Effect of drying conditions on the quality of vacuum-microwave
dried potato cubes
Joanna Bondaruk
a
, Marek Markowski
a,*
, Wioletta Błaszczak
b
a
Department of Agri-Food Process Engineering, University of Warmia and Mazury in Olsztyn, Heweliusza 14, 10-718 Olsztyn, Poland
b
Division of Food Science, Institute of Animal Reproduction and Food Research, Polish Academy of Sciences, Tuwima 10, 10-747 Olsztyn, Poland
Received 1 August 2006; received in revised form 29 October 2006; accepted 29 October 2006
Available online 19 December 2006
Abstract
The influence of drying conditions on the color, starch content, sugar content, mechanical properties and microstructure of dried
potatoes was studied. Statistically significant differences between the color of raw and dried materials were observed for every drying
methods. It was observed that the vacuum-microwave drying technique prevents color damage during drying. Potato cubes dried in a
vacuum-microwave oven had lower starch and total sugar losses than those dried under forced convection conditions. The maximum
force values obtained from compression tests indicated statistical differences between samples dried in a microwave-vacuum drier and
a convection drier. The averaged force and energy required to cause 3 and 5.5 mm deformation were the highest for blanched and
hot-air dried (70
°C) potato cubes, and the lowest for vacuum-microwave dried material (24 kPa). The application of microwave energy
led to different physical changes in product microstructure, compared to those observed during hot-air drying. The extent of changes was
depended on the method and parameters of drying. In both cases the drying process caused deformation and disintegration of cell walls
and starch granules. Experiments show that in the case of hot-air drying the intensity of structural changes depends on drying temper-
ature. A higher temperature causes greater damage to the microstructure of potato cubes.
Microwave drying at 24 kPa ensured the shortest drying time and the best overall quality of dried potato cubes, and thus was chosen
as the most appropriate technique for potato drying.
Ó 2006 Published by Elsevier Ltd.
Keywords: Vacuum-microwave drying; Potatoes; Quality
1. Introduction
Hot-air drying has been to date the most common
drying method employed for food materials. However,
this method has many disadvantages, including poor
quality of dried products, low energy efficiency and a
long drying time. It has been reported that hot-air drying
of food materials, involving their prolonged exposure to
elevated drying temperatures, results in substantial deteri-
oration of such quality attributes as color, nutrient con-
centration, flavor and texture (
Durance, 1994; Maskan, 2000; Yongsawatdigul & Gun-
asekaran, 1996
).
Because of the low thermal conductivity of food mate-
rials in the falling rate drying period, heat transfer to the
inner sections of foods during conventional heating is
limited. The desire to eliminate this problem, to prevent
significant quality deterioration, as well as to achieve fast
and effective thermal processing has resulted in the
increasing use of microwaves for food drying. Micro-
waves have been used as a heat source since the 1940s
(
). This technique has been extensively
employed in the food and chemical engineering industries
(
Ayappa, Davis, Davis, & Gordon, 1991; Chatterjee,
0260-8774/$ - see front matter
Ó 2006 Published by Elsevier Ltd.
doi:10.1016/j.jfoodeng.2006.10.028
*
Corresponding author.
E-mail address:
(M. Markowski).
www.elsevier.com/locate/jfoodeng
Journal of Food Engineering 81 (2007) 306–312
). The energy supplied during
microwave heating reaches all the parts of dried material
at the same time. It enables to shorten dehydration time
and to control undesirable biological transformations.
The microwave drying technique has been used for dry-
ing herbs (
), raisins (
Kostaropoulos & Saravacos, 1995
), apples
and mushrooms (
Funebo & Ohlsson, 1998; Giri & Pra-
), carrots (
Litvin, Mannheim, & Miltz, 1998
)
and bananas (
). However, microwave dry-
ing is known to result in a poor-quality product when
applied improperly (
Vacuum-microwave
drying
is
a
novel
alternative
method of drying, allowing to obtain products of accept-
able quality. It permits a shorter drying time and a sub-
stantial improvement in the quality of dried materials,
in relation to those dried with hot air and microwaves
drying methods.
Drouzas, Tsami, and Saravacos (1999)
used the vacuum-microwave technique to investigate the
process of model fruit gel drying. They studied drying
kinetics under different levels of pressure and microwave
power.
Sunjka, Rennie, Beaudry, and Raghavan (2004)
dried cranberries using vacuum-microwave and micro-
wave-hot-air techniques, and demonstrated better quality
of the product obtained with vacuum-microwave drying.
studied carotenoid retention
of carrot slices and chlorophyll retention of Chinese chive
leaves dried under vacuum-microwave conditions. They
showed that the values of both indices were very close
or equal to those observed for materials dried by freeze-
drying and much higher than those recorded for hot-air
dried materials.
examined
temperature changes in carrots dried in a vacuum-micro-
wave oven and observed a uniform temperature distribu-
tion within the samples.
studied the influence of drying techniques
on the quality of osmotically dehydrated cranberries.
They demonstrated that vacuum-microwave drying is a
viable alternative to other foodstuff drying methods,
ensuring a short time of drying and high quality of dried
products.
The aim of the present experiments was to compare
selected quality attributes of potato cubes dried under vac-
uum-microwave conditions and with hot air.
