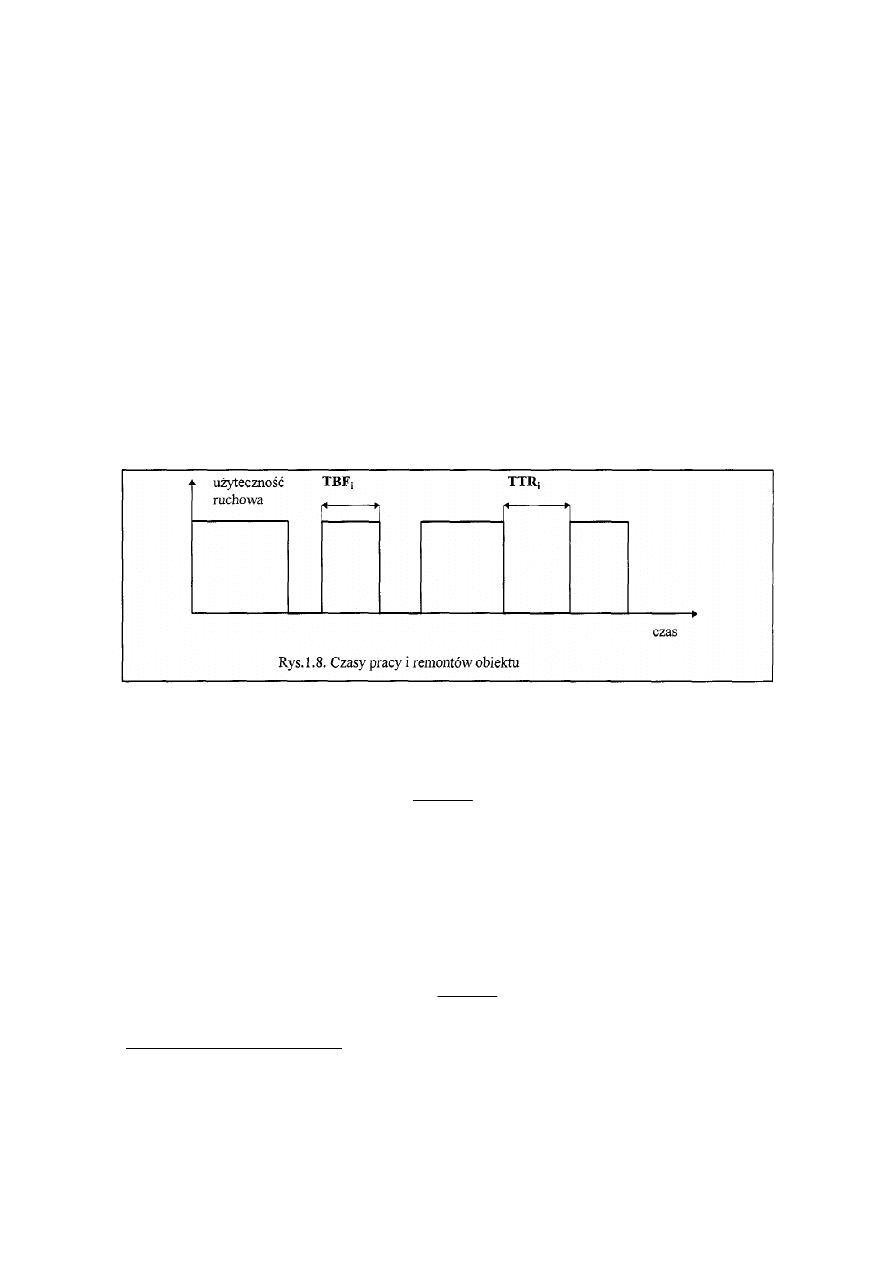
Jeśli obserwuje się działanie określonego elementu podczas dłuższego okresu użytkowania
(T), to w tym okresie zawarte są przedziały (TBF)
3
różnej wielkości, w których element jest
użytkowany, oraz przedziały (TTR)
4
, w którym nie jest on użytkowany, a który konieczny
jest dla przywrócenia mu własności użytkowych - rys 1.8.
1
TBF - Time between failure (czas między uszkodzeniami
2
TTR - Time to repair (czas konieczny dla naprawy)
3
MTBF - Mean time between failure (średni czas między uszkodzeniami)
4
MTTR - Mean time to repair (średni czas konieczny do napraw)
Ś
rednia wartość rozpatrywanych (n) przedziałów czasu (TBF) oznaczona przez (MTBF)
3
,
wyraża się zależnością:
n
TBF
MTBF
n
i
i
i
∑
=
=
=
1
(1.4)
jest miarą niezawodności elementu.
Analogicznie średnia wartość rozpatrywanych (n) przedziałów czasu (MTTR)
4
, będących
miarą niezdatności elementu określona jest zależnością:
n
TTR
MTTR
n
i
i
i
∑
=
=
=
1
(1.5)

Zakłada się przy tym, że zdatność elementu została przywrócona do stanu pierwotnego
przy użyciu właściwych części, narzędzi, przyrządów i właściwej organizacji pracy.
Rozpatrywany element jest tym lepszy, im dłuższy jest (MTBF) i krótszy (MTTR), tzn. im
większa jest jego gotowość eksploatacyjna (A), określona zależnością:
MTTR
MTBF
MTBF
A
+
=
(1.6)
Gotowość eksploatacyjna oznacza wiec prawdopodobieństwo, że element będzie
funkcjonować w dowolnie wybranym okresie czasu jego użytkowania, pod warunkiem
zabezpieczenia
wszystkich
wymaganych
warunków
pracy
i
nie
wystąpienia
nieprzewidzianych zakłóceń zewnętrznych. Teoria niezawodności podaje sposoby
obliczenia niezawodności urządzeń złożonych z wielu elementów. Względnie wiarygodne
rezultaty mogą być osiągnięte tylko wtedy, jeżeli rachunek zostanie oparty na schematach
obliczeniowych odpowiadających rzeczywistości oraz na dużej ilości danych zebranych
podczas eksploatacji rozpatrywanego urządzenia. Dane te muszą zawierać:
- informacje o zaistniałych zdarzeniach,
- informacje o zużyciu,
- informacje o sposobie eksploatowania,
- informacje o warunkach otoczenia.
Działania te są kosztowne i długotrwałe i mają znaczenie tylko wtedy, jeżeli będą
stanowiły materiał wyjściowy do doskonalenia konstrukcji i technologii. Jeśli te działania
mają dać praktyczne korzyści muszą być inicjowane, kierowane i wdrażane przez
producenta urządzenia, przy współpracy z służbami technicznymi armatora głównie w
zakresie informacji.
Znaczenie badań niezawodnościowych nie sprowadza się wyłącznie do ich wpływu
na ulepszanie konstrukcji i technologii. Drugą istotną korzyścią wynikającą z tych badań
jest możliwość określenia momentu podjęcia koniecznych zabiegów naprawczych w celu
utrzymania lub przywrócenia własności użytkowych urządzenia. Również na tym polu
dużą rolę ma do spełnienia producent, który znając swój wyrób może wydać stosowną
opinię lub zalecenia. Trzeba bowiem pamiętać, że w większości przypadków utrata
własności użytkowych nie ma charakteru skokowego lecz przebiega w czasie w określony
sposób zależny od charakteru starzenia elementów jak to przedstawiono na rys. 1.9 (a,b,c).
Pojęcie „uszkodzenie" nie należy rozumieć dosłownie. TBF wynika często z osiągnięcia
granicy dopuszczalnego zużycia, określonego przez wytwórcę a nie na skutek jego
uszkodzenia w znaczeniu dosłownym. W tym ujęciu MTBF ma charakter umowny, zależy
bowiem od umownej granicy utraty użyteczności ruchowej. Czas, w którym ta umowna
granica zostanie osiągnięta zależy od wielu czynników, takich jak: jakość wykonania,
sposób eksploatacji, poprawności obsługi i konserwacji oraz wpływu innych czynników
zewnętrznych. Nie można również wykluczyć czynnika przypadku dlatego, że specyficzną
cechą wielu urządzeń okrętowych, w tym i głównych silników okrętowych, jest ich
jednostkowość lub krótkie serie. W takich przypadkach nie dają się zastosować, z dużą
dokładnością, prawa statystyki i dlatego trzeba liczyć się z odstępstwami od wartości
ś
rednich.
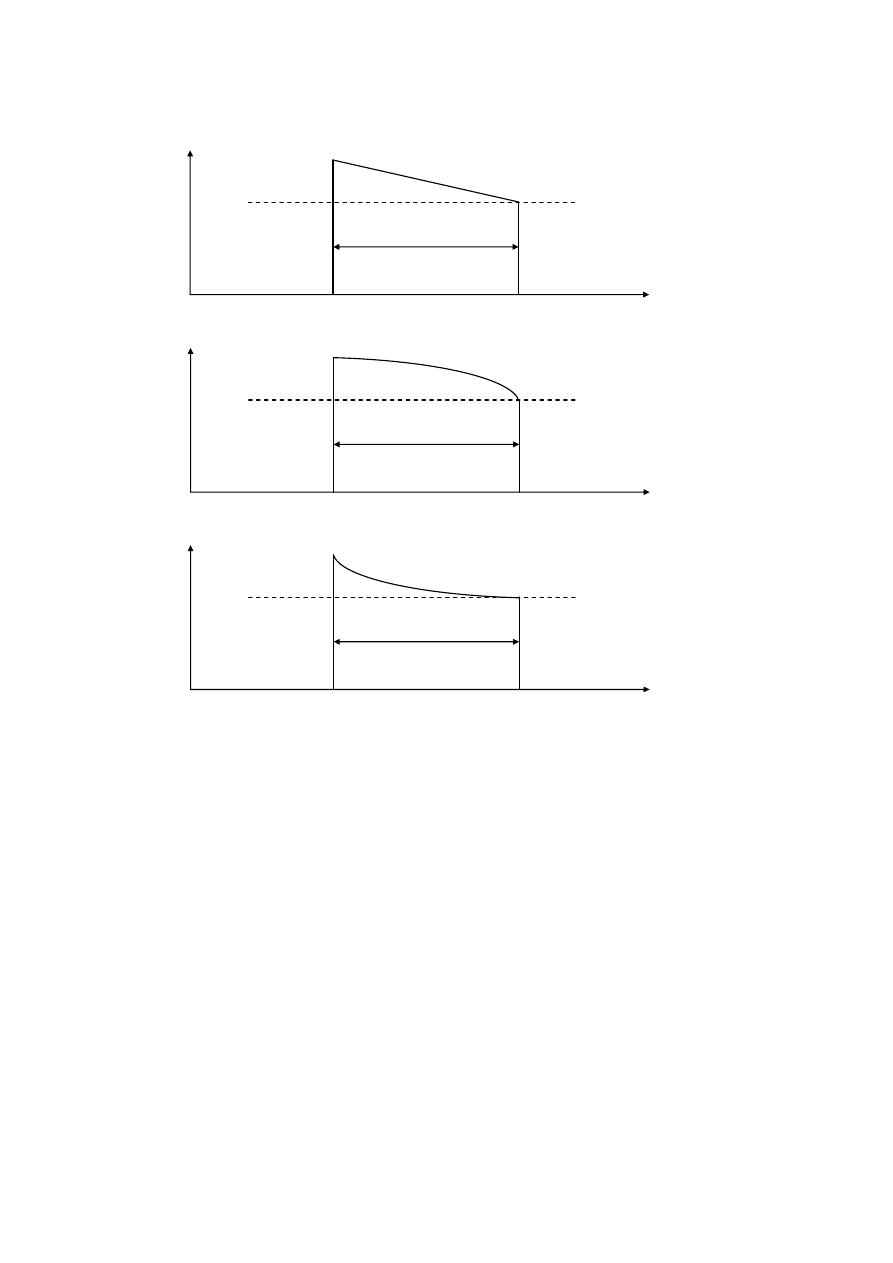
Rys. l .9. Zmiany u
ż
yteczno
ś
ci ruchowej elementów charakteryzuj
ą
cych si
ę
ró
ż
n
ą
szybko
ś
ci
ą
utraty
u
ż
yteczno
ś
ci w pocz
ą
tkowej fazie eksploatacji: a) równomiern
ą
, b) spowolnion
ą
, c) przyspieszon
ą
Jeżeli TBF jakiegoś elementu, z różnych względów będzie znacznie odbiegać od MTBF
(tzn. utrata użyteczności eksploatacyjnej elementu jest dużo szybsza od założonej) i
konieczny zabieg naprawy okaże się nie przewidywany, a ponadto związany z przestojem
statku, to należy dokonać weryfikacji planu przeglądów / remontów.
Jedyną szansą wyeliminowania ryzyka w planowaniu remontów, opartym na
niezawodności, jest bieżąca kontrola wartości użytkowej elementu (urządzenia) a więc
diagnostyka. Jednym z najważniejszych urządzeń okrętowych, od którego zależy efekt
przedsięwzięcia gospodarczego jakim jest transport morski, jest główny silnik napędowy.
Obecnie powszechnie stosowanym rodzajem napędu jest silnik spalinowy i w odniesieniu
do tego napędu można stwierdzić, że utrata własności użytkowych większości elementów
silnika w czasie jest mierzalna i to daje szansę diagnozowania.
Diagnostykę należy rozumieć tutaj jako zespół czynności wykonywanych w sposób
ciągły i mający na celu rozpoznanie stanu silnika, a następnie uwzględniając warunki
zewnętrzne porównanie tego stanu ze stanem wzorcowym dla danego obciążenia.
