
Politechnika Świętokrzyska w Kielcach
Projektowanie Urządzeń Elektronicznych
Projekt 1
Wykonali:
Karoń Jędrzej
Paweł Chmielnicki
1. Cele i założenia:
Celem pierwszej części projektu było zaznajomienie się z metodami
projektowanie układów w oparciu o równanie opisujące etapy pracy
poszczególnych elementów oznaczonych literami oraz indeksami ‘‘+’’
lub ‘’-‘’ oraz cyklogram przedstawiający jak wygląda praca układu
elementów w czasie.
𝑆
−
+
𝐵
−
𝐶
+
𝐸
−
𝐸
+
𝐹
+
𝐶
−
𝐵
+
𝐴
−
𝐺
+
𝐺
−
𝐹
−
𝐵
−
𝐶
+
𝐸
−
𝐸
+
𝐹
+
𝐶
−
𝐵
+
𝐴
+
𝐷
−
𝐺
+
𝐺
−
𝐷
+
𝐹
−
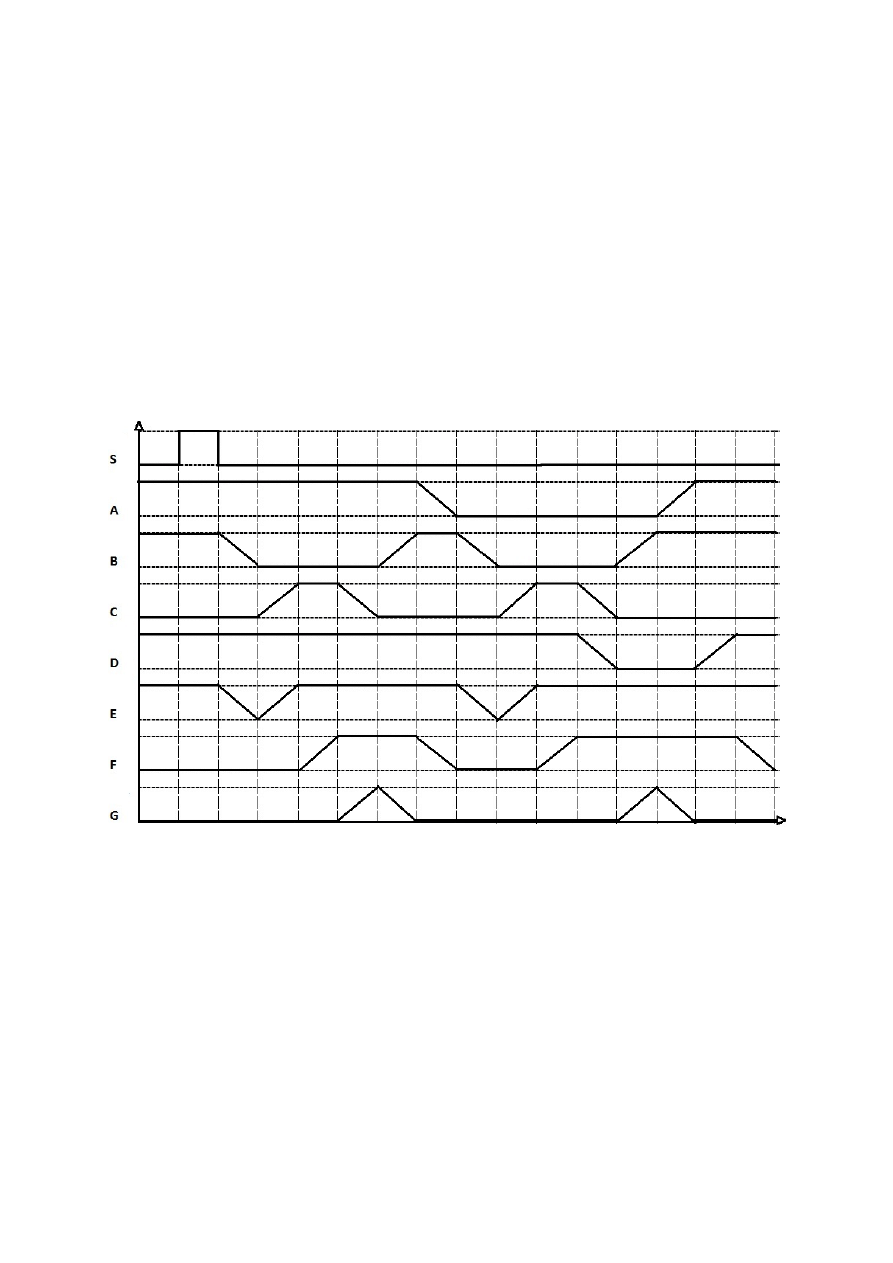
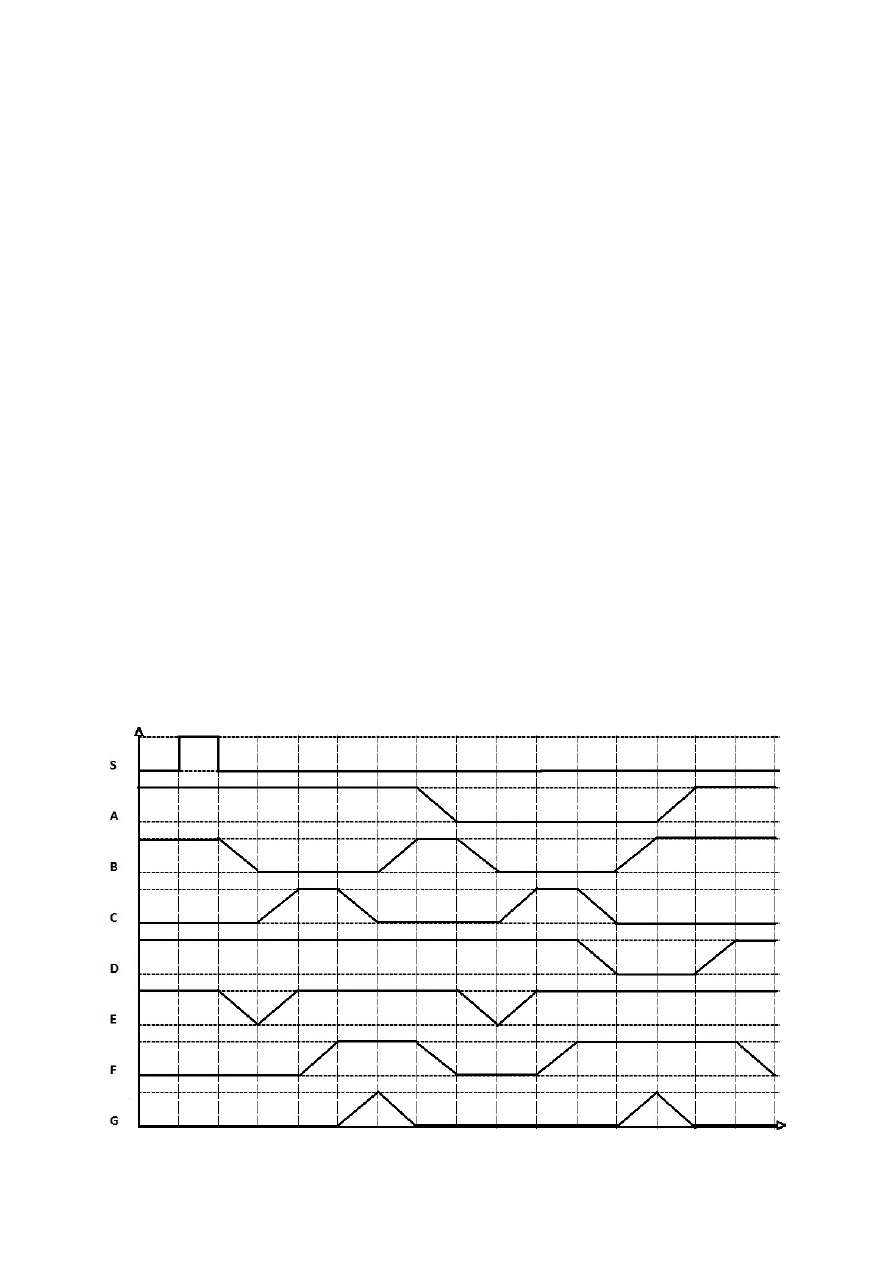
Rys. 1 Cyklogram pracy.