2. Materials and methods
2.1. Materials
The experimental materials comprised potatoes (Sola-
num tuberosum cv Bryza) from a farm located near Wro-
claw
(SW
Poland),
stored
at
5
°C
until
sample
preparation. Two hours before drying the potatoes were
placed at ambient air temperature. Prior to the onset of
the experiments the potatoes were cut into 10 mm cubes.
Each sample was composed of several potato cubes, 80 g
of the total weight. In order to study the effect of pretreat-
ment on drying behavior, before drying several samples
were blanched in hot water (95
°C) for 4.5 min. The initial
moisture content of material was 4.0 ± 0.1 kg water/kg d.b.
2.2. Drying
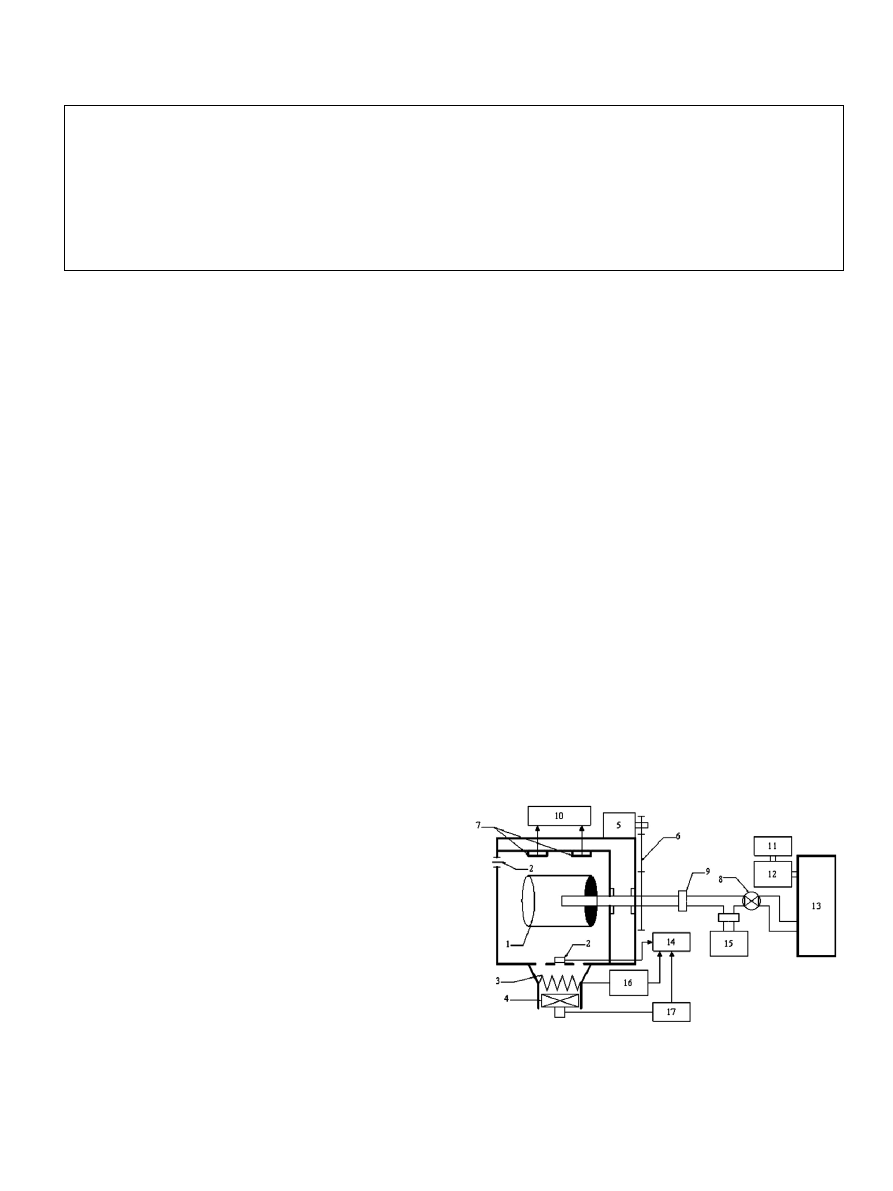
An experimental stand for vacuum-microwave drying is
shown in
. The vacuum-microwave drier is a horizon-
tal glass cylinder with a low dielectric loss coefficient. Elec-
tromagnetic fields are generated by two magnetrons of
1.2 kW maximum power output. Vacuum-microwave dry-
ing experiments were carried out at the Institute of Agricul-
Nomenclature
R
raw material, unblanched, not dried
RB
raw material, blanched, not dried
V6
vacuum-microwave dried material, 6 kPa
V12
vacuum-microwave dried material, 12 kPa
V18
vacuum-microwave dried material, 18 kPa
V24
vacuum-microwave dried material, 24 kPa
H50
raw material, unblanched, dried with hot air at
50
°C
H70
raw material, unblanched, dried with hot air at
70
°C
H50B
raw material, blanched, dried with hot air at 50
°C
H70B
raw material, blanched, dried with hot air at 70
°C
Fig. 1. Scheme of a vacuum-microwave drying experimental stand: 1 –
drying container, 2 – thermocouple, 3 – heaters, 4 – fan, 5 – motor, 6 –
gear, 7 – magnetron, 8 – valve, 9 – connector, 10 – magnetron power
control unit, 11 – vacuum pump control unit, 12 – vacuum pump, 13 –
compensating container, 14 – temperature control unit, 15 – pressure
measuring unit, 16 – heaters control unit, and 17 – fan control unit.
