
4
- szybkie
przezbrajanie
- analiza
błędów (poka-yoke)
-
TQM – TPM (
Total Productive Maintenance)
- system
ssący, Kanban i in.
planowanie/planista
Niezwykle ważne jest zrozumienie roli planisty w procesie wdrożenia lean production. Pełni on zadanie osby
odpowiedzialnej za plan „gry” – harmonogram realizacji zadań – kolejność zdarzeń, czas ich realizacji, wymaganych
rezultatów wyjściowych.
Planista ma za zadanie być przewodnikiem, zachęcać do rozwoju i kontrolować realizacje planu.
Zespoły zadaniowe uczą się poprzez realizację zadań praktycznych.
Planista pełni również rolę nauczyciela – mistrza Zen. Uczy realizacji i przestrzegania zasad koncepcji lean.
Jako mistrz Zen musi „trzymać ręce swoich podwładnych w ogniu” wychodząc z założenia, że w ludzkiej naturze tkwi
chęć i potrzeba zmian. Uczy kadrę zarządzającą niższego szczebla założeń systemu lean management w sposób
ułatwiający im zrozumienie odpowiedzialności za realizację całego procesu zmian.
koszty lean
Z doświadczeń popartych analizą bilansów i rachunków wyników wynika, że wdrożenie efektywnego programu
lean ma znaczący wpływ na efekty finansowe firmy.
Z początku pieniądze na koszty realizacji wdrożenia koncepcji lean pochodzą z sum zaoszczędzonych w wyniku
redukcji odpadów oraz udoskonalania procesów wytwórczych. W dalszym okresie czasu ze zwiększania
produktywności i zaangażowania pracowników w proces tworzenia wyrobu.
Koszty nie powinny mieć decydującego wpływu na podjęcie decyzji o wdrożeniu koncepcji lean. Brak kosztów
sam w sobie nie odchudzi firmy.
LEAN PRODUCTION
Należy zdać sobie sprawę , że nie ma nic trudniejszego, nic bardziej niepewnego, nic bardziej niebezpiecznego
niż rozpoczęcie zmian. Reformator nie znajdzie wrogów wśród czerpiących profity ze starego porządku rzeczy,
ale wśród zagorzałych obrońców tego co przyniesie profity z nowego porządku. Machiavelli.
Istnieje wiele różnych składników systemu lean production zależnych od sposobu jego wdrażania.
Poniżej przedstawione zostaną sposoby przeniesienia założeń lean na konkretne działania. Udowodnione zostanie, że
każdy z elementów systemu lean jest bezpośrednio związany ze środowiskiem wytwórczym. Przedstawione zostaną
informacje pozwalające na zrozumienie podstaw, a jednocześnie całości procesu lean.
Doświadczenie wskazuje na różny rozwój wdrożenia lean w zależności od warunków wewnątrz organizacji. Można to
przyrównać do nalewania wody do naczynia. Woda przybiera kształt naczynia. Podobnie jest z koncepcją lean.
W celu stworzenia efektywnego planu wdrożenia lean konieczne jest „skrojenie” lean na miarę potrzeb konkretnej
firmy. Warunek ten wymaga wnikliwej oceny, uważnego wdrażania i kontroli rozwoju, zaangażowania oraz chęci
zmian i niekończącej się nauki.
krótka historia
na podst. The machine that change the world.
Przemysł motoryzacyjny ma większy wpływ na nasze życie niż możemy to sobie wyobrazić. Dwa razy w zeszłym
stuleciu zmieniło się nasze spojrzenie na metody produkcji. Po I wojnie światowej Henry Ford i Alfred Sloan rozwinęli
manufakturę w produkcję masową.
Wcześniej, zanim pojawiła się produkcja masowa, na zakup samochodu mógł pozwolić sobie tylko człowiek
niezwykle zamożny. Jeśli tylko było się wystarczająco bogatym można było zlecić zaprojektowanie samochodu przez
paryskich kreatorów mody podobnie jak zaprojektowanie ubrania. Każdy samochód był projektowany pod
bezpośrednie zmówienie klienta. Każda część była projektowana za każdym razem od nowa. W rezultacie niemożliwe
było wyprodukowanie 2 identycznych egzemplarzy pojazdu. Przyczyna tego tkwiła w braku jakichkolwiek standardów
czy norm opisujących części czy narzędzia.
Przemysł motoryzacyjny po II wojnie światowej rozwijał się zmierzając ku produkcji masowej. Wiele osób nie
zdaje sobie sprawy z faktu, iż kluczem do produkcji masowej nie było stworzenie linii produkcyjnej, lecz konsekwentne
dążenie do stworzenia części zamiennych i uproszczenia ich montażu. W celu uproszczenia wymiany części, Ford
założył, że należy użyć jednego systemu miar do całego procesu produkcyjnego.
Ford nie tylko stworzył części zamienne, stworzył też „wymiennego pracownika”. Do 1915 r. kiedy linie
produkcyjne pracowały pełną mocą zadaniem pracownika Forda było wykonywanie jednej, ściśle określonej, zawsze tej

5
samej czynności. Zadanie to wymagało niewielkich kwalifikacji w związku z czym pracownik mógł być łatwo
zastępowany.
Sukces działań Forda uzależniony był jeszcze od jednej rzeczy – maszyny do ciecia hartowanej stali. Od 1930
r. pojedyncze zadania wielu pracowników zastąpiła maszyna, która z niezwykłą precyzją cięła i gięła stal. Oczywiście
musiała istnieć osoba która czuwała nad sposobem spływu półwyrobów na stanowiska robocze, która określała zadania
monterów i regulowała dostawy elementów na stanowiska w taki sposób aby praca mogła przebiegać w sposób
niezakłócony. W ten sposób powstały „bataliony” personelu pomocniczego – pracownicy utrzymania ruchu,
pracownicy porządkowi, technolodzy, kontrolerzy jakości, kierownicy, planiści, inżynierowie. Ten podział pracy
istnieje do dziś.
Organizacja i podział pracy u Forda opierał się na integracji pionowej. Problem polegał jednak na tym, że
integracja pionowa pociągała za sobą biurokrację na niesamowita wręcz skalę, która spowodowała pojawienie się
problemów bez oczywistych rozwiązań. To co zostało stworzone było rujnująco złożone.
Im bardziej złożone stawały się samochody „bataliony” personelu pomocniczego napotykały na coraz bardziej złożone
bariery biurokratyczne, co doprowadziło do ogromnych dysfunkcji organizacyjnych. Ta sytuacja jest wyjątkowo dobrze
znana i dzisiejszym koncernom – zbyt wielu dyrektorów, pracowników, fabryk i brak zdolności do zmian.
Produkcja masowa H.Forda była siłą napędową przemysłu motoryzacyjnego przez ponad pół wieku i
ostatecznie zaadaptowana przez większość przemysłowego świata z wyjątkiem Japonii. Nawet gdyby japończycy
chcieli nauczyć się masowego sposobu produkcji – nie było im to dane.
W 1950 r. japończycy wysłali młodego inżyniera Eiji Toyoda do fabryki Ford’s Rouge w celu przeanalizowania
systemu produkcji masowej i stworzenia planu jego zaadaptowania na potrzeby japońskich fabryk. Jednak proste
przekopiowanie założeń produkcji masowej okazało się bardzo skomplikowane.
Ostatecznie
stwierdzono,
że produkcja masowa w Japonii nie może funkcjonować z kilku przyczyn: brak
adekwatnych zasobów, brak przestrzeni na potrzeby fabryk dla masowej produkcji oraz zupełnie odmiennego stosunku
pomiędzy pracownikami i pracodawcami. Pracownik nie był „wymienny” lecz zatrudniony na całe życie. System
produkcji masowej nie był zgodny z Japonią pod względem geograficznym i kulturowym.
W
wyniku
rodzących się potrzeb, E.Toyoda i jego kierownik produkcji Taichi Ohno rozpoczęli trwającą 20 lat
odyseję eksperymentując z różnymi technikami i koncepcjami. Poprzez proces eliminacji określili założenia na których
mógł się oprzeć Toyota Production System. Od lat 80-tych XX w. system ten stał się najbardziej efektywnym systemem
produkcji jaki stworzono do tej pory.
lean w ameryce
We wczesnych latach 80-tych XX w. wiele z założeń systemu Toyoty starano się zaadaptować na potrzeby
amerykańskich fabryk. Jak na ironię losu Ford Motor co. znalazł się wśród podejmujących te próby. Dziś Ford jest
określany mianem „najbardziej chudego” z Wielkiej Trójcy.