Stan zawierający oba indeksy jest punktem startu i jest to stan
stabilny. Założono, że znak plus odpowiada sygnałowi sterującemu
wysunięciem tłoka na pełną jego długość (stan wysoki na
cyklogramie), natomiast minus powrotem do pełnego złożenia (stan
niski). Czasy działania poszczególnych elementów dla uproszczenia
przyjęto takie same.
S+-
B-
E-
C+
E+
F+
C-
G+
B+
G-
A-
F-
B-
E-
C+
E+
F+
C-
D-
B+
G+
A+
G-
D+
F-
s
b0e0
k2
k1
k3
k4
k5
k6
k7
k8
k1
k2
c1e1
f1
k3
c0g1
k4
b1g0
a0f0
k5
b0e0
k6
c1e1
f1
k7
c0d0
b1g1
k8
a1g0
d1
f0
x8=f0k8
x2=f1k2
x3=c0g1k3
x4=a0f0k4
x5=b0e0k5
x6=f1k6
x7=b1g1k7
2. Etapy projektowania:
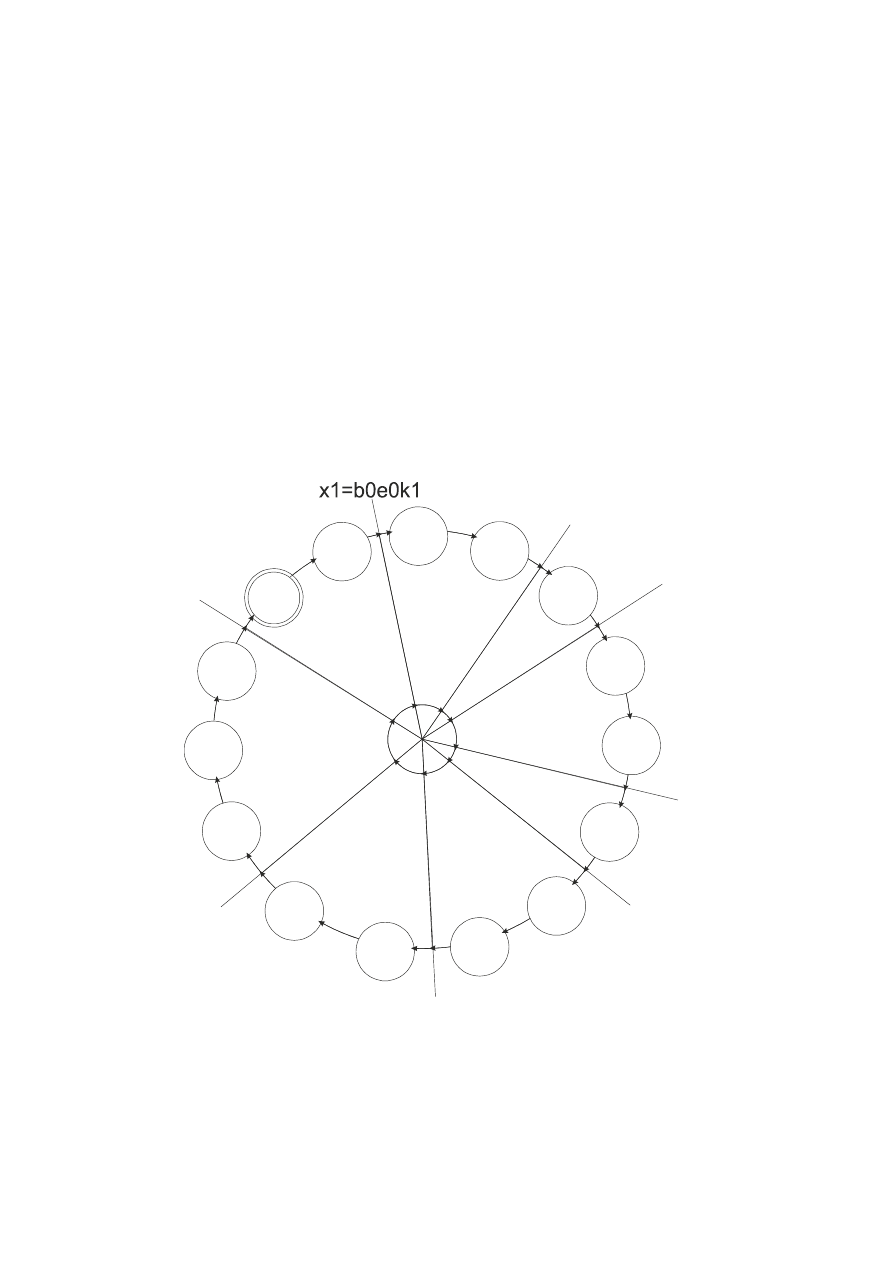
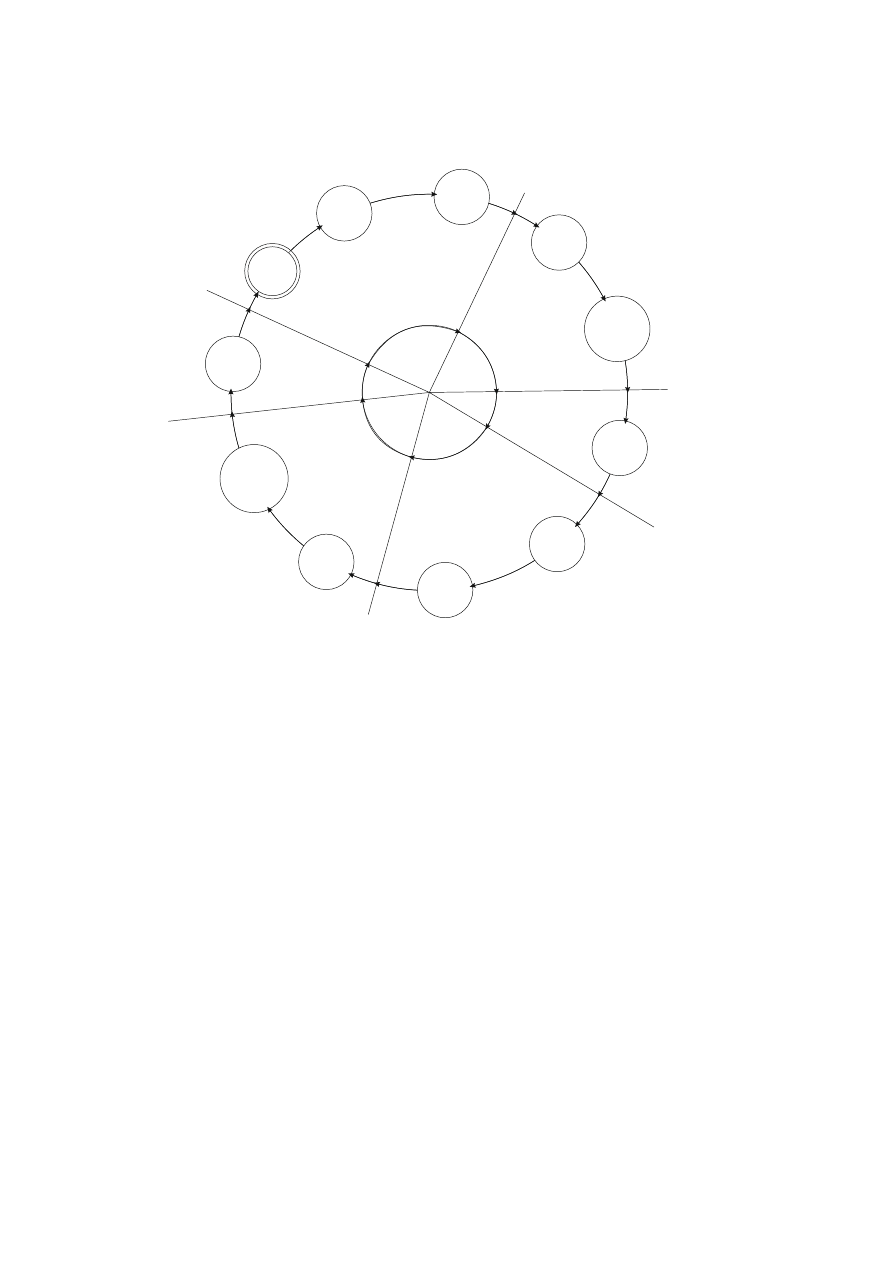
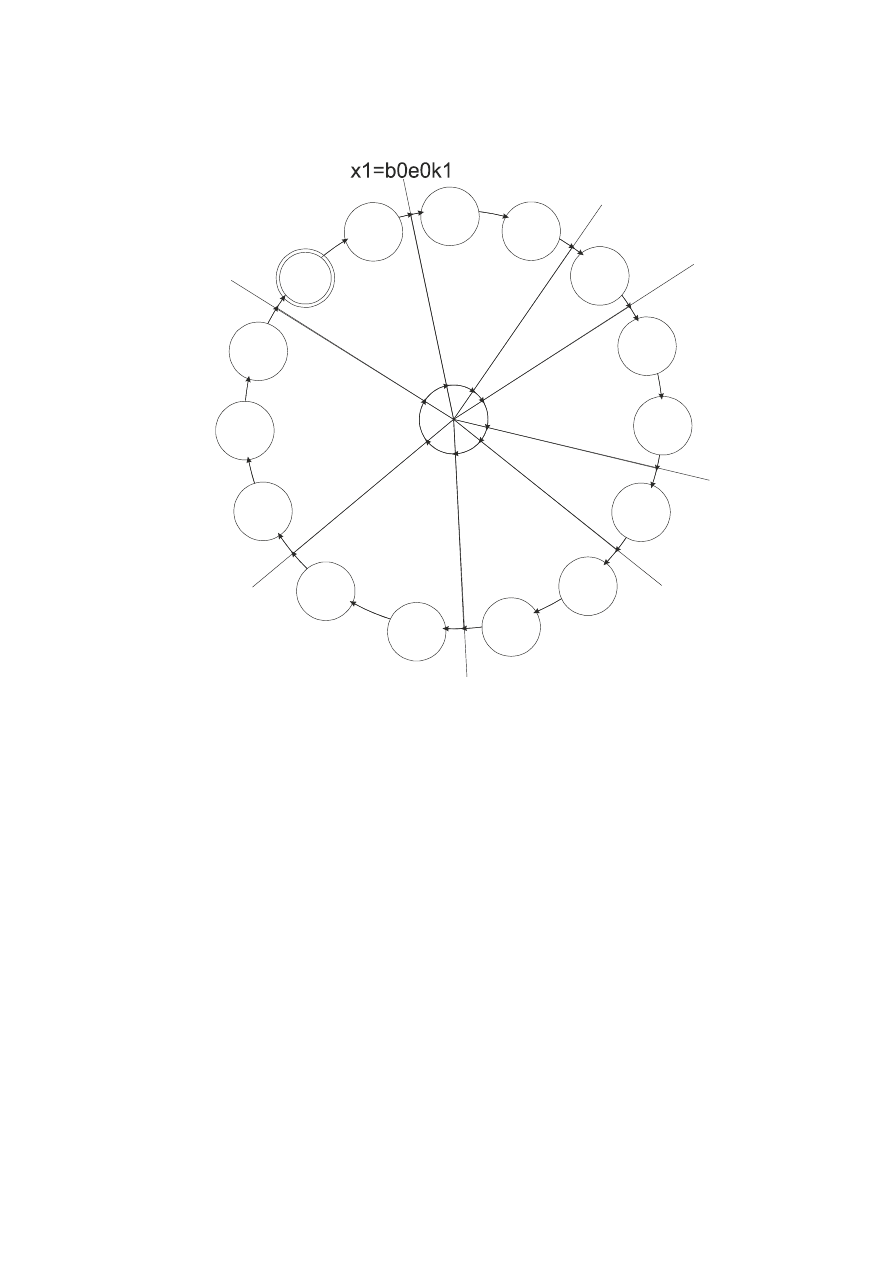
Do podanej funkcji utworzony został graf na podstawie powyższego
równania pracy. Stan stabilny oznaczamy podwójnym kółkiem
natomiast stany niestabilne pojedynczym. Dużymi literami opisano