J. Bondaruk et al. / Journal of Food Engineering 81 (2007) 306–312
307
tural Engineering, Agricultural University in Wroclaw,
Poland.
Hot-air drying experiments were performed in a drier
that consists of three basic sections: air flow rate control,
heating control, and drying test compartment. The drying
compartment is a vertical cylinder, 0.2 m in diameter and
1 m in height. The supporting grid, which serves as a gas
distributor, has 4 mm squared orifices. Under the support-
ing grid there is a diverging cone (0.25 m in height) con-
nected with a pipe (0.065 m in diameter) supplying hot air.
Prior to vacuum-microwave drying the samples were
weighed on a laboratory scale and placed in a glass cylin-
der. In order to study the effect of vacuum levels on the
kinetics of potato cube drying under vacuum-microwave
drying conditions, several experiments were conducted at
the following pressure inside the drying chamber: 6, 12,
18, and 24 ± 2 kPa. The experiments were performed at
40% of maximum power (480 W). Only raw material was
used during microwave-vacuum drying experiments.
Moisture content d.b. and dry matter content were mea-
sured according to the
standards, using a
laboratory scale (WPE 600, RADWAG, Poland) to an
accuracy of ±0.01 g.
In order to show the effect of the inlet air temperature on
the kinetics of potato cube drying with hot air, the experi-
ments were carried out at air temperature of 50 and
70 ± 1
°C. The height of the layer of dried carrot cubes
was 5 ± 0.5 cm. During all drying experiments the air-flow
rate was 4.0 ± 0.4 m/s. Both raw and blanched potato
cubes were dried with hot air.
2.3. Sugar content and starch content
Sugar content was determined according to the Lane-
Eynon method (
). In order to determine reducing
sugar content, an alkaline solution of copper salt was sub-
jected to hot reduction by direct titration of a protein-free
solution, in the presence of methylene blue, without inver-
sion. Total sugar content was determined after inversion
with concentrated hydrochloric acid. Further procedures
were the same as in the case of reducing sugars.
Starch content was determined by the polarimetric
method (
). Starch hydrolysis was carried out
using concentrated hydrochloric acid, and the solution
was clarified with acid sodium phosphotungstate. Starch
content was determined on the basis of the angle of
polarization.
2.4. Color properties
Instrumental measurement of color was performed
using a MiniScan XE Plus spectrophotometer (HunterLab)
on the CIELab scale, at illumination D65, observer 10
° and
light diffusion 8
°. The color of potatoes was measured on
30 cubes selected randomly, and was described by three
coordinates in the color space: L
*
(lightness), a
*
(redness),
b
*
(yellowness), measured directly with a spectrophoto-
meter. CIE Tristimulus values and coefficients dependent
on the illuminant and observer were used to calculate the
yellowness index, YI313.
2.5. Compression tests
Quasi-static compression tests of single potato cubes
were performed. All the test were carried out using an
Instron Universal Testing Machine (High Wycombe,
Bucks, UK), model 4301, operating in the compression
mode, fitted with a parallel plate fixture for uniaxial com-
pression and a 100 N load cell. During compression exper-
iments cross-head speed was 2.5 mm/min. Before each
experiment a randomly chosen single potato cube dried
under the given conditions was placed on the bottom par-
allel plate and compressed. Compression experiments were
performed in 15 replications. The averaged force and
energy required to cause 3.0 and 5.5 mm deformation were
determined on the basis of force–deformation curves.
2.6. Microstructure
The microstructure of dried potato cubes was measured
according to the procedure described by
. The cubes were cut in half longitudinally along
the central pith. Small pieces revealing advanced lesions
were prepared for scanning electron microscopy studies
directly by freezing in liquid nitrogen followed by freeze-
drying. The dried samples were coated with gold in a vac-
uum evaporator JEE-144, and examined under a scanning
electron microscope JSM 5200 at an accelerating voltage of
10 kV.
2.7. Statistical analysis
The experimental data were verified statistically using
regression analysis, nonlinear estimation and ANOVA
technique in a completely randomized block design. The
significance of differences between treatments was deter-
mined by a one-factor analysis of variance using the Dun-
can multiple range test (p 6 0.05). The calculations were
performed using STATISTICA 7.1 (StatSoft Inc., USA)
software.
3. Results and discussion
As shown in
, the time required to decrease the
moisture content of potato cubes from the initial value to
Table 1
Time of drying required to reduce the moisture content of potato cubes to
a given level
Moisture content (kg/kg d.b.)
Time of drying (min)
V6
H50
H50B
H70
H70B
1.6
9
55
67
27
44
0.1
21
301
–
126
223
308
J. Bondaruk et al. / Journal of Food Engineering 81 (2007) 306–312
a level of 1.6 and 0.1 kg/kg d.b. depends on drying condi-
tions. It was also observed that if the microwave power
level remained constant the level of pressure inside the vac-
uum-microwave cave did not affect significantly (p 6 0.05)
the drying time. The reason may be that as the potatoes
were cut into 1 cm
3
cubes in the present experiments, the
drying rate was controlled by the heat dissipation rate.