Przez wiele lat wierzono, że lean production było japońskim fenomenem nieodpowiednim dla amerykańskich
korporacji. Pojęcie to upadło w momencie podjęcia współpracy joint venture przez General Motors i Toyotę w fabryce
NUMMI w Kalifornii. Od tego czasu rozpoczęło się nieustające pasmo sukcesów wykorzystania amerykańskich
pracowników do realizacji japońskich idei. Kluczem do sukcesu amerykańskich spółek było właściwe wdrożenie
systemu lean, poparte całkowitym zaangażowaniem kierownictwa wyższego szczebla, które przejęło inicjatywę.
Kilka firm próbowało wdrożyć system lean wyrywkowo. Rezultat okazał się niezadowalający. Problem polegał
na próbach wdrożenia kilku elementów lean do istniejącego systemu, co oczywiście dało tylko częściowy sukces.
Lean production wymaga zastosowania takich technik jak TQM (Total Quality Management), TPM (Total
Productive Maintenance), zsynchronizowane wytwarzanie, JIT (just in time), redukcja zapasów, kanban, kaizen.
Problem polega jednak na tym, że te elementy nie mogą być stosowane oddzielnie. Lean production jest systemem
który może być stosowany jedynie w całości. Pożądane jest zastosowanie pewnych technik przed pojawieniem się
kolejnej. W większości przypadków poprzedzająca technika musi dać określone wyniki zanim wprowadzi się kolejna.
Jakkolwiek ostateczna strategia wdrażania technik powinna być dostosowana do potrzeb konkretnego przedsiębiorstwa.
Czynniki uniemożliwiające właściwe wdrożenie koncepcji lean to głównie: brak widocznego zaangażowania
ze strony kierownictwa wyższego szczebla, niedostateczne delegowanie uprawnień i jak wspomniano wcześniej
wyrywkowe wdrażanie lean production.
Przejście do nowej koncepcji funkcjonowania firmy może być dla wielu organizacji trudne z powodu głęboko
zakorzenionej wiary w przeszłość, wrodzonej filozofii produkcji masowej i obawy przed zmianami. Czynniki te
powstrzymują, udaremniają wysiłki przedsiębiorstw do ruszenia na przód w kierunku poprawy założeń dotyczących
realizacji procesów produkcyjnych.
Historia obfituje w wiele przykładów dowódców, którzy poprowadzili swoje dywizje w kierunku lean. Opiszę
historię Aleksandra Wielkiego, która przedstawia nastawienie potrzebne organizacji do przejścia na „wyższy poziom”.
Aleksander Wielki stojąc na obcej ziemi w obliczu wroga dziesięciokrotnie przewyższającego liczebnością
jego wojsko każe zatopić łodzie mówiąc, że jedyna droga do domu wiezie w kierunku nieprzyjaciela. Jak mówi historia
wojsko walczyło z siłą jak nigdy przedtem, wygrywając bitwę.
Takiego właśnie rodzaju przywództwa i zaangażowania wymaga przeniesienie organizacji na nowy sposób
funkcjonowania - lean. Liczba organizacji, które pomyślnie przeszły transformację jest ogromna, a łączy jej jedna cecha
– zaangażowanie ze strony kierownictwa.
6
Manufaktura opierała się produkcji masowej przez wiele lat. jeszcze w 1913r. potrzebne było 750 rbh na
wyprodukowanie samochodu. Zastosowanie produkcji masowej zredukowało ten czas do 93 rbh.
Dzisiejsze statystyki wskazują, że producenci lean są w stanie wyprodukować samochód angażując 1/2 siły roboczej,
1/10 zapasów produkcji w toku, 1/2 powierzchni produkcyjnej, 1/2 prac inżynieryjnych, 1/2 do 2/3 czasu rozwoju
produkcji, 1/8 liczby dostawców, 1/3 mniej błędów i 1/10 dealerów zaangażowanych w produkcję masową [11].
podstawowe założenia lean production
Na konferencji poświęconej wytwarzaniu zgodnie z koncepcją lean (maj 98) Mikio Kitano – dyrektor naczelny
Toyota’s North American powiedział „sekret lean production tkwi w zdrowym rozsądku” [1].
Począwszy od najmniejszego elementu procesu do najbardziej złożonego działania firmy, wzmacnianie i ulepszanie
procesu krok po kroku prowadzi do osiągnięcia „szczupłości” i doskonałości”. Ten „sekret” może być zastosowany do
każdej gałęzi przeysłu, do każdego przedsiebiorstwa bez względu na jego sytuację czy kulturę państwa.
Lean production zaczyna się od unikania MURI tj nieuzasadnionej standaryzacji pracy.
Standaryzacja pracy ma istotne znaczenie: kucharz posługuje się standardowymi czynnościami określając je
przepisem, trener używa standardowych posunięć określając je jako plan gry. Co oznacza więc nieuzasadniona
standaryzacja? W masowej produkcji przybiera ona wiele form: ludzkie działania angażujące zasobu nie dodające im
wartości (np. błędy wymagające poprawy), niepotrzebne elementy procesu (np. zaburzenia w przepływie
międzystanowiskowym), brak komunikacji pomiędzy działem rozwoju produkcji a działem produkcji czy pomiędzy
sprzedawcami a konstruktorami, kwestionowana jakość, brak dbałości i niskie morale pracowników, brak wiedzy na
temat zdolności produkcyjnych przy harmonogramowaniu produkcji, zbyt mało lub zbyt wiele części, zbyt wiele
zapasów i odpadów produkcyjnych, system płac oparty na obecnych kwalifikacjach bez poparcia dla rozwoju i
podnoszenia kwalifikacji.
W celu stworzenia „rozsądnego” stanowiska pracy standard musi określać jakość. Każdy proces i funkcja musi
zostać przeanalizowany po jego najmniejszy element w celu sprawdzenia jego funkcjonowania. W dalszej kolejności
proces musi zostać zestandaryzowany do poziomu wymaganego STANDARDEM. Te proste elementy i sekwencje
procesu produkcyjnego muszą być ponownie analizowane i syntezowane krok po kroku. Pozwala to na wykluczenie z
całego procesu wytwarzania redundantnych elementów procesu czy operacji wykonywanych przez maszynę
(wymagana redukcja czasu tpz z godzin na minuty), skrócenia długości taktu produkcji czy określenia rozsądnych
długości cyklu produkcyjnego zgodnych z wymaganiami klienta.
Standaryzacja pracy pozwala na przyjrzenie się warunkom bezpieczeństwa i ergonomii, jakości produkcji,
emisji zanieczyszczeń, produktywności i zyskowności. Te proste elementy mogą być w łatwy sposób wyizolowane i w
razie potrzeby zmienione.
Gdy wszyscy pracownicy znają wymagania STANDARDU oraz wyniki produkcji zgodnie z nim
funkcjonującej można osiągnąć stan, w którym czują się odpowiedzialni za wyniki swojej pracy – stan w którym jakość
i produktywność wzrosła, a koszty zostały zredukowane.
Kolejnym krokiem jest uniknięcie MURA czyli niezgodności działań. W celu osiągnięcia „wyższego stopnia”
przez organizację konieczne jest zastosowanie systemu ssącego. W systemie tym każdy zespół tworzy wymagania
dotyczące efektów osiąganych przez swojego poprzednika. Innymi słowy tworzy się listę wymagań do poszczególnych
uczestników procesu wytwórczego (Producenci lean doszli do wniosku, że ważne jest zaangażowanie dostawców w
proces lean). Niewielkie wahania są niwelowane na poszczególnych etapach i w ten sposób możliwe jest stworzenie
ciągłego przepływu zasobów przez proces.
System ssący oznacza wytworzenie przy niewielkich lub wręcz żadnych zapasach zgodnie z zasadą „właściwy
element, we właściwym miejscu, o właściwym czasie”. Materiały są przetwarzane według zasady pierwszy na wejściu
– pierwszy na wyjściu, co pozwala na kontrolę jakości każdego etapu procesu.
Jeśli poprzednik nie otrzymuje zlecenia realizacji zadania – nie wykonuje go. Jeśli w danym procesie zauważone
zostają błędy lub wady są one natychmiast identyfikowane i korygowane. System ten jest wzmacniany krokowo –
jakość jest kontrolowana na każdym etapie, a koszty zmniejszane poprzez eliminację magazynów, zapasów i części
wadliwych (wyeliminowanych na danym etapie procesu). Nie ponosi się też dodatkowych kosztów pracy załogi.
Maksymalna produktywność jest osiągnięta, gdy właściwe elementy znajdą się we właściwym miejscu, o właściwym
czasie.
Po pierwsze MURI – standard wykonania poszczególnych etapów procesu pozwalających na skuteczne określenie
następstw każdego działania i eliminację czasów przestojów oraz nieuzasadnionego potrzebami wytwarzania.