elementy (informacje w jakim stanie mają być) a małymi sygnaly
sterujące. Indeks 1 oznacza stan wysoki natomiast 0 niski cyklogramu.
Kolejnym krokiem było wyznaczenie sygnalów podziału (oznaczonych
literą ‘’x’’ ) które dzielą nam graf na sektory świadczące o stanie
pamięci. Obszary te wyznaczamy jako maksymalne wycinki koła,
gdzie żaden z elementów nie występuje w dwóch różnych stanach).
Rys.2 Graf wraz z opisanymi stanami oraz sygnalami podzialu i stanem pamięci
w poszczególnym wycinku.
Równania funkcji sygnałów podziału:
x1 =𝑏
0
∗ 𝑒
0
∗ 𝐾
1
x2 =𝑓
1
∗ 𝐾
2
x3 =𝑐
0
∗ 𝑔
1
∗ 𝐾
3
x4 =𝑎
0
∗ 𝑓
0
∗ 𝐾
4
x5 =𝑏
0
∗ 𝑐
0
∗ 𝐾
5
x6 =𝑓
1
∗ 𝐾
6
x7 =𝑏
1
∗ 𝑔
1
∗ 𝐾
7
x8 =𝑓
0
∗ 𝐾
8
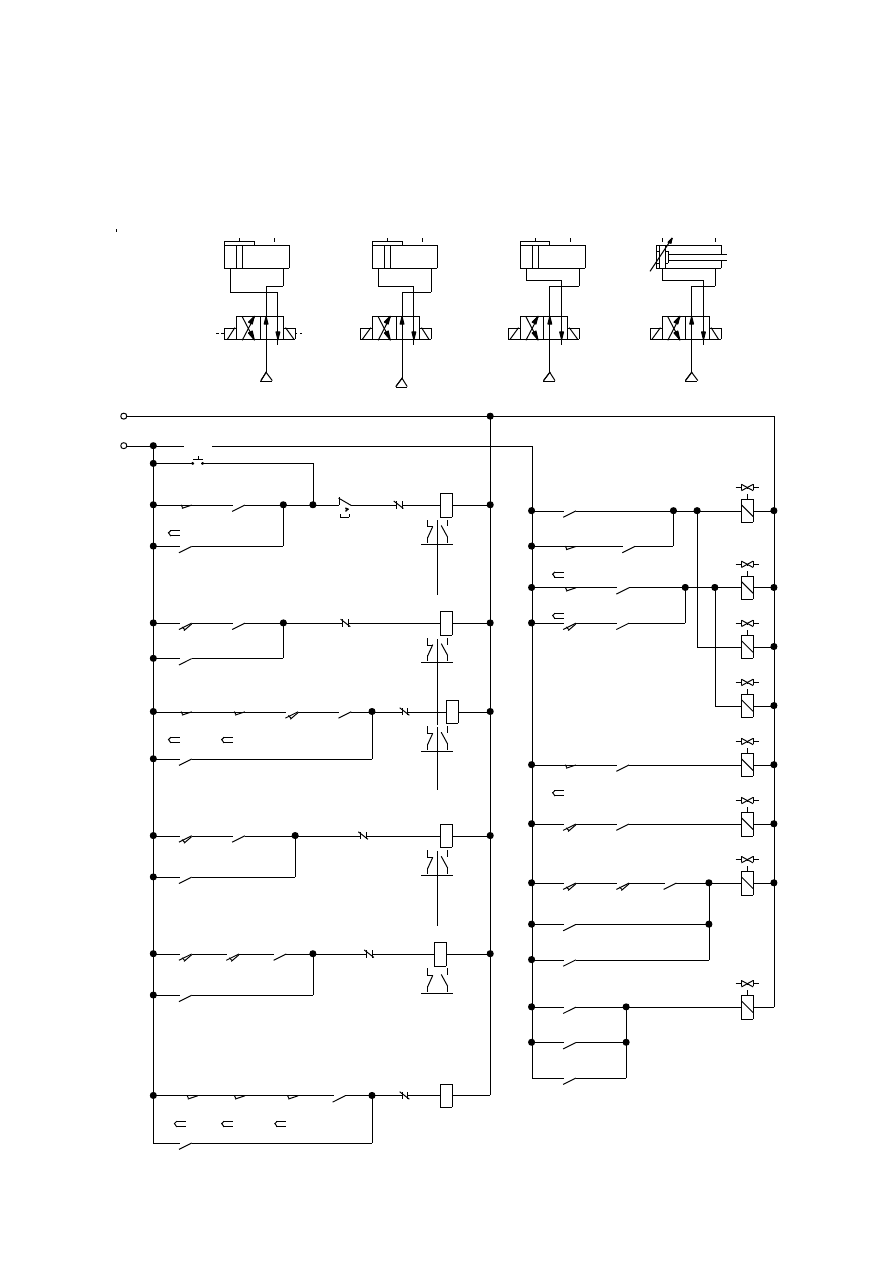
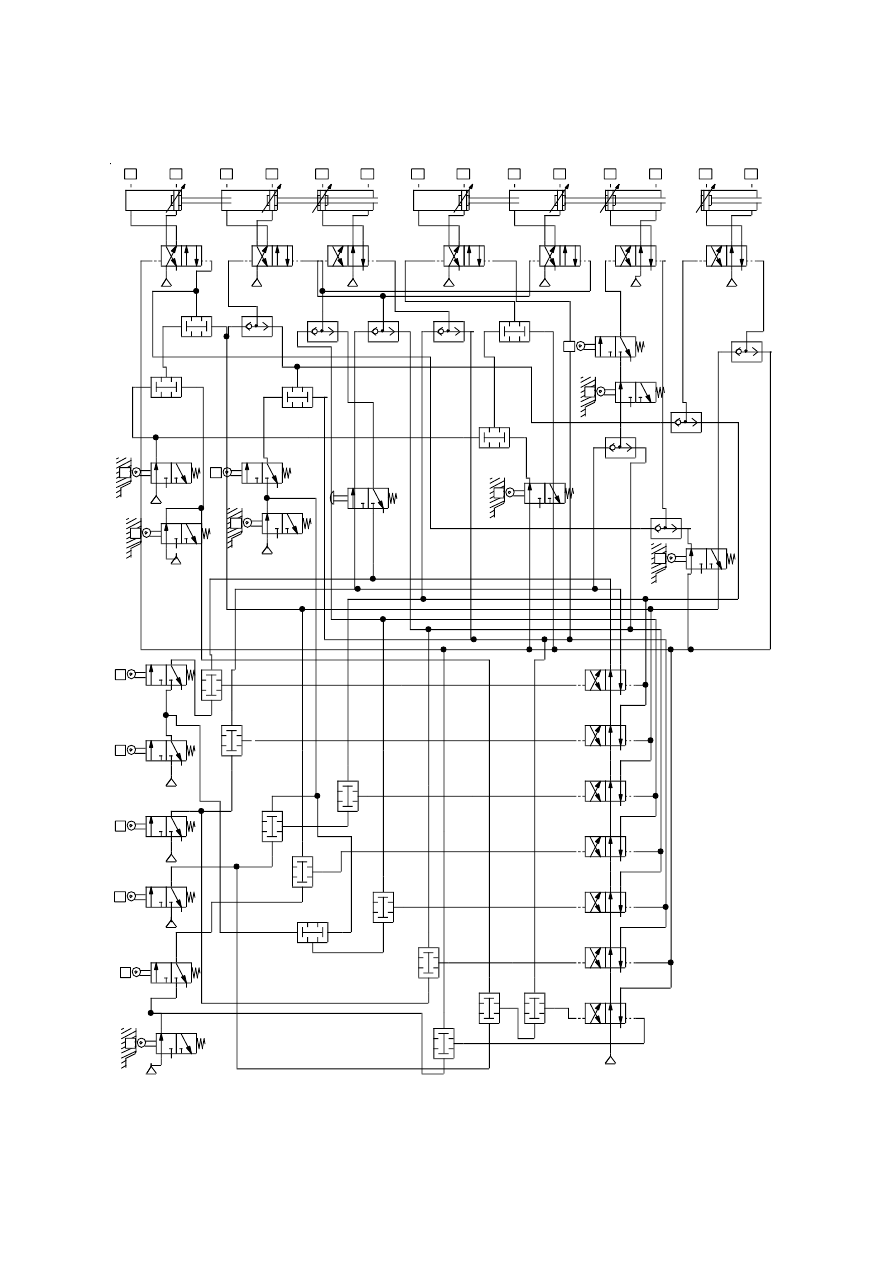
3. Realizacja
układu
za
pomocą
elementów
przekaźnikowo-stycznikowych.
Funkcji AND sygnałów (iloczyn logiczny) w układzie odpowiada
połączenie szeregowe elementów stykowych, natomiast funkcji OR
(suma logiczna) łączenie równoległe.
Sygnały sterujące stycznikami podawane są z czjników połozenia
tłoka umieszczonych na krańcach elementu.
Całość układu projektowano pod napięcie 24 V.
Styki odpowiadające na sygnał z indeksem ‘’0’’ są normalnie
zamknięte (po podaniu sygnału z czujnika położenia ulega otwarciu),
natomiast z ‘’1’’ normalnie otwarte ( po otrzymaniu sygnalu z
czujnika ulega zamknięciu).
Pamięć tworzymy na podstawie sygnałów podziału. Projektujemy ją
na zasadzie „wędrującej jedynki”. Oznacza to, po przejśćiu sygnału
przez pierwszy przekaźnik podłączony do niego odpowiedni styk
odłącza go, dzięki czemu sygnał „przemieszcza się” w dół schematu.
Jest to rodzaj rejestru przesuwającego na zasadzeie set-reset.
Sterowanie zrealizowane jest układami styków połączonych do
cewek, które steruja położeniem zawora tłoczącego powietrze do
tłoka.
