Chemical Engineering and Processing 48 (2009) 1302–1309
Contents lists available at
Chemical Engineering and Processing:
Process Intensification
j o u r n a l h o m e p a g e :
w w w . e l s e v i e r . c o m / l o c a t e / c e p
Effectiveness of hybrid drying
S.J. Kowalski, K. Rajewska
Department of Process Engineering, Institute of Technology and Chemical Engineering, Pozna´
n University of Technology, pl. Marii Skłodowskiej Curie 2, 60-965 Pozna´
n, Poland
a r t i c l e i n f o
Article history:
Received 16 February 2009
Received in revised form 22 May 2009
Accepted 27 May 2009
Available online 6 June 2009
Keywords:
Combined convective-microwave-infrared
drying
Drying time
Quality of dried products
a b s t r a c t
The aim of this paper is to examine the effectiveness of convective drying enhanced with microwave
and infrared radiation. Four drying methods: convective, convective-microwave, convective-infrared and
convective-microwave-infrared, were analyzed with respect to the length of the drying time by securing
a good quality of dried products. To this aim the drying curves, the temperature of drying bodies, and the
drying rates were determined experimentally and the appraisal of the dried product quality was made
optically. The experiments were carried out on the kaolin samples in the form of cylinders. It was stated
that a proper combination of these three drying methods may result in a very high drying rate and at the
same time in a very good quality of the dried product.
© 2009 Published by Elsevier B.V.
1. Introduction
The main aim of this paper is to present the experimental stud-
ies showing that combined drying processes consisted of different
drying methods may benefit by very positive results as it concerns
both shortening of the drying time and a good quality of the dried
product.
The idea of combined drying is examined earlier by some
authors
. Garcia and Bueno
considered the efficiency of
combined convective-microwave drying of agar gel and Gelidium
seaweeds under different operating conditions. Glouannec et al.
and Salagnac at al.
presented the kinetics of drying allow-
ing a combination of convection as well as infrared and microwave
radiation. Zhang et al.
presented a comprehensive review of
recent progress in microwave-related combined drying research
and recommendation for future research to bridge the gap between
laboratory research and industrial application. Itaya et al.
lyzed the behavior of drying-induced stresses in a ceramic molded
slab by convective drying enhanced with microwave heating.
There are also a number of papers concerning both modeling and
experimental methodology of combined convective-microwave or
radiant-convective drying, as e.g.
. Among these there are
papers, which take into account mechanical effects like deforma-
tions and drying-induced stresses, as e.g.
, and those
which do not consider these effects, as e.g.
∗ Corresponding author. Tel.: +48 61 665 3690; fax: +48 61 665 3649.
E-mail addresses:
stefan.j.kowalski@put.poznan.pl
(S.J. Kowalski),
(K. Rajewska).
Combined drying methods like convective-microwave
microwave-vacuum
and other methods
are pro-
posed by many authors to rise the effectiveness of drying, i.e. to
minimize the drying time and the consumption of energy as well
as to improve the quality of dried products.
The presented here studies dealt with an intensification of con-
vective drying by application of microwave and infrared radiation.
An attempt was made to find out a hybrid drying method ensuring
minimal drying time at simultaneously preserving good quality of
dried products. It was concluded that a combination of these three
methods gives very positive results, however, a suitable application
of the individual drying methods and a reasonable portioning of the
energy sources is necessary. Otherwise the fracture of the material
may occur.
The drying kinetics, i.e. the drying curves, the drying rates,
and the dried body temperature evolutions, as well as the qual-
ity of the dried products were analyzed for the four different
schedules of drying, namely, convective, convective enhanced
with microwaves, convective enhanced with infrared radiation,
and convective enhanced with microwave and infrared radiation.
The tests were carried out on the cylindrical sample made of
kaolin.
2. Experimental methods and materials
Convective, microwave, and infrared drying differ from each
other in the way of energy supply. In the convective drying the
energy is supplied through the body surface from the ambient hot
air. In microwave drying heat is supplied volumetrically due to high
frequency polarization of the dipole molecules, mainly of water
molecules. In infrared drying the energy is supplied to the body due
0255-2701/$ – see front matter © 2009 Published by Elsevier B.V.
doi:
S.J. Kowalski, K. Rajewska / Chemical Engineering and Processing 48 (2009) 1302–1309
1303
Table 1
Drying parameters for the individual programs.
H
± 0.5 [%]
m
db
± 0.01 [g]
FDP
± 5 [min]
Max. drying rate
± 0.1 [g/min]
A
± 0.01 [cm
2
]
1
18
224.21
140
0.4
141.37
2
18.5
227.73
95
1.1
3
17
230.21
75
0.8
4
18
227.91
40
2.2
to surface radiations and can be absorbed, reflected or permeated
through the body.
As far as the enhancement of convective drying with microwave
energy is concerned, we have tested the following schedules:
1. Application of microwave energy at the beginning of drying. In
such a case the interior of the material was heated intensively
which caused expulsion of moisture towards the surface, where
it evaporated and was evacuated outside the dryer by the stream
of air. The drying rate increased radically and the drying time
reduced significantly.
2. Microwave energy was applied at the moment when the rate of
convective drying started to decrease. The surface of the mate-
rial at this moment was nearly dry and the rest of moisture was
concentrated inside the body. Additional electromagnetic energy
generated heat inside the body and the produced vapor pushed
out the moisture towards the surface where it was removed out-
side the dryer. The drying rate increased rapidly at the moment
of application of microwaves. Supplying of microwave energy at
this stage of drying seems to be the most effective in the case of
thick and hardly heating bodies.
3. The smallest efficiency of convective drying take place close the
end of drying. Therefore, application of microwave enhancement
at this stage of drying can be justifiable for some materials.
Apart from combining of the convective drying (hot air drying)
with the microwave drying the authors used additionally the third
method, namely, the infrared radiation applied in the first period of
drying. In this period the surface is covered with the thin film of liq-
uid since the moisture transport from the material interior towards
the surface is sufficient enough to create such a film. The evapora-
tion of this liquid is similar to that from an open liquid surface. The
temperature of the material becomes constant during this period,
and the rate of drying depends mainly on the air physical parame-
ters. Application of the infrared radiation in our tests was benefited
by shortening of the drying time without unfavorable influence on
the material quality.
