„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Barbara Różańska
Przygotowanie elementów do montażu cholewek
311[25].Z2.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Bogusław Woźniak
mgr inż. Katarzyna Stępniak
Opracowanie redakcyjne:
mgr Barbara Różańska
Konsultacja:
dr inż. Jacek Przepiórka
Poradnik stanowi obudowę dydaktyczn
ą
programu jednostki modułowej 311[25].Z2.02,
„Przygotowanie elementów do montażu cholewek”, zawartego w modułowym programie
nauczania dla zawodu technik obuwnik.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
5
3.
Cele kształcenia
6
4.
Materiał nauczania
7
4.1. Dwojenie i ścienianie elementów
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
13
4.1.3. Ćwiczenia
13
4.1.4. Sprawdzian postępów
15
4.2. Techniki wykończania brzegów, deseniowanie i zdobienie elementów
16
4.2.1. Materiał nauczania
16
4.2.2. Pytania sprawdzające
22
4.2.3. Ćwiczenia
23
4.2.4. Sprawdzian postępów
26
4.3. Nakładanie podnosków, wzmocnień i międzypodszewek
27
4.3.1. Materiał nauczania
27
4.3.2. Pytania sprawdzające
20
4.3.3. Ćwiczenia
30
4.3.4. Sprawdzian postępów
31
4.4.
Sporządzanie instrukcji technologicznych i ocena przygotowania
elementów cholewki do montażu
33
4.4.1. Materiał nauczania
33
4.4.2. Pytania sprawdzające
42
4.4.3. Ćwiczenia
42
4.4.4. Sprawdzian postępów
43
5.
Sprawdzian osiągnięć
44
6.
Literatura
49

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy o metodach i technice
przygotowania elementów do montażu cholewek.
W poradniku znajdziesz:
−−−−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−−−−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do osiągnięcia założonych celów
kształcenia i opanowania umiejętności zawartych w jednostce modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
–
literaturę, która ułatwi Ci zdobycie umiejętności i pogłębienie zdobytej już wiedzy.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych wynikających z rodzaju
wykonywanych prac. Przepisy te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
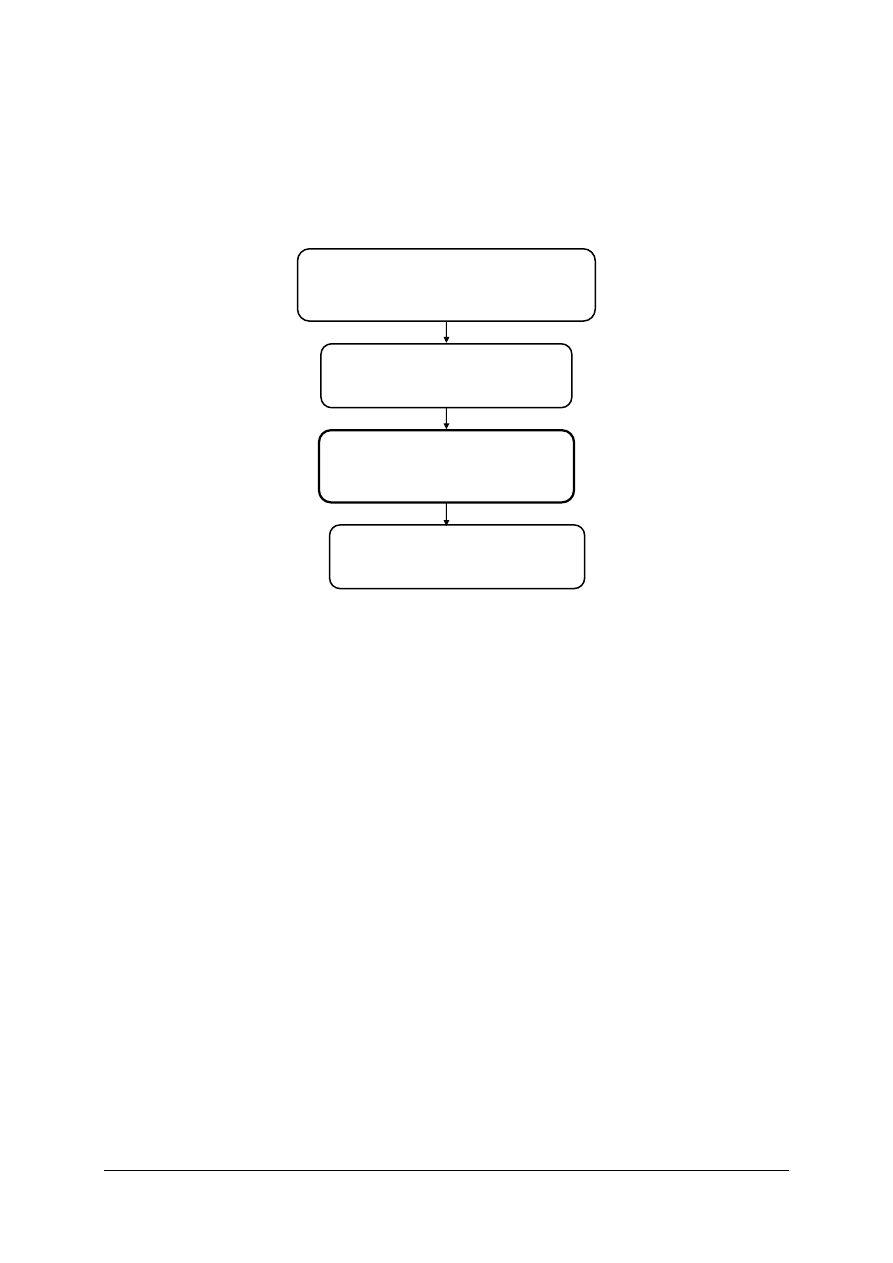
Schemat układu jednostek modułowych
311[25].Z2
Technologia wytwarzania cholewek
311[25].Z2.01
Stosowanie technik łączenia elementów
obuwia
311[25].Z2.03
Dokumentowanie montażu
i wykończenia cholewek
311[25].Z2.02
Przygotowanie elementów do
montażu cholewek
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
charakteryzować rozwój obuwia na przestrzeni wieków,
