„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Marian Grabkowski
Przygotowanie elementów do montażu cholewek
744[02].Z4.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
dr inż. Elżbieta Wiśnios
mgr inż. Katarzyna Stępniak
Opracowanie redakcyjne:
dr inż. Marian Grabkowski
Konsultacja:
dr inż. Jacek Przepiórka
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 744[02].Z4.02
„Przygotowanie elementów do montażu cholewek ”, zawartego w modułowym programie
nauczania dla zawodu Obuwnik.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
4
3. Cele kształcenia
5
4. Materiał nauczania
6
4.1. Zasady ścieniania i dwojenia elementów składowych cholewki
6
4.1.1. Materiał nauczania
6
4.1.2. Pytania sprawdzające
11
4.1.3. Ćwiczenia
12
4.1.4. Sprawdzian postępów
14
4.2. Zasady naklejania podnosków, wzmocnień, międzypodszewek
15
4.2.1. Materiał nauczania
15
4.2.2. Pytania sprawdzające
21
4.2.3. Ćwiczenia
21
4.2.4. Sprawdzian postępów
23
4.3. Sposoby wykończania brzegów cholewek
24
4.3.1. Materiał nauczania
24
4.3.2. Pytania sprawdzające
29
4.3.3. Ćwiczenia
29
4.3.4. Sprawdzian postępów
31
4.4. Techniki deseniowania i zdobienia cholewek, formowanie przyszew
32
4.4.1. Materiał nauczania
32
4.4.2. Pytania sprawdzające
36
4.4.3. Ćwiczenia
36
4.4.4. Sprawdzian postępów
38
4.5. Ocena jakości przygotowania elementów cholewek
39
4.5.1. Materiał nauczania
39
4.5.2. Pytania sprawdzające
40
4.5.3. Ćwiczenia
40
4.5.4. Sprawdzian postępów
42
5. Sprawdzian osiągnięć
43
6. Literatura
48
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy i kształtowaniu umiejętności
dotyczących przygotowania elementów do montażu cholewek.
W poradniku zamieszczono:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
– materiał nauczania – wiadomości teoretyczne niezbędne do osiągnięcia założonych celów
kształcenia i opanowania umiejętności zawartych w jednostce modułowej,
– zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
– ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
– sprawdzian postępów,
– sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
– literaturę uzupełniającą.
Jednostka modułowa „Przygotowanie elementów do montażu cholewek”, z której treścią
teraz się zapoznasz stanowi jeden z elementów modułu 744[02].Z4 „Technologia
wytwarzania cholewek”, którego strukturę przedstawiono na schemacie zamieszczonym
poniżej.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych wynikających z rodzaju
wykonywanych prac. Przepisy te poznasz podczas trwania nauki.
Schemat układu jednostek modułowych
744[02].Z4.02
Przygotowanie elementów
do montażu cholewek
744[02].Z4.03
Montaż i wykończanie cholewek
744[02].Z4
Technologia wytwarzania cholewek
744[02].Z4.01
Łączenie elementów wierzchu obuwia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
przestrzegać przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska,
–
udzielać pierwszej pomocy osobom poszkodowanym w wypadkach przy pracy,
–
charakteryzować składowe części obuwia,
–
charakteryzować podstawowe rodzaje obuwia oraz typy cholewek,
–
klasyfikować obuwie według rozwiązań konstrukcyjnych i materiałowych,
–
sporządzać szkice elementów, półproduktów i typów obuwia,
–
odczytywać rysunki wykonawcze elementów, półproduktów i wyrobów obuwniczych,
–
charakteryzować materiały podstawowe i pomocnicze stosowane w produkcji obuwia,
–
określać wymagania techniczne i przetwórcze dla skór, tworzyw skóropodobnych
i materiałów włókienniczych na cholewki,
–
określać wymagania techniczne i przetwórcze dla skór i innych materiałów na spody
obuwia,
–
określać parametry techniczne materiałów pomocniczych stosowanych w produkcji
obuwia,
–
kwalifikować wady materiałów jako dopuszczalne i niedopuszczalne,
–
dobierać materiały podstawowe i pomocnicze, półprodukty oraz środki wykończalnicze
odpowiednio do konstrukcji, typu, przeznaczenia i techniki wytwarzania obuwia,
–
określać zasady konstruowania obuwia,
–
posługiwać się dokumentacją oraz normami przedmiotowymi i czynnościowymi
dotyczącymi oceny jakości materiałów, półproduktów i wyrobów,
–
oceniać jakość materiałów obuwniczych,
–
oceniać jakość półproduktów i wyrobów obuwniczych,
–
sporządzać kalkulację kosztów wytwarzania obuwia
–
dobierać, użytkować i konserwować maszyny i urządzenia obuwnicze we wszystkich
fazach procesu technologicznego,
–
dokonywać rozkroju materiałów na elementy obuwia,
–
stosować techniki łączenia elementów cholewki,
–
korzystać z różnych źródeł informacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
3 CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
określić metody i techniki przygotowania elementów do montażu cholewek,
–
wykonać ścienianie elementów na podstawie wykresu ścieniania,
–
określić zasady i techniki wzmacniania oraz usztywniania elementów cholewek,
–
dobrać sposób wykończania brzegów cholewek,
–
dobrać sposób deseniowania i zdobienia elementów cholewek,
–
dobrać metodę oznaczania linii szycia, przygotować szablony,
–
ocenić sposób i jakość przygotowania części składowych cholewek do montażu według
kryteriów technologicznych i ekonomicznych,
–
wykonać czynności i operacje technologiczne procesu przygotowania części składowych
do montażu cholewek.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
4. MATERIAŁ NAUCZANIA
4.1. Zasady ścieniania i dwojenia elementów składowych
cholewki
4.1.1. Materiał nauczania
Przed przystąpieniem do montażu cholewki, jej elementy składowe należy poddać
procesom obróbczym i przygotowawczym takim, jak: ścienianie i dwojenie, naklejanie
podnosków, wzmocnień i międzypodszewek, wykończania brzegów, deseniowania
i zdobienia. Procesy te mają charakter przygotowawczy i coraz częściej są realizowane
w gniazdach lub oddziałach produkcyjnych, które umownie można określić szwalnią
przygotowawczą, a nawet oddziałami obróbki ewentualnie opracowania elementów
wierzchnich. Zagadnienia te będą omawiane w kolejnych rozdziałach materiału nauczania tej
jednostki modułowej. Końcowym akcentem w poradniku będzie ocena jakości przygotowania
elementów cholewki lub jej części do montażu właściwego cholewek.
Przed przystąpieniem do nauczania tej jednostki, powtórz i przypomnij sobie
umiejętności zdobyte podczas nauczania w jednostkach modułu 744[02].
Ścienianie to w zasadzie pierwsza operacja w procesie przygotowania elementów
cholewki do montażu. Jedynie w przypadkach, kiedy brzegi cholewek będą wykończane
przez barwienie to tę czynność należy wykonać w pierwszej kolejności przed ścienianiem,
aby podczas barwienia w stosie nie doszło do zabrudzenia lica skóry spowodowanego
ubytkami materiału na brzegach elementów w procesie ścieniania. Dwojenie elementów
natomiast to proces, który dość często realizowany jest w oddziałach rozkroju materiałów.
Ścienianie
Ścienianie ma na celu zniwelowanie zgrubień w miejscu łączenia, a tym samym
likwidację ucisku szwu na stopę, ułatwienie zszywania, podwyższenie estetyki szycia bez
obniżenia wytrzymałości zszywanych materiałów. Operacja ta musi być wykonana zgodnie
z ustalonymi parametrami. Niewłaściwe ścienianie górnych brzegów cholewek może
spowodować wydłużenie się krawędzi, a tym samym zwiększenie górnego obwodu cholewki
(szczególnie niebezpieczne przy obuwiu typu czółenka), a nawet pękanie brzegów cholewki
szczególnie przy skórach lakierowanych. Proces ten polega na przesuwaniu elementu
w kierunku ostrza noża za pomocą specjalnego podawacza i dźwigni dociskającej obrabiany
element (rys.1).
Rys. 1. Schemat ścieniania [4, s. 153]: 1–dźwignia dociskowa, 2–wałek podający, 3–nóż dzwonkowy,
4– ścieniany element
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
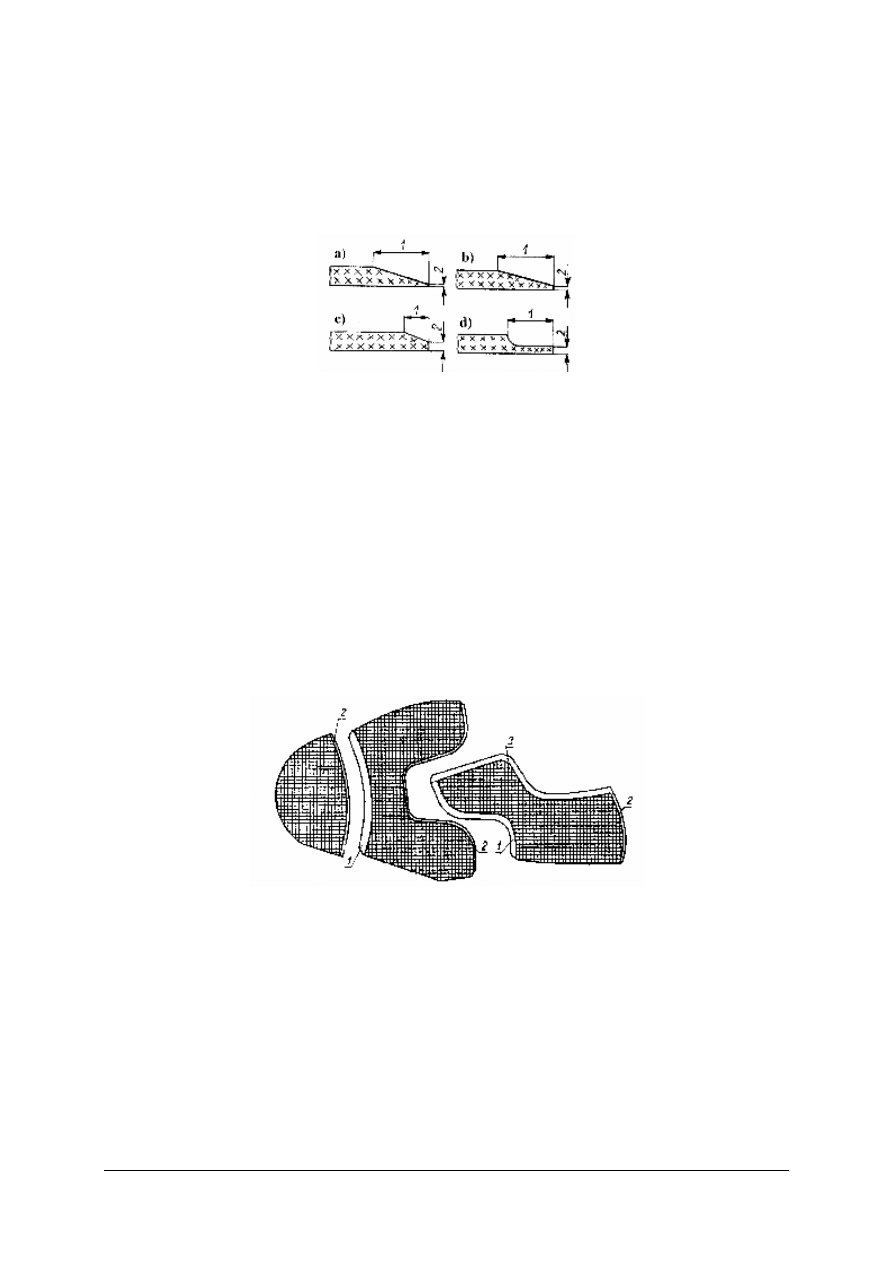
W zależności od przeznaczenia i funkcji jaką spełniają elementy w cholewce stosuje się
cztery sposoby ścieniania do których zaliczamy:
−
ścienianie skośne ostre (rys.2a),
−
ścienianie skośne tępe (rys.2b),
−
stępianie krawędzi (rys.2c),
−
ścienianie wklęsłe (rys.2d).
Rys. 2. Schematy ścieniania brzegów elementów: a) – skośne ostre, b) – skośne tępe, c) – stępianie brzegów,
d) – wklęsłe; 1 – szerokość ścieniania, 2 – grubość ścieniania [źródło własne]
Ścienianie skośne ostre stosuje się w przypadku brzegu elementu, na który będzie
naszyty brzeg drugiego elementu.
Ścienianie skośne tępe stosuje się w przypadku, kiedy ścieniany brzeg elementu ma być
naszyty na brzeg drugiego elementu.
Stępianie krawędzi to proces ścieniania w wyniku, którego następuje stępienie brzegu
elementu przed procesem opalania brzegów elementów skórzanych. Stępianie krawędzi to
odmiana ścieniania skośnego tępego. Różnice tkwią w szerokości i grubości ścieniania, które
przy stępianiu mają inne wymiary; szerokość ścieniania przy stępianiu jest mniejsza,
natomiast grubość stępionego elementu jest większa.
Ścienianie wklęsłe stosuje się w przypadku, kiedy brzegi elementów cholewki mają być
zawijane.
Zastosowanie różnych sposobów ścieniania w elementach cholewki zilustrowano na
rysunku 3.
Rys. 3. Zastosowanie różnych sposobów ścieniania elementów w cholewce (widok od strony mizdry) [2, s. 172]:
1 – ścienianie skośne ostre, 2 – ścienianie skośne tępe, 3 – ścienianie wklęsłe
Szerokość i grubość ścienionych brzegów elementów to podstawowe parametry
technologiczne procesu ścieniania i zależą one od rodzaju i grubości materiału oraz
przeznaczenia elementu. Podstawowe wskaźniki tych parametrów dla elementów skórzanych
są zamieszczone w tabeli 1. Warto podkreślić, że elementy ze skóry ścienia się zawsze od
strony mizdry.
Parametry technologiczne ścieniania elementów z grubych tkanin zamieszczono w tabeli 2.
Tkaniny przeznaczone na wierzchy obuwia powinny być gęste i zwarte, a niekiedy
sklejane z dwóch lub trzech warstw. Określone w dokumentacji technologicznej elementy
najczęściej ścienia się skośnie z lekkim stępieniem krawędzi. Czynność tę należy wykonać
bardzo dokładnie i delikatnie, aby nie uszkodzić splotu tkaniny. Ścienia się tylko pierwsze
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
warstwy tkaniny, natomiast w dolnej warstwie nie powinny być uszkodzone sploty wątku ani
osnowy.
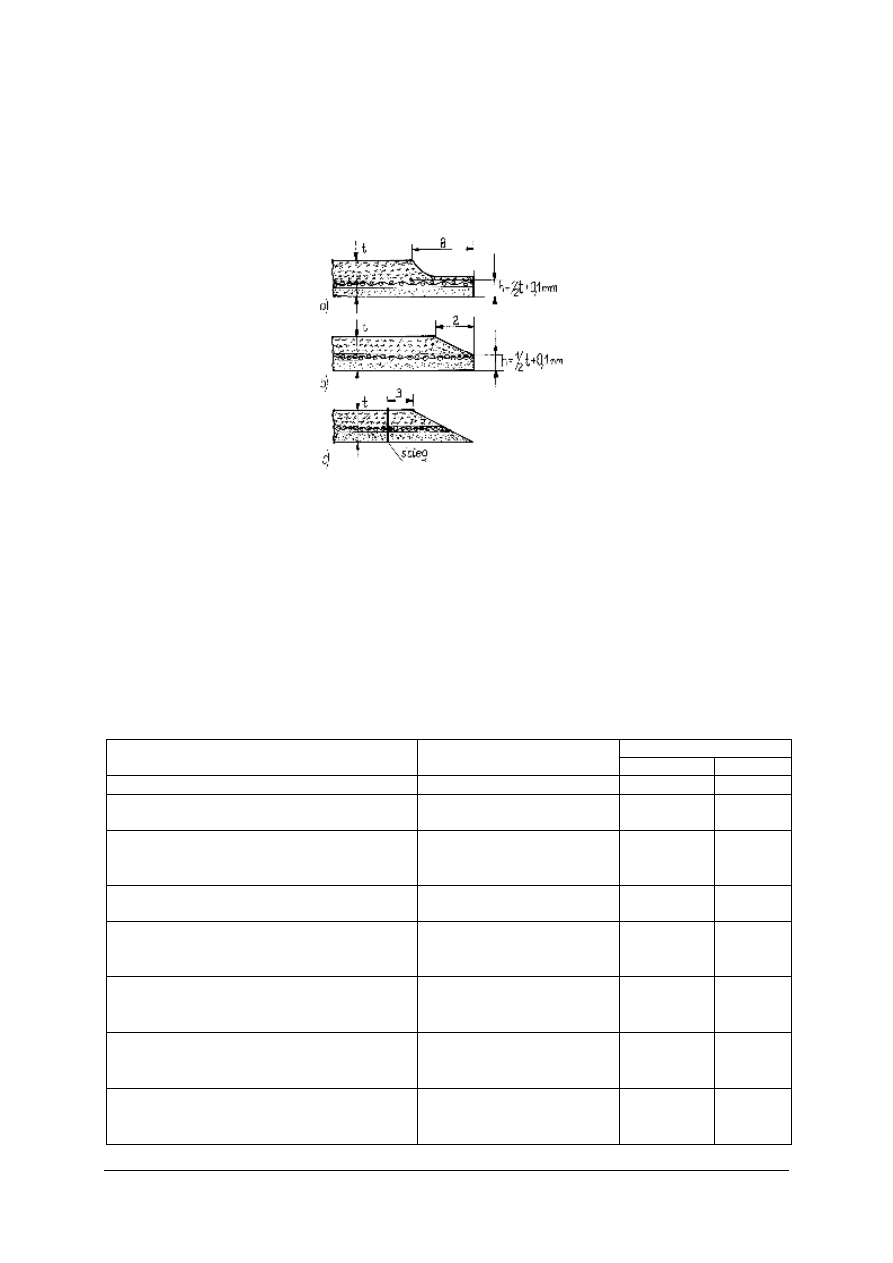
Ścienianie elementów z tworzyw skóropodobnych wymaga znajomości budowy
strukturalnej tworzywa. Istotne znaczenie dla procesu ścieniania ma ilość i rodzaj warstw,
z jakich tworzywo zostało wykonane. Wyjaśnijmy ten problem na przykładzie ścieniania
elementu z tworzywa trójwarstwowego (rys.4).
Rys. 4. Schemat ścieniania elementów wykonanych z tworzywa trójwarstwowego [4, s. 166]:
a) – ścienianie wklęsłe, b) – ścienianie skośne tępe, c) - ścienianie skośne ostre,
t – grubość ścieranego materiału, 8, 2 – szerokość ścierania, h – grubość ścierania, 3 – odległość do rządu
ściegów
W tym przypadki należy pamiętać, że pozbawienie brzegu elementu warstwy wzmacniającej
(środkowej) lub osłabienie warstwy nośnej (spodniej) spowoduje znaczne uszkodzenie
struktury materiału i w procesie użytkowania obuwia dojdzie do odkształcenia brzegów
elementu, a nawet do jego uszkodzenia. Zaleca się stosowanie ścieniania w profilach
skośnych, należy unikać stosowania profilu wklęsłego. Szerokość ścieniania ostrego dla
elementów wykonanych z tworzyw skóropodobnych powinna być o około 1
÷
2 mm większa
niż dla skór naturalnych [3, s.364].