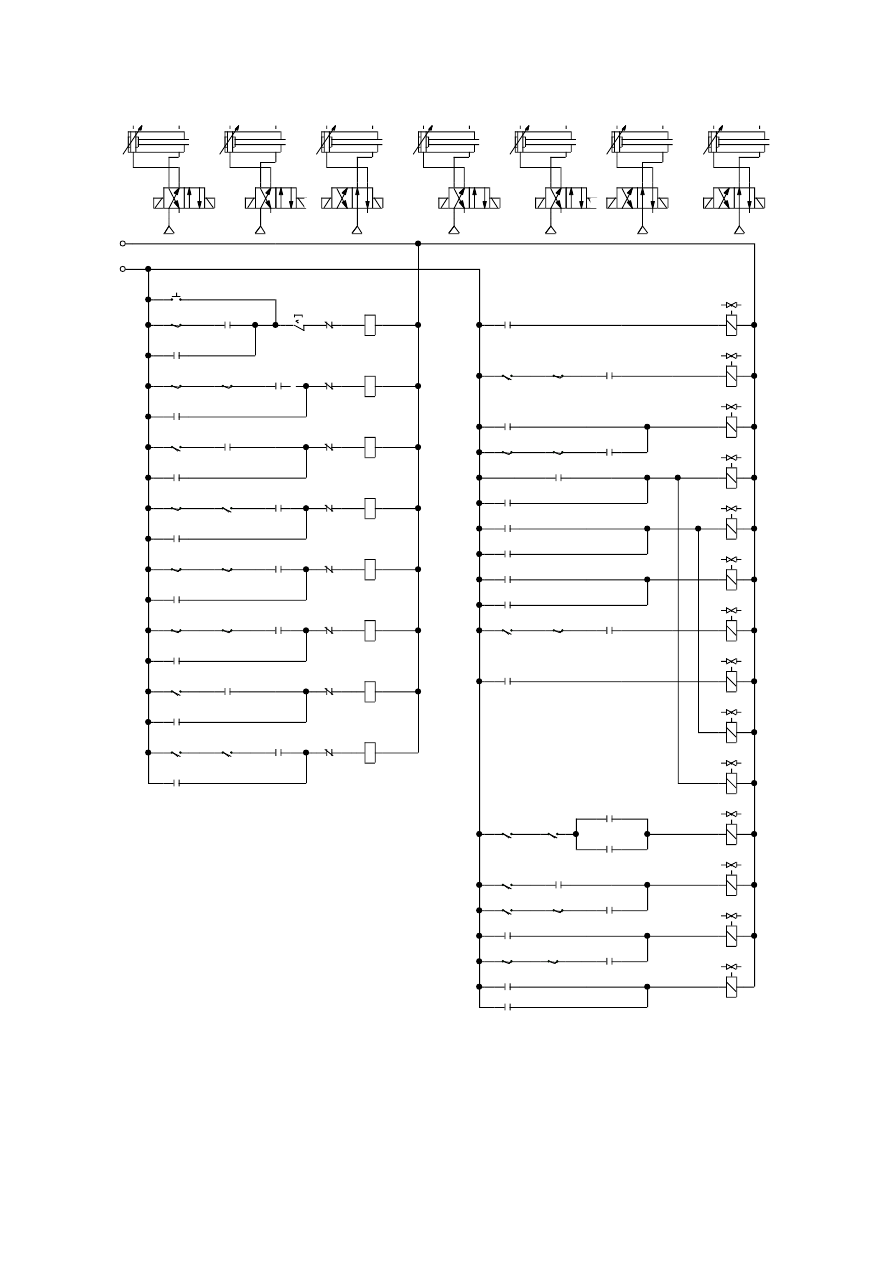
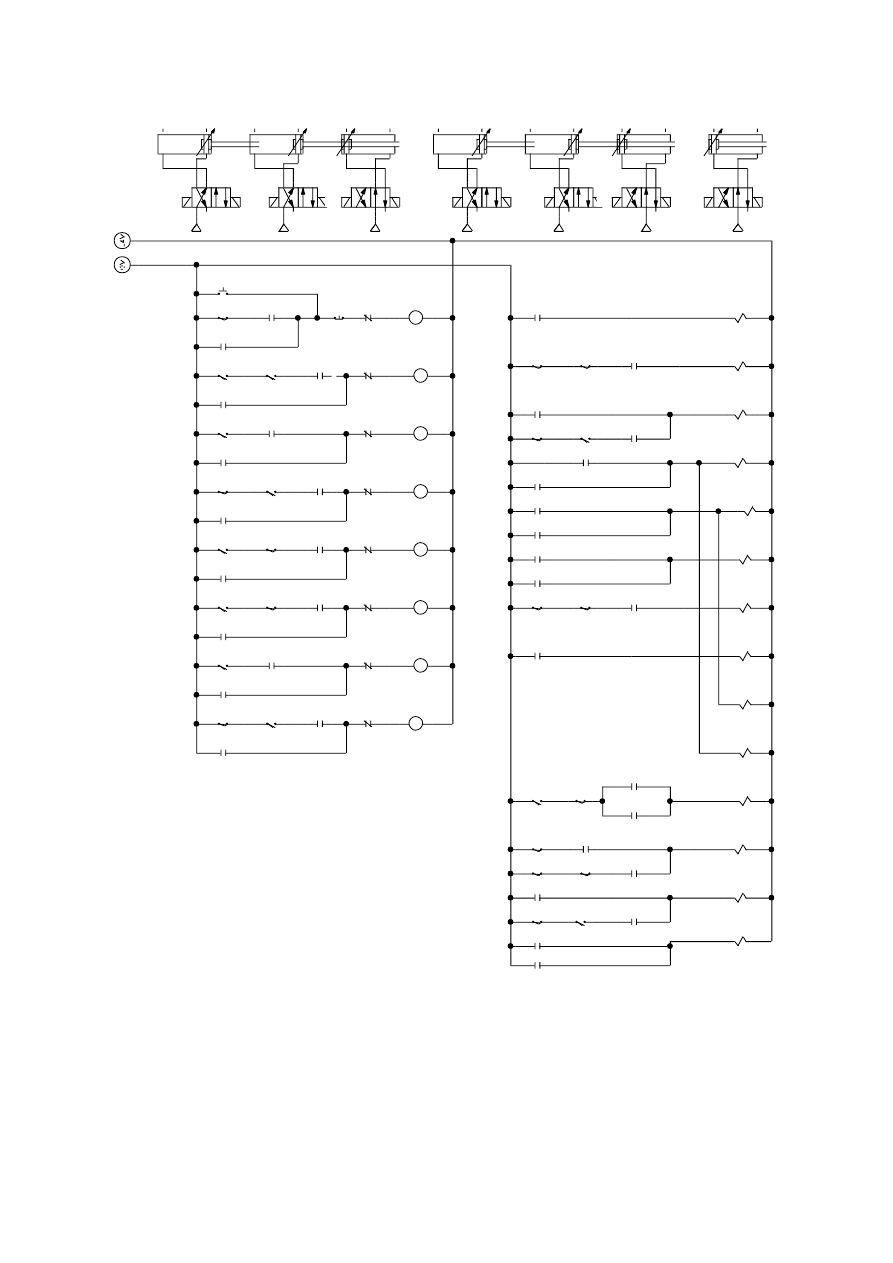
Rys. 3 Schemat układu elektro-pneumatycznego zrealizowanego za pomocą
elementów przekaźnikowo-stycznikowych w programie FluidSIM. Po lewej
część zawerająca pamięć, po prawej sterowanie.
4
2
1
3
B+
B-
4
2
1
3
C+
C-
4
2
1
3
D+
D-
4
2
1
3
E+
E-
4
2
1
3
G+
G-
4
2
1
3
F+
F-
A+
A-
B+
B-
C+
C-
D+
D-
E+
E-
F+
F-
G+
G-
K1
K2
K3
K4
K5
K8
K6
K7
K8
K2
K1
K1
K2
K3
F1
K2
K4
K3
G1
K4
K4
K5
K5
K6
K3
K7
K5
K6
F1
K6
K7
K8
B1
G1
K7
K8
K1
K8
B1
K4
K4
K7
K5
K1
K2
K6
K3
K7
A1
K8
K7
C1
E1
K2
K6
D1
K8
B1
K4
K3
K7
K4
K8
A0
A1
B0
B1
C0
C1
D0
D1
E0
E1
F0
F1
G0
G1
4
2
1
3
A+
A-
0V
+24V
B0
G0
F0
B0
E0
C0
C0
C0
D0
C0
A0
F0
G0
G0
D0
START
S
T
O
P
1
3
4
5
6
7
8
11
12
14
15
16
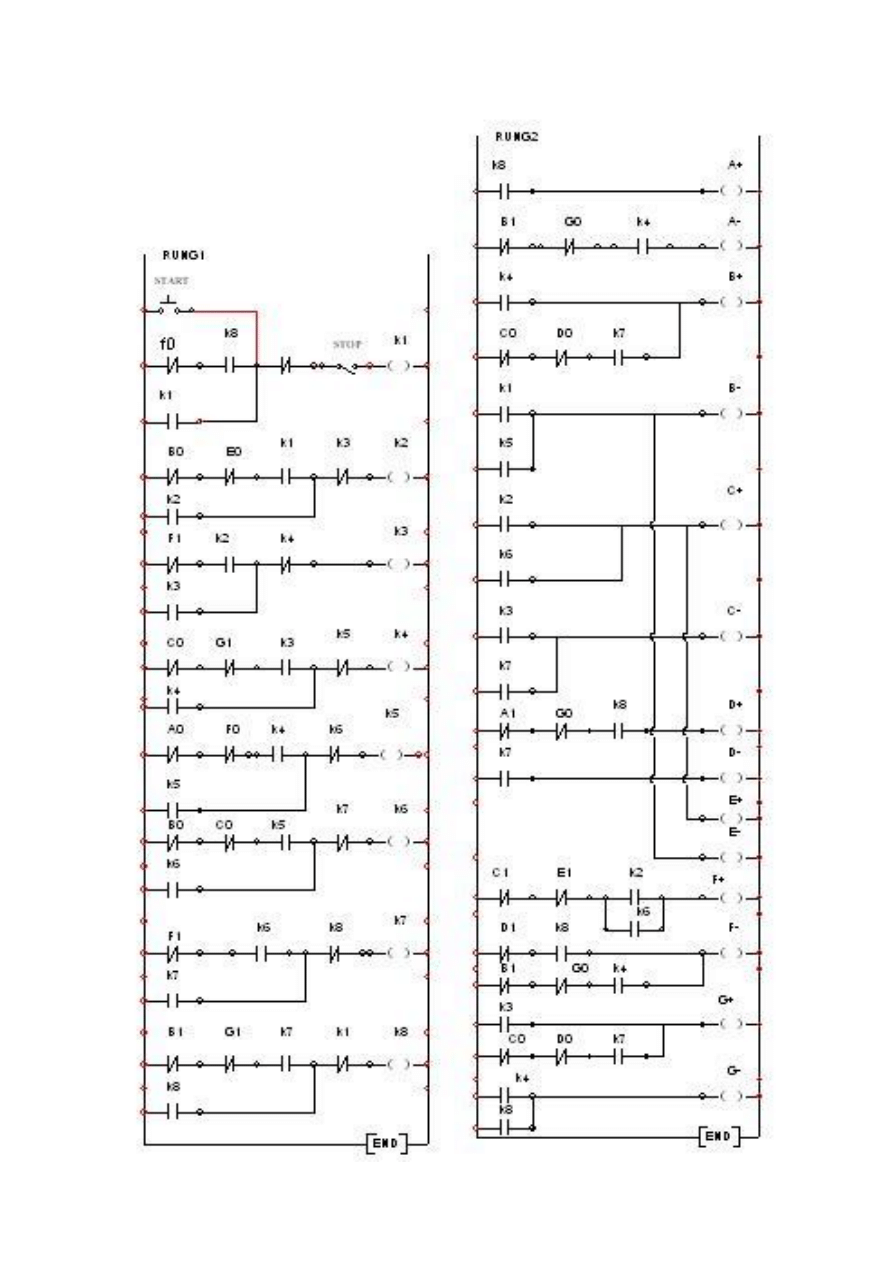
4. Realizacja układu za pomocą języka drabinkowego
sterownika PLC w programie Automation Studio.