−
rozróżniać i charakteryzować obuwie pochodzące z różnych epok,
−
określać funkcje różnych rodzajów obuwia,
−
charakteryzować techniki wytwarzania obuwia stosowane w różnych okresach
historycznych,
−
stosować terminologię dotyczącą części i elementów składowych obuwia,
−
rozróżniać i charakteryzować części i elementy składowe obuwia,
−
sporządzać zestawienie części składowych dla różnych typów i rodzajów obuwia,
−
stosować zasady oznaczania numeracji i tęgości elementów obuwia,
−
charakteryzować materiały podstawowe i pomocnicze,
−
określać jakość i przydatność materiałów podstawowych i pomocniczych na podstawie
dokumentacji
techniczno-technologicznej,
norm
przedmiotowych
i
warunków
technicznych,
−
dobierać materiały podstawowe i pomocnicze do typu i przeznaczenia obuwia,
−
posługiwać się dokumentacją konstrukcyjną i technologiczną,
−
określać budowę maszyn i urządzeń obuwniczych,
−
wycinać elementy cholewek z materiałów płaskich,
−
dobierać, użytkować i konserwować maszyny służące do obróbki wstępnej
i przygotowania elementów cholewki do montażu,
–
przestrzegać przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska,
–
udzielać pierwszej pomocy osobom poszkodowanym,
–
korzystać z różnych źródeł informacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
zastosować metody i techniki przygotowania elementów do montażu cholewek,
–
ustalić zasady i techniki ścieniania na podstawie wykresu,
–
ustalić zasady oraz techniki wzmacniania i usztywniania elementów cholewek,
–
określić i zastosować właściwy sposób wykończenia brzegów cholewek,
–
określić zasady deseniowania i zdobienia elementów cholewek,
–
określić zasady oznaczania linii szycia, przygotować szablony,
–
sporządzić instrukcje technologiczne procesu przygotowania elementów do montażu
cholewek,
–
ocenić proces przygotowania elementów do montażu cholewek według kryteriów
technologicznych i ekonomicznych,
–
wykonać czynności i operacje technologiczne procesu przygotowania elementów do
montażu cholewek.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
W procesie wytwarzania cholewek występuje wiele operacji technologicznych, które
z reguły są podzielone na dwie zasadnicze grupy. Są to operacje związane z obróbką
i przygotowaniem elementów do łączenia w gotową cholewkę oraz operacje związane
z montażem przygotowanych elementów i wykończeniem cholewek. Potocznie mówimy
o dwóch niezależnych odcinkach produkcyjnych, które najczęściej są określane jako:
