Parametry spawania
Kluczowe znaczenie dla prawidłowego przebiegu procesu
spawania, a w konsekwencji dla otrzymania spoiny
spełniającej określone wymogi wytrzymałościowe
i techniczne, jest dobór odpowiednich parametrów spawania
rodzaj i biegunowość prądu spawania,
napięcie łuku spawalniczego,
natężenie prądu spawania,
średnica i rodzaj drutu elektrodowego,
prędkość posuwu drutu elektrodowego,
długość wolnego wylotu,
wydatek i skład gazu osłonowego,
prędkość spawania i pochylenie uchwytu spawalniczego.
kolor czerwony – parametry mające największy wpływ na kształt spoiny
Parametry spawania
W celu uzyskania intensywnego stapiania drutu elektrodowego stosuje się
prąd stały o biegunowości dodatniej
Uchwyt spawalniczy podłącza się do „+”, a uchwyt masowy do „-”
Rodzaj i biegunowość prądu spawania
Wpływa na stabilność łuku i ilość rozprysków ciekłego metalu
Zbyt wysokie napięcie łuku powoduje mniej stabilne jarzenie się łuku,
mniejszą częstotliwość zwarć i większy rozprysk
Wpływ na długość łuku i kształt spoiny
Zmniejszenie napięcia powoduje skrócenie łuku spawalniczego,
natomiast jego zwiększenie powoduje wydłużenie łuku
Napięcie łuku spawalniczego
Uzależnione jest od wartości nastawionego napięcia, średnicy i prędkości
podawania drutu
Wartość natężenia prądu spawania dobiera się przede wszystkim w
zależności od grubości i składu chemicznego materiału podstawowego,
ilości układanych ściegów, pozycji i prędkości spawania
Natężenie prądu spawania
Dobiera się w zależności od składu chemicznego spawanego materiału
Najczęstsze średnice drutu elektrodowego 0,6; 0,8; 1,0; 1,2; 1,6 [mm]
Dobór średnicy drutu elektrodowego zależy głównie od grubości materiału
podstawowego, natężenia prądu i pozycji spawania
Należy pamiętać o tym, że wskazane jest stosowanie drutów o mniejszych