Po drugie MURA – niezgodność działań – skupienie na eliminacji zaburzeń na poziomie operacyjnym tj. jakość i
ilość.
Po trzecie MUDA – analiza odpadów produkcyjnych. J.P.Womack i D.T.Jones w swojej książce „Think Lean”
wskazują osiem typów odpadów:
1. nadprodukcja / zapasy
2. przestoje
/
oczekiwanie
3. transport
4. nieefektywna
obróbka
5. zbędny magazyn przystanowiskowy
6. zbędny ruch
7. wybrakowane
wyroby
7
8. produkcja wyrobów niezgodnych z potrzebami klienta
Zadaniem kierownictwa jest analiza odpadów powstających w całym procesie i eliminacja powodów z których
powstały (zważywszy na związek muri i mura z całym systemem). Odpady (muda) i niezgodności (mura) muszą być
uwzględnione podczas projektowania (muri) następnego wyrobu.
Cykl samokontroli pozwala ciągle ulepszać się, utrzymać i rozwinąć elastyczność systemu, połączyć go z klientem
i stanowiskiem pracy. Kluczem do wdrożenia elastycznego systemu jest wyeliminowanie lęku przed stanem gotowości.
Utrzymywanie ogromnych zapasów buforowych nie pozwoli na bycie przygotowanym na wszystko. Dla wielu
managerów te bufory są zaworem bezpieczeństwa, którego tak trudno się pozbyć.
Element ludzki jest w tym przypadku niezwykle ważnym czynnikiem determinującym sukces lub porażkę całego
przedsięwzięcia. To pracownik, nie maszyna, ma zdrowy rozsądek i umiejętność (doświadczenie) rozpoznawania
zaburzeń i ich naprawy, potrafi myśleć i rozwiązywać problemy, jest reprezentantem produktu mającym wgląd w
realizację zadań każdego dnia.
Dla
większości firm pracownicy są głębokim rezerwuarem nie odkrytej kreatywności, która może przynieść liczne
korzyści gdy tylko będzie miała możliwość otworzenia ust.
Podsumowując podstawowymi elementami lean production są [12]:
1. Eliminacja odpadów – odpadów rozumianych jako wszystko co zajmuje materiał lub pracownika, a co nie
przynosi wartości produktowi
2. Niezawodność wyposażenia – maszyny są angażowane w proces produkcji tylko wtedy gdy produkcja tego
wymaga tj. gdy nastąpi zlecenie produkcyjne
3. Niezawodność obróbki – wszystkie wytwarzane części są dobre (zero braków)
4. Jednostrumieniowy przepływ – materiał przepływa po jednej sztuce zamiast partiami
5. Redukcja zapasów w toku – redukcja magazynów surowców, magazynów przystanowiskowych, magazynu
wyrobów gotowych
6. Redukcja braków
7. Redukcja czasu realizacji serii produkcyjnej – przyspieszenie czasu dostaw
8. Korekta błędów – sposoby zapobiegania niewłaściwej obróbce materiału
9. System Kanban - to system ssący ; materiały są „zasysane” przez proces produkcyjny na zlecenie klienta tj.
produkowana liczba wyrobów dostosowana jest dokładnie do ilości zamówionej przez klienta (nic na zapas);
kanban używa kart umożliwiających przepływ materiału przez łańcuch tworzenia wartości
10. Standaryzacja pracy – to system organizacji poszczególnych elementów procesu, usystematyzowania i
udokumentowania tychże elementów; standaryzacji dokonuje lider zespołu
11. Wizualizacja prac – pracownik uczy się nowych zadań poprzez bezpośredni wgląd w realizację danego zadania
12. Stanowiskowy proces kontroli – na każdym stanowisku pracy znajdują się informacje i wyposażenie pozwalające
pracownikowi na kontrolę i produkcję wyrobu odpowiedniej jakości
13. Poziom produkcji – dostosowany do potrzeb klienta
14. Takt produkcji - czas potrzebny na realizację produktu dzielony przez liczbę wyrobów jaką chce nabyć klient
15. Krótki czas przezbrojeń
16. Kolokacja wyposażenia - strategia minimalizacji operacji transportowych pomiędzy stanowiskami, której celem
jest redukcja prac w toku oraz wzrost wydajności
17. Outsourcing - z ang. out - na zewnątrz, source - źródło → zakupywaniem usług z zewnątrz
Początkowo wydaje się, że transformacja organizacji zgodnie z koncepcją lean wymaga radykalnych zmian. Jednak
z właściwie przygotowanym planem wdrożenia zmiana przychodzi szybko, a zwrot kosztów jest niemal
natychmiastowy. Ludzie wciąż maja obawy przed zmianami bez względu na ich formę czy charakter.
Zmiana nie musi być bolesnym doświadczeniem, a firmy uczą się jak być elastycznymi i reagować na szybko
zmieniający się rynek światowy.
wdrożenie lean – plan pięcioletni
Przedsiębiorstwa rozpoczynające program wdrożenia lean w krótkim czasie osiągają imponujące efekty.
Jednak J.P.Womack, D.T.Jones w swojej książce „Think Lean” określają czas wdrożenia koncepcji na pięć lat, a i
nawet później jest wiele elementów wymagających udoskonalenia.
J.P.Womack, D.T.Jones określili główne etapy wdrożenia koncepcji lean. Oparte one zostały na doświadczeniach
przedsiębiorstw różnych branż wdrażających tę ideę. Autor rozszerzył proponowany harmonogram o spostrzeżenia
zawarte w poz.[12] i [13].
1. Znaleźć zewnętrznego agenta zmian,
2. Wyznaczyć wewnętrznego agenta zmian (Champion Leader)
3. Zidentyfikować problemy,
4. Sporządzić plan łańcucha tworzenia wartości
4.1. Bieżący łańcuch tworzenia wartości –
4.1.1. zebrać informacje dotyczące obecnego przepływu materiału i informacji,
4.1.2. zbudować Model,

8
4.1.3. przeanalizować przepływ materiałów i informacji przez model dla zrozumienia celu poszczególnych
przepływów (analizę przepływu materiału rozpocząć od dostawy materiałów i przejść w górę łańcucha
analizując poszczególne operacje, zaś analizę przepływu informacji rozpocząć od zamówienia złożonego
przez klienta),
4.1.4. zebrać wszystkie informacje charakteryzujące poszczególne operacje i procesy,
4.1.5. porównać czas operacji dodających wartości wyrobowi z całkowitym czasem trwania cyklu
produkcyjnego,
4.2. Przyszły łańcuch tworzenia wartości – rozwinąć bieżący Model Łańcucha poprzez zastosowanie
jednostrumieniowego przepływu, systemu ssącego, eliminacji odpadów,
4.2.1. ustalić takt produkcji,
4.2.2. zastosować przepływ jednostrumieniowy,
4.2.3. wybrać reprezentatywny proces produkcyjny (ustalić reprezentatywną wielkość produkcji),
4.2.4. odpowiedzieć na pytanie: Czy wyroby gotowe będą realizowane na zlecenie klienta, czy też stworzony
zostanie rynek wyrobów gotowych z którego klient będzie „ciągnął”?