Diagnostyka powinna umożliwić podjęcie określonych działań w celu zapobieżenia stanom
użytec
z
ność
ruchowa
czas
umowna graniczna warto
ś
ci
u
ż
yteczno
ś
ci ruchowej
c)
użytec
z
ność
ruchowa
czas
umowna graniczna warto
ś
ci
u
ż
yteczno
ś
ci ruchowej
b)
użytec
z
ność
ruchowa
czas
umowna graniczna warto
ś
ci
u
ż
yteczno
ś
ci ruchowej
a)

zagrożenia oraz stanowić podstawę do optymalizacji eksploatacji silnika. Praktyka
eksploatacyjna współczesnych silników okrętowych wskazuje, że przyjmowanie pewnego
sztywnego okresu czasu eksploatacji jako kryterium dla podjęcia decyzji o wykonaniu
przeglądu
/
remontu poszczególnych elementów
/
zespołów nie jest słuszna. Dlatego
pojawiła się potrzeba prognozowania czynności konserwacyjnych w oparciu o aktualny
stan techniczny elementu
/
zespołu.
2. Ocena oddziaływania środowiska oraz przyjętego sposobu pracy obiektu
Z rys. 1.1 wynika, że chcąc diagnozować obiekt musimy założyć sposób oddziaływania
ś
rodowiska oraz przyjąć sposób pracy obiektu. Podstawowym obiektem diagnostycznym w

siłowni jest silnik spalinowy i ten obiekt będzie przedmiotem dalszych rozważań.
Parametrami środowiska są:
- parametry powietrza na wlocie do silnika (temperatura, ciśnienie, wilgotność);
- temperatura wody zaburtowej;
- rodzaj zastosowanego paliwa (jego właściwości).
Sposób pracy silnika to przyjęcie określonego sposobu obciążenia silnika. Przy czym, w
każdej chwili, eksploatator powinien móc dokładnie określić wielkość tego obciążenia.
Punkt pracy okrętowego silnika spalinowego powinien znajdować się zawsze w polu
dopuszczalnych obciążeń. Wielkościami ograniczającymi pole pracy są:
- prędkość obrotowa (n), (zwykle jest to parametr nastawiany);
- moment obrotowy (M
o
) lub średnie ciśnienie efektywne (p
e
);
- moc efektywna (N
e
).
Przykładowe pola pracy dla wybranych silników przedstawiono na rys.2.1 oraz rys.2.2.
2.1. Wyznaczenie prędkości obrotowej
Prędkość obrotową wyznacza się z obrotomierza mechanicznego lub elektronicznego.
Obrotomierze mechaniczne mają zazwyczaj działkę elementarną odpowiadającą 5 lub 10
[obr/min], w zależności od wskazywanego zakresu prędkości obrotowej. Odczytu można
dokonać z dokładnością 1/2 działki. Dla dokładnego wyznaczenia prędkości często dodaje
się do obrotomierza licznik obrotów, na podstawie którego, mierząc czas i zliczając obroty,
można policzyć średnią prędkość obrotową według zależności:
]
[min
60
1
2
−
∆
⋅
=
τ
n
n
(2.1)
Do obliczenia mocy efektywnej lub indykowanej oraz jednostkowego zużycia paliwa
należy wyznaczyć obroty z dokładnością do jednego miejsca po przecinku. Dokładne
wyznaczenie prędkości może być także przydatne dla określania optymalnej temperatury
paliwa w przypadku uszkodzonego wiskozymetru.
Prędkościomierze elektroniczne mają z reguły odczyt cyfrowy z dokładnością do
jednego miejsca za przecinkiem.
2.2. Wyznaczenie momentu obrotowego i mocy efektywnej
Moment obrotowy silnika najlepiej jest wyznaczyć przy pomocy momentomierza
(torsjometru). Moment obrotowy oblicza się w sposób pośredni poprzez pomiar kąta
skręcenia wału pośredniego, korzystając z zależności:
L
J
G
M
o
o
⋅
∆
=
ϕ
(2.2)
lub
o
s
s
W
M
⋅
=
τ
(2.3)
gdzie: M
o
- moment obrotowy;
∆φ
- kąt skręcenia wału na długości L;
G - moduł sprężystości poprzecznej wału;
J
o
- biegunowy moment bezwładności przekroju wału;
L - długość wału na której mierzy się kąt skręcenia;
τ
s
- naprężenie skręcające;
W
o
- wskaźnik przekroju wału w miejscu skręcenia.
Znając (M
o
) [Nm] oraz obroty (n) [min
-1
], oblicza się moc użyteczną z zależności:
30
n
M
M
N
o
o
o
⋅
⋅
=
⋅
=
π
ω
(2.4)
2.3. Określenie obciążenia silnika na podstawie średniego ciśnienia indykowanego
Jeśli statek wyposażony jest w urządzenie do indykownia to określenia obciążenia
silnika dokonuje się na podstawie średniego ciśnienia indykowanego. Najpierw
wykonujemy wykresy indykatorowa poszczególnych cylindrów i liczymy ich moce
indykowane w oparciu o wzór:
]
[
100
kW
S
F
p
N
i
i
i
τ
⋅
⋅
⋅
=
(2.5)
gdzie: p
i
- średnie ciśnienie indykowane poszczególnego cylindra [N/m
2
];
F
i
- powierzchnia przekroju tłoka [m
2
];
S - skok tłoka [m.];
τ
- czas jednego cyklu w [s]
]
[
60
s
n
z
⋅
=
τ
gdzie: n - prędkość obrotowa [min
-1
],
z - ilość obrotów silnika na jeden cykl pracy.
Sumując moce indykowane wszystkich cylindrów otrzymuje się moc indykowaną
całego silnika. Dysponując danymi z hamowni (mocą indykowaną i efektywną) można
wyznaczyć z zależności:
i
e
m
N
N
=
η
(2.6)
2.4. Określenie obciążenia silnika na podstawie wskaźnika obciążenia
Wskaźnik obciążenia odczytywane przy regulatorze lub pompach wtryskowych
odpowiada względnej objętościowej dawce paliwa przypadającej na jeden cykl pracy
silnika. Wskaźnik obciążenia (WO) jest z pewnym przybliżeniem proporcjonalny do
momentu obrotowego silnika. (M
o
).
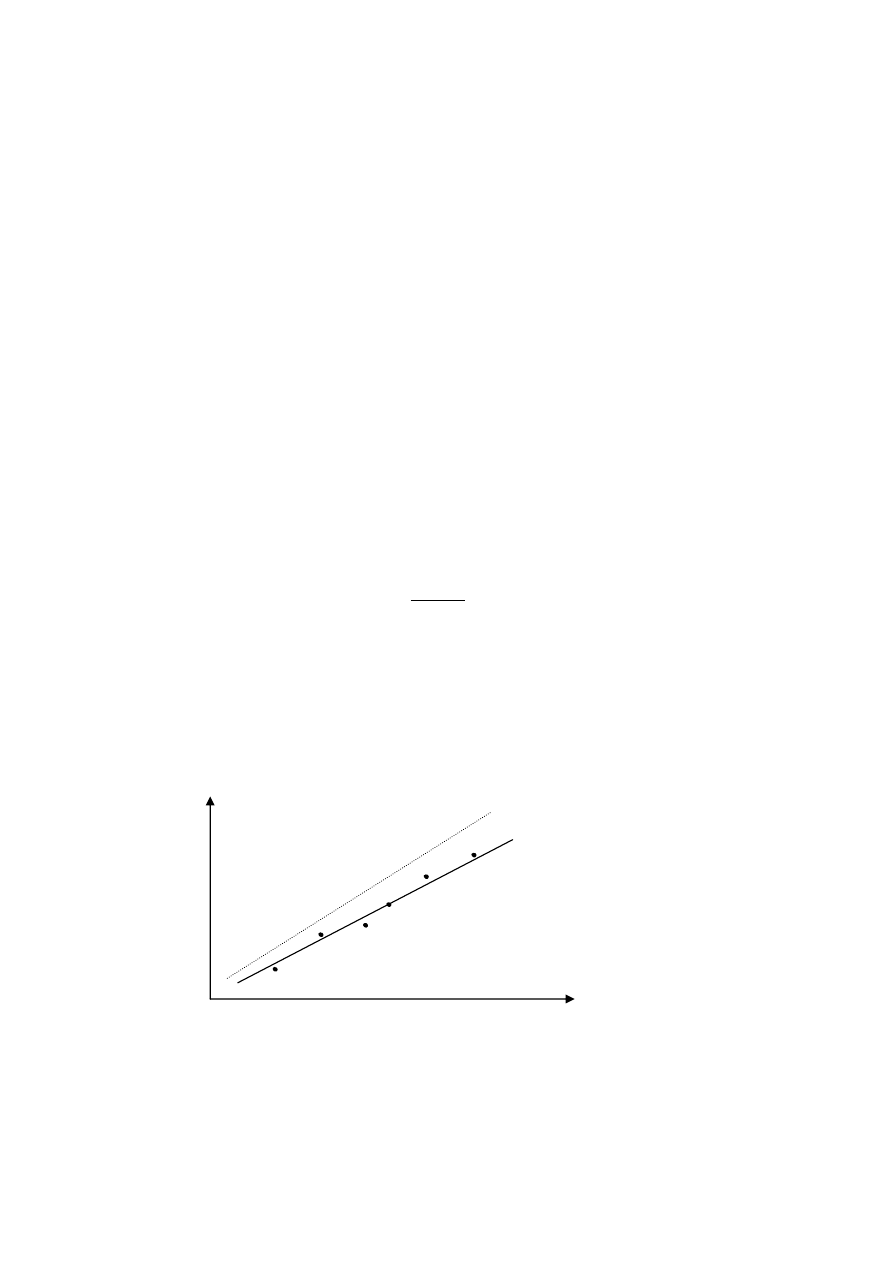
Jeśli w czasie prób morskich sprawnego i dobrze wyregulowanego silnika wykreślono
zależność (M
o
) == f(WO), to w czasie eksploatacji można skorzystać z tej zależności
rys.2.1. i określić (M
o
) na podstawie (WO). Mając (M
o
) można następnie wyliczyć (N
e
).
Posługując się zależnością (M
o
) = F(WO) trzeba jednakże pamiętać, że mają na nią
wpływ również następujące przyczyny:
-
zmiana regulacji statycznej pomp wtryskowych, w stosunku do tej
dla której była
sporządzona charakterystyka;
-
zmniejszenie sprawności wolumetrycznej układu wtryskowego;
-
zmiana wartości opałowej paliwa lub gęstości paliwa;
-
niesprawności silnika mające wpływ na zużycie paliwa.
Spadek sprawności wolumetrycznej oraz niesprawności silnika wpływające na zużycie
paliwa powoduj ą wzrost wskaźnika obciążenia przy niezmienionym obciążeniu silnika, co
przy korzystaniu z charakterystyki (Mo) = f(WO) wskaże większy moment niż silnik w
rzeczywistości rozwija. Aby uniknąć błędu z tytułu zmiany rodzaju paliwa należy
wprowadzić korektę według wzoru:
1
1
2
2
'
W
W
WO
WO
⋅
⋅
=
ρ
ρ
(2.7)
gdzie:
- skorygowany wskaźnik obciążenia,
- aktualnie odczytany wskaźnik obciążenia,
- gęstość i wartość opałowa paliwa dla wskaźnika (WO),
- gęstość i wartość opałowa paliwa dla wskaźnika z prób.
3. Diagnostyka elementów grupy tlokowo-cylindrowej (GTC)
W skład GTC wchodzą: tuleja cylindrowa, tłok z pierścieniami tłokowymi oraz głowica. W
WO – nastawa pomp paliwowych
M
o
– moment obrotowy
WO
M
o
Rys.2.1. Sposób przybliżonego określenia momentem

(GTC) zachodzi podstawowy proces roboczy silnika spalinowego - proces spalania. Elementy
GTC są najbardziej narażonymi elementami na wysokie ciśnienia i temperatury. Elementy GTC
pracuj ą w najcięższych warunkach i są najbardziej narażone na uszkodzenia.
3.1. Ocena obciążenia mechanicznego i cieplnego elementów (GTC)
Ogólne kryterium naprężeniowe silnika wg A.K. Kostina wyraża zależność:
τ
σ
σ
σ
σ
,
)
(
t
dop
c
m
+
=
(3.1)
gdzie: σ - naprężenie całkowite
σ
m
- naprężenie od obciążeń mechanicznych,
σ
c
- naprężenie od obciążeń cieplnych,
(σ
dop
)
t,τ
- naprężenie dopuszczalne materiału poddanego długotrwałemu obciążeniu
w wysokiej temperaturze.
Jest to ogólne kryterium, którego nie da się bezpośrednio zastosować w praktyce.
Obciążenie mechaniczne
Właściwe obciążenie mechaniczne silnika powinno się ocenić w oparciu o analizę pola
naprężeń mechanicznych w poszczególnych elementach silnika. Naprężenia te są powodowane
przede wszystkim siłami gazowymi oraz siłami bezwładności mas wykonujących ruch posuwisto
-zwrotny i obrotowy. Niezależnie od tego mogą się pojawić dodatkowe naprężenia wywołane
przechyłami bocznymi statku, deformacjami kadłuba przy pracy na fali, przemieszczeniami się
ładunku, błędami montażowymi oraz drganiami. Uwzględnienie wszystkich, tak różnorodnych
przyczyn byłoby bardzo trudne, dlatego ograniczamy się do analizy uproszczonej, w której
bierze się pod uwagę wypadkową siłę działającą w układzie tłokowe - korbowym. Wypadkową
siłę możemy obliczyć z zależności (3.2):
P
Wmax
= P
Gmax
- P
b
(3.2)
gdzie:
P
Wmax
– maksymalna siła wypadkowa
P
Gmax
– maksymalna siła gazowa
P
b
– siła bezwładności mas
Siła gazowa zależy od ciśnie spalania, które głownie zależy od dawki paliwa. Może ona także
wzrastać w wyniku takich zdarzeń eksploatacyjnych jak: wzrost stopnia sprężania w wyniku
odłożenia się nagaru na elementach komory sprężania, czy ich deformacji oraz wzrostu ciśnienia
doładowania, wzrost kąta wyprzedzenia wtrysku, zmiana gatunku paliwa na paliwo o większej
liczbie cetanowej.
