„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Janina Żurek
Dokonywanie rozkroju materiałów i przygotowanie
elementów do montażu
744[01].Z2.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Małgorzata Korczak
mgr inż. Katarzyna Stępniak
Opracowanie redakcyjne:
mgr inż. Małgorzata Latek
Konsultacja:
mgr inż. Zdzisław Feldo
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 744[01].Z2.02.
„Dokonywanie rozkroju materiałów i przygotowanie elementów do montażu”, zawartego
w modułowym programie nauczania dla zawodu kaletnik. 744[01].
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Organizacja krojowni kaletniczej
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
21
4.1.3. Ćwiczenia
22
4.1.4. Sprawdzian postępów
23
4.2. Ogólne widomości o rozkroju
24
4.2.1. Materiał nauczania
24
4.2.2. Pytania sprawdzające
28
4.2.3. Ćwiczenia
29
4.2.4. Sprawdzian postępów
30
4.3. Ręczny i mechaniczny rozkrój skór
31
4.3.1. Materiał nauczania
31
4.3.2. Pytania sprawdzające
48
4.3.3. Ćwiczenia
49
4.3.4. Sprawdzian postępów
51
4.4. Rozkrój materiałów skóropodobnych i nieskórzanych
52
4.4.1. Materiał nauczania
52
4.4.2. Pytania sprawdzające
57
4.4.3. Ćwiczenia
57
4.4.4. Sprawdzian postępów
60
4.5. Przygotowanie elementów do łączenia
61
4.5.1. Materiał nauczania
61
4.5.2. Pytania sprawdzające
75
4.5.3. Ćwiczenia
76
4.5.4. Sprawdzian postępów
78
4.6. Obróbka i magazynowanie elementów
79
4.6.1. Materiał nauczania
79
4.6.2. Pytania sprawdzające
83
4.6.3. Ćwiczenia
83
4.6.4. Sprawdzian postępów
84
5. Sprawdzian osiągnięć
85
6. Literatura
90
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w opanowaniu wiedzy i umiejętności z zakresu
dokonywania rozkroju materiałów i przygotowania elementów do montażu stosowanych
w procesie produkcji wyrobów kaletniczych.
W poradniku zamieszczono:
1. Wymagania wstępne, czyli wykaz niezbędnych wiadomości i umiejętności, które
powinieneś mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia, jakie powinieneś osiągnąć w czasie zajęć edukacyjnych tej jednostki
modułowej.
3. Materiał nauczania umożliwiający Ci samodzielne przygotowanie się do wykonania
ćwiczeń i zaliczenia sprawdzianów.
4. Pytania sprawdzające wiedzę potrzebną do wykonania ćwiczeń.
5. Ćwiczenia, które umożliwią Ci nabycie umiejętności praktycznych oraz sprawdzenie
wiadomości teoretycznych.
6. Sprawdzian postępów.
7. Zestaw pytań sprawdzających stopień opanowania przez Ciebie wiedzy i umiejętności
z zakresu całej jednostki modułowej.
8. Wykaz literatury, którą możesz wykorzystać do poszerzenia wiedzy.
Wykonując sprawdzian postępów powinieneś odpowiadać na pytanie tak lub nie, co
oznacza, że opanowałeś materiał albo nie.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po przerobieniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Jednostka modułowa ,,Dokonywanie rozkroju materiałów i przygotowanie elementów do
montażu”, której treści teraz poznasz, jest jednym z modułów koniecznych do zapoznania się
maszynami i urządzeniami krojowni, materiałami podstawowymi i pomocniczymi
stosowanymi w produkcji wyrobów, oraz ze sposobami, zasadami i technikami ich rozkroju,
jak również z przygotowaniem elementów do montażu.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni, warsztatach lub w zakładzie produkcyjnym musisz
przestrzegać regulaminów, przepisów bezpieczeństwa i higieny pracy oraz instrukcji
przeciwpożarowych, wynikających z rodzaju wykonywanych prac. Przepisy te poznasz
podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
744[01].Z2
Proces przygotowania
produkcji wyrobów
kaletniczych
744[01].Z2.04
Prowadzenie dokumentacji
technologicznej
744[01].Z2.01
Wykonywanie modeli wyrobów
kaletniczych
744[01].Z2.03
Kalkulowanie kosztów
produkcji wyrobów i usług
744[01].Z2.02
Dokonywanie rozkroju
materiałów
i przygotowanie elementów do
montażu

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
zorganizować stanowisko pracy zgodnie z wymogami bhp i ppoż. oraz ergonomii,
–
scharakteryzować wyroby kaletnicze,
–
rozróżniać materiały podstawowe i pomocnicze stosowane do wytwarzania wyrobów
kaletniczych,
–
stosować badania organoleptyczne do określenia jakości skór gotowych,
–
rozpoznawać podstawowe mechanizmy maszyn i urządzeń,
–
określić zasady bezpiecznej obsługi maszyn stosowanych w kaletnictwie,
–
posługiwać się dokumentacją techniczną i technologiczną,
–
zastosować przepisy bezpieczeństwa i higieny pracy oraz wymagania ergonomii,
–
korzystać z różnych źródeł informacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
sklasyfikować materiały stosowane do produkcji wyrobów kaletniczych,
−
rozróżnić rodzaje materiałów i określić ich przeznaczenie w wytwarzaniu wyrobów,
−
określić zasady i metody rozkroju skór i innych materiałów,
−
sklasyfikować maszyny i urządzenia do rozkroju,
−
wyjaśnić budowę i zasadę działania maszyn do rozkroju,
−
zorganizować stanowisko pracy do rozkroju materiałów i przygotowywania elementów
do montażu,
−
przygotować maszyny do rozkroju skór,
−
dobrać maszyny do obróbki elementów,
−
wyjaśnić budowę i zasadę działania maszyn do obróbki elementów,
−
ocenić sprawność maszyn i urządzeń,
−
ocenić stan techniczny narzędzi,
−
wykonać znakowanie i punktowanie elementów,
−
rozrysować układ topograficzny skóry,
−
rozróżnić kierunki ciągliwości skóry,
−
wykonać ręczny i mechaniczny rozkrój skór oraz materiałów nieskórzanych stosowanych
w kaletnictwie,
−
wykonać rozkrój tworzyw skóropodobnych, tkanin, folii i tworzyw sztucznych różnymi
technikami,
−
wykonać znakowanie i punktowanie wykrojonych elementów,
−
skompletować wycięte elementy,
−
zastosować zasady racjonalnej gospodarki materiałami,
−
określić przydatność odpadów technologicznych,
−
określić czynności technologiczne związane z obróbką elementów,
−
dobrać metody obróbki do rodzaju materiału i konstrukcji wyrobu,
−
ustalić parametry obróbki,
−
wyrównać grubość elementów wyrobów,
−
usunąć uszkodzenia mechaniczne i wady w wykrojonych elementach,
−
skompletować przygotowane elementy,
−
zmagazynować wykrojone elementy,
−
wypełnić dokumentację technologiczną rozkroju materiałów,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
wymagania ergonomii dotyczące rozkroju materiałów i obróbki elementów wyrobów
kaletniczych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Organizacja krojowni kaletniczej
4.1.1. Materiał nauczania
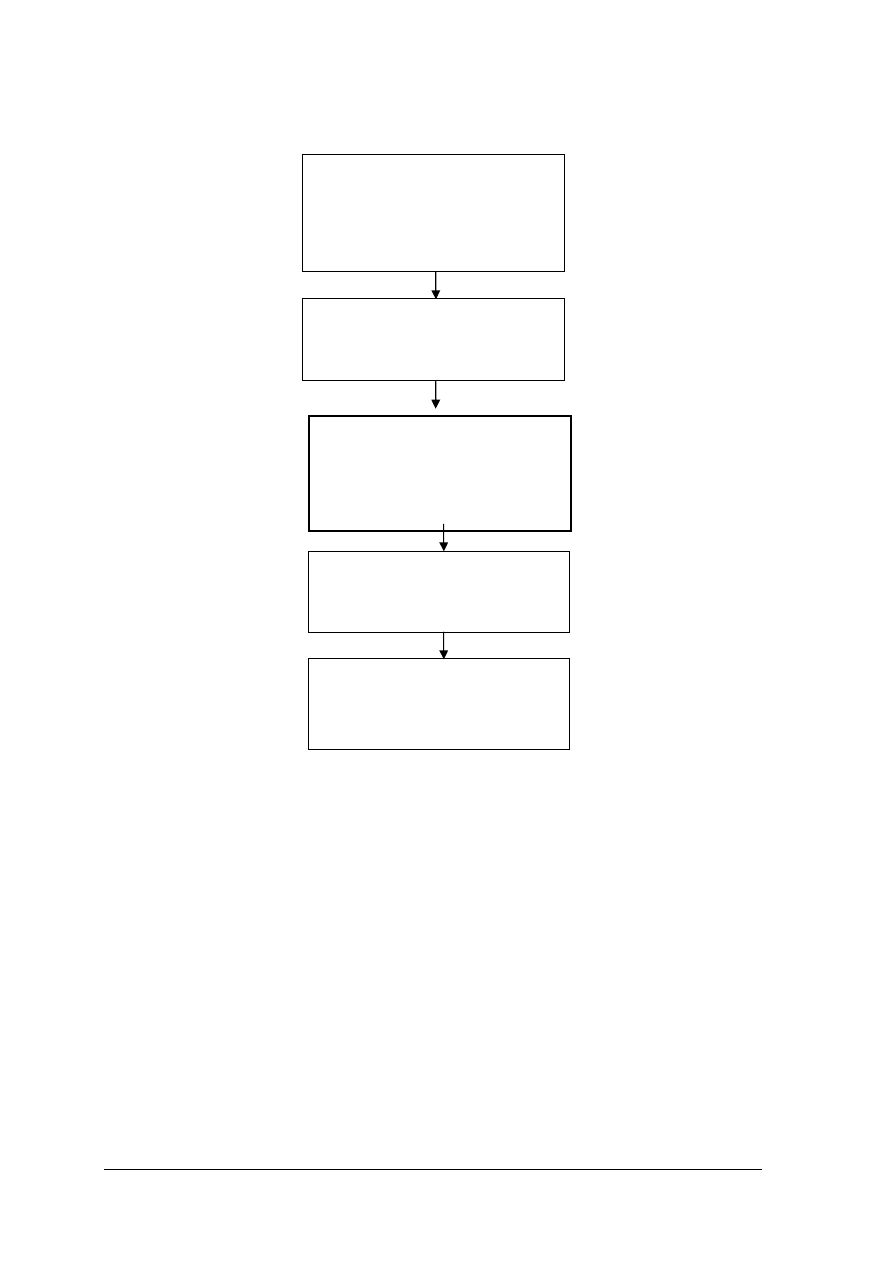
Rozkrój skór i innych materiałów stosowanych do wytwarzania wyrobów kaletniczych
powinien odbywać się w wydzielonych do tego celu pomieszczeniach, a takim
pomieszczeniem jest oddział krojowni (rys. 1).
Wielkość pomieszczeń jak i wyposażenie krojowni kaletniczej zależy od rodzaju produkcji
oraz stopnia mechanizacji zakładu. Pomieszczenia krojowni powinny odpowiadać warunkom
higieny i bezpieczeństwa pracy, to jest powinny być dobrze i wygodnie rozplanowane,
oświetlone, suche, zaopatrzone w należytą wentylację, o przepisowej temperaturze itp.
Rozkroju skór i innych materiałów dokonuje się ręcznie lub mechanicznie.
Do podstawowego wyposażenia krojowni kaletniczej zaliczamy:
−
maszyny i urządzenia, do których zaliczamy: wycinarki, krajarki, gilotyny, nożyce
stołowe,
−
narzędzia: noże, wycinaki, podkłady, kołodki, ostrzałki, przyrządy pomiarowe, przyciski
metalowe, urządzenie do wykrawania pasów,
−
inne urządzenia: stoły, stojaki na skóry, regały jezdne do transportu, ławy do składania
wykrojów, stół do warstwowania, wałek do rozwijania tkanin z beli, wózki do transportu
ręcznego.
Rys. 1. Plan ustawienia stanowisk ręcznych, maszynowych i urządzeń krojowni. [3, s. 79]
Wyposażenie krojowni: 1 - stół do ręcznego rozkroju skór, 2 - stół do krojenia tkanin,
3 - wałek obrotowy do odwijania tkanin z beli, 4 - deseniarka skór, 5 - stojaki na skóry
przeznaczone do rozkroju, 6 - półki na wycięte elementy, 6a - pojemniki na odpady,
7 - wycinarki, 8 - regał na wycinaki, 9 - wózki jezdne do przewożenia wyciętych elementów,
10 - regały do kompletowania elementów, 11 - stolik pod nóż elektryczny, 12 - ostrzałki
mechaniczne, 13 - stolik brygadzisty, 14 - waga dziesiętna.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Powierzchnia stołu do ręcznego rozkroju ma być taka, żeby umożliwiła swobodne
manewrowanie materiałem przeznaczonym do rozkroju, a niezbędne narzędzia pracy można
umieszczać w zasięgu rąk pracownika. Znormalizowane wymiary stołów do rozkroju
wynoszą: długość 150 cm, szerokość 80 cm, wysokość od 80–100cm z możliwością regulacji
w zależności od wzrostu pracownika.
Rozmieszczenie stołów do rozkroju ręcznego oraz maszyn i innych stanowisk roboczych
w krojowni powinno gwarantować bezpieczne warunki pracy i swobodne dojście do każdego
stanowiska.
Przy wycinaniu oraz wykrawaniu części składowych wyrobów kaletniczych niezbędne są
następujące narzędzia i urządzenia:
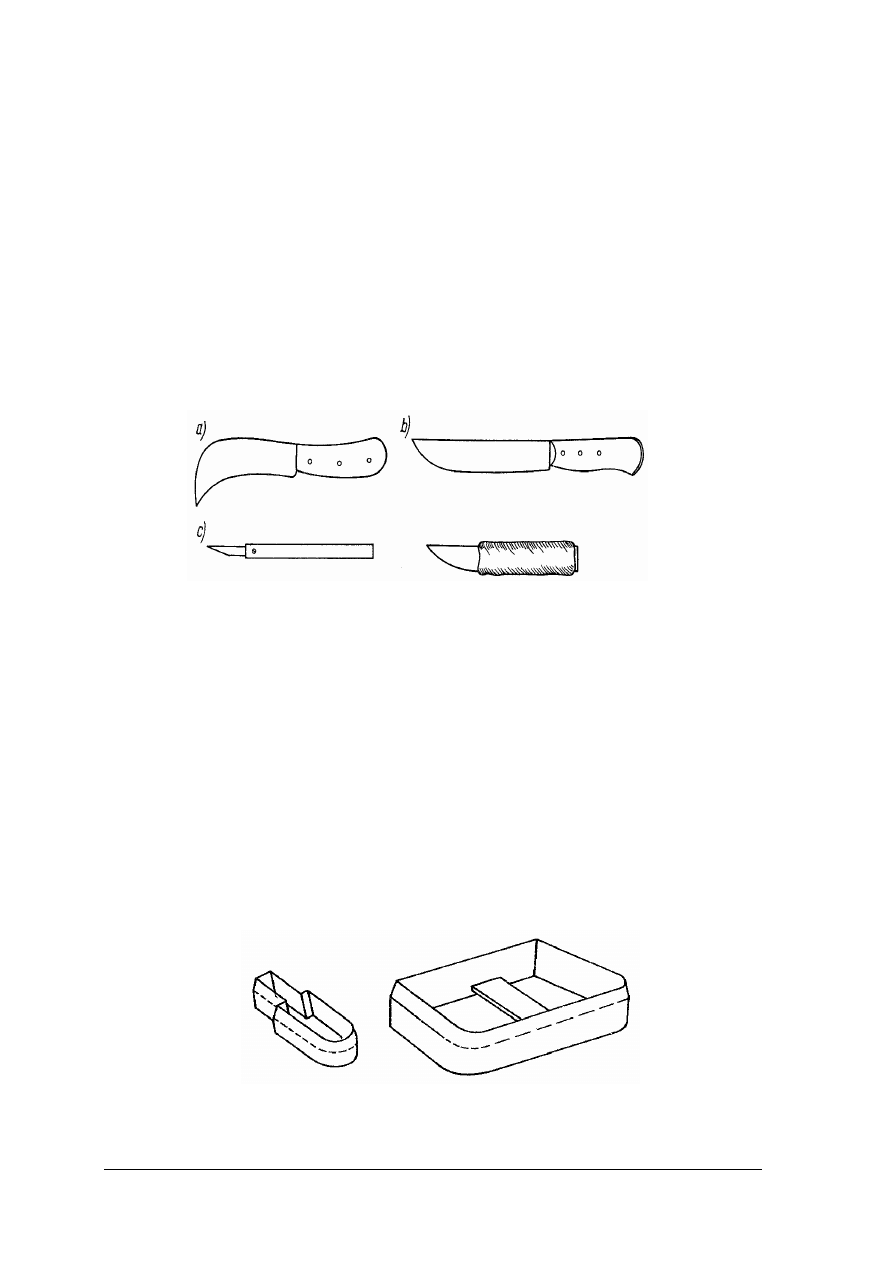
Noże - stosowane są do ręcznego rozkroju (rys.2), wykonane są ze stali nierdzewnej.
Kształt ich zależy od rodzaju i grubości skóry. Noże przeznaczone do rozkroju skór twardych
są zakrzywione, do skór blankowych proste lub półokrągłe, zaś do wycinania elementów ze
skór miękkich i tkanin kaletniczych używa się noży cholewkarskich.
Rys. 2.
Noże do ręcznego rozkroju skór: a) twardych, b) blankowych, c) miękkich [4, s. 22]
Noże powinny być prawidłowo naostrzone i wygładzone, gdyż od tego zależy jakość rozkroju
i bezpieczeństwo pracownika.
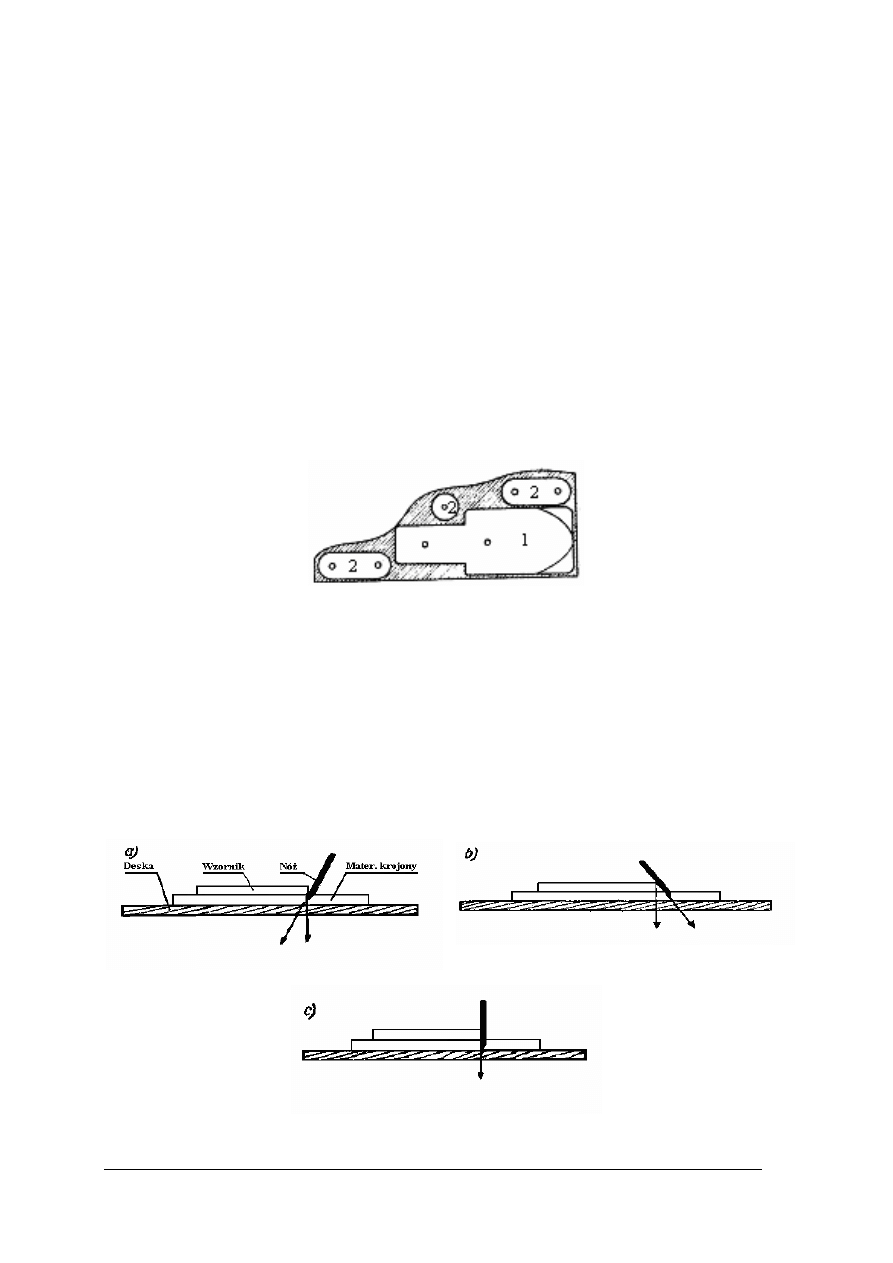
Wycinaki – mają kształty i wymiary odpowiadające wzornikowi części składowej
wyrobu kaletniczego, wykonywane są ze stali narzędziowej stopowej do pracy na zimno. Stal
w postaci taśmy jest cięta na odpowiednią długość, a następnie wyginana na specjalnych
urządzeniach w zależności od kształtu wzornika. Jeden brzeg wycinaka jest zaostrzony od
strony zewnętrznej pod kątem 20–25°. Drugi brzeg jest gładko oszlifowany. Wycinaki
w zależności od rodzaju rozkrawanych materiałów mają różną wysokość:
−
wycinaki do skór cienkich mają wysokość 21mm,
−
wycinaki do rozkroju warstwowego tkanin mają wysokość 58mm.
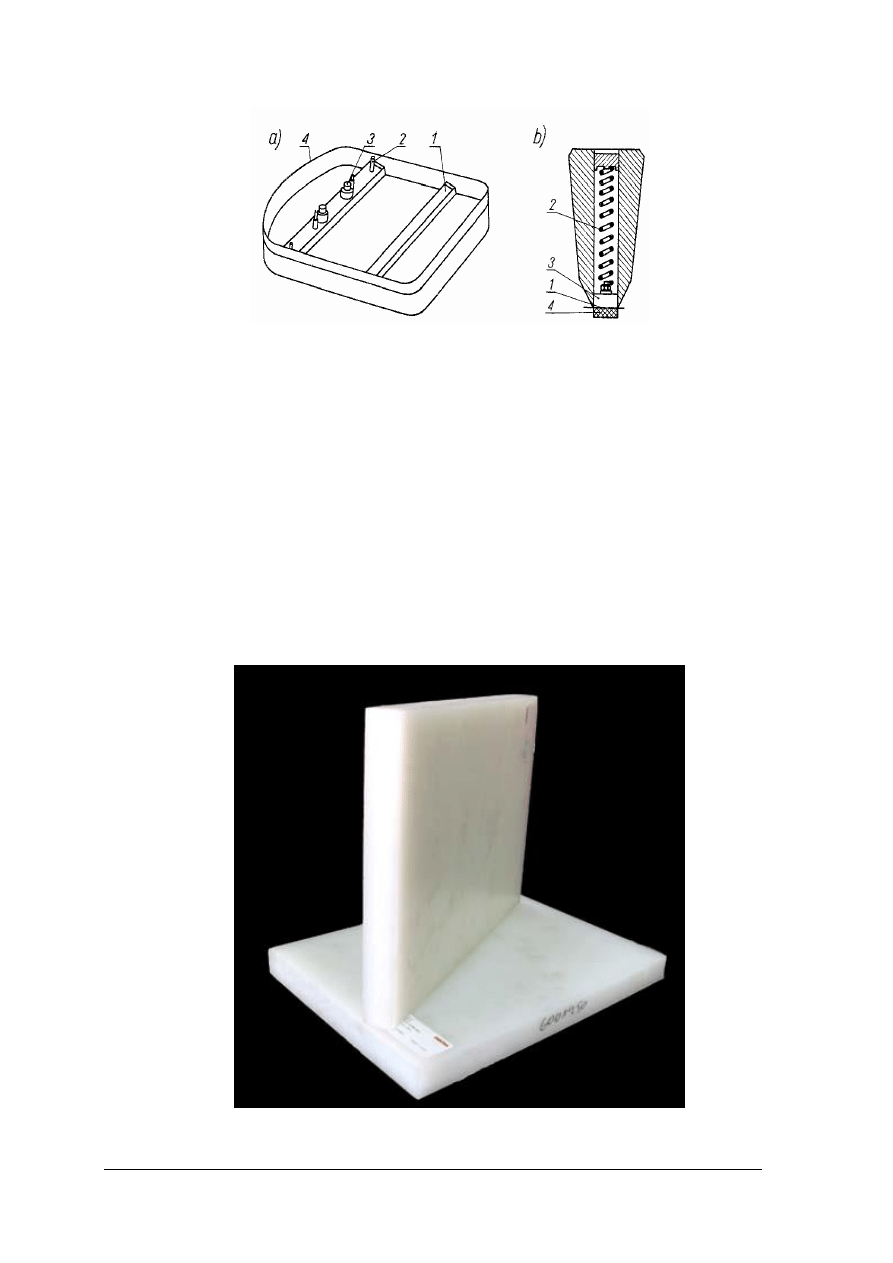
Rozróżniamy dwa rodzaje wycinaków:
−
przelotowe - wykroje usuwa się górą (rys. 3),
−
wyrzutnikowe - wykroje usuwa się dołem w wyniku działania sprężyny (rys. 4).
Rys. 3.
Wycinak przelotowy [4, s.49]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Rys. 4.
Wycinak wyrzutnikowy [4. s.49]
a) widok ogólny,
1- wzmocnienie, 2- nakłuwak, 3 - dziurkacz, 4 - ostrze wycinaka
b) przekrój wycinaka,
1 - ostrze wycinaka, 2 - sprężyna, 3 - płytka wyciskająca, 4 - wycięty i wyciśnięty element
Deski do ręcznego rozkroju – wyrabia się z miękkiego drewna (topoli, lipy, olchy).
Wymiary desek mogą być następujące 48×33×10 cm, 80×48×10cm, 100×63×16 cm.
Powierzchnia ich powinna być równa i gładka bez sęków i zagłębień. Powstałe w czasie pracy
uszkodzenia powierzchni powinno się usunąć przez wyrównanie.
Kloce do rozkroju mechanicznego – mogą być z drewna twardego (dąb, grab, buk),
aktualnie są wycofywane i zastępowane klocami z utwardzonego polichlorku winylu (PCW).
Są znacznie trwalsze od drewnianych, a uszkodzoną powierzchnię można regenerować
w prasach w temperaturze 160-170° C. Najczęściej produkowane są w wymiarach 550×450×
30 mm.
Rys.5. Kloc igielitowy [28]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
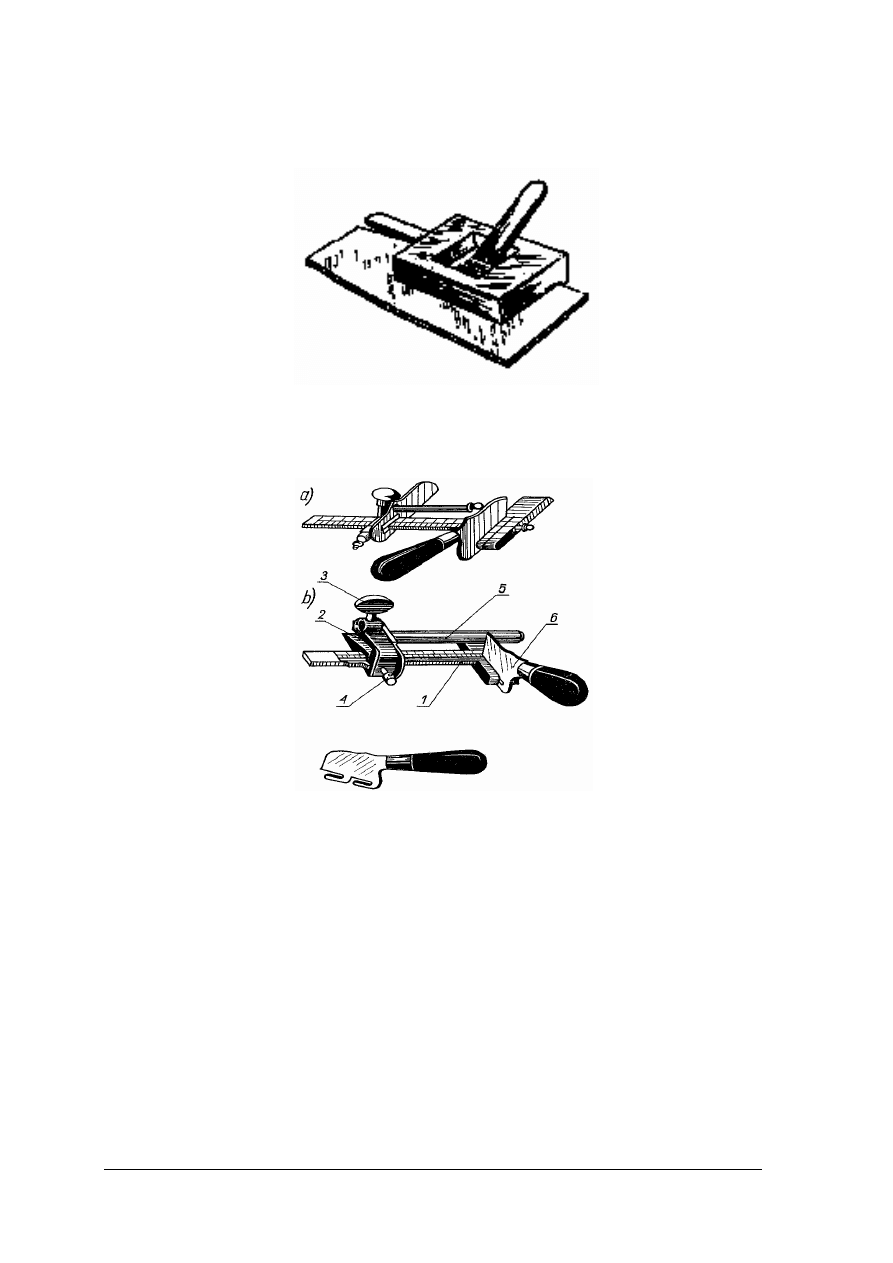
Kołodka – najprostsze urządzenie służące do rozkrawania skór na paski (rys. 6). Jest to
klocek z twardego drewna w kształcie prostopadłościanu, zaopatrzony w uchwyt i wgłębienie
na nóż.
Rys. 6.
Urządzenie do ręcznego wykrawania pasów [4, s. 23]
Udoskonalone urządzenie do wykrawania pasów na tzw. lagi przedstawia (rys. 7).
Rys. 7. Udoskonalone urządzenie do wykrawania pasów [4, s. 23]
a) nóż, b) budowa urządzenia.
1 - kątownik z podziałką, 2 - przyrząd nastawczy szerokości pasa, 3 - śruba mocująca przyrząd,
4 - śruba zaciskowa, 5 - rolka przyciskająca skórę do ramienia kątownika
,
6 - nóż
Ostrzałki – stosowane do ostrzenia noży, najczęściej używane są z kamienia
drobnoziarnistego.
Przyrządy pomiarowe
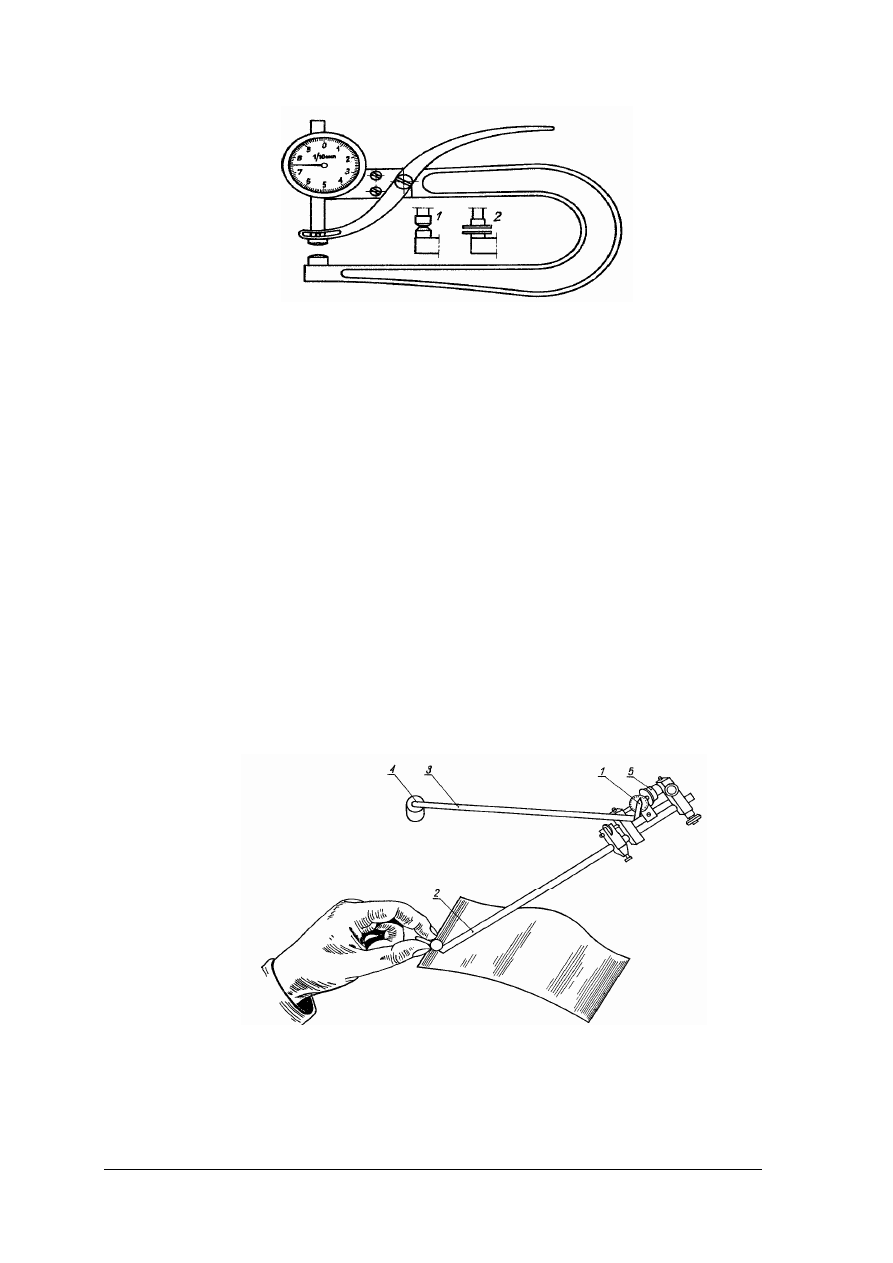
Grubościomierz – przyrząd w kształcie litery U (rys. 8). na końcach ramion znajdują się
dwa przyciski: dolny nieruchomy i górny poruszany dźwignią. Między rozwarte przyciski
wkłada się materiał. Po opuszczeniu dźwigni ruch przycisku górnego przenosi się za pomocą
przekładni na wskazówkę licznika, który wskazuje grubość materiału z dokładnością do
0,1mm. Do pomiaru grubości skór twardych stosuje się grubościomierze o przyciskach
wypukłych, zaś do pomiaru skór miękkich, folii i tworzyw skóropodobnych - o przyciskach
płaskich.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Rys. 8. Grubościomierz [4, s. 33]
1 - przyciski o powierzchni wypukłej, 2 - przyciski o powierzchni płaskiej
Planimetr służy do mierzenia powierzchni skór całych lub krzywoliniowych powierzchni
małych elementów wyrobu. Planimetr Amslera Koradi (rys. 9) składa się z mechanizmu
licznika, ramienia wodzącego i ramienia biegunowego, którego końcówka jest zaopatrzona
w ciężarek w kształcie walca. W środku walca od dołu umocowana jest igła, która w czasie
pomiaru zostaje unieruchomiona po wciśnięciu w mierzony materiał. Drugi koniec ramienia
biegunowego łączy się z mechanizmem licznikowym za pośrednictwem stalowego łącznika
(z przymocowaną do niego kulką). Na przeciwległym końcu ramię wodzące zaopatrzone jest
w igłę ze sprężyną i wodzik, który trzyma się palcami przy prowadzeniu igły po obwodzie
mierzonej powierzchni. Mechanizm licznika składa się z korpusu, koła sumującego, noniusza,
tarczy cyfrowej, śruby mikrometrycznej, drugiego noniusza, kołka oporowego oraz gniazda
do łączenia końca ramienia biegunowego. Aby dokonać pomiaru powierzchni określonego
elementu, należy ramię biegunowe z kulką połączyć z mechanizmem licznika, a następnie
igłę dźwigni biegunowej wcisnąć w mierzony materiał. Po obwiedzeniu wodzikiem konturu
mierzonego elementu wynik pomiaru odczytuje się z tarczy cyfrowej planimetru. Przy
pomiarze dużych elementów igłę ramienia biegunowego wciska się w płaszczyznę
mierzonego elementu, zaś przy pomiarze małych powierzchni – poza nimi. W celu uzyskania
dokładnego pomiaru mierzonego elementu należy dokonać trzech pomiarów, a jako wynik
najbardziej zbliżony do rzeczywistości, podać średnią arytmetyczną.
Rys.9.