Tabela 1 Ścienianie brzegów elementów składowych cholewki ze skóry [2, s. 170]
Wymiary w mm
Nazwa elementu składowego cholewki i miejsce
ścieniania
Rodzaj skóry
szerokość
grubość
Wszystkie elementy do zawijania
bydlęca, świńska
7,0
÷
8,0
0,3
÷
0,4
Końce pasków sprzączkowych,
założenia pod spód
nubuk, welur, cielęca, szewro
6,0
÷
7,0
0,3
÷
0,4
Obłożyny górne i przednie brzegi do obszywania bydlęca,
świńska,
nubuk,
welur, cielęca, szewro
2,5
÷
3,0
2,0
÷
2,5
2,0
÷
2,3
1,0
÷
1,2
0,6
÷
0,7
0,5
÷
0,6
Podszewki obłożyn i tylne paski wewnętrzne do
obszycia
bydlęca,
świńska,
cielęca,
końska
3,5
÷
4,0
0,3
÷
0,4
Obłożyny w części tylnej do zszycia ze sobą
bydlęca,
świńska,
nubuk,
welur, cielęca, szewro
3,0
÷
3,5
2,0
÷
3,0
2,0
÷
3,0
0,9
÷
1,0
0,6
÷
0,5
0,5
÷
0,6
Wszystkie elementy pod założenia
bydlęca,
świńska,
nubuk,
welur, cielęca, szewro
6,0
÷
7,0
5,0
÷
6,0
5,0
÷
6,0
0,3
÷
0,4
0,3
÷
0,4
0,2
÷
0,3
Wszystkie elementy do naszycia na wierzch
bydlęca, świńska
3,0
÷
3,5
2,0
÷
3,0
2,0
÷
2,5
0,9
÷
1,0
0,6
÷
0,7
0,5
÷
0,6
Podkrążki i ramka - dookoła
bydlęca,
świńska,
nubuk,
welur, cielęca, końskie
3,5
÷
4,0
0,4
÷
0,5
0,3
÷
0,4
0,3
÷
0,4
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Tylne i zewnętrzne paski do zawijania
bydlęca, świńska
8,0
÷
10,0
0,3
÷
0,4
0,2
÷
0,3
Przyszwy derbowe do naszycia języków
bydlęca,
świńska,
nubuk,
welur, cielęca, szewro
3,5
÷
4,0
3,0
÷
3,5
3,0
÷
3,5
0,8
÷
1,0
0,6
÷
0,7
0,5
÷
0,6
Podszewki obłożyn
bydlęca, świńska
3,0
÷
4,0
0,4
÷
0,5
Podpiętka w części przedniej przeszycia
Cielęca, końska
3,0
÷
3,5
0,3
÷
0,4
Języki wokoło
bydlęca,
świńska,
nubuk,
welur, cielęca
5,0
0,4
÷
0,5
0,4
÷
0,5
0,3
÷
0,4
Tabela 2 Ścienianie brzegów elementów składowych cholewki z tkaniny grubości 0,8
÷
1,8 mm [3, s. 363]
Ścienianie w mm
Sposób łączenia części składowych
Rodzaj ścieniania
szerokość
grubość
Naszywanie od spodu z brzegiem podchodzącym
pod spód naszywanej części
skośne ostre
4
÷
17
1)
0,2
÷
0,4
Lamowanie brzegów zwykłych
3
0,6
Lamowanie brzegów sposobem francuskim
2,5
0,7
Zszywanie
szwem
rozszywanym,
nie
rozszywanym i z bizą
Stępione
krawędzie
2,5
0,6
3,5
0,5
skośne ostre
wg zatwierdzonego wzoru
Obszywane
z
brzegiem
zawijanym
przy
stosowaniu części skórzanych
wklęsłe
6
÷
8
0,4
÷
0,5
Wszywanie brzegów języka pod przyszwę
skośne tępe
3
÷
4
0,5
Ścienianie tkanin powlekanych masą PCW
zależnie od grubości i struktury materiału PCW i
tkaniny)
wg
zatwierdzonego
wzoru
Przeprowadza się do strony lewej lub
prawej, nie osłabiając wymaganej
wytrzymałości nośnika, wg
zatwierdzonego wzoru
Włókniny, filce, tworzywa skóropodobne
wg zatwierdzonego wzoru
1)
Ścienianie powinno się rozpoczynać 2 mm od linii oznaczającej szerokość założenia
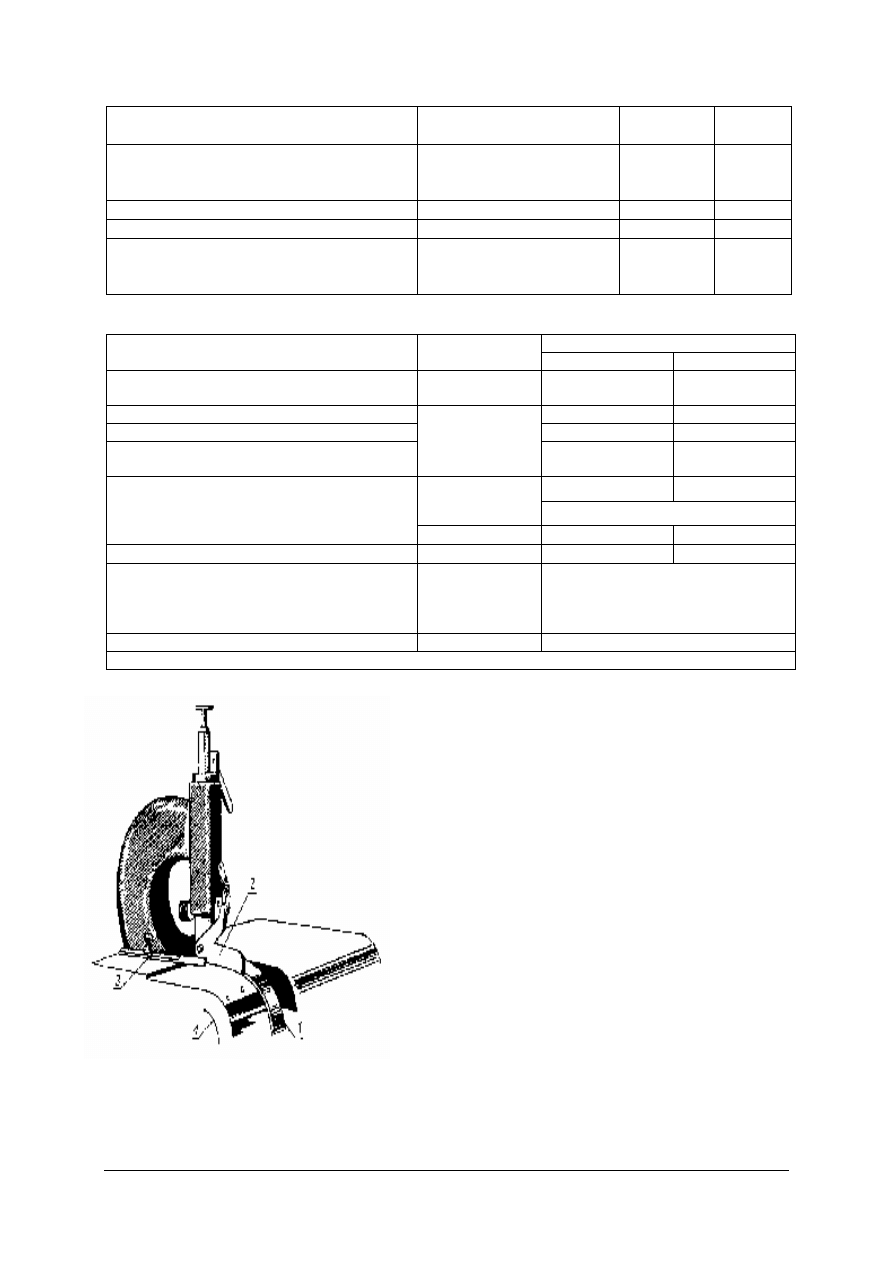
Ścienianie
elementów
dokonuje
się
najczęściej przy użyciu ścieniarek z nożem
cylindrycznym, zwanym też dzwonkowym
(rys.5). Mechanizm roboczy tej ścieniarki
składa się z cylindrycznego noża 1 o ostrzu
zeszlifowanym pod kątem 10
o
, stopki
dociskowej
2,
której
dolny
profil
jest
dostosowany do krzywizny noża, regulatora
szerokości ścieniania 3 i podajnika wykonanego
w formie tarczy korundowej o profilu
w kształcie beczułki 4. Mankamentem tych
maszyn jest ciągła regulacja profilu ścieniania,
co
pochłania
dużo
czasu
i ogranicza
wykorzystanie pracy maszyny. Mankament ten
usunięto
w
nowoczesnych
ściniarkach
sterowanych
przy
użyciu
komputera.
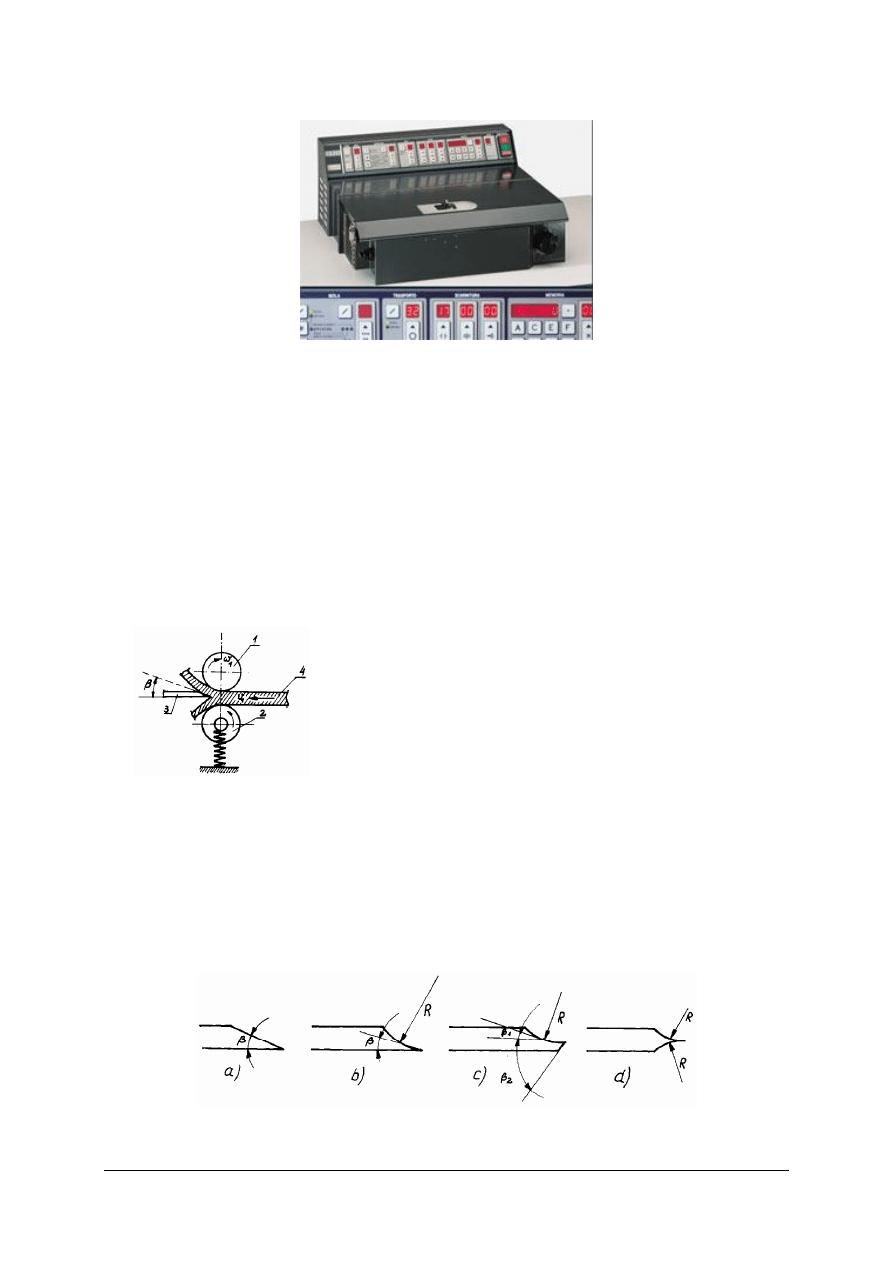
Przykładem takiej ścieniarki może być
maszyna typ SS 20 oferowana przez firmę
Rys. 5. Głowica ścieniarki firmy Svit typ
01146 [2, s. 169]
Leibrock (rys.6).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Rys. 6. Ogólny widok ścieniarki typ SS 20 [8]
Ścieniarka SS 20 została skonstruowana w oparciu o najnowsze osiągnięcia mechaniki
i elektroniki. Maszyna jest sterowana komputerem. Wszystkie parametry ścieniania, jak:
grubość, szerokość, kąt nachylenia stopki, a nawet prędkość podawania materiału są ustalane
automatycznie, z wielką precyzją, nieosiągalną w maszynach starego typu. W pamięci
maszyny można zaprogramować i przechowywać 800 różnych rodzajów ścieniania
w dowolnej konfiguracji. Pamięć podzielona jest na 100 grup, a w każdej grupie mieści się po
8 wariantów. Ta doskonała maszyna nie tylko ułatwia pracę, ale czyni ją bardziej wydajną
i jakościowo lepszą [8].
Dwojenie
Dwojenie to proces polegający na oddzielaniu spodniej warstwy elementu, który jest
przesuwany w płaszczyźnie swojej powierzchni
z określoną prędkością przeciw stałemu (nieruchomo
ustawionemu lub ruchomemu, przesuwającemu się)
ostrzu noża. Przesuwanie elementu odbywa się za
pomocą wałków: podającego i dociskowego, co jest
zilustrowane na rysunku 7.
Rys. 7. Schemat dwojenia elementów
[4, s. 153]: 1– wałek dociskowy,
2 – wałek podający, 3 – nóż płaski,
4 – dwojony element
Dwojenie materiałów odbywa się na maszynach dwojarkach. Charakterystyczną cechą
tych maszyn jest nóż płaski wykonany z taśmy stalowej tworzącej zamknięty obwód poprzez
dokładne zespawanie i wyszlifowanie złącza. Krawędź tnąca (ostrze noża) może być ostrzona
jednostronnie lub dwustronnie, co ilustruje rysunek 8.
Rys. 8. Kształt ostrza noży [4, s. 154]: a, b – jednostronnie ostrzone; c, d – dwustronnie ostrzone
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Noże jednostronnie ostrzone mogą mieć powierzchnię prostą lub wklęsłą; ich wadą jest
jednostronne obciążenie. Przy dwustronnie ostrzonych nożach mniejszy kąt
β
ustawia się
naprzeciw cieńszej warstwy dwojonego elementu.
Jakość i trwałość noży zależy od wielu czynników, jak kształt i geometria ostrza, sposób
ostrzenia, jakość krawędzi tnących, jakość stali, z której wykonany jest nóż, właściwości
materiału, z jakiego wycięty jest element.
Proces dwojenia elementów cholewki wykonuje się najczęściej przy wyrównywaniu
grubości lamówek, ozdób skórzanych, pasków lub obciągnięć podpodeszew, platform,
obcasów.
Podobnie jest w procesie ścieniania, również przy dwojeniu procesy rozdwojenia
elementów są ciągle ulepszane poprzez automatyzację, w której wykorzystuje się najnowsze
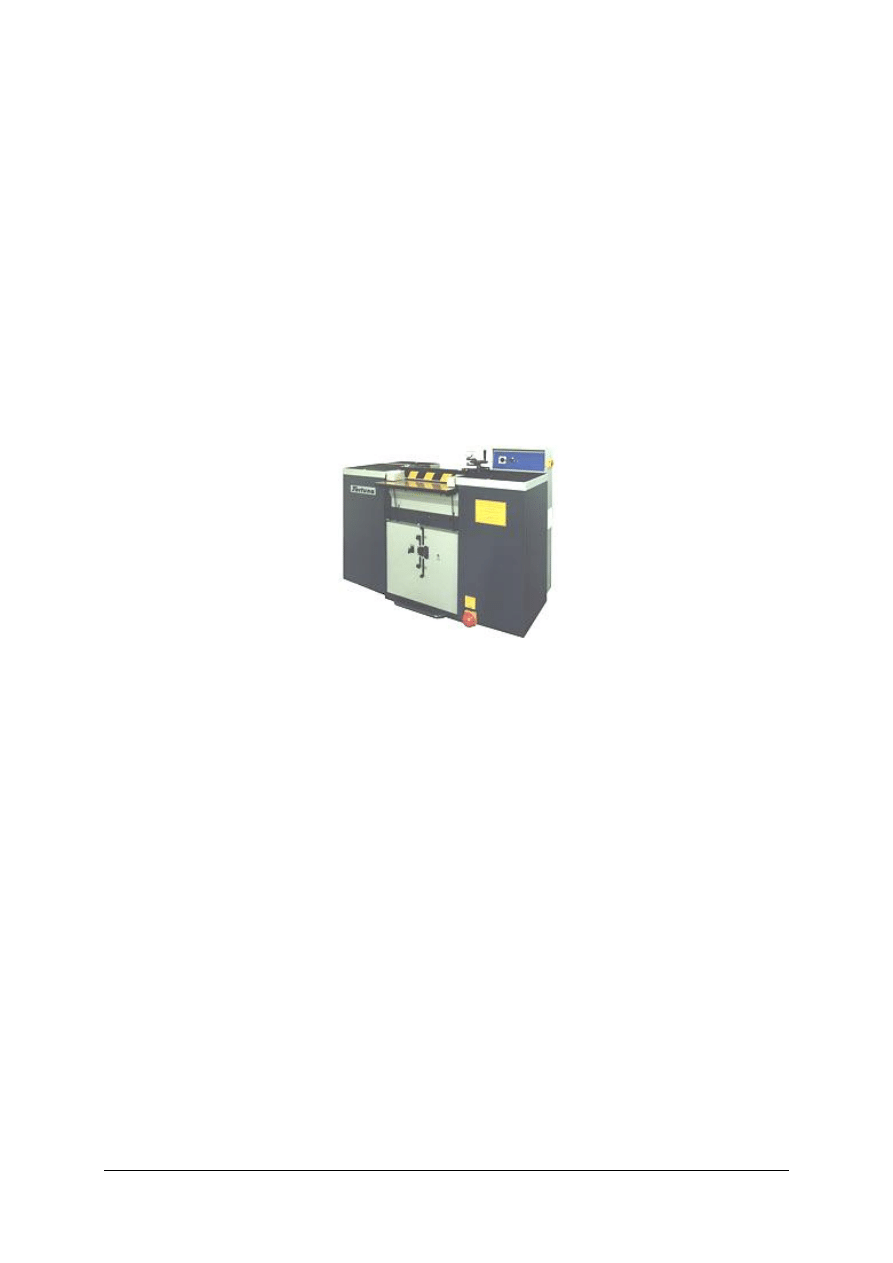
osiągnięcia mechaniki i elektroniki. Nowoczesne dwojarki rozdwajają elementy
z dokładnością setnej części milimetra. Poza tym maszyny te dostosowane są do
automatycznego ścieniania elementów w oparciu o negatywy ścienianego elementu. Jedną
z takich maszyn jest dwojarka elementów firmy Fortuna typ AN 400 (rys.9).
Rys. 9. Widok ogólny dwojarki elementów cholewek typ AN 400 [8]
Maszynę cechuje najwyższa jakość i precyzja wykonania oraz ergonomiczna konstrukcja
zapewniająca wykonanie wszystkich operacji w krótkim czasie i przy minimalnym nakładzie
pracy. Szerokość robocza maszyny wynikająca z długości wałków podających materiał
wynosi 400 mm [8].
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. W jakim celu dokonuje się ścieniania brzegów elementów cholewek?
2. Jakie znasz rodzaje ścieniania elementów cholewki?
3. Co decyduje o wyborze rodzaju ścieniania?
4. W jaki sposób należy ścieniać elementy cholewki z tkanin?
5. Jakie zasady obowiązują przy ścienianiu elementów z tworzyw skóropodobnych?
6. Jakie znasz parametry ścieniania?
7. Co ma wpływ na dobór parametrów ścieniania?
8. Czy elementy ze skóry można ścieniać?
9. Z jakich podzespołów zbudowane są głowice tradycyjnych ścieniarek?
10. Jakie korzyści wynikają ze stosowania nowoczesnych ścieniarek sterowanych za pomocą
komputera?
11. Na czym polega proces dwojenia elementów cholewki?
12. Jaka jest różnica między ścienianiem i dwojeniem?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
13. Czy można ścieniać elementy przy użyciu dwojarki?
14. Czy rozpoznasz na podstawie schematów mechanizmy robocze ścieniarki i dwojarki?
15. W jakim celu i w jakich sytuacjach dokonujemy dwojenia elementów cholewki?
16. Jak jest skonstruowany nóż do dwojarki elementów wierzchnich cholewki?
17. Na jakiej zasadzie odbywa się podawanie materiału podczas dwojenia?
18. Jaki może mieć profil ostrze noża dwojarki?
4.1.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj i scharakteryzuj rodzaje ścieniania zastosowane w cholewce lub obuwiu
otrzymanym od nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy tekstu ćwiczenia,
2) rozpoznać i zapisać nazwę typu analizowanej cholewki,
3) rozpoznać i zapisać nazwę elementów cholewki,
4) rozpoznać i określić zastosowane rodzaje ścieniania w analizowanej cholewce; zapisać
nazwy rozpoznanych rodzajów ścieniania,
5) scharakteryzować proces i parametry ścienianych brzegów,
6) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
–
cholewki lub obuwia z cholewkami, w których zastosowano różne rodzaje ścienianych
brzegów elementów,
–
dokumentacje konstrukcyjno-technologiczne różnych typów i wzorów obuwia,
–
wzorce ścienianych brzegów elementów,
–
papier formatu A4,
–
przybory do pisania,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Dokonaj ścieniania elementów cholewek otrzymanych od nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować tekst polecenia,
2) rozpoznać otrzymane elementy,
3) określić w elementach miejsce i rodzaj ścieniania,
4) dobrać i sprawdzić stan techniczny maszyny do ścieniania,
5) wyregulować mechanizmy ścieniarki i ustawić właściwy dla elementu rodzaj ścieniania,
6) wykonać ścienianie próbne i skontrolować parametry ścieniania (grubość, szerokość,
profil); w razie potrzeby dokonać korekty ustawienia parametrów ścieniania,
7) ścieniać elementy i powtórzyć czynności z pozycji 5, 6, 7 dla kolejnego rodzaju
ścieniania,
8) zaprezentować wykonaną pracę,
9) dokonać oceny poprawności wykonania ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Wyposażenie stanowiska pracy:
−
elementy do ścieniania,
−
instrukcje czynnościowe i wykaz parametrów ścieniania dla różnych rodzajów
elementów i materiałów z jakich są wykonane,
−
ścieniarka z nożem dzwonkowym,
−
dokumentacja technologiczna wykonywania różnych rodzajów i typów cholewek,
−
zestaw narzędzi do regulacji mechanizmów maszyny,
−
odpady skór do próbnego ścieniania i kontroli ustawionych parametrów ścieniania,
−
nożyczki do wycięcia próbek do ścieniania
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Dokonaj dwojenia elementów cholewki wskazanych przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy polecenia zawartego w tekście ćwiczenia,
2) rozpoznać otrzymane elementy do dwojenia,
3) ustalić grubość dwojonych elementów i grubość elementów po dokonaniu dwojenia,
4) uruchomić maszynę, sprawdzić jej stan techniczny i ustawić parametry dwojenia
w oparciu o ustalone grubości,
5) dokonać próbnego dwojenia i ewentualnej korekty ustalonych parametrów,
6) dokonać dwojenia i sprawdzić grubość materiału do dwojeniu,
7) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
elementy do dwojenia,
−
dokumentacja technologiczna wykonania różnych rodzajów i typów cholewek,
−
dwojarka z nożem taśmowym,
−
grubościomierz,
−
instrukcja obsługi dwojarki,
−
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) nazwać i scharakteryzować podstawowe rodzaje ścieniania?