Siła bezwładności zależy od prędkości obrotowej
P
b
=k-n
2
(3.3)
gdzie :
k - stała dla danego silnika zależna od wielkości mas ruchowych oraz stosunku
wykorbienia do długości korbowodu.
Wykres sił pokazano na rys.3. l. Wynika z niego, że w miejscu występowania maksymalnej
siły gazowej, siły bezwładności mają wartość ujemną i powodują zmniejszenie wypadkowej siły
działającej na elementy silnika. Należy stąd wyciągnąć wniosek, że w szczególnym przypadku,
przy obniżeniu się prędkości obrotowej silnika pracującego na charakterystyce zewnętrznej,
kiedy to wystąpi wzrost siły gazowej i obniżenie siły bezwładności mas może dojść do
nadmiernego wzrostu obciążenia mechanicznego elementów silnika. Jest to szczególnie
niebezpieczne dla tych silników, dla których konstruktor dopuścił duże naciski w parach
kinematycznych, natomiast mniej niebezpieczne dla silników, dla których czynnikiem
determinującym poprawność pracy par kinematycznych jest ich temperatura. Ilość ciepła
wywiązującą się w łożysku można obliczyć z zależności:
const
n
P
a
Q
=
⋅
⋅
=
1
(3.4)
gdzie:
a
1
- wielkość stała,
P - siła działająca na łożysko,
n - prędkość obrotowa
Na obciążenie mechaniczne silnika, zwłaszcza łożysk wpływa również prędkość narastania
silnika w czasie trwania gwałtownego spalania określonego zależnością:
α
α
∆
∆
p
tg
(3.5) a
W praktyce wystarczy zmierzyć wartość maksymalnego ciśnienia spalania aby ocenić
maksymalne mechaniczne obciążenie silnika. Wartość maksymalnego ciśnienia spalania
oceniamy na podstawie wykresu słupkowego lub rozwiniętego wykresu indykatorowego.
Wzrost momentu obrotowego lub średniego ciśnienia efektywnego oznacza zawsze wzrost
obciążenia mechanicznego silnika. Wzrost taki wystąpi przy pogorszeniu warunków pływania,
gdy przy ustalonej nastawie pomp paliwowych spada prędkość obrotowa.
Obciążenie cieplne
Problem bieżącej kontroli obciążenia cieplnego pojawił się z chwilą wprowadzenia do
eksploatacji silnie wytężonych silników spalinowych. Pełną informację o aktualnym obciążeniu
cieplnym może dać tylko znajomość pola temperatur w najsilniej obciążonych elementach
silnika; tzn. tulei, tłoku i głowicy. Z uwagi na to, że w eksploatacji nie jest konieczna znajomość
bezwzględnych wartości obciążeń a jedynie tendencja do ich zmian, z reguły wystarczy
zainstalowanie czujników w kilku punktach uznanych jako reprezentatywne. Jeśli jednak silnik
nie został wyposażony w takie czujniki to stosuje się szacunkowe, pośrednie metody oceny
obciążenia cieplnego. Najprostszym sposobem, mającym jedynie charakter jakościowej oceny
jest założenie, że im większe jest obciążenie mechaniczne silnika tym większe jest jego
obciążenie cieplne. Jednakże tego rodzaju twierdzenie dopuszczalne jest jedynie w odniesieniu
do silników nie doładowanych, natomiast jest niedopuszczalne w odniesieniu do silników
doładowanych.
Inna metodą jest zastosowanie liczbowych wskaźników obciążenia cieplnego, jako przykład
można podać kryterium NSFI (Norweski Okrętowy Instytut Badawczy) podanego w postaci
wzoru lub wykresu:
25
,
1
25
,
0
5
,
1
25
,
1
d
i
d
n
p
n
p
t
B
A
t
⋅
⋅
⋅
+
=
(3.6)

gdzie: t
n
- temperatura wybranego punktu komory spalania, np. ścianki tulei;
A, B, - współczynniki doświadczalne,
P
d
,t
d
- parametry powietrza doładowującego,
n - prędkość obrotowa silnika,
p
i
- średnie ciśnienie indykowane.
Przy braku komputera, wskazane jest stosowanie graficznej formy tego kryterium pokazanej
na rys.3.2. Jest to nomogram dla wysokoprężnych silników wolnoobrotowych, wysoko
doładowanych. Do wyznaczenia temperatury elementów komory spalania potrzebna jest
znajomość tych samych parametrów co w równaniu (3.6). Jeśli dla danego silnika nie znane jest
położenia prostych skalowania (l) i (2), to nie otrzymamy bezwzględnych wartości temperatur
jednak można się zorientować odnośnie tendencji zmian.
Inna metoda oceny obciążenia cieplnego polega na pomiarze temperatur w kilku wybranych
punktach komory spalania. Pomierzone wartości porównywane są z wartościami wzorcowymi,
wyznaczonymi zgodnie z zależnością (3.6). Jeśli czynności związane z pomiarami, obliczanie
wartości wzorcowych i porównywanie jest realizowane przez mikroprocesor, co ma miejsce w
urządzeniu Thermal Load Anałyzer firmy AUTRONIKA, to posługiwanie się takim przyrządem
jest bardzo proste. Sposób rozmieszczenia czujników urządzenia firmy Autronika pokazano na
rys.3.3.
Najwyższe dopuszczalne temperatury niektórych, wybranych elementów komory spalania
wynoszą:
dla tłoków:
temperatura denka tłoka od strony gazów 350-450°C;
temperatura powierzchni chłodzonej wodą 200 - 400 ° C;
temperatura w rejonie pierwszego rowka pierścieniowego 160 - 220 (280) ° C;
temperatura gładzi cylindrowej 190 - 200 ° C;
dla głowicy:
temperatura w ściance międzyzaworowej 300-350°C;
dla zaworu:
temperatura grzybka 550 - 700 ° C;
dla wtryskiwacza:
temperatura końcówki 200 ° C.
Ważne znaczenie ma także dynamika zmian pól temperatury w zmieniających się warunkach
pracy.
W literaturze można także spotkać wiele innych zależności na obliczenie temperatury
wybranego punktu elementu komory spalania.
Inna grupę zależności stanowią kryteria strumienia cieplnego. Jedno z nich ma formę:

o
d
d
e
e
t
t
T
p
D
T
g
p
c
K
⋅
⋅
⋅
⋅
⋅
⋅
⋅
=
434
,
0
5
,
0
566
,
0
)
(
α
(3.7)
gdzie:
c
t
- prędkość tłoka,
p
e
- średnie ciśnienie efektywne,
g
e
-jednostkowe zużycie paliwa,
T
d
- temperatura powietrza doładowującego,
D - średnica cylindra,
α - współczynnik nadmiaru powietrza,
p
d
- ciśnienie powietrza doładowującego,
T
o
-293°K.
Okazało się, przy pomiarach temperatur w różnych warunkach pracy silnika, że pomiędzy
temperaturą kryterium (
K
)
istnieje zależność:
t
i
i
i
K
b
a
t
⋅
+
=
(3.8)
gdzie: t
i
- temperatura wybranego punktu,
a
i
, b
i
- empiryczne współczynniki zależne od konstrukcji tłoka, warunków jego
chłodzenia i położenia punktu (i).
Wartość Kt zmienia się w szerokich granicach. Np. dla silników z tłokami żeliwnymi nie
chłodzonymi
4
,
0
≤
t
K
Najwyższe wartości około 10 mają wolnoobrotowe silniki główne,
których ciśnienie efektywne (pe) wynosi od 9,0 do 12,0 bar.
Podobną formę ma kryterium Kamkina dla oceny naprężeń cieplnych tulei cylindrowej
α
δ
⋅
⋅
⋅
⋅
=
d
d
i
K
p
T
p
n
k
K
(3.9)
gdzie: n - obroty,
p
i
- średnie ciśnienie indykowane,
δ - grubość ścianki,
p
d
, T
d
-ciśnienie i temperatura doładowania,
α - współczynnik nadmiaru powietrza,
k - współczynnik zależny od konstrukcji, który uwzględnia między innymi
napełnienie cylindra powietrzem i jego chłodzenie.
Istnieje znacznie więcej zależności na określenie obciążenia cieplnego silnika.
3.2. Współpraca pierścieni tłokowych, tłoków i tulei cylindrowej

Wszystkie występujące tutaj zagadnienia można zgrupować w trzy grupy:
A - obejmuje ważne parametry dotyczące warunków współpracy części wzajemnie
przesuwających się względem siebie i obejmuje:
- grubość filmu olejowego,
- prędkość względną ruchu ślizgowego,
- ciśnienie gazów,
- własności chemiczne,
- temperatura.
B - obejmuje parametry, na które ma wpływ projektant silnika i obejmuje:
- chropowatość powierzchni,
- rodzaj materiałów współpracujących,
- mikrostruktura materiałów,
- kształt,
- przyjęta temperatura pracy.
C - obejmuje najczęściej spotykane nieprawidłowości występujące podczas eksploatacji:
- mikrozatarcia,
- starzenie materiałów (zużycia chemiczne - korozyjne),
- zużycie ścierne,
- pęknięcia pierścieni,
- przedmuchy,
- porysowania.
Dalsze rozważania zostaną ograniczone do zagadnień zależnych od sposobu eksploatacji oraz
do omówienia najczęściej spotykanych nieprawidłowości i uszkodzeń występujących podczas
eksploatacji.
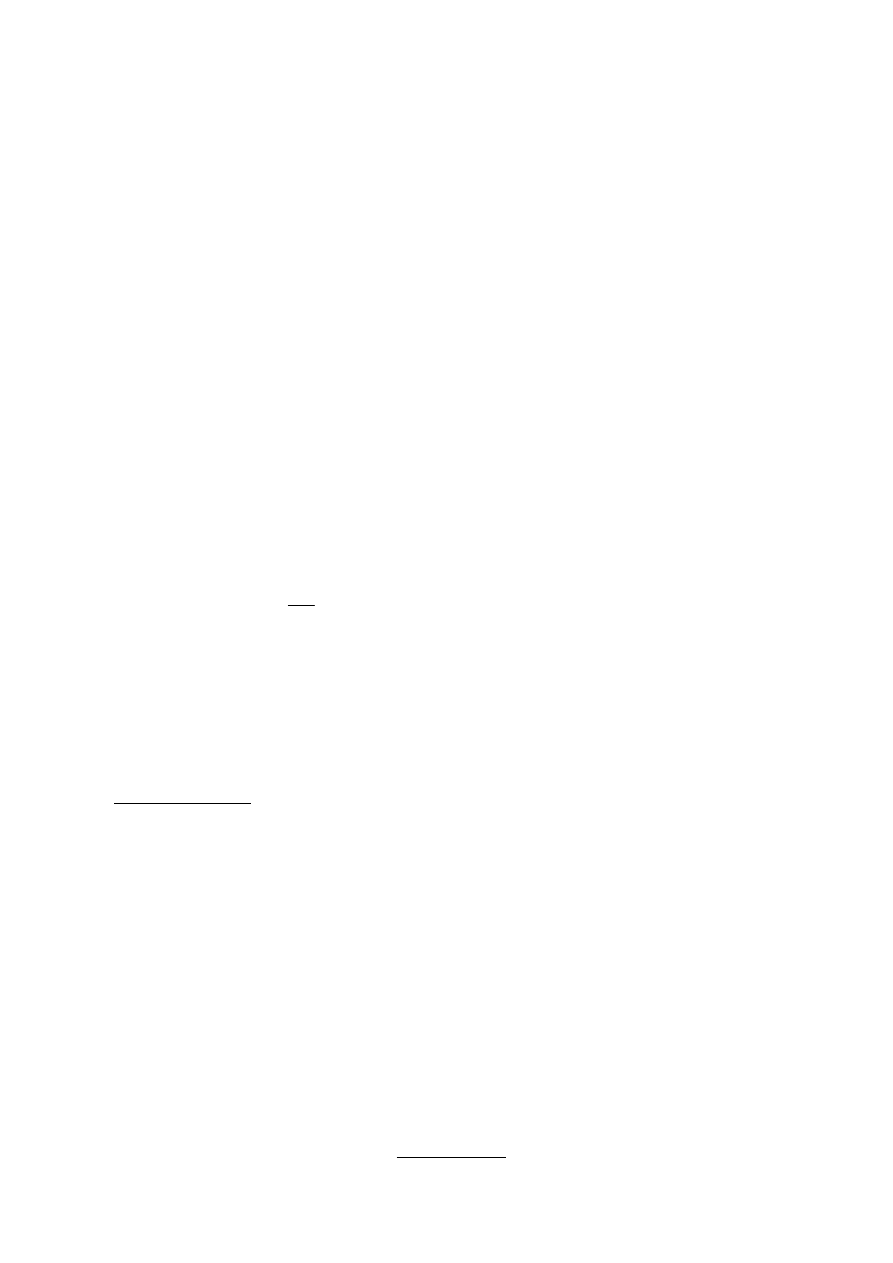
Na rys. 3.4. pokazano schemat rozpoznawanie przyczyn zużycia tulei cylindrowej.