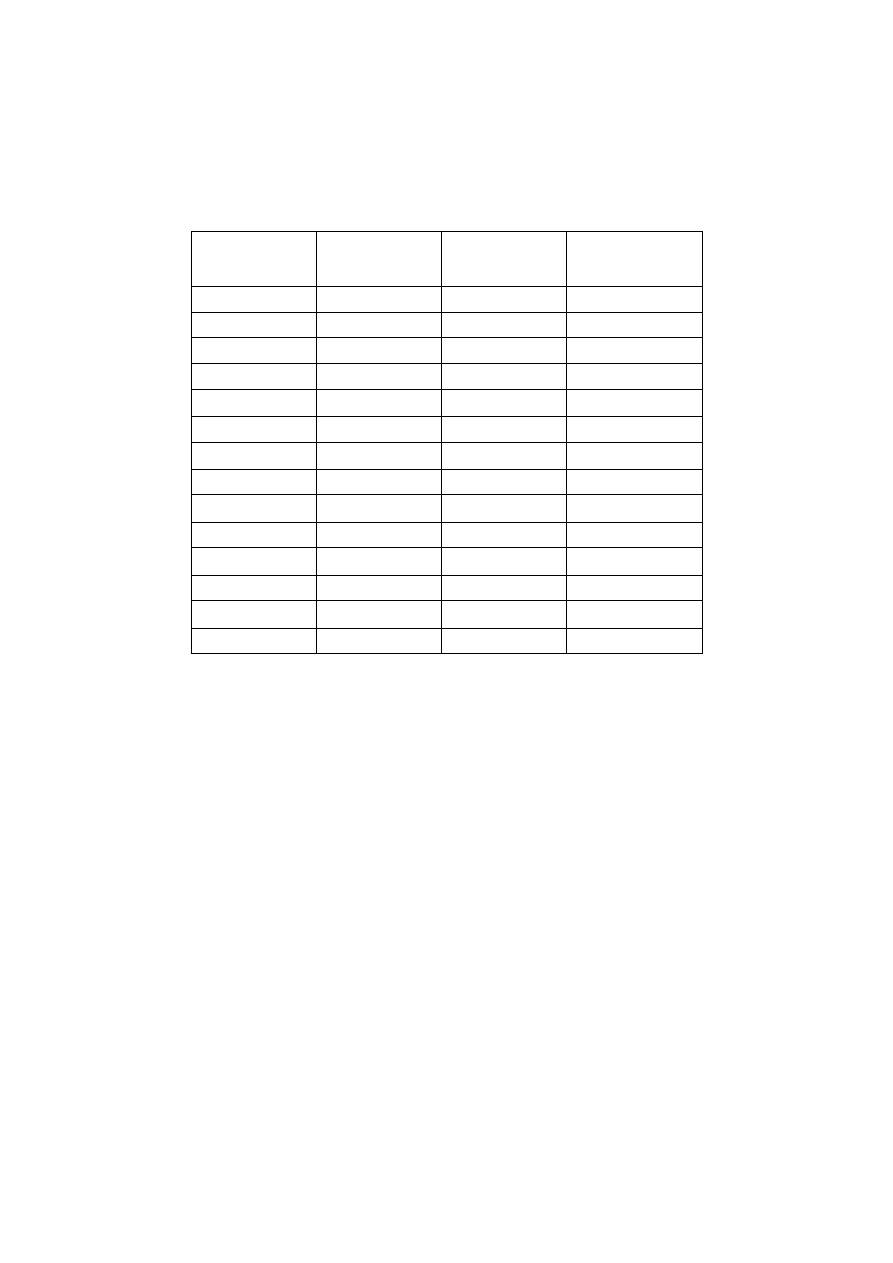
Rys. 4. Opis stanów sterownika PLC
Rys. 5. Schemat ideowy PLC (na następnej stronie).
Krańcówki
Zawory
Stany pamięci
Pozostałe
a0
A-
K1
START
a1
A+
K2
STOP
b0
B-
K3
b1
B+
K4
c0
C-
K5
c1
C+
K6
d0
D-
K7
d1
D+
K8
e0
E-
e1
E+
f0
F-
f1
F+
g0
G-
g1
G+
Rys. 6 Realizacja PLC w programie FluidSIM.
K8
K2
K1
K1
K2
K3
F1
K2
K4
K3
G1
K4
K4
K5
K5
K6
K3
K7
K5
K6
F1
K6
K7
K8
B1
G1
K7
K8
K1
K8
B1
K4
K4
K7
K5
K1
K2
K6
K3
K7
A1
K8
K7
C1
E1
K2
K6
D1
K8
B1
K4
K3
K7
K4
K8
B0
G0
F0
B0
E0
C0
C0
C0
D0
C0
A0
F0
G0
G0
D0
START
A-
A+
K1
B+
B-
C+
C-
D+
D-
E+
G+
F-
F+
E-
G-
K2
K3
K4
K5
K6
K7
K8
STOP
4
2
1
3
B+
B-
4
2
1
3
C+
C-
4
2
1
3
D+
D-
4
2
1
3
E+
E-
4
2
1
3
G+
G-
4
2
1
3
F+
F-
A0
A1
B0
B1
C0
C1
D0
D1
E0
E1
F0
F1
G0
G1
4
2
1
3
A+
A-
1
5
6
8
9
10
11

5. Realizacja układu za pomocą elementów logiki
cyfrowej.
Pamieć układu została zastąpiona rejstrem na bazie przerzutników
typu D podłączonych wejsciem zerującym na wyjscie kolejnego
przerzutnika a ostatni jest zerowany przez pierwszy. Taki sposób
łączenia zeruje wyjście poprzednika co broni przed wystąpieniem
dwóch różnych stanów jednocześnie (w tym układzie przerzutnik typu
D działa jak przerzutnik typu SR).
Wszystkie funkcje zostały odtworzone przy uzyciu podstawowych
bramek logicznych AND oraz OR.
Rys. 7 Schemat układu wykonany w programie KiCad (pamięć
połączona ze sterowaniem, na następnej stronie).