średnicach
Użycie cieńszego drutu elektrodowego pozwala uzyskać węższą spoinę,
zwiększa gęstość prądu (wzrost stabilności łuku), wymaga zwiększonej
prędkości podawania drutu elektrodowego (zbyt małe prędkości powodują
zakłócenia w posuwie, które mają negatywny wpływ na proces spawania)
Średnica i rodzaj drutu elektrodowego
Dla określonego napięcia należy tak ustawić prędkość podawania drutu
elektrodowego, aby zapewnić stabilny przebieg jego stapiania
Jeśli prędkość posuwu drutu jest za mała lub napięcie łuku za wysokie, na
końcu drutu elektrodowego tworzą się duże krople ciekłego metalu, które
spadają obok jeziorka spawalniczego
Zbyt duża prędkość posuwu drutu, powoduje odczuwalne „wypychanie”
uchwytu ku górze – drut elektrodowy nie nadąża topić się w łuku
spawalniczym
Prędkość posuwu drutu elektrodowego
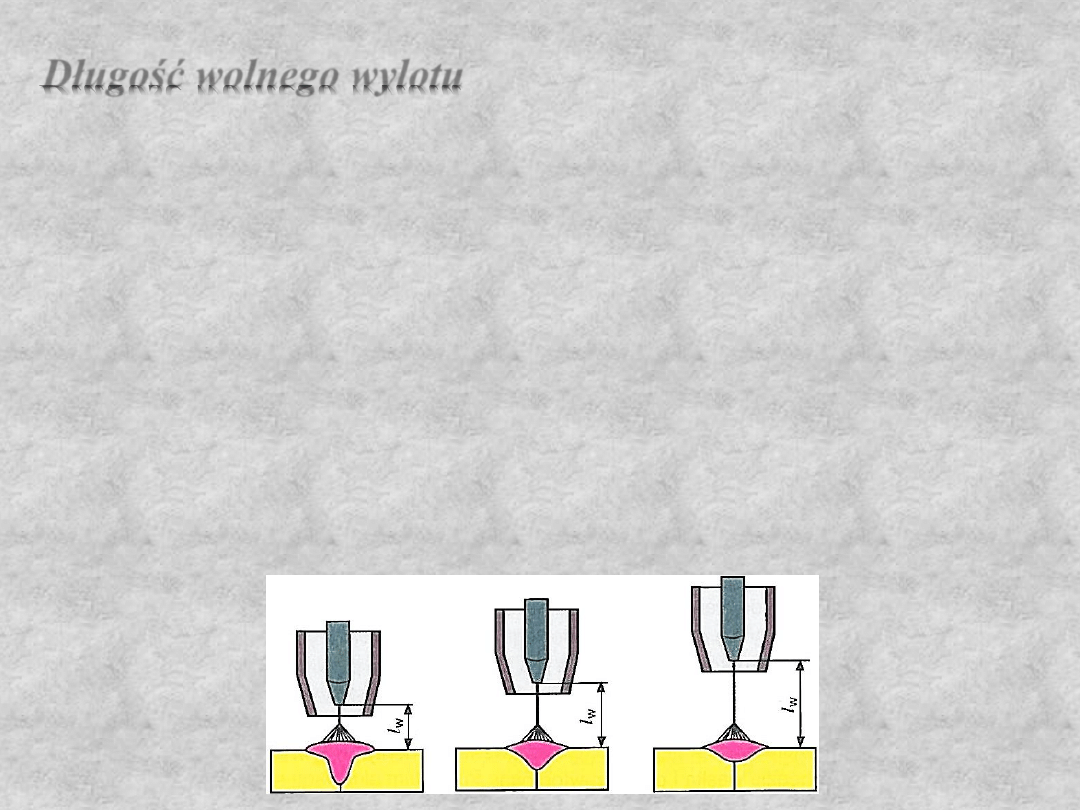
Jest to odległość mierzona od końca topiącego się drutu elektrodowego do
początku końcówki prądowej
Ze wzrostem długości wolnego wylotu, wzrasta wydajność stapiania się drutu,
co przekłada się bezpośrednio na wzrost prędkości spawania
Zbyt długi wolny wylot, może być przyczyną niestabilnego jarzenia się łuku
elektrycznego i powstawania odprysków
Za krótki wolny wylot, powoduje przyklejanie się drutu i niszczenie końcówki
prądowej
Ma także wpływ na kształt spoiny i głębokość wtopienia
Długość wolnego wylotu
Skład gazu osłonowego ma znaczący wpływ na jakość ochrony gazowej
(co przekłada się na jakość złącza spawanego), wartość natężenia prądu
krytycznego i kształt poprzeczny spoiny
Prędkość przepływu gazu osłonowego dobiera się tak, aby zapewnić
skuteczną ochronę jeziorka i łuku spawalniczego
Brak wystarczającej ochrony gazowej, prowadzi do reakcji chemicznej