Probably the value of latent heat of vaporization varied a
little and the drying rate was strongly impacted by micro-
wave power output while slightly by vacuum pressure. This
result is in agreement with the observations of
concerning carrot slices. It was found that the
time required to reduce moisture content to any level in
potatoes dried with hot air was dependent not only on
the drying conditions but also on pretreatment. A shorter
drying time was observed for unblanched potato cubes
dried under vacuum-microwave conditions while for those
blanched and dried with hot air the time of drying was sev-
eral times longer.
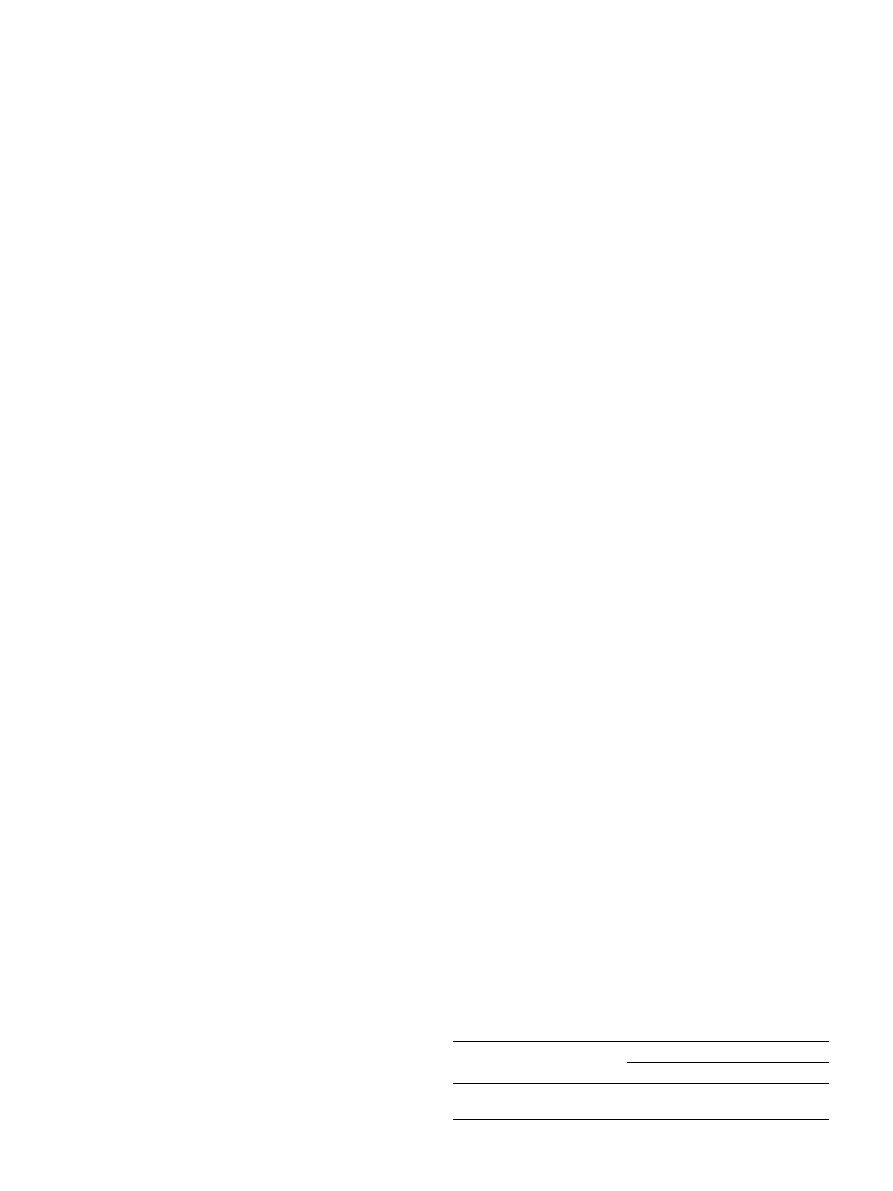
A two-term exponential model was used to describe the
kinetics of hot-air drying of potato cubes, while a linear
equation and a one-term exponential model were used in
the case of vacuum-microwave drying. Nonlinear regres-
sion analysis was used to fit models to experimental data.
Mathematical differentiation of the drying curves allowed
to calculate the drying rates (
). The drying rates of potato cubes dried with hot air
and in a vacuum-microwave oven are shown in
. Dur-
ing vacuum-microwave dehydration the rate of drying was
increasing for 0.28 min
1
and then stayed constant until
the initial water content of the material decreased to
60%, which was followed by a decreasing drying rate per-
iod. In hot-air dried material the drying rate decreased
gradually after the initial rapid rise. At all moisture con-
tents the rate of drying recorded under vacuum-microwave
conditions was higher, compared with the other drying
conditions.
The content of sugars and starch in raw and dried
potato cubes is presented in
. The results show that
following hot-air drying the starch content of unblanched
and blanched potato cubes was at a level of 90–93% and
90–96% of the initial value, respectively, compared to
95% observed after microwave-vacuum drying. The total
sugar content of hot-air dried potatoes and microwave-vac-
uum dried potatoes ranged from 84% to 91% and from
88% to 99% of the initial value, respectively. The concen-
tration of reducing sugars was 86–98% of the initial level,
irrespective of the drying method applied (
). Signifi-
cant differences (p 6 0.05) were observed between samples
dried under different conditions. If preventing starch and
sugar losses during potato drying was acknowledged
important while evaluating the drying process, it could be
concluded (based on the results in
) that vacuum-
microwave drying at 12, 18 and 24 kPa enabled to reduce
starch and sugar losses to a greater extent than other
techniques.