Rys.3.4. Schemat rozpoznawania przyczyn zużycia tulei cylindrowych
Zapiekanie się pierścieni tłokowych. Nadmiar oleju cylindrowego lub nierówne jego
rozprowadzenie jak również nie spalone paliwo prowadzi do powstania nagaru w okolicach
pierścieni tłokowych. Nagar zostaje wtłoczony do wolnych przestrzeni między pierścieniem a
Zużycie
korozyjne
Tuleja
cylindrowa
Niedobór filmu
olejowego
Pierścienie
tłokowe
Płaszcz
tłoka
HCL
H
2
SO
4
Mikro
zatarcia
Zarysowania
Zużycie
abrazyjne
(cierne)
Wykraplanie się wody
Przecieki wody
Zimne ścianki tulei
Ś
rodki czyszczące
Niedostateczny film olejowy
Sól w powietrzu dolotowym
Woda morska w paliwie
Woda morska w oleju cylindrowym
Przecieki na chłodnicy powietrza
Niedostateczny film olejowy
Niedopasowanie stosowanego oleju
do rodzaju paliwa
Zbyt mała dawka oleju cylindrowego
Woda w oleju cylindrowym
Przecieki wody do tulei
Obciążenia mechaniczne
Obciążenia termiczne
Złe przyleganie pierścieni
Deformacja pierścieni przy montażu
Brak współosiowości
Zbyt duża dawka oleju cylindrowego
Wykraplanie się wody
Ś
rodki czyszczące
Materiał
Obróbka
Projekt
Niedostateczny film olejowy
Tuleja
Pierścień
Płaszcz
Zanieczyszczenia w paliwie
Zanieczyszczenia w powietrzu
dolotowym
Cząsteczki ścierne
rowkiem, gdzie może stwardnieć i uniemożliwić promieniowy ruch pierścienia. Najbardziej
narażone są pierścienie górne, gdzie temperatura jest najwyższa. Wskutek poziomego kołysania
się tłoków w tulejach, pierścienie zostają wciśnięte do rowków i tam zapiekają się. Zwykle
najpierw zostaje unieruchomiona część pierścienia, np. jego koniec a następnie proces postępuje
aż do całkowitego unieruchomienia pierścienia. Ponieważ pierścienie unieruchomione nie
stykają się z tuleją ich powierzchnia staje się czarna od gazów spalinowych. Ten fakt umożliwia
rozpoznanie tej nieprawidłowości. Zapiekanie się pierścieni zachodzi gdy temperatura pierścieni
przekracza 220 C lub gdy olej ma niewystarczające właściwości detergentowe (zmywające).
Niewłaściwe spalanie i obecność cząstek miedzi może przyspieszyć tworzenie się nagaru.
Częściowe zapieczenie się pierścienia tłokowego może prowadzić do zapadania się, przedmuchu
oraz pęknięcia pierścienia.
Szczelność komory spalania, zapadanie się pierścieni i ich pękanie. Przy każdym cyklu pracy
tłoka silnika wysokoprężnego zespół pierścieni uszczelniających musi zapewnić odpowiednią
szczelność przy maksymalnym ciśnieniu wynoszącym od 60 do 100 bar. Aby spełnić to zadanie
pierścienie muszą na całym swym obwodzie dotykać do tulei cylindrowej oraz dolną płaszczyzną
dotykać do dolnej płaszczyzny rowka. Siły wywierające odpowiednie ciśnienie na powierzchnie
zapewniające szczelność pochodzą od gazów spalinowych, które przedostają się w dół przez
przestrzeń między tuleją a dnem tłoka. Przy normalnej pracy tłoka rozkład ciśnień gazu w
przestrzeni pierścieniowej wygląda jak na rys.3.5. Istnieje możliwość, że ten normalny układ
zostanie naruszony podczas silnego wzrostu ciśnienia przy końcu sprężania, kiedy to siły
działające na pierścień od zewnątrz i ściskające go, stają się większe od sił działających od
wewnątrz i rozprężających go. Dzieje się tak w przypadku gdy utrudnione jest przedostawanie
się gazu w rowku od środka pierścienia. W takich okolicznościach pierścienie błyskawicznie
odrywają się od tulei cylindrowej i wciśnięte zostają w głąb rowka. Zjawisko takie nosi nazwę
zapadania się pierścieni tłokowych. Z podobnymi objawami mamy również do czynienia w
sytuacji zbyt małego luzu między pierścieniem a górną powierzchnią rowka, co może hamować
przepływ gazu do przestrzeni za rowkiem. Gdy luz ten wypełniony jest nagarem. Zbyt małe
ciśnienie za pierścieniem może być także spowodowane uciekaniem gazu stamtąd, jeśli pierścień
nie zapewnia dobrej szczelności na dolnej powierzchni rowka. Większość obserwacji
potwierdza, że prawie wszystkie pęknięcia spowodowane są zapadaniem się pierścieni
tłokowych.
Przedmuchy. Termin ten dotyczy sytuacji, w której pierścienie tłokowe w mniejszym lub
większym stopniu pozwalaj ą na przedostawanie się gazów spalinowych wzdłuż płaszcza tłoka.
O ile mały przedmuch trudny jest do wykrycia, o tyle dużym przedmuchom towarzyszy
charakterystyczny świst w czasie pracy silnika, a przy otwarciu kurków ściekowych z przestrzeni
podtłokowych wydostają się pary oleju a niekiedy nawet iskry. Jeśli przedmuch wynika z
zakleszczenia się pierścieni lub ich pęknięcia nie mamy możliwości usunięcia go podczas pracy.
Jeśli pierścienie są swobodne i nie uszkodzone a przyczyną przedmuchu jest zapadanie się
pierścieni to możemy ograniczyć przedmuch w czasie pracy w następujący sposób; zmniejszamy
nastawę pompy paliwowej do zera, zwiększamy smarowanie cylindra i powoli przesuwamy
dźwignię paliwową do poprzedniej pozycji.
Deformacje rowków pierścieniowych. Równomierne zużycie się ścianki górnej i dolnej rowka
pierścieniowego powodujące powiększenie się luzu między rowkiem a pierścieniem, jeśli nie
przekracza wartości dopuszczalnych nie prowadzi do awarii. Natomiast nawet mała
nieregularność w kształcie dolnej ścianki rowka pierścieniowego może powodować zapadanie
się pierścieni, przedmuchy gazów oraz pękanie pierścieni.
3.3. Ocena stanu technicznego elementów grupy tlokowo - cylindrowej (GTC)
Jest to ocena:

1. Szczelności komory spalania.
2. Stanu powierzchni tulei cylindrowej.
3. Jakości pracy i zużycia pierścieni tłokowych.
Szczelność komory spalania zależy od stanu technicznego elementów tworzących komorę
spalania oraz od czynników eksploatacyjnych.
W odniesieniu do parametrów stanu technicznego należy uwzględnić stopień zużycia
następujących elementów:
- pierścieni tłokowych (stan powierzchni, stopień zużycia, luz w zamku, pęknięcia i ubytki);
- rowków pierścieniowych (czystość rowków, stopień zużycia powierzchni górnej i dolnej);
- tulei cylindrowej (charakter zużycia w płaszczyźnie poprzecznej do kierunku ruchu tłoka, rysy
na powierzchni, ubytki i pęknięcia);
- uszczelki pomiędzy głowicą a tuleją;
- zaworów wlotowych i wylotowych wraz z gniazdami;
- innych elementów tworzących lub umieszczonych w komorze spalania takich jak: głowicy,
denka tłoka, zaworów wtryskowych.
Do czynników eksploatacyjnych zalicza się:
- sposób smarowania tulei, a zwłaszcza ilość i jakość oleju cylindrowego, co istotnie wpływa na
czystość rowków w tłoku;
- prędkość obrotową silnika, z której wynika chwilowa prędkość tłoka względem tulei, a ta z
kolei rosnąc poprawia szczelność.
Stosowane są dwie metody oceny szczelności komory spalania, są to:
1) pomiar maksymalnego ciśnienia sprężania i porównanie go z wartością wzorcową,
2) wtłoczenie do komory spalania powietrza i oszacowanie ubytku tego powietrza.
W pierwszej metodzie wykonujemy wykres słupkowy czystego sprężania i porównujemy go z
wartością uzyskaną na hamowni. Należy pamiętać, że porównanie ma sens wówczas jeśli
porównujemy te ciśnienia przy tej samej prędkości obrotowej i tym samym ciśnieniu
doładowania. Do celów praktycznych można wykorzystać linię sporządzoną podczas prób na
hamowni oraz prób morskich, rys. 3.3.
p
k
Rys.3.5. Zależność pomiędzy ciśnieniem doładowania i sprężania
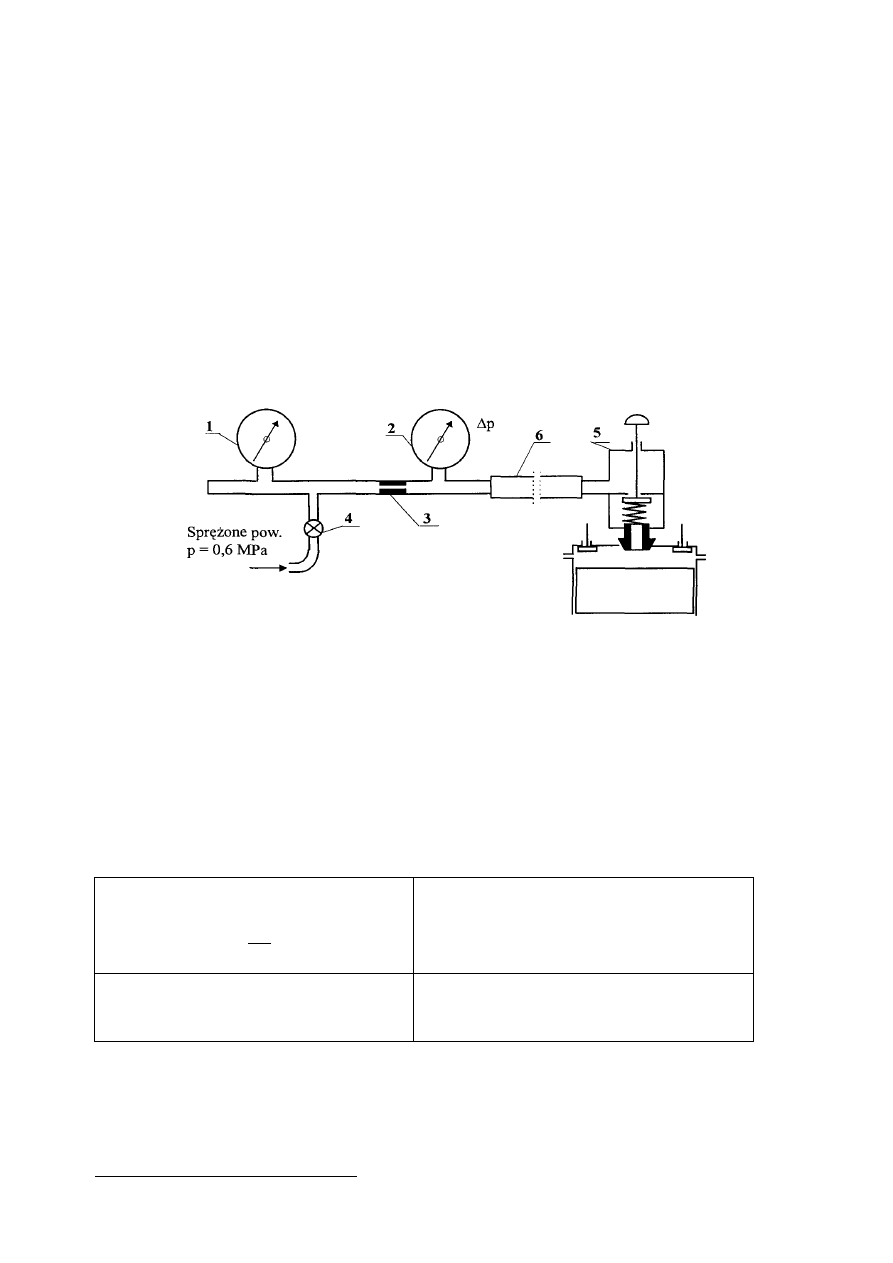
Drugą metodę realizuje się przy pomocy urządzenia, którego schemat pokazano na rys.3.4.
.p = 0,35 MPa
Rys.3.6. Schemat przyrządu do pomiaru szczelności komory spalania (wg) Kłują: l, 2 -
manometry, 3 - zwężka, 4 - zawór
redukcyjny, 5 zawór pomiarowy, 6 - wąż elastyczny
Po zamknięciu zaworów i ustawieniu tłoka w pozycji GMP do cylindra poprzez kurek
indykatorowy wtłacza się sprężone powietrze o stałym ciśnieniu. Jeśliby komora spalanie była
idealnie szczelna, to po jej napełnieniu ustaliłoby się ciśnienie i ustałby przepływ przez zwężkę
(3) a manometry l i 2 pokazałyby to samo ciśnienie. Jeśli występują ubytki, przez zwężkę (3)
nadał dopływa powietrze. Wraz ze wzrostem ubytków spada ciśnienie na zwężce, co wpływa na
powstanie różnicy wskazań manometrów l i 2. Wartości graniczne spadku ciśnienia podana w
tabeli 3. l.
Tabela 3.l.