Planimetr [4, s. 33]
1 - mechanizm licznika, 2 - ramię wodzące, 3 - ramię biegunowe, 4 - obciążnik, 5 - koło sumujące licznika
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
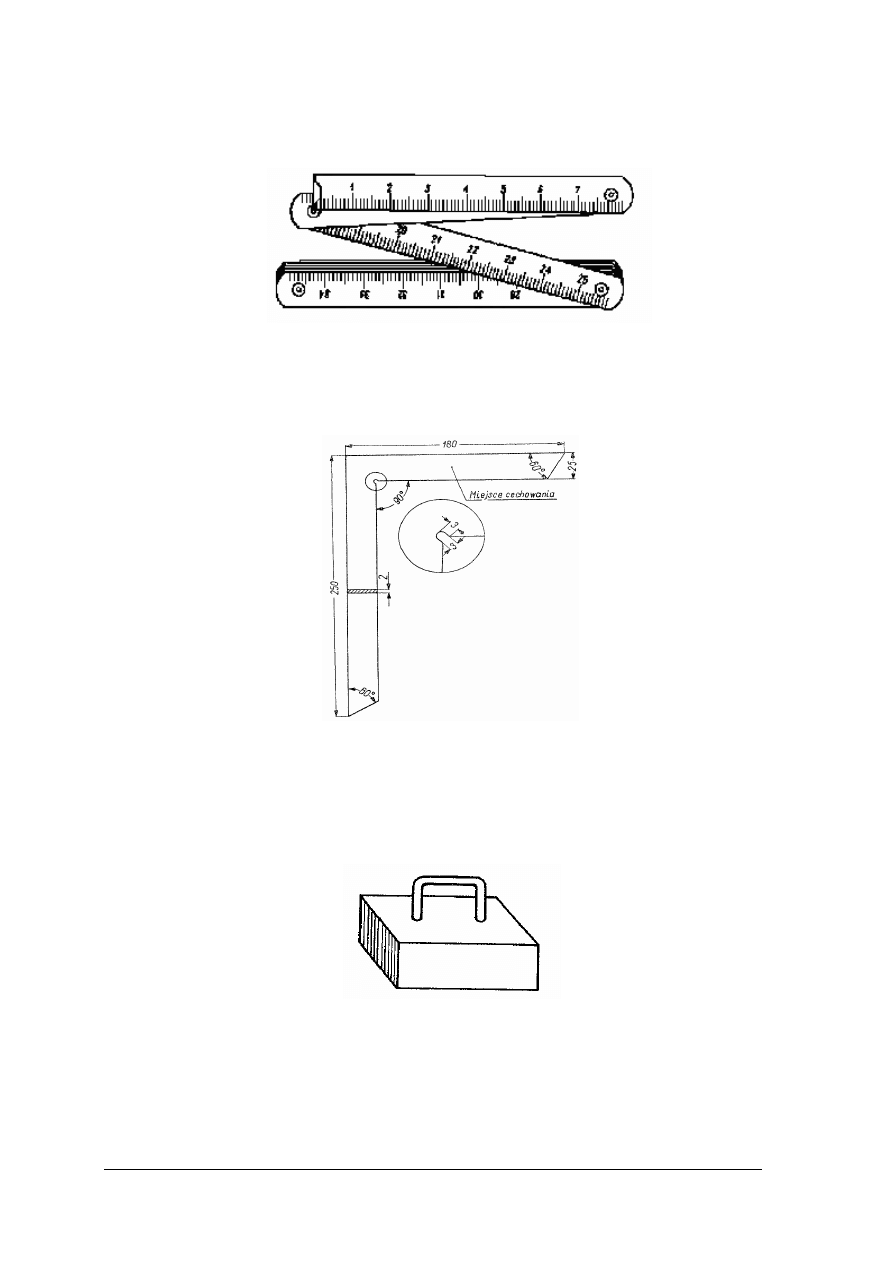
Miarka stalowa (rys.10) jest podstawowym przyrządem pomiarowym stosowanym
w produkcji kaletniczej. Jej długość wynosi 2 m.
Rys.10. Miarka składana [4, s. 31]
Kątownik (rys.11) jest przyrządem pomiarowym wykonanym ze stali. Wymiary ramion
kątowników wynoszą 800×500, 500×350 i 200×130 mm.
Rys. 11. Kątownik stalowy [13, s. 99 ]
Przyciski metalowe (rys.12) – są to okrągłe lub owalne, niekiedy w kształcie
prostopadłościanu, obciążniki o masie 1000-3000g, przeznaczone do zabezpieczania skóry
lub przed przesuwaniem się materiału po desce w procesie ręcznego wykrawania.
Rys.12.
Przycisk metalowy[4, s. 24]
Urządzenia do rozkroju
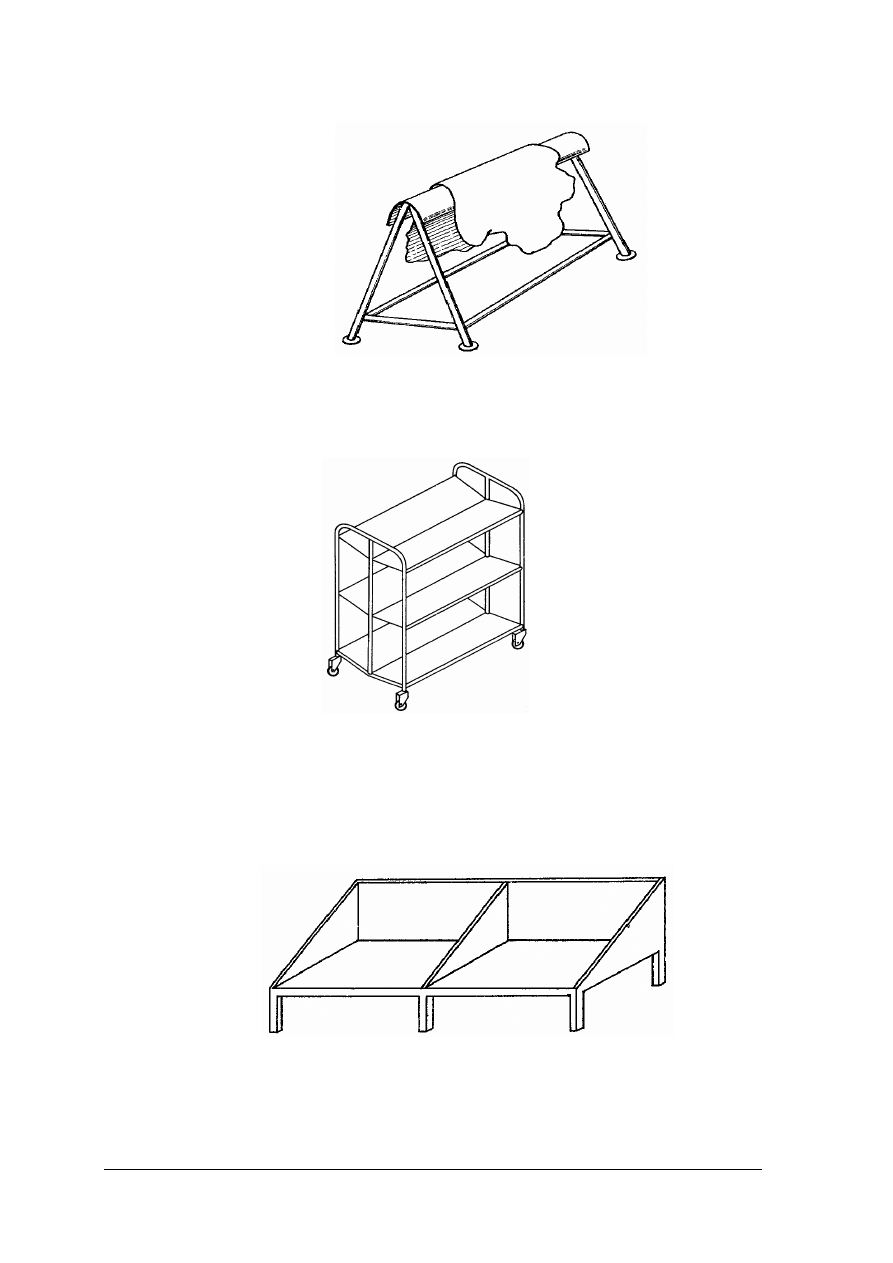
Stojak na skóry – niezbędne wyposażenie na stanowisku wycinania skór wierzchnich,
który służy do podręcznego układania skór potrzebnych bezpośrednio przed wycinaniem
(rys. 13). Stojak ustawia się zawsze po lewej stronie krojczego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys.13. Stojak na skóry [4, s. 57]
Regał jezdny (rys. 14) służy do transportu wewnętrznego w zakładzie. Są to najczęściej
regały na kółkach z półkami służącymi do przewozu wyciętych elementów.
Rys.14. Regał jezdny do transportu wyciętych elementów [4, s. 57]
Ława do składania wykrojów to urządzenie służące do tymczasowego składowania
wyciętych elementów stosowana najczęściej w czasie rozkroju ręcznego (rys. 15). Ławy
umieszcza się zazwyczaj po przeciwnej stronie stołu w stosunku do krojczego.
Rys.15. Ława do składania wykrojów [4, s. 57]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
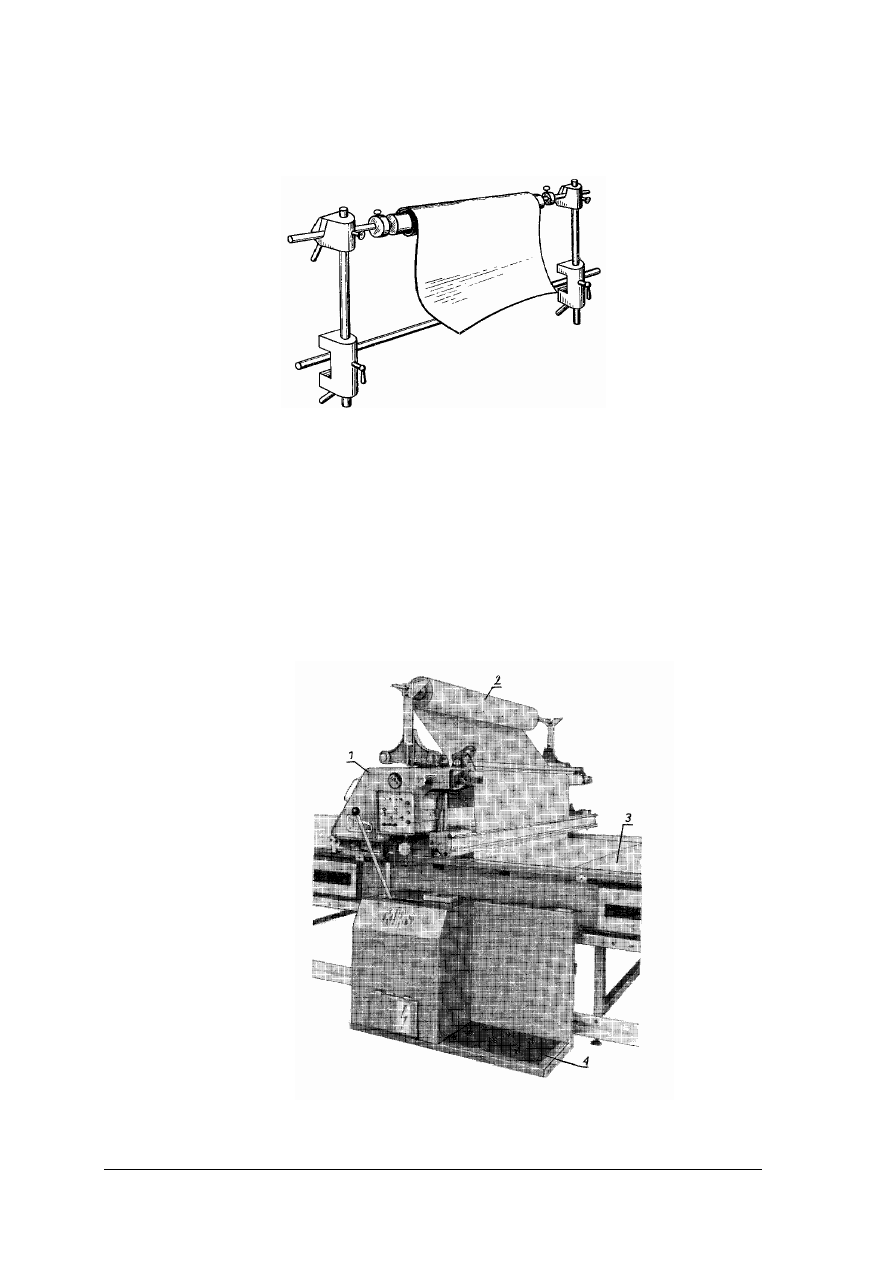
Wałek do rozwijania tkanin z beli (rys. 16) służy do ułatwienia rozwinięcia ciężkich bel
tkanin przy warstwowaniu ich na stole przed rozkrojem. Wałek może być umocowany na
stojaku lub zamocowany do ściany.
Rys. 16. Wałek do rozwijania tkanin z beli [4, s. 57]
Stoły do warstwowania tkanin (rys. 17) – najczęściej jest to urządzenie firmy Svit typ
06071/P2, które składa się ze stołu pokrytego blachą stalową o wymiarach 16,2×1,75 m,
wózka transportującego, podnośnika łańcuchowego do podnoszenia beli materiału oraz
mechanizmu napędowego. Wózek porusza się po szynach stanowiących krawędzie stołu.
Napęd wózka jest przekazywany od silnika za pomocą przekładni ślimakowej oraz linowej.
Na wózku jest przenoszona bela materiału, z której odwija się układany w stos materiał.
Transport beli materiału na wózek odbywa się za pomocą podnośnika łańcuchowego
napędzanego silnikiem elektrycznym. Kierunek transportu beli materiału na wózku reguluje
się przekładnią.
Rys. 17. Maszyna do warstwowania [5, s. 13]
1 - korpus maszyny, 2 - zwój materiału, 3 - stół do warstwowania, 4- wózek dla pracownika

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Przykładem nowoczesnej maszyny do warstwowania jest automatyczna lagowarka Autex
Linea Plus zapewniająca najwyższą jakość warstwowania (rys.18).
Rys. 18. Lagowarka Autex Linea Plus [18]
Dzięki unikalnemu systemowi kontroli naprężenia w sposób szybki i naturalny warstwuje
każdy rodzaj tkaniny i dzianiny.
Cechy charakterystyczne warstwowarek Autex:
−
sterowanie procesorem programowalnym,
−
płynna regulacja prędkości lagowania 0 – 100 m/min,
−
automatyczny czujnik brzegu materiału,
−
detektor automatycznego powrotu do początku lagowania,
−
automatyczne podnoszenie przyrządu lagującego, sterowane czujnikiem laserowym,
−
podawanie tkaniny na pasie podająco – stabilizującym z automatyczną kontrolą napięcia
tkaniny (podawanie beznapięciowe),
−
automatyczne dostosowanie listwy odkrawacza w zależności od prędkości układania,
−
napęd na cztery koła,
−
TFS system eliminacji napięcia wewnętrznego w tkaninie przy podawaniu materiałów
elastycznych,
−
automatyczne zwijanie materiału przy zmianie lagowanej rolki,
−
hamulec bezpieczeństwa w przypadku zaniku napięcia,
−
panel sterowany komputerowo z ciekłokrystalicznym digitalnym ekranem sterującym,
sterowanym przez dotyk,
−
ekran sterowania z informacjami roboczymi w języku polskim,
−
programowanie ilości warstw, długości oraz sposobu warstwowania,
−
możliwość podłączenia sieci komputerowej w celu wysyłania i odbierania wiadomości –
modem.
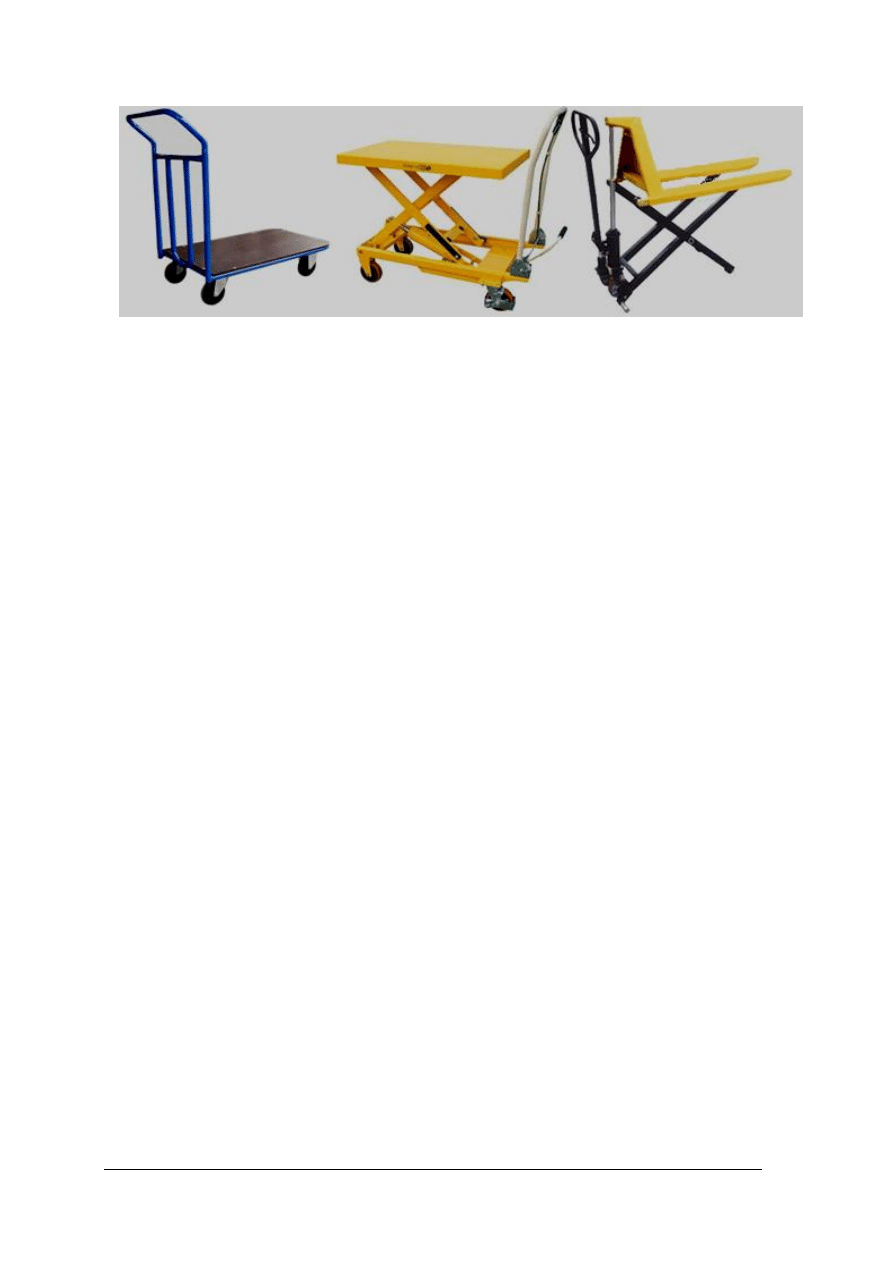
Wózki do transportu: ręczne, windowe lub dźwigniowe (rys.19) służą do transportu
szczególnie tkanin i tworzyw skóropodobnych. Stosowanie tych wózków ma na celu
wyeliminowanie ciężkiej i niebezpiecznej pracy związanej z transportem ręcznym.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
a b c
Rys. 19. Wózki transportowe a) platformowy, b) platformowy podnoszący, c) paletowy nożycowy [29, 30, 31]
Bezpieczeństwo i higiena pracy
Pracownicy zatrudnieni w zakładzie produkcyjny powinni mieć zapewnione bezpieczne
i higieniczne, nieszkodliwe warunki pracy. Całokształtem zagadnień bezpieczeństwa i higieny
pacy na terenie zakładu zajmuje się technik BHP lub pracownik specjalnie wyznaczony do
sprawowania tych obowiązków. Czynnikami mającymi wpływ na bezpieczeństwo i higienę
pracy w zakładzie są: czystość pomieszczeń, właściwa temperatura, oświetlenie, właściwe
rozmieszczenie stanowisk pracy i ich ergonomia.
Dokumentacja rozkroju
Faza rozkroju materiałów jest bardzo ważną częścią całego procesu produkcji. Każdy
krojczy powinien być szczegółowo rozliczany z pobranego materiału. Służy temu starannie
i dokładnie prowadzona dokumentacja rozkroju. Cały komplet dokumentacji powinien być
szczegółowo prowadzony przez mistrza oddziału rozkroju, ponieważ stwarza to warunki do
pełnej kontroli i analizy ekonomiki rozkroju.
Dokumentacja prowadzona przez mistrza rozkroju powinna zawierać:
−
plan wykroju elementów i zestawienie zużycia materiałów,
−
„zlecenia” - zadania dla krojczych,
−
ewidencja obrotów i stany zapasów materiałowych,
−
ewidencja wykrojów przekazanych do następnej fazy,
−
rozliczenie zużycia materiałów krojczych,
−
miesięczne zużycia materiałów.
W oparciu o otrzymany „plan wykroju elementów i zestawienie zużycia materiałów
podstawowych” mistrz rozkroju sporządza plan na dzień następny.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Tab.1.Plany wykroju i ewidencji zleceń [14, s. 47]
Lp.
Data
wykroju
Wzór
wyrobu
Lp. w
zleceniu
krojczego
Nazwa
elementu
Nr
planu
Ilość
sztuk
Nazwisko
krojczego
Podpis
krojczego
Adnotacja
mistrza o
wykonaniu
planu
Podstawowym dokumentem rozkroju jest zlecenie, jakie otrzymuje krojczy na początku
miesiąca. Mistrz oddziału rozkroju wpisuje do poszczególnych zleceń każdego krojczego
zadania i limity na dzień następny na podstawie planu wykroju oraz wydawane i ewentualnie
zwracane ilości materiałów. Po zakończeniu miesiąca mistrz sporządza miesięczne
rozliczenie każdego miesiąca.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Druk ścisłego zarachowania
Polecenie rozkroju Nr ………….
Mistrz rozkroju Ob………………………………zmiana……………………………………
Artykuł…………………………………………………………………………………………..
Skóry ……………………………………………………………………………………………
Planowana norma czasu na jednostkę artykułu …………………………………………………
Data rozpoczęcia produkcji dnia ………………………..…..200…..r.
Data zakończenia produkcji dnia ………………………..….200…..r.
Mistrz rozkroju
………………………
Dowód pobrania Rw Nr ……………………dnia……………….200….r.
Pobrano dodatkowo Rw Nr…………………dnia………….…….200…r.
Wzór
Ilość
jednostek
Norma zużycia
surowca
planowana
rzeczywista
1. Rozliczenie pobranych materiałów
Pobrano Skrojono
Zwroty
Zużycie
na całość
Zużycie na
jednostkę
Lp
Rodzaj
materiałów
mb kg mb
kg
mb kg mb
kg
mb
kg
Ciężar
wykrojów
Odpas Zanik
Technik normowania Mistrz rozkroju
………………………..
…………………
Dowód pobrania Rw Nr ……………………dnia……………….200….r.
Nr ………………………...
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Pobrano dodatkowo Rw Nr…………………dnia………….…….200…r.
Norma zużycia
surowca
Wzór
Ilość
jednostek
szt.
dcm
2
Ia. Rozliczenie pobranych skór
I
II
III
IV
V
Niestand.
Razem
L
p
Treść
zapisu
szt.
dcm
2
szt.
dcm
2
szt.
dcm
2
szt.
dcm
2
szt.
dcm
2
szt.
dcm
2
szt.
dcm
2
kg
1
Pobrano
do
krojenia
Razem
2
Skrojono
Razem
3
Zwrócono
Razem
4
Odpad
Kawałki
5
Zanik
wagi
6
Razem
2+3
7
Razem
2+4+5
Technik normowania Mistrz rozkroju
………………………..
………………………...
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
II Zużycie skór na jednostkę IV Zdanie odpadu do magazynu
Technik normowania
…………………………..
III. Potwierdzenie odbioru zwrotów Potwierdzenie odbioru kawałków
Data ………………….Zw Nr……………
……………………
podpis magazyniera ……………………….
podpis magazyniera
V. Potwierdzenie odbioru wykrojów
Data……………..Pz Nr……………..
……………………
podpis magazyniera
VI. Uwagi dotyczące przebiegu procesu produkcyjnego
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………
…………………………………
Technik normowania Mistrz rozkroju
……………………. …...…………………
Kierownik Planowania i Rozliczeń Kierownik Wydziału
…………………………………. ……………………….
Data
Zw
Nr
Klasy
kg
Ogółem
Ilość
jedn
Ilość skór
w jedn.
dcm
2
kg
Ogółem
Średnio
na jedn.
Data
Zw Nr
szt.
dcm
2
kg
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Mistrz oddziału rozkroju pobierając materiały ewidencjonuje przychody w zeszycie
prowadzonym według wzoru.
Tab. 2.Przykładowy wzór ewidencji [14, s. 49]
Przych.
z mag.
Wydawanie
krojczym
Zwrot
krojczych
Zwrot
do
magazy
nu
Stan
Uwagi
Lp. Data
S
ta
n
ub
.
m
ie
si
ą
ca
N
r RW
Ilo
ść
N
r z
le
ce
n
ia
po
z
y
cja
N
az
wi
sko
G
at
u
n
ek
Ilo
ść
N
az
w
is
ko
Ilo
ść
nr
ZW
Ilo
ść
B
ie
żą
cy
Mistrz oddziału rozkroju, wydając krojczym materiały, wpisuje ilości do zlecenia.
Z różnych przyczyn, a szczególnie na skutek niskiej jakości materiałów lub słabych
kwalifikacji krojczych, zachodzą przypadki braku materiału do wykrojenia kompletu
zapisanych w zleceniu elementów. Obowiązkiem mistrza jest zbadanie przyczyny,
wyciągnięcie wniosków i wydanie brakującej ilości materiałów. Wydając dodatkową ilość,
wpisuje ją do zlecenia oraz do ewidencji obrotów, zaznaczając w uwagach dodatkowe
pobranie. Po wykonaniu zadań miesiąca krojczy zwracają mistrzowi zlecenie i ewentualnie
ilość zaoszczędzonych materiałów, co zostaje wpisane do zlecenia i ewidencji obrotów. Jeśli
z różnych przyczyn oddział rozkroju nie będzie w stanie wykroić rozpisanych na dany
miesiąc elementów, pozostawia się materiał w stanie robót w toku.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. W jakim oddziale powinien odbywać się rozkrój materiałów?
2. Jakie znasz urządzenia do rozkrawania skór na pasy?
3. Jakie narzędzia stosujemy przy rozkroju ręcznym?
4. W jakim celu prowadzona jest dokumentacja rozkroju?
5. Jaką dokumentację prowadzi mistrz oddziału rozkroju?
6. W jakie narzędzia podstawowe powinien być wyposażony oddział krojowni?
7. Jakie urządzenia i przyrządy pomiarowe powinny znajdować się na krojowni?
8. Z jakich materiałów wykonuje się wycinaki?
9. Z jakich materiałów wykonuje się kloce do mechanicznego rozkroju?
10. Wymień wyposażenie krojowni kaletniczej?
11. Jak zbudowane są stoły do uwarstwienia tkanin?
12. Z jakiego drewna wykonuje się kloce i deski do rozkroju?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.1.3. Ćwiczenia
Ćwiczenie 1
Wykonaj rysunek schematyczny przedstawiający prawidłowy plan ustawienia stanowisk
ręcznych, maszynowych i urządzeń krojowni kaletniczej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat zorganizowania oddziału
rozkroju,
2) zorganizować wycieczkę do zakładu produkcyjnego na krojownię,
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) przygotować papier do rozrysowania schematu krojowni,
5) przygotować przybory do rysowania,
6) wykonać schemat planu krojowni.
Wyposażenie stanowiska pracy:
– stół do wykonania ćwiczenia,
– papier do wykonania schematu,
– przybory do pisania i rysowania,
– dzienniczek praktyk,
– literatura z rozdziału 6.
Ćwiczenie 2
Dobierz narzędzia do ręcznego rozkroju skór miękkich i twardych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat narzędzi do ręcznego
rozkroju skór,
2) dobrać odpowiednie narzędzia do rozkroju skór miękkich i twardych,
3) porównać i uzasadnić różnice w dobranych narzędziach,
4) wyciągnięte wnioski zapisać w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
– noże,
– deski,
– przyciski metalowe,
– zeszyt ćwiczeń,
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 3
Dobierz narzędzia do mechanicznego rozkroju skór.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat doboru narzędzi do rozkroju
tkanin,
2) dobrać odpowiednie narzędzia do rozkroju maszynowego skór,
3) uzasadnić dokonany dobór narzędzi,
4) wyciągnąć wnioski i zapisać je w zeszycie ćwiczeń.
Wyposażenie stanowiska pracy:
–
wycinaki,
–
kloce,
–
zeszyt ćwiczeń,
–
przybory do pisania,
–
literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić gdzie powinien przebiegać rozkrój materiałów?
¨
¨
2)
wymienić co powinno znajdować się w oddziale rozkroju?
¨
¨
3)
wymienić narzędzia stosowane w krojowni?
¨
¨
4)
omówić jak zbudowane są stoły do uwarstwienia tkanin?
¨
¨
5)
określić z jakich materiałów wykonane są deski i kloce do
rozkroju?
¨
¨
6)
jakie rodzaje noży są stosowane do rozkroju skór miękkich
i twardych?
¨
¨
7)
omówić jaki rodzaj dokumentacji prowadzi mistrz na wydziale
rozkroju?
¨
¨
8)
dobrać narzędzia do ręcznego rozkroju skór?
¨
¨
9)
wymienić i omówić przeznaczenie przyrządów pomiarowych?
¨
¨
10) zaprojektować krojownię kaletniczą dla dużej produkcji?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.2. Ogólne wiadomości o rozkroju
4.2.1. Materiał nauczania
Rozkrojem nazywa się zespół czynności technologicznych, których celem jest podział
materiałów płaskich (skór, folii, tkanin, tektury np.) na części o określonych wymiarach
i konturach. Rozkrój skór i materiałów nieskórzanych może odbywać się ręcznie przy użyciu
noży lub prostych urządzeń, albo mechanicznie za pomocą wycinarek i wycinaków, krajarki
pasów, oraz krajarki taśmowej, które zostaną omówione później. W wyniku rozkroju
uzyskuje się więc elementy wyrobów kaletniczych, jak np. korpusy, spody, klapy, paski.
Rozkrój ręczny stosuje się jeszcze w wielu zakładach, ale względy ekonomiczne
i technologiczne zalecają stosowanie wycinania mechanicznego, szczególnie w produkcji
seryjnej. Względy uzasadniające wyższość wycinania mechanicznego nad wycinaniem
ręcznym często zwanym wykrawaniem:
−
czystość konturów,
−
niższa pracochłonność w czasie wycinania,
−
mniejsza ilość odpadów,
−
lepsza jakość wyrobów, gdyż wycinak nie zakrywając materiału umożliwia ominięcie
skaz i uszkodzeń na powierzchni wyciętych elementów.
Materiały stosowane do produkcji wyrobów kaletniczych ogólnie dzieli się na
podstawowe i pomocnicze. Do materiałów podstawowych zaliczamy: skóry naturalne,
materiały skóropodobne, tkaniny.
Wśród materiałów pomocniczych, które podlegają rozkrojowi, wyróżnia się: materiały
papiernicze i podkładowe.
Podstawowym surowcem stosowanym w produkcji wyrobów kaletniczych są skóry:
bydlęce, cielęce, końskie, świńskie, kozie, dwoiny i w mniejszej ilości, z powodu wysokiej ceny,
skóry zwierząt egzotycznych np. krokodyli, węży, jaszczurek, ryb i płazów. Skóry te są
garbowane najczęściej metodą chromową, roślinną, chromowo-roślinną lub syntanowo-roślinną.
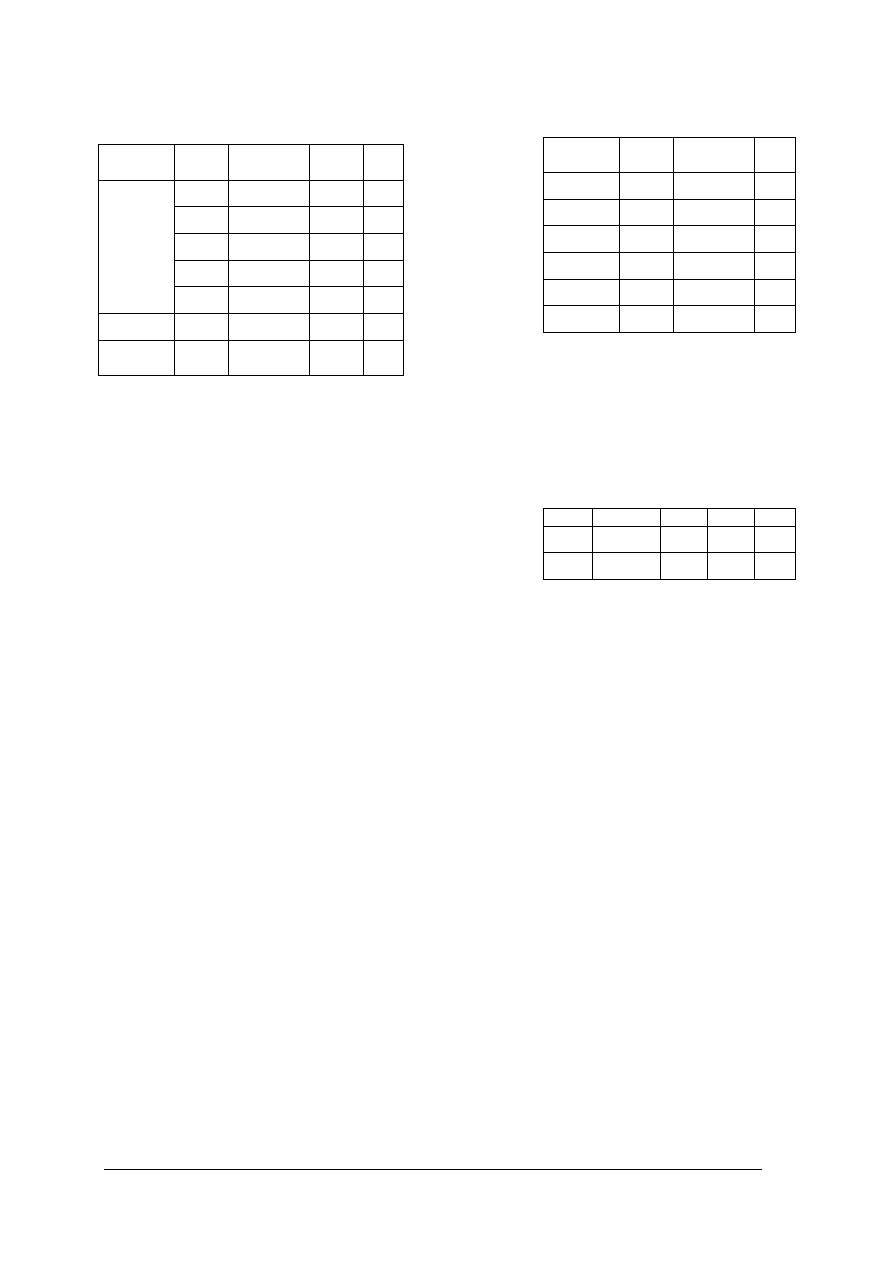
Tabela 3
Rodzaj skór i ich przeznaczenie w wyrobach kaletniczych [2, s. 37]
Rodzaj skóry
Sposób
garbowania
Powierzchnia
średnia w dm
2
Grubość
średnia
w mm
Przeznaczenie
Cielęce
chromowy
60 ÷ 100
0,6 ÷ 1,2
portfele, portmonetki,
torebki damskie,
teczki aktówki
220 ÷ 320
chromowy
130 ÷ 160
1,0 ÷ 2,2
Torby damskie,
gospodarcze
i podróżne oraz walizy
Bydlęce całe
połówki
roślinny
220 ÷ 320
1,6 ÷ 3,0
Walizy, pasy i futerały
np. fotograficzne
Końskie przody
chromowy
160 ÷ 240
0,8 ÷ 1,6
Torebki damskie,
podróżne, portmonetki
i drobne wyroby
kaletnicze, jak etui
Świńskie
chromowy
i roślinny
60 ÷ 120
0,7 ÷ 1,6
Teczki biurowe
i podróżne, torebki
damskie
i gospodarcze, waliz
i nesesery, portfele,
portmonetki i drobne
wyroby
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Kozie
chromowy
35 ÷ 80
0,5 ÷ 0,8
Wyborowe torebki
damskie, portfele,
portmonetki, etui np.
Bydlęce dwoiny
chromowy
i roślinny
od 30
1,5 ÷ 3,0
Teczki szkolne
i tornistry, torby
gospodarcze; drobne
wyroby kaletnicze
Naturalne skóry
wężów, jaszczurek
i krokodyli
chromowy
i roślinny
Grubość i powierzchnia zróżnicowane
w zależności od gatunku zwierzęcia
Luksusowe torebki
damskie, portfele, etui,
portmonetki, paski do
zegarków np.
Ogólne zasady rozkroju skór
W czasie wycinania części składowych wyrobu ze skóry uwzględnia się
charakterystyczne właściwości skór:
−
zwartość tkanki,
−
ciągliwość skóry,
−
grubość skóry.
