
The role of drying, grinding, torrefaction and flash
pyrolysis in the production of liquids and chemicals
from biomass via gasification
Ilkka Hannula &
Kari Vanhatalo

Introduction
• Thermochemical processes are sensitive
to feedstock quality
• Biomass feedstocks are very
heterogeneous
Æ Need for pretreatment technologies
Introduction
• Economies of scale exist
• Biomass is rarely available abundantly
Æ Logistics are crucial
Æ Role of energy densification?
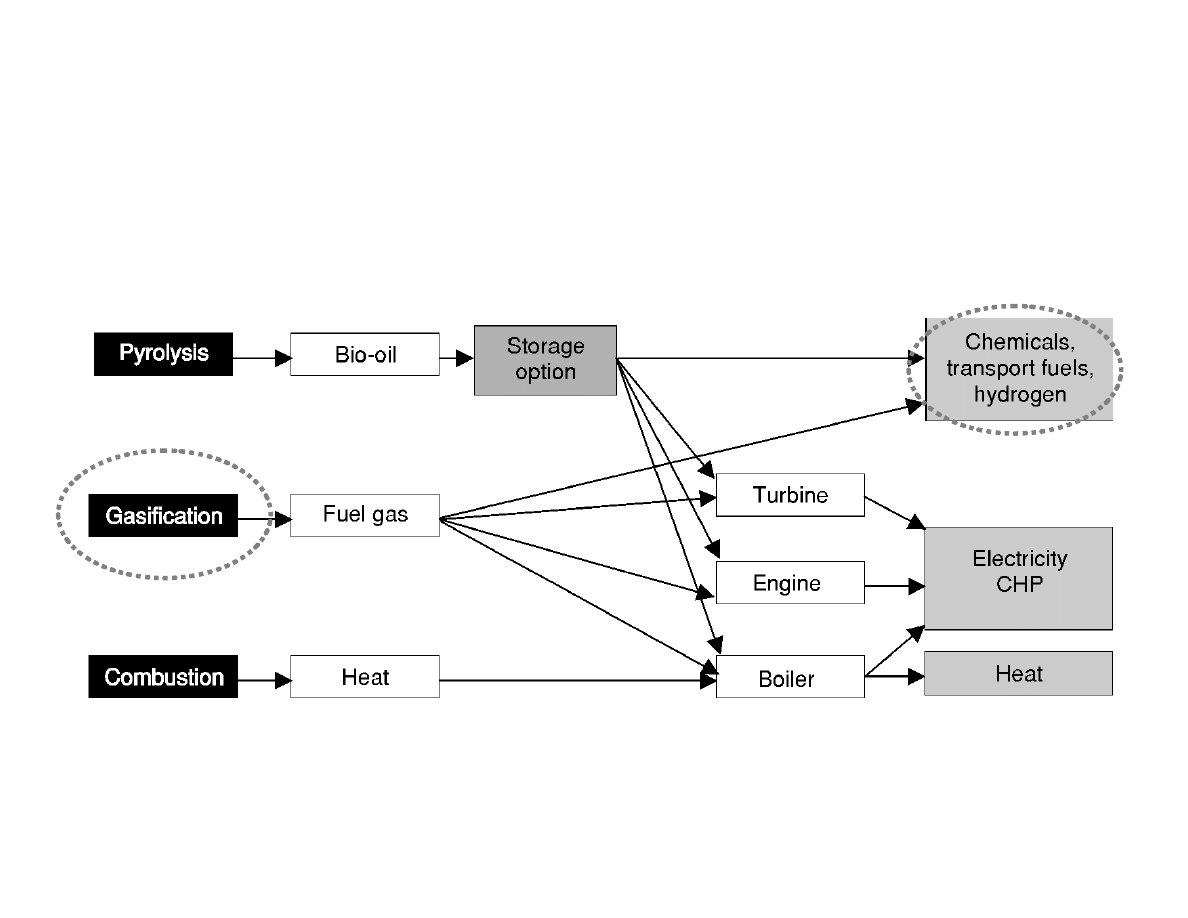
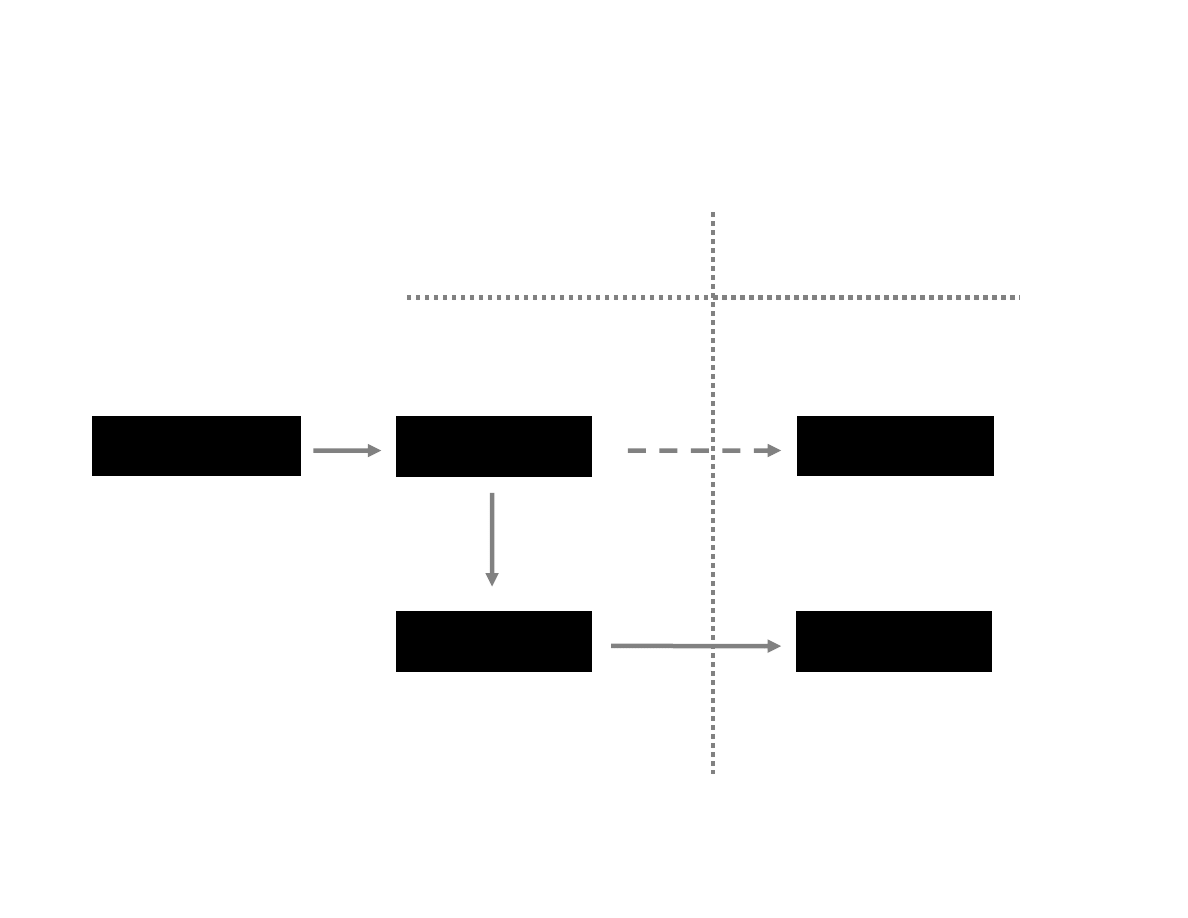
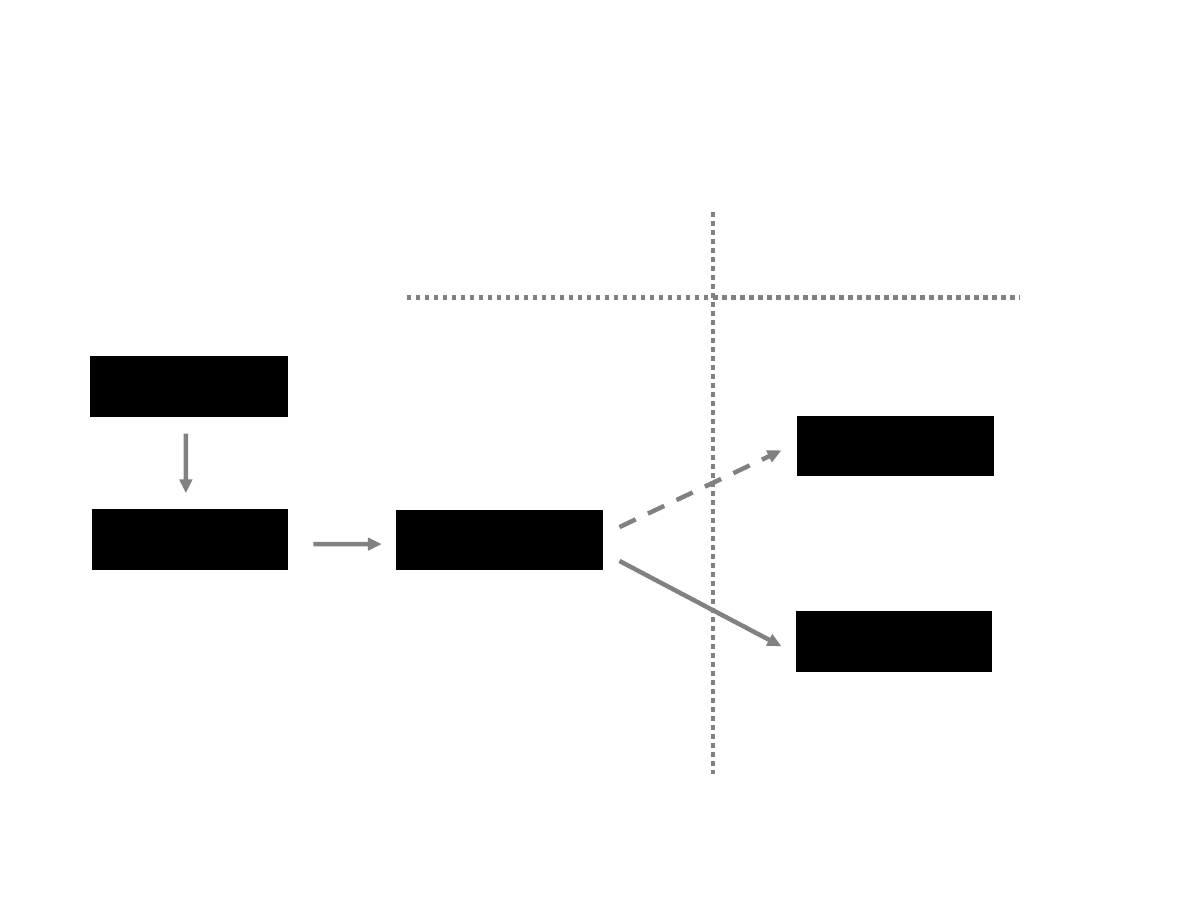
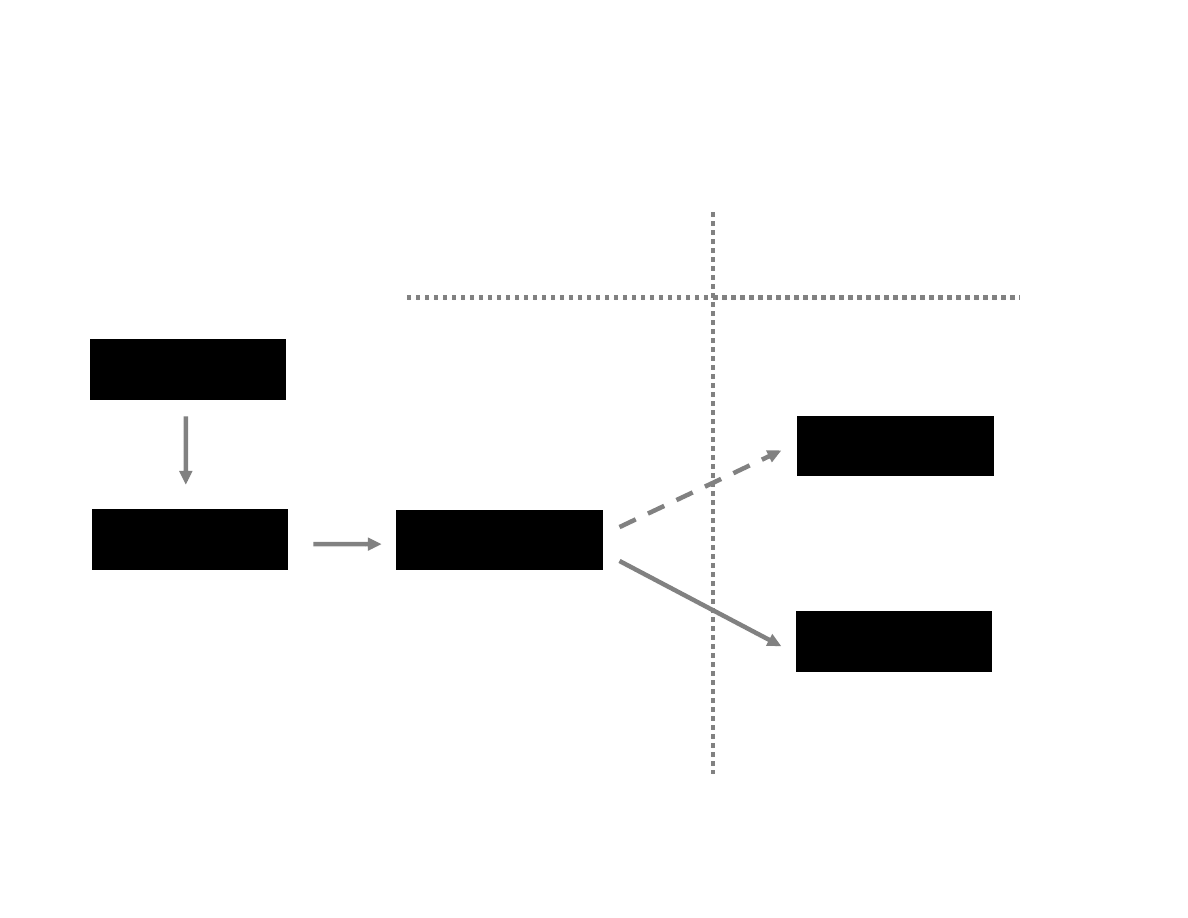
Thermochemical routes