The authors tested a great number of various combinations of
the three mentioned methods of drying. In this paper, however,
there are presented only those test, which yielded the best results.
We have to mention that a thoughtless enhancement of the con-
vective drying with the microwaves may sometimes bring more
harm than advantage. For example, application of the microwave
enhancement by drying of brittle materials during the second
period of drying, i.e. when the surface is dry and the core wet,
causes rapid increase of the temperature and the pressure inside,
which burst the material. Therefore, in the four drying schedules
presented in this paper the convective drying is enhancement with
the microwaves and the infrared radiation only in the heating and
in the constant drying rate periods.
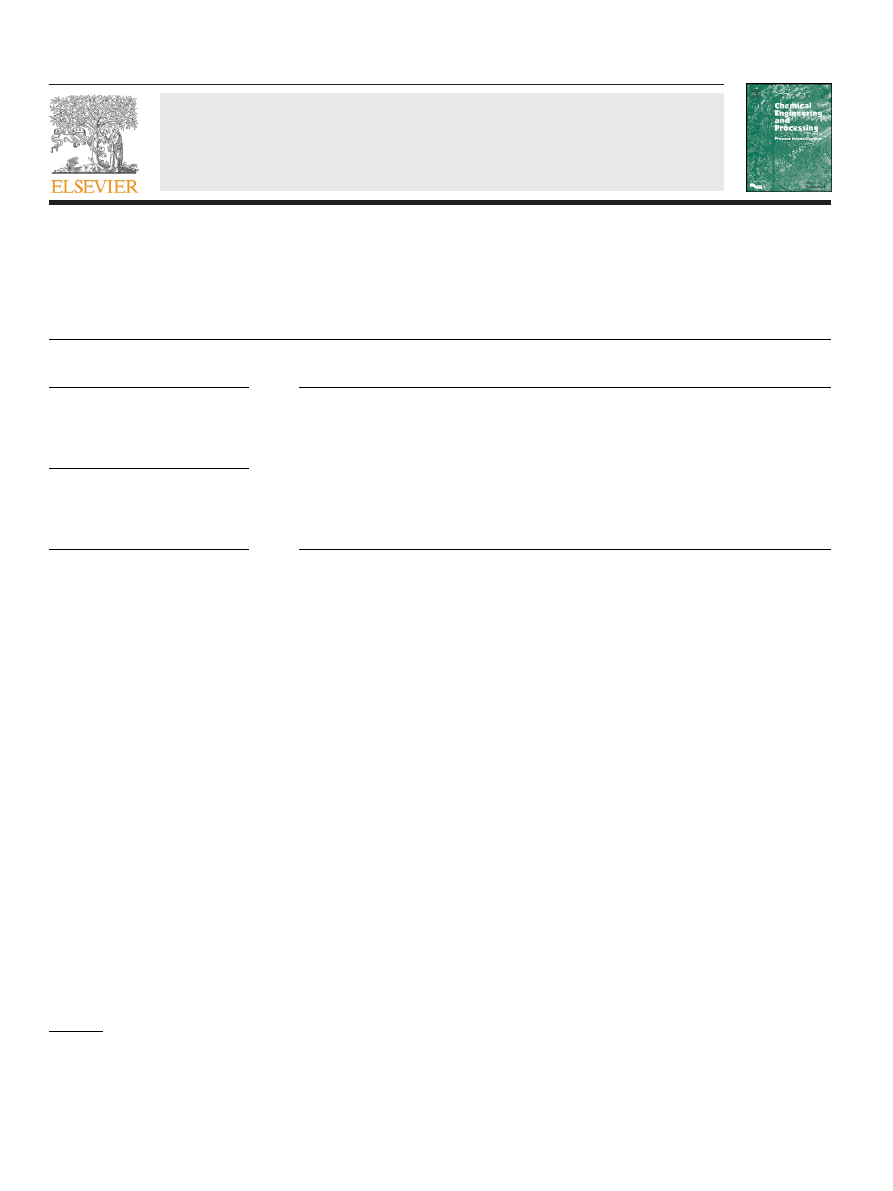
Fig. 1. Scheme of laboratory hybrid drier.
1304
S.J. Kowalski, K. Rajewska / Chemical Engineering and Processing 48 (2009) 1302–1309
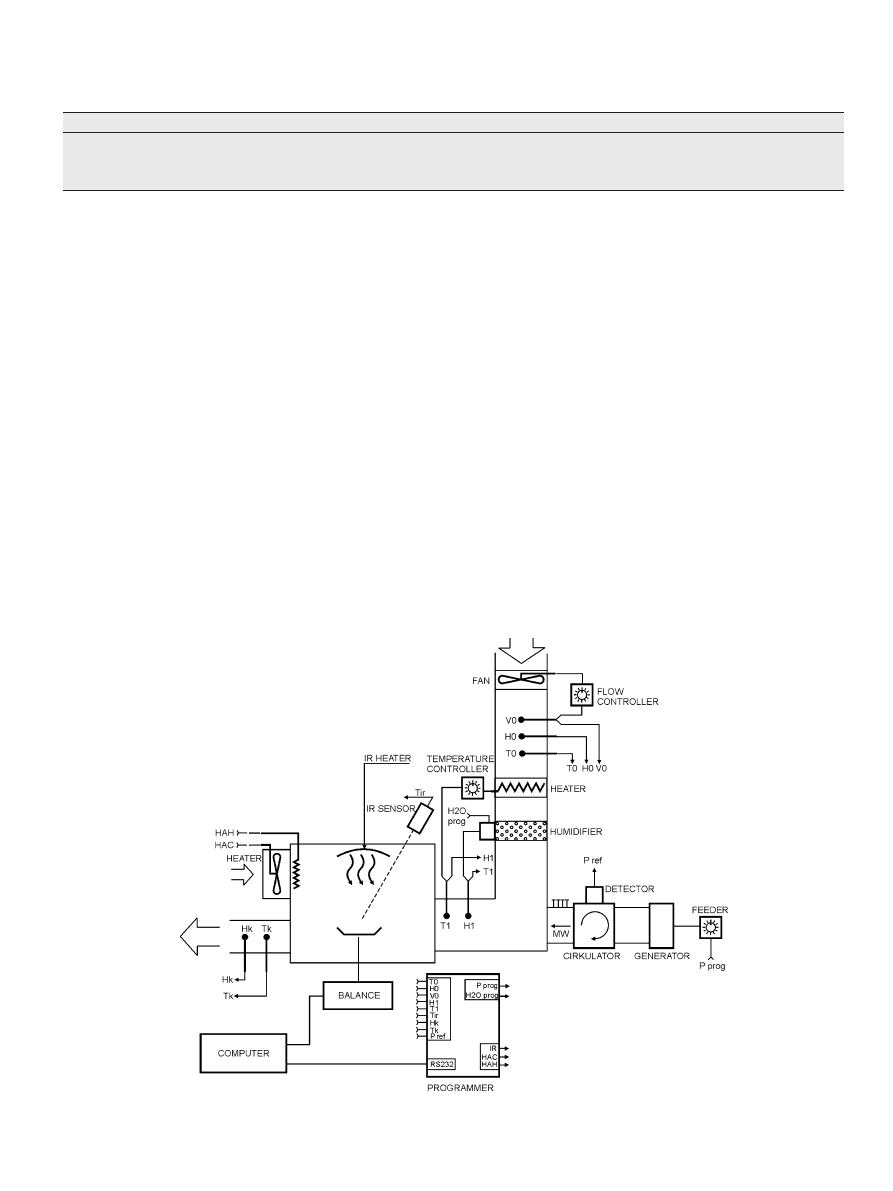
Fig. 2. Convective drying: (a) drying curve and the body temperature; (b) relative rate of convective drying; (c) photo of the sample after drying.