4.2.5. sprecyzować sposób w jaki określony będzie rzeczywisty poziom produkcji w odniesieniu do
reprezentatywnego,
4.2.6. określić narzędzia wymagane do stworzenia przyszłego Modelu Łańcucha,
5. Ustalić cele projektu wdrożenia systemu lean – krótkoterminowe i długoterminowe; poziom redukcji czasów
obróbki, poziom redukcji zapasów, stopień wzrostu produktywności, wielkość redukcji przestrzeni produkcyjnej,
poziom redukcji braków, stopień wzrostu jakości wyrobu itp.,
6. Zbudować plan wdrożenia – oparty na różnicach między bieżącym Modelem Łańcucha, a projektowanym
Modelem Łańcucha Tworzenia Wartości,
7. Określić metody kontroli i dokumentacji efektów wdrożenia koncepcji,
8. Powołać Zespół Wdrażania Koncepcji Lean,
8.1. Przeanalizować oba modele łańcucha tworzenia wartości i plan wdrożenia systemu lean,
8.2. Nadać uprawnienia Zespołowi do realizacji zadań wdrożeniowych,
9. Wdrożyć te elementy projektu, które pozwolą na realizację celów krótkoterminowych ,
10. Jeśli nie ma znaczących efektów wdrożenia elementów z p.8 zrewiduj plan wdrożenia, sprawdzić przyczyny
niepowodzenia i wrócić do p.8,
11. Rozpocząć angażowanie całej organizacji w proces transformacji,
11.1. Stworzyć zasady promocji koncepcji lean wewnątrz organizacji,
11.2. Upewnić się, że zasady koncepcji lean są dobrze zdefiniowane i zrozumiałe dla wszystkich pracowników, w
szczególności w części odnoszącej się do kontroli kosztów
11.3. Wydzielić zespoły zadaniowe i ich leaderów
12. Zmaksymalizować produktywność warsztatu
13. Usprawnić funkcjonowanie działu rozwoju produktu i wdrożeń
14. Usprawnić funkcjonowanie zadań administracyjnych poprzez przeniesienie na zewnątrz firmy część czynności nie
dodających wartości produktowi, eliminację redundantnych czynności tj. wielokrotne zatwierdzanie jednego
dokumentu czy zbędne prace „papierkowe”
15. Stworzyć system doskonalenia zawodowego pracowników (DZP)
15.1. dokonać przeglądu dotychczasowego planu DZP i programów szkoleń refundowanych przez firmę w celu
zapewnienia właściwego kierunku szkoleń (zgodnego z rzeczywistymi potrzebami firmy) oraz obszarów
zainteresowań pracowników bezpośrednio związanych z ich pracą
15.2. określić zasady przydziału środków na szkolenia poszczególnych pracowników i dokonać przydziału
15.3. zredukować koszty dodatkowe (noclegi, przejazdy itp.) szkoleń poprzez zawarcie odpowiednich umów z
instytucjami szkoleniowymi
15.4. zaprojektować plan DZP zapewniający wzrost zaangażowania pracowników w efekty uzyskiwane przez firmę
15.5. stworzyć system DZP zawierający informacje dotyczące: obszarów zainteresowań pracowników, potrzeb
firmy w zakresie rozwoju umiejętności personelu (krótko i długoterminowych), zasad przydziału środków na
szkolenia z budżetu firmy, zasad przydziału środków poszczególnym pracownikom, umów zawartych z
instytucjami szkoleniowymi i in.
16. Zaangażować w system doskonalenia zawodowego pracowników dostawców i klientów.
zaakceptować zmianę
Porównaj prędkość dyliżansu, pociągu, samochodu czy rakiety. Te cztery technologie zajęły nam niecałe 150 lat.
Fast Co.
Przedsiębiorstwa, które rozpoczęły wdrażanie koncepcji lean – rozpoczęły wewnętrzną metamorfozę. Zmiana, choć
często oczekiwana z lękiem nie ma być bolesna. Doświadczenie zmian zależy całkowicie od nastawienia do niej. To
właśnie nastawienie do zmian powoduje często chaos i paraliż.
Zmiana jest jedyną uniwersalną stałą – ciągle się zmienia. Co zatem należy wiedzieć o zmianie? Co należy
wiedzieć o jej wpływie na organizację i pracowników?
9
dzisiejsza zmiana kreuje przyszłość
Oczywistym jest , co wynika z obserwacji, że stopień zmian jest różny w czasie. Technologia szybko prowadzi nas
w przyszłość. Większość ludzi ekscytuje się nowymi wynalazkami techniki. Jednakże dla kadry zarządzającej te nowe
doświadczenia z nieoczekiwanymi zwrotami mogą wydawać się groźne dla całego przedsięwzięcia.
Perspektywa zmian może niepokoić kadrę zarządzającą faktem konieczności zmian. Zaczynają się bać nieznanego.
Czy potrafimy przetrwać stres i wyzwanie związane ze zmianą, spojrzeć na przyszłość jako pasmo nieustających
sukcesów? Niepokój i niepewność, które niesie za sobą to pytanie mogą być przyczyną zbyt „bezpiecznego” podejścia
do zmian, co nie pozwoli na odniesienie pożądanych rezultatów. Organizacje, które będą raczej widzami niż
kierowcami przyszłości mogą znaleźć się obok zachodzących wokół zmian.
Znane powiedzenie „najlepsza obroną jest atak” może posłużyć za przykład – bądź podmiotem nie przedmiotem.
Przedmiotem jest tytuł, pozycja itp., jednak bycie podmiotem utrzymuje nas w gotowości do zmian, elastyczności,
umiejętności przystosowania się i akceptacji zmian. Jest to stan syntezy, w którym zmiana jest bolesna.
Jedyną możliwością bycia przygotowanym na zmiany jest podjęcie próby uczestniczenia w przyszłości.
Doświadczona kadra managerska jest odpowiedzialna za właściwą analizę dziedziny przemysłu będącej ich domeną,
sensu jego kierunku i ostatecznie, jego przyszłości. Perspektywa przyszłości pomoże we właściwym określeniu celów
krótkoterminowych i priorytetów.
Przyśpieszona zmiana i potrzeba ciągłego dostosowywania się do zmieniających się rynków, stwarza przeszkody
dla zmian określone mianem bezpiecznej strefy. Wiele energii pochłania obrona własnego terytorium, pozycji czy
urzędu. Na szczęście ten typ ludzi może istnieć w organizacji tkwiącej w istniejącym stanie rzeczy. Ten stan rzeczy
uniemożliwia zazwyczaj wdrażanie zmian i innowacji oraz szybki wzrost.
Nie oznacza to, że środowisko zewnętrzne organizacji zmienia się, czy oczekuje się od firmy by się zmieniła – w
rzeczywistości zmiana porywa przedsiębiorstwo [2]. Dlatego należy podjąć wyzwanie pokierowania zmianą,
zapanowania nad nią i przetrwania.
Niebezpieczeństwo porażki pojawia się gdy zmiany w przemyśle następują szybciej niż zmiany w sposobie
myślenia kadry zarządzającej w obszarach podstawowych założeń i strategii działania, wyboru technologii, rynków
zbytu, metod zwiększania produktywności i jakości [3].
Andy Grove (Intel)stwierdził, że: „istnieje przynajmniej jeden moment w historii istnienia każdej firmy w którym
należy podjąć decyzję o drastycznej zmianie, która pozwoli wynieść przedsiębiorstwo na kolejny poziom organizacji.
Przeoczenie tego momentu powoduje kryzys i upadek firmy.”
zarządzanie zmianą
W dzisiejszym przemyśle ma miejsce transformacja wielu przedsiębiorstw zgodnie z koncepcją lean. Z powodu
niewiarygodnych osiągnięć w zakresie wzrostu produktywności i jakości koncepcja ta jest groźna dla spółek będących
w okresie stagnacji. Sukces może osiągnąć tylko ten kto zdecyduje się na następny krok.
Zmiana nie musi być bolesna! Doświadczenie wskazuje, że sukces przejścia do metod zarządzania lean (lean
management) oparte jest na właściwej syntezie. To co pozwala firmie zmieniać się płynnie i skutecznie to zdolność
uczenia się. Slater [9] wskazuje na trzy główne obszary uczenia się: zarządzanie oparte na kompromisach,
przedsiębiorcza analiza rynku, otwarta i usystematyzowana organizacja. Reprezentuje pogląd, że zaangażowanie w
proces ciągłego udoskonalania umiejętności pozwala na rozpoznanie w którym momencie i w jaki sposób utrzymać
konkurencyjną przewagę.
Przedsiębiorstwa mogą zarządzać procesem kształcenia poprzez stworzenie odpowiednich zasad. Przygotowanie
środowiska i organizacji jest pierwszym krokiem ponieważ zmiana nie może natrafić na próżnię. Konieczne jest
zbudowanie metodologii pozwalającej na skupienie się na konkretnych zadaniach, zidentyfikowanie dróg krytycznych,
czynności priorytetowych, metodach kontroli wyników i strategii rozwoju.[6] Metodologię tę należy oprzeć na procesie
wdrażania lean production. Proces konwersji przedsiębiorstwa w organizację lean wymaga wieloletniego wysiłku
rozpoczynającego się kilkoma pilotowymi projektami dotyczącymi poziomu operacyjnego firmy. Nakłady na
przygotowanie tych projektów zwracają się w ciągu kilku miesięcy.
Zespoły prowadzące projekty pilotażowe powołują zespoły wykonujące poszczególne projekty szczegółowe.
Podstawą dla pomyślnego rozpoczęcia wdrożenia jest po pierwsze: przygotowanie środowiska zmian, po drugie:
zidentyfikowanie procesów, działów, wydziałów od których należy zacząć.
Zespół pilotażowy musi być w pełni zaangażowany w proces transformacji wyznaczonego obszaru produkcji. W
tym samym czasie pozostała część organizacji powinna być zaangażowana w pomniejsze czynności takie jak 5S nie
zaburzając jednak prac związanych z działalnością grupy pilotażowej.