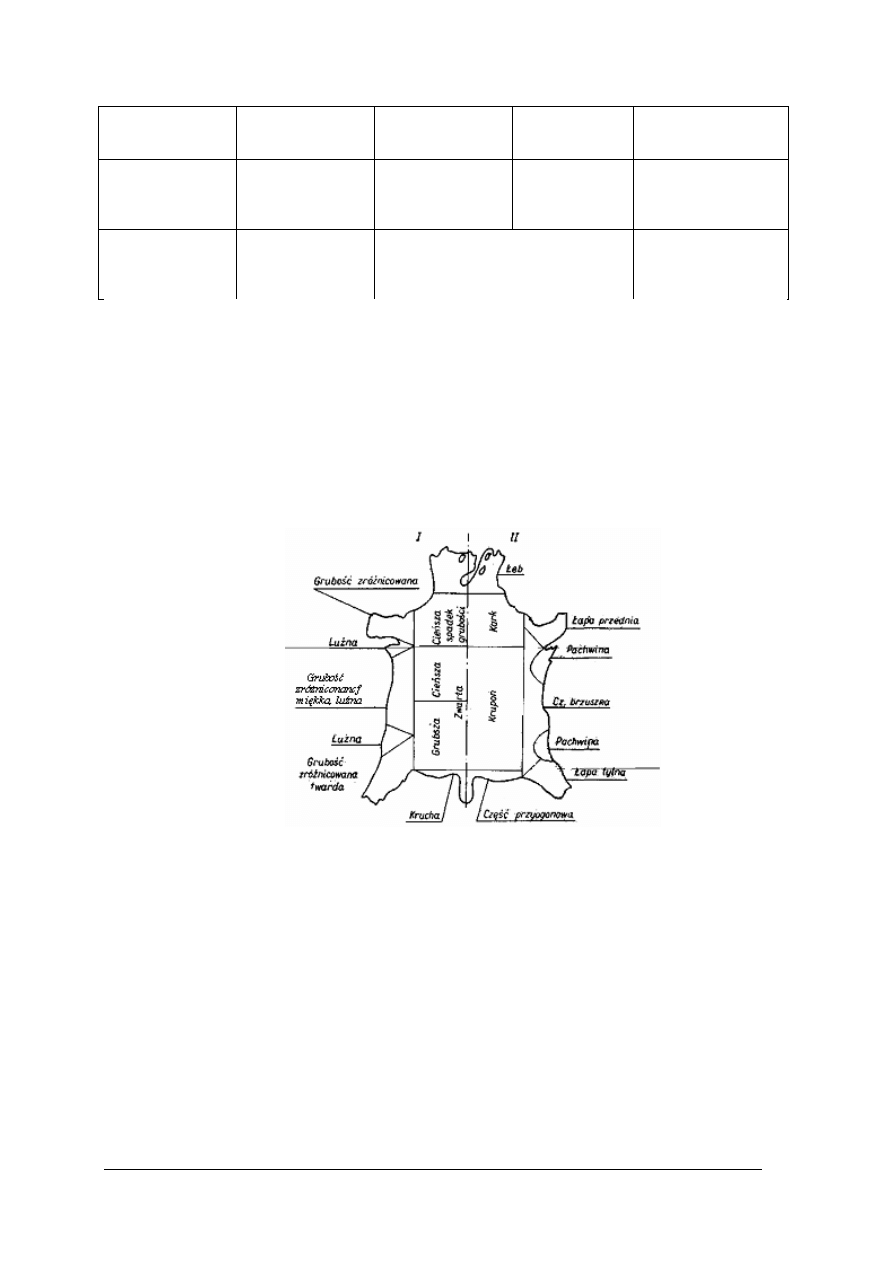
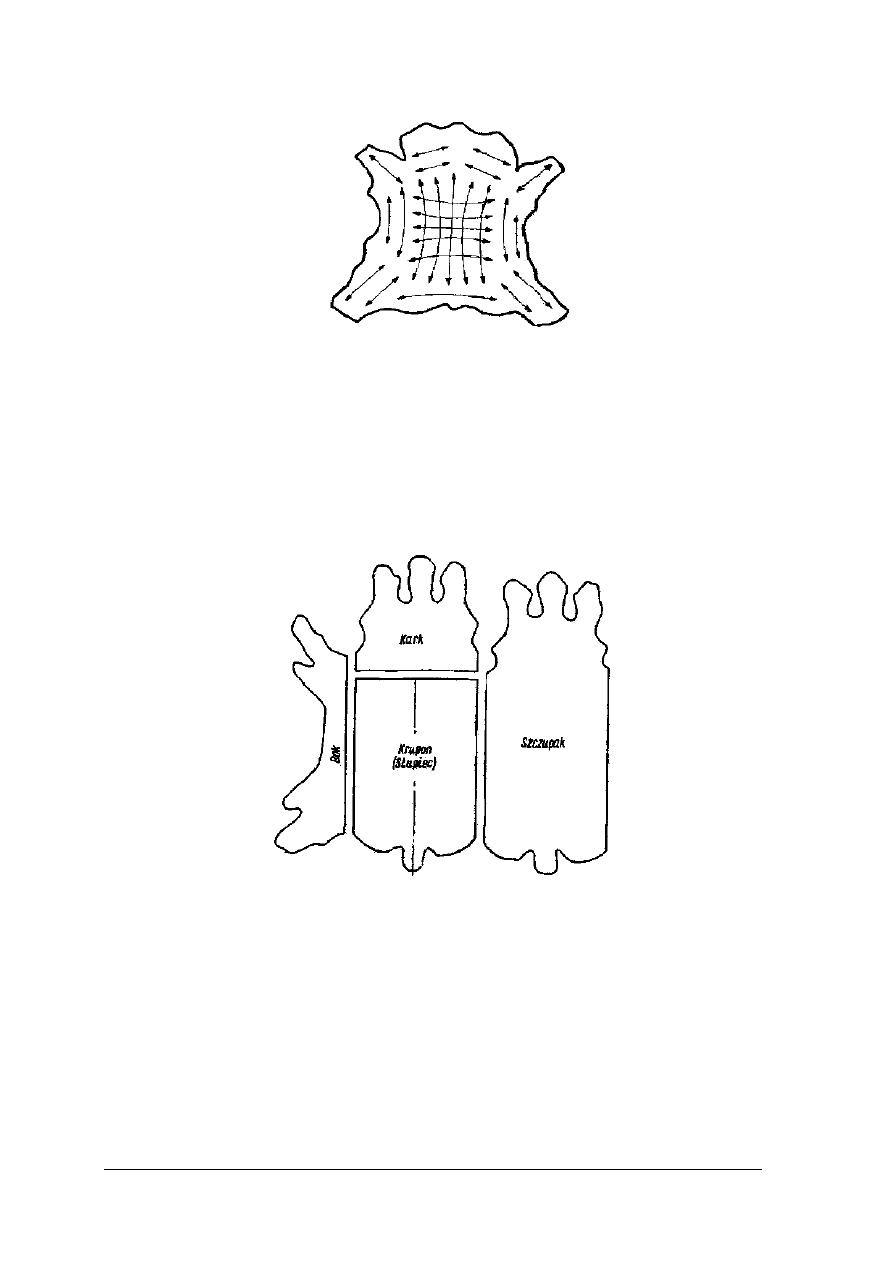
Należy pamiętać o tym, że grubość skóry określonego rodzaju zależy od jej układu
topograficznego (rys. 20).
Rys.20. Charakterystyka topograficzna skóry bydlęcej: [3, s. 65]
I – charakterystyka tkanki skórnej, II – oznaczenie części topograficznych.
W części grzbietowej (kruponowej), skóra jest najgrubsza i równomierna, w karku
najczęściej cieńsza (skóry z byków stanowią wyjątek) i zarazem luźniejsza, boki zaś
wykazują wyraźny spadek grubości, natomiast tylne łapy i część przyogonowa mają
nierównomierną grubość i dodatkowo kruchość tkanki.
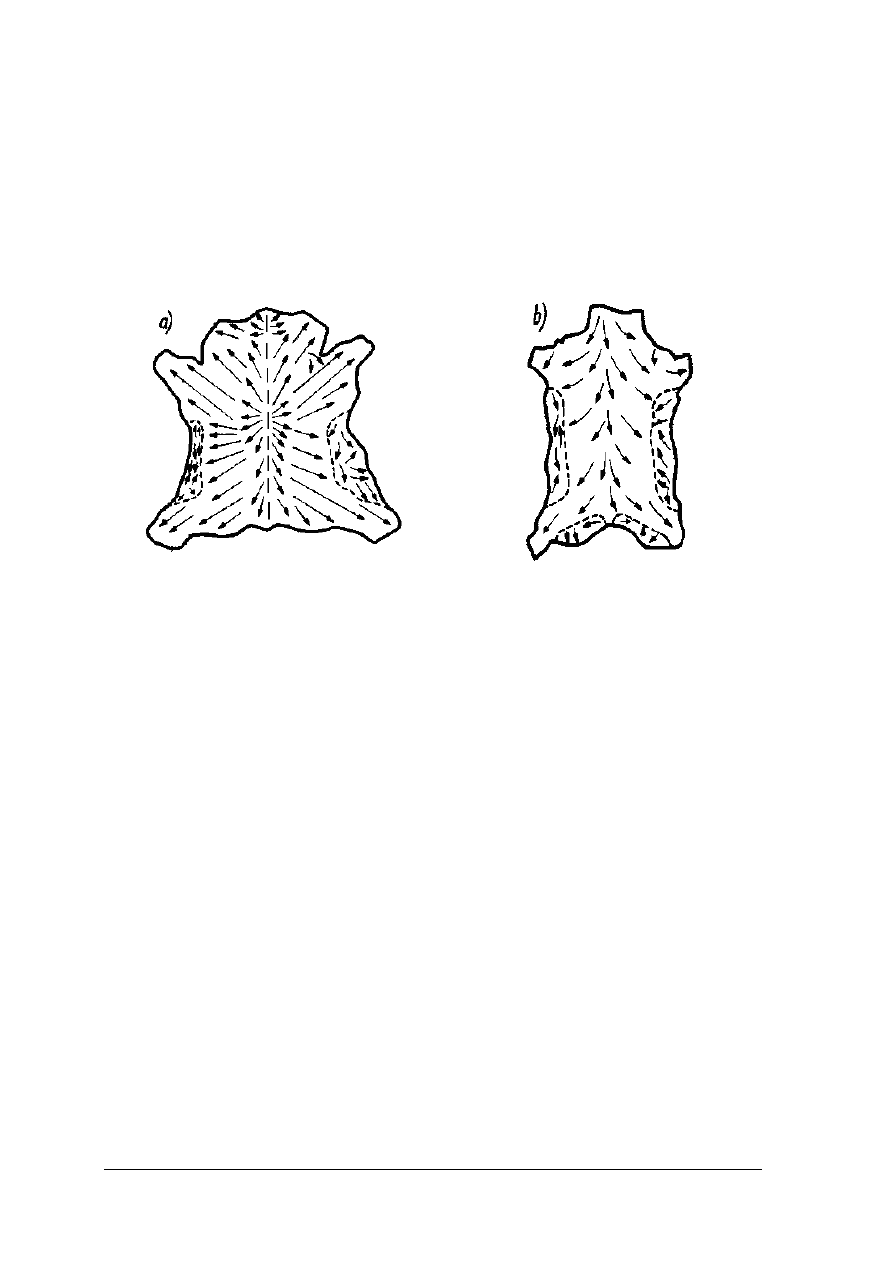
Podczas rozkroju należy pamiętać o kierunkach ciągliwości, gdyż ma to wpływ na jakość
wyciętych elementów oraz o tym, że skóry wycinamy pojedynczo. Kierunki ciągliwości skór,
niezależnie od rodzaju, sposobu garbowania, lub wykończenia są stałe. Na przykładzie skóry
cielęcej pokazano kierunki ciągliwości (rys. 21). Strzałki wskazują, że najmniejszą ciągliwość
wykazuje część grzbietowa skóry, nie tylko w kierunku podłużnym, ale i w poprzecznym,
boki i łapy w kierunku poprzecznym do środka skóry, a kark wzdłuż jarzm.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Rys. 21. Kierunki najmniejszej ciągliwości skóry cielęcej. [3, s. 66]
Zasady rozkroju skór całych, welurowych i skór zwierząt egzotycznych
Do zakładu produkcyjnego lub pracowni kaletniczych najczęściej dostarczane są skóry
całe lub połówki, które są przeznaczane do rozkroju na elementy wyrobów kaletniczych. Po
odcięciu boków skóry bydlęcej otrzymana część środkowa z karkiem nazywana jest
szczupakiem(rys. 22).. Skóry te wycina się lub rozkrawa podobnie jak skóry całe, od strony
lewej do prawej.
Rys. 22. Otrzymywanie szczupaka po rozkroju topograficznym. [3, s. 62]
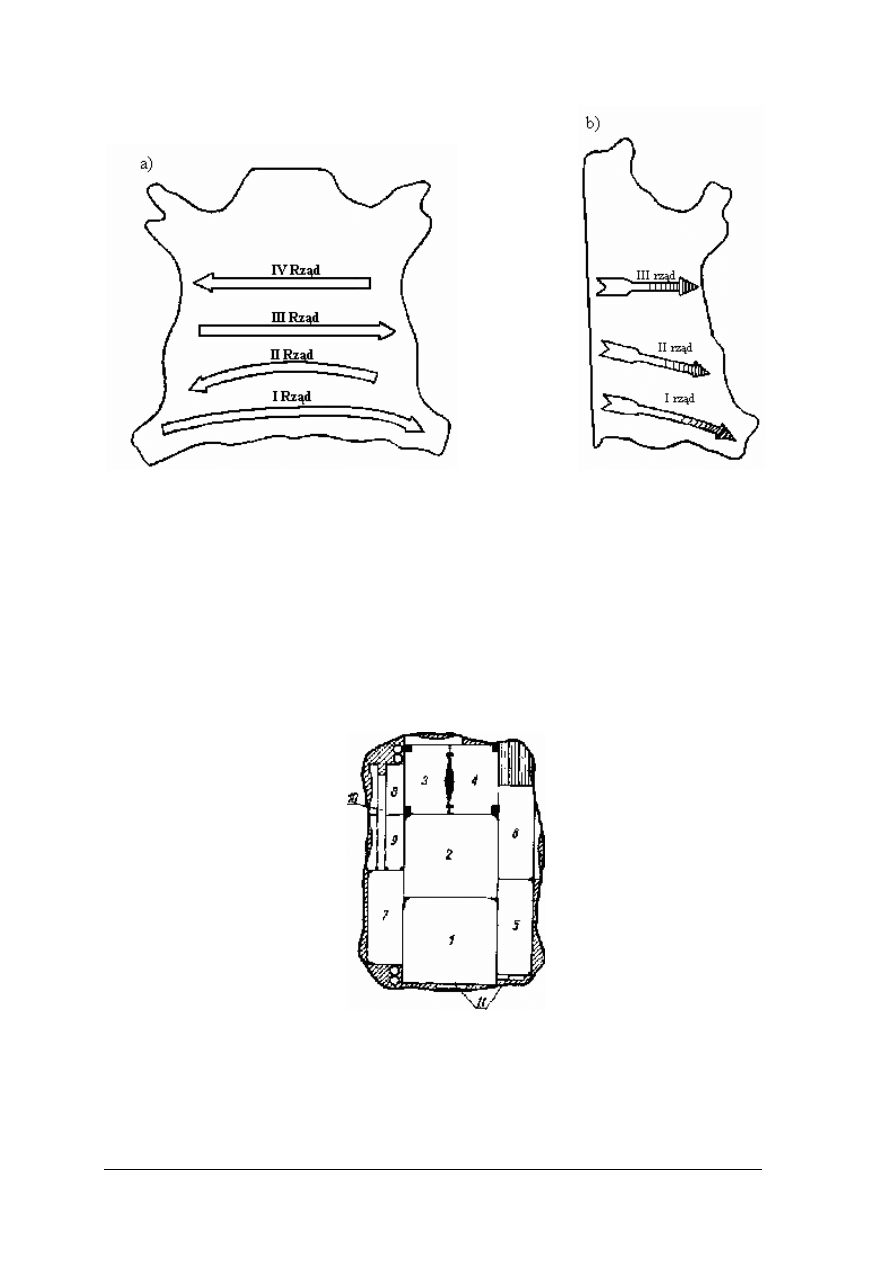
Rozkrój skór całych jest bardzo trudny ze względu na duże zróżnicowanie topograficzne.
Wycinanie elementów wyrobów z całych skór rozpoczyna się od lewej tylnej łapy i prowadzi
szeregowo aż do części karkowej, do całkowitego wykorzystania skóry. Całych skór nie
należy rozkrawać od środka tj. od kruponu, gdyż odpad powstawałby po obu bokach skóry.
Połówki skór boksów bydlęcych wycina się od linii grzbietowej, w kierunku lewej lub prawej
łapy, w zależności od tego, czy jest to lewa czy prawa połówka skóry.
Według tych samych zasad wycina się i rozkrawa również inne skóry np. cielęce, kozie
(rys. 23).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Rys. 23. Zasada rozkroju skóry bydlęcej [1, s. 116]
a – całe, b – połówki
Rozpoczęcie rozkroju od linii grzbietowej uzasadnia się koniecznością wykorzystania
najwartościowszej części skóry na elementy podstawowe wyrobu. W przemyśle skórzanym
duże zastosowanie znajdują również połówki przodów końskich. W skórach końskich już
w surowcu odcina się część przednią od zadniej.
Zasady rozkroju skór świńskich są takie same jak dla skór całych. Ze skór świńskich, na
wyroby kaletnicze przeznacza się całą część kruponową i część karku (rys. 24). Skóry te są
nadal podstawowym materiałem do wyrobu wielu wyrobów kaletniczych np. aktówek, teczek,
torebek damskich i innych drobnych wyrobów.
Rys. 24. Racjonalny rozkrój kruponu świńskiego na części składowe teczki szkolnej [3, s. 62]
1, 2 – główne części teczki, 3, 4 – kieszenie teczki, 5, 6, 7 – podklapy, 8, 9 – boki, 10 – paski na rączki,
11 – paski na wsuwki,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Zasady rozkroju skór welurowych są analogiczne do rozkroju skór wykończonych od
strony lica. Podczas wycinania welurów należy zwrócić uwagę na kierunek ułożenia włókien
oszlifowanej mizdry skóry. Kierunek ten jest zgodny z kierunkiem ułożenia torebek
włosowych. Ułożenie włókien sprawdza się dłonią. Podczas gładzenia włókien zgodnie z ich
kierunkiem barwa skóry nie zmienia się, przy odwrotnym ruchu barwa otrzymuje ciemniejszy
odcień. Skórę należy rozkrawać tak, aby włókna w zasadniczych elementach wyrobu układały
się w jednym kierunku (rys. 25). Welury kozie, cielęce są garbowane i wykończone
w całości, welury świńskie w postaci kruponów, natomiast bydlęce najczęściej w połówkach.
Rys. 25. Układ włókien na welurze: [3, s. 63]
a – cielęcym, b – kozim.
Skóry zwierząt egzotycznych stanowią cenny surowiec do produkcji luksusowej
galanterii oraz torebek damskich. Z powodu braku odpowiedniej ilości tego surowca na rynku
krajowym, spotyka się najczęściej imitację uzyskiwaną przez wytłaczanie na skórach
świńskich deseni lica niektórych skór. Ze względu na wysoką cenę skór z gadów i płazów ich
zużycie jest ograniczone. Rozkrawa się je jak całe skóry. Dodatkową trudność
w czasie manipulowania wzornikami sprawia charakterystyczny rysunek lica.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Wyjaśnij, co nazywamy rozkrojem?
2. W jaki sposób może odbywać się rozkrój skór?
3. Jakie właściwości skór uwzględnia się podczas rozkroju?
4. Wymień części topograficzne skóry bydlęcej?
5. Wyjaśnij, czy skóry można wycinać warstwowo?
6. Wyjaśnij, czy kierunki ciągliwości skóry, mają znaczenie podczas rozkroju?
7. Jak dzieli się materiały podstawowe stosowane w wyrobach kaletniczych?
8. Jakie znasz najważniejsze zasady rozkroju skór?
9. Jakimi metodami są garbowane skóry stosowane do wytwarzania wyrobów kaletniczych?
10. Od którego miejsca topograficznego należy rozpocząć rozkrój skór całych?
11. W jaki sposób otrzymuje się część topograficzną skóry zwaną szczupak?
12. Jakie części topograficzne występują w skórach końskich?
13. Jak dokonuje się rozkroju połówek skór?
14. Jak sprawdza się skóry welurowe przed rozkrojem?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
15. Jak dokonuje się rozkroju skór welurowych na elementy wyrobów?
16. Czym charakteryzują się skóry zwierząt egzotycznych?
17. Jakie wyroby można wykonać ze skór zwierząt egzotycznych?
18. Co powstaje podczas rozkrawania skór?
4.2.3. Ćwiczenia
Ćwiczenie 1
Dokonaj podziału topograficznego skóry bydlęcej rozrysowanej na kartonie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat topografii skóry bydlęcej,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) posiadać rozrysowaną skórę bydlęcą na kartonie,
4) dokonać podziału topograficznego rozrysowanej skóry bydlęcej,
5) omówić podział skóry z uzasadnieniem.
Wyposażenie stanowiska pracy:
−
plansze z ogólnym kształtem skóry bydlęcej,
−
plansze innych skór dla porównania np. końskiej, świńskiej, cielęcej,
−
przybory do rysowania i pisania,
−
dzienniczek praktyk,
−
literatura z rozdziału 6.
Ćwiczenie 2
Na podstawie oględzin, oraz badania organoleptycznego próbek skór określ, jakie jest ich
przeznaczenie asortymentowe na wyroby kaletnicze.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat rodzajów i przeznaczenia
asortymentowego skór stosowanych w kaletnictwie,
2) zapoznać się z instrukcją bezpieczeństwa i higieny pracy w warsztatach lub w zakładzie
gdzie będzie realizowane ćwiczenie,
3) założyć odzież ochronną,
4) zorganizować stanowisko pracy do wykonania ćwiczenia,
5) dokonać oględzin próbek skór i określić ich przeznaczenie na wyroby,
6) swoje spostrzeżenia i ocenę zapisać w dzienniczku praktyk,
7) podzielić się z innymi swoją oceną.
Wyposażenie stanowiska pracy:
– zestaw próbek skór: bydlęcej, świńskiej, końskiej, koziej, cielęcej,
– stół do oglądania próbek,
– dzienniczek praktyk,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Ćwiczenie 3
Znając metody rozkroju skór, dokonaj ręcznego rozkroju skóry bydlęcej, rozrysowanej na
kartonie, na określony wyrób np. torebka damska.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat metod rozkroju skór.
2) zapoznać się z instrukcją bezpieczeństwa i higieny pracy w warsztatach lub w zakładzie
gdzie będzie realizowane ćwiczenie,
3) założyć odzież ochronną,
4) zorganizować stanowisko pracy do wykonania ćwiczenia,
5) przygotować kartonową formę skóry bydlęcej,
6) dokonać rozkroju kartonowej formy na części składowe wyrobu,
7) uzasadnić sposób oraz metodę dokonania rozkroju skóry (wyrysowanej na kartonie),
8) zapisać w dzienniczku ilość wykrojonych kompletów.
Wyposażenie stanowiska pracy:
–
schemat skóry bydlęcej,
–
stół roboczy,
–
płyta do rozkroju,
–
nożyczki do wycięcia kartonowej formy skóry,
–
nóż i wzorniki do rozkroju skóry wyrysowanej na kartonie,
–
przybory do pisania i rysowania,
–
instrukcja stanowiskowa,
–
dzienniczek praktyk,
–
literatura z rozdziału 6.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować układ topograficzny skóry bydlęcej?
¨
¨
2)
wymienić metody rozkroju skór?
¨
¨
3)
zdefiniować zasady rozkroju skór?
¨
¨
4)
uzasadnić, że kierunki ciągliwości skór mają znaczenie przy
rozkroju skóry na elementy?
¨
¨
5)
wymienić rodzaje skór stosowanych do wytwarzania wyrobów
kaletniczych?
¨
¨
6)
rozpoznać różne rodzaje skór po wyglądzie lica?
¨
¨
7)
wyjaśnić co nazywamy rozkrojem?
¨
¨
8)
wyjaśnić zasady rozkroju skór całych i połówek?
¨
¨
9)
omówić zasady rozkroju skór welurowych na elementy?
¨
¨
10)
wyjaśnić od której części dokonuje się rozkroju połówek?
¨
¨
11)
wyjaśnić jak dokonujemy rozkroju skór zwierząt egzotycznych?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.3. Ręczny i mechaniczny rozkrój skór
4.3.1. Materiał nauczania
Sposób wycinania skór nazywa się techniką rozkroju. Podczas wycinania skór stosujemy
różne metody starając się, aby ze względów ekonomicznych powstawał jak najmniejszy
odpad przybrzeżny oraz międzywzornikowy. Bez względu na to, czy rozkrój skór odbywa się
ręcznie czy mechanicznie, rozróżnia się dwie metody: kompletową i kombinowaną. Metoda
kompletowa polega na wykrawaniu lub wycinaniu z jednej skóry (lub partii skór) wszystkich
części składowych potrzebnych do wykonania określonego jednego wyrobu. Metoda
kombinowana polega na wykrawaniu lub wycinaniu części składowych różnych wyrobów co
najmniej dwóch z tej samej skóry lub partii skór.
Przed przystąpieniem do wycinania i rozkrawania skór, należy je obejrzeć od strony lica
i mizdry (przeprowadzić badanie organoleptyczne). Wady i uszkodzenia występujące od
strony mizdry zaznaczyć na licu kredą, aby uniknąć wykrojenia elementów z wadami
i uszkodzeniami. Skóry pokrywane farbami plastykowymi oraz deseniowane bada się przez
rozciąganie oburącz, aby uwidoczniły się ukryte uszkodzenia. Przed przystąpieniem do
rozkroju mechanicznego obowiązkiem pracownika jest sprawdzenie sprawności działania
maszyny oraz sprawdzenie ustawienia wysokości ramienia od kloca i wycinaka, aby podczas
pracy kontury wykrojonych elementów były wycinarki bez zacięć i zniekształceń, a kloc nie
uległ zniszczeniu. Powierzchnię płyty igielitowej lub kloca przed wycinaniem należy natrzeć
parafiną. Skóra musi być gładko ułożona na powierzchni kloca, aby wycinane elementy nie
ulegały zniekształceniu. Każdy element wycina się jednym uderzeniem wycinaka. Pracując
przy wycinarkach, musimy szczególnie przestrzegać przepisów bezpieczeństwa i higieny
pracy na tych stanowiskach. Do niezbędnego wyposażenia oddziału krojowni należy również
krajarka pasów, która umożliwia wycinanie pasków nośnych do różnych wyrobów
kaletniczych wykonanych ze skór miękkich. Wycięte pasy przy użyciu krajarki
charakteryzują się równymi krawędziami. Stosując mechaniczny rozkrój skór skracamy czas
pracy, zwiększamy wydajność i jakość pracy na poszczególnych stanowiskach.
Względy uzasadniające wyższość wycinania nad wykrawaniem są następujące:
−
czystość konturów wyciętych elementów,
−
niższa pracochłonność,
−
mniejsza ilość odpadu,
−
lepsza jakość wykrojów.
Najważniejsze zasady obowiązujące podczas rozkroju skór:
1. Bez względu na ich wielkość i rodzaj najwartościowszą część skóry przeznacza się na te
części wyrobu, od którego wymagana jest najwyższa jakość ze względu na eksploatację.
2. Na oszczędność rozkroju wpływa liczba, kształt oraz wielkość części składowych wyrobu.
Elementy o krzywych konturach powodują powstawanie dużej ilości odpadu
międzywzornikowego, natomiast elementy o łagodnych, jak również prostych kształtach
wpływają na wydajność skóry.
3. Umiejętność układania wzorników i wycinaków na skórze ma duży wpływ na wydajność
rozkroju.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Sortowanie i klasyfikacja odpadów
W procesie wycinania skór powstają większe lub mniejsze odpady. Uzyskany odpad
rozdzielamy na odpad skór miękkich i odpad skór twardych. W zależności od właściwości
możemy podzielić go na dwie grupy:
1. Odpad międzywzornikowy – posiada dobrą strukturę i czyste lico.
2. Odpad przybrzeżny – posiada zróżnicowaną grubość, uszkodzenia, skóra jest luźna.
W zależności od wielkości odpad dzieli się na pięć klas:
−
do klasy I zalicza się wszystkie odpady skór miękkich o powierzchni 15 dm
2
lub większe,
−
do klasy II zalicza się odpady skór o powierzchni od 3–15 dm
2
,
−
do klasy III zalicza się odpad skór o powierzchni od 2–3 dm
2
,
−
do klasy IV zalicza się odpad o powierzchni od 1–2 dm
2
(rys. 26),
−
do klasy V zalicza się odpad o powierzchni do 1 dm
2
.
W zależności od rodzaju i klasy, odpad można wykorzystać na wyprodukowanie
drobnych przedmiotów kaletniczych tz. portfeli, etui, pasków do zegarków oraz wykorzystać
do wykonywania rękodzieł artystycznych. Drobne elementy z odpadu należy wycinać na
wycinarkach przy użyciu wycinaków.
Rys.26. Przykład użytkowania odpadu kl. IV ze skóry blankowej [ 3 s. 64]
1 – uchwyt do paska nośnego, 2 – podkładki do torby z tkaniny.
Rozkrój ręczny
Rozkroju ręcznego skór dokonuje się wzdłuż linii prostych lub wzdłuż krawędzi
wzorników do rozkroju. Do rozkroju skór wzdłuż linii prostych używa się stalowego liniału
i noża, którego lewa strona powinna być równa i gładka w celu przylegania prostopadle do
linii, natomiast ostrze prawej strony noża powinno posiadać tak zwaną ,,fazę”. Rozkroju
dokonujemy wzdłuż linii od góry w kierunku do siebie. Rysunek 27
obrazuje przygotowanie
stanowiska i ustawienie noża podczas ręcznego rozkroju skór.
Rys. 27. Ustawienia noża podczas ręcznego rozkroju skór [10, s. 35]
a, b – wadliwe, c – prawidłowe
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
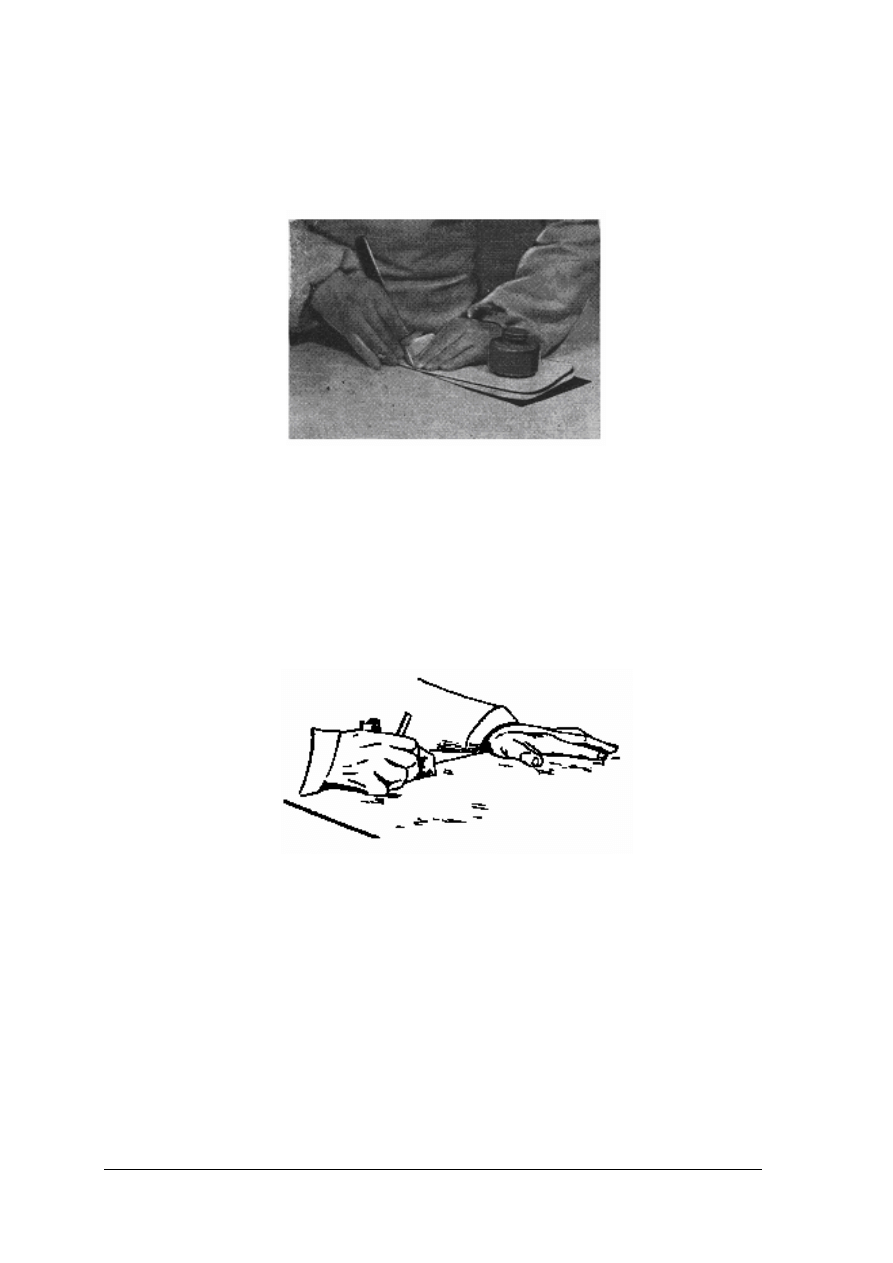
Do ręcznego rozkroju skór przy pomocy wzorników stosuje się cienki nóż o wąskim
ostrzu. Wzornik układa się w określone miejsce, skóry obciąża się przyciskiem metalowym
w celu unieruchomienia wzornika. Palcami lewej ręki przytrzymuje się płaszczyznę wzornika,
przy brzegu w odległości około 2 cm od jego krawędzi (rys. 28).
Rys.28. Układ rąk w czasie rozkroju skór przy wzorniku. [3, s. 35]
Skóry twarde tz. blankowe rozkrawa się według tych samych zasad opisanych powyżej,
tylko dodatkowo przymocowuje się skórę do deski szydłem, aby nie przesuwała się na stole.
Podczas rozkroju skór twardych, rękojeść noża chwyta się całą dłonią z uwagi na to, że skóry
te stawiają większy opór podczas krojenia.
Bardzo prostym urządzeniem służącym do ręcznego rozkrawania skór na pasy jest
kołodka. Odpowiedni występ na podstawie tego urządzenia (1÷1,5 mm) jest prowadnikiem,
którym kołodka opiera się o skórę w czasie wycinania pasa. Wycinanie dokonuje się ruchem
w kierunku od siebie (rys. 29).
Rys. 29. Układ rąk w czasie wykrawania pasa kołodką [3. s. 23]
Maszyny do mechanicznego rozkroju
Do mechanicznego rozkroju skór, tkanin i tworzyw skóropodobnych stosuje się wycinarki
i krajarki. Skóry przeznaczone do rozkroju układa się na klocu, stroną licową do góry
i dokonuje się rozkroju przy użyciu wycinaków. Są one podstawowymi narzędziami
używanymi w czasie rozkroju materiałów wierzchnich, Wycinaki i inne narzędzia służące do
rozkroju zostały omówione w rozdziale 4.1.
Wycinarki
Wycinarki – zależnie od ruchu postępowo – zwrotnego ramienia uderzeniowego dzielimy na:
−
mechaniczne,
−
elektrohydrauliczne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Wycinarki elektrohydrauliczne zależnie od budowy dzielimy na:
−
jednoramienne,
−
mostowe,
−
belkowe.
Wycinarka mechaniczna jednoramienna Svit 06004 – zasadniczymi elementami tej
wycinarki są: korpus żeliwny spoczywający na czteronożnej podstawie, stół roboczy, na
którym układa się drewniany lub z tworzywa podkład, poziomy wał napędowy
z zamocowanym kołem zamachowym, wał pionowy z uderzakiem, urządzenie regulujące
opadanie uderzaka, mechanizm podnoszenia, napęd elektryczny z silnikiem oraz urządzenia
pomocnicze. Po obu stronach stołu znajdują się półki, z których jedna służy do układania
wyciętych elementów. Pod stołem roboczym znajduje się pojemnik na odpad. Ramię
uderzeniowe zamocowane na wale pionowym wykonuje wraz z tym wałem ruch postępowo –
zwrotny za pośrednictwem zespołu napędu, w skład którego wchodzą: silnik elektryczny,
przekładnia pasowa z pasami klinowymi, sprzęgło wraz z hamulcem, poziomy wał napędowy
oraz mechanizm korbowo – wodzikowy zamieniający ruch obrotowy wału poziomego na
postępowo-zwrotny wału pionowego.
Ze względu na przestarzałą budowę, duży hałas i wibracje obecnie wycinarka
mechaniczna jest bardzo rzadko stosowana.
Wycinarka elektrohydrauliczna jednoramienna – przeznaczona jest do wycinania
wszystkich elementów wyrobu kaletniczego ze skóry, tworzyw skóropodobnych, tkanin czy
gumy za pomocą wycinaków jednostronnych lub dwustronnych. Procesu wycinania
elementów dokonuje się na klocach drewnianych, z tworzyw sztucznych lub na płycie
metalowej – aluminiowej.
Wycinarka elektrohydrauliczna składa się z korpusu, w którym znajduje się zespół
mechanizmów napędu i sterowania maszyny. Do korpusu przymocowany jest stół roboczy
o wymiarach 920×460 mm oraz prowadnica kolumny. Stół roboczy, prowadnica kolumny
oraz ramię uderzeniowe wykonane są z żeliwa. Do dolnej części ramienia uderzeniowego
przymocowana jest płyta aluminiowa i igelitowa płyta izolacyjna. Ramię uderzeniowe może
obracać się wokół osi kolumny. Mechanizmem podnoszenia regulowana jest odległość
ramienia uderzeniowego od powierzchni stołu roboczego. Na ramieniu uderzeniowym
znajdują się dwa włączniki, po naciśnięciu których ramię uderzeniowe wykonuje podwójny
skok w dół i w górę oraz zespół regulacji wielkości skoku. Włączanie uderzenia oburącz
gwarantuje obsługującemu pełne bezpieczeństwo pracy. W skład hydraulicznego napędu
wycinarki wchodzą silnik elektryczny, pompa hydrauliczna, filtr oleju, rozdzielacz oraz
siłownik hydrauliczny. Dokładnie z napędem hydraulicznym zostałeś zapoznany w jednostce
modułowej 744[01].O1.04.
Wycinarka elektrohydrauliczna jednoramienna typ B-1001 istnieje w niej możliwość
podnoszenia ramienia w zakresie od 60 do 120 mm nad poziom stołu. Mechanizm regulacji
wielkości skoku ramienia jest wbudowany w ramie uderzeniowe. Wielkość skoku w zakresie
od 10 do 60 ustawia się za pomocą pokrętła. Pokrętło wprawia w ruch przekładnię zębatą
stożkową oraz kółko zębate współpracujące z zębatka z przymocowanym zderzakiem. W ten
sposób zderzak zostanie ustawiony w odpowiedniej odległości od osi kolumny, ustalając skok
ramienia uderzeniowego. Na zderzak naciska w czasie ruchu ramienia uderzeniowego
wyłącznik układu sterowania maszyny. Wyłącznik ten jest przymocowany do popychacza
rolkowego współpracującego z krzywką przestrzenną stożkową umieszczoną na wsporniku
przymocowanym na stałe do siłownika hydraulicznego. Ponieważ popychacz rolkowy
związany jest z ramieniem uderzeniowym, zatem wykonuje razem z nim ruch w górę i w dół,
przesuwając się po krzywce i powodując nacisk wyłącznika na zderzak.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Omawiany typ maszyny wyposażony jest w trzy niezależne od siebie zabezpieczenia
przed nadmiernym przeciążeniem:
−
system odległościowy, kiedy dokładne nastawienie wielkości i miejsca skoku przy stałej
wysokości wycinaka umożliwia zagłębianie się wycinaka wyłącznie na głębokość
surowca, po czym następuje natychmiastowy, samoczynny powrót ramienia
uderzeniowego do położenia wyjściowego,
−
system elektryczny, kiedy po przecięciu surowca oraz płyty izolacyjnej i dotknięciu
wycinaka do płyty aluminiowej, następuje zamknięcie obwodu elektrycznego, co
w
konsekwencji
powoduje
natychmiastowy,
samoczynny
powrót
ramienia
uderzeniowego do położenia wyjściowego,
−
system hydrauliczny, który w procesie wycinania z materiałów ułożonych w warstwy
zabezpiecza układ hydrauliczny przed chwilowym przeciążeniem, w wyniku którego
zawór bezpieczeństwa współpracujący ze zwieraczem natychmiast uruchamia układ
samoczynnego powrotu ramienia uderzeniowego do położenia wyjściowego.
Wycinarka elektrohydrauliczna niemieckiej firmy Sandt jest stosowana w wielu
zakładach przemysłu skórzanego do wycinania elementów, praktycznie ze wszystkich
materiałów; możliwe jest również wycinanie wielowarstwowe. Budowa i zasada działania tej
wycinarki jest bardzo podobna do omówionej wycinarki typu B-1001. W korpusie
skrzynkowym umieszczony jest elektrohydrauliczny napęd maszyny. Górną część tego
korpusu stanowi stół roboczy o wymiarach 920×470 mm. Na kolumnie umieszczone jest
obrotowe ramię uderzeniowe. W nowszych typach położenie ramienia ustala się
samoczynnie. W celu umożliwienia samoczynnego obrotu ramienia uderzeniowego układ
hydrauliczny maszyny zaopatrzony jest w dodatkowy siłownik i rozdzielacz. Maksymalna siła
nacisku wycinarki Sandt wynosi 180 kN, skok ramienia uderzeniowego reguluje się
w zakresie od 0 do 60 mm.