In order to show how the different drying methods influence
the drying time and the quality of the dried products, the following
schedules of drying are presented:
1. Convective drying.
2. Convective drying enhanced with microwaves at the beginning
up to 30 min.
3. Convective drying enhanced with infrared radiation in the con-
stant drying rate period.
4. Convective drying enhanced with microwaves and infrared radi-
ation through the first 70 min of drying.
The material used for studies was the granulated kaolin, from
which a greasy paste of moisture content 0.4 kg/kg
db
(dry basis)
was prepared. From this greasy paste the cylindrical samples of
diameter 30 mm and height 60 mm were molded. The air relative
humidity H, the dry mass of the samples m
db
, the evaluated contact
surface area with the air A, the maximum of drying rate, and the
duration of the falling drying rate period FDP are given in
The drying tests were realized in the laboratory hybrid drier,
whose scheme is presented in
The cylindrical kaolin samples were seated in the drier cham-
ber on a special ceramic thimble with mandrel embedded on the
balance located beyond the chamber. In this way a continuous mea-
surement of the sample weight was possible during all methods of
drying, also during the microwave drying.
The hybrid drier enabled combined drying consisted of the three
mentioned methods. The instrumentation enable programming
and control of the velocity and the temperature of the air supplied
to the drier chamber, control of the microwave power, two-step
control of the infrared heater, and the measurement of the sample
surface temperature with the help of the optical pyrometer.
In all the above defined processes, the temperature of the air
supplied to the drier was 80
◦
C, the velocity of the air influx
1.0
± 0.1 m/s, and the microwave power was 100 W. The exposition
of the microwave and infrared energy was chosen in such a way
to not damage the dried sample. The kinetics of drying in all these
processes was analyzed, that is, drying curves, the drying rate, and
the temperature of dried material T
s
. The duration of each process
was set up to the moment when the final moisture content of the
sample c.a. 0.06 kg/kg
db
was reached.
The quality of dried samples was assessed visually. Our aim was
to inspect whether there appear any damages on the sample in a