Figure 1. A schematic diagram of different thermal process routes for biomass conversion
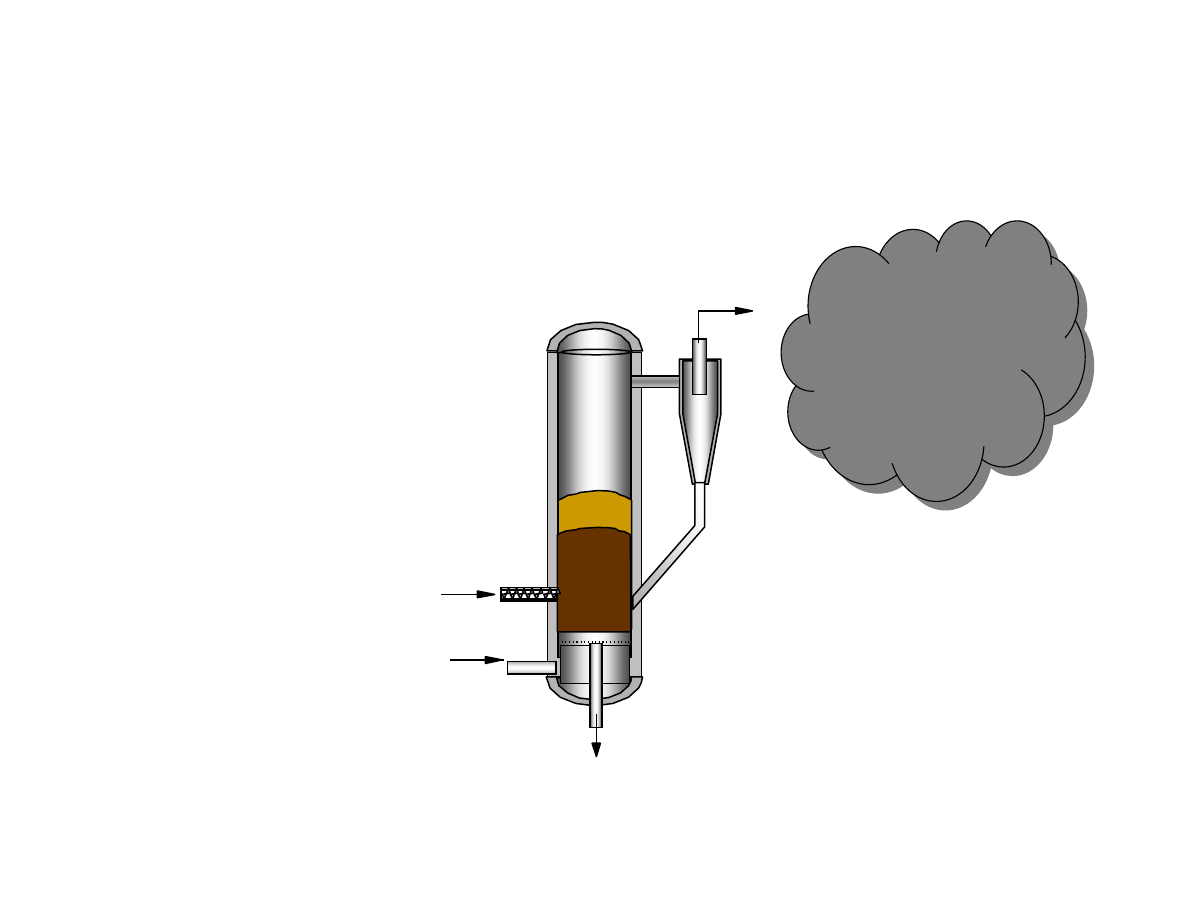
Gasification in large scale
FEEDSTOCK
AIR
ASH
GAS
Feedstock size <10 mm
Tars
Tars
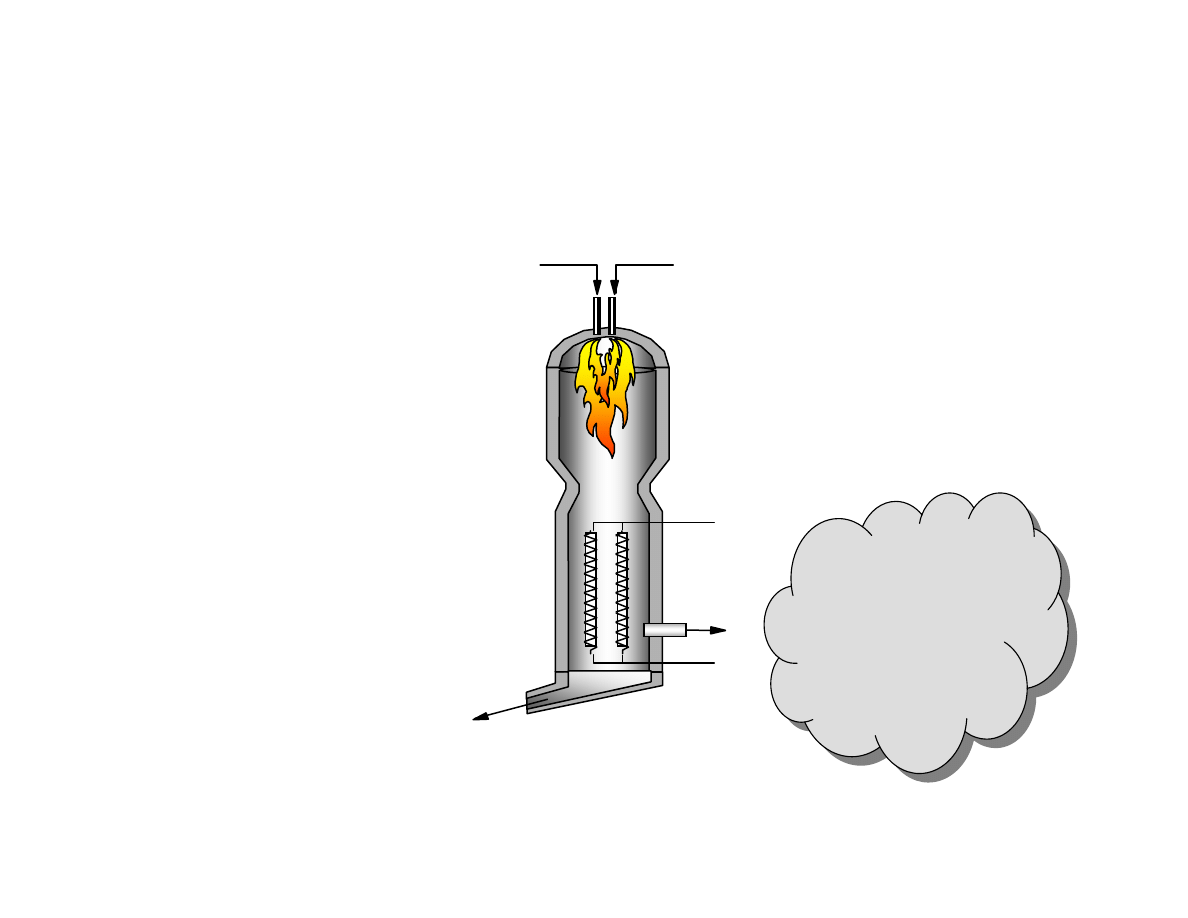
Gasification in large scale
GAS
SLAG
FEEDSTOCK
OXYGEN & STEAM
Feedstock size <0.1 mm
No tars
No tars
Pretreatment for gasification
Fluidised-bed
Entrained flow
Gasification
Pre-treatment
Drying
Grinding
Pyrolysis
Torrefaction
Commercial
{
Require R&D
{

Drying
• Biomass moisture content could be 40 – 60%
• For synthesis gas production purposes,
feedstock moisture content must usually be
dried down to 15-30 %.