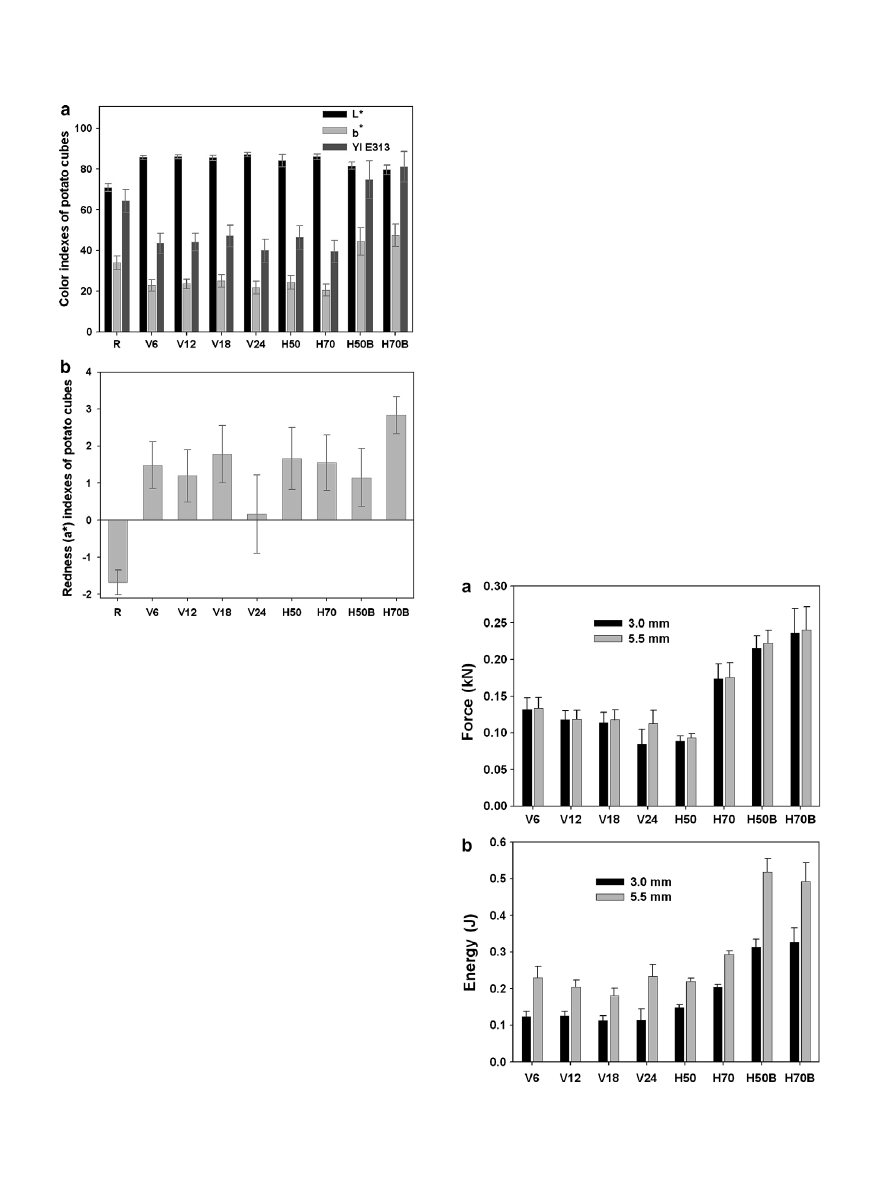
illustrates the results of color measurements of
raw and dried potato cubes. The lightness (L
*
) of dried
samples ranged from 80 to 87, redness (a
*
) from 0.2 to
2.8, and yellowness (b
*
) from 20 to 47. The results show
that drying caused an increase in lightness, L
*
, in compar-
ison with the reference sample. Furthermore, pretreatment
Fig. 2. Drying rates of potato cubes dried with hot air and the vacuum-
microwave.
Fig. 3. Content of sugar and starch in raw and dried potato cubes.
J. Bondaruk et al. / Journal of Food Engineering 81 (2007) 306–312
309
followed by air drying resulted in a darker color of potato
cubes (lower L
*
value), compared with the samples dried
without pretreatment. The highest value of lightness was
observed for potato cubes dried in a microwave oven at
24 kPa. The lowest L
*
index was observed for the reference
sample. The differences in lightness between potato cubes
dried in a microwave oven at 6, 12 and 18 kPa and
unblanched samples dried with hot air were found to be
non-significant (p 6 0.05).
There were significant differences (p 6 0.05) in a
*
values
between samples dried with hot air and with microwaves.
However, due to relatively small absolute values of a
*
observed for both drying methods and all conditions
applied, it can be assumed that the redness index, a
*
, did
not affect the overall color assessment of dried potato
cubes. Furthermore, unblanched samples dried with micro-
waves and with hot air showed lower values of b
*
, with the
lowest value observed for samples dried with hot air at
50
°C and with microwaves at 24 kPa. Pretreatment fol-
lowed by hot-air drying resulted in an increase in the b
*
index of potato cubes.