2) określić cele ścieniania brzegów elementów cholewek?
3) określić zasady doboru rodzaju i parametrów ścieniania?
4) określić zasady ścieniania elementów cholewki z tkanin i tworzyw
skóropodobnych?
5) zdefiniować parametry ścieniania?
6) zdefiniować czynniki mające wpływ na dobór parametrów ścieniania?
7) kreślić sposób ścieniania elementów ze skór naturalnych licowych?
8) wyjaśnić jakie czynniki mają wpływ na grubość i szerokość ścieniania
elementów ze skóry?
9) opisać
budowę
typowej
ścieniarki z nożem cylindrycznym
(dzwonkowym)?
10) opisać korzyści wynikające ze stosowania nowoczesnych ścieniarek
sterowanych komputerem?
11) zdefiniować cel i zasady dwojenia elementów cholewki ze skór
naturalnych?
12) wyjaśnić różnice między dwojeniem i ścienianiem?
13) określić zasady ścieniania przy użyciu dwojarki?
14) narysować schematy dwojenia i ścieniania?
15) scharakteryzować noże do dwojarek elementów cholewki?
16) scharakteryzować profile ostrzy noża dwojarki i jaki one mają wpływ na
eksploatację noża?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.2.
Zasady naklejania podnosków, wzmocnień, międzypodszewek
4.2.1. Materiał nauczania
W wielu typach i rodzajach cholewek, na ich elementy wierzchnie nakleja się podnoski
oraz wszelkiego rodzaju wzmocnienia w postaci międzypodszewek, podkrążków,
bezpieczników itp., które mają za zadanie usztywnić lub wzmocnić cholewkę chroniąc ją
przed przeciążeniami w procesie wytwarzania i użytkowania obuwia.
Wklejanie lub wtapianie podnosków
Wcześniej w wielu typach i odmianach obuwia stosowano podnoski chemiczne, które
z uwagi na ich strukturę i związany z tym proces zmiękczania i utwardzania umożliwiał ich
wklejenie tuż przed procesem ćwiekowania cholewki, a więc w fazie montażu obuwia.
Obecnie stosuje się najczęściej podnoski termoplastyczne z litego tworzywa
termoplastycznego lub tworzywa na nośniku z delikatnych materiałów włókienniczych
(tkaniny, dzianiny, włókniny). Zmiany, jakie nastąpiły w rodzajach stosowanych materiałów
narzuciły zmianę technologii, która umożliwia wklejanie lub wtapianie podnosków
w procesie przygotowania elementów cholewek do montażu.
Wklejanie podnosków termoplastycznych odbywa się na specjalnie do tego celu
skonstruowanej wklejarce przy przestrzeganiu obowiązujących parametrów, które dotyczą:
temperatury, czasu i siły nacisku. Parametry te są zależne od rodzaju stosowanych
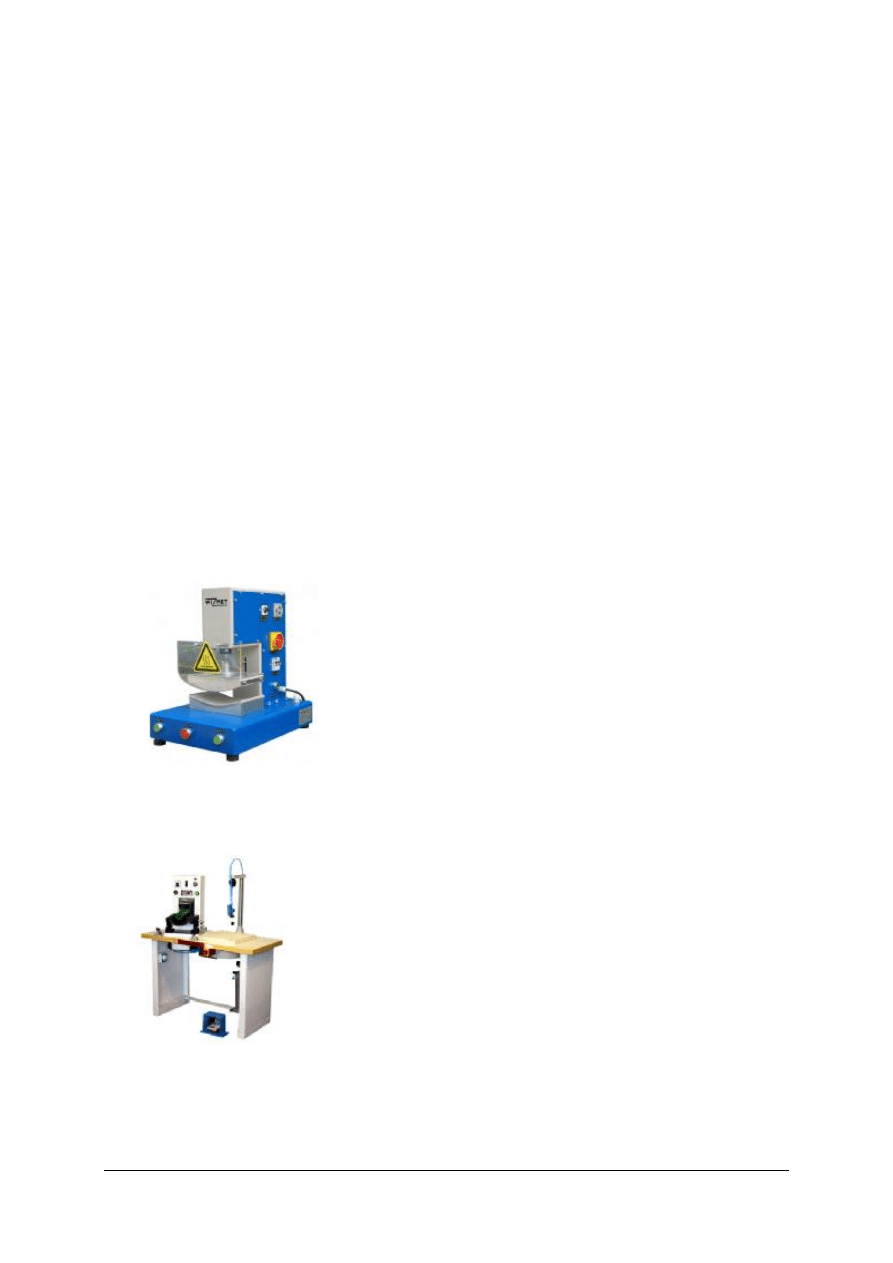
materiałów. Jedną z takich maszyn jest prasa podnosków oferowana przez firmę Wizmet
(rys.10).
Prasa podnosków nazwana jest przez firmę Wizmet
podnoskarką. Urządzenie służy głównie do wklejania
podnosków, ale może być także zastosowana do
wklejania międzypodszewek z naniesionym klejem
termolastycznym. Połączenie naklejanych elementów na
przyszwę następuje poprzez ogrzanie i sprasowanie.
Maszyna posiada napęd pneumatyczny oraz regulację
czasu docisku i temperatury pracy. Ciśnienie robocze
maszyny wynosi 6 barów, maksymalny czas docisku
Rys. 10. Widok ogólny prasy
podnosków firmy Wizmet [10]
wynosi 120 sekund, a maksymalna temperatura 200
o
C.
Oryginalnym rozwiązaniem w technologii wklejania podnosków są zintegrowane
stanowiska do nanoszenia kleju i wklejania podnosków
(rys.11).
Maszyna wykonuje w jednej operacji docisk
i laminowanie podnosków do cholewki. Stanowisko
wyposażone jest w stół roboczy z mozliwością
regulacji wysokości oraz zespół do natrysku kleju
lateksowego składającego się z pistoletu typ SP-7
i zbiornika
ciśnieniowego
typ
LP 100.
Prasa
wyposażona jest w płynną elektroniczną regulację
temperatury form dociskowych oraz regulację czasu
Rys. 11. Widok ogólny zintegrowanego
stanowiska do wklejania podnosków
model KP 2004 [8]
docisku do 30 sekund. Optymalny efekt wprasowania
podnoska zapewniają oddzielne siłowniki regulujące
pracę bocznych form dociskowych i formy głównej.
Do dyspozycji producent firma Leibrock, oferuje różne kształty form prasy laminującej [8].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Te nowoczesne rozwiązania nie wykluczają stosowania tradycyjnych urządzeń w postaci
prostych pras pneumatycznych i mechanicznych z ogrzewaną płytą dociskową. Znane są
przypadki wklejania termoplastycznych podnosków przy użyciu zwykłego żelazka do
prasowania.
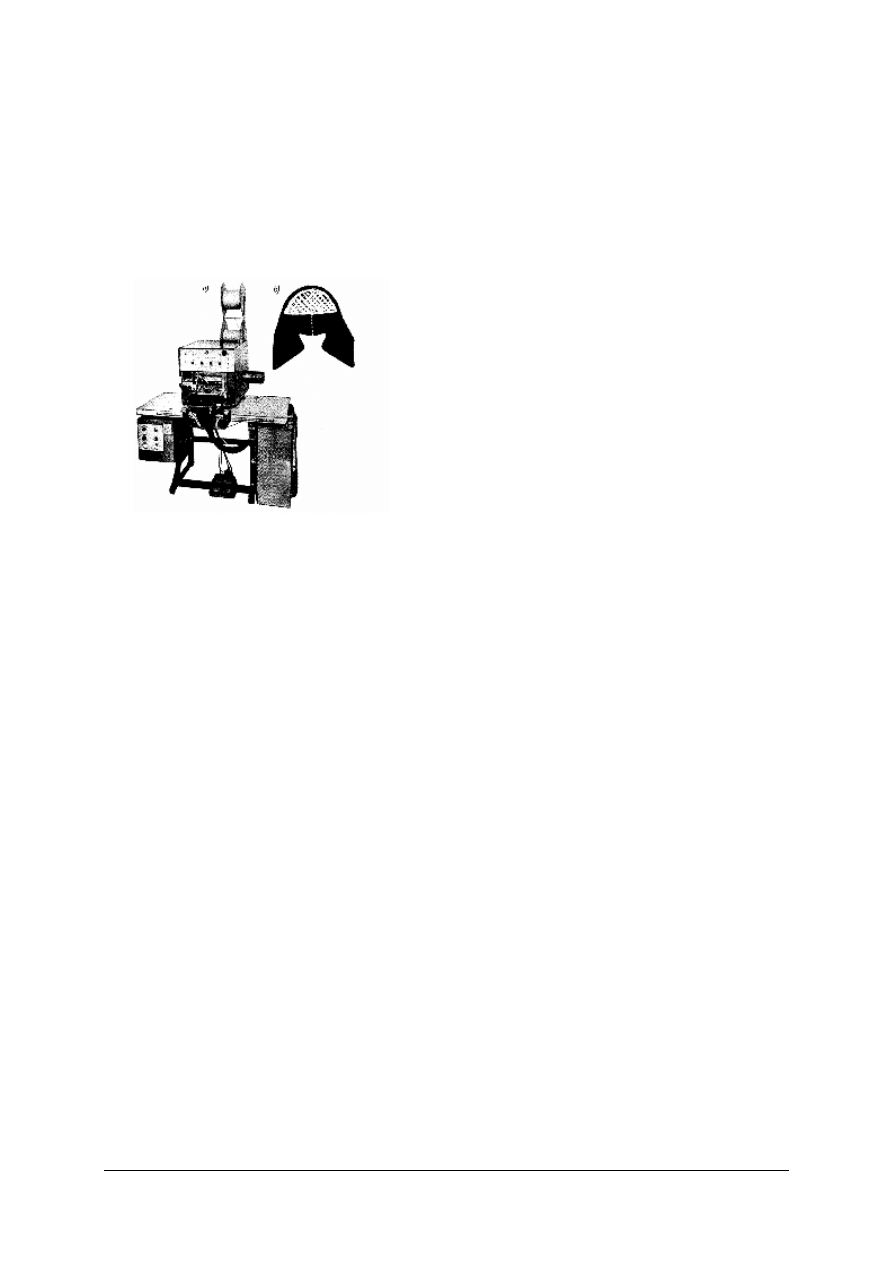
Aby wyeliminować proces wycinania podnosków i powstające odpady, skonstruowano
maszyny do bezpośredniego nanoszenia uplastycznionego tworzywa termoplastycznego na
przyszwę w kształcie podnoska. Ogólny widok takiej maszyny zamieszczono na rysunku 12.
Jest to maszyna firmy USM typ BTA-F.
Wtapiarki BTA składają się z mechanizmu
podawania
i
uplastyczniania
tworzywa,
mechanizm nakładania płynnej masy tworzywa
oraz stolika roboczego z szablonami, które służą
do nadania odpowiedniego kształtu formowanym
podnoskom. Grubość wtapianych na przyszwę
podnosków może być regulowana. Tworzywo,
z którego formuje się podnoski jest dostarczane
w postaci żyłki nawiniętej na szpulkę. Bardzo
ważnym elementem pracy wtapiarki BTA jest
ustawienie
parametrów
procesu,
które
sprowadzają się do czasu nalewania tworzywa
Rys. 12. Ogólny widok wtapiarki[3, s.
327]: a) – wtapiarka, b) - wtopiony na
przyszwę podnosek
i formowania
podnoska
oraz
temperatury
urządzenia
uplastyczniającego
tworzywo.
Temperaturę tę ustawiamy w zależności od
temperatury topnienia kleju określonego przez
producenta. Ważnym parametrem wynikającym ze struktury użytego kleju jest czas
utwardzania kleju, który wynosi kilka sekund. Zastosowanie wtapiarki eliminuje kilka
czynności procesu wytwarzania obuwia związanych z wycinaniem podnosków ich obróbką
(ścienianiem lub drasaniem) oraz wklejaniem, co w efekcie obniża koszty wytwarzania
i usprawnia proces technologiczny.
Naklejanie międzypodszewek, podkrążków, wzmocnień, bezpieczników
Bardzo ważną rolę w konstrukcji cholewki spełniają międzypodszewki. Wpływają one na
wzmocnienie
cholewki,
zapobiegają
nierównomiernemu
wyciąganiu
się
podczas
ćwiekowania i użytkowania obuwia, polepszają wygląd i parametry wytrzymałościowe
elementów wyciętych ze skór luźnych i ciągliwych (dotyczy to zwłaszcza obłożyn, które
wycinane są najczęściej z cieńszych i luźniejszych miejsc skóry).
W zasadzie międzypodszewki stosuje się w obuwiu lekkim, codziennego użytku; nie
nakleja się ich na części cholewek obuwia ciężkiego, roboczego i sportowego. Czynnikiem
decydującym o potrzebie zastosowania międzypodszewek jest rodzaj i jakość wierzchu
cholewki. Błędem jest przyklejanie międypodszewek na wszystkie elementy jak też nie
podklejanie ich wcale. Cholewki ze skór ciągliwych i luźnych (na przykład szewro kozie)
podkleja się w całości. Przy zastosowaniu boksów cielęcych, szewra koziego i końskiego
o zwartej tkance można zrezygnować z podklejania przyszew. Również przy wszystkich
cięższych rodzajach obuwia, z wyjątkiem obuwia do użytku w pracy i sportowego podkleja
się przynajmniej obłożyny, a przyszwy tylko te, które wycięto z części topograficznej skóry
o większej ciągliwości. Dolne części obłożyn zaleca się zawsze podklejać międzypodszewką
na długości i wysokości zakładek, aby te nie odkształcały się na powierzchni obłożyny.
Zaleca się także naklejać międzypodszewki na elementy, które będą zdobione szwami
ozdobnymi. Czyni się to w celu lepszego wyeksponowania szycia.
Wierzchy wykonane z tkaniny, niezależnie od zastosowanych podszewek, zawsze należy
wzmacniać międzypodszewkami.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Tkanina użyta na międzypodszewki powinna być miękka, elastyczna i gładka, aby
dawała się łatwo sklejać i nie odznaczała się na zewnętrznej powierzchni cholewek.
Międzypodszewka może być również ze specjalnych rodzajów włóknin z jednostronnie
naniesionym klejem termoplastycznym. Materiały te określa się często mianem
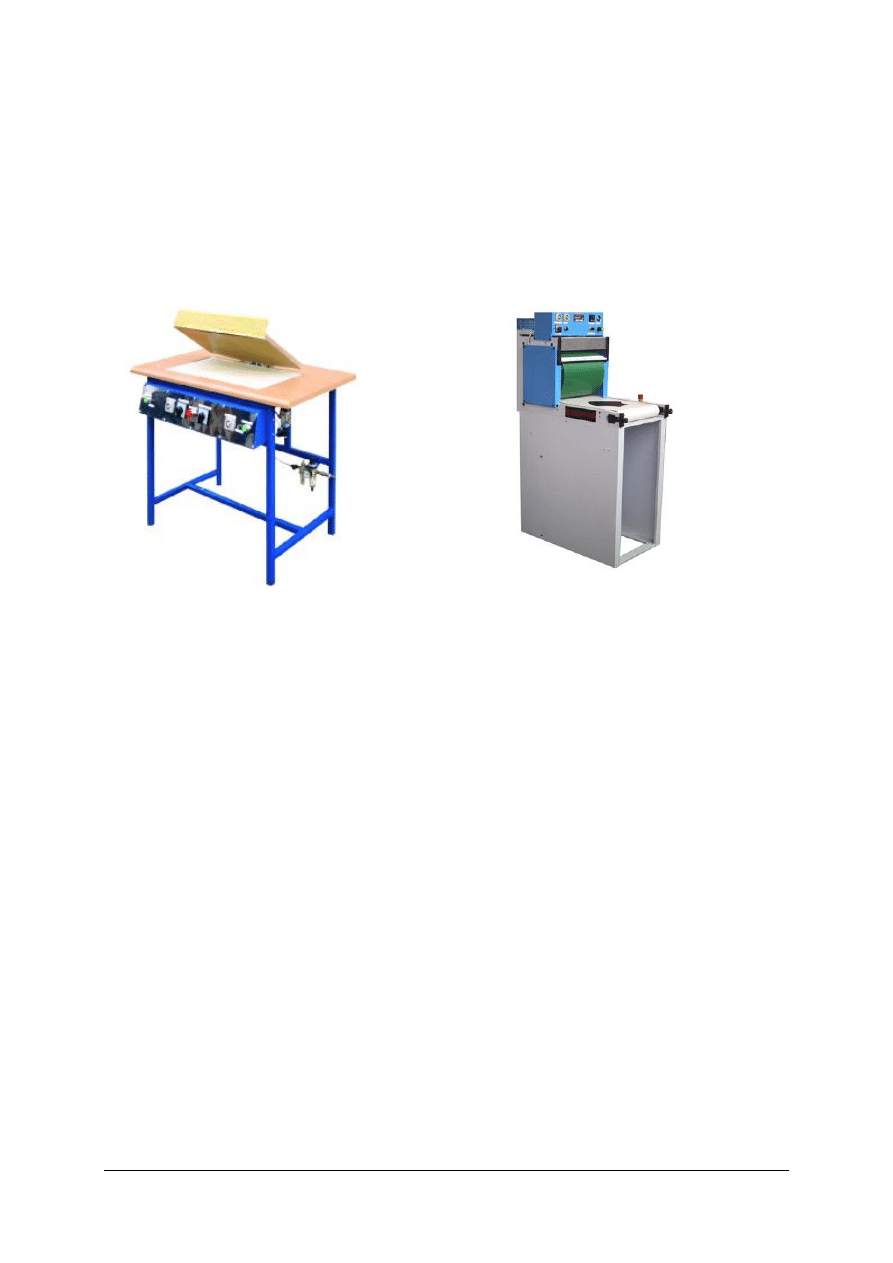
międzypodszewek termoplastycznych. Również na międzypodszewki z tkanin można nanosić
punktowo klej termoplastyczny co ułatwia naklejanie międzypodszewek przy użyciu
specjalnych urządzeń. Na rysunkach 13 i 14 zobrazowano widok ogólny typowych
nakładarek międzypodszewek termoplastycznych lub wykonanych z tkaniny z naniesionym
punktowo klejem topliwym.
Rys. 13. Prasowalnica do nakładania
międzypodszewek polskiej firmy
Wizmet [10]
Rys. 14. Taśmowa prasowalnica elementów
oferowana przez firmę niemiecką Leibrock Model
BAB1 [8]
Prasowalnica „Wizmet” służy do łączenia międzypodszewk z wykrojonymi elementami
poprzez docisk z jednoczesnym ogrzewaniem. Czas docisku jak również temperatura pracy są
regulowane: maksymalny czas docisku wynosi 120 sekund, a temperatura maksymalna 200
o
C.