Względny spadek ciśnienia sprężonego
powietrza
%
100
)
(
⋅
∆
p
p
Stan techniczny komory spalania i
mechanizmu rozrządu
0-5
5-25
powyżej 25
Bardzo dobry
Dobry
Wymaga ustalenia przyczyny nieszczelności
Na statkach najczęściej stosowana jest metoda pierwsza. Druga metoda stosowana jest
najczęściej do badania wielocylindrowych silników
3.3.1. Kontrola stanu technicznego tulei cylindrowej
Stan powierzchni tulei cylindrowej. Tuleje cylindrowe stanowią odlewy z żeliwa szarego lub z
ż
eliw stopowych. Jako dodatki stosuje się chrom, molibden, wanad. W celu zmniejszenia

zużycia, w górnych częściach stosuje się niekiedy wkładki z żeliwa fosforowego lub całą gładź
pokrywa się galwanicznie warstwą chromu porowatego o grubości 0,05 - 0,25 [mm]. W
niektórych silnikach szybkoobrotowych stosuje się tuleje wykonane ze stali stopowych
chromowo - molibdenowych lub stopowej stali konstrukcyjnej do azotowania. Grubość warstwy
azotowanej wynosi 0,3 - 0,55[mm], hartowanej do 2,00[mm]. Uszkodzenie i zużycie tulei
cylindrowych polegają najczęściej na:
- utracie wymaganego kształtu geometrycznego i wymiarów średnicy wewnętrznej,
- pęknięciu kołnierza lub ścianki,
- utracie wymaganej jakości powierzchni tulei wskutek korozji lub erozji kawitacyjnej.
Graniczny przyrost średnicy tulei (luzów między tuleją a tłokiem) podane są w DTR. Ogólnie
można powiedzieć, że przyrost ten zależy od średnicy, prędkości obrotowej oraz od konstrukcji
silnika (wodzikowy, bezwodzikowy). Np. dla wolnoobrotowego silnika wodzikowego o średnicy
cylindra 550[mm] wynosi około 5,00 [mm], dla średnicy 900[mm] - 7,00[mm].[Piaseczny s.177].
Przeciętne zużycie tulei cylindrowej dla wolnoobrotowego silnika wodzikowego wynosi około
0,05 [mm] na 1000 godzin pracy.
Tuleje cylindrowe należą do najbardziej kosztownych elementów silnika i dlatego ich
ż
ywotność ma zasadniczy wpływ na koszty eksploatacji. Prowadzone badania wykazały, że
często tuleje cylindrowe mają znacznie krótszą żywotność niż przewiduje to norma podawana
przez producenta oraz, że występuje duża rozbieżność stopnia zużycia tulei cylindrowej między
silnikami tego samego typu, eksploatowanymi w podobnych warunkach. Stwierdzono także
istnienie rozbieżności stopnia zużycia tulei cylindrowych między poszczególnymi cylindrami
danego silnika, mimo, że wykonane zostały z tej samej próby żeliwa. Ogólnie stwierdzono, że na
wielkość zużycia tulei cylindrowej maj ą wpływ, między innymi:
- rodzaj oleju cylindrowego i jego dawkowanie,
- stan aparatury paliwowej,
- rodzaj spalanego paliwa,
- obciążenie silnika (mechaniczne i cieplne),
- temperatura wody chłodzącej.
Pomimo tego, że zbadany został wpływ poszczególnych czynników na wielkość zużycia nie
udało się do końca wyjaśnić przyczyn występowania dużego zróżnicowania zużycia. Wynika
stąd potrzeba prowadzenia stałego nadzoru podczas eksploatacji. Stały nadzór pozwoli na
wczesne wykrycie różnych zjawisk mających istotny wpływ na zużycie i stan tulei cylindrowej.
Jednym z ważniejszych zjawisk mających istotny wpływ na proces zużywania się tulei
cylindrowej jest zacieranie się tulei cylindrowej. Zależy nam na tym aby wykryć to zjawisko
najwcześniej.
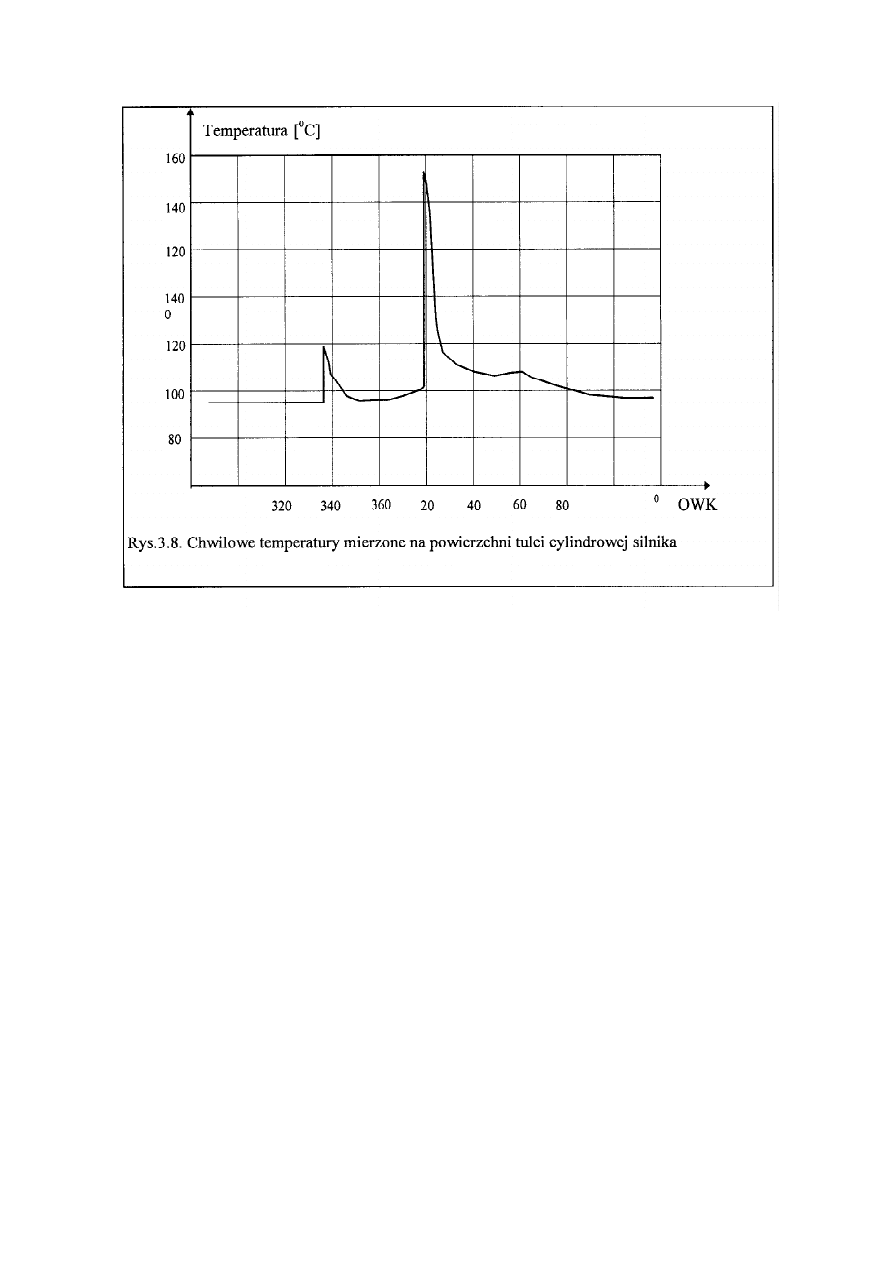
Wykrywanie wstępnej fazy zacierania się tulei cylindrowej - pomiar temperatury powierzchni.
W celu wykrycia wstępnej fazy zacierania się tulei cylindrowej oraz do pomiaru temperatury
metalu tulei cylindrowej stosuje się podwójną termoparę (urządzenie Cyldet). Wstępną fazę
zacierania kontroluje termopara powierzchniowa, zaś temperaturę metalu tulei cylindrowej
kontroluje termopara podpowierzchniowa, rys.3.7. Czujnik termopary powierzchniowej
(chromel, alumel) składa się z rdzenia wykonanego z chromelu oraz otaczającej go tulejki
wykonanej z alumelu. Te dwa metale oddzielone są od siebie cienką warstwa 2 [urn] dielektryka.
Przechodzący pierścień „zgrzewa" te dwa metale tworząc gorący punkt termopary mierzący tzw.
„błysk temperatury" o wartości rzędu 100 [°C] i czasie 200[us]. Przy pogorszeniu się warunków
tarcia rosną także temperatury „błysków". W normalnych warunkach termopara wykrywa nawet
przyrosty 2-5 [°C] związane z przejściem pierścienia tłokowego oraz 20 [°C] związane z
przejściem korony tłoka, rys.3.8. W urządzeniu diagnostycznym chwilowe temperatury są

wydzielane od pewnego ustalonego poziomu temperatury a następnie wzmacniane. Ilość
impulsów temperatur chwilowych przekraczających przyjęty poziom odniesienia jest kryterium
determinującym wytworzenie sygnału mówiącego o początkach zacierania. Impulsy początków
zacierania są transmitowane do minikomputera gdzie są rejestrowane i porównywane z ilością
obrotów silnika. Jeśli ilość impulsów uzyskanych w ciągu cyklu pomiarowego wzrośnie ponad
ilość wstępnie zadaną spowoduje to włączenie alarmu.
Temperatura
tulei
cylindrowej
(temperatura
metalu)
mierzona
jest
termopara
podpowierzchniowa umieszczoną w tych samych punktach co termopara powierzchniowa.
Temperatura metalu tulei cylindrowej może być dość wysoka nawet w czasie normalnych
warunków pracy jako wynik przejścia zamka pierścienia lub kołysania statku. Dlatego nie
wskazane jest wykorzystywanie tych czujników do pomiaru zacierania. Inną interesującą
wartością jest procent czasu, w którym temperatura tulei przekracza temperaturę odniesienia.
Wartość ta jest obliczana za pomocą zegara i liczników elektromechanicznych. Sygnały z
czujników przekazywane są do jednostki centralnej. W jednostce centralnej określany jest czas
podczas którego temperatura była wyższa od temp. odniesienia i udział procentowy wg
zależności:
100
3
2
1
⋅
+
+
τ
τ
τ
τ
t
(3.1)
po przekroczeniu ustalonej wartości zostanie wygenerowany alarm.
Kontrola zużycia tulei cylindrowej. Normalne zużycie tulei cylindrowej jest mierzone podczas
remontu. W normalnych warunkach zużycie tulei jest bardzo niewielkie i zachodzi w długim
okresie czasu. Nienormalnie szybkie zużycie tulei cylindrowej jest wynikiem złego spalania,
zapieczenia pierścieni tłokowych w związku z wstępną fazą zacierania, dlatego tak bardzo zależy
nam na wczesnym wykryciu tech zjawisk które powodują szybkie zużycie tulei. Bezpośredni
ciągły pomiar zużycie tulei cylindrowej pozwoliłby na wczesne wykrycie przyczyn nienormalnie
szybkiego zużycia tulei. Zużycie tulei cylindrowej mierzone jest specjalnym czujnikiem
pokazanym na rys. Czujnik jest rezystorem wbudowanym w ścianę tulei cylindrowej zużywa się
wraz z tuleją cylindrową. Czujnik stanowi element układu elektrycznego. Zmiana oporu
powoduje zmianę napięcia, które odpowiednio przekształcone jest miernikiem zużycia tulei.
Czujnik może mierzyć zużycie w zakresie od O - 3,0 [mm] na promieniu z dokładnością (+/- 0,2
%). Normalnie wystarczy raz w tygodniu odczytać ze wskaźnika cyfrowego i zapisać w
dzienniku aby wykryć pojawienie się nienormalnego zużycia.
3.3.2. Kontrola stanu pierścieni tłokowych
Kontroli stanu pierścieni tłokowych można dokonać poprzez badanie ich szczelności. Badanie
szczelność pierścieni tłokowych można dokonać jedną z następujących metod:
a) Pomiar ciśnienie między poszczególnymi pierścieniami.
b) Pomiar stopnia przylegania pierścienia do gładzi.
c) Analizę składu gazów w przestrzeni podtłokowej.
d) Pomiar rezystancj i przej ścia pomiędzy tulej ą cylindrową i pierścieniami.
Metoda (a) opracowana przez firmę MAŃ nie znalazła zastosowania z uwagi na trudności
pomiarowe.
Metoda (b) polega na pomiarze luzu między tuleją i pierścieniami. Luz ten zwiększa się w
miarę zużycia tulei i pierścienia oraz w miarę utraty przez pierścień sprężystości. Pomiaru
dokonuje się czujnikami indukcyjnymi/zbliżeniowymi. Metoda ta nadaje się zarówno do oceny
aktualnego stopnia szczelności jak i do prognozowania stanu zużycia.
Metoda (c) - przedmuchy spalin przez nieszczelne pierścienie powodują wzrost ciśnienia
gazów w przestrzeni podtłokowej oraz zmiany składu chemicznego gazów. Zjawiska te można
wykorzystać do oceny stanu technicznego pierścieni oraz do oceny przebiegu procesu spalania.
Metoda (d) - sprowadza się do pomiaru rezystancji styku dwóch powierzchni metalowych
oddzielonych od siebie warstwą oleju. Rezystancja zależy od ilości punktów styku dwóch
powierzchni metalowych, grubości filmu olejowego oraz własności oleju. Im mniejsza jest ilość
punktów styku i grubsza warstwa oleju tym większa jest rezystancja. Gdy film olejowy zostaje
przerwany, rezystancja gwałtownie spada.