Differences in the b
*
index between dried samples were
significant (p 6 0.05). However, differences between sam-
ples dried with microwaves at 24 kPa and those dried with
hot air at 50
°C were non-significant. The fact that no sub-
stantial increase in a
*
and b
*
was observed for unblanched
samples dried at different conditions confirms that no enzy-
matic browning reactions occurred during drying. This can
be explained by fast inactivation of enzymes caused by the
sharp rise in temperature of samples during drying, and by
the relatively low temperature of the material during drying
which was not high enough to initiate the Mailard reac-
tions. As for the samples blanched before drying, a consid-
erable increase in the b
*
parameter was observed, which
suggests that enzymatic browning reactions were initiated
by the high temperature of water used for pretreatment.
It was found that blanching followed by drying with hot
air caused an increase in the yellowness index, YI E313, of
potato cubes. The highest value of this index, equal to 81,
was observed for blanched material dried with hot air at
70
°C, while the lowest (39) for unblanched ones dried with
microwaves at 24 kPa and with hot air at 70
°C. Significant
differences (p 6 0.05) were recorded in the YI E313 values
between samples dried with hot air and with microwaves.
However, differences in the yellowness index between
unblanched samples dried with microwaves at 24 kPa and
samples dried with hot air at 70
°C were non-significant
(p 6 0.05). The small values of a
*
, b
*
and YI E313 as well
as the high value of L
*
indicate that drying with micro-
Fig. 4. Color indices of raw and dried potato cubes. Means ± standard
deviations.
Fig. 5. Averaged force and energy required to cause 3.0 and 5.5 mm
deformation. Means ± standard deviations.
310
J. Bondaruk et al. / Journal of Food Engineering 81 (2007) 306–312
waves at 24 kPa resulted in the best color attributes of
dried potato cubes.
shows the averaged force and energy, respectively,
required to cause deformation of 3.0 and 5.5 mm during
the compression of dried potato cubes. It was found that
both blanched and unblanched samples dried with hot air
at 70
°C as well as blanched samples dried with hot air at
50
°C were characterized by the highest energy of deforma-
tion and the highest resistances at both deformation levels
(3.0 and 5.5 mm). Significant differences were observed
between the maximal compression forces of dried samples.
However, there were no significant differences (p 6 0.05)
between the maximal compression forces for samples dried
with hot air at 50
°C and for all samples dried with micro-
waves. Similar observations were made with respect to the
energy required to compress a sample, which suggests that
a vacuum level of 24 kPa ensures good texture parameters
of dried potato cubes and is most appropriate for potato
drying.
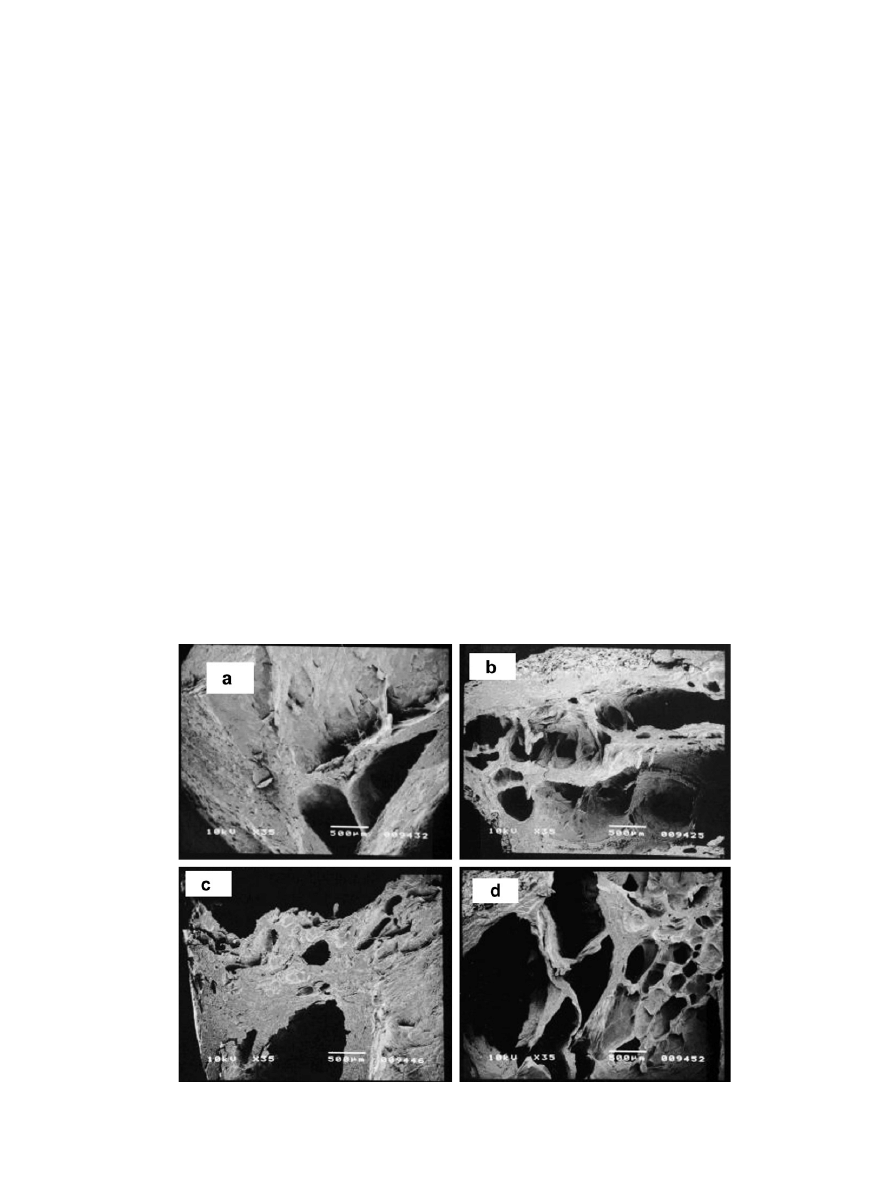
shows SEM (scanning electron microscopy)
images of the cross-sections of blanched and unblanched
potato cubes dried with hot air at 50 and 70
°C and in a
vacuum-microwave oven at 6 and 24 kPa. Well-preserved
structures of cell walls as well as whole cells filled with
starch gel were present in the inner regions of blanched
samples dried with hot air at 50
°C (
a). The micro-
structure of the interior part of a dried potato cube was
compact and the cells were tightly packed. Due to the
well-preserved cell structures, observed in
a, as well
as tight packing and strong connections between cells,
blanched and hot-air dried potato cubes were characterized
by higher mechanical resistance than unblanched samples.