ciekłego metalu z powietrzem atmosferycznym, wskutek czego dochodzi
do powstawania porowatości spoiny i niestabilności łuku spawalniczego
Wydatek i skład gazu osłonowego
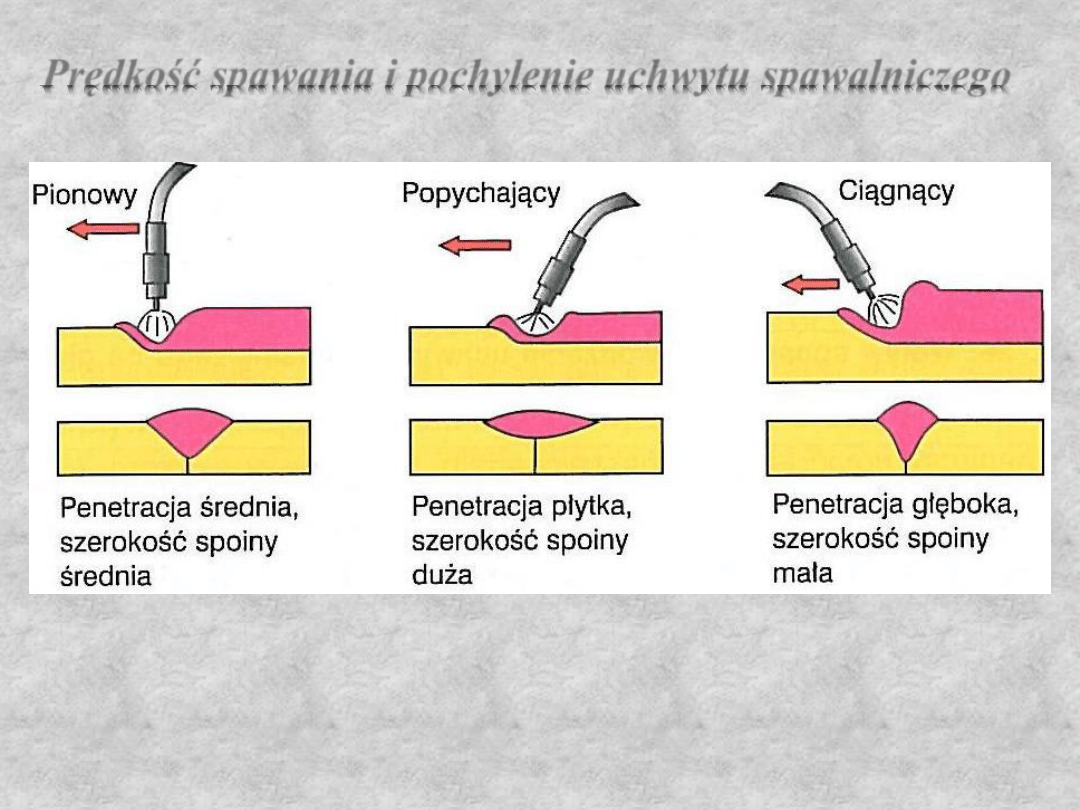
Prawidłowa prędkość spawania pozwala na zachowanie odpowiedniego kształtu
spoiny, przy odpowiednio zadanych wartościach napięcia łuku elektrycznego i
natężenia prądu spawania
Sposób prowadzenia uchwytu spawalniczego ma znaczący wpływ na przebieg
procesu spawania i kształt spoiny
Dużą szerokość spoiny i płytką penetrację uzyskuje się poprzez popychający
sposób prowadzenia uchwytu
Ciągnięcie uchwytu i jeziorka spawalniczego, zapewnia głęboką penetrację i małą
szerokość spoiny
Przy prowadzeniu uchwytu spawalniczego należy zwrócić uwagę na kąt
pochylenia uchwytu, który nie powinien przekraczać 15º względem pionu. Pozwala
to na uzyskanie optymalnego kształtu spoiny i dobrego wtopienia w materiał
Prędkość spawania i pochylenie uchwytu spawalniczego
Prędkość spawania i pochylenie uchwytu spawalniczego
Wyszukiwarka
Podobne podstrony:
Parametry spawania MIG MAG podstawy Spawara
16,18 iPA Parameter Manualid 16 Nieznany (2)
16 Pomiary parametrów procesowych
16 Kwerendy parametryczne Hurtownia
16. Kwerendy parametryczne Hurtownia
16,18 C Parameter Manualid 1673 Nieznany
16 Pomiary parametrów procesowych
NASA 98 acc eam GLOBAL NONLINEAR PARAMETR MODEL WITH APP TO F 16 AERODYNAMICS
16,18 C Parameter Manual
Jak ustawić parametry w półautomacie wyjściowe wartości do spawania www narzedziowa com
Sld 16 Predykcja
Ubytki,niepr,poch poł(16 01 2008)
Parametry życiowe dla WCEM
Technologia spawania stali wysokostopowych 97 2003
16 Metody fotodetekcji Detektory światła systematyka
wyklad badania mediow 15 i 16
RM 16
więcej podobnych podstron