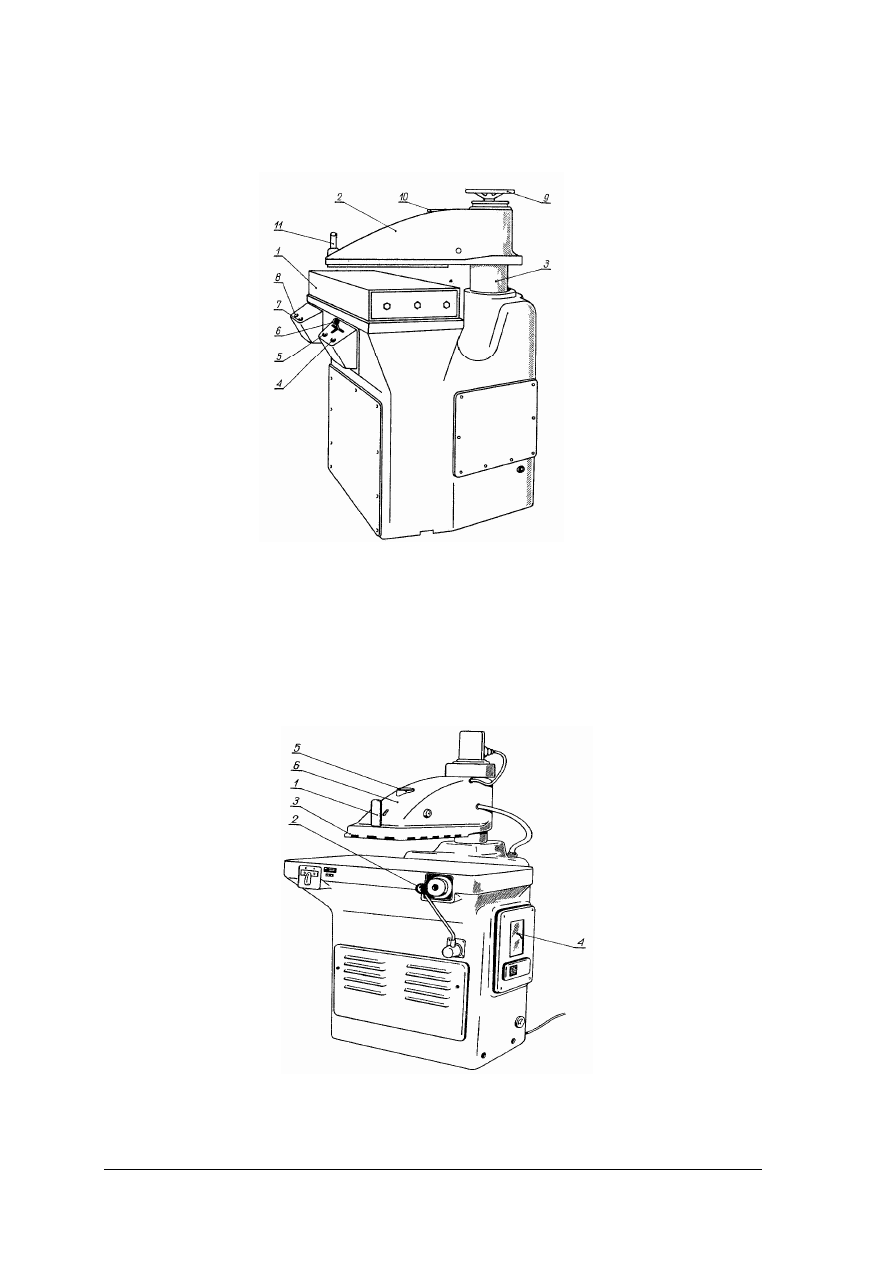
Wycinarka elektrohydrauliczna VEB 13005 (rys. 30) jest produktem firmy Compact.
Maszyna jest przeznaczona do wycinania elementów za pomocą wycinaków niskich.
W korpusie maszyny, mającej kształt skrzyni, są zainstalowane: silnik elektryczny o mocy
1,1 kW. Siłownik hydrauliczny, pompa olejowa oraz magnetyczne urządzenia sterujące.
Na korpusie można wyróżnić:
−
stół roboczy z klocem do wycinania,
−
ramię uderzeniowe umożliwiające kątowy obrót wokół osi kolumny w celu nacisku na
wycinaki znajdujące się na klocu w różnych położeniach,
−
pulpit prawy, gdzie znajdują się przyciski do załączania i wyłączania silnika
elektrycznego oraz dźwigienka do hydraulicznego sterowania ramieniem uderzeniowym,
−
pulpit lewy, na którym znajduje się przycisk do oburęcznego uruchamiania maszyny oraz
przycisk do zmiany docisku ramienia uderzeniowego ( 100 lub 180kN).
Na ramieniu uderzeniowym wyróżnia się:
−
pokrętne koło ręczne, które służy do regulowania odległości ramienia uderzeniowego
w stosunku do wysokości kloca i wycinaka,
−
tarczę nastawną, zaopatrzoną w skalę, która umożliwia nastawianie skoku ramienia
w granicach od 5 do 10 mm,
−
drążek służący do ręcznego sterowania ramieniem uderzeniowym.
Przed rozpoczęciem pracy maszyna po jej włączeniu powinna pracować 2÷3 minut na
biegu jałowym, aby można było sprawdzić prawidłowość działania jej mechanizmów. Po
uchyleniu ramienia uderzeniowego na prawo pod kątem 90
o
w stosunku do podłużnej osi
stołu, na klocu układa się materiał przeznaczony do wycinania, a na nim oburącz lub po
uzyskaniu wprawy lewą ręką odpowiedni wycinak. Ramię uderzeniowe można naprowadzić
na wycinak i spowodować jego opadnięcie przez naciśnięcie włącznika w drążku lub
sterowanie dźwigienką. Przy naprowadzaniu ramienia uderzeniowego nad wycinak za
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
pomocą dźwigienki należy zachować ostrożność, gdyż wahadłowy ruch ramienia,
stosunkowo szybki, może spowodować skaleczenie lewej dłoni u niedoświadczonego
pracownika.
Rys.30.
Wycinarka VEB 13005 [4, s. 44]
1 – stół roboczy, 2 – ramię uderzeniowe, 3 – kolumna, 4, 5 – przyciski do załączania i wyłączania,
6 – dźwigienka do hydraulicznego sterowania ramieniem, 7 – przycisk umożliwiający pracę oburącz,
8 – przycisk do zmiany docisku, 9 – koło ręczne, 10 – tarcza nastawna, 11 – drążek
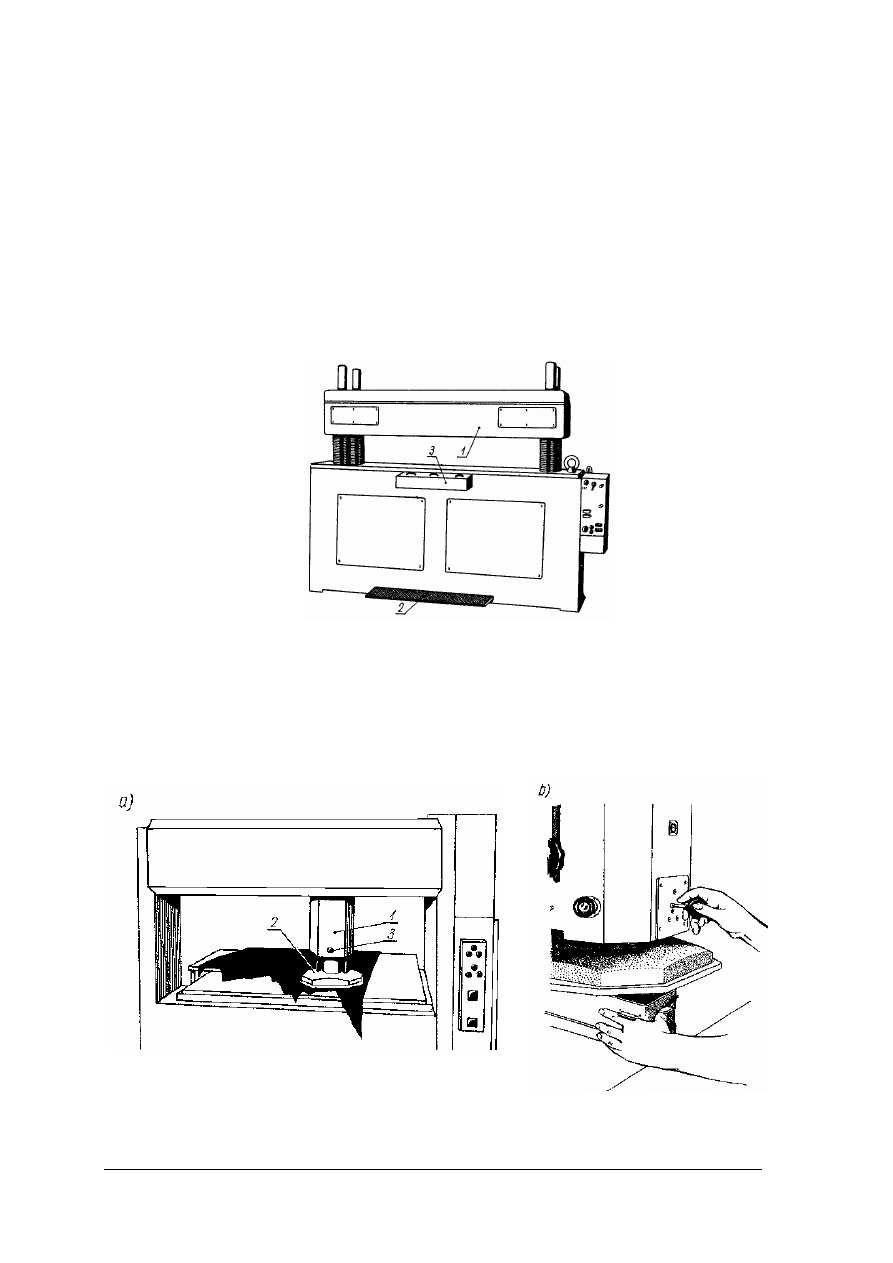
Wycinarka elektrohydrauliczna czeskiej firmy Svit typ 06103/P4 – (rys. 31).
W korpusie maszyny, w dolnej jego części, znajdują się: zbiornik oleju, zębata pompa
olejowa, silnik elektryczny, zawory (przelewowe, sterujące i bezpieczeństwa).
Rys. 31. Wycinarka elektrohydrauliczna Svit typu 06103/P4 [4, s. 46]
1 – drążek, 2 – dźwignia sterująca, 3 – płyta aluminiowa, 4 – tarcza ustawcza, 5 – automatyczny wyłącznik,
6 – ramię uderzeniowe
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Na korpusie znajdują się:
−
ramię uderzeniowe, którego dolna płyta jest pokryta wymienną płytą aluminiową,
−
drążek do naprowadzania ramienia uderzeniowego nad wycinak,
−
dźwignia sterująca oraz automatyczny wyłącznik umożliwiający powrót ramienia do
pozycji wyjściowej w przypadku przeciążenia maszyny.
Po włączeniu głównego silnika napędowego należy ustawić wysokość ramienia nad
klocem. Regulacji tej dokonuje się silnikiem elektrycznym, zamontowanym na ramieniu
sterowanym przełącznikiem z lewej strony podstawy maszyny. Odległość ramienia od stołu
może być regulowana w granicach od 90 do 210 mm. Wielkość skoku w zależności od
grubości materiału może być regulowana w granicach od 5 do 60 mm za pomocą tarczy
ustawczej. Przy skoku do 8 mm do uruchomienia pracy ramienia wystarczy przyciśnięcie
drążka lub przesunięcie do siebie dźwigni sterującej. Przy skoku ramienia powyżej 8 mm
należy pracować oburącz.
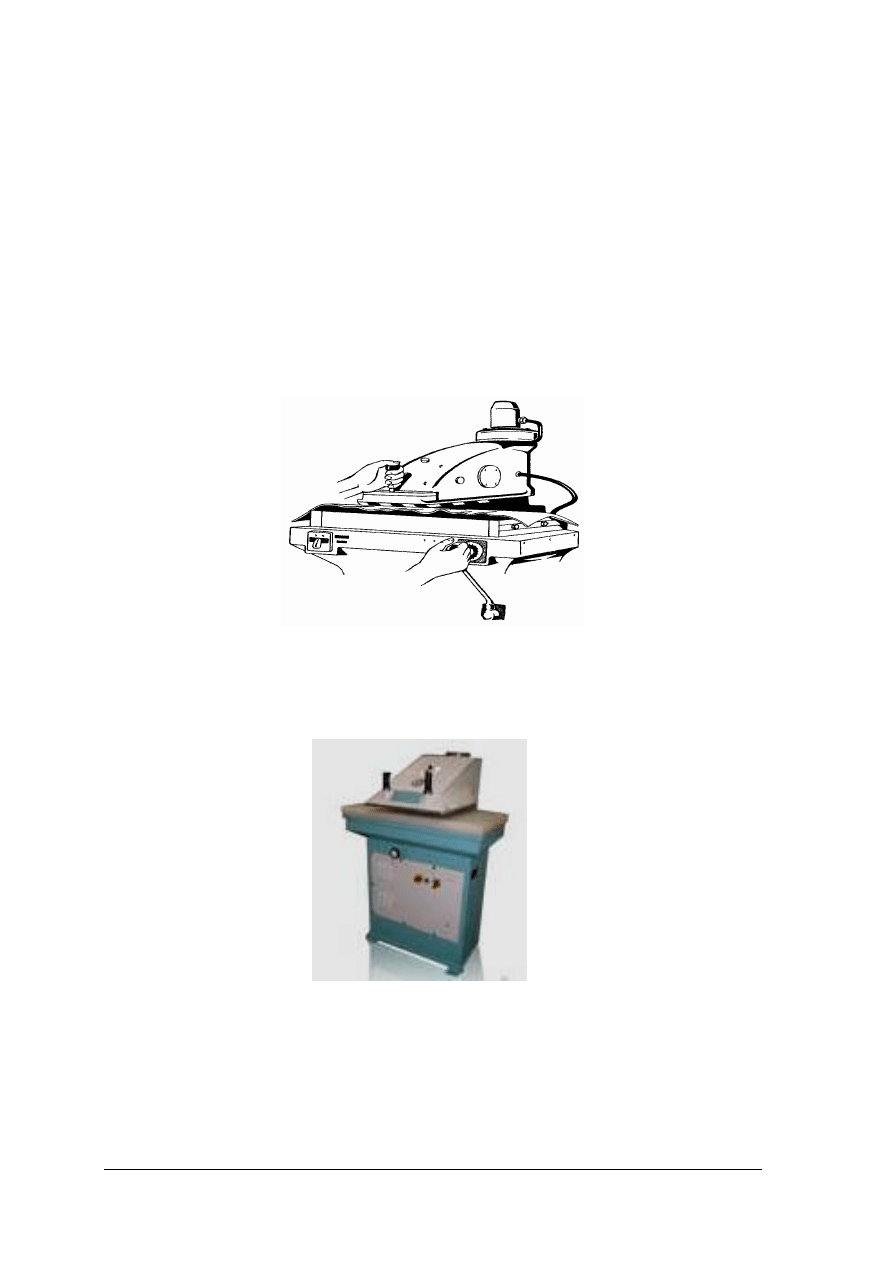
Rysunek 32 przedstawia zasadę sterowania oburącz ramieniem uderzeniowym wycinarki.
Rys. 32. Sterowanie oburącz ramieniem uderzeniowym przy skoku powyżej 8 mm [4, s. 47]
Rysunek 33 przedstawia maszynę węgiersko-amerykańskiego producenta mogącą
znaleźć zastosowanie w wielu gałęziach przemysłu, w tym skórzanego (rys. 33).
Rys. 33. Wycinarka hydrauliczna ramienna Kaev [28]
Parametry techniczne maszyny:
−
siła wykroju – 8 ton,
−
skok wykroju nastawialny – od 5 do 50 mm,
−
szerokość młota – 350 mm,
−
stół wykrojczy – 700x350 mm,
−
waga – 340kg.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Wycinarka elektrohydrauliczna mostowa czeskiej firmy Svit typ 06109/P1 (rys. 34)
jest stosowana do rozkroju elementów z tkanin, tworzyw skóropodobnych, tektury o dużej
powierzchni i do rozkroju wielowarstwowego. W korpusie maszyny w kształcie skrzyni
o szerokości 2,5 m, długości 78 cm i wysokości 1,84÷2,31 m znajduje się elektrohydrauliczny
napęd maszyny. Stół roboczy o wymiarach 1,60 × 0,60 m jest usytuowany na wysokości 1 m.
Na płycie ustawia się kloc grubości 15cm. Uderzak mostowy osadzony jest na czterech
kolumnach i wykonuje on ruch w dół i w górę nadawany przez zespół napędu
elektrohydraulicznego. Odległość uderzaka od stołu można regulować w granicach
150÷ 520mm. Parametr ten umożliwia użycie do wykroju zarówno niskich, jak i wysokich
wycinaków. Przy użyciu wycinaków wysokich maszynę uruchamia się listwą pedału
nożnego, a przy wycinakach niskich opadnięcie młota wyzwala się przyciskami znajdującymi
się na pulpicie poniżej płyty stołu roboczego.
Rys. 34. Elektrohydrauliczna wycinarka mostowa Svit typu 06109/P1 [4, s. 47]
1 – uderzak mostowy, 2 – pedał nożny, 3 – przyciski.
Wycinarka belkowa (rys. 35) jest stosowana przy wycinaniu wielowarstwowym
tworzyw skóropodobnych czy tkanin przy użyciu wycinaków niskich i wysokich. Pionowa
belka u dołu zakończona jest masywnym uderzakiem talerzowym. Poziomymi ruchami
dźwigni steruje się belką w lewo lub w prawo, naprowadzając ją na wycinak.
Rys. 35. Wycinarka belkowa [4, s. 48]
a) schemat działania, b) układ rąk w czasie pracy
1 – pionowa belka, 2 – uderzak talerzowy, 3 – dźwignia sterująca.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Przykładem takiej wycinarki jest przedstawiona na rysunku 36 wycinarka hydrauliczna
mostowa Compart z młotem przejezdnym. Maszyna ta charakteryzuje się dużym stołem
roboczym – 2000x500mm, oraz siłą nacisku 30 ton. Ruch roboczy młota maszyny odbywa się
w poziomie wzdłuż długości stołu oraz pionowo. Materiały wycinane na tego typu prasie to
najczęściej tworzywa sztuczne, dzianina, skóra, papier i inne. Maszyna pracuje w trybie
ręcznym oraz półautomatycznym. Można zautomatyzować działanie maszyny poprzez
zastosowanie odpowiedniego podajnika materiału.
Rys. 36. Wycinarka belkowa [27]
Parametry techniczne maszyny:
−
siła wykroju – 30 ton,
−
ramię dociskowe – 500x500 mm,
−
stół wykrojczy – 2000x500 mm,
−
waga – 2500 kg.
Krajarki
Do rozkroju wszelkiego rodzaju tkanin i niektórych tworzyw skóropodobnych służą
krajarki. W przemyśle konfekcyjnym i w branży skórzanej są stosowane dwa rodzaje
krajarek:
−
taśmowa do wykrawania dużych płaszczyzn,
−
krajarka przenośna z nożem prostym.
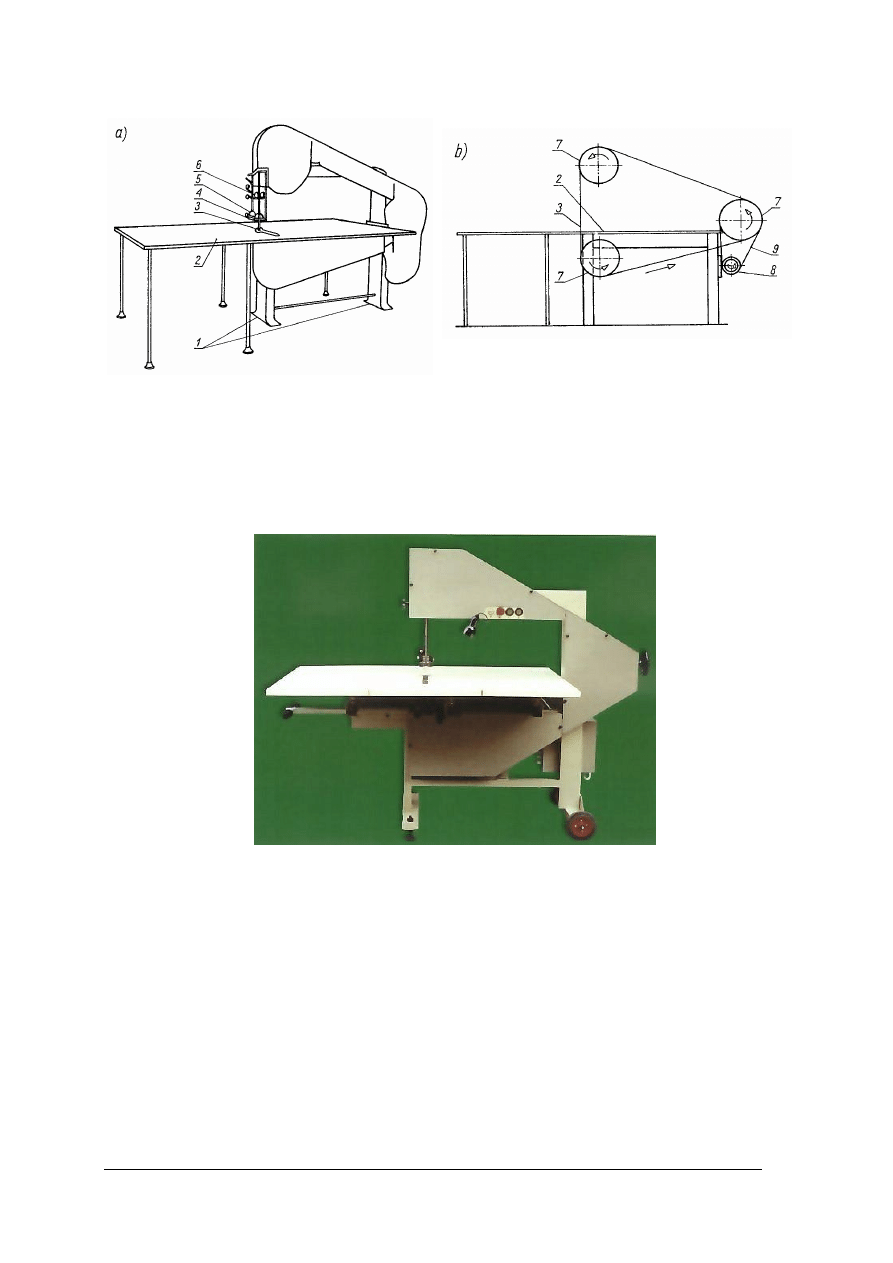
Krajarka taśmowa (rys. 37) przeznaczona jest do wykrawania materiałów w stosie do
grubości 30cm. Stalowy nóż taśmowy o obwodzie zamkniętym jest naciągnięty na trzy koła
prowadzące zaopatrzone w rolki. Nóż taśmowy grubości 0,6 mm i o szerokości 10 mm
wzdłuż jednej krawędzi jest oszlifowany dwustronnie pod kątem 15 ÷ 20
o
. Nóż taśmowy jest
napędzany silnikiem elektrycznym, którego moment obrotowy zostaje przeniesiony przez pas
klinowy na pierwsze koło prowadzące. W celu wzmożenia użytecznego tarcia, a jednocześnie
wytłumienia drgań w czasie pracy rolki prowadzące są obłożone gumowymi nakładkami.
Jakość wykroju zależy od pionowego ruchu taśmy noża między górnym, a dolnym kołem
transportującym. Właściwy naciąg taśmy uzyskuje się przez regulację górnego koła
prowadzącego. Ponad płytą stołu nóż taśmowy prowadzony jest w stalowym prowadniku
ograniczającym przekręcenie się taśmy w czasie krojenia, szczególnie materiałów
sztywniejszych, bądź warstwy tkanin bliskiej górnego pułapu (10 mm). Ponad prowadnikiem
zainstalowana jest ostrzałka noża. Elementami szlifującymi są dwa ukośnie usytuowane
krążki ostrzące, dociskane ręcznie ruchem dźwigienki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Rys 37. Krajarka taśmowa [4, s. 5]
a)widok ogólny krajarki b) mechanizm noża taśmowego
1 – podstawa, 2- płyta stołu, 3 – nóż taśmowy, 4 – prowadnik noża,
5 – rolki prowadzące nóż, 6 – ostrzałka noża, 7 – koła prowadzące nóż,
8 – silnik elektryczny, 9 – pas klinowy
Przykładem jest przedstawiona na rysunku 38 krajarka taśmowa NP - 896B.
Rys 38. Krajarka taśmowa [20]
Krajarka ta przeznaczona jest do wykrawania elementów z nadkładów tkanin, dzianin
i innych materiałów włóknopodobnych.
Dane techniczne:
Moc zainstalowana 1,35/1,0 kW
Napięcie zasilania 3 x 380/220 V 50 Hz
prędkość taśmy tnące:
pierwszy bieg 10 m/s
drugi bieg 22 m/s
Wymiary gabarytowe:
długość 2620 mm
szerokość 1500 mm
wysokość 1800 mm
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Powierzchnia płyty krojczej 2000 x 1500 mm
Grubość wykrawanych nakładów
w zależności od materiałów 300 mm
Minimalny promień cięcia 20 mm
Odległość między nożem, a korpusem 1250mm
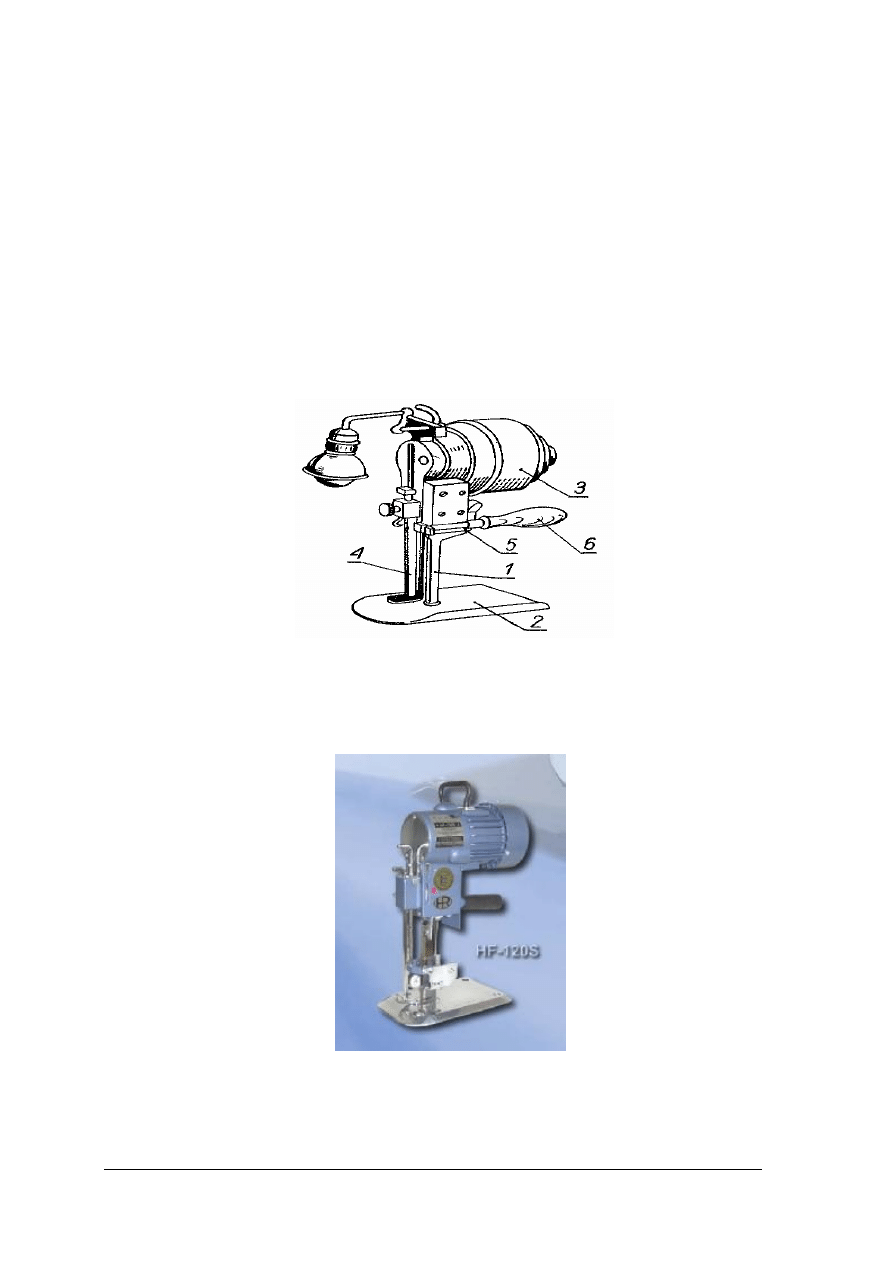
Ręczna krajarka (rys. 39) przenośna o napędzie elektrycznym stosowana jest do
rozkroju tkanin w stosach na mniejsze płaszczyzny o zróżnicowanej konfiguracji. Na
wsporniku pionowym umocowany jest silnik elektryczny. Podstawą noża jest płytka z jednej
strony wygięta ku górze. Po uruchomieniu silnika za pomocą włącznika umieszczonego
w rękojeści ruch obrotowy silnika jest przenoszony korbowodem na nóż pionowy, pracujący
ruchem posuwisto-zwrotnym. W czasie krojenia materiał jest dociskany stopką, która
uniemożliwia podnoszenie się tkaniny przy powrotnym ruchu noża.
Rys.39. Krajarka przenośna [4, s. 52]
1 – wspornik, 2 – płyta, 3 – silnik elektryczny, 4 – nóż pionowy, 5 – stopka dociskowa
Przykładem takiej krajarki jest przedstawiona na rysunku 40 krajarka Hf – 120s firmy
Hoffman.
Rys.40. Krajarka pionowa [22]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Obsługa obu krajarek wymaga szczególnie skoncentrowanej uwagi.
−
w czasie krojenia należy układać dłonie tak, aby palce rąk były w odległości co najmniej
2 cm od ostrza noża lub taśmy,
−
regulacji napinania taśmy krajarki należy dokonywać przy wyłączonym silniku,
−
w razie zerwania się taśmy krajarki należy natychmiast wyłączyć silnik,
−
podczas ostrzenia noża taśmowego należy uważać, aby nie nastąpił samozapłon, gdyż
iskrzenie może wywołać zapalenie się strzępów powstających w czasie krojenia
materiałów łatwopalnych.
Krajarka pasów
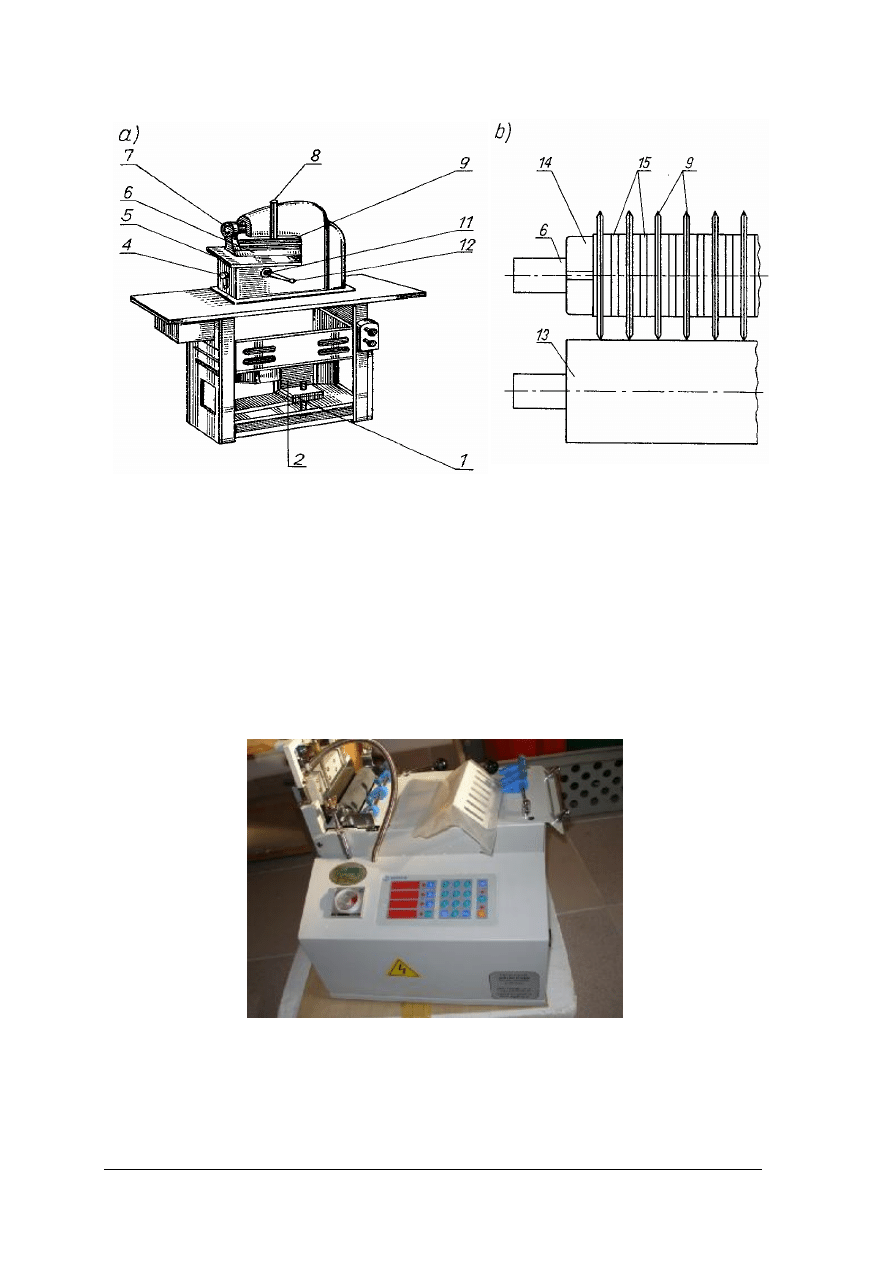
Krajarka mechaniczna (rys. 41), przystosowana jest do wycinania pasów nośnych do
toreb, torebek, pasów okalających do walizek, wszelkiego rodzaju troków ze skór naturalnych
miękkich i twardych oraz do wycinania pasów lub wstęg z grubych tkanin podgumowanych
lub apreturowanych. Wycięte przy użyciu tej krajarki pasy charakteryzują się równymi nie
strzępiącymi się krawędziami. Pod tym względem krajarka ta przewyższa najdoskonalsze
krajarki taśmowe.
Zespół mechanizmów roboczych spoczywa na stole stalowym usytuowanym na masywnej
czworonożnej podstawie z wmontowanym silnikiem elektrycznym.
W skład zespołu mechanizmów roboczych krajarki wchodzą:
−
wał nożowy zaopatrzony w noże tarczowe,
−
pierścienie tarczowe osadzone na wale nożowym,
−
wałek przenoszący, usytuowany pod nożem oraz mechanizm regulacji wałka
przenoszącego.
Noże tarczowe i pierścienie tarczowe są łatwo zdejmowane i nasuwane na wał nożowy
w liczbie uwarunkowanej szerokością wycinanych pasów lub wstęg. Stąd grubość pierścieni
będących w zapasie wynosi 1, 2, 4 i 9 mm. Przy odpowiednim doborze pierścieni można
wycinać pasy szerokości do 20mm. Maksymalna szerokość pasa nie może jednak przekroczyć
200mm, co uwarunkowane jest długością wału. Ponieważ ostrza noży w czasie pracy
powinny dotykać obwodu wałka przenoszącego, w celu zapobieżenia stępienia się ostrzy,
wałek przed rozpoczęciem pracy otacza się wykładziną z tworzywa sztucznego, np. PCW.
Przed nożami znajduje się wałek dociskowy, którego zadaniem jest dociskanie ciętego
materiału do płaszczyzny stołu roboczego tak, aby nie doszło do sfałdowania materiału
i zniekształcenia cięć. Po rozcięciu materiału na pasy znajdujące się za nożami odpowiednie
palce rozdzielające oddzielają wycięte pasy, które wpadają następnie do pojemnika. Przy
zmianie szerokości ciętych pasów należy każdorazowo odpowiednio usytuować zarówno
pierścienie, jak i noże tarczowe. Przy długotrwałej pracy maszyny wałek transportujący może
obniżyć się, w wyniku czego pasy nie będą rozcinane na całej długości. Do właściwego
uregulowania wysokości wałka służy mechanizm regulujący. Jest on ułożyskowany na
korbowodzie i połączony z mimośrodem. Operując drążkiem i pokrętłem gwiazdowym na
obwodzie maszyny wałek przenoszący można przesuwać do pożądanego położenia
zapewniającego należytą jakość wyciętych elementów. Wycinanie pasów z materiałów
sztywnych wymaga zabezpieczenia tylnej części obudowy krajarki dodatkową osłoną
metalową.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Rys. 41. Krajarka pasów [4, s. 53]
a) widok ogólny b) mechanizm wycinający – widok z przodu
1- urządzenie do regulacji ułożenia silnika, 2 – silnik, 4 – drążek do mocowania wałka przenoszącego,
5 – płyta stołu, 6 – wał nożowy, 7 – łożysko oporowe, 8 – drążek do odpychania wałka dociskowego,
9 – noże tarczowe, 11 – śruba mocująca drążek do zwalniania wałka przenoszącego,
12 – drążek do zwalniania wałka przenoszącego, 13 – wałek przenoszący,
14 – śruba, 15 – pierścienie odległościowe.
Przykładem krajarki pasów jest przedstawiony na rysunku 42 automat do cięcia pasów ING
DRAK KOMBI firmy ING DRAK w Czechach.
Rys. 42. Automat do ciecia pasów ING DRAK KOMBI [30]
Oprócz wyżej wymienionych krajarek do rozkroju tkanin można stosować krajarki ręczne
z nożem wielokątnym, okrągłym, pionowym i prostym. Nóż krajarki ręcznej ma postać
obracającej się tarczy lub przesuwającej się pionowo listwy. Jest on napędzany silnikiem
elektrycznym, który wbudowany jest w korpus maszyny.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Obsługa tych krajarek polega na:
−
podsunięciu podstawy maszyny pod warstwę przecinanych tkanin,
−
ustawieniu noża naprzeciw przewidywanej linii cięcia,
−
włączeniu silnika elektrycznego,
−
przesuwaniu maszyny wzdłuż konturu wykrawanych elementów.
Zasady BHP przy rozkroju materiałów
Podczas rozkroju ręcznego lub mechanicznego często dochodzi do okaleczeń, których
najczęstszymi przyczynami są:
−
brak koncentracji uwagi,
−
bałagan na stanowisku pracy,
−
zanieczyszczenia na desce do rozkroju lub przy wycinarce,
−
zacięcia lub uszkodzenia wzorników,
−
tępe noże do rozkroju,
−
słabe oświetlenie stanowisk pracy.