Stół roboczy maszyny wynosi 340 x 600 mm. Doskonalszym urządzeniem jest taśmowa
prasowalnica Model BAB1 oferowana przez firmę Leibrock. Maszyna została skonstruowana
w ten sposób, że sklejane elementy mogą po sklejeniu wracać do operatora lub być układane
samoczynnie w stos. Osiągnięcie najlepszego efektu sklejania przy użyciu kleju topliwego
jest możliwe dzięki osiągnięciu odpowiedniej temperatury i ciśnienia w krótkim czasie.
Aktywacja elementów dokonuje się poprzez ogrzewany walec prasujący pokryty teflonem
dzięki czemu może on pracować w wysokich temperaturach, niezbędnych do uplastycznienia
kleju w krótkim czasie. Walec pracuje także odpowiednim stałym naciskiem.
Dobrym rozwiązaniem przy naklejaniu międzypodszewek jest stosowanie materiałów
z naniesioną warstwą kleju samoprzylepnego. Przy wielowarstwowym rozkroju każda
warstwa materiału musi być przełożona papierem woskowym, który zabezpiecza materiały
przed sklejaniem.
W przypadku innych rodzajów międzypodszewek należy nanosić klej rozpuszczalnikowy
na brzegi elementów metodą punktową (rys.15).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Rys. 15. Schemat punktowego nanoszenia kleju na elementy cholewek wzmacnianych międzypodszewkami.
[źródło własne]
Odległość krawędzi międzypodszewki od krawędzi elementu wzmacnianego zależy od typu
i rodzaju cholewki, sposobu połączenia jej części składowych oraz od zastosowanej metody
wykończenia brzegów.
Niezależnie od naklejania międzypodszewek, na elementy cholewki nakleja się różnego
rodzaju bezpieczniki, podkrążki oraz wzmocnienia obrzeży, dolnych i górnych brzegów
cholewki obuwia letniego. Szczegółowe informacje o rodzajach stosowanych wzmocnień
i technikach ich nakładania będą zawarte w tabeli 3.
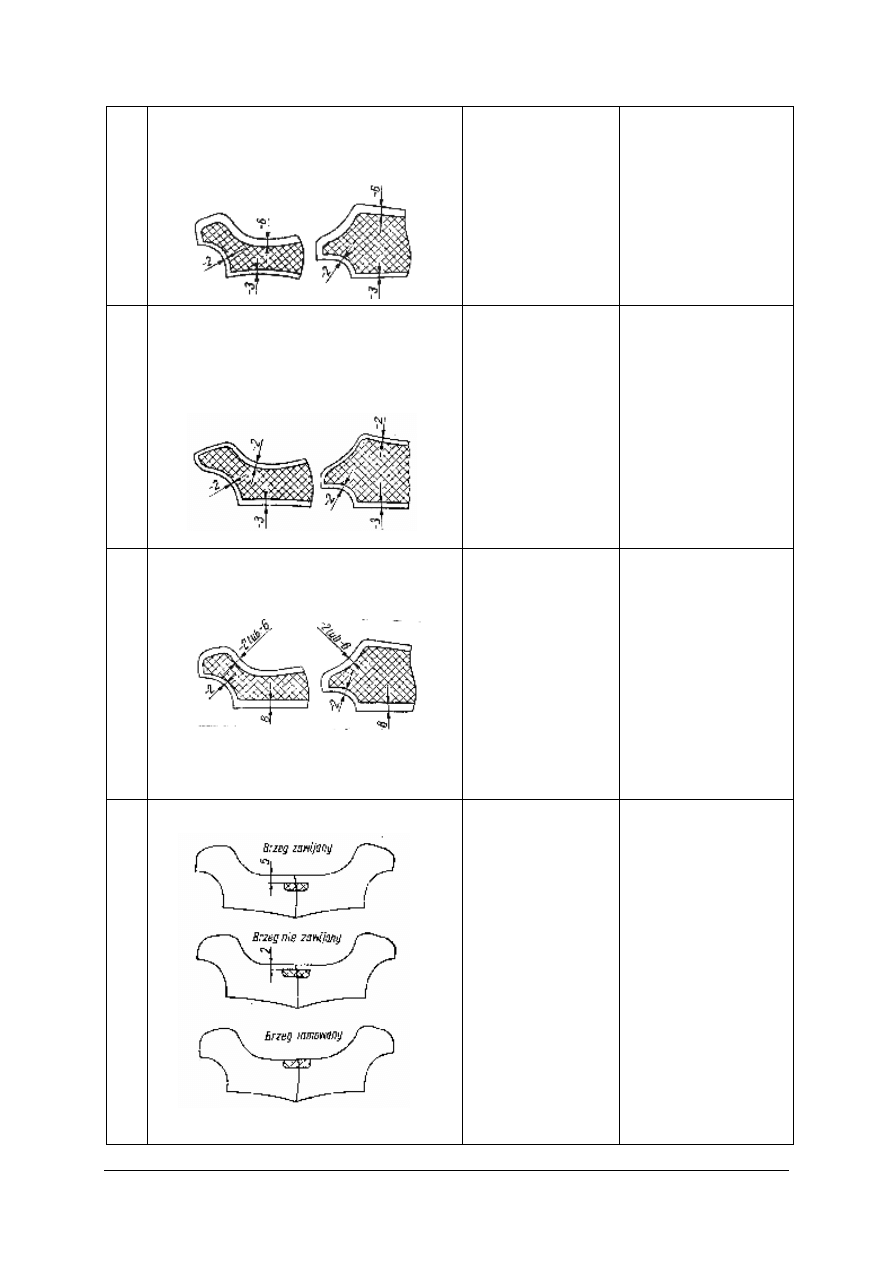
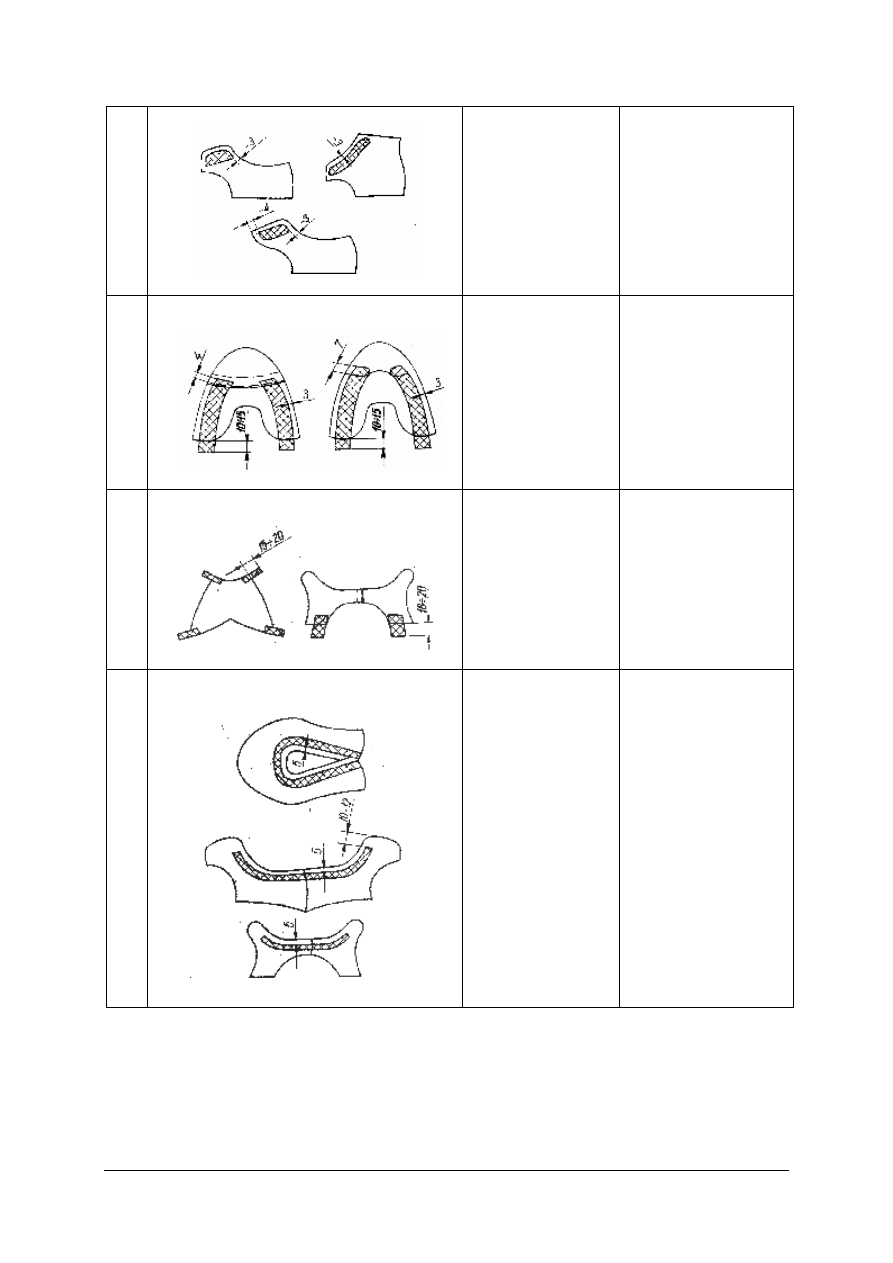
Tabela 3 Rodzaje oraz technika nakładania międzypodszewek, bezpieczników, podkrążków i różnego rodzaju
wzmocnień na elementy cholewki
Lp.
Rodzaj międzypodszewki lub wzmocnienia
i sposób jego nałożenia na element cholewki
Sposób naklejenia
Zastosowanie
1
2
3
4
1
Międzypodszewki na przyszwy jednolite lub
dzielone z noskiem typu derbowego
przyklejone wokoło
w odstępach od
krawędzi przyszwy
według rysunków obok
wszelkie odmiany
półbutów i trzewików
z wyjątkiem obuwia
sandałowego
2
Międzypodszewki na przyszwy jednolite lub
dzielone typu okładowego
przyklejone wokoło
w odstępach od
krawędzi przyszwy
według rysunków obok
wszelkie odmiany
półbutów i trzewików
z wyjątkiem obuwia
sandałowego
3
Międzypodszewki na przyszwy jednolite lub
dzielone typu derbowego i okładowego
jak wyżej, według
rysunków obok
obuwie systemu
sandałowego
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4
Międzypodszewki na obłożyny jednolite lub
dzielone typu derbowego i okładowego z brzegiem
zawijanym
przyklejone wokoło
w odstępach od
krawędzi według
rysunków obok
wszelkie
odmiany
półbutów
i
trzewików
z wyjątkiem obuwia
sandałowego
5
Międzypodszewki na obłożyny jednolite lub
dzielone typu derbowego i okładowego z brzegiem
nie zawijanym
przyklejone wokoło
w odstępach od
krawędzi według
rysunków obok
wszelkie odmiany
półbutów i trzewików
z wyjątkiem obuwia
sandałowego
6
Międzypodszewki na obłożynie jednolitej lub
dzielonej typu derbowego i okładowego z brzegiem
zawijanym lub nie zawijanym
przyklejone wokoło
w odstępach:
− z brzegami nie
zawijanymi – 2 mm
od krawędzi
− z brzegami
zawijanymi – 6 mm
od krawędzi
do obuwia sandałowego
7 Bezpieczniki obłożyn na cholewki:
przyklejone całą
powierzchnią w
odstępach od górnego
brzegu według
rysunków obok
głównie do obuwia typu
czółenka i półbuty
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
8
Wzmocnienie podkrążków na obłożyny
przyklejone całą
powierzchnią odstępach
od krawędzi według
rysunków obok
głównie do obuwia typu
półbuty i trzewiki
sznurowane
9
Obrzeża na przyszwę
przyklejone całą
powierzchnią
w odstępach od
krawędzi według
rysunków obok
Wszelkie odmiany obuwia
za wyjątkiem sandałowego
10
Wzmocnienie dolnych krawędzi cholewki obuwia
letniego
przyklejone końcami
w odstępach od
krawędzi według
rysunków obok
do obuwia systemu
gdynkowego
11
Taśmy na górne brzegi ołożyn, przyszew obuwia
letniego lub wierzchów jednolitych
przyklejone całą
powierzchnią
w odstępach:
− z brzegami
zawijanymi – 5 mm
od krawędzi
− z brzegami
niezawijanymi –
2 mm od krawędzi
według rysunków obok
do obuwia letniego typu
czółenka i półbuty

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4.2.1. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń
1. W jakim celu wklejamy podnoski na przyszwy cholewek?
2. W jakim celu wklejamy międzypodszewki i inne wzmocnienia na elementy cholewek?
3. Czy zawsze wklejanie podnosków odbywa się w fazie przygotowania elementów
cholewki do montażu?
4. Które rodzaje podnosków można wklejać w fazie przygotowania cholewek do montażu,
a które nie można i dlaczego?
5. W jaki sposób można wklejać podnoski termoplastyczne na przyszwy?
6. Czym charakteryzują się nakładarki podnosków termoplastycznych?
7. Jakie znasz techniki nakładania podnosków?
8. Co rozumiesz pod pojęciem „wtapianie podnosków”?
9. Jakie osiągamy korzyści stosując technologię wtapiania podnosków?
10. Czym charakteryzuje się i jak jest wyposażone zintegrowane stanowisko do wtapiania
podnosków?
11. Jaki jest cel naklejania międzypodszewek, bezpieczników, podkrążków i innych
wzmocnień cholewki?
12. Czy znasz zasady wklejania międzypodszewek?
13. Czy wklejanie międzypodszewek ma charakter obligatoryjny?
14. Jakie czynniki mają wpływ na stosowanie międzypodszewek w elementach cholewek?
15. Czy znasz zasady wklejania bezpieczników i podkrążków oraz do jakich typów są one
stosowane?
16. Na czym polega wzmocnienie obrzeży oraz dolnych i górnych brzegów elementów
cholewki?
17. Jakie stosuje się techniki wklejania miedzypodszewek i wszelkiego rodzaju wzmocnień
na elementy cholewki i od jakich czynników zależą?
4.2.3. Ćwiczenia
Ćwiczenie 1
Dokonaj wklejenia podnosków termoplastycznych na przyszwy obuwia wskazane przez
nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy tekstu ćwiczenia,
2) rozpoznać elementy i rodzaj materiału z jakiego wykonano podnoski,
3) dobrać i zastosować technikę wklejania; ustalić parametry wklejania,
4) nakleić podnoski na przyszwę wybraną techniką,
5) dokonać samooceny wykonanego ćwiczenia,
6) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
przyszwy i podnoski do wklejenia,
−
dokumentacja technologiczna wzoru obuwi, do którego będą wklejone podnoski,
−
maszyna lub urządzenie do wklejania podnosków termoplastycznych,
−
instrukcja obsługi maszyny lub urządzenia,
−
instrukcja technologiczna wklejania podnosków,
−
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Ćwiczenie 2
Naklej międzypodszewki z naniesionym klejem topliwym na elementy przyszew
i obłożyn wskazane przez nauczyciela. Czynność wykonaj przy użyciu żelazka krawieckiego
z możliwością regulacji temperatury.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować tekst ćwiczenia,
2) zorganizować stanowisko pracy,
3) przy użyciu odpadów skóry i międzypodszewki z naniesionym klejem topliwym ustal
temperaturę żelazka i czas prasowania wykonując stosowne próby,
4) wkleić otrzymane międzypodszewki stosując wcześniej ustalone parametry prasowania,
5) dokonać
samooceny
wykonanego
ćwiczenia, sprawdzić trwałość sklejenia
międzypodszewki z elementami, na które były naklejone,
6) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
elementy cholewki i miedzypodszewki,
−
żelazko elektryczne z termostatem,
−
stół do nanoszenia międzypodszewek,
−
dokumentacja technologiczna z instrukcją wklejania międzypodszewek w zależności od
typu cholewki i kształtu elementów,
−
nożyczki do wycięcia próbek kontrolnych sklejanych materiałów,
−
literatura z rozdziału 6 poradnika dla ucznia
Ćwiczenie 3
Zaznacz na elementach cholewki wykreślonych na planszy miejsca wklejania
bezpieczników i podkrążków, narysuj ich kształty i oznacz odległości od brzegów przy ich
usytuowaniu na elementach.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować tekst ćwiczenia,
2) zapoznać się z instrukcją naklejania bezpieczników i podkrążków,
3) oznaczyć miejsca nakładania bezpieczników i podkrążków,
4) narysować w oznaczonych miejscach bezpieczniki i podkrążki,
5) oznaczyć odległości usytuowania wykreślonych wzmocnień od brzegu wzmacnianych
elementów,
6) dokonać samooceny wykonanego ćwiczenia i ewentualnych korekt,
7) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
plansze z wykreślonymi obrysami obłożyn, na które należy wkleić bezpieczniki
i podkrążki,
−
ołówek,
−
gumka,
−
literatura z rozdziału 6 poradnika dla ucznia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) uzasadnić potrzebę naklejania podnosków i wzmocnień na elementy
cholewek?
2) wyjaśnić kiedy i w jakich okolicznościach należy naklejać
międzypodszewki?
3) wyjaśnić dlaczego nie wszystkie podnoski są nakładane na przyszwy
w fazie przygotowania elementów cholewki do szycia?
4) scharakteryzować techniki wklejania podnosków?
5) wskazać maszyny i urządzenia do wklejania podnosków?
6) opisać zasady wtapiania podnosków termoplastycznych i określić
korzyści jakie z tego tytułu można osiągnąć?
7) scharakteryzować wyposażenie zintegrowanego stanowiska pracy do
wklejania podnosków?
8) określić zasady wklejania międzypodszewek?
9) określić czynniki mające wpływ na stosowanie międzypodszewek
w elementach cholewki?
10) opisać zasady wklejania bezpieczników i podkrążków w elementach
cholewki?
11) scharakteryzować zasady naklejania wzmocnień obrzeży przyszew oraz
dolnych i górnych brzegów elementów cholewki?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.3. Sposoby wykończania brzegów cholewek
4.3.1. Materiał nauczania
Wykończenie brzegów elementów i cholewek ma istotny wpływ nie tylko na estetykę
obuwia, ale także na właściwości eksploatacyjne i jego tendencje do odkształceń zarówno
w procesie wytwarzania jak i użytkowania obuwia. Rodzaj i sposób wykończenia zależy od
wielu czynników subiektywnych zależnych głównie od projektanta obuwia, ale także od
czynników obiektywnych, wynikających z typu obuwia czy też rodzaju zastosowanych
materiałów itp.
Do podstawowych rodzajów wykończania brzegów zaliczamy: barwienie (farbowanie),
opalanie, ząbkowanie, zawijanie, lamowanie, wypustkowanie, przeginanie a także stosowanie
niekonwencjonalnych technik wykończania metodą duolastic.
Barwienie (farbowanie) to jeden z najprostszych sposobów wykończania brzegów
cholewek. Brzegi, które w dalszych etapach produkcji nie będą wykończane innymi
metodami, barwi się w miejscach cięcia w celu nadania przekrojowi skóry barwy
harmonizującej z barwą cholewki. Brzegi elementów barwi się farbą ręcznie za pomocą
pędzla, gąbki lub natryskiem farby w stosie. Stos należy układać ściśle, aby nie powstawały
zacieki farby w szczelinach. Do barwienia stosuje się najczęściej farby spirytusowe. Operacja
powinna być wykonywana przed ścienianiem brzegów i jednocześnie połączona z kontrolą
i wydawaniem elementów do dalszej obróbki.