Spośród wszystkich wymienionych metod najszerzej stosowana jest metoda (b). Istnieje kilka
rozwiązań stosujących tą metodę.
1. System NP - kontroli pierścieni tłokowych firmy Autronika
System NP składa się z czujników pierścieni tłokowych typu DH, przetwornika sygnałów
GHA, selektora NP-2 i oscyloskopu N0-1. W każdej tulei cylindrowej zainstalowane są dwa
czujniki tuż nad oknami przepłukującymi. Czujniki są typu indukcyjnego. Za każdym razem
kiedy pierścień przesuwa się obok czujników powoduje zmianę ich pola magnetycznego, tym
samym wytwarza impuls elektryczny, którego wielkość zależy od odległości pierścienia od
czujnika. Kształt i amplituda impulsu odzwierciedla stan pierścieni tłokowych. Selektor
umożliwia wybór cylindra, czujnika (prawa-lewa strona) oraz kierunek ruchu tłoka (w dół/w
górę).
Przy interpretacji impulsów należy pamiętać, że:
- powtarzający się zmniejszony impuls na obu czujnikach może oznaczać utratę sprężystości
przez pierścień lub zapieczenie pierścienia;
- powtarzający się impuls o ujemnej wartości oznacza możliwość pęknięcia pierścienia i jego
wypadnięcie z rowka;
- impuls o podwyższonej amplitudzie połączony ze wzrostem temperatury tulei może
oznaczać zacieranie się pierścienia;
- pierwszy pierścień od góry daje zwykle impuls o nieco większej amplitudzie, a to ze
względu na wysokie ciśnienie spalin dociskające pierścień do gładzi.
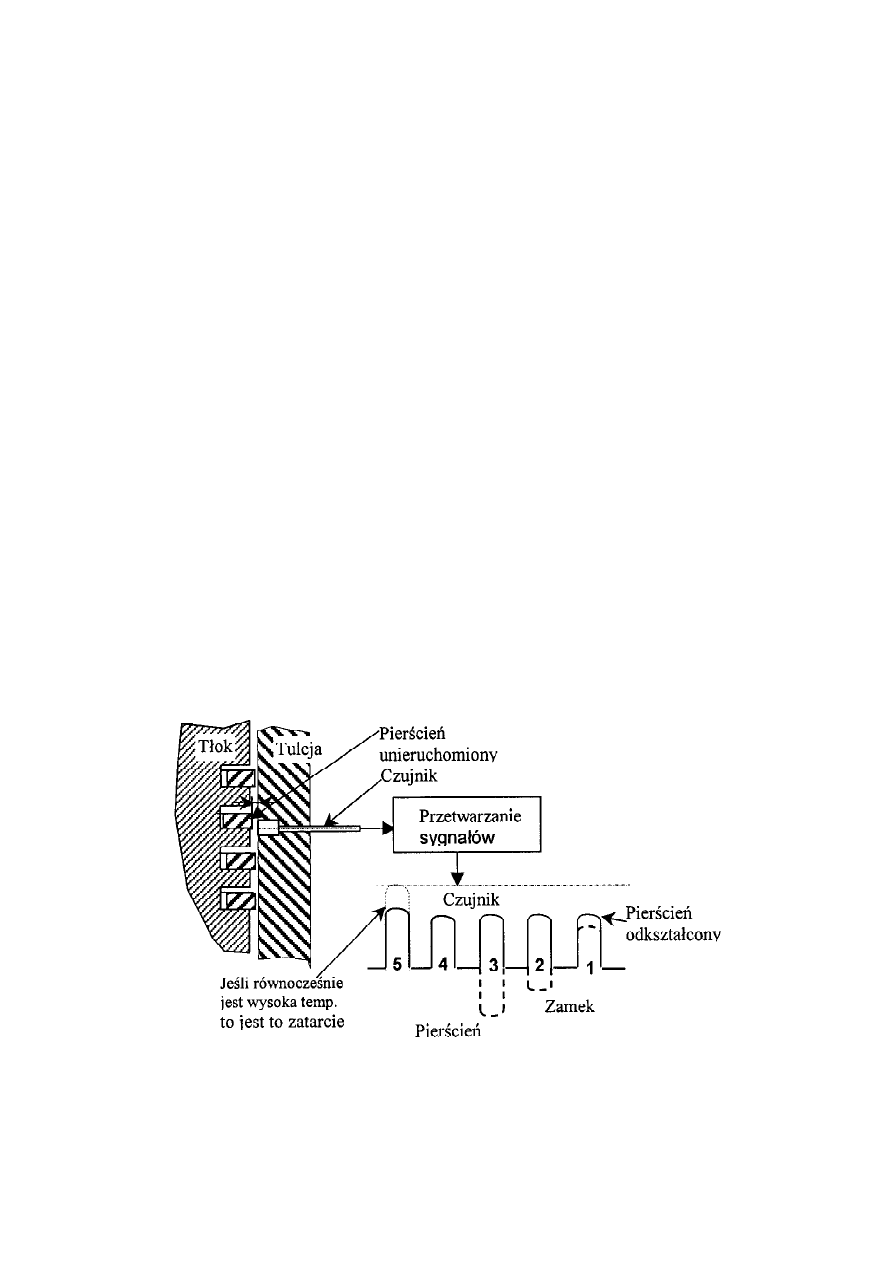
2. System kontroli stanu pierścieni tłokowych CYLDET-CM firmy ASEA
Podobnie jak w systemie NP. system posiada po dwa czujniki na każdy cylinder zamontowane
w okolicy okien przepłukujących. Są to także czujnik indukcyjne. Impulsy wysyłane przez
czujniki oraz ich interpretację pokazano na rys. 3.10.
Rys.3.10. Kontrola stanu pierścieni CYLDET-CM firmy ASEA
3. Zintegrowany system kontroli pierścieni tłokowych SIPWA firmy SULZER
Jest to również system kontroli pierścieni tłokowych wykorzystujący czujnik magnetyczny.
Na każdy cylinder przypadaj ą następujące elementy:
- jeden specjalny pierścień tłokowy montowany w górnym rowku;
- jedno urządzenie czujnikowe zainstalowane w otworze kontrolnym dla okien
przepłukujących.
Ponadto na każdy silnik przypadają:
- urządzenie SIPWA,
- drukarka cyfrowa,
- pisak x - y dla dwóch cylindrów.
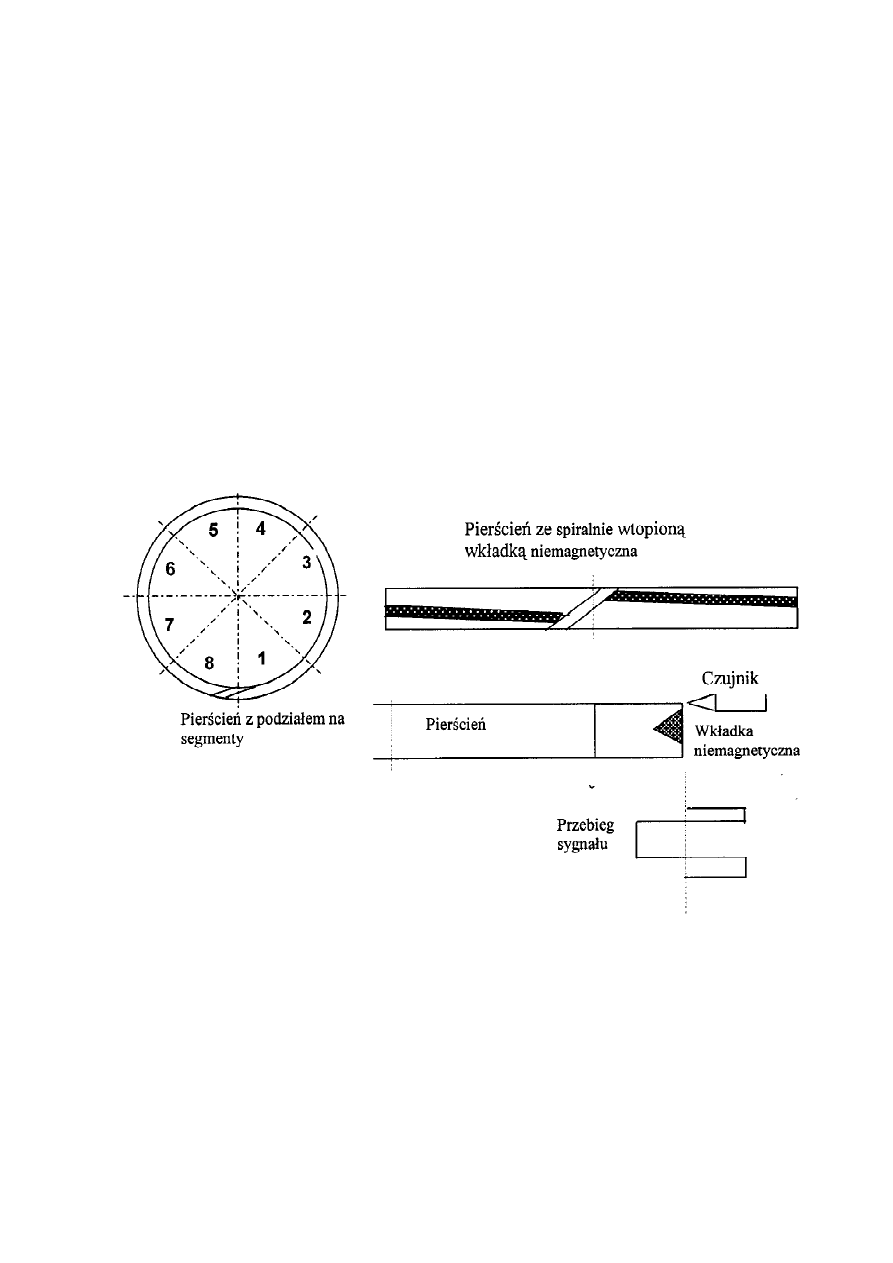
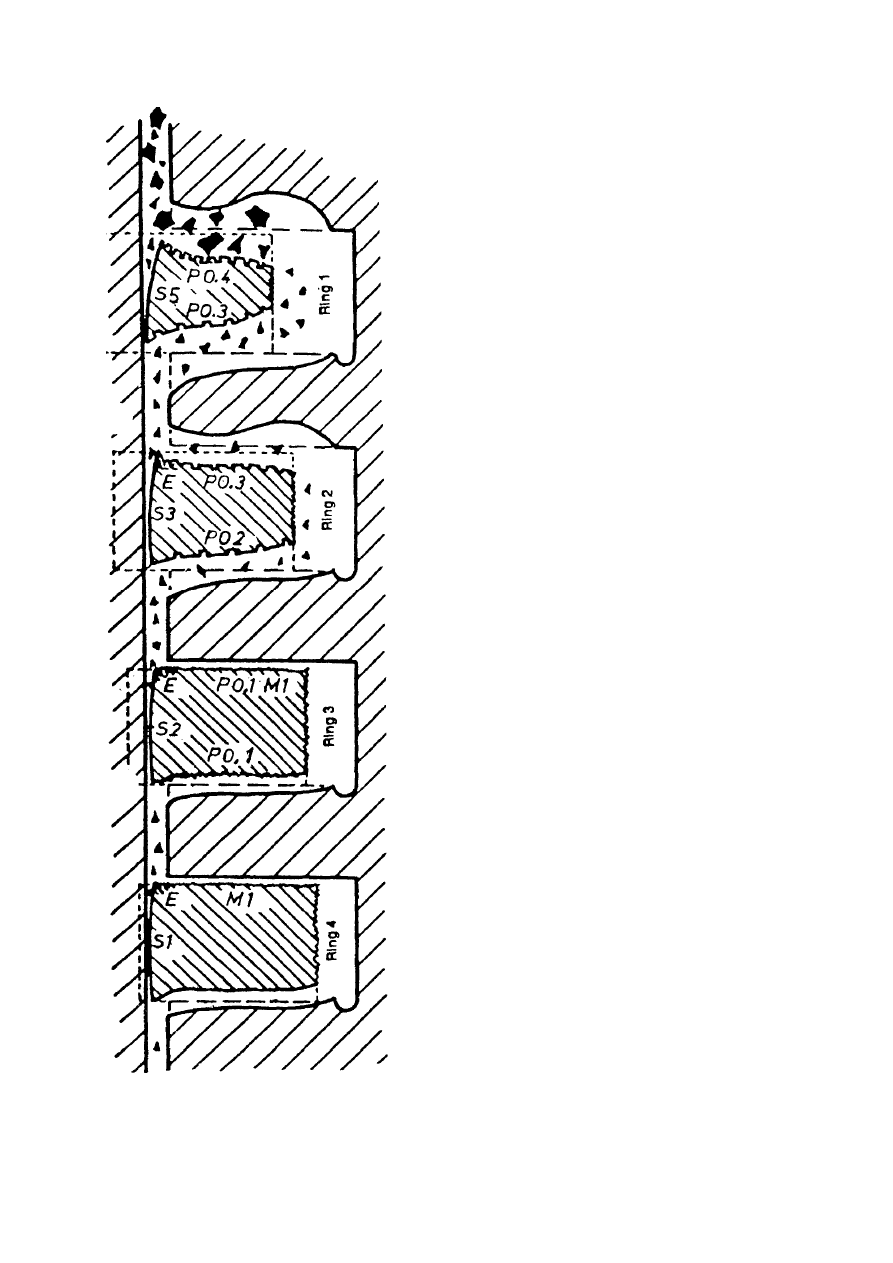
W systemie SIPWA wykorzystuje się unikalną konstrukcję pierścienia chromowanego
umieszczanego w miejsce normalnego pierścienia nr l. Konstrukcję pierścienia oraz zasadę pracy
urządzenia SIPWA pokazano na rys.3.11.