• Choosing of right drying technology is a
question of operational and economic factors
of the specific application

Drying
• Important issues in drying are energy
efficiency, emissions, heat integration and
dryer capacity
• Heat integration: air, flue gas, or steam as
drying medium
• Because of organic raw material, dust
emissions can cause fire or explosion risk
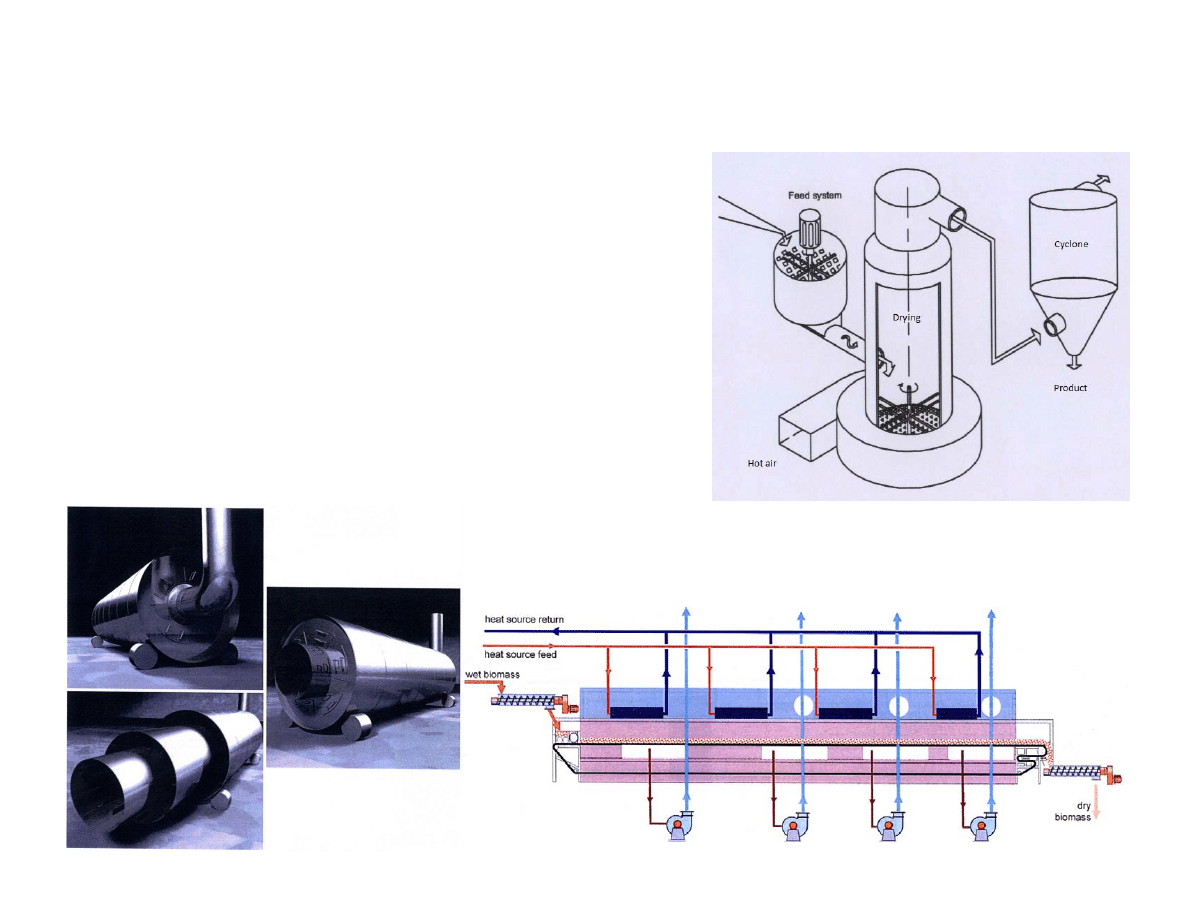
Biomass dryer types
• Commonly used dryer types
for biomass
• Flash dryer
• Belt dryer
• Drum dryer
Grinding
• Biomass is a very heterogeneous raw material
and requires size reduction
• Feedstock particle size to gasification processes