S.J. Kowalski, K. Rajewska / Chemical Engineering and Processing 48 (2009) 1302–1309
1305
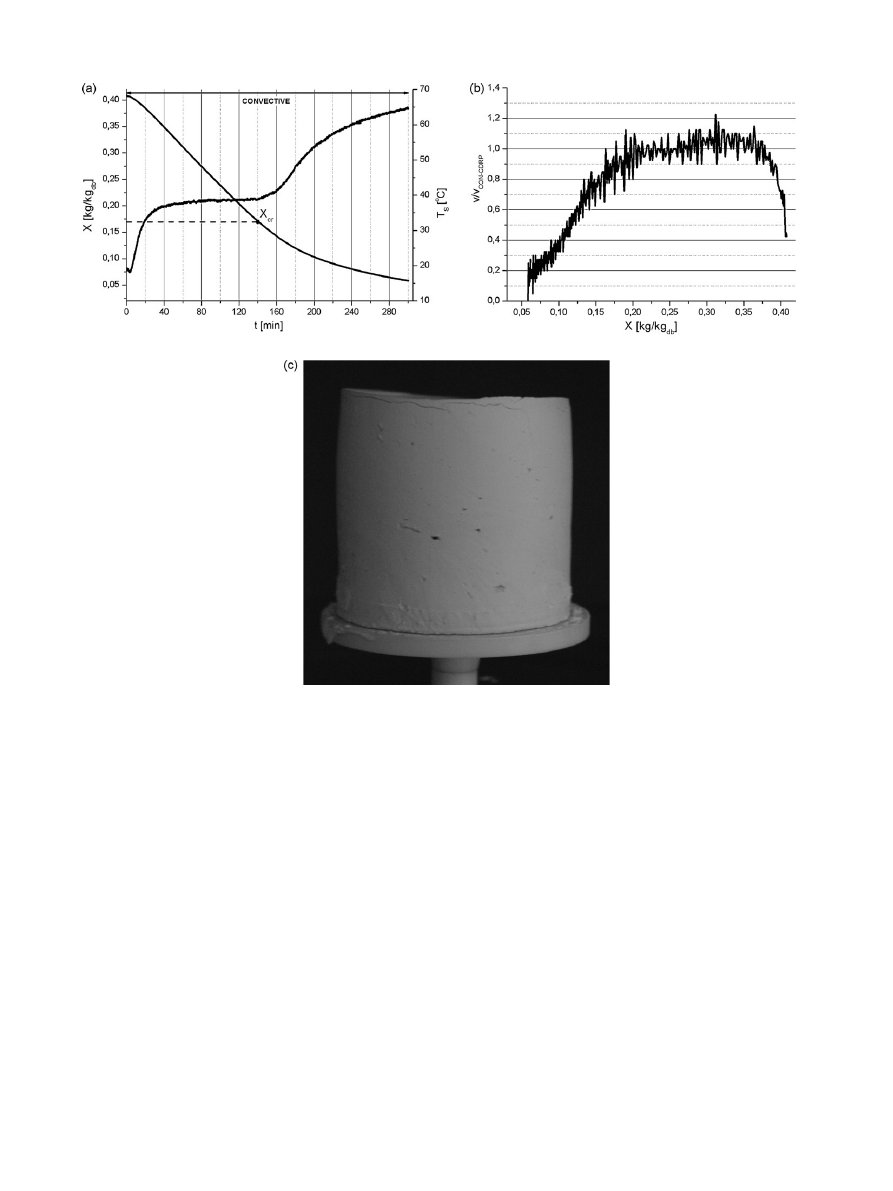
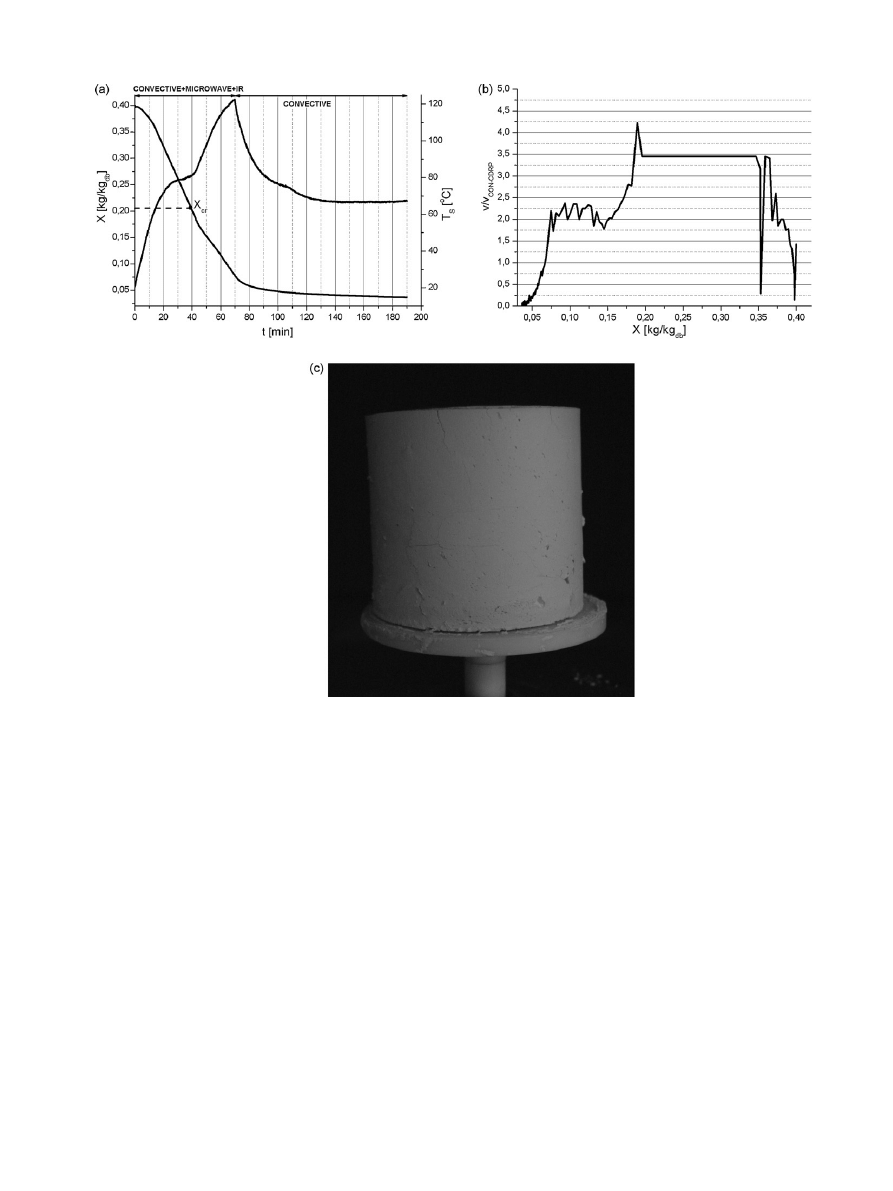
Fig. 3. Convective drying enhanced with microwaves: (a) drying curve and the body temperature; (b) relative rate of convective drying enhanced with microwaves; (c) photo
of the sample after drying.
given drying strategy. When so, then in which place and what was
their character: whether the cracks were circumferential or radial,
in upper or in lower part of the sample, whether they were like
surface scratch or rather deep flaws, fissure or even burst, etc?
Analyzing the influence of the drying parameters on the qual-
ity of dried products the authors used in their earlier studies the
acoustic emission (AE) method
. In that method a special
piezoelectric detector fasten to the dried sample registered the
number of acoustic signals and the energy of acoustic waves gen-
erated by micro- or macro-cracks arising in the material. In this
way it was possible to monitor the development of crack forma-
tion in dried material, which finally lead to the material damage.
In our opinion the visual appraisal of the product quality is suffi-
cient enough for the statement whether the given drying schedule
aimed at the shortest drying time still securing a good quality of
dried products.
3. Results and discussion
The results of the individual drying tests described above are
discussed below.
3.1. Convective drying
a presents the drying curve and the body temperature vs.
time for the pure convective drying: the temperature of drying air
was 80
◦
C and the air velocity 1.0 m/s. Drying curve presents the
decrease of moisture content X [kg H
2
O/kg dry mass], defined as
mass of water referred to the mass of dry sample.
b presents
the relative rate of convective drying as a function of moisture con-
tent X, i.e. the real drying rate referred to the rate of convective
drying in the constant drying rate period (CDRP).
The plots in
a expose the characteristic periods of convec-
tive drying, that is, the preheating, the constant (CDRP) and the
falling (FDRP) drying rate periods.
The temperature of the sample in the CDRP was about 40
◦
C, and
in the FDRP was increased since the critical point and reached 65
◦
C
after 5 h of drying. The final moisture content in the sample attained
0.06 kg/kg
db
.