Należy zaznaczyć, że proces transformacji poszczególnych elementów firmy będzie miał wpływ na organizację
jako całość. Planowanie produkcji, harmonogramowanie zadań będą miały podstawowy wpływ na każde ogniwo
łańcucha produkcyjnego począwszy od klienta do montażu końcowego, eliminując powstające w procesie odpady i
tworząc program zaopatrzenia poszczególnych stanowisk (KANBAN). Kontrola wielkości „wartości dodanej” na
każdym etapie łańcucha tworzenia wartości wewnątrz firmy oraz na zewnątrz (dostawcy) pozwoli na stworzenie
możliwości udoskonalenia projektu, jakości i umiejętności dostosowania do istniejących warunków, które zabezpieczą
przedsiębiorstwo w przyszłości.
W celu podniesienia produktywności i umiejętności reagowania na zmiany zachodzące w otoczeniu należy
skoncentrować strategię na sprawności i uproszczeniu każdego etapu tworzenia produktu, począwszy od zamówienia a
skończywszy na dystrybucji. Budowanie przedsiębiorstwa lean skupia się na kompletnym łańcuchu tworzenia wartości
10
od dostawcy do klienta. Ostatecznie cała organizacja musi być skupiona na żywym reagowaniu na zmiany rynku i
wartości postrzegane przez klienta. Przyjęta strategia musi niezbędnie zapewnić dopasowanie procesu rozwoju
produktu, procesu zapewnienia jakości i procesu dostaw do wielu różnych wymagań klienta jednocześnie.
Zmiana wewnętrzna firmy musi stać się filozofią, a nie programem. Z powodu coraz szybciej zachodzących zmian:
przemieszczających się i ulotnych rynków, wciąż zmieniających się technologii, firmy muszą znajdować się w ciągłym
ruchu. Organizacje muszą być zorientowane na akceptację zmiany i pokierowanie nią. Innymi słowy przedsiębiorstwa
muszą być „chude” – nie obciążone, gotowe na zmiany i wrażliwe.
wpływ lean production na pracowników
Produkcja masowa ignoruje pracowników. Od początku swojego istnienia produkcja masowa traktowała
pracowników jako łatwo wymienialny element jednorazowego użytku – część zamienną systemu. Takie nastawienie
powoduje wytworzenie antagonistycznego stosunku pomiędzy pracownikiem i kadrą zarządzającą. Amerykańskie
powiedzenie mówi, że pracownik pracuje tak by go nie zwolnili, a firma płaci mu nie więcej niż potrzeba by nie
odszedł.
Na ironię, to właśnie podejście do pracownika uniemożliwiło przeniesienie systemu masowej produkcji na grunt
japoński. Japońska kultura nie pozwalała na taki brak szacunku, na pozybycie się pracownika w momencie gdy stał się
niepotrzebny. Japoński stosunek pracy polegał na długotrwałości – trwał całe życie tzw. longlife employment.
Analiza przedsiębiorstw wdrażających system lean wskazują na kluczowy czynnik będący powodem sukcesu –
zmiana relacji pomiędzy pracownikiem i pracodawcą.
W trakcie transformacji organizacji pojawia się nowy układ polegający na wzajemnym zaufaniu i poszanowaniu.
Takie podejście pozwala na rozwiązywanie problemów zamiast karaniu za ich powstanie, umożliwia poznanie
zdolności pracownika bardziej aniżeli pozwalają na to przedstawione przez niego świadectwa.
Zespoły zadaniowe widząc wyniki własnej pracy bardziej angażują się w proces zmian. Pracownicy przestają
wykonywać zlecone im czynności w sposób mechaniczny, a zaczynają się zastanawiać nad udoskonaleniem metod ich
wykonywania – myślą!
Oczywiście zmiana nastawienia całej organizacji jest ogromnym wyzwaniem. Intensywne przeobrażanie innych
elementów organizacji może przyspieszyć zmianę stosunków pomiędzy pracownikami i kadrą kierowniczą. Szybkość
przemian zależy od pełnego zaangażowania w cały proces transformacji. Jest tylko jeden sposób, aby to osiągnąć,
kierownictwo musi okazywać silne zaangażowanie w system lean, entuzjastycznie promować i popierać proces zmian.
Oznacza to, że liderzy rzeczywiście muszą przewodzić (leader = przywódca) tak jak mówca mówi, a dzwon dzwoni.
Doświadczenie wskazuje, że w niektórych przypadkach wdrażanie koncepcji lean przechodzi okresy wzlotów i
upadków. Cykl ten zależy od nastawienia pracowników do wykonywanej pracy. Jak wskazują analizy, pracownicy
przedsiębiorstw czują się uprawnieni do kreowania pozytywnych zmian. Jeśli system lean wdrażany jest właściwie,
środowisko pracownicze zmienia się w zasadzie naturalnie z antagonistycznego na kreatywne, wspierające działalność
organizacji. Osiągnięcie nowego poglądu na pracę wkrótce procentuje radykalnym postępem pozostałych elementów
systemu lean.
Ważnym czynnikiem procesu transformacji w sferze personalnej jest odnalezienie subtelnych różnic w rolach
poszczególnych pracowników. W otoczeniu stworzonym przez system lean rola poszczególnych uczestników procesu
zmienia się. Ludzie muszą te różnice dostrzec, by uświadomić sobie swoją indywidualną rolę jaką odgrywają w
organizacji. Kierownicy produkcji, mistrzowie, brygadziści nie pełnią już roli nadzorców. Stają się liderami
szukającymi ukrytych talentów zamkniętych w ich podwładnych, zachęcającymi do pracy zespołowej, uczącymi
współpracy w zespole, mobilizującymi do podejmowania ryzyka zmian.
Zmiany zachodzące w środowisku pracowniczym z początku będą przechodzić wyboistą drogę, jednak
podtrzymanie pędu zmian jest niezwykle istotne. W momencie pojawienia się jakichkolwiek problemów często pojawia
się skłonność do powrotu do starego stanu rzeczy. Ta tendencja jest naturalnym elementem fazy uczenia się, jednak
podtrzymanie postępu jest podstawowym obowiązkiem kadry zarządzającej.
W miarę jak ludzie przyzwyczajają się do procesu zmian, można zauważyć wzrost jakości i produktywności. Jako
jedną z pierwotnych przyczyn doskonalenia organizacji określa się wyzwolenie kreatywności w „zamkniętych” dotąd
pracownikach. Pracownicy czują się doceniani i dostrzegają pozytywne efekty swoich wysiłków. W konsekwencji są
pełni entuzjazmu i wykazują wolę coraz większego zaangażowania.
Sukces lean production zależy od zmiany mentalności, zmiany w pozytywnym postrzeganiu pracownika nie jako
części zamiennej lecz jako wartościowego, długoterminowego współpracownika.
Innym powodem powodzenia koncepcji lean jest dostęp do informacji nie tylko w dół i w górę hierarchii lecz
również w poziomie. Każdy pracowników musi mieć wystarczającą ilość czasu na zapoznanie się z informacją i
zrozumienie jaki wpływ wywierają na siebie wzajemnie. Ten sposób uświadamiania pracowników wzmacnia
zaangażowanie i zrozumienie ważnej roli jaką odgrywają w organizacji.
Doświadczenie wskazuje, że funkcjonowanie systemu lean powoduje wzrost produktywności z poziomu 25% do
75%. Pracownik zauważa, że nie cięższa praca, a eliminacja odpadów, lepsza komunikacja, właściwe planowanie i
efektywne wykorzystanie czasu pracy daje zauważalne rezultaty. Z psychologicznego punktu widzenia pracownicy
odczuwają większe znaczenie swojej pracy, pozytywnie nastawione otoczenie oraz efektywniejsze wykorzystanie czasu
ich pracy. Lean production wydaje się wskazywać na to, że pracownik został zgubiony w systemie produkcji masowej.

11
Przedstawione powyżej elementy powodują powstanie takiego środowiska pracy, w którym każdy czuje się
ważnym uczestnikiem procesu powstawania wyrobu. Wszyscy pracują razem w przekonaniu, że wspólnie poprowadzą
organizację ku realizacji wyznaczonego celu.
LEAN MANAGEMENT SYSTEM
wiedza jest najszybszą i najbezpieczniejszą drogą do sukcesu w każdym obszarze życia
Jak wspomniano już wcześniej, przedsiębiorstwa rozpoczynające drogę ku lean potrzebują pełnego poparcia,
przewodnictwa i przywództwa ze strony kadry managerskiej. Ich zadaniem jest ocena przedsiębiorstwa, określenie
strategii rozwoju oraz stworzeniu organizacji uczącej się opartych na założeniach koncepcji lean. Jest to
„ogólnoustrojowy” proces różniący się tym od tradycyjnej strategii rozwoju, że tworzy organizację opartą na
„szczupłych” podstawach.