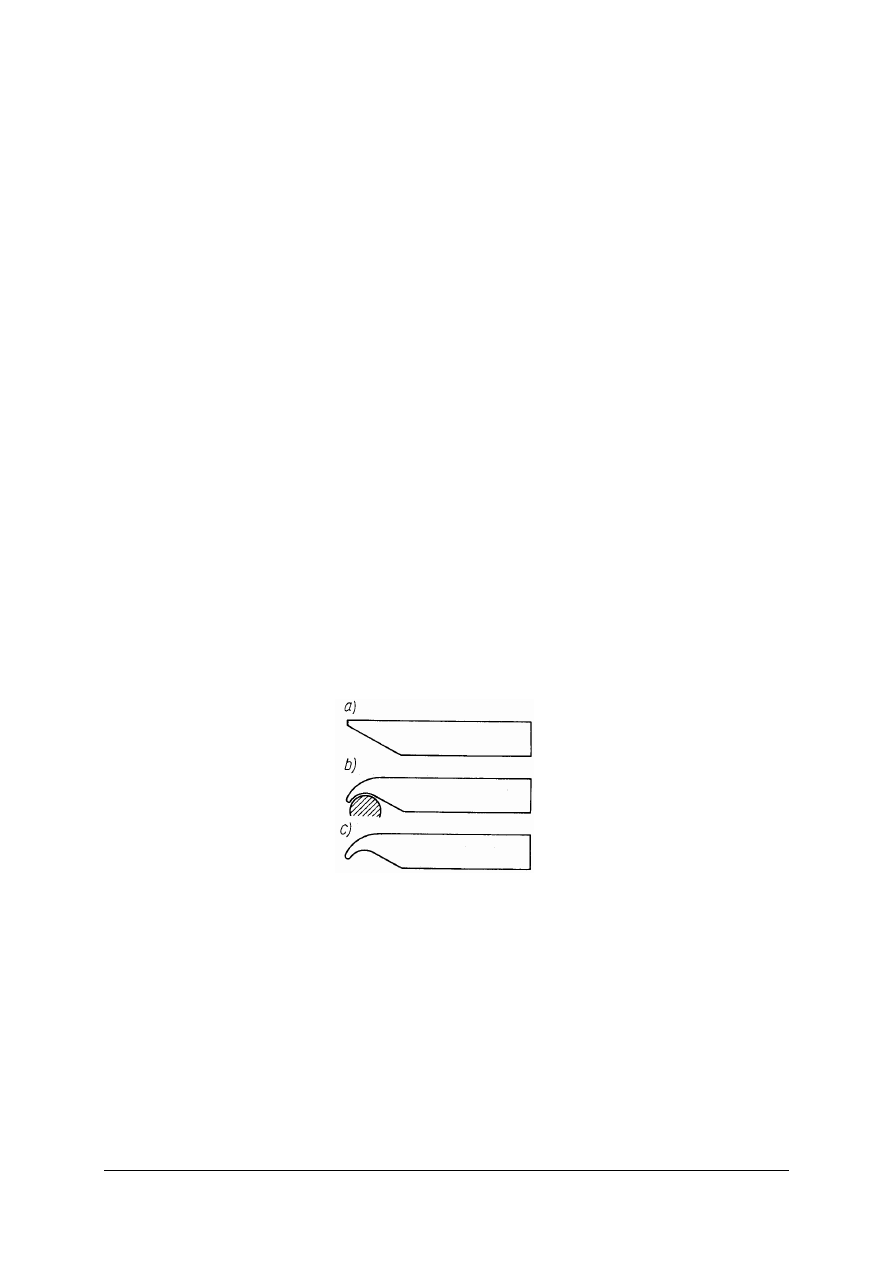
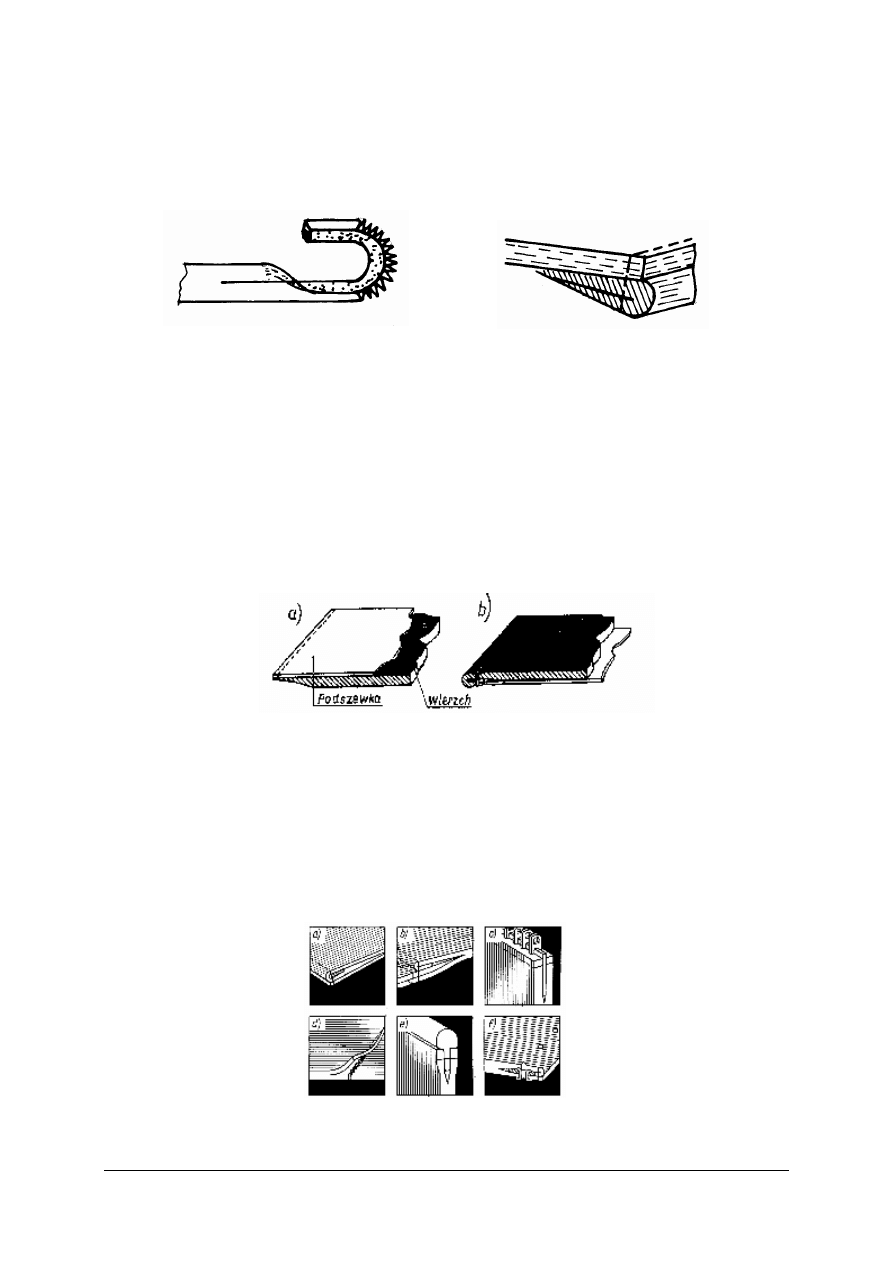
Opalanie to proces, któremu poddaje się brzegi cholewek wykonanych z grubszych skór.
Istota opalania polega na przypalaniu ścienionego brzegu od strony mizdry, wskutek czego jej
rzadkie włókna kurczą się, a gęste włókna strony licowej zostają nienaruszone i dzięki temu
brzeg przegina się. Opalanie może być ręczne: nad płomieniem gazowym, lub mechaniczne:
na opalarce, np. firmy Svit typ 01048/P13, której temperatura zależy od szybkości pracy
maszyny, co zapobiega spalaniu skóry. Schemat opalania brzegów elementów jest
zilustrowany na rysunku 16.
Rys. 16. Schemat opalania brzegów elementów skórzanych [5, s. 43]:
a) ścieniony brzeg elementu, b) opalanie brzegu, c) opalony brzeg
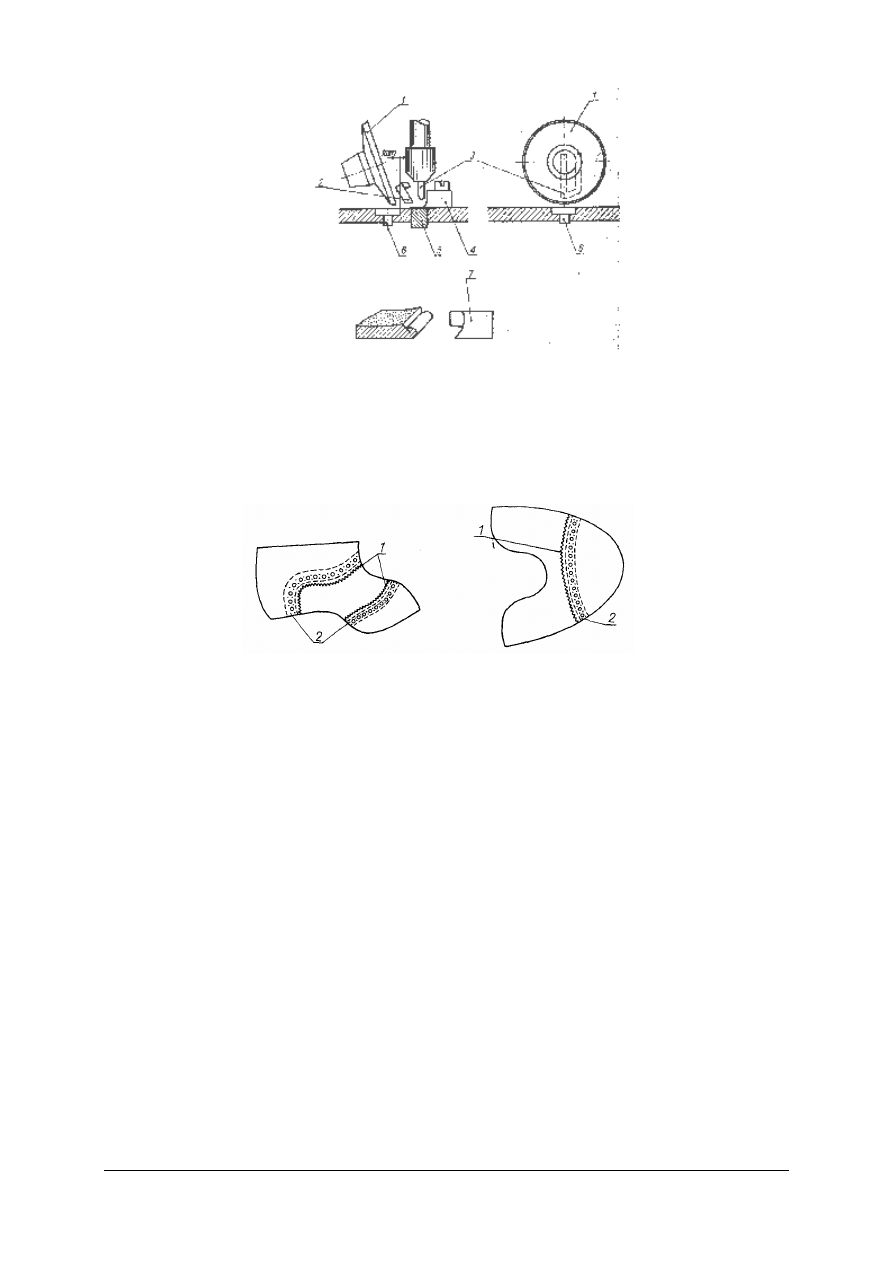
Mechanizmami roboczymi są: mechanizm posuwu, prowadnik brzegów, żelazko do opalania
i pochłaniacz gazów powstających przy opalaniu (rys.17).
Opalanie polega na prowadzeniu brzegu elementu przez prowadnik. Kółko przesuwane
przyciska brzeg elementu od strony mizdry do rozżarzonego żelazka, które przypala brzeg
i lekko zawija. Element powinien być prowadzony lekko i równomiernie, w przeciwnym razie
brzeg cholewki pomarszczy się i zniekształci.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Rys. 17. Mechanizmy robocze opalarki [1, s. 296]: 1 - stopka, 2 – podajnik, 3 – żelazko, 4 – prowadnik,
5 – stolik, 6 – soczewka stopki, 7 – prowadnik brzegu do tak zwanego opalania zagiętego
Ząbkowanie to proces zdobienia polegający na wycinaniu trójkątnych lub półokrągłych
ząbków już w trakcie wycinania elementów. Dość często ząbkowanie jest łączone
z perforacją, co zilustrowano na rysunku 18.
Rys. 18. Wykończanie brzegów przez ząbkowanie [3, s. 375]: 1 – ząbkowany brzeg naszytych elementów,
2 – perforacja brzegu naszytych elementów
Zawijanie stosuje się do wykończania brzegów elementów cholewki ze skór cieńszych,
delikatnych, których nie można wykończać przez barwienie lub opalanie. dotyczy to głównie
obuwia wyborowego, wieczorowego lub o wyższym standardzie. Zawijane mogą być
wszystkie brzegi elementów składowych cholewki, ale najczęściej zawija się górne brzegi
obłożyn, krawędzie pasków itp.
Brzegi cholewek przeznaczone do zawijania wymagają ścieniania wklęsłego na
szerokości 8
÷
12 mm do grubości wynoszącej połowę grubości zawijanego materiału.
Nacięcia w miejscach łuków wklęsłych wykonuje się podczas rozkroju nożykami
wmontowanymi w wycinaki lub za pomocą urządzenia nacinającego, w które są wyposażone
nowoczesne typy maszyn do zawijania brzegów. Szerokość zawinięcia brzegu cholewek
wynosi 4
÷
6 mm. W celu wzmocnienia brzegu, przed zawijaniem wkleja się wzdłuż
ścienionych brzegów w odległości 5 mm od krawędzi tasiemkę szerokości 2
÷
4 mm.
Zawijanie brzegów może być wykonywane ręcznie lub maszynowo.
Ręczne zawijanie po ścienieniu brzegów i naniesieniu kleju (rys.19) odbywa się za
pomocą wzornika. Stanowisko pracy powinno być wyposażone w metalowy lub drewniany
stół pokryty płytą marmurową lub z twardej ebonitowej gumy. Do tymczasowego połączenia
elementu z wzornikiem stosuje się spinacze, a do zaklepywania zawijanych brzegów młotek
cholewkarski z nakłuwakiem. Przy wykonywaniu tej czynności jest wymagana duża
sprawność manualna i doświadczenie. Przy ułożeniu elementu na wzorniku mizdrą do góry
zaklepuje się brzeg od strony prawej ku lewej. Palcami lewej ręki przygina się ścieniony

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
brzeg, jednocześnie go przytrzymując, natomiast prawą ręką za pomocą nakłuwaka i młotka
zaklepuje zawinięte krawędzie elementu na określoną
wzornikiem szerokość. Na krzywiznach i łukach
wypukłych
należy
za
pomocą
nakłuwaka
(umieszczonego po przeciwnej stronie młoteczka)
rozłożyć równo fałdy powstał z nadmiaru materiału
i starannie je zaklepać młoteczkiem. Na łukach
i krzywiznach wewnętrznych należy ponacinać brzegi
elementu aby równo nakleić zawijany brzeg poddawany
działaniu sił rozciągających.
Rys. 19. Schemat zawijania
ręcznego [7, s. 132]
Po zawinięciu brzegów zaleca się umieszczenie
elementu między dwoma płytkami z tektury lub metalu
i sprasowaniu go do określonej grubości.
Aktualnie zawijanie ręczne stosuje się sporadycznie. Jest to proces złożony
i pracochłonny. W nowoczesnych technologiach, do zawijania brzegów stosuje się maszyny
zwane zaklepywarkami lub zawijarkami.
Zaklepywarki, jak sama nazwa wskazuje, służą do przegięcia i zaklepania brzegu po
wcześniejszym ścienianiu i naniesienia kleju rozpuszczalnikowego. Natomiast zawijarki to
nowoczesne maszyny, które wykonują kilka czynności, między innymi: nakładanie tasiemki
wzmacniającej, nadcinanie brzegów zawijanych elementów na łukach wewnętrznych,
nanoszenie kleju i zaklepywanie zawijanego brzegu. Czynności te sterowane są elektronicznie
przy użyciu mikroprocesorów lub komputera.
Jedną z takich nowoczesnych zawijarek jest maszyna typ COM 52 oferowana przez firmę
Leibrock (rys.20).
Rys. 20. Widok ogólny zawijarki typ COM 52 [8]
Wszystkie czynności związane z nakładaniem kleju i zawijaniem brzegu, maszyna COM 52
wykonuje automatycznie według ustalonego programu. W pamięci maszyny można zapisać
99 różnych wariantów zawijania dla każdego z przyjętych parametrów. Naciskając
poszczególne przyciski na pulpicie maszyny ustalisz parametry zawijania (szerokość,
prędkość podawania elementu, długość posuwu, temperaturę topnienia kleju itp.) oraz
pozycję stopki marszczącej materiał na łukach, stopki prowadzącej, ilość kleju, a także
płynność i tempo podawania kleju. Maszyna wyposażona jest w urządzenia do zawijania
lamówki francuskiej. Do klejenia zaleca się stosowanie klejów poliamidowych i nylonową
tasiemkę wzmacniającą, która jest automatycznie układana na brzegu zawijanego elementu.
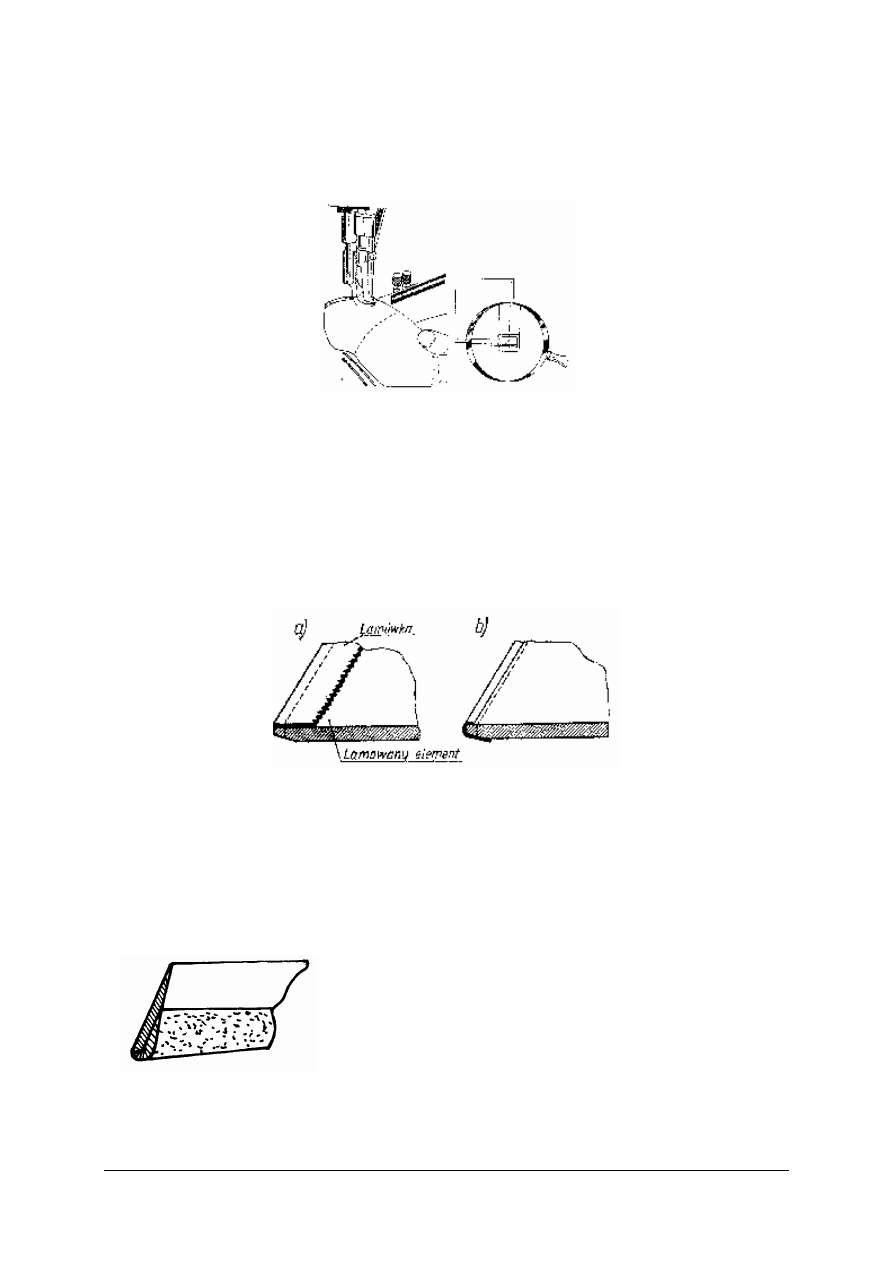
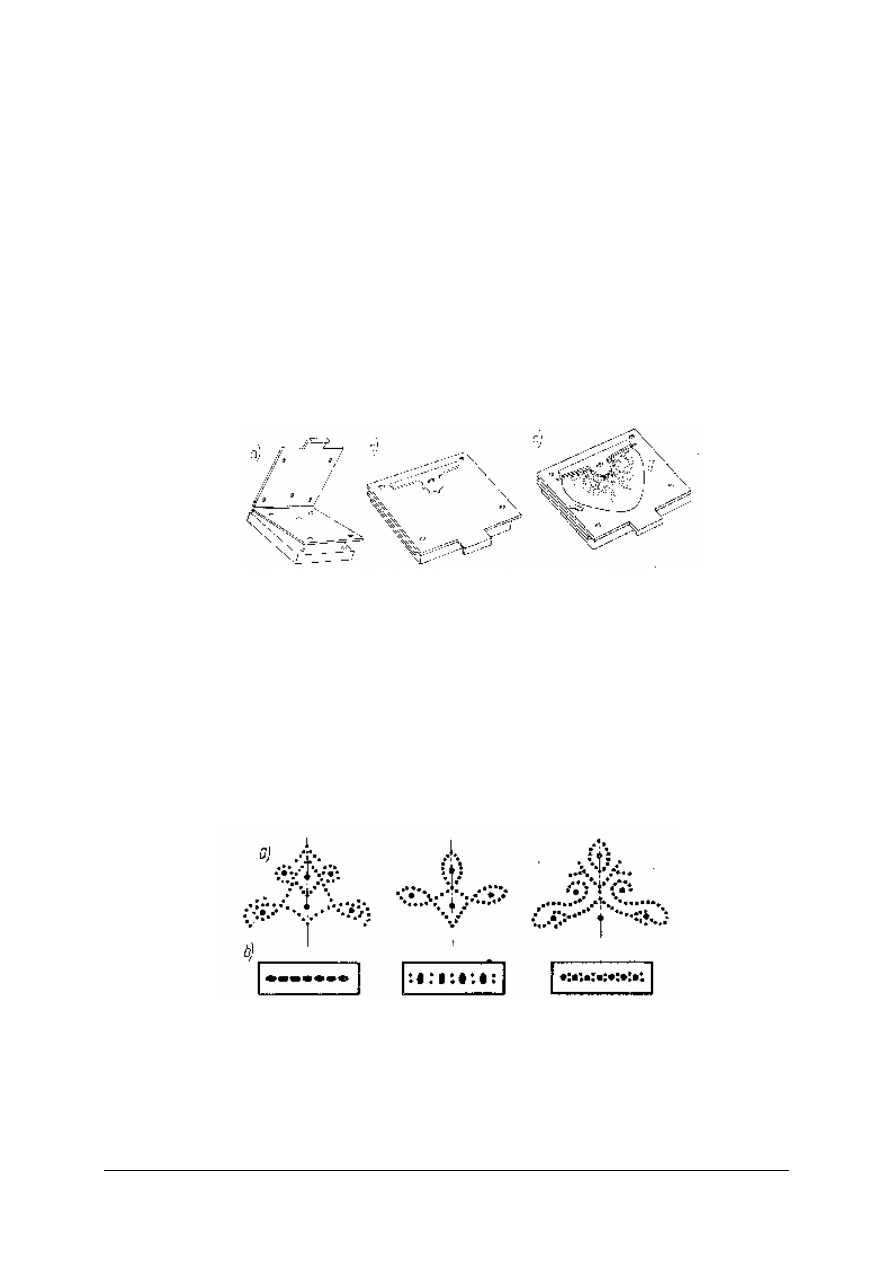
Lamowanie jest to proces, którego celem jest uzyskanie estetycznego wykończenia
brzegu i wzmocnienia go. Istnieją dwa rodzaje lamówek: zwykła i francuska. Lamówki mogą
być wykonane z tkanin, skóry i tworzyw skóropodobnych, przy czym różnią się szerokością,
grubością i wytrzymałością.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Lamówka zwykła to pasek materiału zagięty w kształcie litery U i naszyty na brzegi
elementu lub cholewki. Jest stosowana w głównej mierze do wzmocnienia lamowanego brzegu.