The inner structure of unblanched potato cubes dried
with hot air at 70
°C (
b) is composed of a compact
starch–protein matrix containing diluted cell walls, residual
conductive bundles and starch grains. Despite considerable
porosity, the microstructure of potato cubes dried with hot
air at 70
°C showed higher mechanical resistance, com-
pared to samples dried at 50
°C. More advanced changes
in parenchyma microstructure were observed for potato
cubes dried at 70
°C.
As shown in
c and d, vacuum-microwave process-
ing caused more serious changes in the microstructure of
dried potato cubes in comparison with hot-air drying.
shows that regardless of the vacuum level applied,
dried material was characterized by strongly porous and
irregular structure. Drying at 6 kPa caused violent evapo-
ration of water in cells followed by a collapse of cell struc-
ture and partial disconnection of cells. Drying at 24 kPa
resulted in complete destruction of cell structure.
The phenomenon of more advanced destruction of
microstructure observed in dry potato tissue can be
explained by the fact that during vacuum-microwave dry-
ing the temperature of the material is strongly dependent
on the vacuum level. The lower the vacuum level during
drying the lower the temperature of the material. A higher
Fig. 6. SEM images of the cross-sections of potato cubes: (a) blanched and dried with hot air at 50
°C; (b) dried with hot air at 70 °C; (c) vacuum-
microwave dried at 6 kPa; (d) vacuum-microwave dried at 24 kPa.
J. Bondaruk et al. / Journal of Food Engineering 81 (2007) 306–312
311

temperature of the material could cause more violent evap-
oration of water as well as melting of starch granules,
which could weaken the starch–protein matrix. During vio-
lent evaporation of water in cells the pressure of vapor was
high, which could cause destruction observed in the micro-
structure of vacuum-microwave dried material. Differences
in the microstructure of dried potato cubes caused by dif-
ferent drying conditions during experiments (
) may
suggest that vacuum-microwave dried samples are charac-
terized by good reconstitution ability during rehydration,
which can be a consequence of their high porosity, com-
pared with those dried with hot air.
Measurements of the drying time and the quality attri-
butes of dried potato cubes indicated the advantage of vac-
uum-microwave drying over hot-air drying. The results of
this study suggest that a vacuum level of 24 kPa ensured
the best overall quality index of dried potato cubes, i.e.
slighter color changes of the product accompanied by its
higher ability to absorb water, good texture as well as a
high level of starch and sugar preservation.
4. Conclusions
Experimental data concerning the drying kinetics and
different quality attributes of blanched and unblanched
potato cubes dried by vacuum-microwave and hot-air tech-
niques were analyzed in the study. It was found that the
vacuum pressure affects the drying rate of potato cubes.
The time of drying needed to reduce moisture content from
the initial point to 0.1 kg/kg d.b., observed for potato
cubes dried in a vacuum-microwave oven at 6 kPa, was six-
fold shorter, compared with samples dried with hot air at
70
°C.
Experimental data show that almost all quality attri-
butes studied were dependent on the vacuum pressure level
applied during vacuum-microwave drying. It was also
observed that the drying technique strongly affected the
composition, color, mechanical properties and microstruc-
ture of dried potato cubes.
Microwave drying at 24 kPa ensured the shortest drying
time and the best overall quality index of dried potato
cubes, and thus was chosen as the most appropriate tech-
nique for potato drying.
Although modeling of the kinetics of vacuum-micro-
wave drying has been the subject of substantial research
over the last decade, further investigations should be per-
formed on modeling of the quality of vacuum-microwave
dried foods based on mass, heat and pressure transfer.
Acknowledgements
The authors are grateful for the financial support pro-
vided within the framework of Grant No. 2 P06T 052 29
of the Polish Ministry of Scientific Research. The authors
also thank Professor Marian Szarycz of Agricultural Uni-
versity in Wroclaw, Poland, for his helpful cooperation in
performing vacuum-microwave drying experiments.
References
AOAC. (1975). Official methods of analysis (12th ed.). Washington, DC.
Ayappa, K. G., Davis, H. T., Davis, E. A., & Gordon, J. (1991). Analysis
of microwave heating of materials with temperature dependent
properties. AIChE Journal, 37(3), 313–322.