Zagrożenie stanowią również wszystkie ruchome i obracające się części maszyn. Obsługując
wycinarki mechaniczne, hydrauliczne jak również inne maszyny do rozkroju należy zwrócić
szczególną uwagę na:
−
możliwości powtórzeń uderzeń młota,
−
nieostrożnie podstawioną ręką pod ramie uderzeniowe,
−
niewłaściwą pozycję przy pracy (noga ustawiona na stałe na pedale maszyny).
Konserwacja maszyn
Jednym z podstawowych warunków działalności produkcyjnej zakładu jest prawidłowo
zorganizowana i prowadzona gospodarka eksploatacyjno- remontowa maszyn i urządzeń.
W ramach działalności konserwacyjno- remontowej przewiduje się:
−
konserwacje maszyn, zmierzającą do wydatnego zmniejszenia tępa zużycia się części
i zespołów, prowadzoną przez pracowników produkcyjnych i służby utrzymania ruchu,
−
przeglądy okresowe połączone z drobnymi naprawami maszyn, zmierzające do
wydatnego przedłużenia ich zdolności eksploatacyjnej między kolejnymi remontami,
prowadzone przez służby produkcyjne, służby utrzymania ruchu, przy niewielkim udziale
służb remontowych,
−
remonty maszyn zmierzające do pełnego przywrócenia ich zdolności eksploatacyjnej,
prowadzone wyłącznie przez służby remontowe głównego mechanika i energetyka.
Miernikami prawidłowej realizacji tych zasad będą statystyczne średnie czasu pracy maszyn
między kolejnymi remontami oraz statystycznie średnie wielkości kosztów działalności
konserwacyjno-remontowej na jednostkę czasu pracy maszyn, w porównywalnych
warunkach ich eksploatacji.
Celem prowadzenia prac konserwacyjnych jest optymalne przedłużenie zdolności
eksploatacyjnej
maszyn,
poprzez
bieżącą
eliminację
czynników
sprzyjających
przyspieszonemu zużywaniu się części i zespołów roboczych. Przyspieszone zużycie się
maszyn wynika z występowania powiększających się luzów w połączeniach elementów
mechanicznych, z występowania w nich niedoboru środków smarnych lub utraty przez środki
smarne wymaganych właściwości. Na przyspieszone zużywanie mają wpływ: czas
eksploatacji i czynniki zewnętrzne jak pył, brud, kleje. Z powyższego wynika wzrost oporów
ruchu elementów wskutek zwiększonego tarcia, wzrost natężenia hałasu wytworzonego przez
elementy, między którymi powstały nadmierne luzy. Eliminacja tych szkodliwych dla
maszyn zjawisk polega na ustaleniu w odpowiednim czasie powstających nieprawidłowości,
poprzez właściwą ocenę stanu technicznego maszyn i dokonanie odpowiednich zabiegów
konserwacyjnych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Ramowy zakres prac konserwacyjnych obejmuje następujące czynności:
−
czyszczenie i smarowanie maszyny zgodnie z instrukcjami obsługi i smarowania lub
zaleceniami przełożonych, zarówno w zakresie czynności codziennych gruntowych,
−
przegląd niektórych szybko zużywających się i łatwo dostępnych elementów i zespołów
maszyny, zużytych podczas eksploatacji,
−
czyszczenie i konserwacja instalacji (elektrycznych, pneumatycznych, hydraulicznych),
prowadzone przez upoważnione osoby,
−
wykonywanie
innych
czynności
wynikających
ze
szczegółowych
wymagań
eksploatacyjnych dla odpowiednich maszyn, w tym również dotyczących zagadnień
bezpieczeństwa i higieny pracy oraz ochrony przeciwpożarowej,
−
dokonywanie wpisów do karty czyszczenia, o rodzaju i zakresie prac konserwacyjnych,
−
dokonywanie kontroli odbioru jakości i ocena z zakresu wykonanych prac
konserwacyjnych.
Szczegółowy zakres prac konserwacyjnych uwzględnia następujące czynności:
−
przed przystąpieniem do prac konserwacyjnych bezwzględnie wyłączyć maszynę
z zasilania, a w uzasadnionych przypadkach na wyłącznikach umieścić tablicę
ostrzegawczą zgodnie z obowiązującymi przepisami,
−
zabezpieczyć wszystkie elementy np. pokrywy, osłony, tak, aby nie stanowiły zagrożenia
dla pracowników wykonujących konserwację,
−
dokładnie oczyścić maszynę i jej elementy z brudu, lakierów, pyłów odpowiednimi
środkami i narzędziami nie powodującymi powstawania iskier,
−
sprawdzić przewody instalacji elektrycznej, hydraulicznej, pneumatycznej, wentylacyjnej
i odpylającej; dokonać odpowiednich napraw lub wymiany uszkodzonych elementów,
−
poddać szczegółowej kontroli wszystkie elementy zabezpieczeń elektrycznych,
awaryjnych, sterujących, ochronnych, oraz urządzenia i elementy grzejne, w tym także
wyłączniki termiczne,
−
sprawdzić i naprawić elementy mocujące i zabezpieczające zespoły maszyn i urządzeń,
chroniące przed urazami podczas eksploatacji,
−
dokonywać wymaganego smarowania maszyn, wymiany lub uzupełniania oleju
w układach hydraulicznych (smarujących i napędowych) w zakresie objętym pracami
konserwacyjnymi.
Prace konserwacyjne wykonywane są przede wszystkim przez bezpośrednią obsługę
maszyny, jednak z zabezpieczeniem dla tych prac odpowiedniej pomocy mechaników,
elektryków, elektroników. Przebieg prac konserwacyjnych nadzorują mistrzowie
i brygadziści, zarówno służb produkcyjnych jak i służb utrzymania ruchu. Osoby te
wypełniają kartę gruntownego czyszczenia, stwierdzając prawidłowe wykonanie
przewidzianych czynności konserwacyjnych.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie maszyny stosujemy do mechanicznego wycinania skór naturalnych?
2. Jakie narzędzia służą do mechanicznego wycinania skór?
3. Jakie metody stosowane są przy rozkroju skór?
4. Co należy zrobić ze skórą, przed przystąpieniem do rozkroju?
5. Od której strony dokonuje się rozkroju skór?
6. Jakie czynności powinien wykonać pracownik przed przystąpieniem do uruchomienia
wycinarki elektrohydraulicznej?
7. Czym należy natrzeć powierzchnię płyty lub kloca przed rozkrojem?
8. Jak dzielimy wycinarki elektrohydrauliczne?
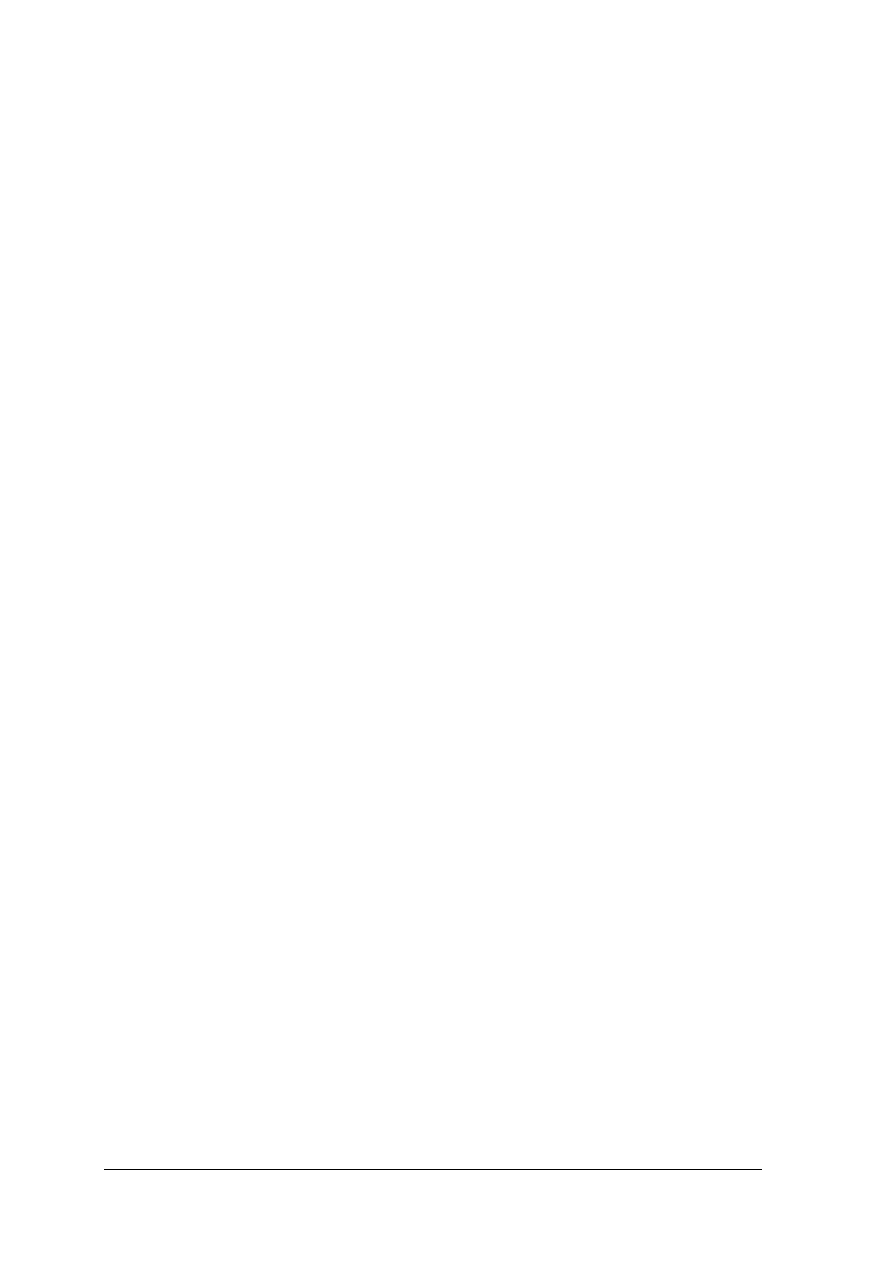
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
9. Jak zbudowana jest wycinarka elektrohydrauliczna?
10. Jakie występują rodzaje krajarek?
11. Do czego służy krajarka pasów?
12. Jakie mechanizmy występują w krajarce pasów?
13. Wymiń klasy odpadu i podaj ich wielkości?
14. Jakie wyroby można wykonać z odpadu?
15. Jakie mechanizmy występują w krajarce taśmowej?
16. Jakie są rodzaje remontów?
17. Jakie przepisy bhp obowiązują przy obsłudze maszyn i urządzeń?
4.3.3. Ćwiczenia
Ćwiczenie 1
Dokonaj rozkroju ręcznego połówki skóry bydlęcej na saszetkę męską po wzornikach
zgodnie z zasadami rozkroju.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat zasad rozkroju połówek
skór,
2) zapoznać się z instrukcją bezpieczeństwa i higieny pracy w warsztatach lub pracowni
technologicznej,
3) zorganizować stanowisko pracy do wykonania ćwiczenia z zachowaniem zasad
bezpiecznej pracy,
4) założyć odzież ochronną,
5) przygotować połówkę skóry bydlęcej do rozkroju,
6) przygotować stół do rozkroju ręcznego,
7) przygotować narzędzia i urządzenia do rozkroju,
8) przygotować wzorniki do rozkroju.
Wyposażenie stanowiska pracy:
–
stół do rozkroju,
–
skóra bydlęca,
–
narzędzia: nóż do rozkroju, przyciski, osełka,
–
płyta do rozkroju,
–
wzorniki do rozkroju saszetki,
–
instrukcja stanowiskowa,
–
dzienniczek praktyk,
–
literatura z rozdziału 6.
Ćwiczenie 2
Dokonaj rozkroju ręcznego skóry świńskiej na paski męskie, z zastosowaniem kołodki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat rozkroju ręcznego skór
z zastosowaniem kołodki,
2) zapoznać się z instrukcją bezpieczeństwa i higieny pracy w warsztatach lub zakładzie,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
3) zorganizować stanowisko pracy do wykonania ćwiczenia z zachowaniem zasad
bezpiecznej pracy,
4) założyć odzież ochronną,
5) przygotować skórę do rozkroju,
6) przygotować stół do rozkroju ręcznego,
7) przygotować płytę do rozkroju,
8) przygotować linię metalową,
9) przygotować kołodkę.
Wyposażenie stanowiska pracy:
– stół do rozkroju,
– skóra świńska,
– płyta do rozkroju,
– kołodka,
– linia metalowa,
– instrukcja stanowiskowa,
– dzienniczek praktyk,
– literatura z rozdziału 6.
Ćwiczenie 3
Przygotuj wycinarkę elektrohydrauliczną do rozkroju elementów wyrobów kaletniczych
ze skóry miękkiej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać
w
materiałach
dydaktycznych
informacje
na
temat
wycinarek
elektrohydraulicznych,
2) założyć odzież ochronną,
3) zapoznać się z instrukcją obsługi, bezpieczeństwa i higieny pracy przy wycinarkach,
4) zorganizować stanowisko pracy do wykonania ćwiczenia,
5) sprawdzić czy przewód elektryczny nie ma mechanicznych uszkodzeń izolacji,
6) sprawdzić prawidłowość pracy wszystkich mechanizmów na biegu jałowym,
7) sprawdzić działanie sprzęgła,
8) sprawdzić czy kloc ma równą powierzchnię,
9) ustawić odpowiednią wysokość ramienia nad klocem,
10) wykonać próbę wycinania.
Wyposażenie stanowiska pracy:
−
wycinarka elektrohydrauliczna,
−
wycinaki,
−
kloc,
−
skóry miękkie,
−
instrukcja obsługi maszyny,
−
literatura z rozdziału 6.
Ćwiczenie 4
Dokonaj segregacji odpadu skóry bydlęcej z podziałem na klasy i opisz sposób
wykorzystania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat klas odpadu i sposobu
wykorzystania,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) założyć odzież ochronną,
4) rozłożyć odpad skórzany,
5) przygotować przyrządy pomiarowe,
6) posegregować odpad skórzany,
7) ustalić klasy odpadu,
8) uwagami podzielić się z innym uczniami.
Wyposażenie stanowiska pracy:
–
stół roboczy,
–
odpad skórzany,
–
przyrządy pomiarowe (planimetr, linijka),
–
plansza z klasami odpadu,
–
przybory do pisania,
–
dzienniczek praktyk,
–
literatura z rozdziału 6.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić maszyny do mechanicznego wycinania skór?
¨
¨
2)
dokonać rozkroju ręcznego skór na elementy wyrobu?
¨
¨
3)
przygotować skórę do rozkroju?
¨
¨
4)
dobrać odpowiedni nóż do rozkroju skór miękkich i twardych?
¨
¨
5)
przygotować kloc i wycinaki do rozkroju mechanicznego?
¨
¨
6)
ułożyć „ekonomicznie” wzorniki na skórze?
¨
¨
7)
zastosować kołodkę do rozkroju skór na pasy?
¨
¨
8)
zastosować przepisy bhp obowiązujące przy obsłudze maszyn
i urządzeń?
¨
¨
9)
przygotować maszynę wycinarkę elektrohydrauliczną do
pracy?
¨
¨
10)
wymienić mechanizmy krajarki pasów?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
4.4. Rozkrój materiałów skóropodobnych i nieskórzanych
4.4.1. Materiał nauczania
W przemyśle kaletniczym coraz częściej stosuje się materiały skóropodobne, które
charakteryzują się niską ceną i dobrymi właściwościami w stosunku do skór naturalnych.
Powoduje to, że coraz częściej zastępują, a niekiedy wypierają skóry naturalne w procesie
produkcji wyrobów.
Materiały skóropodobne można podzielić na trzy podstawowe grupy:
−
tworzywa higieniczne,
−
tworzywa niehigieniczne,
−
skóra wtórna.
Przez tworzywo skóropodobne rozumie się materiał o podłożu włóknistym lub
włókninowym, na który naniesiono jedną lub więcej warstw żywicy syntetycznej.
Skóra wtórna jest produkowana z różnych odpadów skór rozwłóknionych, sklejanych
lateksami żywic syntetycznych, a także kauczuku syntetycznego lub naturalnego.
Z tworzywami skóropodobnymi, ich rodzajami, właściwościami, sposobami otrzymywania
oraz zastosowaniem zostałeś zapoznany w jednostce modułowej 744[01].Z1.03
W procesie produkcji wyrobów kaletniczych na elementy wierzchnie i podszewkowe
stosuje się również tkanin. Tkaniny wierzchnie, przeznaczone do wytwarzania wyrobów są
podklejane fabrycznie drugą tkaniną, najczęściej podszewkową, np.: typu rena, lamigal, jak
również tkaniny lniane, konopne, z włókien syntetycznych i impregnowane. Tkaniny te
wykazują wiele dodatnich cech, wyroby z nich wykonane mają odpowiednią sprężystość
i estetyczność. Nadają się do wyrobu toreb sportowych, gospodarczych, podróżnych, waliz,
torebek damskich, itp.
Tkanina typu mora, ze sztucznego jedwabiu, jest typowym materiałem na podszewki
wyrobów kaletniczych. Z uwagi na to, że jest to tkanina wiotka i słaba, nadaje się tylko na
podszewki do małych wyrobów kaletniczych. Na podszewki wyrobów większych, typu:
walizy, torby podróżne i sportowe oraz torebki damskie mogą znaleźć zastosowanie różnego
rodzaju tkaniny odzieżowe, np.:
−
podszewka jedwabna J – 358,
−
podszewka rypsowa J – 641,
−
podszewka płaszczowa PE i inne.
Z wyrobami włókienniczymi, ich rodzajami, właściwościami, sposobami otrzymywania oraz
zastosowaniem zostałeś zapoznany w jednostce modułowej 744[01.Z1.02.
Do materiałów pomocniczych stosowanych w kaletnictwie podlegających rozkrojowi, należą:
−
materiały papiernicze,
−
materiały podkładowe.
Do najczęściej stosowanych materiałów papierniczych w wyrobach kaletniczych należą:
karton, tektury, fibra, preszpan, papiery różnej grubości np.
Gramatura poszczególnych wyrobów papierniczych wyrażona w g/m
2
jest następująca:
bibułka
– od 8 do 32,
papier
– od 36 do 160,
karton i cienkie tektury – od 160 do 315,
tektury grube
– od 350 do 3150.
W przemyśle skórzanym przyjęto uważać wyroby o gramaturze do 250 g/m
2
jako papiery, zaś
powyżej tej gramatury już jako karton i tektury.
Z wyrobami papierniczymi, ich rodzajami, właściwościami, sposobami otrzymywania oraz
zastosowaniem zostałeś zapoznany w jednostce modułowej 744[01]. Z1.04.
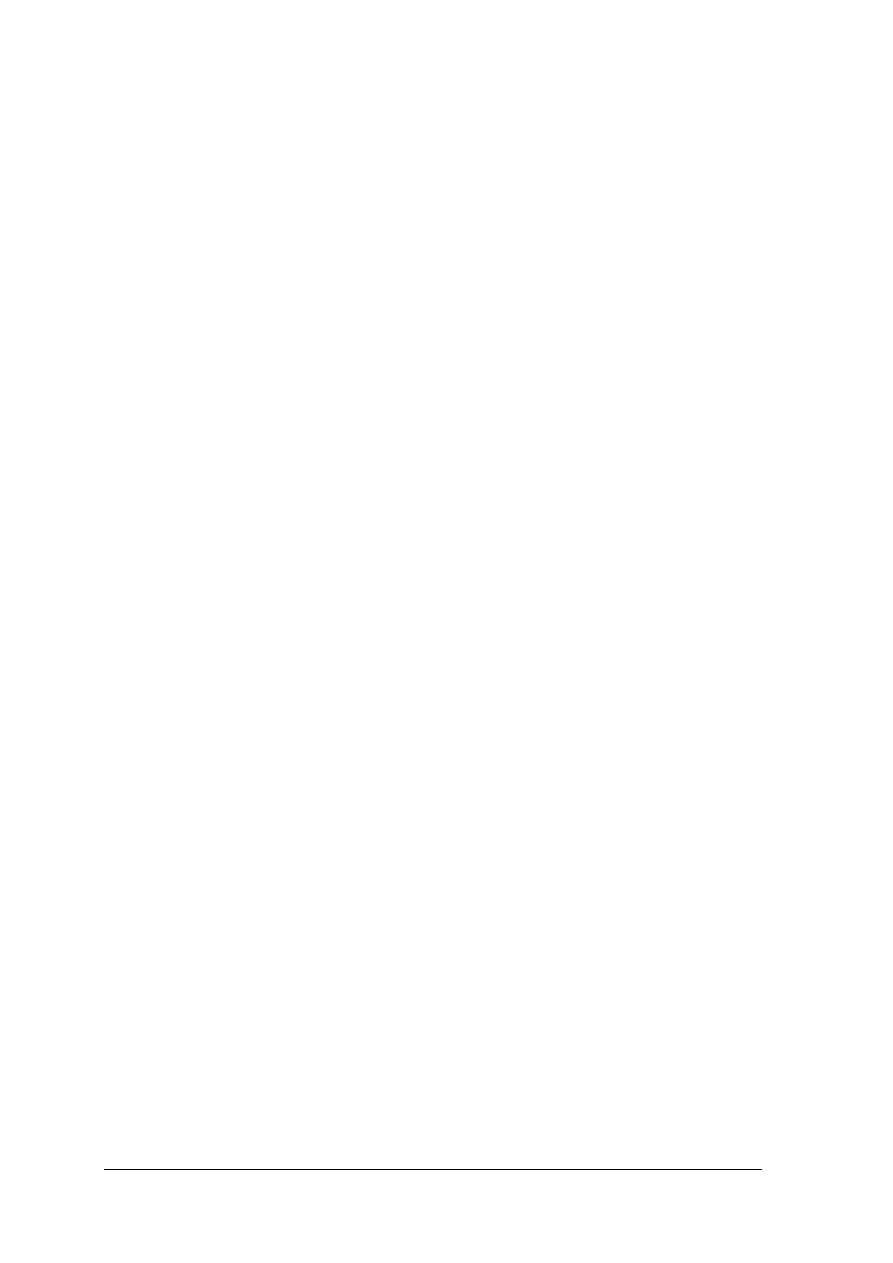
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Zasady i techniki rozkroju tworzyw skóropodobnych
W porównaniu ze skórami naturalnymi, mającymi zróżnicowaną strukturę, tworzywa
skóropodobne wykazują bardzo dużo zalet technologicznych, takich jak :
−
jednorodną strukturę w całej rolce materiału,
−
jednolity wygląd oraz brak uszkodzeń zewnętrznych,
−
jednakową grubość dla określonego asortymentu,
−
występują w postaci zrolowanych wstęg o szerokości (80÷140) cm.
Znormalizowane wymiary oraz jednorodna struktura tworzyw umożliwiają stosowanie
rozkroju wielowarstwowego i zarazem ekonomicznego. W fazie rozkroju tworzyw
skóropodobnych należy pamiętać o następujących zasadach:
1. Tworzywa skóropodobne mają większą ciągliwość w kierunku poprzecznym, dlatego
najważniejsze elementy wyrobów należy wycinać wzdłuż wstęgi tworzywa, ponieważ
powinny wykazywać najmniejszą ciągliwość podczas obciążeń.
2. Tworzywa skóropodobne o określonym rysunku np. imitujących skóry zwierząt
egzotycznych, układa w warstwy i rozkrój wykonuje się tak, aby rysunek lica elementów
w wyrobach był jednakowy.
3. Liczba jednocześnie wycinanych warstw zależy od rodzaju tworzywa, jego grubości oraz
miękkości, wykończenia lica oraz od wyposażenia technicznego działu rozkroju i wynosi
od 2÷12 warstw.
4. Tworzywa składa się licem do lica, a te o wykończeniu lakierowanym, przekłada się
papierem zapobiegając ich sklejanie.
5. Tworzywa z grupy polimerów z licem deseniowanym wycina się w dwóch warstwach,
natomiast tworzywa gładkie, uwzględniając grubość, do dwunastu warstw.
6. Podczas wycinania tworzyw z pokryciem PCW, które są bardziej miękkie od polimerów,
należy doświadczalnie ustalić liczbę warstw w stosie, poprzez próbny rozkrój.
7. Do wycinania elementów z tworzyw skóropodobnych stosuje się wycinaki niskie, których
wysokość wynosi 19 mm, służą one do wycinania od 2÷6 warstw, oraz wycinaki wysokie
od 32 ÷ 50 mm, które służą do wycinania od 6÷12 warstw. Wycinając elementy o dużej
powierzchni musimy zastosować wycinaki o masywnej konstrukcji i grubości 3÷4 mm,
ponieważ muszą być stabilne.
Mechaniczne wycinanie tkanin obejmuje następujące kolejno czynności: wykreślanie,
składanie tkanin w warstwy i wycinanie.
Tkaniny wierzchnie oraz podszewkowe wycina się w warstwach w ilości od 2–40, zgodnie
z zasadą, że im tkanina cieńsza tym więcej warstw. Szerokość określonego rodzaju tkaniny
jest zawsze jednakowa i wynosi od 0,7 ÷ 1,4 m, a struktura tkaniny jest jednolita. Wykreślanie
elementów składowych wyrobów wykonuje się zawsze na pierwszej warstwie tkaniny.
Czynność ta umożliwia jakościowe i ekonomiczne wykorzystanie wszystkich warstw, jak
również kontrolę rozkroju jeszcze przed jego przeprowadzeniem. Wadliwe wykonanie
wykreślania, może spowodować duże straty, ponieważ każdy nie wykorzystany kawałek
materiału w pierwszej warstwie, powiększa stratę tyle razy, w ile warstw złożona jest tkanina
(rys. 43).
Przy wykreślaniu należy kierować się następującymi zasadami:
1. Wykreślanie części składowych wyrobów narażonych na obciążenie przeprowadza się
w kierunku podłużnym( zgodnie z kierunkiem nitek osnowy).
2. Wykreślanie elementów rozpoczyna się od największych elementów, przejście na
mniejsze jest dopuszczalne wówczas, gdy jest lepsza układalność wzorników i racjonalne
wykorzystanie tkaniny.
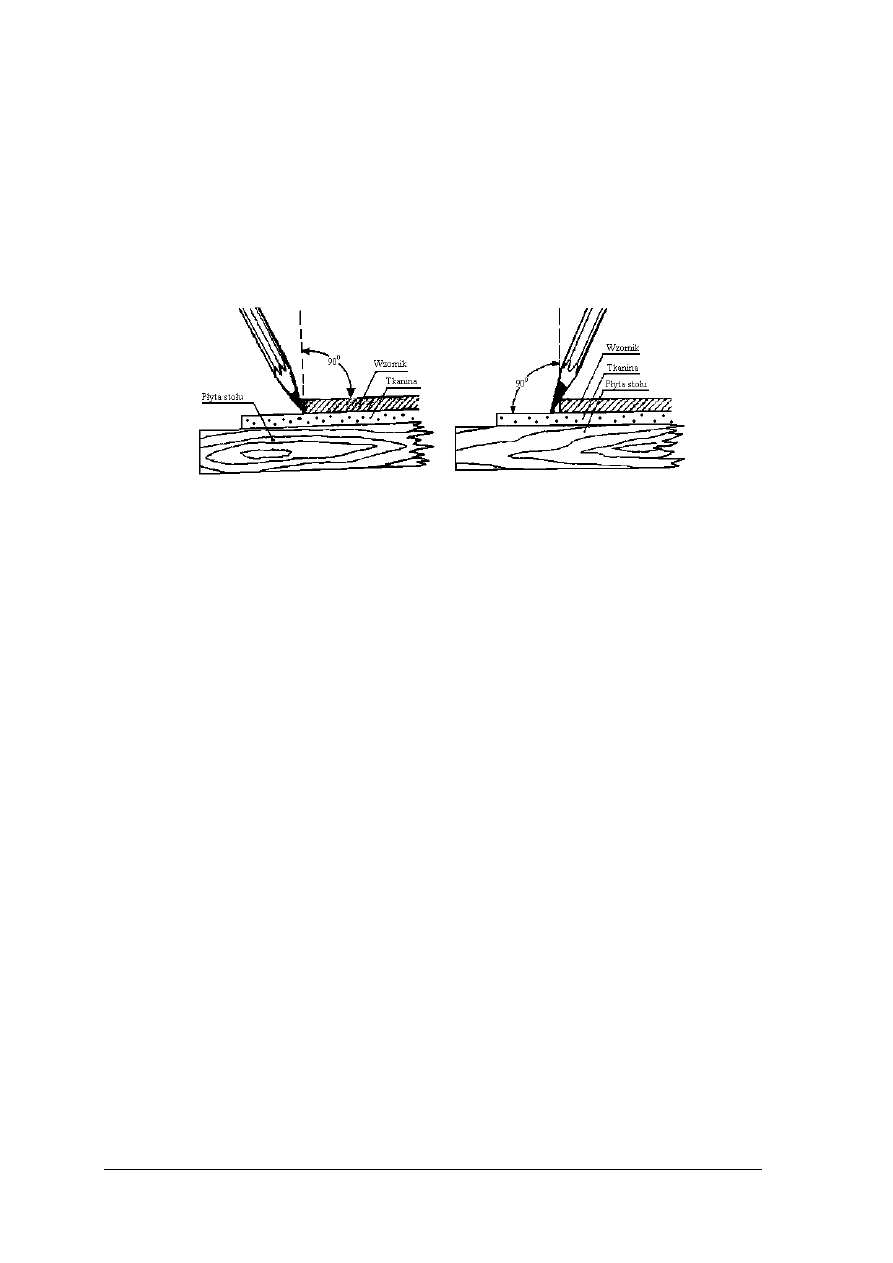
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
3. Wykreślanie elementów rozpoczyna się od lewej dolnej strony (składanie następuje
zazwyczaj po lewej stronie stosu).
4. Po prawej stronie wykreślanej tkaniny umieszcza się zazwyczaj drobne elementy
wyrobów.
5. Pozycja ołówka w czasie wykreślania powinna być pionowa (pod katem 90
o
),
podkreślanie zmniejsza powierzchnię elementów, a nadkreślanie wpływa na dodatkowe
zbędne zużycie materiału.
a) b)
Rys. 43. Wykreślanie tkanin [3, s. 70]
a) niedopuszczalne podkreślanie tkanin
b) niedopuszczalne nadkreślanie tkanin
Ogólnie przyjęto, że wysokość stosu nie powinna przekroczyć 2,5 cm. Pojedyncze tkaniny
poszewkowe układa się, co najmniej w 30 warstw, tkaniny podklejane w stosie od 4 do 20
warstw. Niewskazane jest układanie większej wysokości stosu, ponieważ wycinanie jest
utrudnione, a kształt wyciętych elementów górnych różni się od kształtów elementów
dolnych. Aby uniknąć zmarszczek i fałd, każdą warstwę należy wzdłuż i w szerz wyrównać
(wygładzić). Po warstwowaniu tkaniny, brzegi stosu spina się klamrami lub zbija
odpowiedniej długości gwoździami, uniemożliwia to przesuwanie stosu w czasie wycinania.
Rozkroju folii, materiałów zastępczych skóry i tkanin dokonuje się przeważnie maszynowo.
Części składowe wyrobu wycina się za pomocą wycinarek jednoramiennych,
dwuramiennych, belkowych, mostowych( używając wycinaków przelotowych) lub krajarek
taśmowych. Kloce lub deski do wycinania powinny być dostatecznie twarde, a powierzchnie
ich zawsze wyrównane. Za jakość wyciętych elementów jest odpowiedzialna osoba, która
pracuje bezpośrednio przy wycinaniu, mimo że wycinanie i składanie było wykonane przez
innych pracowników. W przemyśle skórzanym stosuje się dwa rodzaje krajarek: - taśmową
i przenośną z nożem prostym. Liczba warstw materiału powinna być taka, aby po rozkroju
ostatnia warstwa leżąca na desce była również przecięta. Przy rozkroju podszewki należy
wzorniki obciążyć bardziej niż przy rozkroju skóry, aby w czasie pracy materiał nie fałdował
się. Maszyny do rozkroju tkanin zostały omówione w rozdziale 4.4.
Maszyny do cięcia materiałów papierniczych
Do rozkroju tektury, papieru i materiałów nieskórzanych w warstwach stosuje się nożyce
stołowe, jak również gilotyny o napędzie ręcznym lub mechanicznym. Stos materiału wycina
się wg. wcześniej oznaczonych linii na warstwie górnej lub według wzorników. Rozkrój
materiału za pomocą gilotyny jest zazwyczaj dokładny i nie wymaga dodatkowych wyrównań
na działach montażowych. Gilotyną można wycinać tylko części składowe wyrobów
o bokach prostych (rys. 44).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
Rys. 44. Gilotyna hydrauliczna Maxima [3, s. 55]
a) widok ogólny b) główny mechanizm gilotyny
1- nóż, 2 – siodło mechanizmu przesuwu, 3 – stos materiału, 4 – listwa dociskająca,
5 – płyta stołu, 6 – bruzda wypełniona tworzywem sztucznym
Przykładem może być gilotyna hydrauliczna Maxima 80, maszyna półautomatyczna
o wydajności 30 cięć na minutę. Można na niej wycinać elementy tekturowe z dokładnością
do 0,1mm, o dowolnym formacie do wymiaru 800×580mm, ułożone w stos do wysokości
100mm.
Proces wycinania materiałów przebiega w trzech cyklach wywołanych pracą trzech ściśle ze
sobą zsynchronizowanych mechanizmów. Mechanizm krojenia zakończony jest prostym
masywnym nożem pracującym ruchem ukośnym. Pod naciskiem urządzenia dociskającego
o sile około 35kN nóż odcina od stosu materiałów warstwę żądanej szerokości z dokładnością
do 0,1mm. Ostrze noża jest oszlifowane jednostronnie pod kątem 20°
przy cięciu kartonów,
23°
przy cięciu twardych tektur, około 16°
przy cięciu materiałów miękkich, np. miękkich
gum czy płyt gąbczastych. Mechanizm przesuwny zakończony siodłem przesuwa po gładzi
stołu stos materiału pod nóż gilotyny wówczas, gdy znajduje się on w górnym punkcie
zwrotnym. Mechanizm dociskowy zakończony masywną listwą dociska w czasie krojenia
stos materiałów do stalowej płyty stołu z siłą, która uniemożliwia przesunięcie się ciętych
materiałów również i w czasie powrotnego ruchu noża. Aby nie dopuścić do stępienia lub
szczerbienia się ostrza noża w momencie osiągnięcia dolnego punktu zwrotnego, w płytę
stołu (do wykonanej bruzdy) wciśnięte jest tworzywo sztuczne (wymienialne w miarę jego
zużywania się).
Przykładem może być gilotyna Adast Maxima MS 115 z komputerem sterującym PD-04
i stołem powietrznym przedstawiona na rysunku 45.
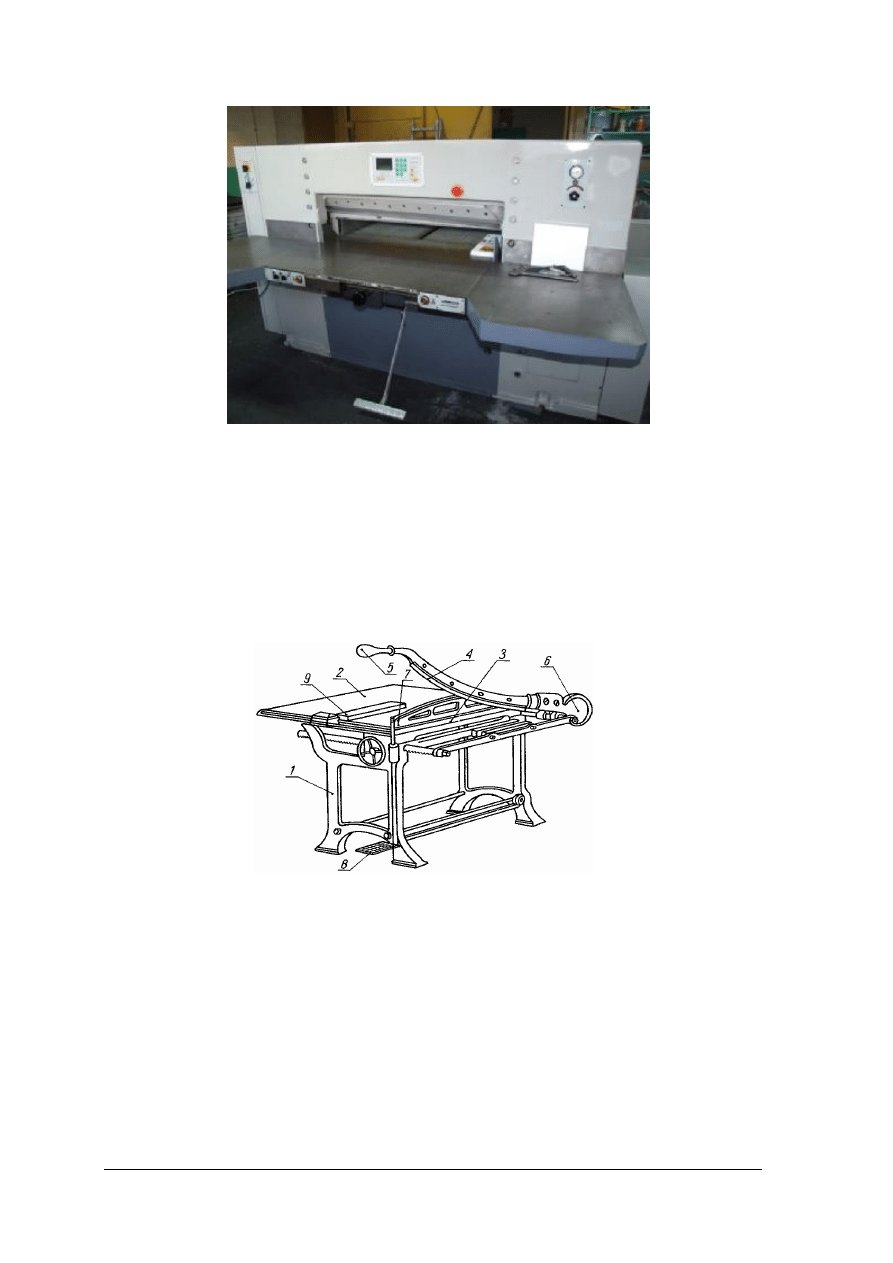
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
Rys. 45. Gilotyna Adast Maxima MS 115 [26]
Do rozkroju tektury i papieru stosuje się nożyce stołowe (rys.46). Podstawą maszyny
jest korpus żeliwny pokryty płytą stalową. Do bocznej strony płyty stołu przymocowane są:
nieruchomy nóż dolny oraz ruchomy nóż górny poruszany ręcznie i działający jak nożyce.