Naszywanie lamówki zwykłej wykonuje się na maszynach szyjących zwanych lamowarkami.
Schemat ilustrujący naszywanie lamówki zwykłej jest zilustrowany na rysunku 21.
Rys. 21. Schemat lamowania zwykłego [2, s. 174]
Lamówka francuska, niezależnie od wzmocnienia brzegu elementu spełnia również
funkcję zdobniczą. Lamówka jest zwykle w kolorze harmonizującym z kolorem cholewek,
wykonana ze skóry, tworzyw sztucznych lub tkaniny rypsowej. Brzegi elementów do
lamowania lamówką francuską są tylko stępiane. Lamówkę naszywa się równo z brzegiem
elementu ściegiem zwartym, który biegnie w odległości 1 milimetra od brzegu. Po naszyciu
nanosi się klej, po czym lamówkę przegina się, aby otoczyła brzeg cholewki i ponownie
przeszywa się wraz z elementem wierzchu. Schemat lamowania francuskiego zilustrowano na
rysunku 22.
Rys. 22. Schemat ilustrujący naszycie lamówki francuskiej [2, s. 175]: a) lamówka naszyta na brzeg elementu,
b) lamówka odszyta po zawinięciu jej brzegu na spodnią część lamowanego elementu
Lamówkę francuską stosuje się do wykończania brzegów cholewek obuwia wizytowego
wykonywanego ze skór cielęcych lub kozich, najczęściej damskiego. Naszycie lamówki
francuskiej można wykonać na maszynie płaskiej jednoigłowej lub słupkowej jednoigłowej.
Wypustkowanie – obok walorów estetycznych spełnia także funkcję wzmocnienia
w cholewkach ze skór welurowych. Na wypustki
przeznacza się przeważnie skóry cielęce i kozie. Mają
one szerokość 10 milimetrów, i są ścieniane od strony
mizdry w ten sposób, aby najgrubsze miejsce
znajdowało się na 1/3 szerokości paska. Ścieniony
brzeg zawija się i oklepuje młotkiem (rys.23).
Rys. 23. Przekrój złożonej wypustki [5, s. 44]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Brzegi wypustki o konturach wklęsłych do wewnątrz należy naciąć w odstępach około
2 milimetrów i nie szerzej niż 2 milimetry od zewnętrznej ścienionej krawędzi (rys.24), gdyż
szersze nacięcie może spowodować, że ściegi szycia przejdą przez nacięcia. Wypustka powinna
wystawać o 0,15÷1,5 milimetra poza krawędź wypustkowaną, a jeżeli część wypustkowana ma
być naszyta w trakcie montażu cholewki, wówczas powinna wystawać poza krawędź (rys.25).
Rys. 24. Nacięcia wygiętej wypustki [5, s. 44]
Rys. 25. Przekrój poprzeczny wypustki po
przeszyciu [5, s. 44]
Przeginanie górnych brzegów cholewki to proces, który znajduje najczęściej
zastosowanie w sytuacjach, kiedy wierzch obuwia wykonany jest z tkaniny lub gdy wierzch
jest ze skóry, a podszewki z tkaniny. Przebieg procesu przeginania jest oparty na tej samej
zasadzie, co lamowanie francuskie. Dwa element, najczęściej obłożyny, składa się
zewnętrznymi stronami do siebie, a następnie zszywa się na maszynie płaskiej jednoigłowej
ściegiem zwartym. Na brzegi połączonych elementów nanosi się klej po obu stronach na
szerokość około 2 cm. Po przeschnięciu kleju oba elementy przegina się i zaklepuje tak, aby
podszewka była około 3 mm poniżej górnej krawędzi cholewki. Brzegi przegiętych
elementów zszywa się na maszynie słupkowej jednoigłowej, co zilustrowano schematycznie
na rysunku 26.
Rys. 26. Schemat wykończania brzegów elementów metodą przeginania [2, s. 175]: a) zszyte brzegi elementów,
b) przeszycie brzegów po ich przegięciu i zaklepaniu
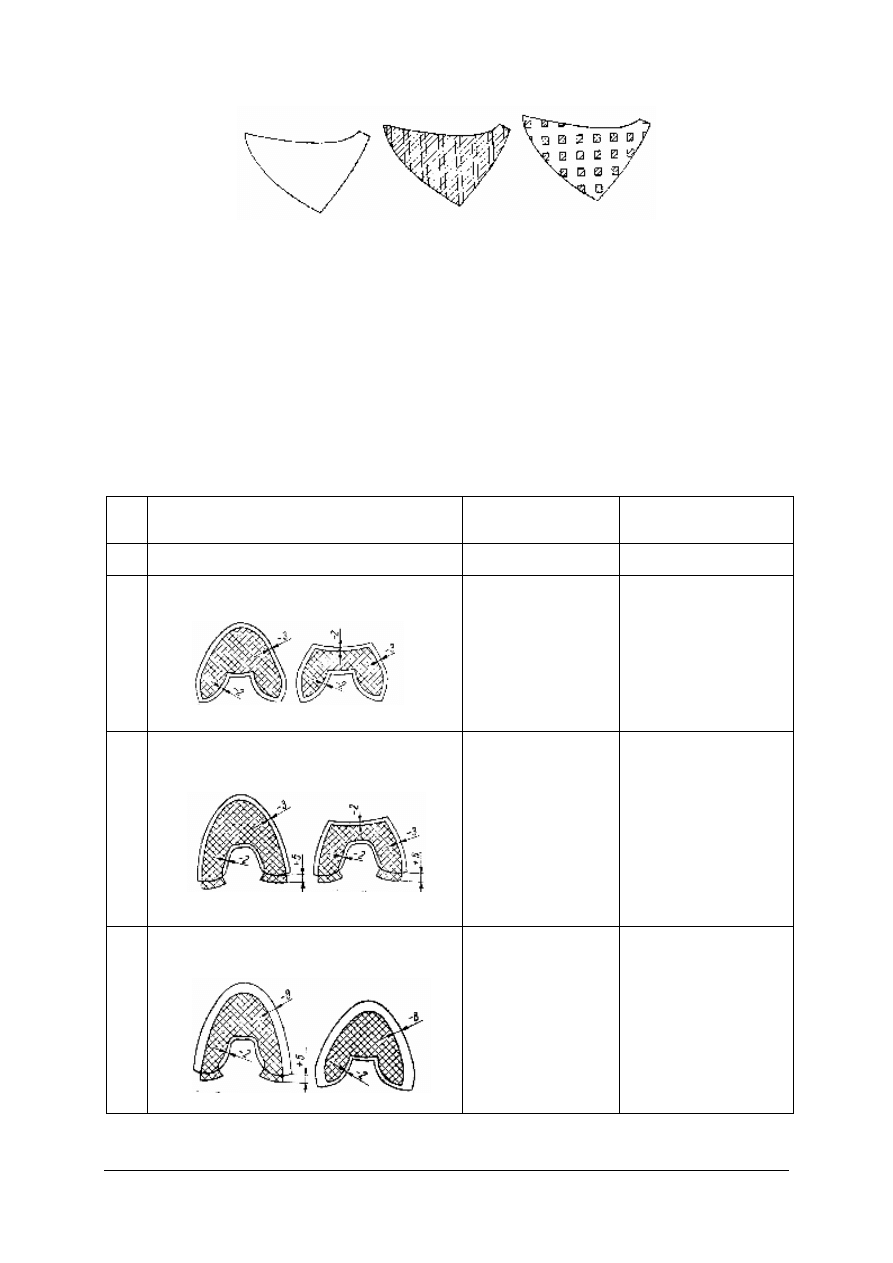
Wykończanie brzegów metodą duolastic można zaliczyć do niekonwencjonalnych
technik wykończania, które można stosować wyłącznie do elementów wycinanych
z grubszych materiałów. Istota metody spoczywa w tym, że brzegi zdobionych elementów są
rozdwajane, a następnie mogą być zawijane tworząc imitację wykończenia brzegów przez
wszywanie zamki błyskawiczne lub specjalnie do tego celu uformowaną bizę. Można takie
elementy łączyć tworząc oryginalne szwy ozdobne itp. przykłady wykorzystania technik
duolastic są zilustrowane schematycznie na rysunku 27.
Rys. 27. Przykłady wykorzystania metody duolastic do wykończania brzegów elementów cholewek [3, s. 377]:
a) brzeg zawinięty, b) brzeg zszyty, c) wszyty do brzegów zamek błyskawiczny, d) złączenie tyłów obłożyn,
e) brzeg wykończony wszytym paskiem profilowym, f) wzmocnienie brzegów pod krążki (oczka)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki znasz metody i sposoby wykończania brzegów cholewek?
2. Na czym polega wykończanie brzegów przez barwienie i kiedy się je stosuje?
3. Na jakiej zasadzie oparte jest wykończanie brzegów przez opalanie i dla jakich
elementów może być stosowane?
4. Z czym łączy się wykończanie brzegów przez ząbkowanie?
5. Jak powinno być wyposażone stanowisko pracy do ręcznego zawijania?
6. Czym charakteryzują się nowoczesne zawijarki brzegów elementów?
7. Jakie czynności należy wykonać w procesie zawijania brzegów?
8. Jak jest skonstruowany młotek cholewkarski?
9. Jakie są parametry mechanicznego procesu zawijania elementów?
10. Na czym polega przygotowanie nowoczesnej zawijarki do pracy?
11. Czym charakteryzuje się proces lamowania elementów cholewek?
12. Jakie znasz rodzaje lamowania, scharakteryzuj je?
13. W jakim celu i w jaki sposób dokonujemy wypustkowania łączonych elementów?
14. Na czym polega i w jakich sytuacjach dokonujemy wykończania metodą przeginania?
15. Czym charakteryzuje się wykończanie brzegów metodą duolastic i jakie znasz rodzaje
wykończeń tą metodą?
4.3.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj w udostępnionych Ci rodzajach cholewek (obuwia) zastosowane metody
wykończania brzegów; nazwij je i scharakteryzuj.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy polecenia zawartego w ćwiczeniu,
2) przygotować stanowisko do wykonania ćwiczenia,
3) dokonać przeglądu zbioru cholewek (obuwia) udostępnionego przez nauczyciela,
4) rozpoznać i zapisać nazwy zastosowanych metod wykończania brzegów,
5) scharakteryzować pisemnie rozpoznane rodzaje wykończania,
6) dokonać samooceny wykonanego ćwiczenia i dokonać ewentualnej korekty zapisu,
7) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
cholewki lub obuwie różnych typów i rodzajów,
−
plansze ilustrujące techniki wykończania brzegów cholewek i ich elementów,
−
dokumentacje technologiczne wytwarzania cholewek różnych rodzajów i typów,
−
instrukcje wykonania cholewek,
−
papier formatu A4,
−
przybory do pisania,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Dokonaj ręcznego zawijania elementów wskazanych przez nauczyciela. Ćwiczenie
można wykonać na próbkach skór pobranych z odpadów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w tekście ćwiczenia,
2) zorganizować stanowisko pracy i przygotować wzornik do zawijania,
3) zgromadzić niezbędne urządzenia i narzędzia do zawijania,
4) dokonać ścieniania brzegów pod zawijanie,
5) nanieść klej na brzegi elementów i tasiemkę wzmacniającą,
6) nakleić tasiemkę wzmacniającą,
7) dokonać zawijania brzegów przy użyciu wzornika i młotka cholewkarskigo,
8) ocenić jakość wykonanej operacji,
9) zaprezentować wykonana pracę.
Wyposażenie stanowiska pracy:
−
elementy do zawijania,
−
tektura do wykonania wzornika,
−
stół,
−
płyta marmurowa,
−
młotek cholewkarski,
−
ścieniarka z nożem cylindrycznym,
−
grubościomierz,
−
klej,
−
pędzel do kleju,
−
naczynie na klej,
−
tasiemka wzmacniająca,
−
nożyczki do obcinania tasiemki,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Dokonaj lamowania francuskiego, elementu wskazanego przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować zasady lamowania francuskiego,
2) dokonać dwojenia lamówki,
3) dokonać ścieniania brzegu elementu do naszycia lamówki,
4) połączyć lamówkę z brzegiem elementu szwem zszywanym,
5) nanieść klej na brzegi lamówki i elementu,
6) przegiąć lamówkę przez brzeg lamowanego elementu,
7) zaklepać przegiętą lamówkę młotkiem cholewkarskim,
8) przeszyć brzeg elementu z brzegiem przegiętej lamówki ściegiem zwartym na maszynie
płaskiej jednoigłowej,
9) dokonać samooceny wykonanego ćwiczenia,
10) zaprezentować wykonaną pracę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Wyposażenie stanowiska pracy:
−
elementy do lamowania,
−
lamówki,
−
dwojarka do skór miękkich,
−
ścieniarka z nożem cylindrycznym,
−
maszyna szyjąca płaska jednoigłowa,
−
nici, igły,
−
nożyczki,
−
młotek cholewkarski,
−
klej,
−
pędzel do kleju,
−
naczynie na klej,
−
literatura z rozdziału 6 poradnika dla ucznia.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) nazwać metody i sposoby wykończania brzegów elementów cholewek?
2) opisać zasady obowiązujące przy barwieniu brzegów elementów?
3) scharakteryzować wykończanie brzegów elementów skórzanych metodą
opalania?
4) określić wysokość i kształty ząbków przy wykończaniu brzegów przez
ząbkowanie?
5) opisać wyposażenie stanowiska do ręcznego zawijania?
6) scharakteryzować zasady mechanicznego zawijania brzegów elementów
cholewki?
7) opisać zalety nowoczesnych maszyn do zawijania brzegów elementów
cholewki?
8) opisać budowę młotka cholewkarskiego?
9) wymienić i scharakteryzować parametry mechanicznego zawijania
elementów?
10) opisać czynności związane z przygotowaniem nowoczesnej zawijarki
do pracy?
11) scharakteryzować technikę lamowania elementów cholewek?
12) opisać różnice miedzy lamowaniem zwykłym i francuskim?
13) opisać konstrukcję wypustki i zasady jej wszywania?
14) scharakteryzować metodę wykończania brzegów elementów przez
przeginanie?
15) scharakteryzować technikę wykończania elementów metodą duolastic?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
4.4. Techniki deseniowania i zdobienia cholewek, formowanie
przyszew
4.4.1. Materiał nauczania
W rozdziale tym zapoznasz się z technikami przygotowania elementów polegającymi na
deseniowaniu i zdobieniu elementów, perforowaniu, oznaczaniu linii szycia oraz formowaniu
(wałkowaniu) przyszew.
Deseniowanie i zdobienie elementów cholewek wykonuje się różnymi technikami,
które nie tylko mają na celu podniesienie estetyki wyrobu, ale także poprawę wskaźników
ekonomicznych działalności gospodarczej poprzez lepsze wykorzystanie powierzchni skóry.
Można takie efekty osiągnąć na przykład poprzez deseniowanie elementów, stosowanie
sitodruku, perforowanie itp. Podczas tych czynności można zamaskować niektóre wady
i uszkodzenia występujące na powierzchni lica skóry, co w znacznej mierze będzie mieć
wpływ na poprawę współczynnika wykorzystania skóry.
Deseniowanie wykonuje się przy użyciu specjalnych pras i metalowych matryc
imitujących na przykład: naturalne uziarnienie lica skór gadów i płazów, szwy ozdobne lub
inne fantazyjne desenie. Maszyna do deseniowania wyposażona jest w urządzenie grzejne
oraz regulację siły nacisku i czasu prasowania. Jedną z takich maszyn jest hydrauliczna
deseniowarka model PP20 oferowana przez firmę Leibrock (rys.28).
Rys. 28. Ogólny widok hydraulicznej deseniowarki model PP20 [8]
Maszyna może być także używana do wycinania i perforowania elementów. Ważną cechą
konstrukcji maszyny jest wyjątkowa dokładność docisku płyty, która wynosi 0,02 mm. Poza
tym maszyna posiada różne zabezpieczenia przyjęte dla trybu pracy:
−
stół roboczy jest pneumatycznie przesuwany do wnętrza maszyny; w przypadku
zastosowania nowej matrycy wykonywana jest operacja próbna, co dokonuje się
samoczynnie,
−
proces deseniowania i przyjęte parametry są uwidocznione na wyświetlaczu,
−
zakończenie procesu deseniowania kontrolowane jest przez fotokomórkę,
−
w przypadku stosowania matryc ogrzewanych, czas deseniowania może być wydłużony
nawet do 30 minut.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Maszyna może być wyposażona w stół obrotowy co zapewni równomierne wykorzystanie
płyty deseniowej. Stół obrotowy może być zamieniony na płytę grzejną, aby zintensyfikować
efekt deseniowania. Skok płyty dociskowej wynosi 120 mm. Siła docisku jest wyjątkowo
duża i wynosi 1,2 MN (120 ton). Jest to siła czterokrotnie większa od deseniowarek starego
typu. Można, zatem deseniować znacznie większe powierzchnie i w dodatku z lepszym
efektem.
Deseniowanie przez tłoczenie daje bardzo dobre rezultaty w odniesieniu do elementów ze
skóry naturalnej. Natomiast deseniowanie elementów z tworzyw skóropodobnych dokonuje
się najczęściej techniką prądów wielkiej częstotliwości, łączonej często z techniką sitodruku.
Najlepsze efekty deseniowania uzyskuje się na tworzywach z powłoką PCW (polichlorku
winylu) lub z PU (poliuretanu).
Przy użyciu sitodruku wykonuje się kolorowe aplikacje, którym w procesie zgrzewania
prądami wielkiej częstotliwości nadaje się kształt przestrzenny. Jest to stosunkowo tania,
a przy tym efektowna technologia zdobienia.
Efekty kolorystyczne zdobienia elementów skórzanych można uzyskać techniką
wytłaczania przy użyciu folii kolorowych i specjalnie skonstruowanym głowicom. Technikę
tę wykorzystuje się głównie przy wytłaczaniu różnego rodzaju znaków. Do tego celu można
stosować typowe stemplowarki lub maszyny zwane numerowarkami. Maszyny te muszą być
wyposażone w specjalne głowice z możliwością ogrzewania, dostosowane do folii
z kolorowym nadrukiem.
Niekiedy cholewki obuwia sportowego zdobi się poprzez naszywanie lub przeplatanie
pasków lub nadstawek o różnych kształtach. Niektóre naszycia mają znak zastrzeżony, jak na
przykład w obuwiu firmy Adidas trzy charakterystyczne paski.
Stosowane przy zdobieniu elementów cholewek paski mogą mieć różne wymiary, a ich
brzegi mogą być gładkie, zawijane lub ząbkowane.
Przy produkcji cholewek luksusowego obuwia damskiego
można zastosować zdobienia poprzez różnego rodzaju
zmarszczenia i plisowanie. Przykłady różnych wzorów
przyszew zilustrowano na rysunku 29.
Ciekawe efekty zdobnicze można uzyskać poprzez
nacinanie
i
przeplatanie
elementów
lub
poprzez
uzyskiwanie
dwubarwnego
efektu
w
elementach,
polegającego na podkładaniu pod perforowane otwory
materiałów o kontrastowej barwie w stosunku do materiału
podstawowego.
Do powszechnie stosowanych technik zdobienia należy
Rys. 29. Schemat różnych
rodzajów plisowania przyszew
obuwia damskiego [3, s. 396]
zaliczyć wszelkiego rodzaju szwy i obszycia ozdobne.