have to be <10 mm
Crushing,
shredding,
cutting
10- 100 mm
Grinding
Synthesis gas
production
”Pre-pre”-treatment methods
< 10 mm
Drying

Grinding
• Feedstock hardness, moisture content and
shape have an effect to processing efficiency
and equipment choosing
• Energy consumption of grinding is between 30-
300 kwh/t
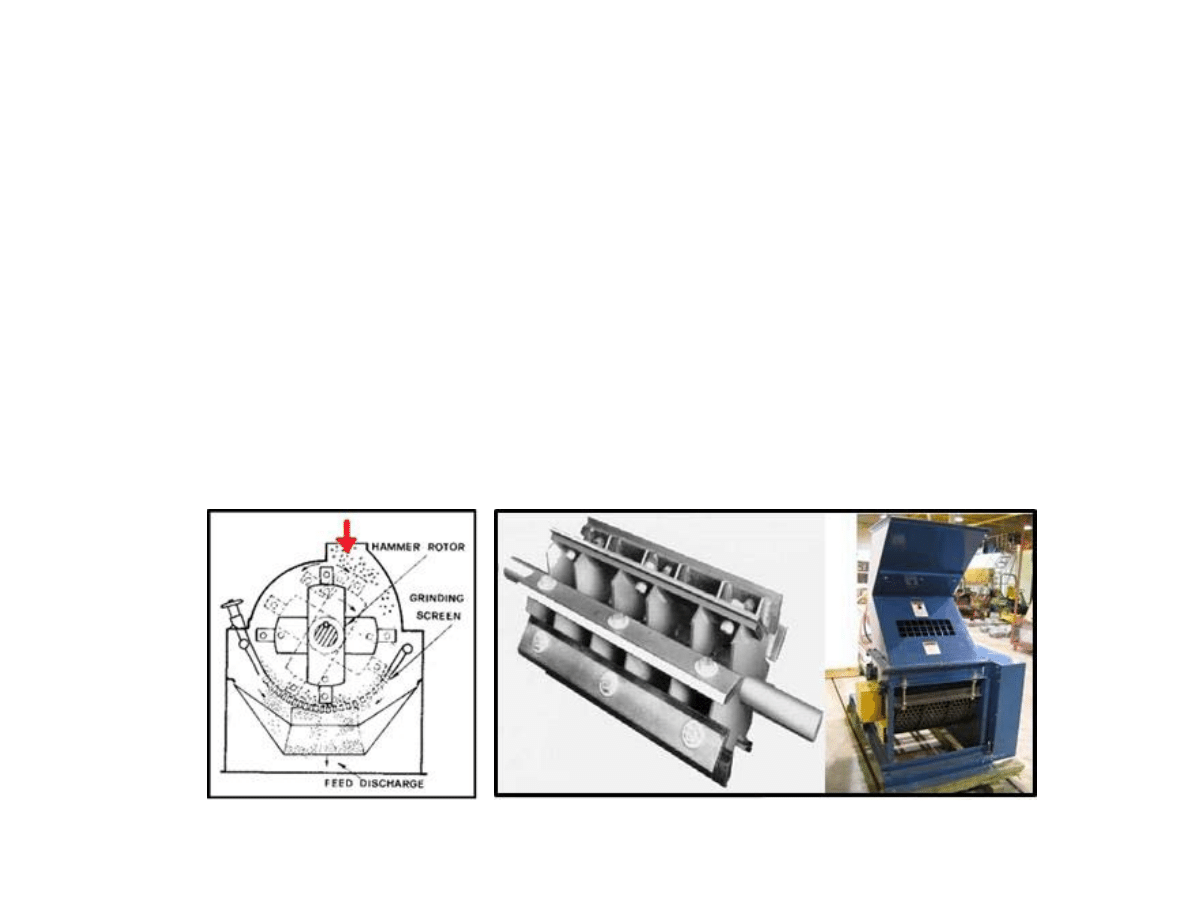
Grinding
• Commonly used equipment for biomass
to achieve required particle size (< 10 mm)
– Hammer mill (Wide feedstock scale)
– Knife mill (Suitable for annual plants)

Torrefaction
• Thermal treatment
• T range of 200 to 300 °C
• Atmospheric pressure, absence of O2