Rys. 3.11. Zintegrowany system kontroli stanu pierścieni tłokowych SIPWA
Dzięki podziałowi pierścienia na 8 segmentów oraz spiralnemu wtopieniu wkładki
niemagnetycznej, każdemu segmentowi odpowiada inne ułożenia wkładki względem
wysokości pierścienia. To oznacza, że czujnik jest w stanie rozróżnić, który z segmentów
znajduje się naprzeciwko czujnika. W ten sposób dysponując odpowiednim programem
komputerowym można śledzić ruchy wykonywane przez pierścień.
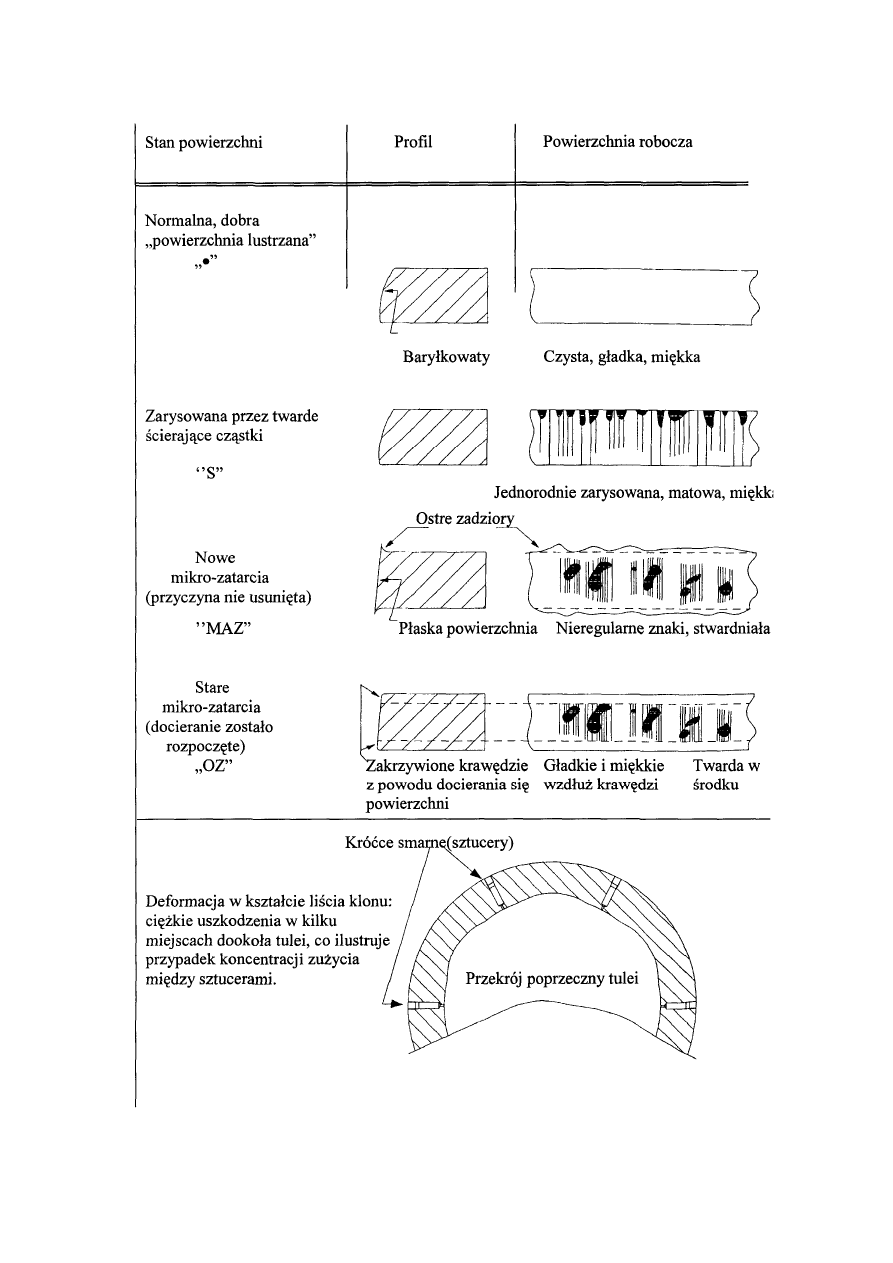
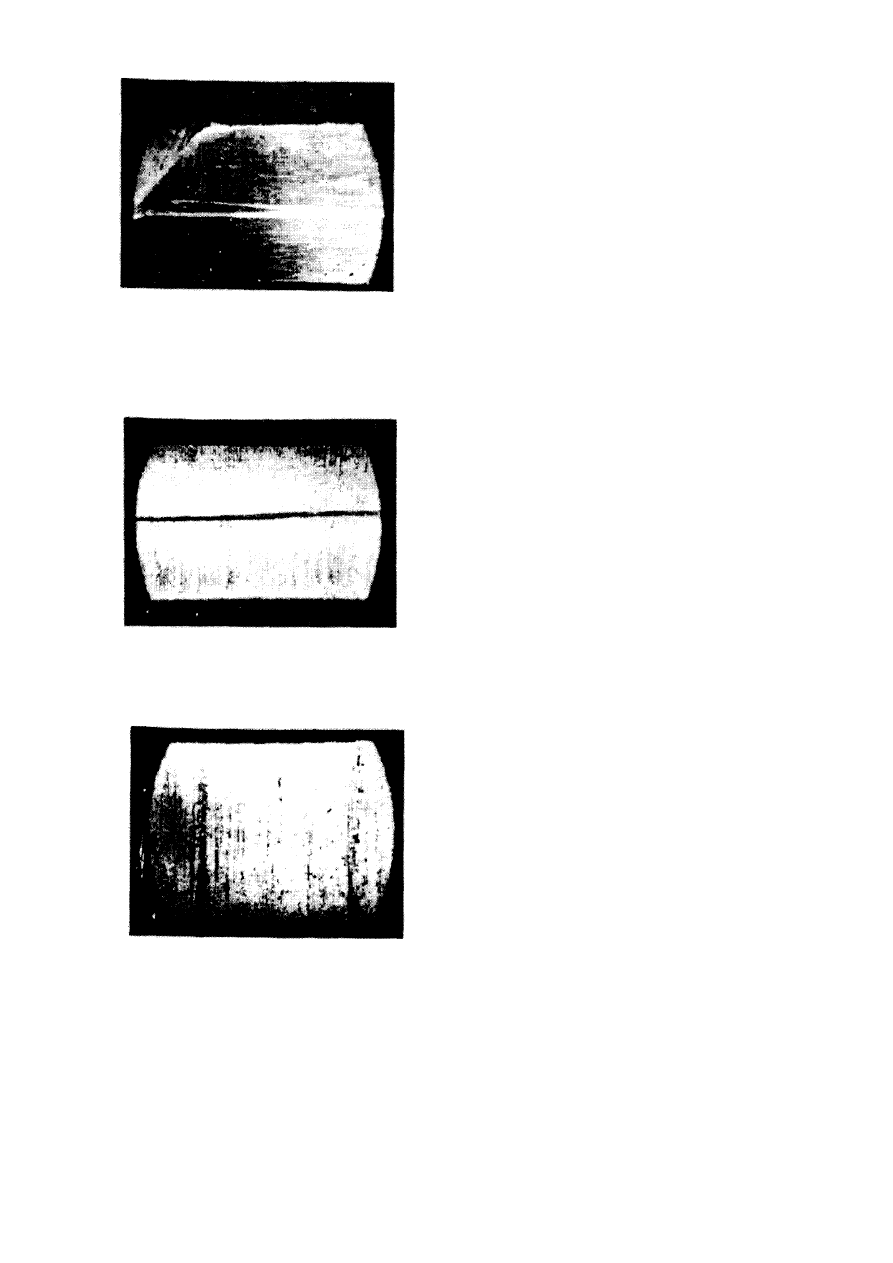
Powierzchnia pierścienia jest pokryta
drobnymi rysami pionowymi, które świadczą
o przedostaniu się twardych cząstek
np.
ziaren piasku. Próba pilnika pozwala
stwierdzić,
ż
e
powierzchnia
nie
jest
utwardzona.
Powierzchnia pierścienia bardzo nieregularna.
Widoczne są rysy o różnej szerokości i
kolorze. Niektóre są koloru niebiesko -
szarego (świeże
mikrozatarcia)
inne pokryte
brązowym
nalotem
(stare
mikrozatarcia
pokryte zwęglonym olejem). Powierzchnia
pokryta jest warstwą szkliwa o twardości 4-5
razy wyższej od początkowej twardości.
Rys.Y.
Wygląd powierzchni pierścieni tłokowych
Wypolerowana, lustrzana, czysta i
pozbawiona rys pionowych powierzchnia
ś
wiadczy
o
normalnie
pracującym
pierścieniu.
Próba
pilnika
(próba
wykonana nowym pilnikiem o bardzo
drobnym nacięciu) pozwoli stwierdzić, że
powierzchnia nie jest utwardzona.
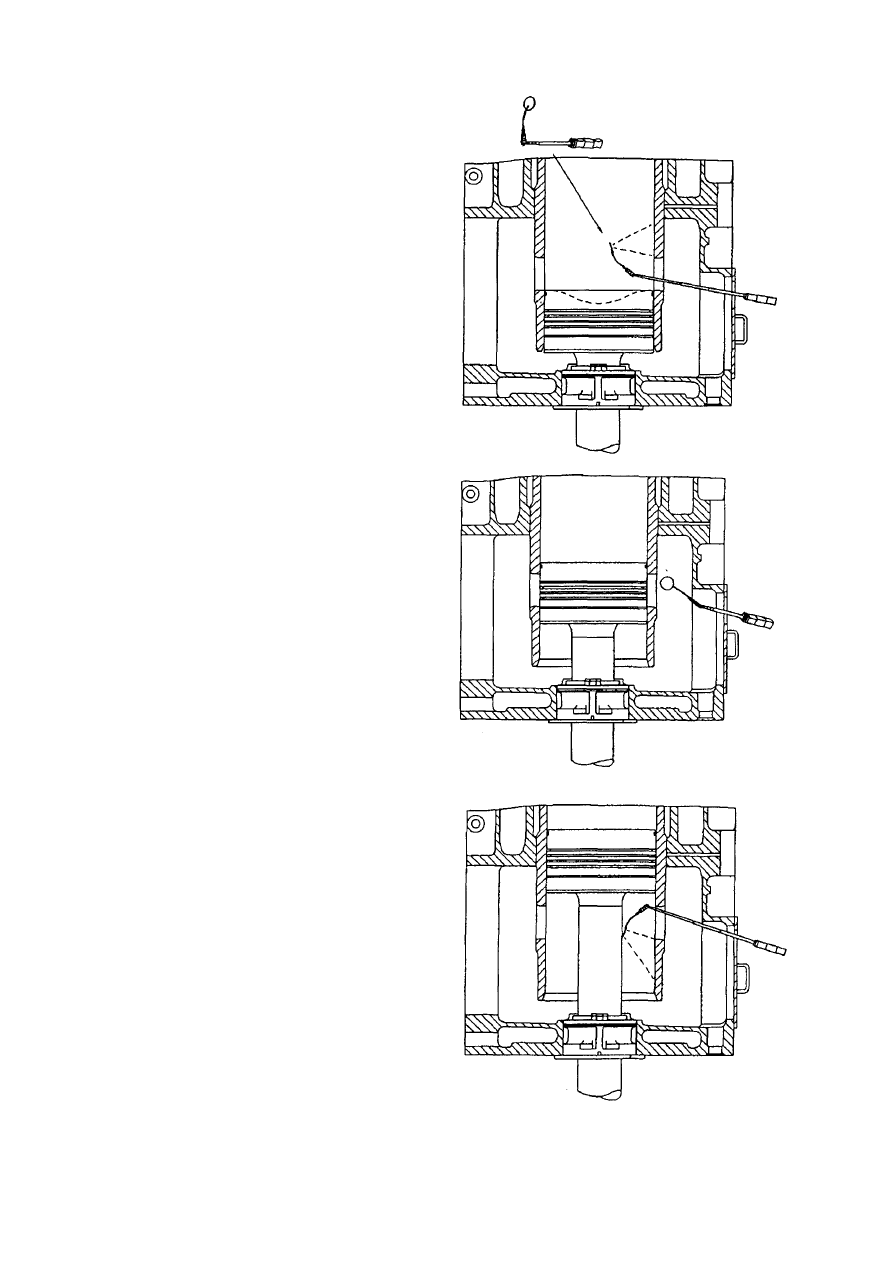
l) Zdemontować małe pokrywy przelotni
powietrza przepłukującego i wyczyścić
odpowiednie powierzchnie.
2) Gdy tłok będzie poniżej okien
dolotowych, sprawdzić powierzchnię
tulei
cylindrowej i denka tłoka.
3) Pochylne lusterko zamontować na
teleskopie umożliwiającym jego użycie
jak na rysunku.
4) W celu inspekcji większych
powierzchni tulei i tłoka stosownym jest
otwarcie
zasobnika
powietrza
i
dokonanie
obserwacji
od
„strony
wydechu". Powinno to być
wykonywane przy każdorazowym
czyszczeniu zasobnika i przelotni.
5) Podczas przesuwania się tłoka w oknach
dolotowych,
zbadać
denko
tłoka,
pierścienie i cześć prowadzącą tłoka
W celu prawidłowej obserwacji
ruchome powierzchnie pierścieni
wyczyścić szmatami.