Beaudry, C., Raghavan, G. S. V., Ratti, C., & Rennie, T. J. (2004). Effect
of four drying methods on the quality of osmotically dehydrated
cranberries. Drying Technology, 22(3), 521–540.
Błaszczak, W., Chrzanowska, M., Fornal, J., Zimnoch-Guzowska, E.,
Palacios, M. C., & Vacek, J. (2005). Scanning electron microscopic
investigation of different types of necroses in potato tubers. Food
Control, 16, 747–752.
Bouraout, M., Richard, P., & Durance, T. (1994). Microwave and
convective drying of potato slices. Journal of Food Process Engineering,
17, 353–363.
Chatterjee, A., Basak, T., & Ayappa, K. G. (1998). Analysis of microwave
sintering of ceramics. AIChE Journal, 44(10), 2302–2311.
Cui, Z.-W., Xu, S.-Y., & Sun, D.-W. (2004a). Effect of microwave-vacuum
drying on the carotenoids retention of carrot slices and chlorophyll
retention of Chinese chive leaves. Drying Technology, 22(3), 563–565.
Cui, Z.-W., Xu, S.-Y., & Sun, D.-W. (2004b). Microwave-vacuum drying
kinetics of carrot slices. Journal of Food Engineering, 65(3), 164–175.
Cui, Z.-W., Xu, S.-Y., Sun, D.-W., & Chen, W. (2005). Temperature
changes during microwave-vacuum drying of sliced carrots. Drying
Technology, 22(3), 563–565.
Drouzas, A. E., Tsami, E., & Saravacos, G. D. (1999). Microwave/
vacuum drying of model fruit gels. Journal of Food Engineering, 39(3),
117–122.
Funebo, T., & Ohlsson, T. (1998). Microwave-assisted air dehydration of
apple and mushroom. Journal of Food Engineering, 38, 353–367.
Giese, J. (1992). Advances in microwave food processing. Food Technol-
ogy, 46, 118–123.
Giri, S. K., & Prasad, S. (2007). Drying kinetics and rehydration
characteristics of microwave-vacuum and convective hot-air dried
mushrooms. Journal of Food Engineering, 78(2), 512–521.
Kostaropoulos, A. E., & Saravacos, G. D. (1995). Microwave pretreat-
ment for sun-dried raisins. Journal of Food Science, 60, 344–347.
Litvin, S., Mannheim, C. H., & Miltz, J. (1998). Dehydration of carrots by
a combination of freeze drying, microwave heating and air or vacuum
drying. Journal of Food Engineering, 36, 103–111.
Maskan, M. (2000). Microwave/air and microwave finish drying of
banana. Journal of Food Engineering, 48, 169–175.
Mermelstein, N. H. (1997). How food technology covered microwaves
over the years. Food Technology, 51(5), 82–84.
Pabis, S., Jayas, D. S., & Cenkowski, S. (1998). Grain drying. Theory and
Practice. New York, NY: John Wiley & Sons.
PCS. (1990). Fruit and vegetable products. Preparation of samples and
testing methods. Determination of sugar content and nonsugar extract.
PCS reference No. PN–90/A–75101.07. Warsaw, Poland: Polish
Committee for Standardization (in Polish).
Sunjka, P. S., Rennie, T. J., Beaudry, C., & Raghavan, G. S. V. (2004).
Microwave-convective and microwave-vacuum drying of cranberries:
A comparative study. Drying Technology, 22(5), 1217–1231.
Yongsawatdigul, J., & Gunasekaran, S. (1996). Microwave-vacuum
drying of cranberries: Part II. Quality evaluation. Journal of Food
Processing and Preservation, 20, 145–156.
312
J. Bondaruk et al. / Journal of Food Engineering 81 (2007) 306–312
Document Outline
Wyszukiwarka
Podobne podstrony:
Effect of vacuum microwave drying on selected mechanical and rheological properties of carrot
Microwave drying characteristics of potato and the effect of different microwave powers on the dried
Drying kinetics and quality of vacuum microwave dehydrated garlic cloves and slices
Text which I chose is strongly connected with the economy and conditions on the market
Headspace Volatiles and Physical Characteristics of Vacuum microwave, Air, and Freeze dried Oregano
Effect of Drying Techniques and Storage on Mulberry (Morus alba) Quality
Effect of a novel physical pretreatment process on the drying kinetics of seedless grapes
31 411 423 Effect of EAF and ESR Technologies on the Yield of Alloying Elements
Effects of the Great?pression on the U S and the World
Effects of the Atomic Bombs Dropped on Japan
Effect of magnetic field on the performance of new refrigerant mixtures
76 1075 1088 The Effect of a Nitride Layer on the Texturability of Steels for Plastic Moulds
Curseu, Schruijer The Effects of Framing on Inter group Negotiation
A systematic review and meta analysis of the effect of an ankle foot orthosis on gait biomechanics a
71 1021 1029 Effect of Electron Beam Treatment on the Structure and the Properties of Hard
Effects of kinesio taping on proprioception at the ankle
Glińska, Sława i inni The effect of EDTA and EDDS on lead uptake and localization in hydroponically
Effecto of glycosylation on the stability of protein pharmaceuticals
Understanding the effect of violent video games on violent crime S Cunningham , B Engelstätter, M R
więcej podobnych podstron