szwalnia przygotowawcza i szwalnia szyjąca. Oczywiście nie oznacza to, że te dwa odcinki
muszą funkcjonować oddzielnie. W praktyce jest tak, że w małych firmach zarówno
przygotowanie elementów jak również montaż i wykończenie cholewek stanowią jeden
zintegrowany oddział produkcyjny. Oddzielenie tych odcinków lub ich wydzielenie jest
celowe w dużych zakładach, gdzie funkcjonuje szwalnia centralna, obsługująca kilka
oddziałów produkcyjnych. W takiej sytuacji utworzenie lub wydzielenie oddziału lub gniazda
technologicznego przygotowania elementów jest w pełni uzasadnione. Taka organizacja
sprzyja zwiększaniu wydajności pracy, poprawie jakości, zmniejszeniu powierzchni
produkcyjnej i lepszemu wykorzystaniu maszyn i urządzeń produkcyjnych.
Do podstawowych procesów technologicznych realizowanych w fazie przygotowania
elementów cholewek do montażu, zaliczamy:
−
dwojenie i ścienianie,
−
wykończanie brzegów, deseniowanie i zdobienie,
−
nakładanie podnosków, wzmocnień i międzypodszewek.
W poradniku niezależnie od omówienia zasad i techniki wykonywania kluczowych
operacji przygotowawczych zostaną zaprezentowane zasady i przykłady sporządzania
instrukcji technologicznych (czynnościowych) do realizacji tych operacji oraz zasady kontroli
i oceny procesu przygotowania elementów.
4.1. Dwojenie i ścienianie elementów
4.1.1. Materiał nauczania
Dwojenie i ścienianie elementów cholewki to z reguły operacje, które wykonujemy
w pierwszej kolejności. Jedynie w przypadkach kiedy brzegi cholewek będą wykończane
przez barwienie to tę czynność należy wykonać w pierwszej kolejności przed ścienianiem.
Jest to konieczne aby ułatwić wykonanie operacji i uniknąć zacieków na powierzchni
elementów, gdyż proces barwienia przebiega w stosie i ubytki materiału po ścienianiu będą
powodować nieszczelność między ułożonymi warstwami.
Mając na uwadze powyższe, przed wydaniem elementów do dwojenia lub ścieniania
należy sprawdzić ich jakość pod względem błędów powierzchniowych, zachowania
właściwych kierunków ciągliwości i wymaganej grubości. W przypadku ujawnienia
nieprawidłowości, wadliwe elementy należy wymienić na właściwe bez wad. Jeżeli
stwierdzimy, że elementy przekazane do obróbki spełniają wymagania określone
w dokumentacji, możemy przystąpić do wykonywania operacji obróbczych związanych z ich
przygotowaniem do montażu. W tym przypadku będą to operacje dwojenia i ścieniania.