Szwy te mogą być płaskie i wypukłe, w zależności od
rodzaju zastosowanego materiału i przyjętej techniki
zdobienia [3, s. 394]. Przy stosowaniu szwów ozdobnych
istotne znaczenie ma przyjęta technika i dokładność oznaczenia linii szycia.
Oznaczenie linii szycia stosuje się w celu umożliwienia prawidłowego łączenia i szycia
ozdobnego elementów składowych cholewki.
Oznaczenie szwów wykonuje się wtedy, gdy nie przechodzą one przy krawędziach, które
ułatwiają prowadzenie równych rzędów szycia i zachowania wymaganej odległości.
Oznaczenie wykonuje się za pomocą pras i wzorników lub mechanicznie za pomocą pras
i wzorników. Oznaczenie mechaniczne stosuje się tylko do masowych, znormalizowanych
wzorów oznaczeń. W użyciu znajdują się tak zwane bliźniacze prasy do oznaczania, do
których używa się cynkowych wzorników oznaczeniami wytłoczonymi w postaci karbów.
Wzornik z elementem cholewki kładziemy na jednym stanowisku, a gdy prasa wyciska wzór,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
na stanowisku drugim układamy drugi element cholewki. Czas potrzebny do wyciskania
wzoru regulujemy w zależności od rodzaju stosowanej skóry.
Wzorniki cynkowe mogą być zastąpione grawerowanymi kostkami miedzianymi,
zestawionymi w taki sposób, aby wygrawerowane znaki tworzyły kompletny wzór. Chcąc
zapobiec uszkodzeniu lica skóry i uzyskać oznaczenie wyraźne i trwałe, umożliwiające
prawidłowe wykonanie linii szycia, należy bardzo dokładnie wyregulować urządzenie do
oznaczania.
Perforowanie to szczególny rodzaj dekoracji, który obok walorów estetycznych
umożliwia także dostęp powietrza do stopy. Perforowanie pojedynczych elementów może
odbywać się w wydziale rozkroju, ale gdy perforacja ma być wykonana łącznie z podszewką,
czynność ta musi być przeprowadzona w szwalni po połączeniu elementów wierzchu
z podszewką.
Do perforowania sporządza się specjalne matryce, za pomocą których wybijanie
wszystkich otworów odbywa się przy jednym uderzeniu (rys.30).
Rys. 30. Widok ogólny matryc do perforowania elementów cholewek [7, s. 125]:
a) otwarta, b) zamknięta, c) z wyperforowaną przyszwą
Perforowanie za pomocą matryc odbywa się na specjalnej maszynie, działającej na zasadzie
prasy jednouderzeniowej, w której można regulować siłę uderzenia potrzebną do wybicia
otworów. W górnej części maszyny znajduje się wymienna podkładka do wybijania otworów.
Matryce są również wymienne. Ich liczba zależy od wzoru perforacji i liczby numerów
w sortymencie wielkościowym obuwia i jest podawana w opisach technologicznych.
W przypadku małej ilości produkcji określonego wzoru perforowanie przeprowadza się
ręcznie lub na maszynie szwalniczej, w której zamiast igły umieszcza się dziurkacz. Otwory
w materiale wycina się według ustalonego schematu tworzącego ozdobny wzór (rys.31).
Rys. 31. Wzory perforacji do ręcznego wycinania otworów [7, s. 123]: a) na noskach, b) przy obrzeżach
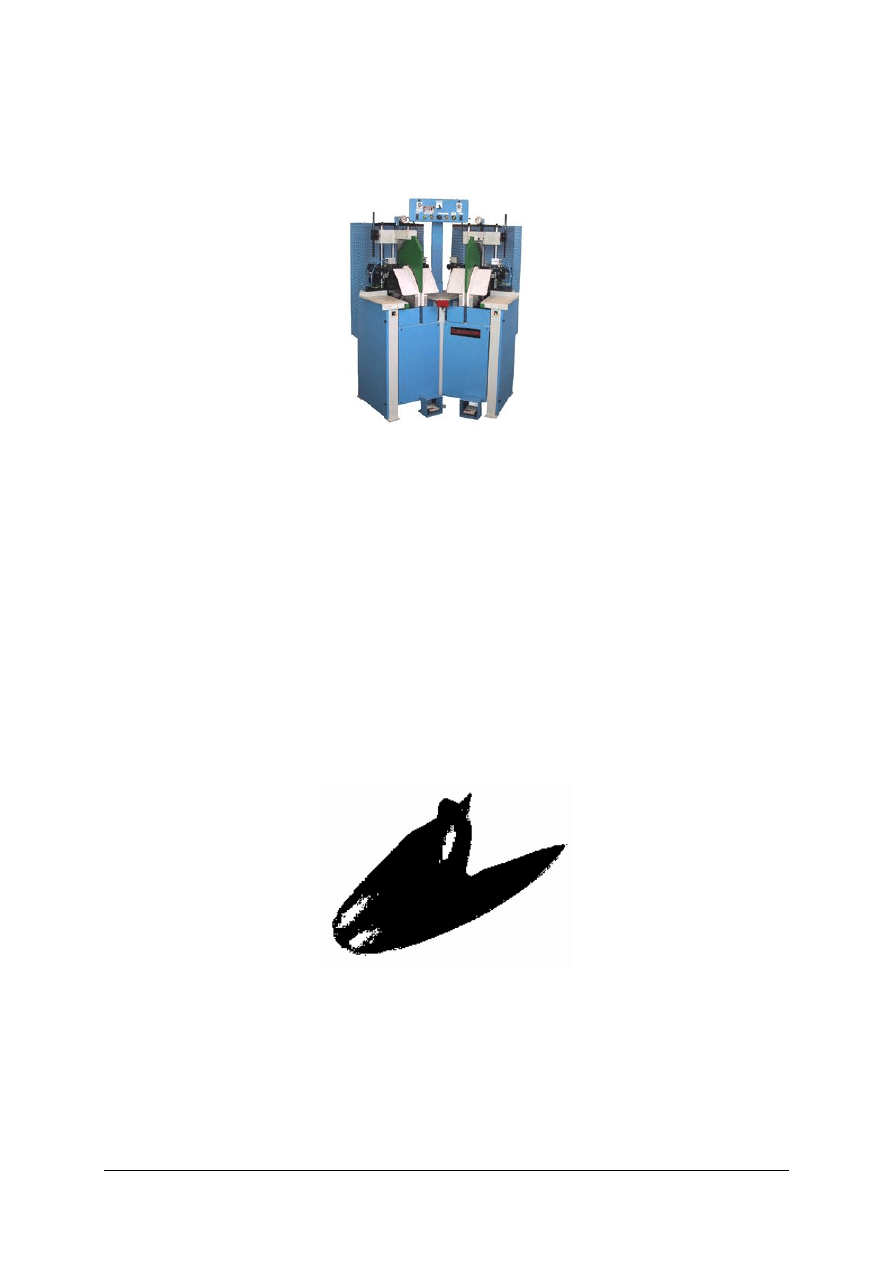
Wstępne formowanie (wałkowanie) przyszew to metoda, która w nowoczesnych
technologiach nabiera coraz większego znaczenia głównie przy formowaniu przyszew
wysokich cholew, wstawki mokasyna. Podstawową zaletą tej metody jest dokładne
dopasowanie przyszwy do kształtu skłonu kopyta na podbiciu, co nie zawsze jest możliwe do
osiągnięcia w procesie ćwiekowania i stabilizacji.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Wstępne formowanie przyszew wykonywano wcześniej ręcznie na tak zwanych
wałkowarkach. Obecnie do tego celu służą specjalistyczne maszyny zwane wałkowarko-
formowarkami lub po prostu formowarkami przyszew. Do nowoczesnych wałkowarko-
formowarek można zaliczyć formowarkę przyszew model W50 (rys.32).
Rys. 32. Widok ogólny wałkowarko-formowarki przyszew model W50 [8]
Maszyna W50 jest dostosowana do formowania elementów wykonanych ze wszystkich
rodzajów skór, także lakierowanych, welurowych, nubukowych i kozich.
W celu poprawienia efektu formowania maszyna wyposażona jest w agregat chłodniczy,
dzięki któremu na jednym stanowisku element jest formowany na ciepło, a następnie
przyszwa układana jest na zimnej formie, po czym następuje stabilizacja i utrwalanie kształtu
cholewki uzyskanego w procesie formowania. W seryjnym wyposażeniu maszyny znajduje
się: regulacja czasu prasowania dla każdego stanowiska, elektroniczna regulacja temperatury
dla formy wałkującej i obejm bocznych, regulacja siły docisku dolnych form oraz prędkości
przesuwu formy wałkującej. Maszyna pracuje w systemie dwutaktowym. Element
poddawany wałkowaniu jest układany na formie, a poprzez naciśnięcie dolnego pedału
następuje zamknięcie formy w przedniej części, a element jest dociskany ręcznie. W drugim
takcie poprzez ponowne naciśnięcie pedału następuje zamknięcie szczęk, a formy wałkujące
opadają w dół i skóra jest rozciągana. Przyszwa po uformowaniu nabiera kształtu
przestrzennego o wyraźnie ukształtowanym skłonie na podbiciu (rys.33).
Rys. 33. Widok uformowanej przyszwy [3, s. 207]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz techniki deseniowania i zdobienia cholewek?
2. Jakie znasz metody deseniowania elementów ze skór naturalnych?
3. Jakie zastosujesz metody deseniowania elementów z tworzyw skóropodobnych?
4. Jakie narzędzia, urządzenia i maszyny stosuje się w procesie deseniowania?
5. Na czym polega zdobienie elementów przy użyciu kolorowych folii?
6. Jakie znasz rodzaje maszyn i urządzeń stosowanych do deseniowania elementów
cholewek?
7. Jakie parametry techniczne charakteryzują nowoczesne prasy do deseniowania?
8. Na czym polega zdobienie elementów cholewki za pomocą pasków i plecionek?
9. Na czym polega zdobienie elementów cholewek oparte na plisowaniu?
10. Jakie znasz wzory plisowania i jakich najczęściej dotyczą elementów?
11. Czym charakteryzują się cholewki obuwia sportowego firmy Adidas?
12. Jakie znasz sposoby uzyskania dwubarwnego efektu zdobienia cholewek w elementach
perforowanych?
13. Jakie obowiązują zasady przy ręcznym i maszynowym perforowaniu elementów?
14. Dlaczego w produkcji przemysłowej nie stosuje się perforowania ręcznego?
15. W jakim celu i jakie elementy poddajemy wstępnemu formowaniu nazywanym często
wałkowaniem?
16. Czym charakteryzują się nowoczesne formowarko-wałkowarki?
4.4.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj, zapisz i scharakteryzuj zastosowane metody deseniowania i zdobienia
elementów w zbiorze cholewek lub obuwia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w tekście ćwiczenia,
2) dokonać szczegółowych oględzin otrzymanego zbioru cholewek (obuwia),
3) rozpoznać i zapisać nazwy zastosowanych w cholewkach rodzajów deseniowania
i zdobienia cholewek,
4) scharakteryzować na piśmie rozpoznane metody zdobienia cholewek,
5) dokonać samooceny wykonanego ćwiczenia,
6) zaprezentować wyniki swojej pracy.
Wyposażenie stanowiska pracy:
−
zbiór różnych rodzajów i typów cholewek (obuwia),
−
dokumentacje technologiczne wzorów obuwia ze zbioru,
−
instrukcje zdobienia elementów cholewek,
−
papier formatu A4,
−
przybory do pisania,
−
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Ćwiczenie 2
Dokonaj ręcznego zdobienia przyszwy według własnego projektu stosując metodę
przeplatania lub naszywania ozdobnych pasków, perforacji, plisowania itp.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w tekście ćwiczenia,
2) przestudiować materiał nauczania z zakresu deseniowania i zdobienia cholewek zawarty
w poradniku i literaturze,
3) wykonać projekt zdobienia i ustalić w kolejności wszystkie czynności jakie należy
wykonać przy jego realizacji,
4) zgromadzić materiały podstawowe i pomocnicze do wykonania projektu,
5) dokonać zdobienia przyszwy według wykonanego projektu,
6) zaprezentować wykonaną pracę,
7) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
przyszwy skórzane do cholewek różnych rodzajów i typów,
−
odpady skór w różnych grubościach, kolorach i odcieniach,
−
nici i igły do szycia maszynowego,
−
noże, nożyczki,
−
maszyny szyjące,
−
ścieniarka,
−
dwojarka,
−
kleje, pędzle, naczynia na klej,
−
dziurkacze różnych kształtów,
−
podkłady do wycinania, zawijania, dziurkowania,
−
młotki szewskie i cholewkarskie,
−
karton do sporządzania szablonów,
−
prasa ręczna do sprasowania zdobionych elementów,
−
poradnik dla ucznia.
−
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) nazwać znane Ci techniki zdobienia elementów cholewek?
2) scharakteryzować technikę deseniowania skórzanych elementów obuwia?
3) opisać korzyści wynikające ze stosowania techniki deseniowania
elementów cholewki ze skóry?
4) opisać
sposoby
zdobienia
elementów
cholewki
z
tworzyw
skóropodobnych?
5) scharakteryzować nowoczesne maszyny do deseniowania, wycinania
i perforowania elementów cholewek?
6) opisać technikę zdobienia elementów przy użyciu kolorowych folii?
7) scharakteryzować sposoby zdobienia elementów cholewek poprzez
przeplatanie i naszywanie ozdobnych elementów?
8) opisać
zdobienie
elementów
cholewek
techniką
marszczenia
i plisowania?
9) wskazać nazwy elementów, które zdobi się poprzez marszczenie
i plisowanie?
10) określić charakterystyczną cechę obuwia sportowego firmy Adidas?
11) ozdobić elementy poprzez perforowanie i podkładanie pod wycięte
otwory, materiału o odmiennej fakturze lub barwie?
12) scharakteryzować zasady ręcznego i maszynowego perforowania
elementów cholewek?
13) uzasadnić dlaczego w produkcji seryjnej nie należy stosować ręcznego
perforowania elementów?
14) uzasadnić potrzebę wstępnego formowania przyszew?
15) opisać zasady użytkowania i budowę nowoczesnej formowarko-
wałkowarki przyszew?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
4.5. Ocena jakości przygotowania elementów cholewek
4.5.1. Materiał nauczania
W procesie przygotowania elementów cholewek do montażu mogą powstać różnego
rodzaju wady i uszkodzenia, które należy oceniać i analizować według kryteriów
technicznych i ekonomicznych.
Oceniając popełnione błędy w procesie produkcyjnym według kryteriów technicznych
analizujemy przyczyny ich powstawania i jednocześnie staramy się zapobiegać tym
przyczynom. W rzeczywistości można powiedzieć, że błędy i wady zarejestrowane
w procesie przygotowania elementów cholewek do montażu, podobnie jak w innych fazach
procesu wytwarzania obuwia, mogą powstać z przyczyn obiektywnych i subiektywnych. Do
przyczyn obiektywnych zaliczamy błędy spowodowane wadami ukrytymi materiałów,
niezależnymi od człowieka. Natomiast przyczyny subiektywne to głównie te, które wynikają
z pracy ludzi i sprawności technicznej stosowanych maszyn i urządzeń. Te przyczyny można
i należy likwidować.
Stosując ekonomiczne kryterium oceny jakości wytwarzanych elementów, analizujemy
skutki finansowe spowodowane wadliwą pracą.
Reasumując możemy, stwierdzić, że zarówno kryteria techniczne jak i ekonomiczne
stosowane przy ocenie jakości przygotowania elementów cholewek do montażu mają
przeciwdziałać przyczynom i skutkom popełnianych błędów i uszkodzeń elementów.
Pamiętajmy, że wczesne wykrycie przyczyny powstawania wad, może je całkowicie
wyeliminować.
W potokowym systemie przebiegu procesu technologicznego, w każdym zakładzie
powinna obowiązywać, znana i słuszna zasada, według której nie wolno odbierać od
poprzednika źle wykonanej pracy. Zasada ta pozwala zlikwidować przyczynę złej pracy
w zarodku, dzięki czemu wykryta wada nie pociąga za sobą dalszych strat materiałowych
i robocizny. Stwierdzenie wady w elemencie cholewki przed szyciem spowoduje tylko koszty
związane z wymianą wadliwego elementu, a nie nawarstwianie się kosztów związanych
z montażem elementów w cholewce i jej wykończeniem. W związku z tym działania
profilaktyczne w procesie przygotowania elementów cholewek do montażu mają priorytetowe
znaczenie.
Najczęściej spotykane wady materiałowe w elementach cholewek to:
−
niejednolita grubość i struktura skóry w półparach,
−
wady lica lub mizdry w widocznych miejscach,
−
różnice odcieni, a nawet kolorów w poszczególnych elementach cholewki,
−
niejednolite uziarnienie lica,
−
blizny zagojone i niezagojone w miejscach niedopuszczalnych,
−
nadmierna jarzmowatość,
−
pływające lico.
Zapobieganie powstawaniu wad polega na szczegółowej kontroli elementów podczas
rozkroju materiałów i dodatkowej kontroli podczas wydawania elementów do obróbki
i wykończania przed ich zmontowaniem w gotową cholewkę.
Do uszkodzeń i wad powstałych w procesie przygotowania elementów cholewek do
montażu zaliczamy:
−
niestaranne pomalowanie obrzeży elementów,
−
zaniżenie lub zawyżenie grubości elementów przy dwojeniu,
−
nieodpowiednie ścienianie elementów (niedotrzymywanie parametrów ścieniania: za
wąskie, za szerokie, za grube itp.), powodujące pękanie lub odrywanie się elementu
w miejscu przeszycia lub niezamierzone zgrubienie szwu,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
−
zmarszczenia i fałdy przy zawijaniu brzegów,
−
nierówno naszyte lub nie przeszyte lamówki,
−
wycieki kleju termoplastycznego spod brzegów zawijanych elementów spowodowane
nadmiernym uplastycznieniem kleju lub jego nadmiarem,
−
nierówno naklejone międzypodszewki, bezpieczniki, podkrążki i wzmocnienia,
−
nadmierne rozluźnienie struktury lica spowodowane nadmiarem nanoszonego kleju przy
nakładaniu międzypodszewek,
−
odklejanie
międzypodszewek
termoplastycznych
spowodowane
nieodpowiednim
doborem parametrów prasowania (czas nacisku, temperatura),
−
nierówne wklejenie podnosków,
−
pęcherze powietrzne na powierzchni wtapianych podnosków,
−
nie wycięte otwory w perforowanych elementach spowodowane uszkodzeniem
dziurkaczy,
−
niedokładne oznaczenie linii szycia i innych znaków do naszycia lub przymocowania
zdobin itp.,
−
popękane lub pomarszczone przyszwy podczas formowania wstępnego spowodowane
nieodpowiednim ustawieniem parametrów formowania.
Zapobieganie tym błędom wymaga systematycznej kontroli procesu produkcyjnego przez
pracowników dozoru technicznego i wzmożonej czujności pracowników przy przyjmowaniu
pracy od poprzednika, przy wykonywaniu operacji (czynności) i przekazywaniu pracy na
kolejne stanowisko. Pomocą w zwalczaniu wadliwej pracy powinny być instrukcje
technologiczne i wzorce poprawnie wykonanej czynności (tak zwane wzorce pracy) na
każdym stanowisku. Pamiętajmy, że wymienione działania muszą być prowadzone
permanentnie i nigdy nie wolno ich zaprzestać. To będzie gwarancją dobrej pracy i wysokiej
jakości produkowanych wyrobów.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Według jakich kryteriów należy oceniać jakość elementów poddawanych procesom
obróbczym przygotowujących ich do montażu?
2. Na jakie grupy podzielimy wady i uszkodzenia elementów cholewek w procesie ich
przygotowania do montażu?
3. Jakie znasz uszkodzenia i wady materiałowe elementów cholewek?
4. Jakie znasz błędy wykonania w elementach cholewek?
5. W jaki sposób należy zapobiegać przyczynom powstawania wad?
6. Jakie skutki może spowodować późne wykrycie uszkodzenia lub wady w elementach
cholewek przygotowanych do montażu?
7. Jakie korzyści płyną z wczesnego wykrycia wady lub uszkodzenia elementu?
4.5.2. Ćwiczenia
Ćwiczenie 1
Rozpoznaj wady i uszkodzenia elementów cholewek w udostępnionym do oceny zbiorze.