Although the curve of drying rate is very ragged (what fol-
lows from the automatic differentiation by computer of the drying
curve), it shows clearly how the rate changes in time. One can distin-
guish not only the heating period and the CDRP but also the splitting
of the FDRP in two parts: constant and non-constant falling drying
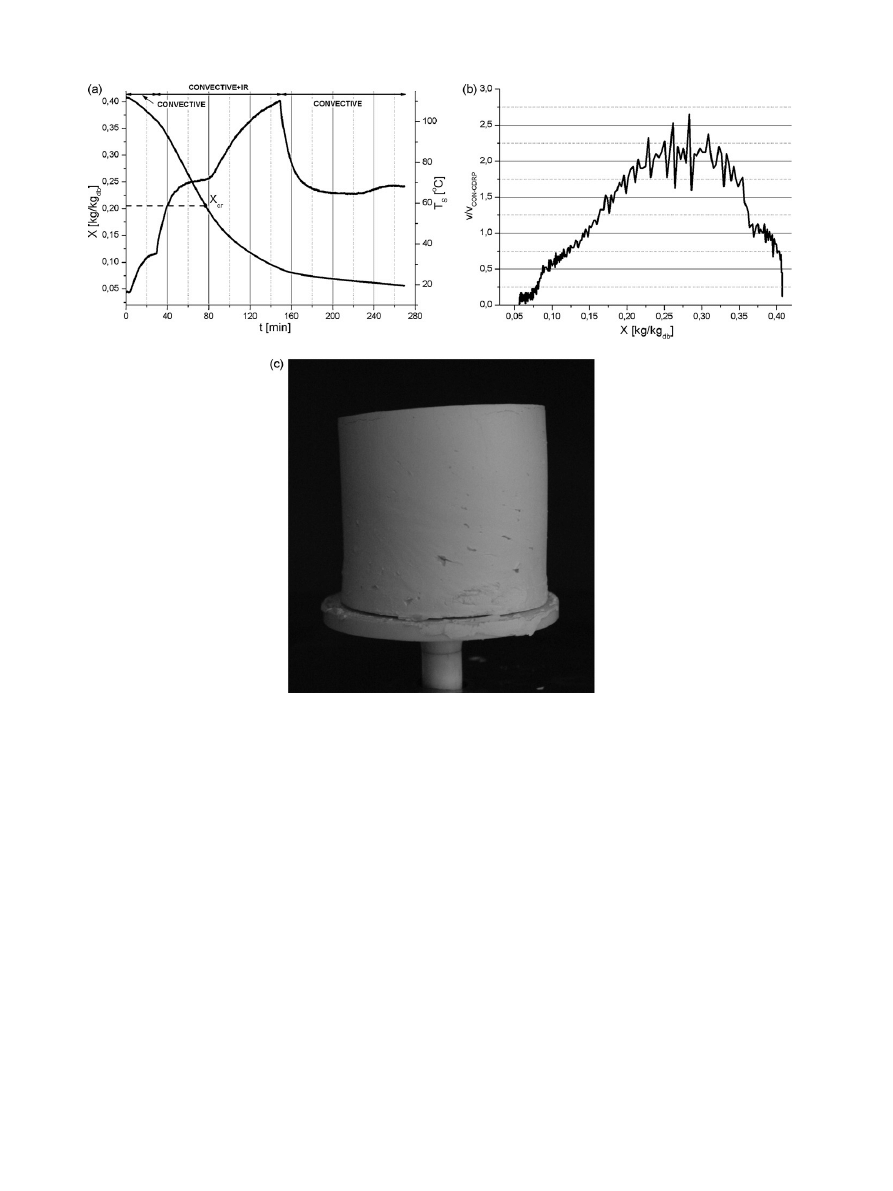
1306
S.J. Kowalski, K. Rajewska / Chemical Engineering and Processing 48 (2009) 1302–1309
Fig. 4. Convective drying enhanced with infrared radiation in the CDRP: (a) drying curve and the body temperature; (b) relative rate of convective drying enhanced with
infrared radiation in the CDRP; (c) photo of the sample after drying.
rate periods, a characteristic feature for the clay-like materials (see
e.g.
c presents the photo of the cylindrical sample after convec-
tive drying. The quality of the sample seems quite good, however,
the process took much time (5 h).
3.2. Convective drying enhanced with microwaves
In this drying schedule the microwaves were used in the initial
stage of drying for 30 min.
a illustrates the drying curve and the
sample temperature change, and
b presents the relative rate
of drying for this drying schedule, that is, the drying rate referred
to the drying rate of convective drying in the CDRP.
The temperature of the sample at the end of the microwave
heating reached 55
◦
C and the rate of drying gained maximal value
1.2 g/min. After switching off the microwave magnetron the sample
temperature decreased rapidly down to 40
◦
C and the drying rate
down to 0.4 g/min. The drying parameters reached the same values
as those in the pure convective drying.
The only difference in this drying schedule with respect to the
pure convective drying was that during microwave heating the sam-
ple surface became more wet than it was initially. It means that the
moisture was pushed out from the sample interior in the form of
liquid due to thermal expansion and thermodiffusion effect. This
ejected moisture should be quickly evaporated, for example, by an
application of the infrared radiation. This was not the case in this
drying schedule and therefore there was not much profit in shorten-
ing of the drying time with respect to the pure convective drying.
Also the final appearance of the sample (
c) was very simi-
lar to that presented in
c. At the end of this process after 5 h
drying the final moisture content was 0.06 kg/kg
db
and the sample
temperature 68
◦
C.
3.3. Convective drying enhanced with infrared radiation in the
CDRP
The kinetics of drying corresponding to the convective drying
enhanced with the infrared radiation in the CDRP is presented in
a and b.
After switching on the infrared heater the sample temperature
increased up to 70
◦
C and the rate of drying in the CDRP reached
0.8 g/min, that is, twice so much as in the pure convective drying.