Dwojenie to proces mający na celu wyrównanie grubości elementów. Proces ten polega
na oddzieleniu spodniej warstwy elementu, który jest przesuwany w płaszczyźnie równoległej
do powierzchni z określoną prędkością przeciw ostrzu noża. Przesuwanie elementu następuje
za pomocą dwóch wałków: podającego (gumowego lub ryflowanego metalowego)
i dociskowego gładkiego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Dwojenie materiałów odbywa się na maszynach dwojarkach. Na tych maszynach
(nowszej generacji) można także ścieniać brzegi elementów przy zastosowaniu specjalnych
szablonów odzwierciedlający negatywy ścienianych elementów [4, s. 167].
Ścienianie ma na celu zniwelowanie zgrubień w miejscu łączenia, a tym samym
likwidację ucisku szwu na stopę, ułatwienie zszywania, podwyższenie estetyki szycia bez
obniżenia wytrzymałości zszywanych materiałów. Operacja ta musi być wykonana zgodnie
z ustalonymi parametrami. Niewłaściwe ścienianie górnych brzegów cholewek może
spowodować wydłużenie się krawędzi, a tym samym zwiększenie górnego obwodu cholewki
( szczególnie niebezpieczne przy obuwiu typu czółenka), a nawet pękanie brzegów cholewki
szczególnie przy skórach lakierowanych. Proces ten polega na przesuwaniu elementu
w kierunku ostrza noża za pomocą specjalnego podawacza i dźwigni dociskającej obrabiany
element.
Ś
cienianie elementów, w klasycznym i najczęściej stosowanym procesie, odbywa się na
maszynach nazywanych ścieniarkami, z nożem dzwonkowym.
Zarówno dwojarki i ścieniarki to maszyny, które już znasz i to nie tylko w aspekcie ich
budowy, ale także w zakresie ich użytkowania, regulacji i konserwacji. Umiejętności te
wykształciłeś w procesie realizacji programu jednostki modułowej 311[25].O2.03
„Użytkowanie oraz konserwacja maszyn do rozkroju materiałów i obróbki elementów
obuwia”.