6) W czasie przesuwania się tłoka w górę
w oknach dolotowych, sprawdzić trzon
tłokowy.

4. Diagnostyka procesu wtrysku i spalania
Podstawowym procesem realizowanym w silniku spalinowym jest proces zamiany energii
chemicznej paliwa na energię cieplną w procesie spalania, a następnie energii cieplnej na
energię mechaniczną podczas rozprężania produktów spalania w cylindrze. Dlatego o
sprawności silnika decydować będzie sprawność tych dwóch wyżej wymienionych procesów.
O sprawności procesu spalania decyduje z jednej strony jakość i ilość substratów niezbędnych
do realizacji procesu spalania (paliwo, powietrze), z drugiej strony sposób zorganizowania i
realizacji procesu chemiczno - fizycznego. Z kolei sposób zorganizowanie i realizacji procesu
zależny jest od stanu technicznego elementów tworzących komorę spalania.
4.1. Określenie ilości substratów
Chcąc dokonać oceny sprawności ogólnej silnika należy przede wszystkim dokonać oceny
zużycia paliwa. W siłowniach okrętowych oceny zużycia paliwa dokonuje się poprzez użycie
zbiornika pomiarowego lub przepływomierzy. Używając zbiornika pomiarowego mierzy się
czas zużycia określonej ilości paliwa. Obecnie metoda jest rzadko stosowana z uwagi na brak
zbiorników pomiarowych. Dokładność tej metody zależy od poprawności wykonania
zbiornika pomiarowego.
Metoda pomiaru przy użyciu przepływomierzy zależy od instalacji paliwowej. Można użyć
jednego przepływomierza lub dwóch przepływomierzy.
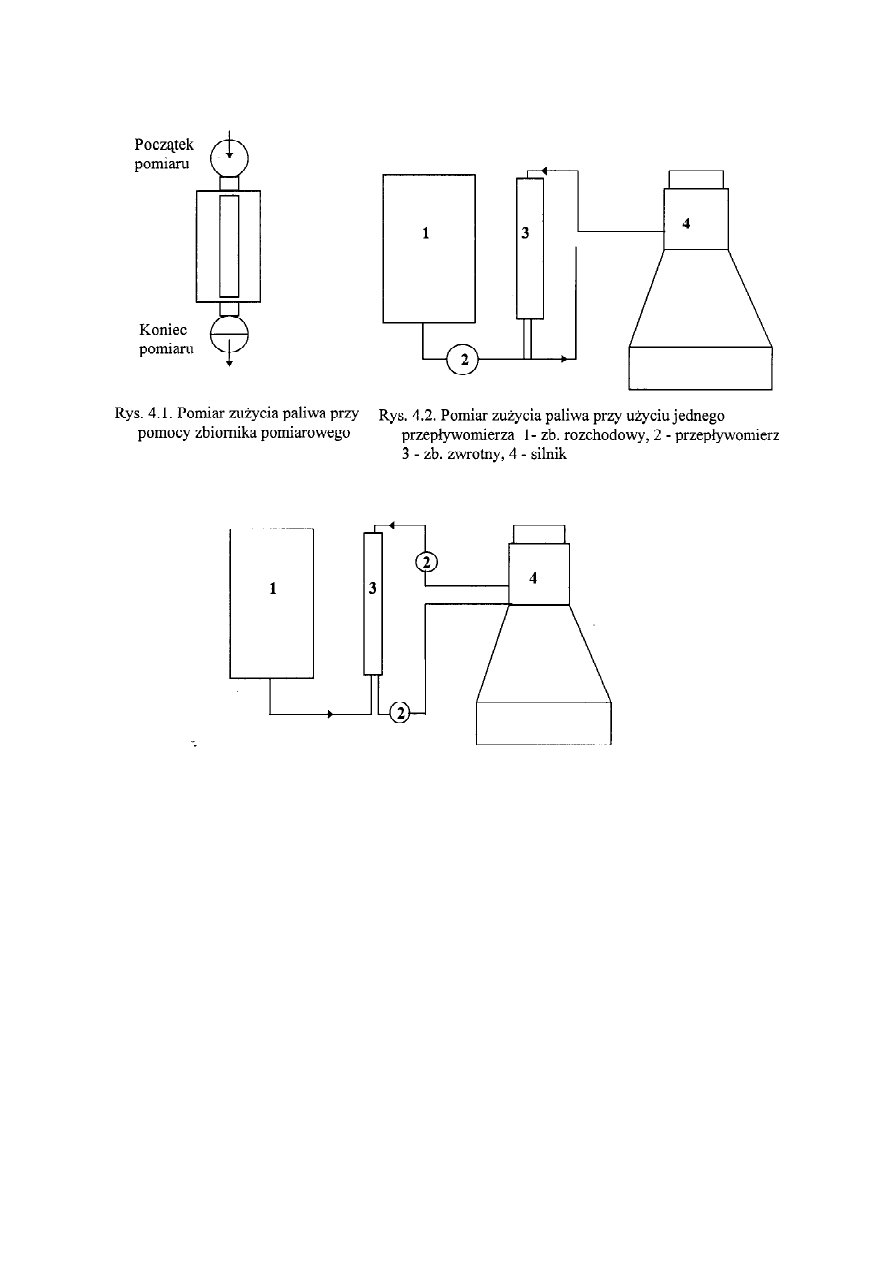
Używając
przepływomierzy należy pamiętać, że większość przepływomierzy jest
wrażliy
zmiany ciśnienia i lepkości przepływającego paliwa, dlatego należy dążyć
do wykonywania
pomiarów w zbliżonych
warunkach.
Ocena przebiegu procesu wtrysku
Proces wtrysku wpływa bezpośrednio na proces spalania i dlatego należy go
analizować
za
wsze wraz z procesem spalania.
(Wykorzystać
rys. z opracowania
B&W
lub z książki
L.Piasecznego
str.
14 - 17)
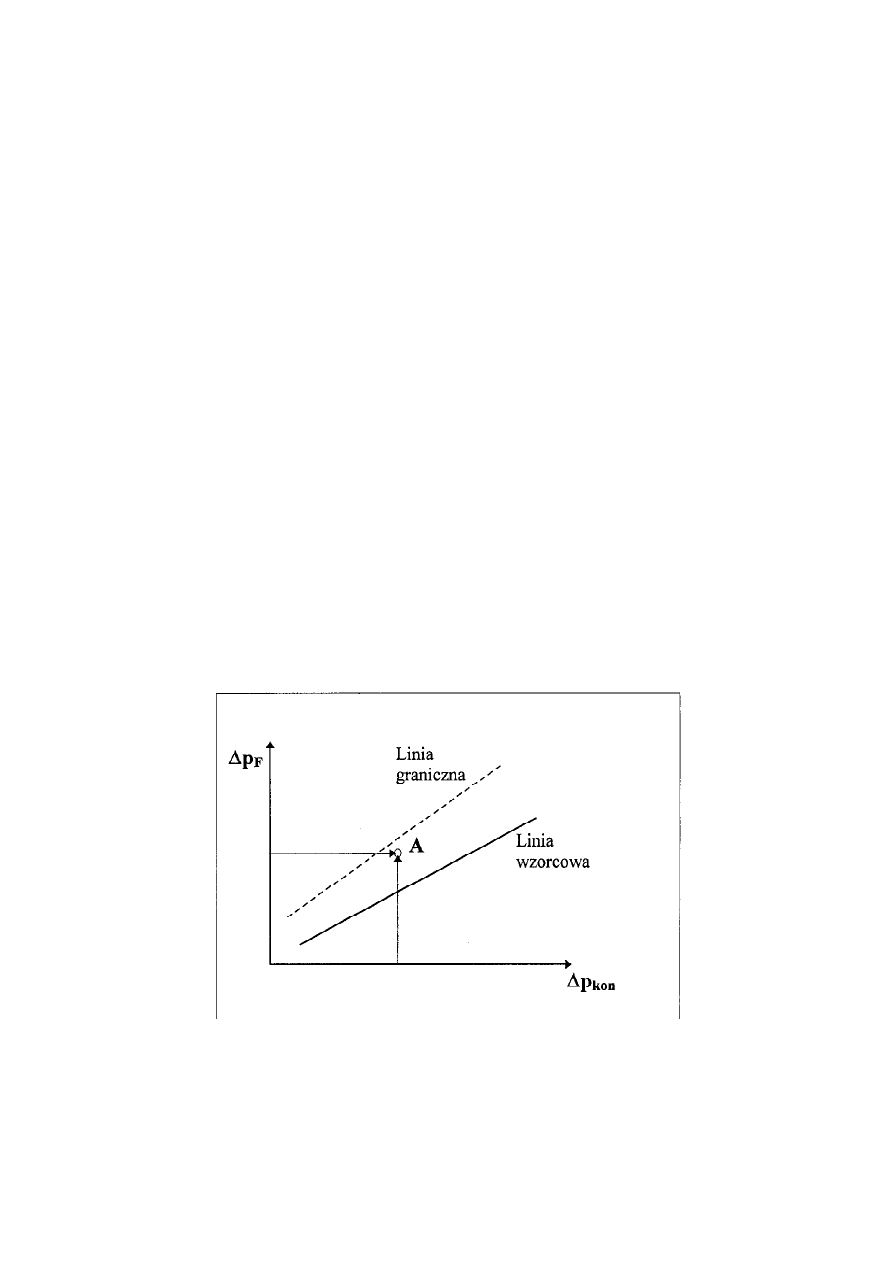
5. Ocena pracy układu wymiany ładunku
Możliwości oceny stanu technicznego elementów układu wymiany czynnika roboczego
zależą ściśle od liczby i dokładności zainstalowanych przyrządów pomiarowych. Na rys. 5.1.
pokazano typowe rozmieszczenie przyrządów pomiarowych w układzie wymiany czynnika
roboczego. Na typowe oprzyrządowanie układy wymiany czynnika roboczego składają się
manometry i termometry natomiast nie ma możliwości bezpośredniego pomiaru natężenia
przepływu powietrza i spalin, co w konsekwencji bardzo utrudnia i zawęża zakres badania
diagnostycznego. Dlatego poszukuje się pośrednich metod pomiaru natężenia przepływu.
Najczęściej spotykaną metodą określenia natężenia przepływu powietrza jest pomiar spadku
ciśnienia w kanale dolotowym sprężarki (konfuzorze). Spadek ciśnienia w konfuzorze zależy
od natężenia przepływu.
Przy rozpatrywaniu układu wymiany czynnika roboczego najwygodniej jest podzielić
układ na poszczególne podzespoły, to jest:
- filtr powietrza,
- sprężarka powietrza,
- chłodnica powietrza,
- turbina spalinowa.
5.1. Filtr powietrza
Jeżeli znane jest natężenia przepływu powietrza przez filtr, to aktualny spadek ciśnienia na
filtrze porównuje się z wartością wzorcową, którą sporządza się w czasie prób na hamowni.
Producent silnika określa także graniczny i dopuszczalny spadek ciśnienia na filtrze. Jeżeli
zmierzony spadek ciśnienia leży powyżej linii granicznej filtr należy bezwzględnie oczyścić.
Rys. 5.2. Wykres do oceny stanu technicznego filtra powietrza

1.
Podaj def parametrów wej wyj i struktury
2.
Diagn. Ukł. Wymiany ład.
3.
Sposoby okr. Aktualnego stanu pierścieni tłok.
4.
Diagnostyka metodą syntezy.
5.
Klasyfikacja sys. Technologicznych obiektów.
1.
Rodzaje parametrów struktury siln. Spal.
2.
Podaj sposoby okr. Aktualnego obc. Siln. Spal.
3.
Diagnostyka metodą analizy
4.
Okr. Parametrów pracy silnika
5.
Diagnostyka procesów wtrysku i spalania
Wyszukiwarka
Podobne podstrony:
Wykład 9 diagnozowanie systemów
Diagnoza i ekspertyza psychologiczna Stemplewska Żakowicz wykład 3 Diagnoza zaburzeń poznaw
Wyklad 8, III rok, Diagnostyka laboratoryjna, Wykłady diagnostyka
ZMiSW Pytania, Robotyka, Zautomatyzowane maszyny i systemy wytwarzania
Diagnozowanie urządzeń i systemów mechatronicznych u
SiS strona tytulowa spr, Prz inf 2013, I Semestr Informatyka, Fizyka, Wykłady-Fizyka, Sygnały i Syst
Diagnostyka i aktualizacja systemu windows
2)WYKŁAD 5 ROZWÓJ ŚWIATOWYCH SYSTEMÓW ZARZĄDZANIA PROEKOLOGICZNEGO
Ubezpieczenia gospodarcze wyklady(1), FINANSE I RACHUNKOWOŚĆ, System Ubezpieczeń
Ekologiczne Systemy Chowu i Żywienia Zwierząt - Wykład 03, WYKŁAD III- EKOLOGICZNE SYSTEMY CHOWU I Z
Wykłady diagnostyka psychopedagogiczna A ?rczykowska
Gronostajski,podstawy i techniki wytwarzania II,Metody diagnostyki maszyn
EGO, Robotyka, Zautomatyzowane maszyny i systemy wytwarzania
Wyklady wspólczesne, Współczesne systemy resocjalizacji
Ekologiczne Systemy Chowu i Żywienia Zwierząt - Wykład 08, WYKŁAD VIII- EKOLOGICZNE SYSTEMY CHOWU I
Wykład III Logika systemów cyfrowych synteza układów kombinacyjnych
Wykład I Eksploatacja MAszyn i Urządzeń
Wyklad nr 12 Systemy obrony zespolowej
więcej podobnych podstron