S.J. Kowalski, K. Rajewska / Chemical Engineering and Processing 48 (2009) 1302–1309
1307
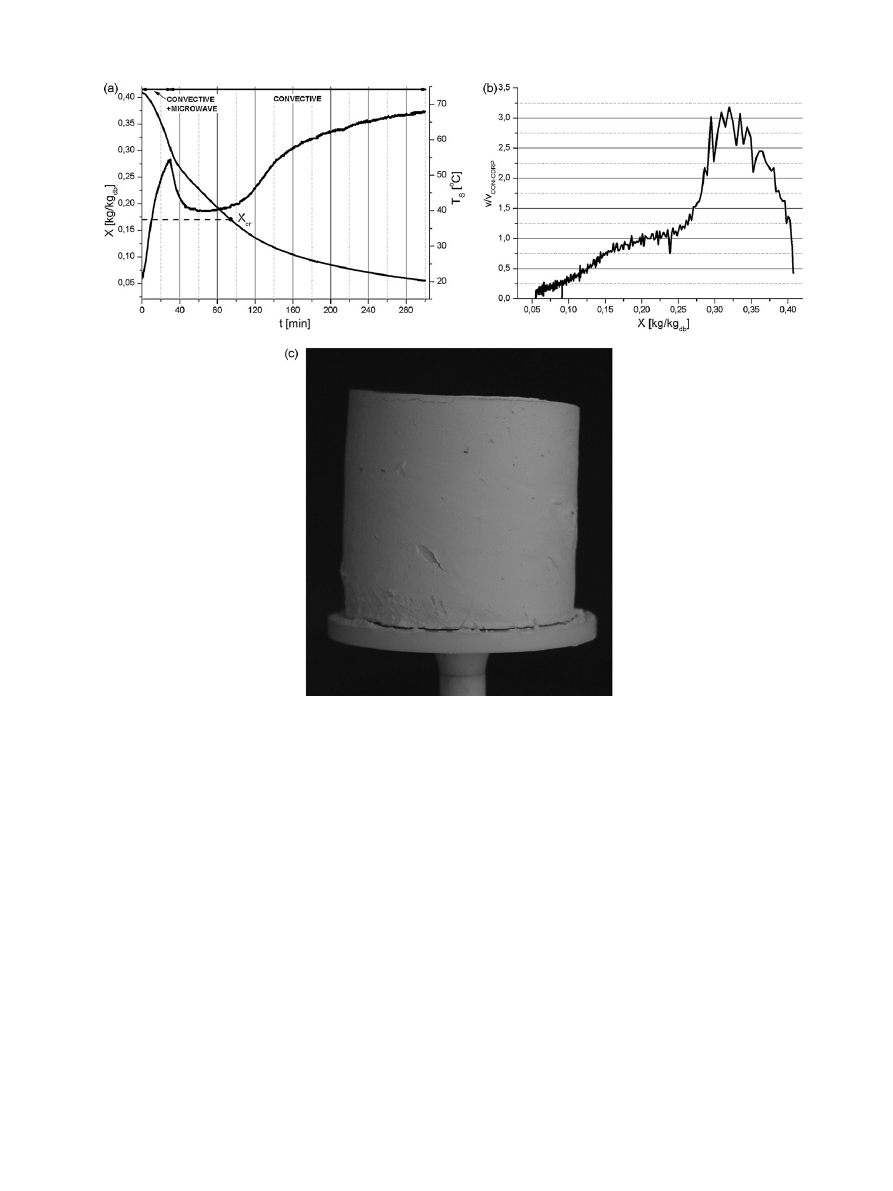
Fig. 5. Convective drying enhanced with microwaves and infrared radiation: (a) drying curve and the body temperature; (b) relative rate of convective drying enhanced with
microwaves and infrared radiation; (c) photo of the sample after drying.
The infrared heating was extended also on a part of the FDRP. In
spite of the significant increase of the sample surface temperature
up to 110
◦
C, a destruction of the sample not occurred (see
Only very slight scratches appeared at the top of the cylinder face,
that is, in the place where the drying-induced stresses used to arise
first
3.4. Convective drying enhanced with microwaves and infrared
radiation through the first 70 min of drying
Based on the knowledge gained from the former three drying
schedules one could deduce that the most effective drying should
be when the convective drying will be enhanced at the initial stage
of drying with the microwave and the infrared energy sources at
once, and it became true. Indeed, the drying schedule with the
convective drying enhanced with the microwaves and the infrared
radiation through the first 70 min of drying appeared to be the most
effective as it concern the drying rate as the quality of dried product.
a and b presents the kinetics of the convective drying
enhanced with the microwave and the infrared energy during the
first 70 min of drying.
Through the simultaneous application of the three energy
sources the sample temperature raised up to 80
◦
C in the first stage
of drying (CDRP) and the rate of drying reached 1.6 g/min, which
was the highest value of all the previously discussed drying sched-
ules. In later stage (FDRP), the sample temperature increases up to
120
◦
C, and the rate of drying reduced twice over.
After switching off the microwave and the infrared energy
sources the sample temperature decreased and stabilized itself on
the level c.a. 70
◦
C. The sample became dry after c.a. 100 min dry-
ing, that is, more than three times shorter as in the pure convective
drying. In spite of so high drying rate the quality of the dried sample
was very satisfactory (see
c). Then, one can conclude that the
enhancement of the convective drying with the microwave and the
infrared energy sources acting together gives very positive results
provided that the energy power is of reasonable level and is applied
for the proper time period.
4. Final remarks and conclusions
In order to better visualize the advantages and disadvantages
of the convective drying enhanced with the microwave and the
infrared sources we present below the setting-up of the results
obtained from the analysis of the drying schedules defined above.