Politechnika Świętokrzyska w Kielcach
Robotyka w medycynie.
Projekt 2
Wykonali:
Karoń Jędrzej
Paweł Chmielnicki
1. Cel projektu:
W ramach projektu należało zrealizować układ opisany zadanym równaniem
pracy przy pomocy elementów pneumatycznych. Jako drugą część mieliśmy
opisać równanie pracy do wybranego procesu technologicznego.
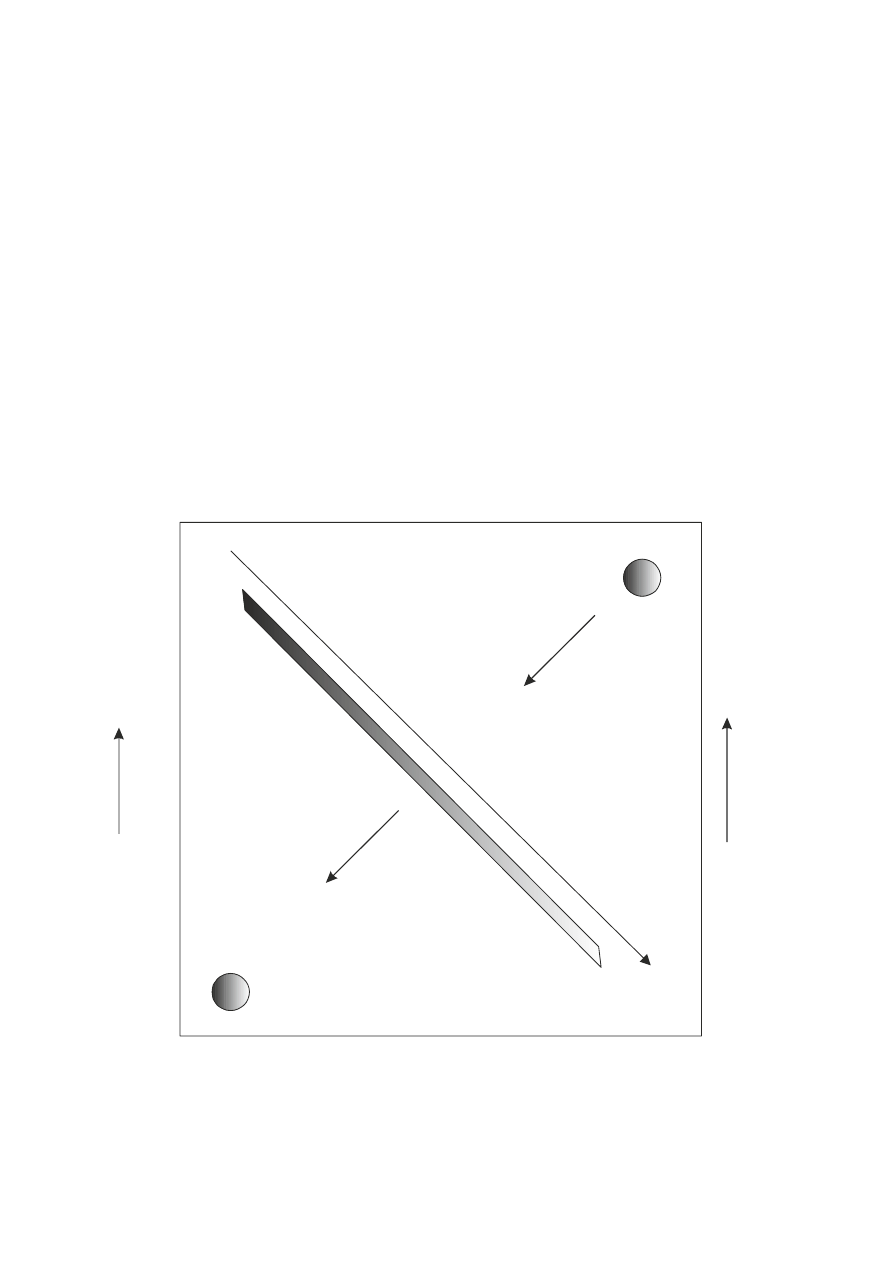
2. Opis procesu i graficzne przedstawienie.
W ramach drugiej części projektu wykonaliśmy układ sterowania do poniżej
przedstawionej frezarki. Urządzenie ma wykonywać frez płyty piankowej
przygotowywanej na element dekoracyjny. Frez ma mieć kształt dwóch
otworów na przeciwległych rogach oraz rynienki po przekątnej tak jak na
podanym obrazku:
Rys. 1 Schemat otworów płyty oraz ponumerowane strzałki wskazujace
kierunek dzialania w kolejności od poczatku cyklu do końca.
I
II
II
III
IV
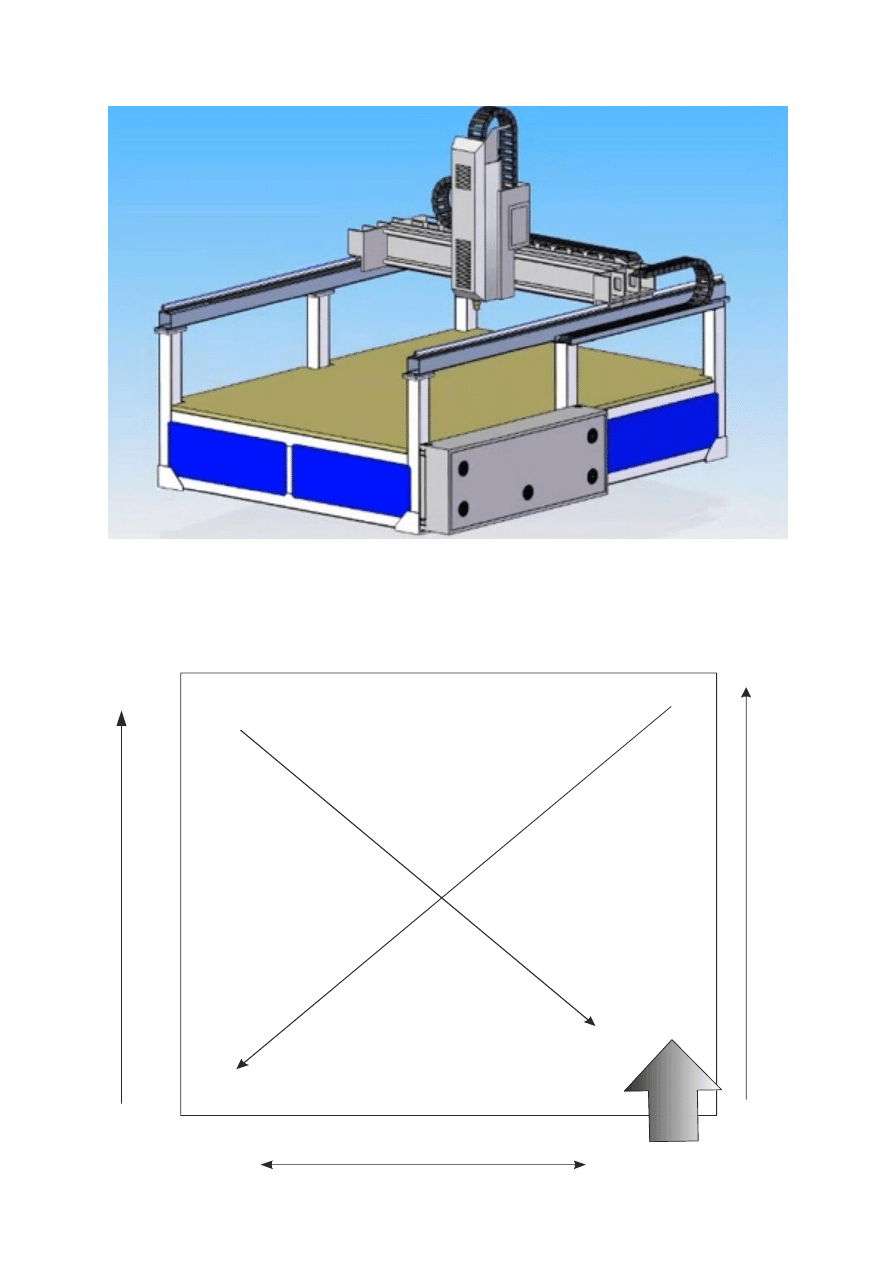
Rys. 2 Widok ogólny urządzenia
3. Opis urządzenia i jego działania.
1
2
2
3
4
4
A0
A1
B0
B1
C0
C1

a) Opis słowny działania:
Urządzenie posiada trzy pneumatyczne napędy liniowe
pozwalające przemieszczać frez po całej płaszczyźnie roboczej
oraz jeden tłok teleskopowy służący do obniżania i podnoszenia
modułu z narzedziem w celu wykonania otworów.