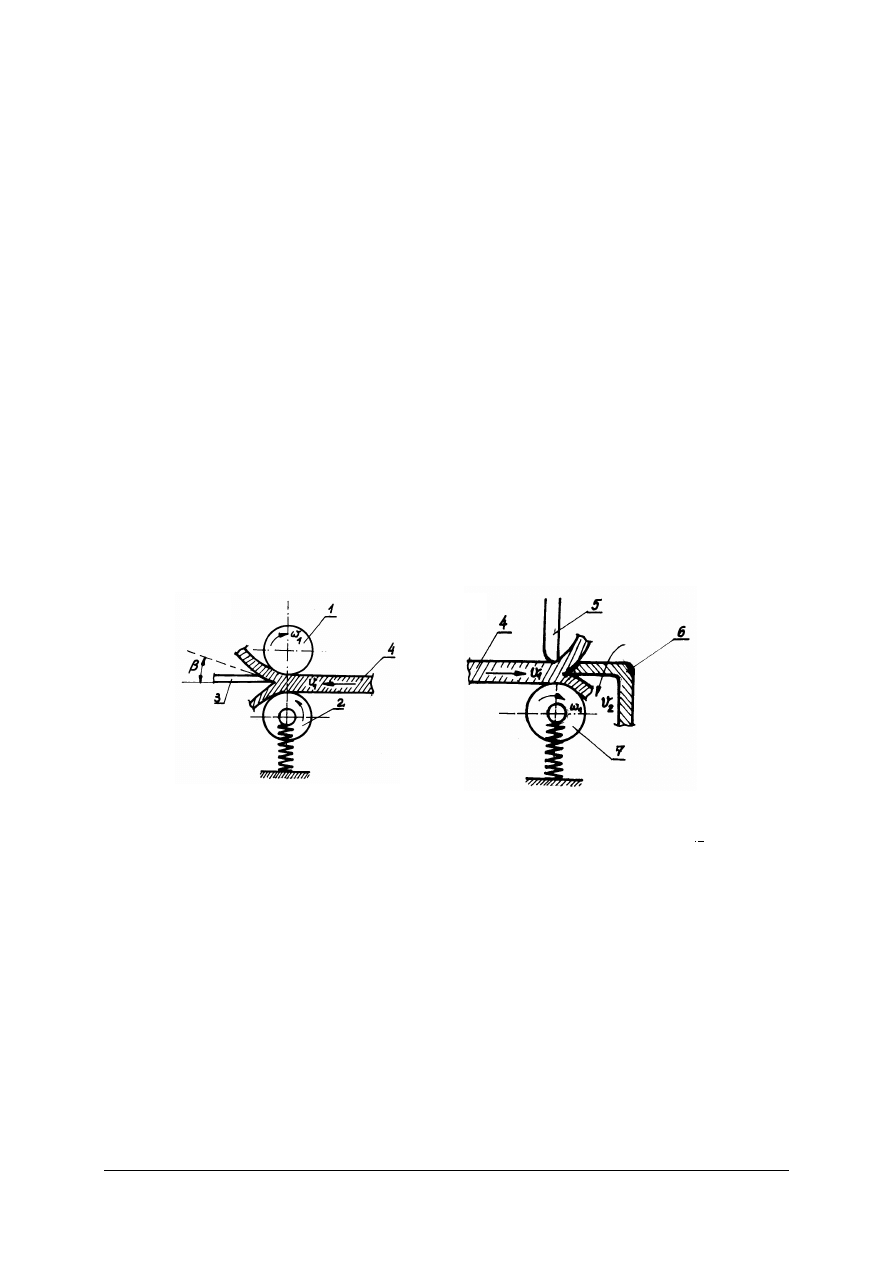
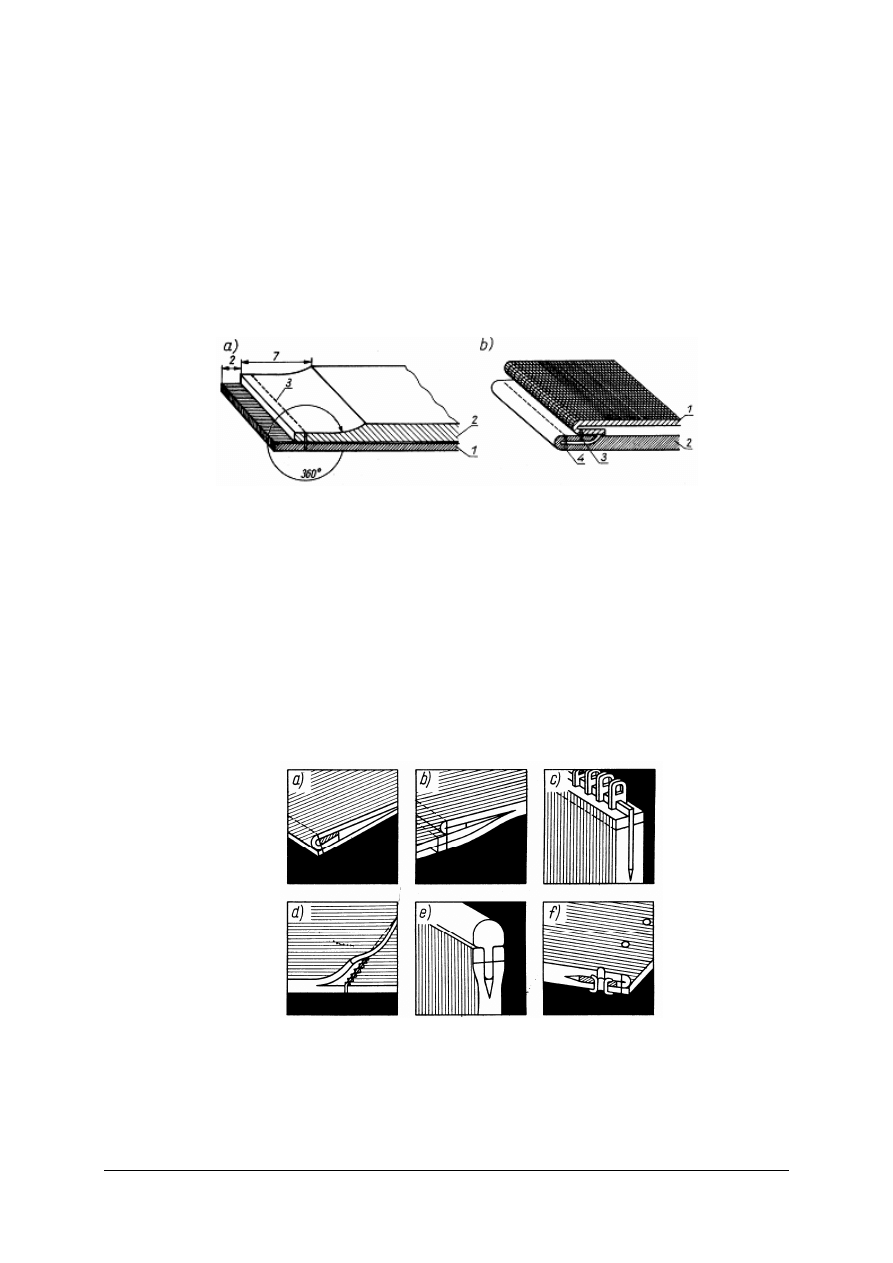
Dla przypomnienia nabytych umiejętności, na rysunku 1 zamieszczono podstawowe
schematy ilustrujące pracę dwojarki i ścieniarki z nożem dzwonkowym zwanym potocznie
garnkowym.
Rys. 1. Podstawowe schematy: a) dwojenia, b) ścieniania: 1 – wałek dociskowy, 2, 7 – wałki podające,
3 – nóż płaski, 4 – element (dwojony, ścieniany), 5 – dźwignia dociskowa, 6 – nóż dzwonkowy [4, s. 153]
Sposoby dwojenia (ścieniania) elementów uzależnione są od:
a)
ruchu noża, który może być:
−
prostolinijny płynny,
−
posuwisto-zwrotny (prostopadły lub równoległy do krawędzi ostrza),
−
obrotowy,
−
zerowy,
b)
ruchu elementu, który może odbywać się z prędkością:
−
stałą,
−
zmienną,
c)
w zależności od rodzaju materiału, z jakiego wykonany jest element, na przykład ze:
−
skóry,
−
materiałów włókienniczych (tkaniny, dzianiny, włókniny),
−
tworzyw skóropodobnych.