Torrefaction
• Low particle heating rates (< 50 °C/min)
• Residence time from 10 to 30 minutes
Æ Particle size < 4 cm
• Loss of mass and chemical energy
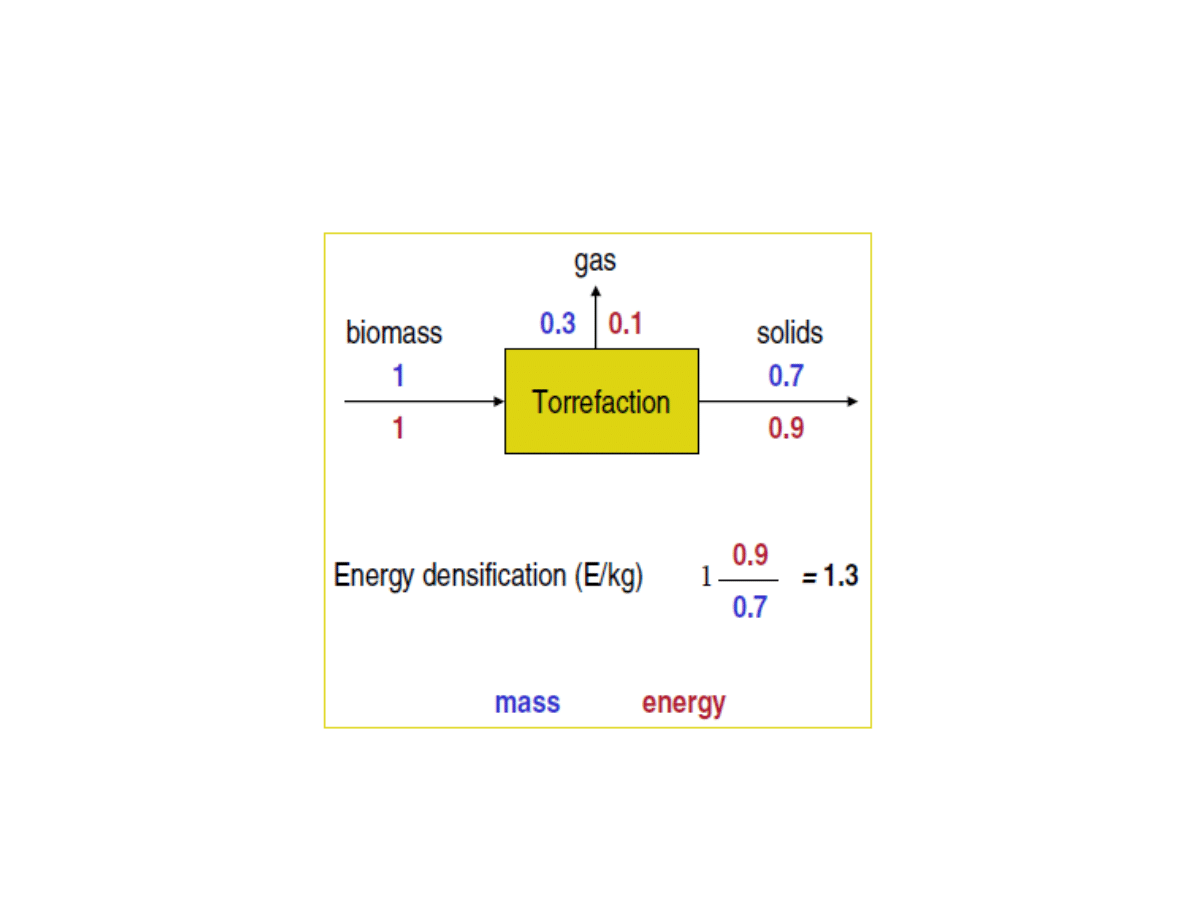

Torrefied wood
• Slightly higher heating value (21–22 MJ/kg,
LHV)
• Improved storing properties (is hydrophobic,
limited biological degradation)
• Brittle in character leading to lower energy
consumption in grinding
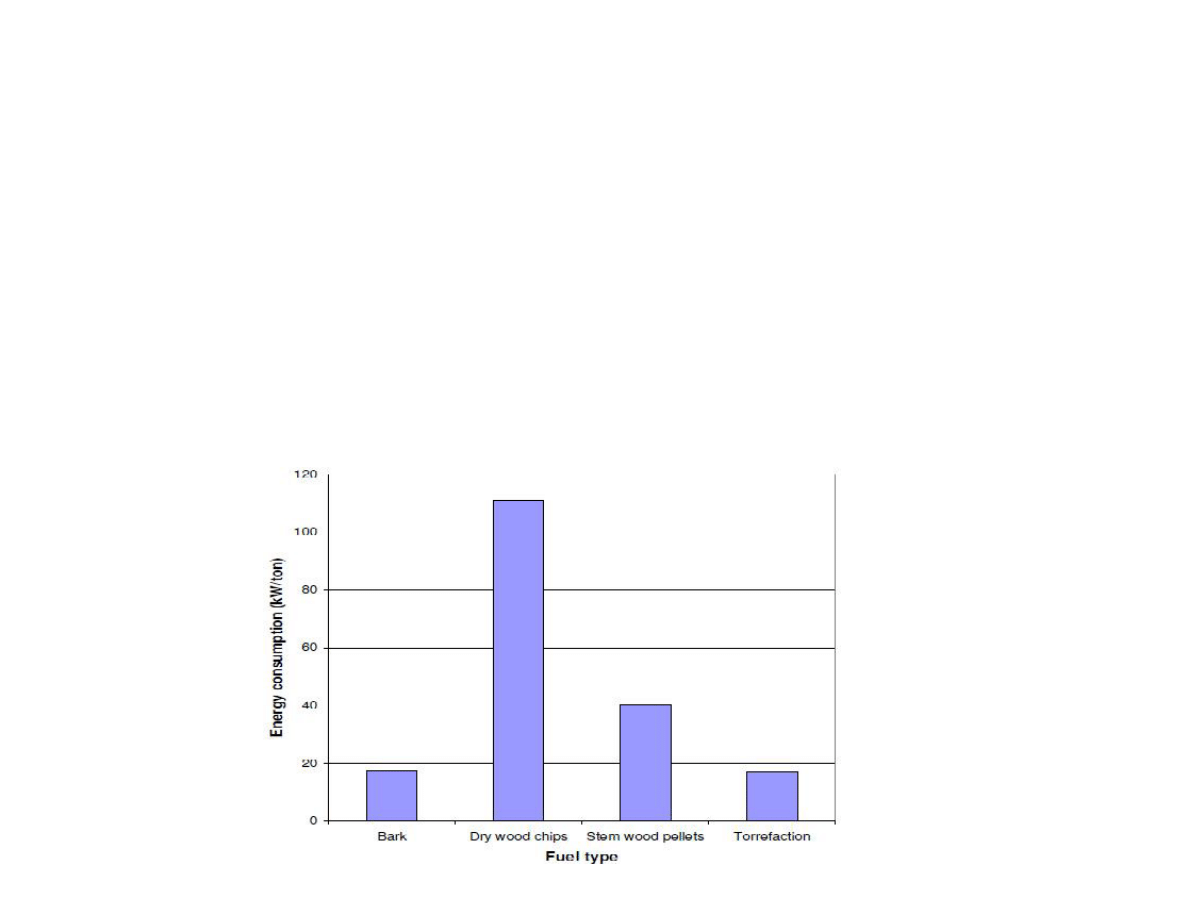
Effect of torrefaction to grinding
• Torrefaction change energy consumption of
grinding.
• 80 % less energy is required comparing dry
wood chips and torrefied chips.