Wymaga to znacznego zaangażowania, cierpliwości i wspomagania transformacji kadry zarządzającej. Ich rozmiar
zależy jednak od wielkości przedsiębiorstwa. Małe firmy mogą przeobrażać się znacznie szybciej aniżeli duże. Nie
mniej jednak przedsiębiorstwo musi mieć stałą motywację by rozpocząć i realizować ten typ transformacji, głównie
datego, że oznacza ona modyfikację struktury i zmianę podstawowych założeń organizacji.
To właśnie jest powodem dla którego liderzy transformacji muszą być świadomi i zaangażowaniu w naukę procesu lean
management w miarę jak lean production staje się rzeczywistością.
Nie ma wątpliwości, że idea lean production jest rzeczywistością i przedsiębiorstwa które nie funkcjonują zgodnie
z nią z własnego wyboru, będą musiały ją przyjąć by przetrwać. Efektywna zmiana organizacyjna na taką skalę
realizowana czynnie przyniesie większe efekty aniżeli bierny w niej udział. Liderzy z wyobraźnią zdają sobie sprawę,
że długoterminowy wzrost zależy od umiejętności przystosowania, elastyczności i chęci wprowadzania zmian.
nowa lekcja
Przedsiębiorstwa lean robią niewiarygodne postępy nie tylko z powodu redukcji zbędnych nakładów, ale również z
powodu zmiany w sposobie myślenia. Posiadają umiejętność kontrolowania, zapanowania nad zmianą, bycia
innowacyjnym, elastycznym i gotowym na nowe wyzwania. To całkowicie dezorientuje konkurencję. Jak to się dzieje,
że przedsiębiorstwa lean dokonują zmian praktycznie niezauważalnie dla ich konkurentów. Konkurencja nie może
zrozumieć dlaczego przepaść pomiędzy nimi, a przedsiębiorstwami lean zwiększa się, dlaczego zdobywają coraz
większe rynki, oferują niższe ceny i wyższą jakość jednocześnie. Konkurenci nie potrafią nie tylko dostrzec zmiany ale
i zrozumieć jej znaczenia. Przyczyną tej „ślepoty” jest przeszkoda zwana mentalnością.
Dla przykładu – osoba niewidoma od urodzenia odzyskując nagle wzrok wciąż przez wiele tygodni używa laski.
Powód tego postępowania tkwi w umyśle, który potrzebuje czasu aby zaakceptować nową formę percepcji. Nowe
informacje są formowane w paradygmaty pozwalające na nowej ujrzenie świata umożliwiając zmianę.
Ta sytuacja ma odniesienie także do przemysłu, który ma tylko jeden sposób wytwarzania – produkcję masową.
Zasady lean są zaprzeczeniem wszystkiego co do tej pory istniało – brak zapasów, brak odpadów i mała skala
produkcji. W konsekwencji trudno dostrzec wartość podstaw na których oparta jest koncepcja lean. transformacja
organizacji zgodnie z koncepcją lean wymaga rezygnacji z dotychczasowego sposobu myślenia i otwarcia się na
zmiany. Jest to jedyna droga umożliwiająca akceptację nowych paradygmatów i ich zrozumienie. Nowe paradygmaty
są podstawą realizacji lean production.
produkcja masowa contra lean production
Jak wiadomo strategia produkcji masowej oparta jest na ekonomii skali, której podstawą jest zmniejszenie
jednostkowych kosztów produkcji poprzez wzrost wielkości produkcji. Produkcja masowa zestandaryzowała produkcję
jednostkową i umożliwiła realizację tego samego, identycznego wyrobu na większą skalę. Logika strategii masowej
polega na tym, że im wyższa jakość tym wyższa cena. To podejście charakteryzowało świat aż do teraz.
Trudno
zaprzeczyć sprawności systemu lean albowiem poparta jest ona szeregiem danych doświadczalnych.
System lean production może zmniejszyć koszty ogólne – szczególnie koszty pośrednie – utrzymując jednocześnie
standardy jakości i zmniejszając czas trwania cyklu produkcyjnego – głównie poprzez skrócenie przerw
międzyoperacyjnych. Przedsiębiorstwa lean są w stanie wytworzyć dwa razy więcej wyrobów o dwukrotnie wyższej
jakości w połowie czasu i przestrzeni produkcyjnej za połowę kosztów [4].
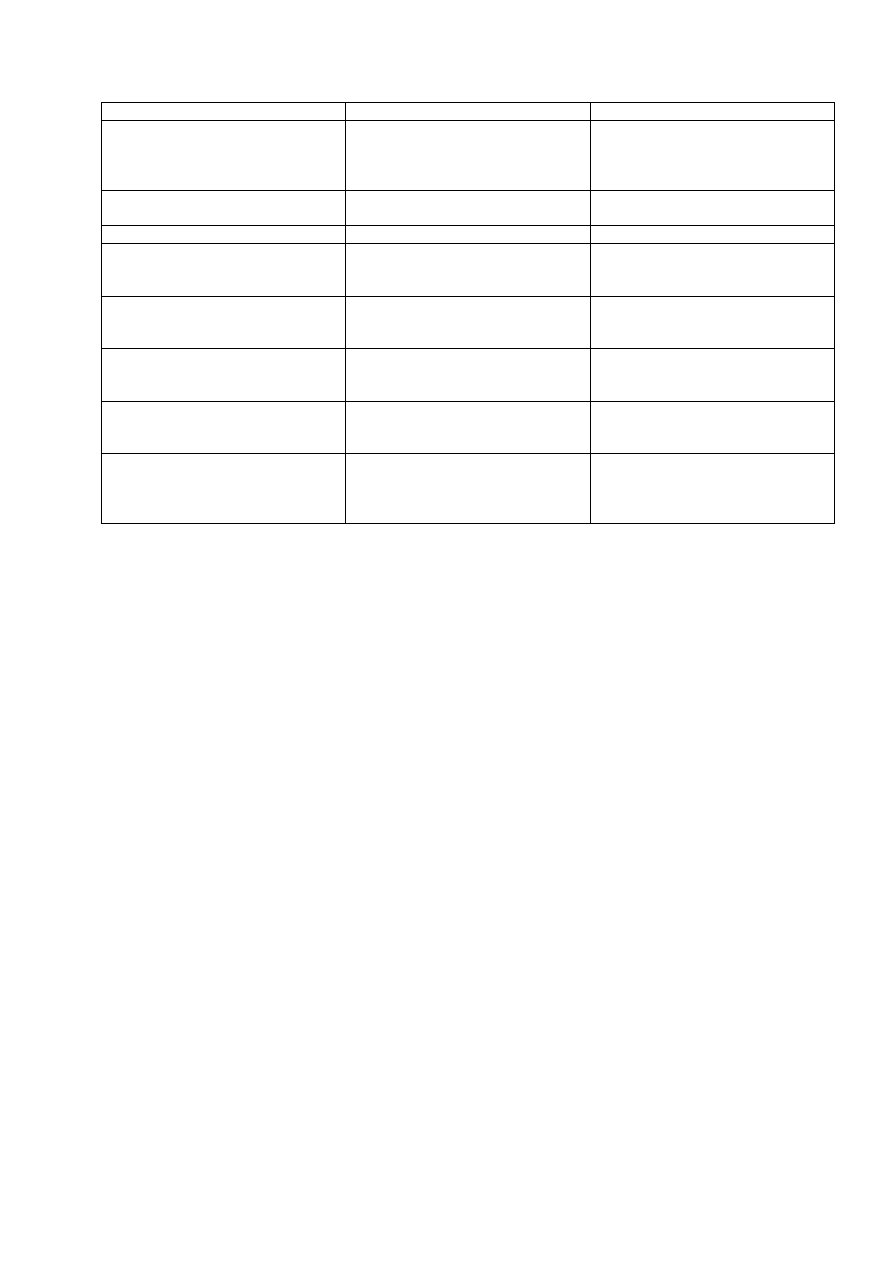
Poniżej przedstawiono tabelę porównującą charakterystyki podstawowych obszarów w produkcji masowej i w lean
production .