Zapisz ich nazwy i podaj przyczyny ich powstawania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenia zawarte w tekście ćwiczenia,
2) przestudiować materiał nauczania dotyczący oceny jakości przygotowania elementów
cholewek do montażu z poradnika i dostępnej literatury,
3) dokonać oględzin elementów w otrzymanym zbiorze, rozpoznać i zapisać zauważone
wady i uszkodzenia,
4) sformułować przyczyny powstawania rozpoznanych wad i uszkodzeń,
5) zaprezentować wykonaną pracę,
6) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
−
zbiór elementów cholewek z różnymi uszkodzeniami i wadami powstałymi w procesie
ich przygotowania do montażu,
−
zbiór dokumentacji technologicznych i instrukcji wykonania operacji związanych
z przygotowaniem elementów do montażu,
−
papier formatu A4,
−
przybory do pisania,
−
poradnik dla ucznia,
−
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Dokonaj oceny jakości przygotowania elementów cholewki do montażu według
kryteriów technicznych i ekonomicznych. Do oceny wykorzystaj rozpoznane wady
i uszkodzenia elementów oraz przyczyny ich powstawania zawarte w ćwiczeniu 1.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w tekście ćwiczenia,
2) uporządkować rozpoznane w ćwiczeniu 1 wady i uszkodzenia elementów w zależności
od przyczyn ich powstawania,
3) ocenić jakość elementów według kryteriów technicznych, precyzując szczegółowo
przyczyny powstania błędów,
4) ocenić jakość elementów według kryteriów ekonomicznych, precyzując skutki jakie
rozpoznane wady mogły spowodować, w przypadku ich nie wykrycia,
5) zaproponować działania profilaktyczne, które będą przeciwdziałać powstawaniu wad
i uszkodzeń,
6) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
wykaz danych z ćwiczenia 1,
−
informacje o przyczynach i skutkach reklamacji obuwia,
−
zbiór dokumentacji technologicznych i instrukcji wykonania operacji związanych
z przygotowaniem elementów do montażu,
−
papier formatu A4,
−
przybory do pisania,
−
poradnik dla ucznia,
−
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) podzielić wady i uszkodzenia elementów cholewek na grupy rodzajowe?
2) scharakteryzować wady materiałowe elementów cholewek?
3) scharakteryzować wady i uszkodzenia elementów cholewek powstałe
w procesie przygotowania ich do montażu?
4) ocenić jakość przygotowania elementów cholewek do montażu według
kryteriów technicznych?
5) wskazać działania przeciwdziałające powstawaniu wad w elementach
cholewek przygotowywanych do montażu?
6) ocenić jakość elementów cholewek przygotowanych do montażu
według kryteriów ekonomicznych?
7) określić korzyści wynikające z wczesnego wykrycia wad w elementach
przygotowanych do montażu cholewek?
8) określić
skutki
wynikające
z
późnego
wykrycia
wadliwie
przygotowanego elementu do montażu cholewek?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań o różnym stopniu trudności. Są to zadania wielokrotnego wyboru.
5. Za każdą poprawną odpowiedź możesz uzyskać 1 punkt.
6. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi. Dla każdego zadania podane
są cztery możliwe odpowiedzi: a, b, c, d. Tylko jedna odpowiedź jest poprawna; wybierz
ją i zaznacz kratkę z odpowiadającą jej literą znakiem X.
7. Staraj się wyraźnie zaznaczać odpowiedzi. Jeżeli się pomylisz i błędnie zaznaczysz
odpowiedź, otocz ją kółkiem i zaznacz ponownie odpowiedź, którą uważasz za poprawną.
8. Test składa się z 14 zadań z poziomu podstawowego i 6 zadań z poziomu
ponadpodstawowego, które mogą przysporzyć Ci trudności, gdyż są one na poziomie
wyższym niż pozostałe (dotyczy to zadań o numerach od 15 do 20).
9. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
10. Kiedy udzielenie odpowiedzi będzie sprawiało Ci trudność, wtedy odłóż rozwiązanie
zadania na później i wróć do niego, gdy zostanie Ci czas wolny.
11. Po rozwiązaniu testu sprawdź czy zaznaczyłeś wszystkie odpowiedzi na KARCIE
ODPOWIEDZI.
12. Na rozwiązanie testu masz 45 minutut.
Powodzenia!
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
ZESTAW ZADAŃ TESTOWYCH
1. Do podstawowych parametrów ścieniania zaliczamy
a) prędkość posuwistą noża taśmowego.
b) profil ostrza noża dzwonkowego.
c) prędkość obrotową noża cylindrycznego.
d) szerokość i grubość ścieniania.
2. Ścienianie brzegów elementów z tworzyw skóropodobnych wymaga znajomości
a) sposobu wykończenia warstwy licowej tworzywa.
b) składu chemicznego tworzyw.
c) budowy strukturalnej tworzywa.
d) rodzaju włókien, z których wykonano podłoże tworzywa.
3. Ścienianie elementów cholewki najczęściej wykonuje się przy użyciu
a) ścieniarki z nożem cylindrycznym.
b) dwojarki z nożem płaskim zamontowanym na stałe w maszynie.
c) frezarki.
d) ścieniarki wałkowej.
4. Podstawowym celem ścieniania elementów cholewki jest
a) zniwelowanie zgrubień przy połączeniach elementów cholewki.
b) ułatwienie procesu szycia.
c) uzyskanie efektów zdobniczych.
d) zmniejszenie masy łączonych elementów.
5. Elementem oznaczonym na zamieszczonym schemacie dwojenia
liczbą 2 jest
a) wałek dociskowy.
b) wałek podający.
c) tarcza ścierna.
d) nóż cylindryczny.
6. Ścieniarki brzegów elementów cholewki wyposażone są w nóż
a) płaski dwustronnie ostrzony.
b) płaski jednostronnie ostrzony.
c) cylindryczny.
d) płaski bezkońcowy.
7. Co oznacza liczba 400 określona w typie dwojarki elementów cholewek AN 400
oferowanej przez firmę Leibrock?
a) Numer fabryczny maszyny.
b) Numer oddziału produkcyjnego, w którym wykonano maszynę.
c) Szerokość stołu.
d) Szerokość roboczą maszyny.
8. W procesie ręcznego zawijania elementów cholewki stosuje się między innymi
a) młotek płaski.
b) młotek szewski.
c) młotek cholewkarski.
d) kleszcze płaskie.
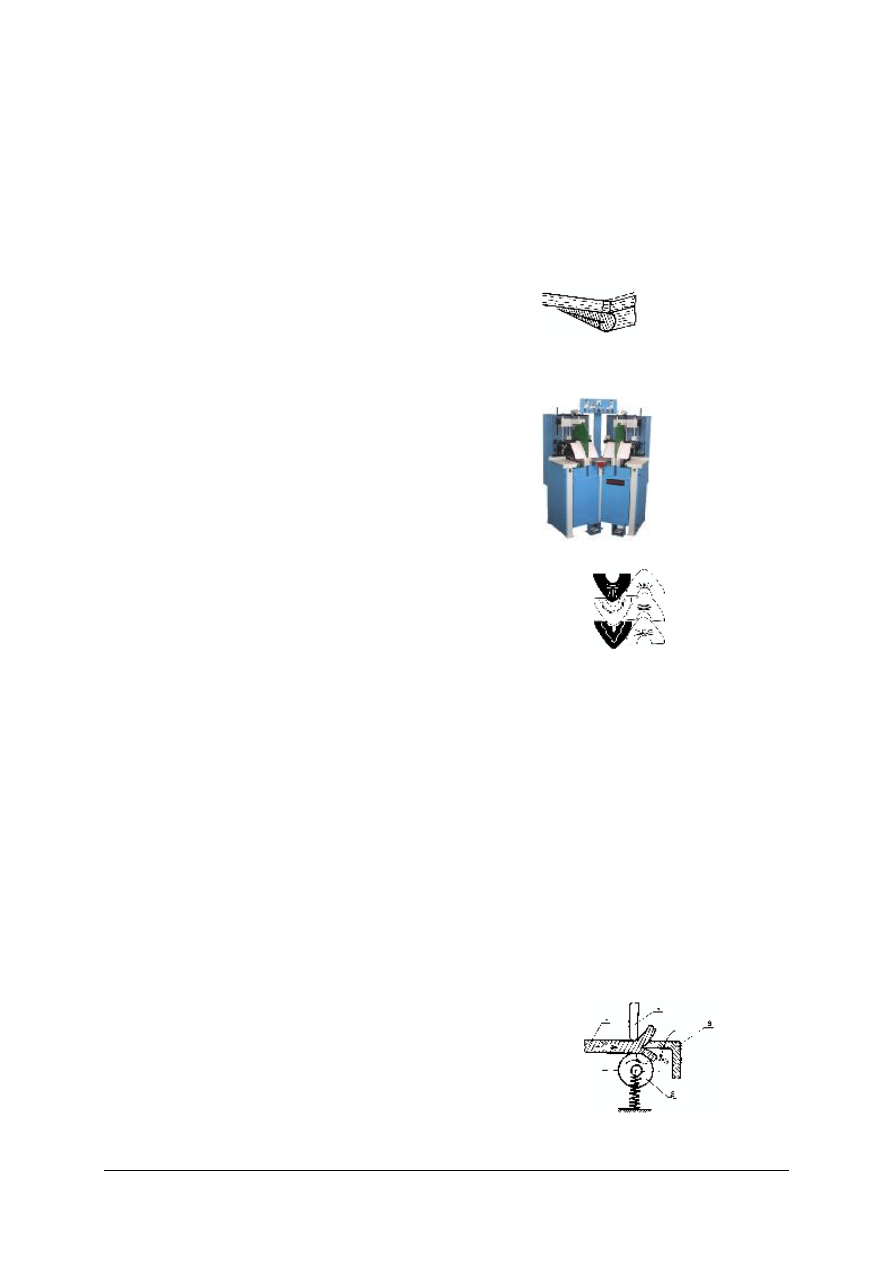
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
9. Metoda wykończania brzegów elementów cholewek, której charakterystyczną cechą jest
rozdwajanie brzegów (nacinanie) nosi nazwę
a) lamowanie.
b) duoproces.
c) duolasic.
d) wypustkowanie.
10. Zamieszczony na rysunku schemat ilustruje wykończanie brzegów metodą
a) wypustkowania.
b) lamowania francuskiego.
c) przeginania.
d) duolastic.
11. Zamieszczony na rysunku widok ilustruje maszynę stosowaną w fazie przygotowania
elementów do montażu cholewek o nazwie
a) kalibrowarka.
b) prasowalnica taśmowa przyszew.
c) wklejarka podnosków.
d) wałkowarko-formowarka przyszew.
12. Na zamieszczonym rysunku zilustrowano zdobienie cholewek przez
a) deseniowanie.
b) plisowanie.
c) zgrzewanie prądami wielkiej częstotliwości.
d) zgrzewanie ultradźwięków.
13. Wzrost wytrzymałości zawijanego brzegu cholewki na wydłużenie zależy przede
wszystkim od
a) grubości ścieniania elementu.
b) rodzaju zastosowanej tasiemki wzmacniającej.
c) szerokości ścieniania.
d) rodzaju użytego kleju i siły docisku maszyny na zawijany brzeg elementu.
14. Zabrudzenia i zacieki na powierzchni elementów cholewek ze skóry zostały
spowodowane przez niewłaściwe wykonanie czynności
a) ścieniania.
b) barwienia brzegów.
c) zawijania brzegów.
d) deseniowania.
15. Schemat zamieszczony na rysunku ilustruje mechanizmy robocze
a) ścieniarki z nożem cylindrycznym.
b) dwojarki taśmowej.
c) ścieniarki z negatywnym wałkiem.
d) dwojarki z nożem płaskim.
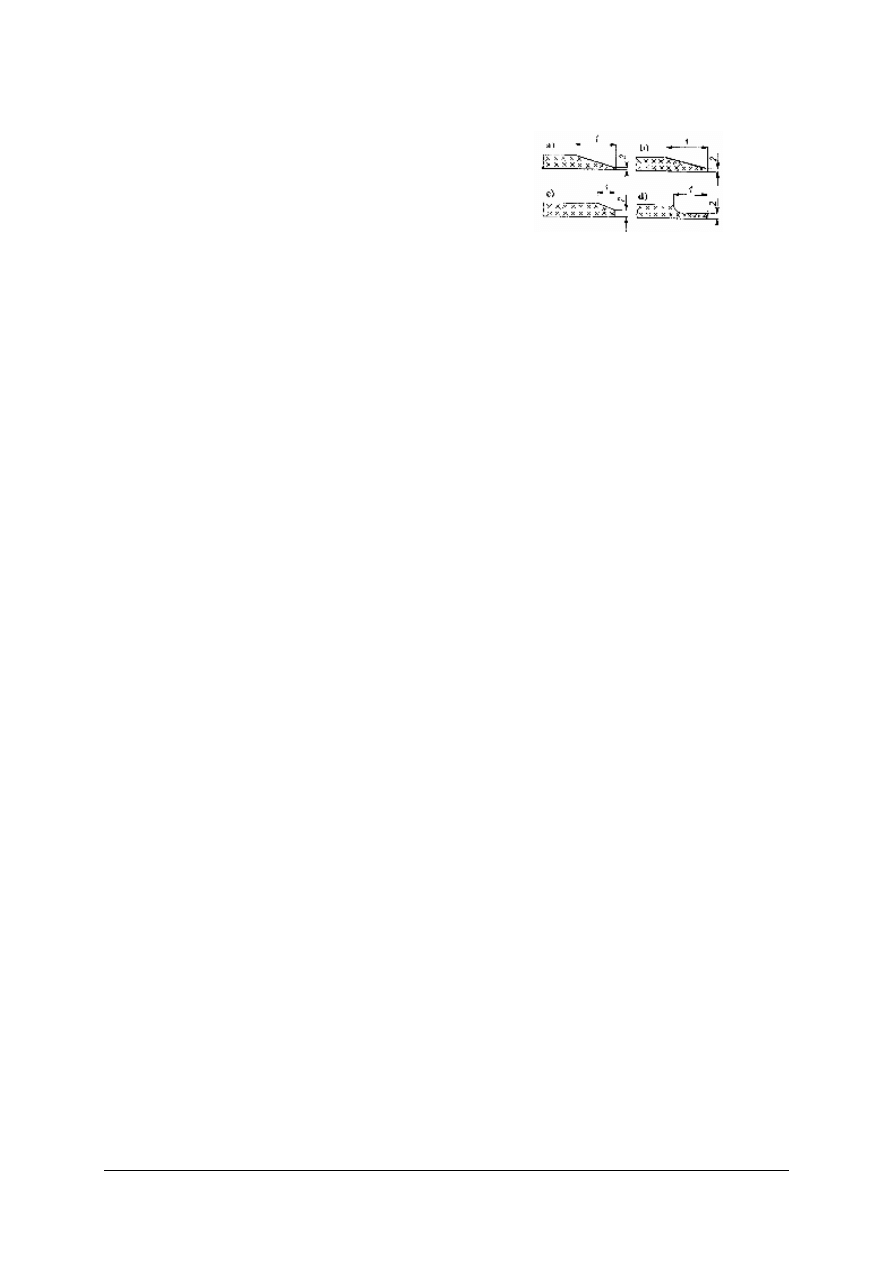
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
16. Element oznaczony na rysunku symbolem c) oznacza
a) ścienianie wklęsłe.
b) ścienianie tępe skośne.
c) stępianie krawędzi.
d) ścienianie skośne ostre.
17. Jaką metodę wykończania brzegów cholewek można zastosować mając do dyspozycji:
klej, młotek cholewkarski, nożyczki, tasiemkę wzmacniającą brzegi elementów i płytę
marmurową
a) Lamowanie zwykłe.
b) Lamowanie francuskie.
c) Zawijanie.
d) Wypustkowanie.
18. Jaka powinna być szerokość ścieniania wklęsłego elementów cholewek z boksu
bydlęcego o grubości 1,3÷1,6
a) 4÷6 mm.
b) 7÷8 mm.
c) 3÷4 mm.
d) 2÷6 mm.
19. Międzypodszewkę przyszwy w obuwiu sandałowym nakleja się w odległości od krawędzi
przyszwy wynoszącej
a) +5 mm.
b) – 2 mm.
c) + 8 mm.
d) – 8 mm.
20. Co ilustruje element mechanizmu roboczego opalarki brzegów oznaczony na schemacie
liczbą 3
a) Soczewkę stopki.
b) Prowadnik.
c) Podajnik.
d) Żelazko.
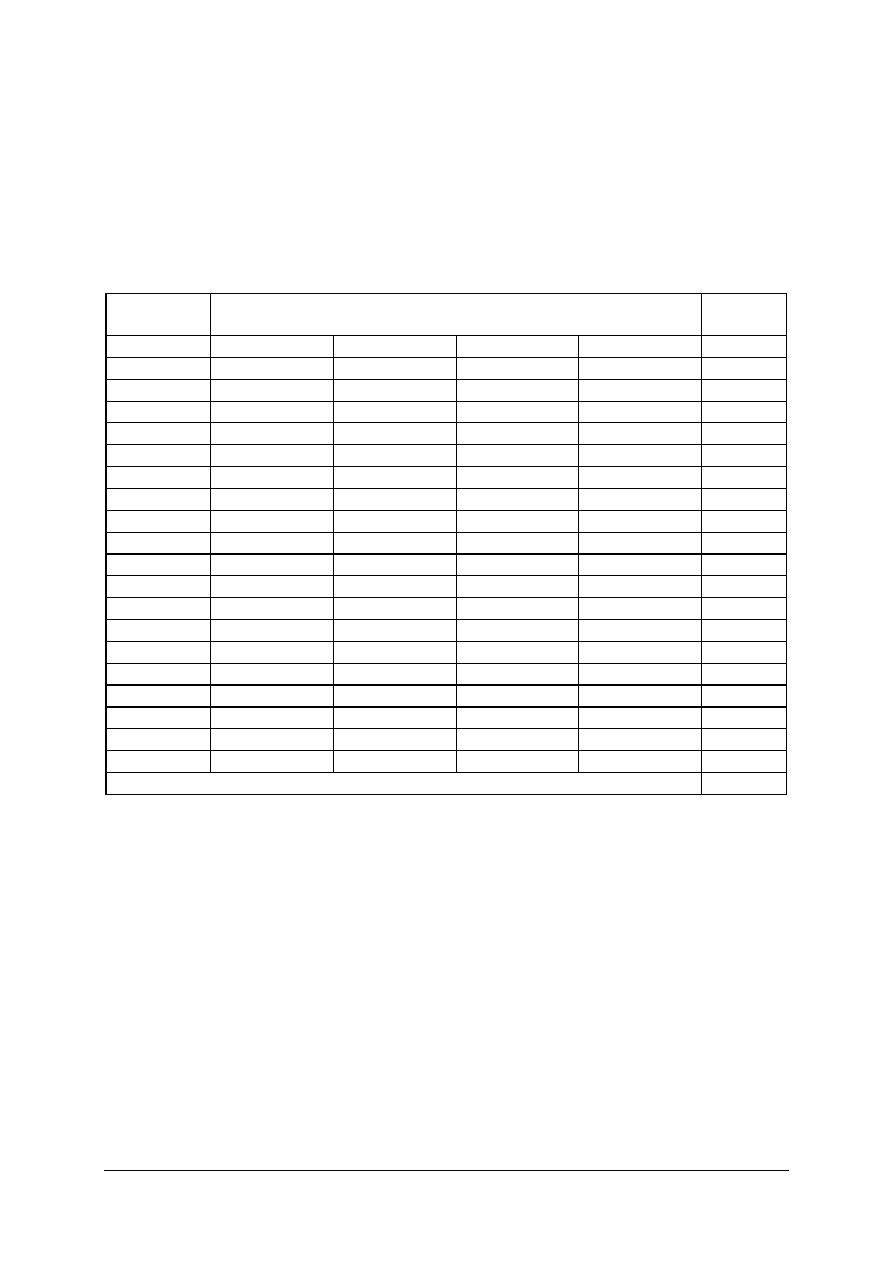
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Przygotowanie elementów do montażu cholewek
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
6. LITERATURA
1. Borzeszkowski A., Borzeszkowski W., Persz T.: Obuwnictwo przemysłowe część I.
Wydanie trzecie poprawione i uzupełnione. WSiP, Warszawa 1989
2. Christ J. W.: Technologia obuwia. WSiP, Warszawa 1986
3. Grabkowski M.: Obuwnictwo. Podręcznik dla zasadniczej szkoły zawodowej. WSiP,
Warszawa 1992
4. Grabkowski M.: Technika wytwarzania obuwia tom I. Politechnika Radomska, Radom
2000
5. Grabkowski M.: Technika wytwarzania obuwia tom II. Politechnika Radomska, Radom
2000
6. Grabkowski M.: Technologia obuwia. Ćwiczenia laboratoryjne. Wyższa Szkoła
Inżynierska w Radomiu, Radom 1982
7. Liszka R., Rerutkiewicz J., Uliasz H.: Cholewkarstwo. WSiP, Warszawa 1990
8. www.leibrock.pl (30.11.07)
9. www.nikta.pl (30.11.07)
10.
Czasopisma fachowe:
1. Przegląd Skórzany (wydania archiwalne),
2. Świat Butów (wydania archiwalne i bieżące).
Wyszukiwarka
Podobne podstrony:
19 Przygotowanie elementów do montażu cholewek
15 Przygotowanie elementów do montażu cholewek
15 Przygotowanie elementów do montażu cholewek
Dokonywanie rozkroju materiałów i przygotowanie elementów do montażu
15 Przygotowanie elementow do m Nieznany
11 Przygotowanie elementów wyrobów skórzanych do montażu
Karty Gotowe T 5 przygotowanie do montażu
Zaczep holowniczy przygotowanie do montażu haka holowniczego
77 przygotowanie do montażu telefonu
PRZYGOTOWANIE DO MONTAŻU
Adobe Photoshop Elements 10 Przygotowanie zdjęcia do publikacji w Internecie
na co nalezy zwrocic uwage przygotowujac uczniow do nowego ustnego egzaminu maturalnego
13 Przygotowanie projektu do EFS podręcznik
21 GIMP Przygotowanie ilustracji do efektu rollover
plan pracy - taktyka - przygotowanie żołnierza do natarcia 29.08.2006 R, Taktyka
PP przygotowanie żołnieża do działania(
więcej podobnych podstron