Nóż ten opuszcza się dzięki naciskowi na rączkę dźwigni, a podnosi pod naciskiem
przeciwciężaru. Do naciskania i unieruchamiania materiału służy płyta dociskowa
uruchamiana pedałem. Do regulacji szerokości ciętych pasków tektury służy kątownik
nastawny.
Rys.46. Nożyce stołowe [2, s. 50]
1 – korpus żeliwny, 2 – płyta stołu, 3 – nóż dolny. 4 – nóż górny, 5 – rączka dźwigni,
6 – przeciwciężar, 7 – płyta dociskowa, 8 – pedał, 9 – kątownik nastawny

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
Nowoczesne nożyce gilotynowe stołowe przedstawia rysunek 47.
Rys.47. Nożyce stołowe gilotynowe FS-1636 N [19]
Nożyce przeznaczone są do cięcia różnych sztywnych materiałów pomocniczych. Dzięki
możliwości zastosowania obracanych noży wymiennych zapewniona jest dwukrotnie dłuższa
żywotność urządzenia.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie czynności wykonuje się przy wycinaniu tkanin?
2. Jakie zasady obowiązują przy rozkroju tkanin wierzchnich?
3. Co to jest wykreślanie tkanin?
4. W jakim celu wykonujemy wykreślanie tkanin?
5. Jakie zasady obowiązują przy wykreślaniu tkanin?
6. Ile może wynosić liczba warstw w tkaninach podszewkowych?
7. Jakie maszyny możemy zastosować podczas rozkroju tkanin?
8. Jakie maszyny można zastosować podczas rozkroju materiałów papierniczych?
9. O jakich zasadach należy pamiętać podczas rozkroju tworzyw skóropodobnych?
10. Od czego zależy, liczba warstw wycinanego tworzywa skóropodobnego?
11. Jakie znasz zasady racjonalnego rozkroju tworzyw skóropodobnych?
12. Jakie znasz maszyny do cięcia materiałów papierniczych?
13. Jak zbudowana jest gilotyna hydrauliczna?
4.4.3. Ćwiczenia
Ćwiczenie 1
Przygotuj krajarkę z nożem prostym do rozkroju.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat krajarki,
2) założyć odzież ochronną,
3) zorganizować stanowisko pracy do wykonania ćwiczenia,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
4) sprawdzić czy przewód elektryczny nie ma mechanicznych uszkodzeń izolacji,
5) sprawdzić prawidłowość pracy wszystkich mechanizmów na biegu jałowym,
6) przygotować materiał do rozkroju,
7) wykonać próbny rozkrój.
Wyposażenie stanowiska pracy:
– krajarka z nożem prostym,
– materiał do rozkroju,
– wzorniki elementów wyrobu,
– ołówek,
– literatura z rozdziału 6.
Ćwiczenie 2
Na podstawie oględzin próbek tkanin podszewkowych, określ ich cechy oraz podaj
sposób ich rozkroju.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat tkanin stosowanych
w kaletnictwie,
2) zapoznać się z instrukcją bezpieczeństwa i higieny pracy w warsztatach lub w zakładzie
gdzie będzie realizowane ćwiczenie,
3) założyć odzież ochronną,
4) zorganizować stanowisko pracy do wykonania ćwiczenia,
5) dokonać oględzin próbek podszewek,
6) dobrać metodę i urządzenia do rozkroju poszczególnych rodzajów podszewek,
7) zapisać spostrzeżenia i decyzje w dzienniczku praktyk.
Wyposażenie stanowiska pracy:
– zestaw próbek podszewek jedwabnej, rypsowej, płaszczowej,
– stół do oglądania próbek,
– katalogi i instrukcje urządzeń stosowanych do rozkroju,
– dzienniczek praktyk,
– literatura z rozdziału 6.
Ćwiczenie 3
Wykonaj wykreślanie elementów teczki męskiej na pierwszej warstwie podszewki
tekstylnej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat wykreślania tkanin,
2) zapoznać się z instrukcją bezpieczeństwa i higieny pracy w warsztatach lub pracowni
technologicznej,
3) zorganizować stanowisko pracy do wykonania ćwiczenia z zachowaniem zasad
bezpiecznej pracy,
4) przygotować podszewkę,
5) przygotować wzorniki do rozkroju elementów podszewki torebki damskiej,
6) przygotować ołówki do wykreślania,
7) dokonać wykreślania elementów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
Wyposażenie stanowiska pracy:
– stół roboczy,
– przybory do rysowania,
– wzorniki do rozkroju podszewki torebki damskiej,
– podszewka,
– przyciski,
– dzienniczek praktyk,
– literatura z rozdziału 6.
Ćwiczenie 4
Obserwując mechaniczny rozkrój tektury na elementy usztywniające wyrobów
kaletniczych, opisz działanie gilotyny mechanicznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat mechanicznego rozkroju
tektury,
2) wybrać się na wycieczkę do zakładu produkcyjnego,
3) zapoznać się z obowiązującymi zasadami i instrukcją pracy przy maszynie do rozkroju
tektury i papieru,
4) założyć odzież ochronną,
5) zorganizować stanowisko pracy do wykonania ćwiczenia,
6) wysłuchać instruktażu o budowie, działaniu i sposobie wycinania materiałów
papierniczych,
7) wziąć udział w dyskusji i podsumowaniu zajęć,
8) uwagi i wnioski wpisać do dzienniczka praktyk.
Wyposażenie stanowiska pracy:
– maszyna do rozkroju materiałów papierniczych,
– tektura, papier,
– instrukcja stanowiskowa,
– instrukcja obsługi gilotyny mechanicznej,
– schemat gilotyny mechanicznej,
– dzienniczek praktyk,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić czynności które trzeba wykonać przed wycinaniem
tkanin?
¨
¨
2)
wykonać wykreślanie tkanin?
¨
¨
3)
ułożyć tkaniny w stosie?
¨
¨
4)
dobrać maszyny do rozkroju tkanin?
¨
¨
5)
dokonać rozkroju tkanin?
¨
¨
6)
dobrać maszyny do rozkroju materiałów papierniczych?
¨
¨
7)
dokonać rozkroju materiałów papierniczych?
¨
¨
8)
zorganizować stanowisko pracy do rozkroju tkanin?
¨
¨
9)
zorganizować stanowisko pracy do rozkroju materiałów
papierniczych?
¨
¨
10)
określić gramaturę różnych materiałów papierniczych?
¨
¨
11)
rozróżnić materiały skóropodobne?
¨
¨
12)
omówić zastosowanie gilotyny, krajarek, nożyc stołowych?
¨
¨
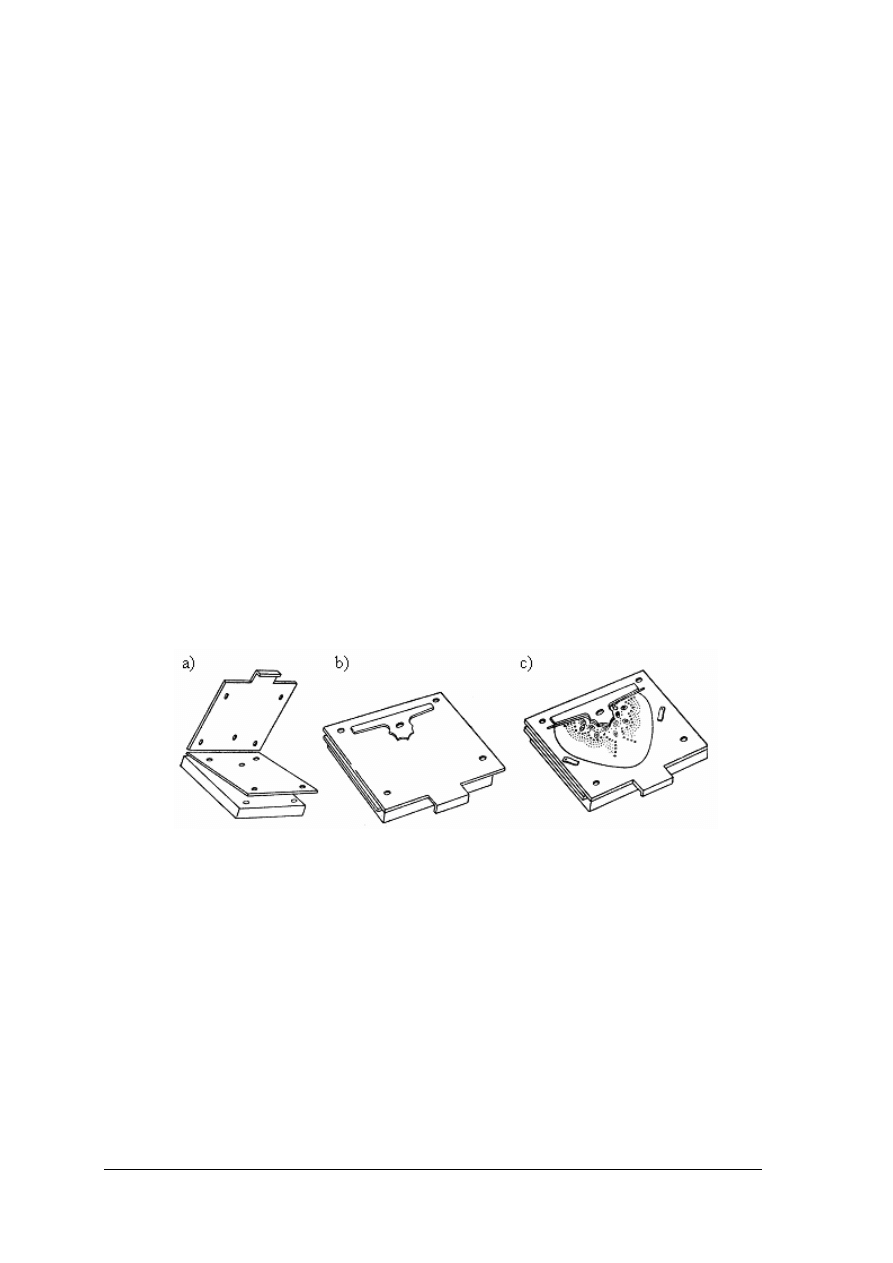
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
4.5. Przygotowanie elementów do łączenia
4.5.1. Materiał nauczania
Perforowanie
Perforowaniem nazywa się wycinanie w elementach wyrobów kaletniczych różnego
kształtu i wielkości dziurek tworzących ozdobny wzór. Perforowanie wymaga od pracownika
dokładności, wprawy i dobrego wzroku. Jakość elementu perforowanego zależy od czystości
konturów po wycięciu. Biorąc pod uwagę efekt zdobniczy perforacji czynność tę należy
wykonać wyjątkowo starannie. Rodzaje i wielkość perforacji zależą od rodzaju materiału
i wyrobu. Nieodpowiednia perforacja może spowodować osłabienie wyrobu. Przy perforacji
elementów z tworzyw skóropodobnych należy stosować dziurki okrągłe lub owalne. Należy
unikać perforacji o zbyt ostrych konturach tj. dziurek trójkątnych, kwadratowych lub
prostokątnych, co może być powodem pękania lica materiałów podczas użytkowania. W celu
uzyskania dwubarwnego efektu zdobniczego, pod otwory perforacji podkładamy materiał
o odmiennym, umiejętnie dobranym kolorze. Najprostszy, ale najmniej dokładny jest sposób
wycinania otworów ręcznie za pomocą dziurkacza i młotka.
Perforowanie mechaniczne niektórych elementów wyrobów kaletniczych. wykonuje się za
pomocą maszyn perforowarek i odpowiednich matryc. Matryce (rys. 48) do perforowania
składają się z trzech części: płyty dolnej, w której są umocowane dziurkacze
płyty środkowej, na której układa się elementy do perforowania i płyty górnej, którą zamyka
się element w matrycy. Płyta środkowa jak i płyta górna zaopatrzone są
w otwory, w które wchodzą dziurkacze tworząc wzór.
Rys.48. Matryce do perforowarki [9 s.130]
a) otwarta,
b) zamknięta,
c) z wyperforowanym elementem.
Maszyny perforowarki dzieli się ze względu na zasadę działania na mechaniczne
i elektrohydrauliczne.
Perforowarka mechaniczna Svit 06066 jest to rodzaj prasy mechanicznej
jednouderzeniowej, w której można wyodrębnić mechanizm napędowy połączony
z uderzakiem oraz mechanizm podający wózek do maszyny. Mechanizm napędowy jest
połączony z uderzakiem za pomocą pasów klinowych. Po uruchomieniu i uregulowaniu
wysokości uderzaka element wyrobu wkłada się do matrycy wyposażonej w układ
dziurkaczy, podtrzymując uchwytami i wprowadza się wózek z matrycą do maszyny pod
uderzak. Przez dociśnięcie pedału uderzak opada i jednym uderzeniem wybija w elemencie
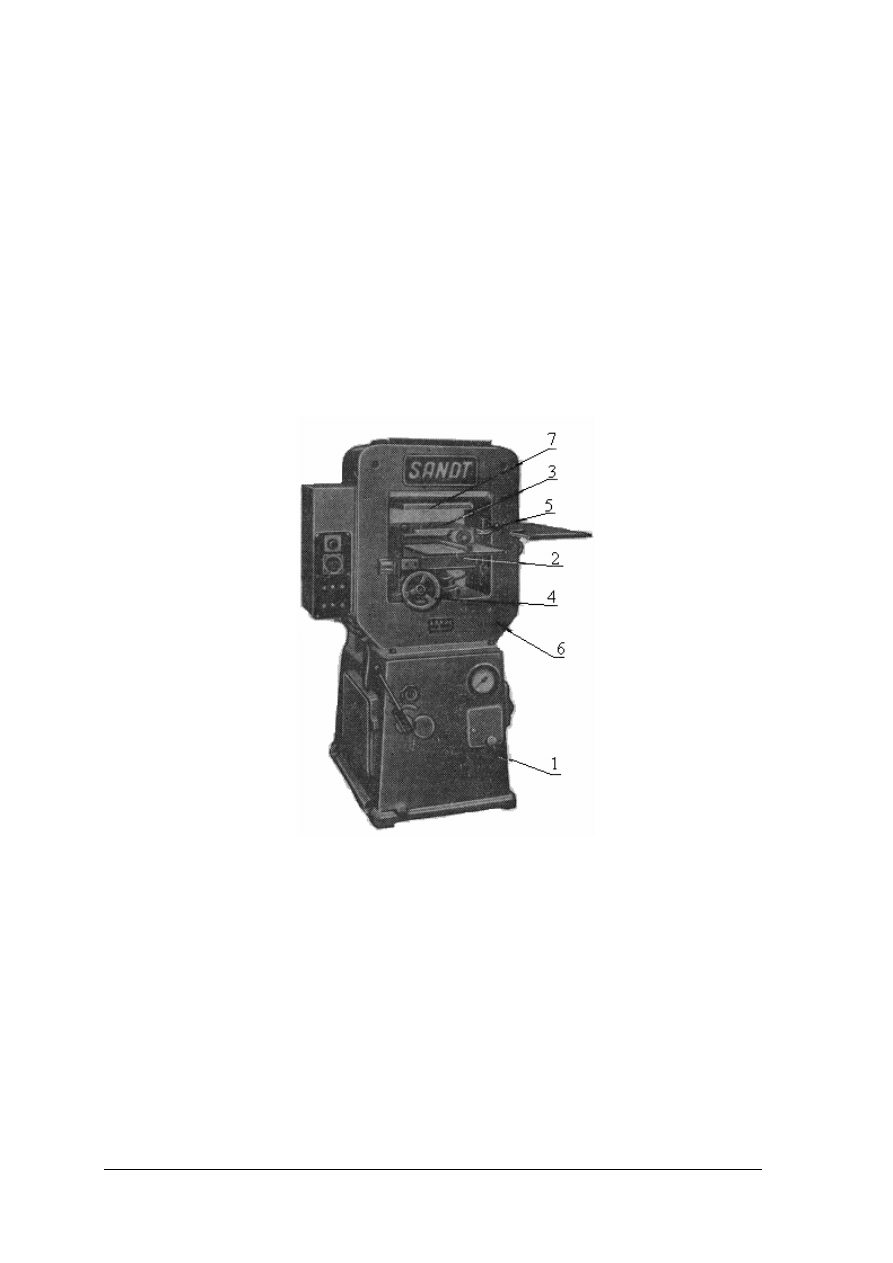
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
otwory. Dla uzyskania wyraźnych konturów perforacji czynność wykonuje się przez taśmę
papierową nawiniętą na rolkę umieszczoną w tylnej części maszyny.
Perforowarka elektrohydrauliczna firmy Sandt (rys. 49) coraz częściej wypierają
perforowarki typu mechanicznego, z uwagi na zalety zastosowanych mechanizmów
hydraulicznych. Dolną część maszyny stanowi korpus skrzynkowy 1, wewnątrz którego
umieszczony jest mechanizm elektrohydraulicznego napędu perforowarki. W skład tego
napędu wchodzą takie same elementy jak w mechanizmach napędu wycinarek
elektrohydraulicznych. Z tłoczyskiem siłownika hydraulicznego związany jest stół roboczy 2,
na którym umieszczony jest wózek 3 na matryce do perforowania. Skok stołu roboczego jest
stały i wynosi 12 mm. Zależnie od grubości matrycy stół roboczy może być podnoszony lub
opuszczany mechanizmem śrubowym 4. włączenie ruchu roboczego stołu w górę odbywa się
ze względów bhp przez naciśnięcie oburącz dwóch dźwigni 5 sterujących rozdzielaczem.
Górna część maszyny wykonana jest w kształcie ramy 6, do której przymocowana jest płyta
oporowa 7 przenosząca obciążenia podczas perforowania. Siła nacisku tej perforowarki
wynosi 600k N.
Rys.49. Perforowarka elektrohydrauliczna [11, s. 67]
Ścienianie brzegów elementów
Wykrojone elementy wyrobów kaletniczych przed ich połączeniem w gotowy wyrób
należy odpowiednio opracować. Do czynności przygotowawczych zalicza się: ścienianie
brzegów, wyrównywanie grubości elementów, usuwanie wad i uszkodzeń w wykrojonych
elementach, deseniowanie itp.
Ścienianie brzegów ma na celu wyeliminowanie lub zmniejszenie niepożądanych
zgrubień w miejscach łączenia części lub przy zawijaniu brzegów, co ma zasadniczy wpływ
na ułatwienie montażu i estetykę wykończania.
Brzegi elementów wyrobów kaletniczych ścienia się:
−
maszynowo,
−
ręcznie.
Ścienianie ręczne można wykonywać dwoma sposobami, tj. (dwóch kierunkach), „od siebie”
(rys. 50) i „do siebie” (rys. 51).
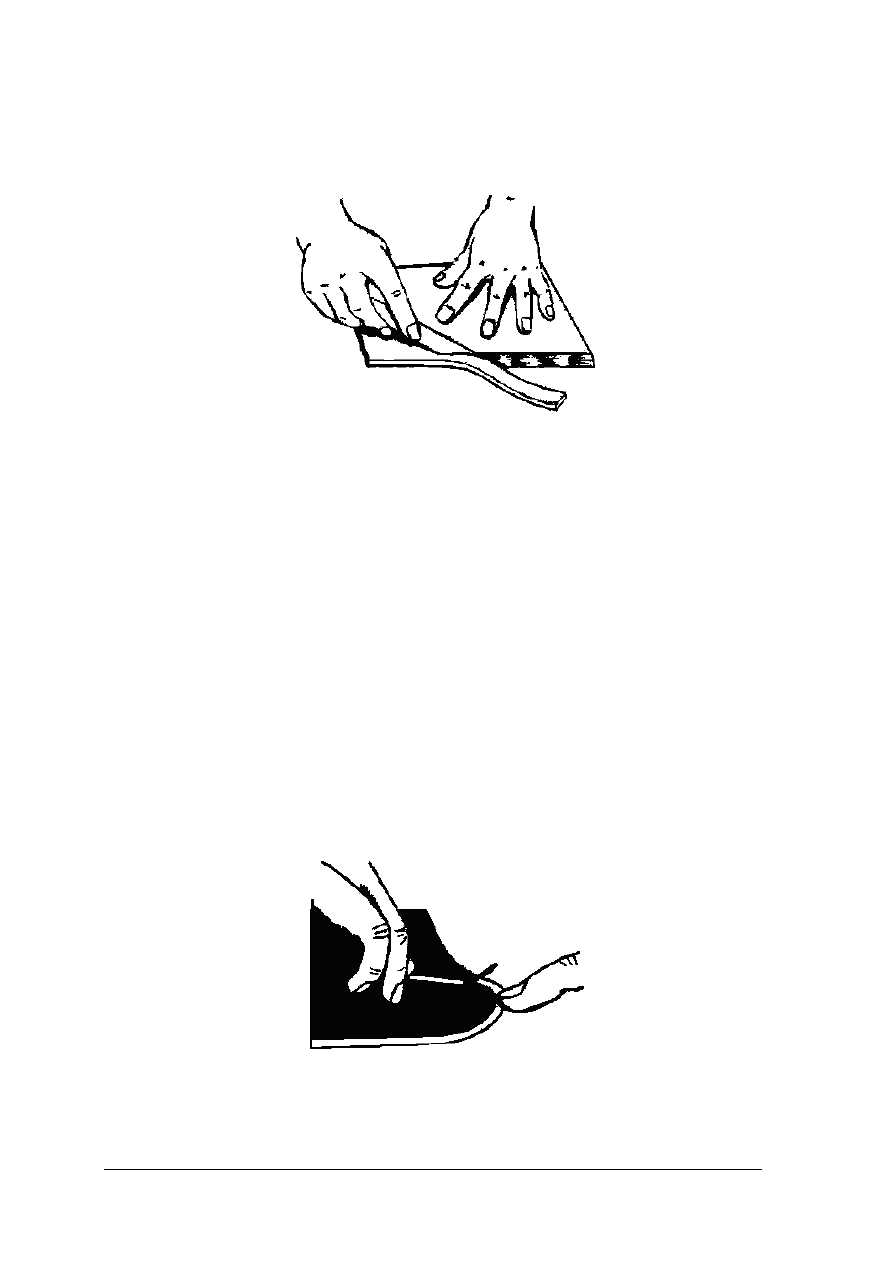
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
Ścienianie „od siebie” wykonuje się za pomocą prostego noża, który z lewej strony ostrza
ma odpowiednią fazę, natomiast jego prawa strona ma równą płaszczyznę. W czasie
ścieniania nóż chwyta się prawą ręką tak, aby kciuk spoczywał na grzbiecie noża, a pozostałe
palce na płaszczyźnie trzonka noża; natomiast lewą ręką przytrzymuje się ścieniany materiał.
Rys.50. Układ rąk w czasie ścieniania od siebie. [3, s. 82]
Ścienianie ręczne ,,od siebie” stosuje się przy wyrównywaniu płaszczyzn, brzegów
elementów i jako uzupełnienie ścieniania maszynowego.
Ścienianie ,,do siebie” wykonuje się za pomocą noża specjalnie zakrzywionego. Przy
ścienianiu grzbiet noża trzyma się palcami prawej ręki i kciukiem, palcem środkowym nadaje
się ostrzu noża kąt nachylenia, a zarazem reguluje szerokość ścieniania. Sposób ten stosuje
się do ścieniania brzegów wykrojów o kształtach wypukłych, wklęsłych lub prostych.
Ścienianie brzegów powinno być przeprowadzane bardzo umiejętnie, a grubość i szerokość
nie może odbiegać od wymagań określonych warunkami technicznymi. Nadmierne ścienianie
powoduje
obniżenie
wytrzymałości
na
rozerwanie,
natomiast
powierzchowne
i niedostateczne przyczynia się do powstawania zgrubień w miejscach zszywania.
Poszczególne części składowe wyrobów ścienia się od strony lica lub mizdry, w zależności
od sposobu ich łączenia i przeznaczenia. Ścienianie brzegów przeprowadza się na płytce
marmurowej lub szklanej. Narzędzia stosowane przy ścienianiu ręcznym to:
−
noże o dostosowanych kształtach,
−
linia z podziałką,
−
cyrkiel,
−
osełka,
−
marmurek,
−
grubościomierz.
Rys. 51. Układ rak w czasie ścieniania do siebie [3, s. 83]
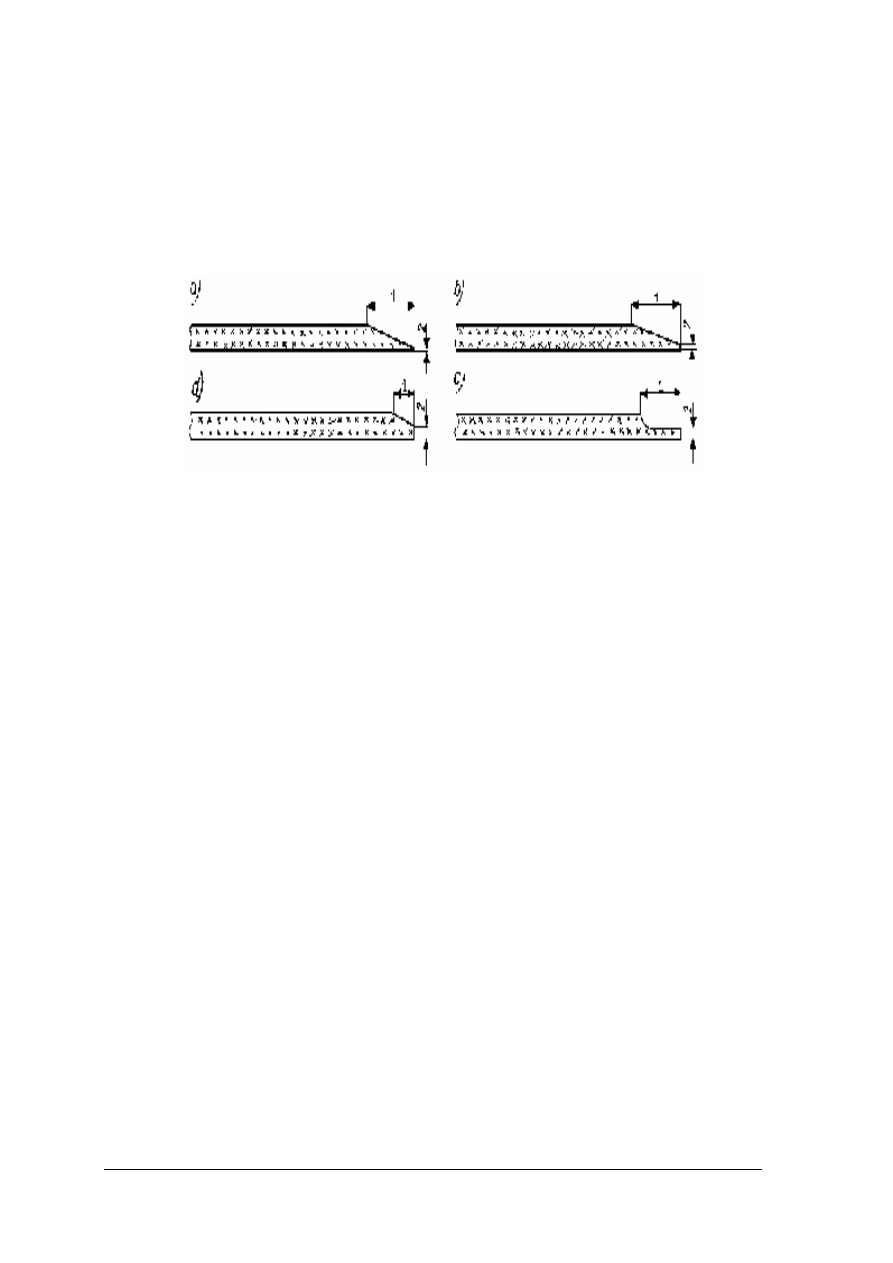
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
W przemysłowej produkcji wyrobów kaletniczych, ścienianie brzegów elementów
wykonuje się maszynowo. Do ścieniania mechanicznego stosuje się ścieniarkę brzegową
wyposażoną w nóż cylindryczny. Profil ścieniania zależy od kształtu oraz ustawienia stopki
dociskowej, a także regulatora szerokości ścieniania. Podczas ścieniania mechanicznego
można wyróżnić cztery profile ścieniania (rys. 52):
Rys. 52.
Profile ścieniania brzegów [1, s. 237]
a – ścienianie skośne ostre, b – ścienianie skośne tępe,
c – ścienianie wklęsłe, d – stępianie krawędzi,
1 – szerokość ścieniania,
2 – grubość ścieniania.
Przy ścienianiu elementów z tworzyw skóropodobnych wymagana jest znajomość
konstrukcji tworzywa. Należy pamiętać o tym, że podłoże spełnia podstawową rolę
i decyduje o wytrzymałości materiału, przecięcie podłoża tkaninowego osłabia tworzywo. Do
elementów z tworzyw stosuje się tylko dwa profile ścieniania: płaskie skośne i stępianie
krawędzi.
Parametry ścieniania
Dobra organizacja produkcji znajduje swoje odbicie w prawidłowej dokumentacji
technicznej, a więc w takiej, która zapewnia prawidłowy przebieg procesu produkcyjnego.
Produkcja wyrobów kaletniczych oparta jest na określonych wzorach i dokumentach.
Dokumenty ustalają przedmiot produkcji, rodzaj i cechy materiału jak również parametry
ścieniania, kolejność wytwarzania. Szczegółowo dokumentacja techniczno - technologiczna
zostanie omówiona w jednostce modułowej 744[01]. Z2. 01.
Dobierając parametry ścieniania, tj. grubość i szerokości ścieniania oraz profil ścieniania
dla danych elementów wyrobów skórzanych, sięgamy do dokumentacji technicznej w karcie
technologicznej, w której podane są szczegółowe wymagania dla wszystkich elementów
wyrobów. Szerokość i grubość ścieniania elementów ustala się w zależności od rodzaju
i grubości skóry, właściwości, rozmiarów i przeznaczenia ścienianego brzegu, rodzaju
wyrobu i jego konstrukcji. Na jakość i szerokość ścieniania ma również wpływ rodzaj
wyprawy skóry. Ścienianie skór garbowania roślinnego jest trudniejsze niż garbowania
chromowego (rys. 53).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
Rys. 53. Ścienianie i zawijanie brzegów [3, s. 122]
Przy ścienianiu brzegu, który ma być zawinięty na szerokość 3mm (np. kieszonki
portfela), szerokość ścieniania nie powinna przekroczyć 6mm. Szerokość ścieniania brzegu
jednego elementu, może być inna niż szerokość ścieniania brzegów dla wszystkich
pozostałych części składowych kompletu. Grubość ścienianego brzegu ustala się w zależności
od grubości skóry, rodzaju wyrobu i szerokości ścieniania.
Tab. 4. Orientacyjna szerokość ścieniania brzegów elementów ze skóry w zależności od rodzaju wyrobu w mm
[3, s. 77].
Części składowe
wyrobu skórzanego
Teczki
Portfela
Portmonetki
Torby damskiej
wywracanej
korpus
11-13
8-16
8-10
8-10
Ścianka:
- góry brzeg
- pozostałe trzy brzegi
8-9
11-13
---
---
7-8
8-10
---
---
przegródka
8-9
6-7
6-7
---
klapa
8-10
7-8
7-8
---
kieszenie
10
6-7
--
---
mieszki- brzeg górny
15
7-8
7-8
---
paski
8-10
---
---
---
Wycięte lub wykrojone elementy wyrobów kaletniczych, przed połączeniem w gotowy
wyrób należy sprawdzić, czy są na całej powierzchni jednakowej grubości stosując do tego
przyrząd pomiarowy, jakim jest grubościomierz.
Ścienianie brzegów wyciętych elementów kaletniczych przed ich połączeniem ułatwia
naszywanie lub ich zszywanie i zapobiega powstawaniu zgrubień w miejscu połączenia.
Wykrojone lub wycięte części składowe przed połączeniem ich w gotowy wyrób należy
poddać stosownym procesom obróbczym. Podstawowymi maszynami stosowanymi do
obróbki elementów są:
−
dwojarki taśmowe,np. firm: Adler, Albedo, Textima, Svit czy Fortuna,
−
ścieniarki, takich firm jak: Svit, Fortuna, Brugii, Elegi.
Ścieniarki
Typowa ścieniarka brzegów (rys. 54) składa się z:
−
mechanizmu napędu (rys. 55) i regulacji noża cylindrycznego,
−
mechanizmu podawania elementów i ostrzenia noża,
−
mechanizmu stopki dociskowej,
−
urządzenia do pochłaniania pyłu i odpadów powstających podczas ścieniania.
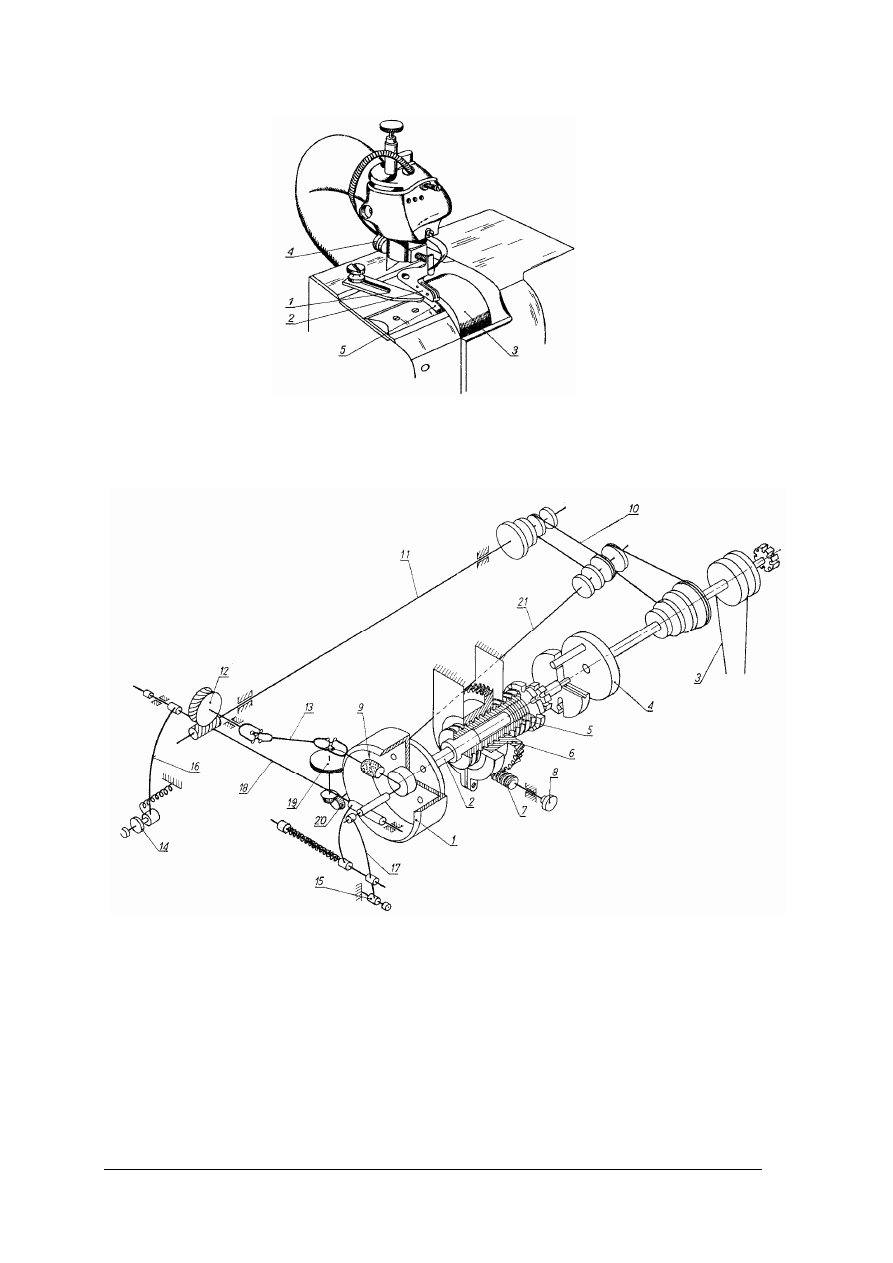
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
Rys. 54. Mechanizm roboczy ścieniarki [4, s. 76]
1 - regulator szerokości ścieniania, 2 - stopka dociskowa, 3 - nóż ścieniający cylindryczny,
4 - śruba regulująca nastawienie stopki, 5 - podajnik korundowy.
Rys. 55. Schemat napędu głównych mechanizmów ścieniarki elementów wyrobu [11, s. 74]
1 - nóż cylindryczny, 2 - tarcza wrzeciona, 3 - przekładnia pasowa, 4 - sprzęgło palcowe, 5 - tuleja, 6 - tuleja,
7 - ślimak, 8 - pokrętło, 9 - wałek podający, 10 - przekładnia pasowa stopniowa, 11 - wałek pomocniczy,
12 - przekładnia ślimakowa, 13 - wałek przegubowy, 14, 15 - pokrętła, 16,17 - dźwignie, 18 - wałek,
19 - tarcza ścierna, 20 - przekładnia zębata stożkowa, 21 - wałek pośredniczący.
Nóż cylindryczny przymocowany jest śrubami do tarczy wrzeciona, wprawianego w ruch
obrotowy silnikiem elektrycznym umieszczonym w korpusie maszyny. Moment obrotowy
przenoszony jest z silnika na wrzeciono za pośrednictwem przekładni pasowej oraz sprzęgła
palcowego. Wrzeciono osadzone jest w nagwintowanej tulei współpracującej z drugą tuleją
unieruchomiona w korpusie maszyny. Na tulei tej znajduje się wieniec koła ślimakowego,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
współpracujący ze ślimakiem osadzonym na wspólnym wałku z pokrętłem. Wprawiając
w ruch ślimak powodujemy obrót ślimacznicy, a wraz z nią tulei. Tuleja nakręca się na tuleję
przesuwając ją osiowo, a tym samym wprawia w ruch osiowy wrzeciono. W ten sposób
reguluje się maszynę przy jej nastawianiu oraz wtedy, kiedy chcemy przybliżyć nóż do wałka
podającego lub też od niego odsunąć. Najczęściej jednak, ze względu na ścieranie się noża
podczas ostrzenia i pracy, zachodzi konieczność przybliżania go do wałka podającego.
Przełożenie przekładni ślimakowej i skok gwintu tulei są tak dobrane, że na jeden obrót
pokrętła nóż i wrzeciono przesuwają się o 0,1 mm.
Posuw obrabianego materiału odbywa się za pomocą korundowego wałka podającego
wykonanego w kształcie baryłki. Prędkość posuwu elementów obrabianych wynosi od 0,7 do
1,7 m/s. Wałek podający napędzany jest tym samym silnikiem elektrycznym, co wrzeciono
poprzez przekładnię pasową stopniową, umożliwiającą zmianę prędkości podawania
elementów, wałek pomocniczy, przekładnię ślimakową oraz wałek przegubowy. Konieczność
zastosowania przegubów wynika stąd, że wałek podający zarówno podczas regulowania, jak
i podczas pracy zmienia swoje położenie w przestrzeni. Zmianę położenia wałka podającego
w przestrzeni uzyskuje się przez pokręcenie pokrętłami wprawiającymi w ruch układ dźwigni
oraz wałek. Nóż cylindryczny podczas pracy tępi się, dlatego też, ścieniarka zaopatrzona jest
w mechanizm ostrzenia, w skład, którego wchodzi tarcza ścierna napędzana przekładnią
zębatą stożkową, wałkiem pośredniczącym i przekładnią pasową napędzającą również wałek
pomocniczy. W celu uzyskania odpowiedniego profilu ścieniania brzegu elementu, element
jest dociskany do wałka podającego mechanizmem stopki dociskowej. Stopka dociskowa
spełnia dwie funkcje, a mianowicie: określa profil ścieniania oraz służy jako oparcie dla
podawanego materiału. Mechanizm stopki dociskowej umieszczony jest na wsporniku.