Szara strzałka na przedstawionym powyżej obrazku symbolizuje
pierwotne położenie narzędzia.
1. Po uruchomieniu układu dwa napędy oznaczone literami A i
B rozpoczynają ruch z pozycji 0 do pozycji 1.
2. Tłok oznaczony literą D obniża frezarke, osiaga pozycje 1.
3. Tłok D wykonuje ruch powrotny do pozycji 0.
4. Napędy A i B wracają do pozycji 0, jednoczesnie napęd C
ustawia się w pozycje 1.
5. Tłok D znowu obniza narzędzie do pozycji 1.
6. Tłok D powrót do pozycji 0.
7. Napędy A i B przestawiają się na pozycje 1.
8. Tłok D ustawia się do pozyji 1.
9. Napędy A, B i C wracają do pozycji zerowej.
10. Tłok D powraca do stanu pierwotnego 0.
b) Na podstawie opisu słownego utworzono równanie pracy oraz
cyklogram:
𝑆
−
+
𝐴
+
𝐵
+
𝐷
+
𝐷
−
𝐴
−
𝐵
−
𝐶
+
𝐷
+
𝐷
−
𝐴
+
𝐵
−
𝐷
+
𝐴
−
𝐵
−
𝐶
−
𝐷
−
c) Graf na podstawie równania pracy.
x1=d0k1
x2=a0b0c1k2
x3=d1k3
x4=a1b1k4
x5=a0b0c0k5
x6=d0k6
S+-
A+
B+
D+
S
a1b1
D-
A-
B-
C+
D+
D-
A+
B+
D+
A-
B-
C-
D-
d0
d0
k2
k1
k2
k3
k4
k5
k6
a0b0c1
k3
d1
k4
d0
a1b1
k5
d1
a0b0c0
k6
d0
k1
C0
C1
D0
D1
A+
D0
+24V
0V
K1
K2
K3
K4
K5
K6
K6
K1
D1
K1
K2
A0
B0
C1
K3
C0
K5
A1
D+
A-
B-
C-
B+
D-
C+
K2
D1
K3
K4
A1
B1
K4
B0
A0
K5
K6
B1
K1
D0
K4
D0
K2
D1
K5
D0
K2
D1
K5
K1
K3
K5
K2
K4
K6
A0
A1
B0
B1
4
2
1
3
D+
D-
4
2
1
3
C+
C-
4
2
1
3
B+
B-
4
2
1
3
A+
A-
START
K2
K3
K4
K5
K6
K1
S
T
O
P
1
2
6
7 8
10
11 12
13
14
15
22
23 24 25 26 27
28
29
2
4
17
23
2
10
17
20
20
2
4
17
2
7
17
20
2
10
17
20
20
4. Realizacja za pomocą układu przekaźnikowo-
stycznikowego.
5. Pneumatyczna realizacja układu.
Układ zrealizowano na podstawie grafu zadanego w projekcie
pierwszym.
Elementy
elektryczne
zostały
zastąpione
ich
pneumatycznymi odpowiednikami. Rolę pamięci pełni blok zaworów
czterodrogowych dwupołożeniowych połączonych szeregowo. Ich
ilość jest o jeden mniejsza niż ilość grup stanów pamięci na grafie,
ostatni stan jest realizowany jako funkcja wchodząca do układu.
Calość ustawiona jest w pozycji dającej jedynke dla stanu k
1
,
wszystkie zawory puszczają powietrze pod cisnieniem bezpośrednio
na element mu odpowiadający.
Sterowanie realizujemy analizując sygnaly wchodzące bezpośrednio
do danego elementu. Podpinamy je pod zawory dwupołożeniowe
jako funkcje stanu pamięci oraz sygnału sterującego.
6.
Równanie pracy oraz cyklogarm:
𝑆
−
+
𝐵
−
𝐶
+
𝐸
−
𝐸
+
𝐹
+
𝐶
−
𝐵
+
𝐴
−
𝐺
+
𝐺
−
𝐹
−
𝐵
−
𝐶
+
𝐸
−
𝐸
+
𝐹
+
𝐶
−
𝐵
+
𝐴
+
𝐷
−
𝐺
+
𝐺
−
𝐷
+
𝐹
−
S+-
B-
E-
C+
E+
F+
C-
G+
B+
G-
A-
F-
B-
E-
C+
E+
F+
C-
D-
B+
G+
A+
G-
D+
F-
s
b0e0
k2
k1
k3
k4
k5
k6
k7
k8
k1
k2
c1e1
f1
k3
c0g1
k4
b1g0
a0f0
k5
b0e0
k6
c1e1
f1
k7
c0d0
b1g1
k8
a1g0
d1
f0
x8=f0k8
x2=f1k2
x3=c0g1k3
x4=a0f0k4
x5=b0e0k5
x6=f1k6
x7=b1g1k7
7.
Graf:
Rys.2 Graf wraz z opisanymi stanami oraz sygnałami podziału i stanem pamięci
w poszczególnym wycinku.
Równania funkcji sygnałów podziału:
x1 =𝑏
0
∗ 𝑒
0
∗ 𝐾
1
x2 =𝑓
1
∗ 𝐾
2
x3 =𝑐
0
∗ 𝑔
1
∗ 𝐾
3
x4 =𝑎
0
∗ 𝑓
0
∗ 𝐾
4
x5 =𝑏
0
∗ 𝑐
0
∗ 𝐾
5
x6 =𝑓
1
∗ 𝐾
6
x7 =𝑏
1
∗ 𝑔
1
∗ 𝐾
7
x8 =𝑓
0
∗ 𝐾
8
8.
Realizacja pneumatyczna zadanego układu.
Rys.3 Realizacja za pomocą elementów pneumatycznych.
4
2
1
3
4
2
1
3
4
2
1
3
4
2
1
3
A0
A1
B0
B1
C0
C1
D0
D1
E0
E1
F0
F1
G0
G1
4
2
1
3
2
1
3
C0
2
1
3
A1
2
1
3
C1
2
1
3
E1
2
1
3
G0
2
1
3
B1
2
1
3
D1
2
1
3
D0
4
2
1
3
4
2
1
3
4
2
1
3
4
2
1
3
4
2
1
3
4
2
1
3
2
1
3
E0
2
1
3
F1
2
1
3
G1
2
1
3
F0
2
1
3
A0
2
1
3
B0
1
1
2
1
1
2
1
1
2
1
1
2
1
1
2
1
1
2
4
2
1
3
1
1
2
1
1
2
1
1
2
1
1
2
1
1
2
1
1
2
1
1
2
1
1
2
1
1
2
1
1
2
1
1
2
1
1
2
1
1
2
1
1
2
1
1
2
1
1
2
1
1
2
1
1
2
2
1
3
4
2
1
3
4
2
1
3
Wyszukiwarka
Podobne podstrony:
karo projekt
Jarosław Chmielewski 148390 projekt 2
Jarosław Chmielewski Ekonomia trn Projekt 1
Jarosław Chmielewski 148390 Projekt 4
projekt o narkomanii(1)
!!! ETAPY CYKLU PROJEKTU !!!id 455 ppt
prezentacja Karo i Gosia
Wykład 3 Dokumentacja projektowa i STWiOR
Projekt nr 1piątek
Projet metoda projektu
34 Zasady projektowania strefy wjazdowej do wsi
PROJEKTOWANIE ERGONOMICZNE
Wykorzystanie modelu procesow w projektowaniu systemow informatycznych
Narzedzia wspomagajace zarzadzanie projektem
Zarządzanie projektami 3
więcej podobnych podstron