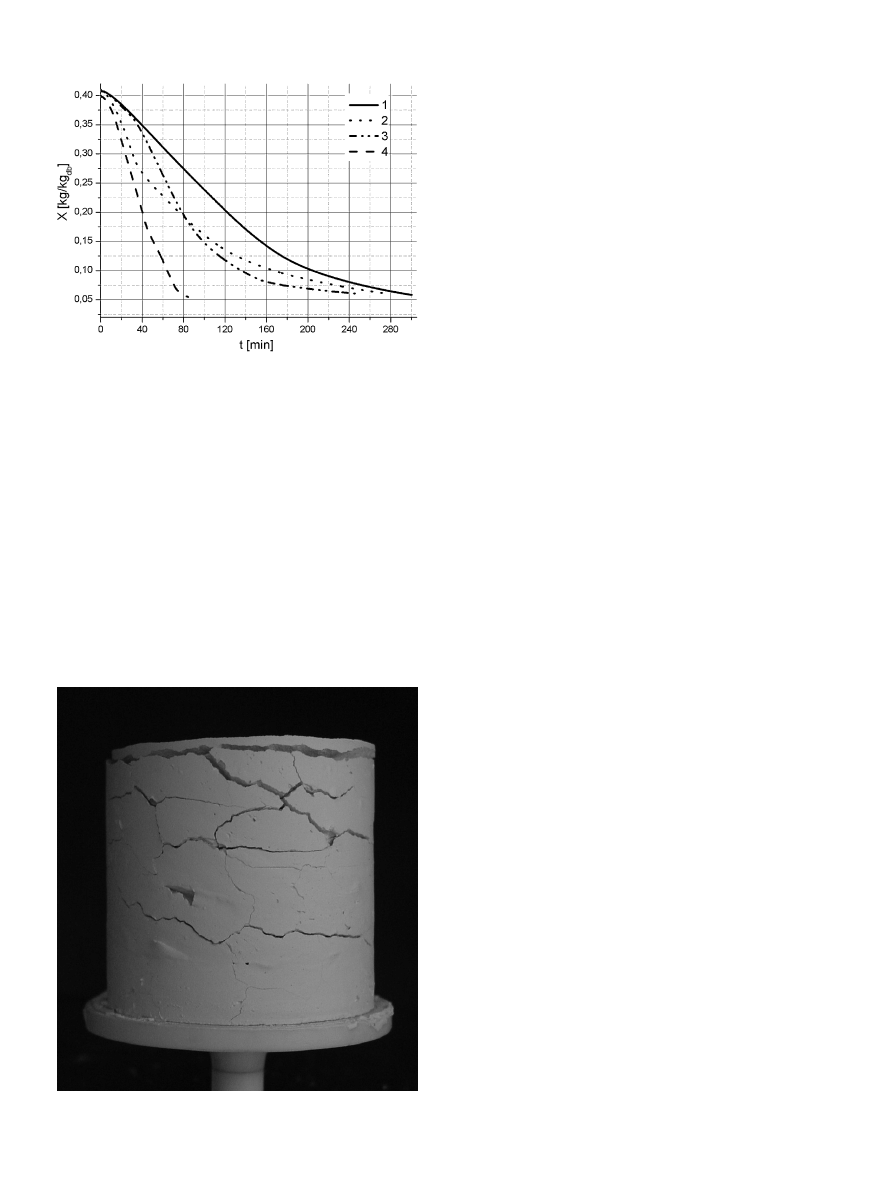
presents the collection of the drying curves obtained from
drying processes followed the schedules 1–4.
1308
S.J. Kowalski, K. Rajewska / Chemical Engineering and Processing 48 (2009) 1302–1309
Fig. 6. Drying curves – a comparison.
The criterion for comparison of the drying efficiency was the
drying time at which the sample reached the moisture content of
0.06 kg/kg
db
. In the pure convective drying this moisture content
was reached after 5 h of drying. On the basis of the experimen-
tal data we state that the greatest shortening of drying time was
gained in the convective drying enhanced with the microwave
and the infrared radiation acting together. The prescribed mois-
ture content was able to reach in 3.8-times shorter time than in
the pure convective drying by comparable quality of the dried
products.
A great reduction of the drying time (almost three times)
was also obtained in the convective drying enhanced with the
microwave power of 100 W during the whole process, however, the
dried sample has got fractured, as it is visible in
Fig. 7. Damage of cylinder during convective drying enhanced with microwaves.
The convective drying enhanced with the infrared drying during
the time a bit longer than the CDRP profited with 1 h reduction of the
drying time, and the structure of the dried sample was not damaged
in this case.
Enhancement of the convective drying with the microwave
energy only in the preheating period gives a slight reduction of
the drying time (c.a. 20 min). On the other hand applying of the
microwave enhancement in the FDRP brings the risk of destruction
of the dried products similar to that presented in
The advantage of the microwave heating in the early stage of
drying (i.e. in the preheating and the CDRP) is such that a lot of mois-
ture in the form of liquid is pushed out due to some thermal effects
(e.g. increase of pore pressure because of phase transitions, ther-
modiffusion, reduction of liquid viscosity in higher temperature,
etc.).
Concluding, we may state that the hybrid drying, being the
combination of convective, microwave and infrared drying, inten-
sify drying processes due to release of some thermal effects like
mentioned above, and the coincidence of the diffusion and the ther-
modiffusion fluxes, similarly as discussed in
. In this way it is
possible to shorten significantly the drying time preserving at the
same time a good quality of dried products.
Acknowledgements
This work was carried out as a part of research project DS 32-
266/09 sponsored by the Pozna ´n University of Technology.
References
[1] S.K. Chou, K.J. Chua, New hybrid drying technologies for heat sensitive food-
stuffs, Trends Food Sci. Technol. 12 (2001) 359–369.
[2] R.F. Schiffman, Microwave and dielectric drying, in: A.S. Mujumdar (Ed.), Hand-
book of Industrial Drying, Marcel Dekker, New York, 1995, pp. 345–372.
[3] A. Garcia, J.J. Bueno, Improving energy efficiency in combined convective-
microwave drying, Dry. Technol. 16 (1 and 2) (1998) 123–140.
[4] P. Goluannec, D. Lecharpentier, H. Noel, Experimental survey on the combi-
nation of radiating infrared and microwave sources for the drying of porous
materials, Appl. Therm. Eng. 22 (2002) 1689–1703.
[5] P. Salagnac, P. Glouannec, D. Lecharpentier, Numerical modelling of heat
and mass transfer in porous medium during combined hot air, infrared and
microwave drying, Int. J. Heat Mass Transf. 47 (2004) 4479–4489.
[6] M. Zhang, J. Tang, A.S. Mujumdar, S. Wang, Trends in microwave drying of fruits
and vegetables, Trends Food Sci. Technol. 12 (2006) 524–534.
[7] Y. Itaya, S. Uchiyama, S. Mori, Internal heating effect and enhancement of drying
of ceramics by microwave heating with dynamic control, in: S.J. Kowalski (Ed.),
Drying of Porous Materials, Springer, 2007, pp. 29–42.
[8] E. Sanga, G.S. Raghavan, A.S. Mujumdar, Heat and mass transfer during
microwave-convective drying of composite materials: simulation with incor-
poration of shrinkage, in: The Proceedings of IADC 2, Vera Cruz, Mexico, 2001,
pp. 185–205.
[9] S.J. Kowalski, K. Rajewska, A. Rybicki, Mechanical effects in capillary-porous
materials during convective and microwave drying, Dry. Technol. 22 (10) (2004)
1–18.