W jego skład wchodzą: stopka wykonana najczęściej w kształcie łuku, osadzona obrotowo na
osi, dźwignia służąca do podnoszenia i opuszczania stopki oraz sprężyna dociskająca stopkę
do materiału. Kąt nachylenia stopki zmienia się śrubą.
Ścieniarka zaopatrzona jest w urządzenie do pochłaniania pyłu umieszczone w korpusie
maszyny. Wentylator napędzany silnikiem elektrycznym poprzez przekładnię pasową
wytwarza prąd powietrza, które odpowiednimi kanałami wciąga większe odpadki do
pojemnika, pył zaś powstały przy ścienianiu zasysa otworem poprzez filtr do pojemnika. Filtr
składa się z szeregu rękawów wykonanych z tkaniny, którymi przepływa prąd powietrza wraz
z pyłem. Powietrze wydostaje się na zewnątrz przez ścianki rękawów, a pył na tych ściankach
się osadza. Korba wraz z mechanizmem krzywkowym służy do okresowego oczyszczania
rękawów z pyłu. Przebieg ścieniania przedstawia rysunek 56.
Ścieniany element układa się pod stopką dociskową w ten sposób, aby jego brzeg opierał
się o prowadnik szerokości ścieniania. Podajnik korundowy przesuwa element w kierunku
wirującego z prędkością ok. 2300 obr/min cylindrycznego noża, który ścienia go. Stopka po
uregulowaniu i ustawieniu pozostaje nieruchoma, a podajnik korundowy pod naciskiem
sprężyny przyjmuje właściwe położenie w zależności od grubości elementu. Szerokość
i grubość ścieniania zależą od grubości materiału, właściwości, rozmiarów i przeznaczenia
ścienianego brzegu. Grubość ścienianego brzegu ustala się w zależności od grubości
materiału, rodzaju wyrobu i szerokości ścieniania.
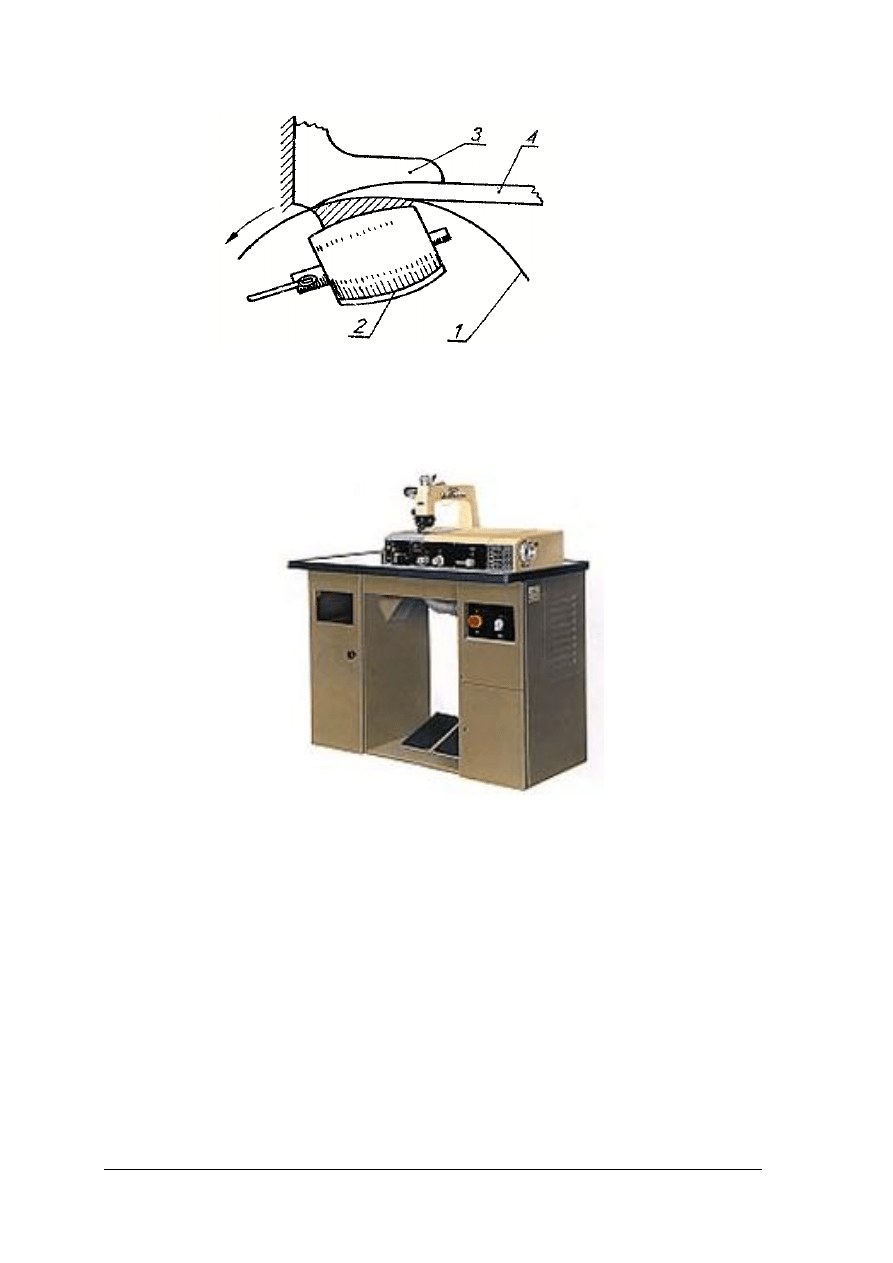
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
68
Rys.56. Schemat działania ścieniarki [3, s. 76]
1 - nóż cylindryczny, 2 - podajnik korundowy, 3 - stopka dociskowa, 4 – skóra.
Przykładem klasycznej ścieniarki brzegów jest maszyna produkcji firmy Svit 01339 P3
(rys. 57).
Rys.57. Ścieniarka brzegów Svit 01339 P3 [16]
Parametry techniczne:
Wydajność ( par/h ) 24 – 77
Grubość ścienianych części ( mm ) do 2,5
Szerokość ścieniania ( mm ) do 50
Szybkość podawania materiału ( m/s ) 0,57; 0,75; 0,96; 1,27
Moc ( kW ) 0,59
Rozmiary maszyny:
szerokość (mm) 1080
głębokość (mm) 590
wysokość (mm) 1120
Waga maszyny ( kg ) 150
Nowoczesną komputerową ścieniarki przedstawia rysunek 58.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
69
Rys.58. Ścieniarka brzegów SS 20 [24]
Ścieniarka SS 20 firmy LEIBROCK-POLSKA Maszyny i Materiały Sp. z o.o. w Łodzi
jest owocem zastosowania najnowszych osiągnięć nowoczesnej mechaniki i elektroniki. Jej
konstrukcja jest odejściem od tradycyjnych zasad budowy ścieniarek brzegów.
W szczególności zastosowanie komputera daje ścieniarce nowe, unikalne możliwości.
Maszyna pozostaje teraz pod stałą kontrolą i reguluje automatycznie parametry swojej pracy
zapewniając najwyższą wydajność w trakcie całej operacji ścieniania.
Wszystkie funkcje maszyny realizują zespoły mechaniczne napędzane niezależnymi
silnikami pozostającymi pod kontrolą komputera. Struktura zespołów mechanicznych
pozwala na szybki dostęp do wszystkich części składowych, w tym także na łatwą wymianę
noża dzwonkowego i tarcz ściernych. Na uwagę zasługuje wygodny dostęp do konsoli
sterowniczej i bardzo czytelny sposób wyświetlania danych. Skuteczny pochłaniacz pyłów
znalazł swoje miejsce w korpusie maszyny.
Ustawianie pozycji noża.
Szczelina pomiędzy krawędzią tnącą i stopką dociskową jest wyznaczana przez operatora
z mikrometryczną dokładnością. Szerokość tej szczeliny pozostaje niezmienna, także
w trakcie ścierania się krawędzi noża dzwonkowego, dzięki zastosowaniu specjalnego
urządzenia automatycznego. Jednocześnie urządzenie to zapewnia stałą, wysoką wydajność
ścieniania bez konieczności dokonywania częstych regulacji.
Ostrzenie noża i obciąganie tarczy ściernej.
Obydwie operacje, bardzo czasochłonne w tradycyjnej ścieniarce, w maszynie SS 20
wykonywane są automatycznie, ściśle według parametrów wybranych przez operatora (siła
docisku, czas trwania, przerwy).
W przypadku określonych rodzajów ścieniania nóż może być ostrzony w sposób stały.
Operator może także według własnego uznania uruchomić lub zakończyć ostrzenie noża
i obciąganie tarczy ściernej w dowolnym czasie.
Podawanie elementów.
Prędkość obrotów rolki podającej wybierana jest przez operatora i może być stała,
według wcześniej określonego tempa lub zmienna, kontrolowana pedałem.
W obydwu przypadkach, niezależnie od grubości i twardości elementów, ich prędkość
podawania może być bardzo dokładnie określona. Ta cecha szczególnie pozwala łatwo
ścieniać elementy o skomplikowanych kształtach. Przełącznik uruchamiany kolanem pozwala
w każdym momencie unieść stopkę i zwolnić element.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
70
Parametry ścieniania jak: grubość, szerokość, kąt, prędkość podawania są wyświetlane na
monitorze i mogą być z mikrometryczną dokładnością regulowane. Operator ustala parametry
ścieniania i dane te są automatycznie zapisywane w odpowiednim segmencie pamięci
maszyny.
Występują dwa prowadniki określające szerokość ścienianej krawędzi: ruchomy i stały.
Obydwa są jednocześnie czynne i mogą być zamiennie używane przy ścienianiu tego samego
elementu.
Ruchomy prowadnik pozwala na precyzyjne korygowanie szerokości ścienianej
krawędzi. Można też zaprogramować dla obrabianego elementu dopuszczalne odchyły, aby
umożliwić zastosowanie prowadnika stałego.
Prowadnik ten, ulokowany pod stopką dociskową obok noża, znakomicie sprawdza się
w skomplikowanych ścienianiach elementów z głębokimi załamaniami i wypukłościami.
Nieuniknione zużycie stopki dociskowej może być korygowane bezpośrednio z panelu
kontrolnego maszyny, jednocześnie dla każdego ścieniania zapewniając mu stałą, najwyższą
jakość.
Zapisywanie danych
Pamięć maszyny pozwala przechowywać 800 różnych rodzajów ścieniania (100 grup po
8 wariantów) i każdy z nich jest natychmiast dostępny, przyciskając odpowiedni guzik na
konsoli. Jednocześnie operator ma możliwość w dowolnym czasie poprawy lub modyfikacji
aktualnych parametrów ścieniania. Nowe ustawienia są zapisywane w pamięci zastępując
poprzednie.
Przetwarzanie elementów z różnymi rodzajami ścieniania.
Dla elementów wymagających różnych stylów ścieniania, maszyna pozwala
zaprogramować odpowiednie sekwencje. Zadanie operatora polegać będzie na przywołaniu
poszczególnych sekwencji w odpowiednim porządku. Następnie lekkie przyciśnięcie pedału
przełączy maszynę z jednego ustawienia do drugiego. Możliwym jest także zapisanie tych
sekwencji w pojemnej i wszechstronnej pamięci ścieniarki.
Dane techniczne:
−
szerokość ścieniania 0 - 20 mm,
−
prędkość podawania elementów 0 - 75 cm/sek.,
−
prędkość obrotów noża 2700 obr/min,
−
wydajność zależna od rodzaju elementów i wybranego stylu ścieniania,
−
wymagania elektryczne: prąd trójfazowy (jednofazowy na życzenie),
−
maksymalne zużycie energii 1200 W,
−
wymiary maszyny 105 x 55 x 103 (h) cm,
−
waga netto 145 kg.
Dwojenie
Wycięte skórzane elementy wyrobów kaletniczych nadmiernie grube lub wykazujące
grubość zróżnicowaną, wyrównuje się przy użyciu dwojarek. Do dwojenia płaszczyzn stosuje
się dwojarki taśmowe (rys. 59).
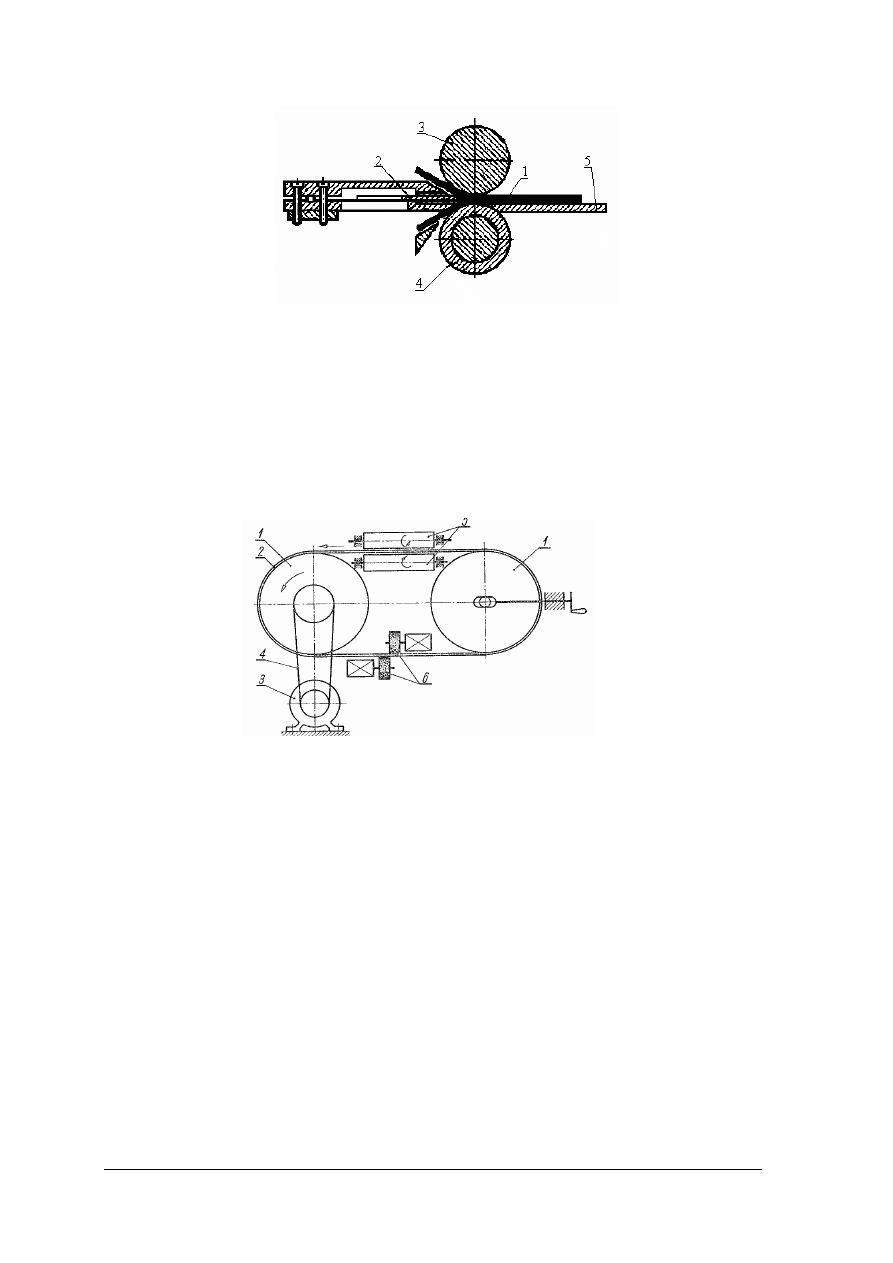
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
71
Rys. 59. Schemat mechanizmu roboczego dwojarki [3, s. 74]
1 – skóra, 2 –nóż taśmowy, 3 –wałek podający, 4 – wałek prowadzący, 5 –stół.
Mechanizm roboczy każdej dwojarki taśmowej (rys. 60) stanowią:
−
nóż taśmowy o obwodzie zamkniętym,
−
wałek podający,
−
wałek prowadzący.
Rys.60. Schemat mechanizmu noża taśmowego dwojarki [ 11, s. 69]:
1 - koła prowadzące, 2 - nóż taśmowy, 3 - silnik elektryczny,
4 - przekładnia pasowa, 5 - wałki podające, 6 – ostrzałki.
Oba wałki posuwają materiał w kierunku ostrza noża taśmowego, który wyrównuje
materiał do żądanej grubości. Grubość wyrównywanego materiału reguluje się dwiema
dźwigniami umieszczonymi po prawej stronie maszyny. W czasie pracy maszyny nóż
taśmowy jest ostrzony za pomocą ostrzałek napędzanych mechanicznie. Intensywność
ostrzenia reguluje się ręcznie kółkami umieszczonymi na froncie obudowy maszyny.
Przykładem nowoczesnej dwojarki jest maszyna firmy Fortuna typ NAF - 470 (rys. 61).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
72
Rys.61. Dwojarka elementów - Fortuna NAF 470 [25]
Maszyna służy do precyzyjnego dwojenia skór i podobnych im materiałów
wykorzystywanych w przemyśle kaletniczym i obuwniczym jak również w produkcji
elementów wewnętrznego wyposażenia samochodów. Maszynę cechuje najwyższa jakość
i precyzja wykonania oraz ergonomiczna konstrukcja zapewniające wykonanie wszystkich
operacji w krótkim czasie i przy minimalnym nakładzie pracy.
Dwojarka dostępna jest w dwóch wersjach:
−
NAF 470 z czujnikiem zegarowym wskazującym szerokość dwojenia,
−
NAF 470 E z elektronicznym wyświetlaczem grubości dwojenia, z urządzeniem
nacinającym (końcówki pasków, przyszwy), ze stałą kontrola i wyświetlaniem
podstawowych funkcji pracy dwojarki, ze stanowiskiem pomiaru skóry.
Wyposażenie maszyny: NAF 470 NAF 470 E
Górna rolka prowadząca X X
Liniał do dwojenia o grub. 0,2 mm O X
Gumowa rolka podająca
X X
Płynny (bezstopniowy) posuw materiału
X X
Pochłaniacz odpadów dwojonego materiału
X X
Lampa oświetlająca stanowisko pracy
X X
Grubościomierz
X -
Tłumik hałasu pracy odpylacza
X X
Pochłaniacz pyłu po ostrzeniu noża/filtr metalowy
X X
Zespól liniału profilowanego
O O
Zespól profilowanej rolki
O O
Stół rolkowy
O O
O = opcja wyposażenia X = wyposażenie seryjne
Opis techniczny:
−
szerokość robocza do 470 mm,
−
stałe pozycjonowanie krawędzi tnącej poprzez samoczynnie ustawiany nóż, z podglądem
przez szkła powiększające,
−
płynna, elektroniczna regulacja rolki podającej,
−
Minimalna grubość dwojenia: rolka (mm) 0,5,
−
minimalna grubość dwojenia: liniał (mm) 0,2,
−
maksymalna grubość (mm) 8,0,
−
głośność dB(A) 78,
−
prędkość posuwu (m/min) 2,2 - 24,6,
−
wymiary maszyny: długość, szerokość, wysokość (cm) 160 x 100 x 130,
−
przyłącze elektryczne (kVA) 4,4,
−
waga netto/brutto (kg) 700/835.
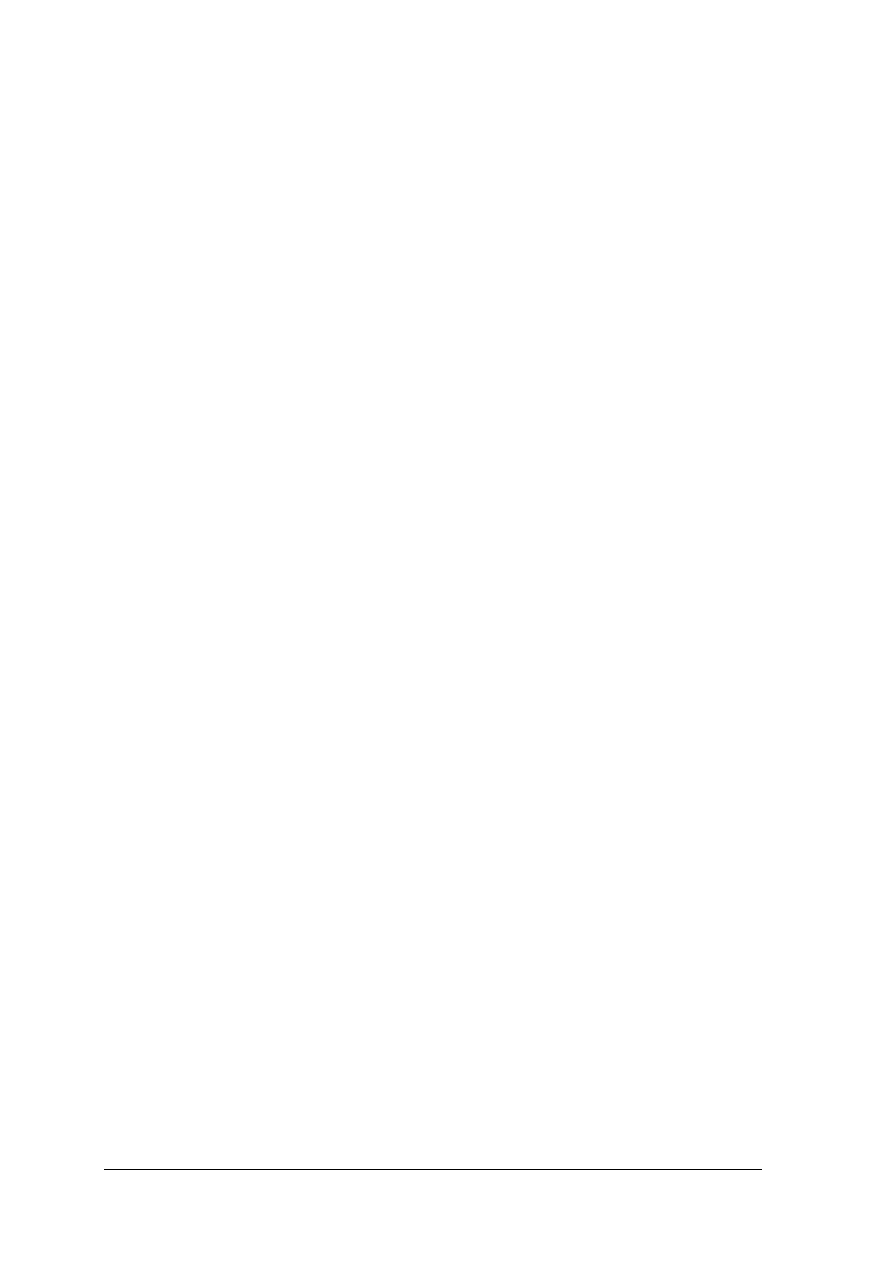
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
73
Usuwanie uszkodzeń
W wyniku nieumiejętnego ścieniania ręcznego, złego uregulowania ścieniarki lub złej
jakości skóry, mogą powstać uszkodzenia lub wady w postaci zacięć, wychwytów, a nawet
dziur.
Uszkodzenia te można naprawiać, jeżeli nie obniży się przez to jakości gotowego wyrobu.
Wszystkie elementy uszkodzone w takim stopniu, że ich naprawa jest niemożliwa przeznacza
się na wyroby o mniejszych wymiarach.
Naprawa zacięć – zacięcia powstają od strony mizdry w czasie ręcznego ścieniania skóry.
Naprawia się je w ten sposób, że po odwinięciu zaciętej części skóry smaruje się je
dwustronnie klejem i po odparowaniu rozpuszczalnika skleja się oraz sprasowuje pod
przyciskiem.
Naprawa wychwytów – wychwyty są to uszkodzenia części skóry polegające na
miejscowym nadmiernym ścienieniu skóry od strony mizdry. Powstają w czasie
niewłaściwego ścienia ręcznego lub maszynowego. Wychwyt przekraczający ¼ grubości
skóry powinien być wyrównany. W celu usunięcia wychwytu przygotowuje się odpowiedniej
wielkości łatkę skórzaną z tego samego rodzaju skóry, którą po usunięciu lica, ścienieniu
brzegów i naniesieniu kleju, przykleja się do uszkodzonego miejsca.
Łatanie dziur – dziury łata się tylko wtedy, jeżeli nie znajdują się one na linii zawinięcia
lub zagięcia skóry lub, gdy ich łatanie nie obniży jakości i wartości gotowego wyrobu. Do
uszkodzonej części składowej dobiera się identyczny kawałek skóry, pod względem grubości,
koloru,
gatunku.
Wybrany
odpowiedni
kawałek,
podkłada
się
pod
dziurę
i obrysowuje szydłem jej kształty, następnie ścienia się brzegi łatki od strony lica, tak, aby po
podłożeniu jej pod uszkodzoną część, grubość była taka, jak całego elementu. Ścienione
brzegi łatki i dziury smaruje się klejem i po odparowaniu rozpuszczalnika skleja się,
po czym oklepuje młotkiem w celu wyrównania grubości.
Usuwanie wad skóry
Wykrojone lub wycięte elementy skórzane mogą wykazywać wiele wad. Na licu tych
elementów mogą być widoczne ślady załamań, zmarszczek i zagnieceń, które powstają na
skutek niewłaściwego pakowania i magazynowania skór wyprawionych.
Skóry mogą być zbyt luźne lub zbyt cienkie, taką wadę usuwa się przez podklejanie
papierem, tekturą, flizeliną lub innym materiałem wzmacniającym. Przygotowane do
podklejania materiały wzmacniające smaruje się klejem i nakleja na wykrojone elementy.
Rodzaj materiału wzmacniającego uzależniony jest od przeznaczenia części składowej
wyrobu.
Powstałe zagniecenia, załamania i zmarszczenia skór garbowania roślinnego usuwa się
przez nawilżanie i wygładzanie lica. Zagniecenia lub załamania skór garbowania
chromowego usuwa się prasowaniem. Elementy drobne o małej powierzchni prasuje się
żelazkiem, natomiast większe pod prasą hydrauliczną (rys. 62). Czas prasowania żelazkiem
wynosi około 1-1,5 min, a temperatura nie powinna przekraczać 80
o
C.
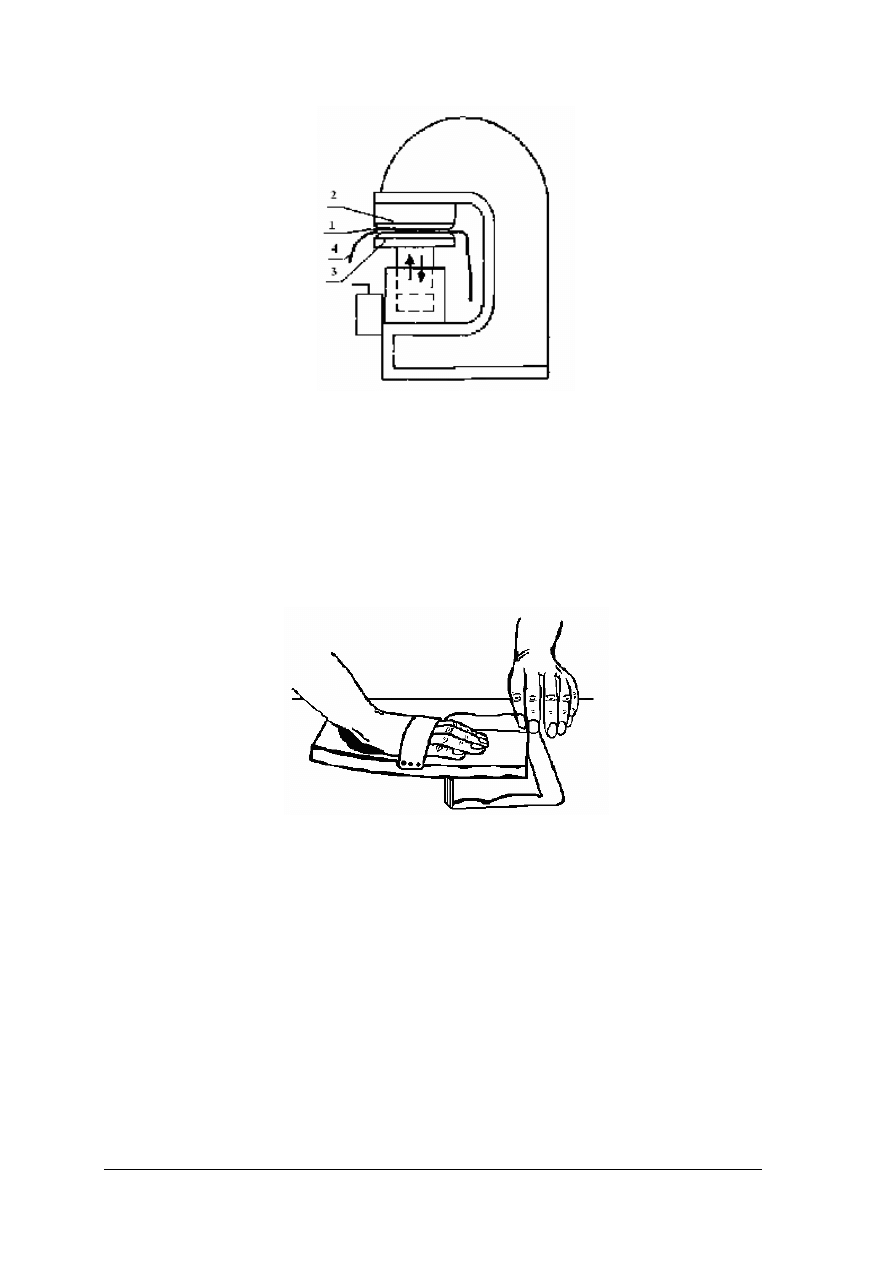
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
74
Rys.62. Prasa hydrauliczna do wygładzania lica: [3, s. 80]
1 – płyta prasująca, 2 – płyta grzewcza, 3 – płyta dolna,
4 – prasowany element.
Podczas prasowania skóra wyrównuje się, ale lico traci swój charakterystyczny rysunek,
a tkanka skórna częściowo usztywnia się. W celu usunięcia tych wad przeprowadza się tzw.
,,groszkowanie” lica skóry (rys. 63). Groszkowanie skóry wykonuje się ręcznie przy użyciu
drewnianej deski zaopatrzonej od spodu w płytę korkową lub gumową, od góry w uchwyt
w postaci paska. Czynność tą przeprowadza się na gładkiej powierzchni.
Rys. 63. Groszkowanie lica skóry. [3, s.80]
Deseniowanie elementów
Często, do zakładów pracy trafiają skóry nieodpowiadające wymaganiom jakościowym
ze względu na uwidocznione wady na stronie licowej. W czasie rozkroju wady te są omijane,
co
powoduje
zwiększenie
odpadu
nieużytecznego.
Pewne
określone
wady
i uszkodzenia, które na skórze są rozłożone symetrycznie, mogą stanowić dekorację.
W krajach zachodnich, wady naturalne, jak uszkodzenia spowodowane przez owady, piętna,
jarzma, itp. uważane są za zalety i gdy są rozłożone symetrycznie, mogą być wykorzystane
w wyrobach jako dekoracja. Często skóry z takimi wadami przeznacza się na wyroby
o charakterze sportowym. Wady, które występują na powierzchni lica w postaci zadrapań,
skaleczeń lica, naturalnych blizn, w celu zamaskowania i nadania elementom wyrobu ładnego
wyglądu, komplet części składowych określonego wyrobu poddaje się wytłaczaniu, nadając
licu sztuczny deseń
.
Deseniowanie przeprowadza się na maszynie deseniarce (rys. 64).
Podczas deseniowania skór garbowania roślinnego temperatura płyty nie powinna
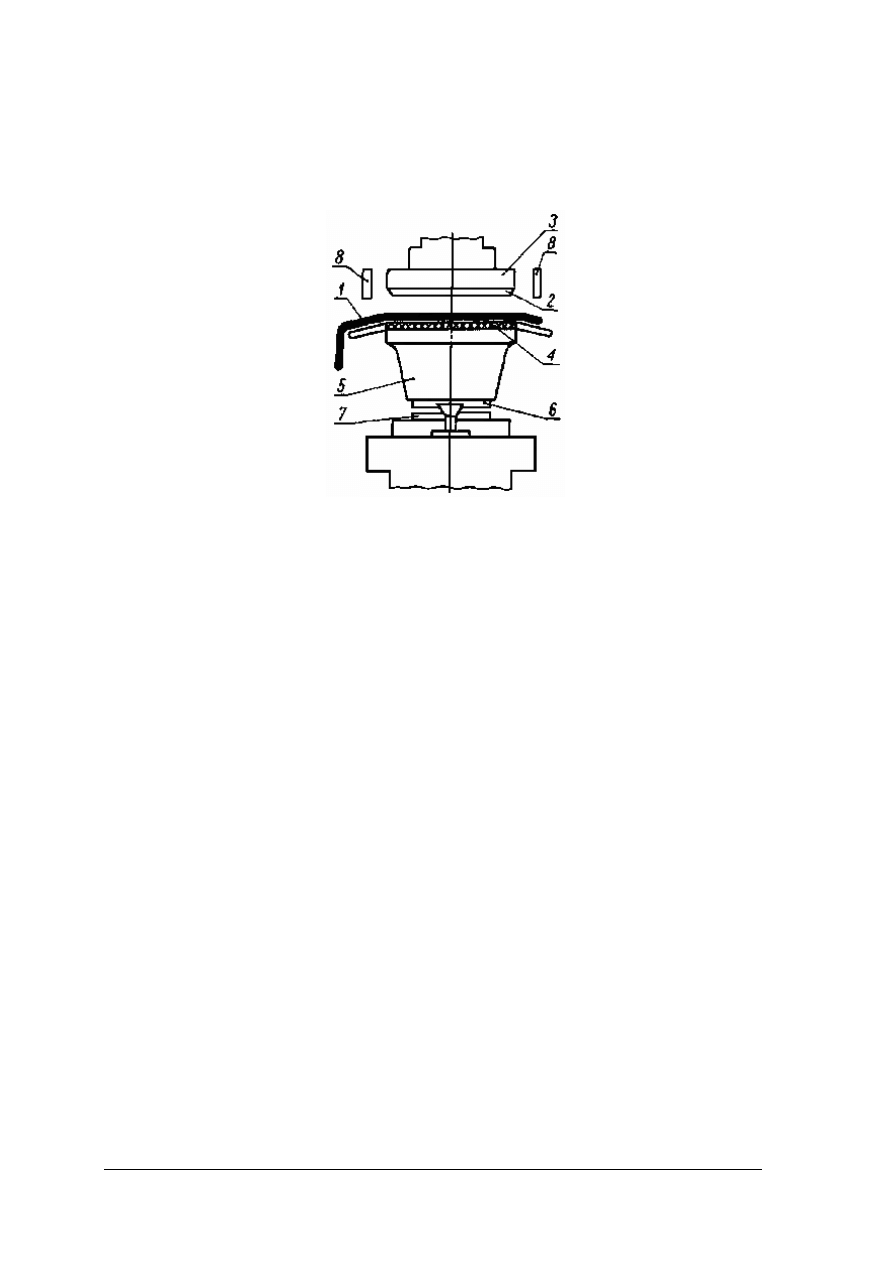
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
75
przekraczać 60
o
C, natomiast dla skór garbowania chromowego 90
o
C. W zależności od wzoru
płaszczyzny płyty deseniującej, lico deseniowanej skóry może imitować lico skóry
krokodylej, jaszczurzej, rybiej itp. Maksymalny nacisk prasy wynosi 630 t.
Rys. 64. Schemat deseniarki [3, s. 81]
1- skóra, 2 – płyta deseniująca, 3 - powierzchnia płyty grzejnej,
4 - powierzchnia stołu roboczego, 5 – stół roboczy, 6 – pierścień
odległościowy, 7 – przegub soczewkowy, 8 – osłony boczne.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak wykonujemy perforowanie elementów?
2. Jakie znasz sposoby ścieniania brzegów elementów?
3. Jak wykonujemy ścienianie „od siebie” i „do siebie”?
4. Od której strony można ścieniać elementy skórzane?
5. Jakie narzędzia potrzebne są do ścieniania ręcznego?
6. Jaką maszynę zastosujesz do ścieniania mechanicznego i dwojenia elementów?
7. Jakie znasz profile mechanicznego ścieniania brzegów elementów?
8. Jakie mechanizmy posiada ścieniarka i dwojarka?
9. Jakie znasz parametry ścieniania, co ma wpływ na ich ustalenie?
10. Jaką maszynę zastosujesz do wyrównania zróżnicowanej grubości wykrojonych
elementów kaletniczych?
11. Jakie uszkodzenia mogą powstawać podczas nieumiejętnego ścieniania?
12. W jaki sposób można naprawić dziury wychwyty i zacięcia?
13. Jak możemy poprawić jakość elementów luźnych lub zbyt cienkich?
14. Jak usuniesz zagniecenia lub załamania na elementach wyrobów kaletniczych?
15. Kiedy i w jakim celu wykonuje się groszkowanie elementów skórzanych?
16. Jakie wady lica skór, możemy wykorzystać w wytwarzaniu wyrobów kaletniczych?
17. Jak usuniesz wady lica skór – zadrapania, skaleczenia itp.?
18. Na jakiej maszynie i w jakim celu przeprowadzisz deseniowanie elementów?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
76
4.5.3. Ćwiczenia
Ćwiczenie 1
Obserwując pracę maszyny do perforowania, opisz jej zasadę działania i sposób
perforowania elementów wyrobów kaletniczych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat budowy perforowarki
i sposobu perforowania,
2) zapoznać się z instrukcją bezpieczeństwa i higieny pracy w warsztatach lub w zakładzie
gdzie będzie realizowane ćwiczenie,
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) zgromadzić próbki skór perforowanych,
5) posiadać dzienniczek praktyk,
6) opisać zasadę działania perforowarki,
7) opisać zasadę perforowania,
8) uwagi i spostrzeżenia wpisać do dzienniczka praktyk,
9) informacjami podzielić się z innymi.
Wyposażenie stanowiska pracy:
−
maszyna perforowarka,
−
próbki skór perforowanych,
−
matryce do perforowania,
−
dzienniczek praktyk,
−
literatura z rozdziału 6.
Ćwiczenie 2
Przygotuj ścieniarkę brzegów do pracy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat ścieniarek brzegowych,
2) założyć odzież ochronną,
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) zapoznać się z instrukcją obsługi ścieniarki,
5) sprawdzić czy przewód elektryczny nie ma mechanicznych uszkodzeń izolacji,
6) uruchomić maszynę,
7) ustawić odpowiednie parametry ścieniania,
8) wykonać próbę ścieniania.