12
tab. Porównanie charakterystyk podstawowych obszarów w produkcji masowej i w lean production .
obszar
system produkcji masowej
lean production system
produkcja struktura
funkcjonalna
minimalne kwalifikacje
długie cykle produkcyjne
duża ilość zapasów
struktura komórkowa
wysokie kwalifikacje
produkcja potokowa
zero zapasów
organizacja indywidualizm
wojskowa struktura organizacyjna
zespoły zadaniowe
płaska struktura organizacyjna
kierowanie
przez nakazy i przymus
przez „wizje” i współuczestnictwo
kultura
lojalność i posłuszeństwo,
wyobcowanie i bunt
harmonijna współpraca oparta na
długoterminowym rozwoju zasobów
ludzkich
informacja zawężona, oparta na raportach
wygenerowanych przez i dla
kierownictwa
szeroka, oparta na kontroli systemu
dokonywanej przez wszystkich
pracowników
rozwój produktu
wyizolowany z małym wpływem
klientów, niezależny od
rzeczywistości produkcyjnej
model zespołowy, rozwój produktu i
procesu produkcyjnego zgodny z
wymaganiami klienta
utrzymanie ruchu
przez specjalistów ds. utrzymania
ruchu
zarządzanie wyposażeniem poprzez
projektowanie, produkcję i
konserwację
klient uzależniony od oferowanego produktu
o dopuszczalnym poziomie jakości;
zakupów dokonuje często na
wyprzedażach nadprodukcji
produkt dostosowany do wymagań
klienta, o wysokiej jakości, w
ilościach zgodnych z
zapotrzebowaniem rynku
Korzyści zastosowania lean production zamiast masowej produkcji [12]:
-
redukcja zapasów nawet o 90%
-
wzrost rocznej produktywności o 25% do 50%
-
redukcja powierzchni produkcyjnej o ok. 50%
-
redukcja liczby braków i poprawek do 90%
- redukcja
długości cyklu produkcyjnego z miesięcy do dni
-
redukcja czasów przezbrojeń z godzin do minut
Przedstawione porównanie produkcji masowej i lean production wskazuje na całkowity brak logiki produkcji
masowej. Dlatego też konieczna jest transformacja systemu produkcji. Choć w wielu przypadkach wydaje się
niemożliwa przemiana „kolosa” jakim jest system produkcji masowej. Wiele firm opiera swą decyzję na wyborze – ból
czy przyjemność – oznaczającym, że zmiana może być zbyt bolesna by jej dokonać, nawet gdyby jej brak oznaczał
powolną śmierć.
Oczywiście producenci masowi zauważyli, że zmiana jest konieczna i podjęli odpowiednie środki przyjmując nowe
paradygmaty i kreując nowe realia dla swych organizacji. Ta inicjatywa musi pochodzić od naczelnego kierownictwa i
być w pełni zaakceptowana przez całe kierownictwo, tak by możliwe stało się zakorzenienie koncepcji lean w
przedsiębiorstwie. Jeśli ten etap zostanie zrealizowany następny krokiem w transformacji staje się wdrożenie systemu
lean management.
system lean management
Wdrażanie zasad lean do przedsiębiorstwa wymaga uczestnictwa kadry managerskiej w rozwoju strategii lean.
Istnieje kilka zasad procesu transformacji, które należy wyjaśnić.
Najważniejszym aspektem tego procesu jest wykształcenie kierownictwa w zakresie edukowania pozostałych
pracowników firmy. Oznacza to konieczność kreowania „wizji”, zasad rozwoju opartego na ciągłej nauce, stworzenie
planu efektywnego wdrażania zasad lean production. Z uwagi na wysokie ryzyko jakie niesie za sobą samodzielna
próba transformacji organizacji należy skorzystać z pomocy zewnętrznej w tym zakresie, tj. ze specjalistów z dziedziny
wdrażania koncepcji lean, którzy nakreślą program wdrożenia, ustalą najważniejsze cele i spojrzą z dystansu na całą
organizację.
Za tym rozwiązaniem przemawia kilka przyczyn. Po pierwsze, przedsiębiorstwa chcące wdrożyć koncepcję lean
muszą nauczyć się zasad jej wdrażania. Samodzielne próby mogłyby okazać się zbyt kosztowne głównie z powodu
czasu jaki byłby potrzebny na zbudowanie efektywnego i całościowego planu wdrożenia. Założeniem programu
wdrożenia koncepcji lean jest szybkie osiągnięcie zwrotu z nakładów poniesionych na inwestycje (ROI).
Po drugie, istnieje ryzyko stworzenia nieefektywnego programu transformacji. Tak ustalony program może zostać
postrzegany jako mało wiarygodny i uniemożliwić osiągnięcie założeń.

13
Po trzecie, jeśli wdrożenie koncepcji lean zapoczątkowane zostanie z zewnątrz można uniknąć podważenia planu
zmian ze względu na pogląd, że kierownictwo naczelne do tej pory nie radziło sobie ze zmianami. Na przykład, trudno
jest wymagać kierownictwu od niego samego by zmieniło swe nastawienie do zasobów ludzkich w sposób którego
wymaga koncepcja lean. Z doświadczeń firmy Rick Harris & Associates (Lean Production Implementation Consulting
& Facilitation) wynika, że jest to najczęstszy problem – konflikty wśród kadry kierowniczej w sytuacji gdy istnieje
grupa zaangażowana w koncepcję i grupa którą należy w nią zaangażować. Oznacza to, że samodzielne wdrażanie lean
production powoduje niepotrzebny wzrost ryzyka przedsięwzięcia i marnowanie cennego czasu.
Transformacja organizacji zgodnie z lean musi być przeprowadzone kompleksowo (w całości obejmować
wszystkie obszary firmy), dlatego wszyscy kierownicy muszą zdać sobie sprawę ze swej odpowiedzialności za sposób
realizacji procesu transformacji, za poparcie dla zmian, za zaangażowanie w proces „uczenia” organizacji.
Kierownictwo musi budować, żywić i popierać logikę i mechanizmy rządzące lean production. Spojrzeć na firmę z
zupełnie innej perspektywy.
Większość organizacji związanych z produkcją masową nie wymaga od swego kierownictwa uczestniczenia w
działaniach zespołowych swych podwładnych. Powoduje to powstanie poziomych barier izolujących kierownictwo
naczelne od pozostałych uczestników procesu produkcyjnego oraz pionowych murów oddzielających od siebie
poszczególne zespoły (działy). Współzawodnictwo pomiędzy wyizolowanymi w ten sposób obszarami powoduje
marnotrawienie zasobów istniejących w pracy zespołowej [4]. Lean management wręcz przeciwnie, inicjuje poziomą,
pionową i krzyżową koordynację prac zespołów.
„Odchudzone” kierownictwo naczelne wspomaga przedsiębiorstwo w tworzeniu takich dróg komunikacji, które
umożliwią kierownictwu niższego szczebla realizację zadań opartych na pracy zespołowej. Oznacza to stworzenie takiej
struktury organizacyjnej, która skierowana będzie nie na walkę z wewnętrznymi konkurentami lecz z zewnętrzną
konkurencją i najtrudniejszym przeciwnikiem – z bezwładnością organizacji [4].
podstawy lean
Istnieje kilka zasad strategii rozwoju lean odróżniających system lean management od tradycyjnej strategii
działania produkcji masowej.
Lean management wciela i uwydatnia aspekty lean nie odnajdywane w tradycyjnych planach strategicznych. W
momencie gdy kierownictwo lean zrozumie konieczność włączenia do procesu produkcji wszystkich jego uczestników,
a przede wszystkim tych bezpośrednio zaangażowanych w produkcję, możliwe jest zrealizowanie założonej strategii.
Ponieważ większość strategii oparta jest na planach długofalowych niezwykle ważnym jest by system lean
management rozwijał strategię możliwą do zbadania, zrozumienia jej postępów i ich śledzenia w sposób, który pozwoli
na dostrzeżenie zachodzącego postępu. Plany te są przekształcane z długofalowych na roczne cele oparte na polityce
wspierającej wdrożenie koncepcji lean.
Konsekwentnie, cele roczne stają się celami poszczególnych działów czy zespołów i poprzez udoskonaloną
komunikację oraz systemy sprzężeń zwrotnych mogą być ulepszane, rewidowane i dostosowywane do istniejących
realiów. Takie podejście powoduje zintegrowanie działań pracowników bezpośrednio produkcyjnych z „wizjami” i
strategią kierownictwa. Dzieki temu nakłady siły roboczej są skierowane bezpośrednio na realizację założonych przez
kierownictwo celów. Po co? W celu redukcji wysiłków, czasu i zasobów zaangażowanych w urzeczywistnienie celów.
„Odchudzone” kierownictwo zdaje sobie sprawę, że pełna realizacja przyjętej strategii wymaga zaangażowania
pracowników niższego szczebla struktury organizacyjnej. Lean managerowie uświadamiają sobie siłę kreatywności i
innowacyjności pracowników bezpośrednio produkcyjnych, która może przynieść korzyści całej organizacji. Dla
tworzenia i realizacji strategii wojennej potrzebne są informacje z frontu walk. Większość informacji z „frontu”
organizacji umożliwia właściwą realizację celu jakim jest redukcja odpadów.