Flash pyrolysis
• Thermal decomposition phenomenon
• Absence of oxygen
• First step in combustion and gasification

Flash pyrolysis
• Process conditions that maximise liquid
production
– moderate temperature
– rapid heat up rate
Æ small particle size
– short vapour residence time
• In addition
– dry feestock to prevent high water content in
the product
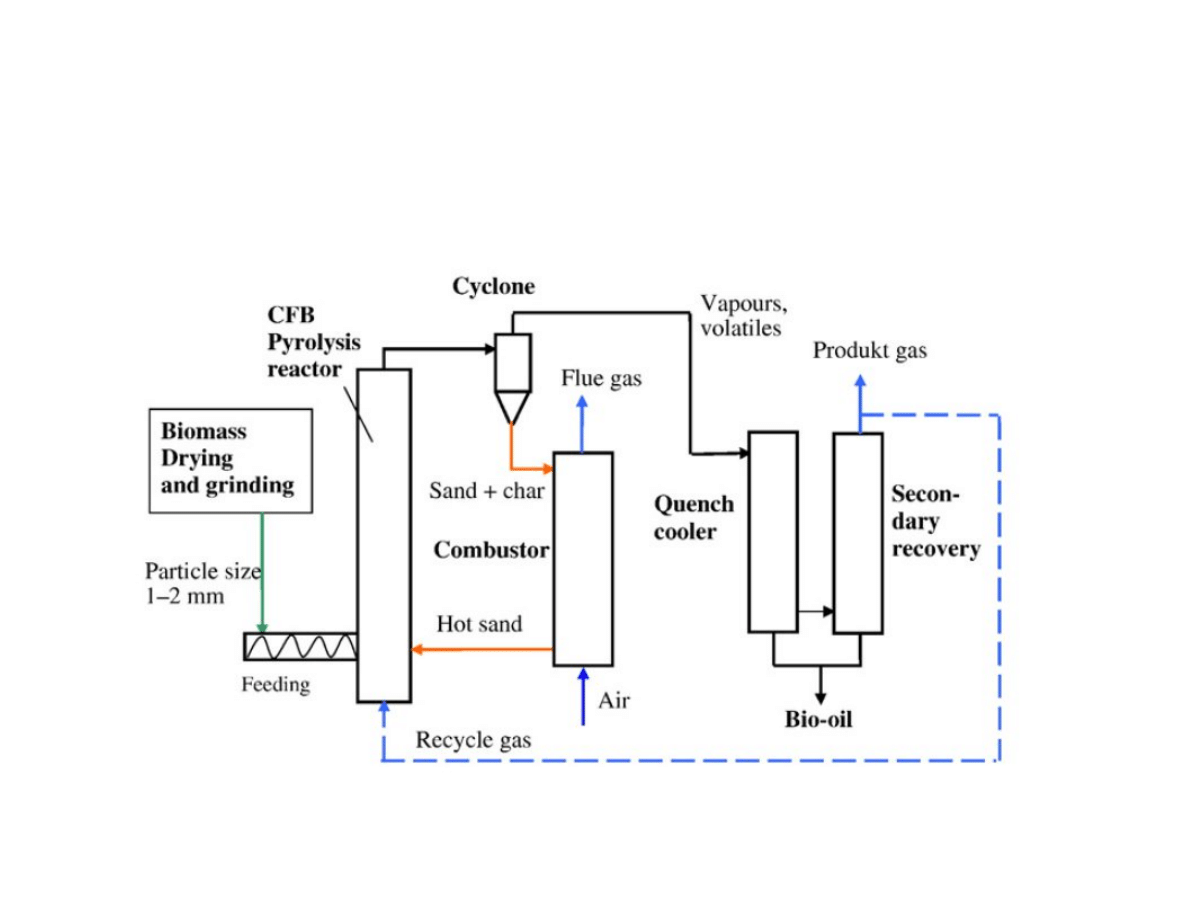
Flash pyrolysis

Flash pyrolysis
• Very high heating and heat transfer rates
• Carefully controlled pyrolysis reaction
temperature of around 500 ºC and vapour
phase temperature of 400-450 ºC,
• Short vapour residence times of typically less
than 2 seconds, and rapid cooling of the
pyrolysis vapours to give the bio-oil product
Pretreatment for gasification
Fluidised-bed
Entrained flow
Gasification
Pre-treatment
Drying
Grinding
Pulverising
Pretreatment for gasification
Fluidised-bed
Entrained flow
Gasification
Pre-treatment
Torrefaction
Grinding
Pulverising
Pretreatment for gasification
Fluidised-bed
Entrained flow
Gasification
Pre-treatment
Pyrolysis
Grinding
Grinding
Drying
Pretreatment for gasification
Fluidised-bed
Entrained flow
Gasification
Pre-treatment
Pyrolysis
Grinding
Torrefaction

Discussion
• Two commercial pre-treatment methods exist for
larger capacities than 50 t/h, namely drying and
grinding.
• Two solutions exist for large scale gasification,
namely fluidised-bed and entrained flow reactors
– Both require drying to around 15 - 30 wt-%.
– Fluidised-bed reactors require feedstock sizing to
around 10 - 50 mm
– Entrained-flow reactors require additional
pulverisation to achieve <0.2 mm.

Discussion
ÆPre-treatment requirements more challenging for
entrained-flow than for fluidised-bed.
ÆDifferences (economic) could be leveled by
constructing larger plants.
ÆUsing torrefaction or pyrolysis as an energy
densification method.

Discussion
Two interesting options exist for lowering the energy
consumption of biomass pulverisation, namely
torrefaction and pyrolysis.
ÆFast pyrolysis of biomass makes pulverization step
unnecessary by turning the solid feedstock into liquid
form.
ÆTorrefaction requires additional pulverization step, but
significantly lowers the energy consumption of this step.

Discussion
• The final choice of pre-treatment/gasification
configuration should be a result of overall evaluation
• Operational and economic factors specific to the
application.
• Economies of scale usually dictate that the larger the
operational scale, the more expensive treatment
systems are available to choose from.
• Successful integration of the system is always of
importance
Wyszukiwarka
Podobne podstrony:
OTŻ 31-40, ogólna technologia żywności SGGW
karta operacyjna 40 gotowa, Politechnika Lubelska, Studia, Studia, wszystkie, Uczelnia, Technologia
40.wiercenie otworów, Politechnika Lubelska, Studia, Studia, technologia maszyn, mój projekt - techn
cwiczenie 40 otrzymywanie sody metoda solvaya, Technologia chemiczna, Technologia nieorganiczna
Operacja 40.1, POLITECHNIKA ŚLĄSKA Wydział Mechaniczny-Technologiczny - MiBM POLSL, Semestr 6, Semes
Operacja 40.2, Technologia maszyn
Coating Methods, Powder Technology
Str.9 - Operacja 40, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, tec
MSR 40 KOREFERAT NIERUCHOMOSCI INWEST
PORÓWNYWANIE TECHNOLOGII
19 Mikroinżynieria przestrzenna procesy technologiczne,
Technologia informacji i komunikacji w nowoczesnej szkole
Technologia spawania stali wysokostopowych 97 2003
SII 17 Technologie mobilne
W WO 2013 technologia
TECHNOLOGIA PŁYNNYCH POSTACI LEKU Zawiesiny
technologia prefabrykowana
więcej podobnych podstron