Wyposażenie stanowiska pracy:
– instrukcja obsługi ścieniarki,
– ścieniarka brzegów,
– próbki skóry,
– dokumentacja techniczno – technologiczna,
– wkrętak,
– grubościomierz,
– miarka z podziałką,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
77
Ćwiczenie 3
Wykonaj ścienianie ręczne „do siebie” na próbkach skór, na szerokość wskazaną przez
nauczyciela lub obraną przez Ciebie – (dobierz przykładowe parametry).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat ścieniania ręcznego
i ustalania parametrów,
2) zapoznać się z instrukcją bezpieczeństwa i higieny pracy w warsztatach lub w zakładzie
gdzie będzie realizowane ćwiczenie,
3) zapoznać się z zasadami i instrukcją bezpiecznej pracy na stanowisku,
4) założyć odzież ochronną,
5) zorganizować stanowisko pracy do wykonania ćwiczenia,
6) przygotować przyrządy pomiarowe,
7) przygotować nóż do ścieniania ,,do siebie”,
9) przygotować narzędzia do ścieniania ręcznego – linia z podziałką, cyrkiel, osełka,
marmurek,
10) przygotować próbki skórzane,
11) zapisać w dzienniczku praktyk określone parametry ścieniania.
Wyposażenie stanowiska pracy:
– zestaw próbek skór np. bydlęcej i świńskiej,
– stół roboczy,
– przybory do rysowania i pisania,
– nóż do ścieniania,
– linia z podziałką, cyrkiel, osełka, marmurek,
– dzienniczek praktyk,
– literatura z rozdziału 6.
Ćwiczenie 4
W ścienianym elemencie wyrobu ze skóry bydlęcej powstała ,, dziura ”, dokonaj naprawy
uszkodzonego elementu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat usuwania uszkodzeń i wad,
2) zapoznać się z instrukcją bezpieczeństwa i higieny pracy w warsztatach lub w pracowni
gdzie będzie realizowane ćwiczenie,
3) zorganizować stanowisko pracy do wykonania ćwiczenia,
4) założyć odzież ochronną,
5) przygotować klej, pędzel, młotek,
6) wziąć udział w dyskusji i podsumowaniu zajęć,
7) uwagi i wnioski zapisać w dzienniczku praktyk.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
78
Wyposażenie stanowiska pracy:
−
uszkodzone elementy wyrobu,
−
klej, pędzel, młotek,
−
przybory do rysowania (ołówek, nakłuwak),
−
stół roboczy,
−
dzienniczek praktyk,
−
literatura z rozdziału 6.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić sposób i cel perforowania elementów?
¨
¨
2)
wykonać ścienianie ręczne i maszynowe?
¨
¨
3)
przygotować ścieniarkę do pracy?
¨
¨
4)
usunąć powstałe uszkodzenia podczas ścieniania?
¨
¨
5)
omówić budowę dwojarki?
¨
¨
6)
wykonać dwojenie elementów wyrobu?
¨
¨
7)
wyjaśnić w jakim celu przeprowadza się deseniowanie
elementów ?
¨
¨
8)
wymienić profile ścieniania elementów wyrobów?
¨
¨
9)
dokonać regulacji parametrów ścieniania?
¨
¨
10)
obsłużyć ścieniarkę brzegową i dwojarkę?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
79
4.6. Obróbka i magazynowanie elementów
4.6.1. Materiał nauczania
Znakowanie elementów
Znakowanie wykrojonych elementów ze skóry może odbywać się ręcznie po wzornikach
lub bezpośrednio w trakcie rozkroju mechanicznego, wycinakami, w których
mogą być
wmontowane nakłuwaki, dziurkacze, nożyki.
Znakowanie ma na celu wyznaczenie miejsca do montowania innych części składowych,
np. przyklejenie usztywnień, przymocowanie szyny, miejsc załamań, wszycia zamków
błyskawicznych, wykonania kieszeni lub naszycie pasków itp.. Znakowanie ręczne dokonuje
się nakłuwakiem lub ołówkiem do znakowania na skórach. Oznaczeń tych można dokonać
również przez odrysowywanie lub punktowanie według wzorników montażowych. Czynności
te wykonuje się trzymając ołówek pod kątem 90
o
w stosunku do elementu znakowanego.
Najczęściej stosowane oznaczenia to:
−
punktowe – stosowane na powierzchni elementów,
−
trójkątne nacięcia na krawędziach,
−
liniowe – służące do oznaczenia miejsc naszyć lub połączeń z innymi elementami.
Komplety elementów dla każdego wyrobu oznacza się ponadto symbolami słownymi
i cyframi. Na każdym komplecie wykrojów należy uwidocznić następujące dane:
−
nazwę wyrobu,
−
nazwę elementu wyrobu,
−
liczbę wykrojów.
Poszczególne komplety należy oznaczać kredą w sposób widoczny od lewej strony materiału,
a na skórach od strony mizdry. Stosując wykrojniki z wmontowanymi nakłuwakami,
produkcja wyrobów staje się bardziej wydajna, a łączenie elementów w całość dokładne.
Dziurkacze służą do wycinania otworów w różnego rodzaju paskach nośnych lub
zapinkowych, natomiast nożyki stosuje się w przypadku elementów, które będą miały brzegi
zawijane.
Kompletowanie elementów
Kompletem elementów nazywa się wszystkie wykroje wchodzące w skład jednego
wyrobu. Wszystkie części składowe wyrobów skórzanych przed przekazaniem do dalszej
obróbki lub do magazynu należy skontrolować pod względem ilości i jakości, a następnie
skompletować oraz spakować. W zależności od wielkości planu produkcyjnego lub
asortymentu produkcji, wycięte elementy kompletuje się pojedynczo, piątkami, dziesiątkami
lub w większych ilościach w produkcji seryjnej nawet od 25 do 100 sztuk w paczce.
Skompletowane elementy układa się w pojemnikach lub regałach jezdnych i odwozi się na
oddział montażu wstępnego lub do magazynu wyciętych elementów. Elementy ze skór
barwnych, folii i tworzyw skóropodobnych powinny być kompletowane według odcieni
barwy, jednakowych deseni, sposobu garbowania, grubości wykrojów i asortymentu. Istnieją
dwa sposoby kompletowania elementów:
1. Wszystkie wykroje i materiały dodatkowe, włączając w to i okucia, kompletuje się
w krojowni.
2. W krojowni kompletuje się jedynie wykroje wierzchnie i podszewki, a wszystkie pozostałe
części potrzebne do wykonania wyrobu kompletuje się w dziale montażowym.
W pierwszym sposobie kompletowania, dział montażu otrzymuje kompletne części składowe,
przez co dokładniejsza jest wiedza na temat zużycia wszystkich materiałów. Ponadto kontrola
techniczna ma możliwość sprawdzenia każdego kompletu i wyeliminowania elementów
wadliwych.
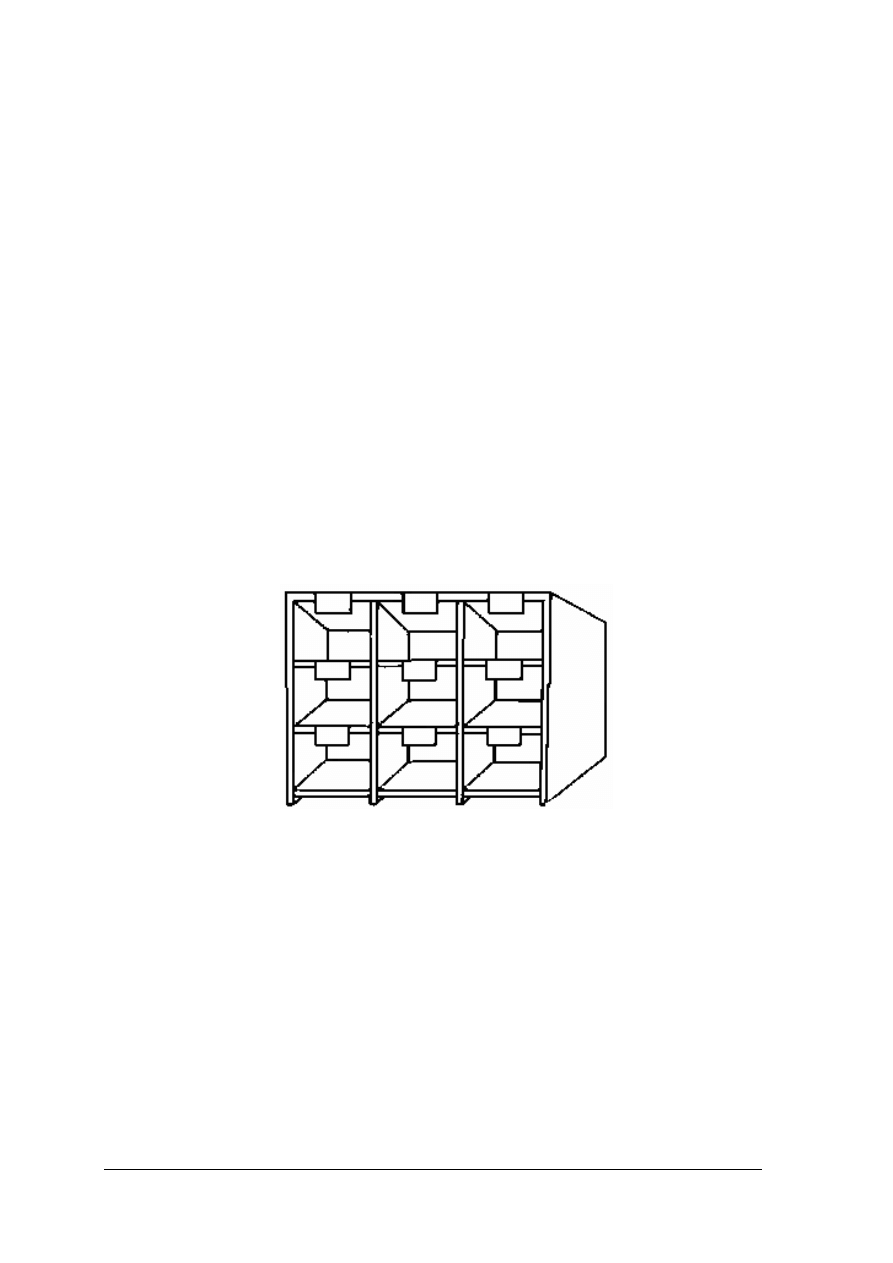
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
80
Magazynowanie i transport
Wykrojone elementy wyrobów magazynuje się w pomieszczeniach zamkniętych
i zaciemnionych. Wnętrze każdego magazynu powinno być dostosowane do właściwego
magazynowania elementów skórzanych, papierniczych i tkanin, ponieważ są one wrażliwe na
wpływy atmosferyczne tzn.:
−
wchłaniają wilgoć z powietrza,
−
zmieniają swoją barwę,
−
mogą ulegać pleśnieniu.
Składowanie wykrojonych elementów powinno odbywać się na regałach (rys. 65), półkach
lub na podkładach drewnianych. Szyby otworów świetlnych powinny być malowane na kolor
niebieski w celu zapobiegania bezpośredniemu działaniu promieni słonecznych. Nie wolno
składować elementów obok źródeł grzejnych oraz unikać wysokich temperatur. Papier
i tektura są materiałami higroskopijnymi, bardzo wrażliwymi na zmiany temperatury
i wilgotności. Elementy papiernicze układa się w stosach lub pudełkach na półkach lub
drewnianych podestach oddalonych od ścian oraz urządzeń grzewczych. W pomieszczeniach
magazynowych powinna być dobra wentylacja, należy kontrolować temperaturę i wilgotność
pomieszczeń, w których przechowywane są elementy wyrobów. Temperatura pomieszczeń
powinna być utrzymywana w granicach od 5-–15
o
C dla elementów skórzanych, a dla
wyrobów papierniczych od 15–20
o
C. Wilgotność powietrza w tych pomieszczeniach powinna
utrzymywać się dla elementów skórzanych w granicach od 50–75%, a dla wyrobów
papierniczych od 60–65%.Utrzymanie stałej wilgotności względnej jest konieczne i bardzo
ważne.
Rys. 65. Regał magazynowy.[7, s. 112]
Transport elementów wyrobów kaletniczych międzywydziałowy i międzyoperacyjny
zależy od warunków lokalowych, wielkości pomieszczeń, rodzaju i sposobu produkcji
w danym zakładzie. Na terenie zakładu produkującego wyroby kaletnicze odbywa się
transport:
−
międzywydziałowy,
−
międzyoperacyjny.
Transport międzywydziałowy jest elementem wiążącym poszczególne wydziały
produkcyjne jak krojownie, odział przygotowawczy, montażowy, jak i magazyn.
Wykrojone lub wycięte elementy wyrobów kaletniczych z oddziału krojowni przewożone są
regałami jezdnymi z półkami do oddziału przygotowawczego (opracowania) lub bezpośrednio
na montaż.
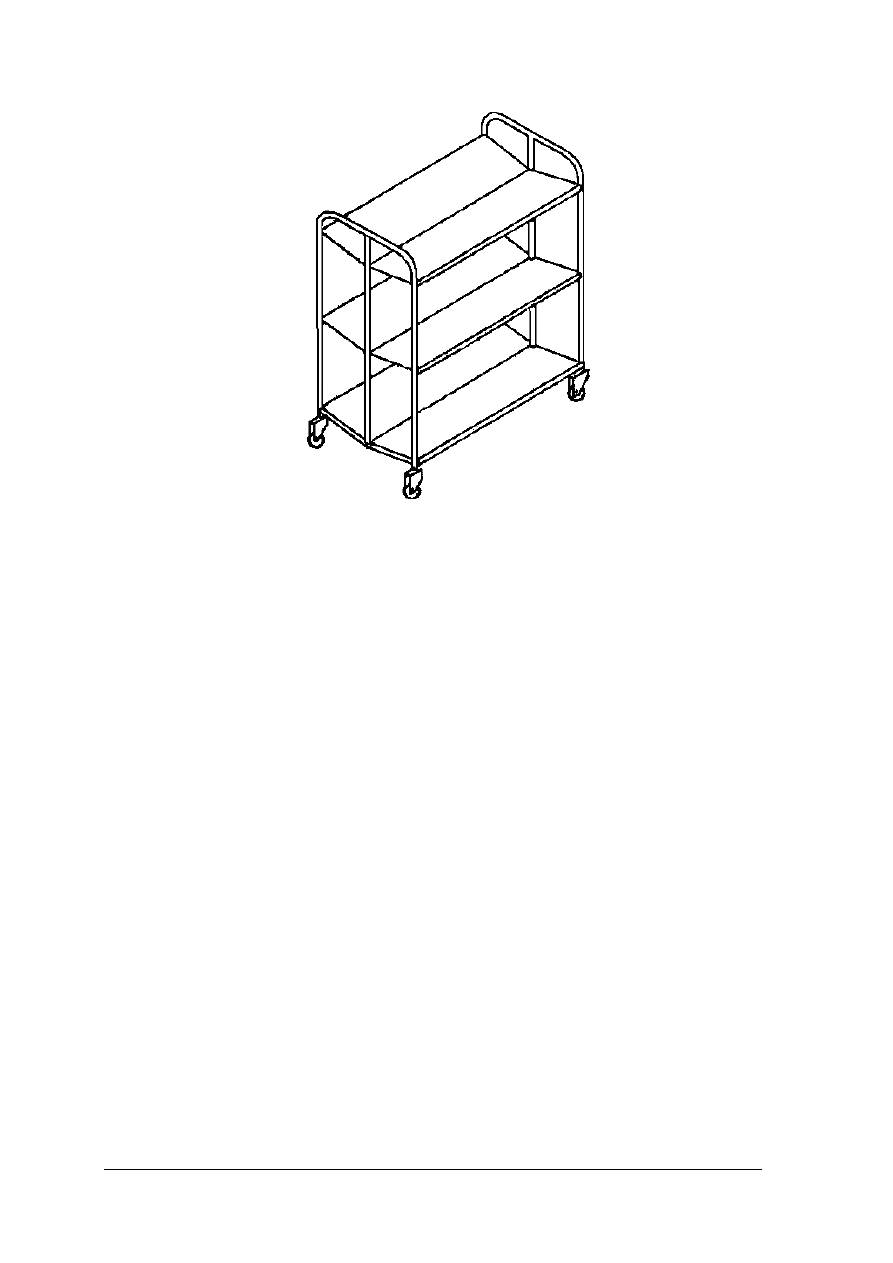
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
81
Rys. 66. Regał jezdny do transportu wyciętych elementów. [2, s. 57]
Sposób transportu elementów zależy również od form organizacyjnych procesu
technologicznego produkcji, którymi są:
1. system indywidualny – jeden pracownik wykonuje wyrób od początku do końca. System
indywidualny znajduje zastosowanie w punktach usługowych, jak również w komórkach
wzorcujących zakładów przy wykonywaniu pierwowzorów. W takim systemie transport
odgrywa bardzo małą rolę.
2. system brygadowy – zespoły lub brygady są tworzone z 5-20 pracowników. Brygady
wykonują wyroby asortymentowo lub kompleksowo, co pozwala na lepsze usytuowanie
stanowisk pracy i wyeliminowanie stosowania większego transportu.
3. system potokowy – (zwany inaczej taśmowym), ze względu na regulowany, ale
i wymuszony rytm pracy zapewnia równomierność produkcji. Stanowiska pracy są
ustawione po obu stronach przenośnika mechanicznego.
W budynkach o jednej kondygnacji stosuje się transport poziomy, przy wielu
kondygnacjach
transport
pionowy.
Transport
poziomy
może
być
transportem
jednokierunkowym lub z obiegiem zamkniętym, którym są:
1. przenośniki rolkowe – są to urządzenia bardzo proste, pudełka z elementami wyrobów
przesuwane są ręcznie od stanowiska do stanowiska w ustalonym kierunku. Stanowiska
robocze są ustawione z jednej lub po obu stronach przenośnika, w kolejności
wykonywanych operacji. Ostatnią czynnością jest wyjęcie gotowego wyrobu z pudełka,
a puste pudełko wraca na dolny tor, po którym wracają do początkowego punktu
przenośnika,
2. przenośniki taśmowe – zamiast rolek, mają transportujący pas z tkaniny gumowanej,
który pracuje z regulowaną prędkością po obwodzie zamkniętym. Przenośnik pracuje
w układzie jednokierunkowym. Zasada ustawienia stanowisk jest taka sama jak przy
przenośniku rolkowym,
3. przenośniki bezpośredniego zaopatrzenia - są najnowszym rozwiązaniem transportu
międzyoperacyjnego. Przenośnik ten zaopatrzony jest w pulpit operatora, mechanizm
podawania pudełek, pas transportujący i zwrotny pudełka. Stanowiska robocze są
umieszczone po obu stronach przenośnika i są oznaczone numerami. Zaletą tego
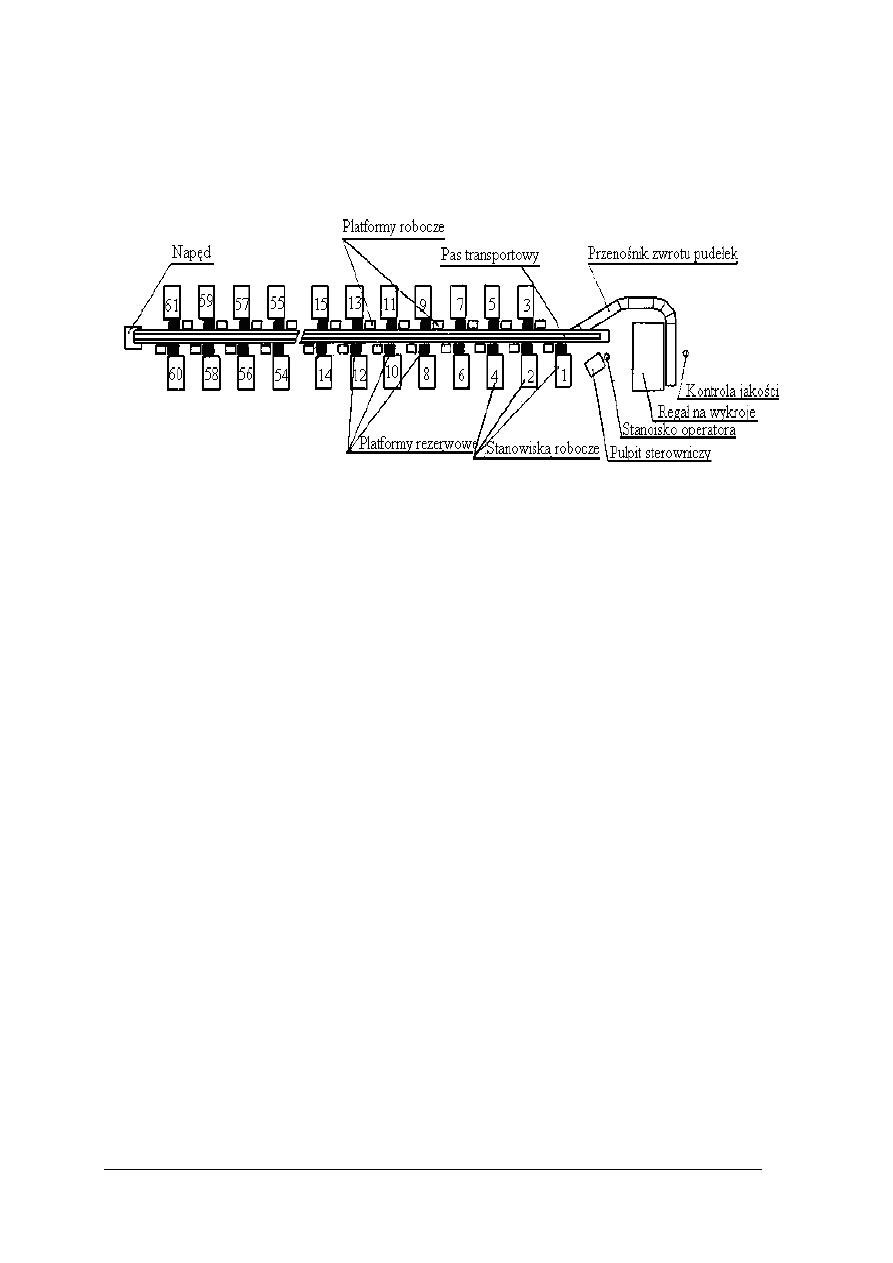
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
82
przenośnika jest duża wydajność pracy, możliwa jest też kontrola międzyoperacyjna
wykonanych czynności. Podczas takiego transportu, zmiana kolejności technologicznych
poszczególnych operacji, nie powoduje konieczności przestawiania maszyn.
Rys. 67. Schemat przenośnika bezpośredniego zaopatrzenia.[1, s. 324]
Wskazówki ogólne z zakresu bhp
1.
Na stanowisku roboczym należy utrzymywać stały porządek i dbać o czystość.
2. Samodzielnie użytkować maszynę może pracownik dokładnie znający jej konstrukcję i zasady
działania, tj. przeszkolony w zakresie bhp i zawodowym na stanowisku roboczym.
3. Użytkujący maszynę zobowiązany jest do noszenia odzieży roboczej w sposób
przewidziany instrukcją.
4. Pracownik może podejmować pracę tylko przy pełnej sprawności psychicznej i fizycznej.
5. W przypadku przerwy w dopływie energii elektrycznej należy maszynę natychmiast
wyłączyć z sieci.
6. W razie skaleczenia należy natychmiast udać się do punktu opatrunkowego,
a o wypadku zawiadomić mistrza i inspektora bhp.
7. W przypadku stwierdzenia usterek w pracy maszyny, wyłączyć ją i natychmiast
zauważone usterki zgłosić brygadziście lub mistrzowi.
8.
Przed odejściem ze stanowiska pracy maszynę wyłączyć z sieci elektrycznej.
9. Użytkującemu maszyny nie wolno:
–
oddalać się od włączonej maszyny,
–
dokonywać napraw i regulacji maszyny bez uprzedniego jej wyłączenia,
–
dokonywać napraw urządzeń elektrycznych,
–
dopuszczać do obsługi osób nieuprawnionych,
–
używać nieodpowiednich narzędzi,
–
tarasować przejść i pasów komunikacyjnych,
–
przystępować do pracy w stanie nietrzeźwym lub nadmiernego wyczerpania fizycznego,
–
rozmawiać podczas obsługiwania maszyny.
10. Użytkujący maszynę powinien:
–
chronić przewody elektryczne izolowane gumą prze zatłuszczeniem i zaoliwieniem,
–
sprawdzić czy urządzenia elektryczne i instalacje są uziemione lub zerowane,
–
dbać, aby przewody elektryczne doprowadzające siłę były podwieszone, a nie
leżały na podłodze,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
83
–
pracować przy maszynie tylko przy prawidłowo założonych i zamkniętych
osłonach,
–
właściwie i starannie wykonywać swoje czynności.
11. Każda maszyna powinna być zaopatrzona w instrukcję obsługi.
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Czym i od której strony oznacza się wykrojone elementy?
2. W jakim celu stosujemy znakowanie?
3. Jakie narzędzia służą do znakowania?
4. Jakie oznaczenia stosuje się najczęściej?
5. Jakimi symbolami oznacza się wykrojone elementy?
6. Do czego służą dziurkacze i nakłuwaki wmontowane w wykrojniki?
7. Jaka liczba elementów wyrobów może być skompletowana i spakowana?
8. Na czym można układać skompletowane elementy?
9. Co nazywamy kompletem elementów?
10. Jakie czynniki powinny być brane pod uwagę przy kompletowaniu elementów?
11. Jakie wyróżniamy sposoby kompletowani elementów?
12. Jakie warunki dla przechowywania elementów powinien spełniać magazyn?
13. Jakie czynniki mają zły wpływ na magazynowane elementy?
14. Jaka temperatura i wilgotność powietrza w magazynie wymagana jest dla elementów
skórzanych?
15. Jaka temperatura i wilgotność powietrza w magazynie wymagana jest dla materiałów
papierniczych?
4.6.3. Ćwiczenia
Ćwiczenie 1
Na wykrojonych ściankach przednich wyrobu torebka damska (np.10 szt.) oznacz miejsca
na wykonanie kieszeni wewnętrznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat montażu kieszeni,
2) zapoznać się z instrukcją bezpieczeństwa i higieny pracy na stanowisku do znakowania,
3) założyć odzież ochronną,
4) zorganizować stanowisko pracy do wykonania ćwiczenia,
5) przygotować elementy ścianek przednich,
6) przygotować wzorniki montażowe ścianki przedniej danego wyrobu do znakowania,
7) przygotować nakłuwak lub ołówek,
8) wykonać znakowanie na elementach ścianek,
9) spostrzeżenia zapisać w dzienniczku praktyk.
Wyposażenie stanowiska pracy:
−
stół roboczy,
−
ścianki przednie danego wyrobu w ilości 10 szt.,
−
wzorniki montażowe,
−
nakłuwaki lub ołówki,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
84
−
dzienniczek praktyk,
−
literatura z rozdziału 6.
Ćwiczenie 2
Wykonaj kompletownie elementów wyrobu kaletniczego wskazanego przez nauczyciela
tak, aby można było przekazać je na wydział montażu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w materiałach dydaktycznych informacje na temat kompletowania elementów
wyrobów,
2) zapoznać się z instrukcją bezpieczeństwa i higieny pracy w warsztatach lub w zakładzie
gdzie będzie realizowane ćwiczenie,
3) zapoznać się z obowiązującymi zasadami bezpiecznej pracy na stanowisku,
4) zorganizować stanowisko pracy do wykonania ćwiczenia,
5) założyć odzież ochronną,
6) przygotować elementy zewnętrzne wyrobu,
7) przygotować elementy podszewki,
8) przygotować okucia,
9) zapoznać się z dokumentacją danego wyrobu.
Wyposażenie stanowiska pracy:
–
dokumentacja technologiczna wskazanego wyrobu,
–
elementy zewnętrzne wyrobu,
–
elementy podszewki,
–
przybory do pisania,
–
dzienniczek praktyk,
–
literatura z rozdziału 6.
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
omówić sposób znakowania elementów wyrobów?
¨
¨
2)
wykonać znakowanie elementów wyrobów po wzornikach?
¨
¨
3)
wymienić najczęściej stosowane oznaczenia elementów?
¨
¨
4)
wymienić narzędzia służące do znakowania elementów?
¨
¨
5)
omówić w jakim celu stosuje się znakowanie?
¨
¨
6)
wyjaśnić jak oznacza się komplety elementów?
¨
¨
7)
wyjaśnić różnicę pomiędzy perforowaniem a deseniowaniem?
¨
¨
8)
dokonać kompletowania elementów wyrobów?
¨
¨
9)
określić czynniki decydujące o sposobie magazynowania?
¨
¨
10)
określić wilgotność powietrza dla magazynowania elementów
skórzanych i papierniczych?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
85
5.
SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 25 zadań dotyczących dokonywania rozkroju materiałów. Wszystkie pytania
są pytaniami wielokrotnego wyboru. Tylko jedna odpowiedź jest prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi:
−
w zadaniach wielokrotnego wyboru zaznacz prawidłową odpowiedź znakiem
X (w przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową).
6. Odpowiedzi udzielaj samodzielnie, bo tylko wtedy będziesz miał satysfakcję
z wykonanego zadania i sprawdzenia swoich wiadomości.
7. Trudności mogą przysporzyć Ci zadania: 3, 6, 9, 16, 21, gdyż są one na poziomie
trudniejszym niż pozostałe.
8. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9. Na rozwiązanie testu masz 45 minut.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
86
ZESTAW ZADAŃ TESTOWYCH
1. Do mierzenia powierzchni skór i elementów krzywoliniowych służy
a) miarka stalowa.
b) planimetr.
c) grubościomierz.
d) cyrkiel.
2. Krupon, bok, zad, kark to nazwy
a) warstw budowy histologicznej skóry.
b) rodzajów skór surowych.
c) rodzajów okrywy włosowej skór.
d) części topograficznych skóry.
3. Do wykonania torby myśliwskiej stosuje się
a) skórą owczą.
b) skórą koziaą.
c) jucht bydlęcy.
d) welur świński.
4. Najwartościowsza część skóry bydlęcej to
a) bok.
b) kark.
c) krupon.
d) zad.
5. Połówki skór bydlęcych na elementy wyrobów kaletniczych wycina się od
a) lewej tylnej łapy do prawej, rzędami aż do karku.
b) linii grzbietowej w kierunku lewej lub prawej tylnej łapy szeregowo.
c) karku rzędami aż do prawej tylnej łapy.
d) lewej prawej łapy do linii grzbietowej.
6. Tkaniny podszewkowe wycinamy w stosie, ponieważ
a) mają różną grubość.
b) mają osłabione nitki wątku i osnowy.
c) różnią się strukturą.
d) mają jednakową strukturę i jednakowe wymiary.
7. Do rozkroju tkanin w stosie używa się
a) gilotyny.
b) krajarki pasów.
c) nożyc stołowych.
d) krajarki z nożem taśmowym.
8. Czynność ścieniania brzegów elementów wyrobów kaletniczych odbywa się na etapie
a) kompletowania elementów.
b) przygotowania do montażu.
c) montażu wyrobów.
d) wykończenia wyrobów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
87
9. Z jednej skóry bydlęcej wykrojono komplet elementów do jednego wyrobu kaletniczego.
Ten sposób rozkroju dokonany został w oparciu o
a) racjonalny rozkrój.
b) ekonomiczny rozkrój.
c) metodę kompletową.
d) metodę kombinowaną.
10. Szczupak to część skóry, która obejmuje
a) bok i kark.
b) krupon i łapy.
c) pachwinę i bok.
d) krupon i kark.
11. Skóry naturalne wycina się
a) pięciowarstwowo.
b) dwuwarstwowo.
c) wielowarstwowo.
d) pojedynczo.
12. W krojowni kaletniczej stosujemy
a) maszyny praworamienne.
b) maszyny słupkowe.
c) wycinarki.
d) maszyny płaskie.
13. Odpad, który powstaje podczas rozkroju elementów wyrobów kaletniczych to odpad
a) międzywzornikowy i przybrzeżny.
b) środkowy i skrajny.
c) międzywzornikowy i brzegowy.
d) przybrzeżny i środkowy.
14. Urządzenie do ręcznego wykrawania pasów to
a) wycinak.
b) nakłuwak.
c) kołodka.
d) liniarka.
15. Profil ścieniania brzegu elementu naszywanego na inną część składową to profil
a) skośnie ostry.
b) skośnie tępy.
c) wklęsły.
d) do stępiania krawędzi.
16. Nóż cylindryczny jest częścią roboczą
a) krajarki pasów.
b) nożyc stołowych.
c) ścieniarki brzegowej.
d) wycinarki mechanicznej.
17. Do maszynowego rozkroju skór miękkich stosowana jest
a) wycinarka jednoramienna.
b) wycinarka mostowa.
c) wycinarka belkowa.
d) krajarka taśmowa.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
88
18. Na rysunku obok przedstawiono maszynę służącą do rozkroju materiałów kaletniczych
i jest to
a) wycinarka belkowa.
b) wycinarka jednoramienna.
c) wycinarka talerzowa.
d) wycinarka mostowa.
19. Prawidłowa wilgotność powietrza dla elementów skórzanych w magazynie powinna
wynosić
a) 45 ÷ 80 %.
b) 40 ÷ 60 %.
c) 50 ÷ 75 %.
d) 65 ÷ 90 %.
20. Nożyce stołowe stosowane są do rozkroju
a) skóry na pasy.
b) tektury i papieru.
c) tkanin w stosach.
d) tworzyw skóropodobnych.
21. W przypadku stwierdzenia usterki w pracy maszyny należy natychmiast
a) wyłączyć ją.
b) zawiadomić o awarii mistrza.
c) pracować dalej.
d) usunąć ją w trakcie pracy.
22. Do ścieniania ręcznego brzegów elementów kaletniczych metodą ,,od siebie” stosuje się
nóż
a) taśmowy.
b) cylindryczny.
c) prosty.
d) zakrzywiony.
23. Do wykonania wzoru na elementach wyrobu należy zastosować
a) Krążkowarkę.
b) Deseniarkę.
c) Wycinarkę.
d) Perforowarki.
24. Dla elementów skórzanych wyrobów kaletniczych prawidłowa temperatura powietrza w
magazynie powinna wynosić
a) 0 ÷ 5
0
C.
b) 5 ÷ 15
0
C.
c) 5 ÷ 20
0
C.
d) 10 ÷25
0
C.
25. Pył z rękawów filtra ścieniarki brzegowej przy codziennym jej użytkowaniu należy
usuwać
a) raz w miesiącu.
b) raz w tygodniu.
c) raz w roku.
d) codziennie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
89
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Dokonywanie rozkroju materiałów i przygotowanie elementów do montażu
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punktacja
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
23
a
b
c
d
24
a
b
c
d
25
a
b
c
d
Razem:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
90
6. LITERATURA
1. Borzeszkowski A. Borzeszkowski W. Persz T : Obuwnictwo przemysłowe część I WSiP
Warszawa 1979
2. Charasz A., Matuszewski S.: Eksploatacja maszyn i urządzeń obuwniczych. Radom 1982
3. Christ J. W.: Kaletnictwo – Podręcznik technologii dla ZSZ. WSiP, Warszawa 1991
4. Christ J. W.: Kaletnictwo – Podręcznik technologii dla ZSS. PWSZ, 1999
5. Czyżewski H.: Krawiectwo. WSiP, Warszawa 1996
6. Dobrosz K., Matysiak A.: Tworzywa sztuczne. Materiałoznawstwo i przetwórstwo.
WSiP, Warszawa 1994
7. Grabkowski M.: Obuwnictwo. WSiP, Warszawa 1992
8. Hansen A.: Bezpieczeństwo i higiena pracy. WSiP, Warszawa 1998
9. Liszka. R, Rerutkiewicz. J, Uliasz. H.: Cholewkarstwo – Podręcznik technologii dla ZSZ.
WSiP, Warszawa 1996
10. Napora S.: Galanteria ze skóry i tworzyw sztucznych WPLiS. Warszawa 1962
11. Pala. S.: Maszyny i urządzenia obuwnicze WSiP, Warszawa 1973
12. Persz T.: Materiałoznawstwo dla techników przemysłu skórzanego. WSiP, Warszawa 1992
13. Rerutkiewicz J., Tobiszewski A.: Rymarstwo. WPLiS, Warszawa 1959
14. Siekiera T.: Organizacja i ekonomoka procesu produkcji obuwia – Poradnik dla
wytwórców obuwia CLPO Kraków 1996
15. Instrukcje obsługi i konserwacji maszyn i urządzeń
16. http://free.polbox.pl/s/svitpol/01339p3.jpg
17. http://www.autex-int.com/imagenes/lineaplus/lineaplus_1.jpg
18. http://www.elektro-net.pl/01/pliki/sklep/index.php-s=karta&id=0617.htm
19. http://www.fabjano.pl/ok-896b.html
20. http://www.hoffman.com.pl/sklep/images/hf-140s.jpg
21. http://www.leibrock.pl/pe.html#2
22. http://www.leibrock.pl/pe.html#6
23. http://www.lidograf.pl/produkty/adastmaxima.jpg
24. http://www.mechanik.pl/index.php?show=ofe_4
25. http://www.mechanik.pl/index.php?show=ofe_8
26. http://www.tkaniny.com.pl/gielda/oferty_foto/12313_foto.jpg
27. http://www.wiz.slask.pl/i11.html
28. http://www.szewex.pl
29. www.twojpasaz.pl/ gfx/products/160_0_0.jpg
30. www.rabako.com.pl/img_mini/ wozki_widlowe/tf50.gif
31. www.zaopatrzenie.net.pl/. ../04-0004_5-01.jpg
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Wyszukiwarka
Podobne podstrony:
Dokonywanie rozkroju materiałów na elementy obuwia
19 Przygotowanie elementów do montażu cholewek
Dokonywanie rozkroju materiałów na elementy obuwia
15 Przygotowanie elementów do montażu cholewek
16 Dokonywanie rozkroju materiałów na elementy obuwia
15 Przygotowanie elementów do montażu cholewek
Przygotowanie elementów do montażu cholewek
10 Dokonywanie rozkroju materia Nieznany (2)
15 Przygotowanie elementow do m Nieznany
11 Dokonywanie rozkroju materiałów
10 Dokonywanie rozkroju materiałów
11 Przygotowanie elementów wyrobów skórzanych do montażu
Karty Gotowe T 5 przygotowanie do montażu
KARTA EGZAMINACYJNA aktual, Materiały na podoficerke, MATERIAŁY - przygotowanie do egzaminów do SP
Material przygot do sprawdzianu Nieznany
konieczne materiały, jak przygotować się do wystąpienia maturalnego, WSKAZÓWKI DOTYCZĄCE USTNEJ MATU
materiały przygotowujące do egzaminu cke
Zaczep holowniczy przygotowanie do montażu haka holowniczego
więcej podobnych podstron