[10] S.J. Kowalski, A. Rybicki, Thermomechanical model of combined convective
and microwave drying, in: The Proceedings of the 15th International Drying
Symposium (IDS 2006), Budapest, Hungary, 2006.
[11] P. Dutournie, P. Salagnac, P. Glouannec, Optimization of radiant-convective dry-
ing of a porous medium by design of experimental methodology, Dry. Technol.
24 (8) (2006) 953–963.
[12] P. Perre, I.W. Turner, A complete coupled model of the combined microwave and
convective drying of softwood in an oversized waveguide, in: The Proceedings
of IDS, vol. A, 1996, pp. 183–194.
[13] P. Ratanadecho, K. Aoki, M. Akahori, Influence of irradiation time, particle sizes
and initial moisture content during microwave drying of multi-layered capillary
porous materials, J. Heat Transf. 124 (2) (2002) 1–11.
[14] S.J. Kowalski, Continuous thermohydromechanical model using theory of
mixtures, in: E. Tsotsas, A.S. Mujumdar (Eds.), Modern Drying Technology,
Wiley-VCH, 2007, pp. 125–154, Chapter 4.
[15] S.J. Kowalski, B. Mielniczuk, Analysis of effectiveness and stress develop-
ment during convective and microwave drying, Dry. Technol. 26 (2) (2008) 1–
14.
[16] A. Andres, C. Bilbao, P. Fito, Drying kinetics of apple cylinders under combined
hot air-microwave dehydration, J. Food Eng. 63 (2004) 71–78.
[17] M. Araszkiewicz, A. Koziol, A. Lupinska, M. Lupinski, Microwave drying of var-
ious shape particles suspended in an air stream, in: S.J. Kowalski (Ed.), Drying
of Porous Materials, Springer, 2007, p. 173.
S.J. Kowalski, K. Rajewska / Chemical Engineering and Processing 48 (2009) 1302–1309
1309
[18] W.M. Cheng, G.S.V. Raghavan, M. Ngadi, N. Wang, Microwave power con-
trol strategies on the drying process. II. Phase-controlled and cycle controlled
microwave/air drying, J. Food Eng. 76 (2006) 195–201.
[19] S.J. Kowalski, A. Rybicki, Qualitative aspects of convective and microwave drying
of saturated porous materials, Dry. Technol. 22 (5) (2004) 1173–2118.
[20] W.A.M. McMinn, C.M. McLoughlin, T.R.A. Magee, Microwave-convective drying
characteristics of pharmaceutical powders, Powder Technol. 153 (2005) 23–33.
[21] E.C.M. Sanga, G.S.V. Raghavan, A.S. Mujumdar, Heat and mass transfer during
microwave-convection drying of composite materials: simulation with incor-
poration of shrinkage, in: Proceedings IADC 2, Vera Cruz, Mexico, 2001, pp.
185–205.
[22] E.C.M. Sanga, A.S. Mujumdar, G.S.V. Raghavan, Simulation of convection-
microwave drying for shrinkage material, Chem. Eng. Process. 41 (2002)
487–499.
[23] S.K. Giri, S. Prasad, Drying Kinetics and rehydration characteristics of
microwave-vacuum and convective hot air dried mushrooms, J. Food Eng. 78
(2007) 512–521.
[24] N. Sicre, W. Jomaa, J.R. Puiggali, Microwave vacuum drying for suspension, in:
Proceedings of 15th International Drying Symposium (IDS), vol. B, Hungary,
Budapest, 2006, pp. 1118–1125.
[25] R.M. Islam, J.C. Ho, A.S. Mujumdar, Simulation of liquid diffusion-controlled
drying of shrinking thin slabs subjected to multiple heat sources, Dry. Technol.
21 (3) (2003) 413–438.
[26] B.R. Lazarenko, F.P. Grosu, M.K. Bologa, Convective heat-transfer enhancement
by electric fields, Int. J. Heat Mass Transf. 18 (1975) 1433–1441.
[27] M.G. Marshall, A.C. Metaxas, Radiofrequency assisted heat pump drying of
crushed brick, Appl. Therm. Eng. 19 (1999) 375–388.
[28] D. Zhang, A.S. Mujumdar, Deformation and stress analysis of porous capil-
lary bodies during intermittent volumetric thermal drying, Dry. Technol. 10
(2) (1992) 421–443.
[29] S.J. Kowalski, K. Rajewska, Drying-induced stresses in elastic and viscoelastic
saturated materials, Chem. Eng. Sci. 57 (2002) 3883–3892.
[30] S.J. Kowalski, K. Rajewska, A. Rybicki, Stresses generated during convective and
microwave drying, Dry. Technol. 23 (9–11) (2005) 1875–1893.
[31] Cz. Strumiłło, Fundamentals of Drying Theory and Technology, WNT, Warszawa,
1983 (in Polish).
[32] S.J. Kowalski, G. Musielak, J. Banaszak, Heat and mass transfer during
microwave-convective drying, AIChE J., in press.
Document Outline
- Effectiveness of hybrid drying
Wyszukiwarka
Podobne podstrony:
1The effects of hybridization on the abundance of parental taxa depends on their relative frequency
Effect of various drying methods on texture and color of tomato halves (Gholam Reza Askari, Zahra Em
Effect of vacuum microwave drying on selected mechanical and rheological properties of carrot
Microwave drying characteristics of potato and the effect of different microwave powers on the dried
Effect of Drying Techniques and Storage on Mulberry (Morus alba) Quality
Effect of drying conditions on the quality of vacuum microwave dried potato cubes
Effect of a novel physical pretreatment process on the drying kinetics of seedless grapes
Effect of long chain branching Nieznany
Effect of Kinesio taping on muscle strength in athletes
53 755 765 Effect of Microstructural Homogenity on Mechanical and Thermal Fatique
Effect of File Sharing on Record Sales March2004
31 411 423 Effect of EAF and ESR Technologies on the Yield of Alloying Elements
21 269 287 Effect of Niobium and Vanadium as an Alloying Elements in Tool Steels
(10)Bactericidal Effect of Silver Nanoparticles
Effect of?renaline on survival in out of hospital?rdiac arrest
Effects of the Great?pression on the U S and the World
4 effects of honed cylinder art Nieznany
Effects of the Atomic Bombs Dropped on Japan
Effect of aqueous extract
więcej podobnych podstron