Taihi Ohno wyodrębnił 7 typów odpadów : błędy, kontrola, transport, nadmierna produkcja, nadmierne zapasy,
zbędne czynności, przezbrojenia. W procesie rozwoju koncepcji lean do listy tej dodano kolejne źródła odpadów:
zbędne projekty produktu, stracone informacje (zła komunikacja), brak kreatywności personelu.
Ludzie pracujący w „okopach” są jedynymi, którzy mogą wdrożyć zmiany. Większość organizacji stosujących
system produkcji masowej nie dostrzegło tego związku głównie dlatego, że dolny szczebel organizacji nie był
zaangażowany w realizację celów strategicznych, nie uświadamiał sobie, że może mieć wgląd w cele firmy i wpływać
na nie.
W systemie lean, pracownicy sa włączeni w system informacji, a ich kreatywność i wiedza są pożądane,
przyjmowane i nagradzane. Przepływ informacji w systemie lean jest ułatwiony ponieważ zaufanie i dostęp do niej są
kluczowymi składnikami komunikacji pomiędzy kierownictwem i pracownikami. „Szczupli” kierownicy zdają sobie
sprawę z wagi tej komunikacji, uświadamiając sobie, że w systemie lean ludzie są ważniejsi niż maszyny. W Toyota
Motor Mfg kilka najbardziej innowacyjnych technik produkcji pochodziło od ludzi z „okopów”.
podsumowanie
Struktura systemu lean management opiera się na trzech podstawowych filarach: planowanie strategiczne, struktura
organizacyjna, zdolność zasobów ludzkich. Zrozumienie zależności pomiędzy tymi kluczowymi czynnikami umożliwia
maksymalne wykorzystanie zasobów firmy.
Strategia
określi wizerunek przedsiębiorstwa w długim okresie czasu. Na niej oparte będą długoterminowe zadania
dla kadry managerskiej.

14
Struktura organizacyjna musi być podporządkowana strategii poprzez dostosowanie rozwoju produktu, produkcji i
dystrybucji oraz systemu informacyjnego.
Ostatnim
składnikiem kluczowym jest zdolność i siła organizacji do realizacji założonej strategii. Obejmuje on
tworzenie nowej kultury organizacji polegającej na ciągłym doskonaleniu, usprawnieniu produkcji, kształceniu kadry
kierowniczej i sprawny przepływ informacji ze sprzężeniem zwrotnym włącznie.
Gdy te trzy filary nabiorą właściwych kształtów ważne staje się skupienie na elementach wyjściowych każdego z
obszarów. W obszarze rozwoju strategii najważniejszym (krytycznym) elementem jest jednomyślność kierownictwa
naczelnego. Walki wewnętrzne czy konkurencja pomiędzy działami powodują marnotrawienie energii i zagraża
„duchowi” zmian niezbędnych do realizacji strategii. Następnym elementów tego obszaru jest satysfakcja klienta.
Oznacza to ciągłą kontrolę rynku, ocenę rynku, projektowanie produktu i określenie wymagań jakościowych.
Kierownictwo naczelne tworzy politykę, strukturę organizacyjną, określa „know-how” w celu zagwarantowania
odpowiedniej jakości produktu. Kierownicy niższego szczebla są odpowiedzialni za realizację wyznaczonych celów.
Dla
pełnej realizacji celów struktura organizacyjna musi być pozbawiona zbędnych elementów biurokracji,
lenistwa i apatii. Struktura organizacyjna musi być czuła na zmiany otoczenia, rynku i samej organizacji, musi
utrzymywać wytworzone drogi komunikacji (system informacyjny) dbając o informacje pochodzące od pracowników i
dostawców.
Ostatecznie, w tej strategii zmian i transformacji, założenia lean w formie redukcji odpadów i udoskonalania
procesu produkcyjnego muszą znaleźć swoje odbicie w faktycznej produkcji. Oznacza to budowę zespołów
zadaniowych i zespołów ds. realizacji celów, zarządzania zasobami, ustanowienie kultury umacniania, udoskonalania i
uczenia się.
Opisana
powyżej strategia wymaga niezwykle dokładnego przygotowania by możliwe było osiągnięcie jak
najlepszego efektu. Konieczne jest stworzenie dokumentacji określającej: stan obecny, metody kontroli i pomiaru
postępu, okresową kontrolę celów i ich korektę.
Transformacja lean ma za zadanie stworzyć organizację otwartą, czułą, nie bojąca się zmian, elastyczną,
zaangażowaną, ufna w stosunku do zasobów materialnych.
ZSYNCHRONIZOWANA ORGANIZACJA
wstęp
Zastosowanie technik lean w procesach i operacjach (przez eliminację odpadów) tak by umożliwić niezakłócony
przepływ materiałów pozwala na określenie przedsiębiorstwa mianem organizacji zsynchronizowanej.
Pojęcia procesu i operacji są często mylone. Wspólne ich postrzeganie wynika z ich wzajemnej zależności.
-
proces – odnosi się do sposobu w jaki materiał wejściowy jest przekształcany w produkt wyjściowy (przepływ od
stanowiska do stanowiska). Składa się z 4 elementów: przetwarzania, transportu, kontroli i magazynowania
(definiowanego jako czasu w którym nie dokonują się żadne z pozostałych trzech elementów);
Uwaga! Istnieją dwa rodzaje opóźnień wynikających z procesu magazynowania: opóźnienie procesu wynikające z
oczekiwania serii wejściowej na zakończenie procesu realizacji serii wyjściowej, opóźnienie serii wynikające z
oczekiwania serii wejściowej na zakończenie jednej części wyjściowej [8].
-
operacja – czynność wykonywana na materiale przez pracownika lub maszynę.
Niezwykle ważne jest odróżnienie procesu od operacji. Proces określa przepływ materiału lub produktu, operacja
zaś opisuje pracę jaka jest wykonywana na produkcie przez pracownika i maszynę. Proces i operacja nie znajdują się w
stosunku równoległym, lecz w stosunku poprzecznym. Proces dokonuje transformacji materiału w produkt, a operacja
jest akcją pozwalająca na realizacje tej transformacji [8]. Innymi słowy, grupa operacji tworzy proces. Pamiętając o
poprzecznej zależności miedzy procesem i operacją, produkcja może być definiowana jako zbiór punktów przecięcia
się operacji i procesów. Produkcja jest siecią zbudowaną z procesów i operacji. Różnica pomiędzy procesem i operacją
ma zasadnicze znaczenie dla rozwoju i doskonalenia systemu produkcji. W celu osiągnięcia wzrostu efektywności
produkcji należy zanalizować i dostosować procesy zanim przejdzie się do doskonalenia samych operacji.
fabryka haczyków wędkarskich
Wyobraźmy sobie, że stoimy na stanowisku obserwacyjnym fabryki haczyków wędkarskich i obserwujemy
przebieg procesu wytwórczego. Znajdujemy się nad południową częścią hali produkcyjnej nad stanowiskiem przyjęć,
patrząc na północ na stację wyładunkową zauważamy wyładunek zwojów drutu na stanowisko przyjęć. Obserwujemy
przepływ materiału od dostarczenia do transportu – przepływ ten nazwiemy procesem. Ruch z południa na północ
nazwijmy osią Y. Obserwujemy również, że stanowisko obróbki położone jest tuż obok stanowiska przyjęć, jednak na
osi X (w kierunku wschodnim lub zachodnim). Tutaj materiały są wprowadzane ze wschodu przechodząc przez
rozmaite zabiegi operacyjne przemieszczając się na zachód (lub patrząc z naszej strony w lewo). Przemieszczając się
dalej w kierunku stanowisk kontrolnych, które są ustawione w ten sam sposób – ze wschodu na zachód. Wyrób gotowy
pojawia się na zachodzie.
Wyszukiwarka
Podobne podstrony:
lean management1
Lean Management (14 stron) DR7HK6IV5RUKPNQIB6FCFK6GFTUI5Z6SFSW3VOI
LEAN MANAGEMENT METODA US, Zarządzanie projektami, Zarządzanie(1)
72, Sposoby realizacji przedsięwzięć w ramach lean management:
Doskonalenie organizacji z wykorzystaniem koncepcji lean management, Współczesne koncepcje zarządzan
Cz Mesjasz Lean Management 2011 2012
LEAN MANAGEMENT
1 Lean management
LEAN MANAGEMENT ppt
lean management, studia, Koncepcje zarządzania
Filozofia Lean Management a informatyczne systemy ERP, Lean
Lean Management
Lean management, studia, Koncepcje zarządzania
Lean management
iżykowski,ORGANIZACJA SYSTEMÓW PRODUKCYJNYCH, LEAN MANAGEMENT
więcej podobnych podstron