a)
b)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
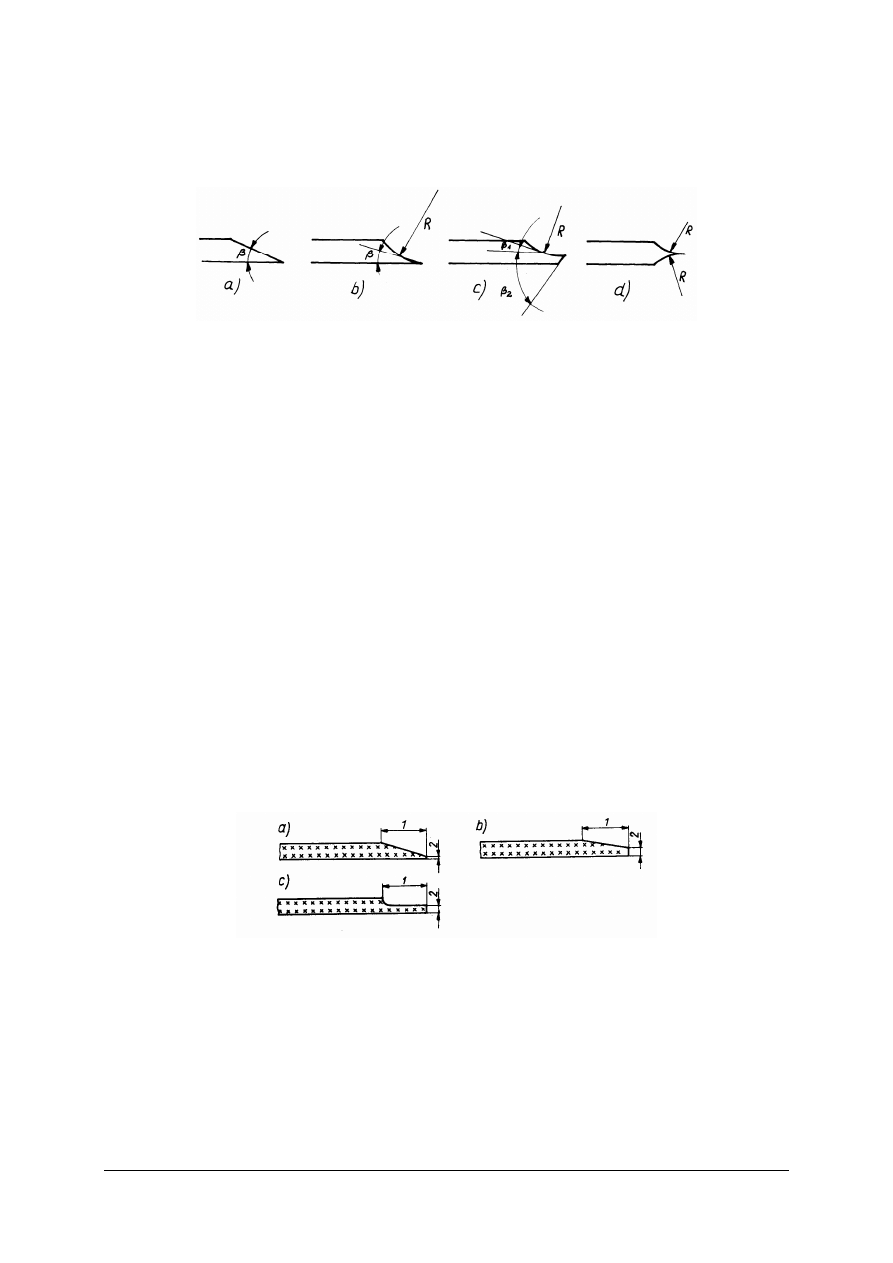
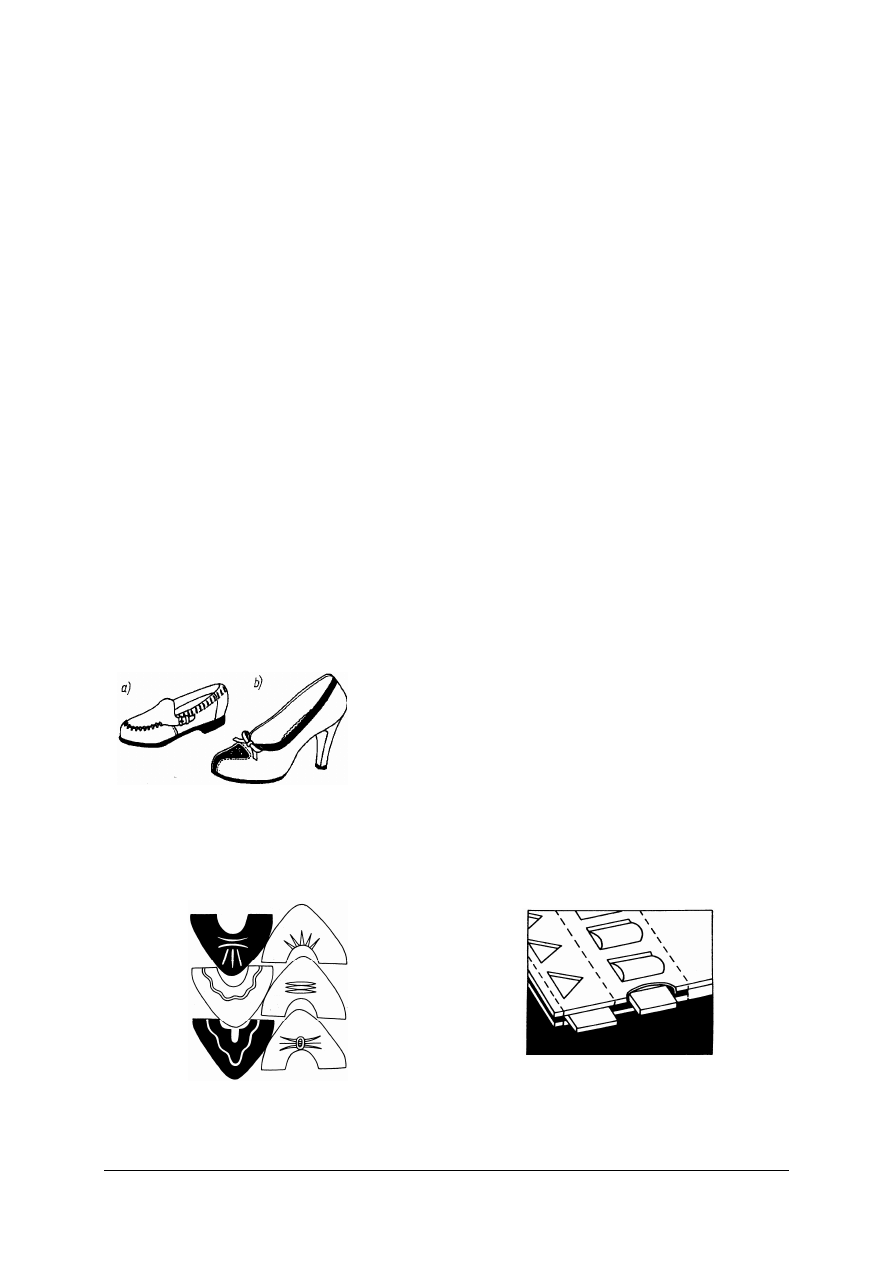
Ważnym parametrem w procesie ścieniania (dwojenia) jest kształt i kąt ostrza noża, które
decydują o jakości obróbki. Noże te mogą być ostrzone jednostronnie lub dwustronnie, co
ilustruje rys. 2.
Rys. 2. Kształt ostrza noży a, b) jednostronnie ostrzone; c, d) dwustronnie ostrzone [4, s. 154]
Noże jednostronnie ostrzone mogą mieć powierzchnię prostą lub wklęsłą; ich wadą jest
jednostronne obciążenie. Przy dwustronnie ostrzonych nożach mniejszy kąt
β
ustawia się
naprzeciw cieńszej warstwy dwojonego elementu.
Jakość i trwałość noży zależy od wielu czynników, jak kształt i geometria ostrza, sposób
ostrzenia, jakość krawędzi tnących, jakość stali, z której wykonany jest nóż, właściwości
materiału z jakiego wycięty jest element.
Proces dwojenia elementów cholewki wykonuje się sporadycznie, najczęściej przy
wyrównywaniu grubości lamówek, ozdób skórzanych, pasków lub obciągnięć podpodeszew,
platform, obcasów. Znacznie częściej wykonujemy ścienianie elementów. Praktycznie
wszystkie elementy cholewek są ścieniane i to zarówno wierzchów i podszewek.
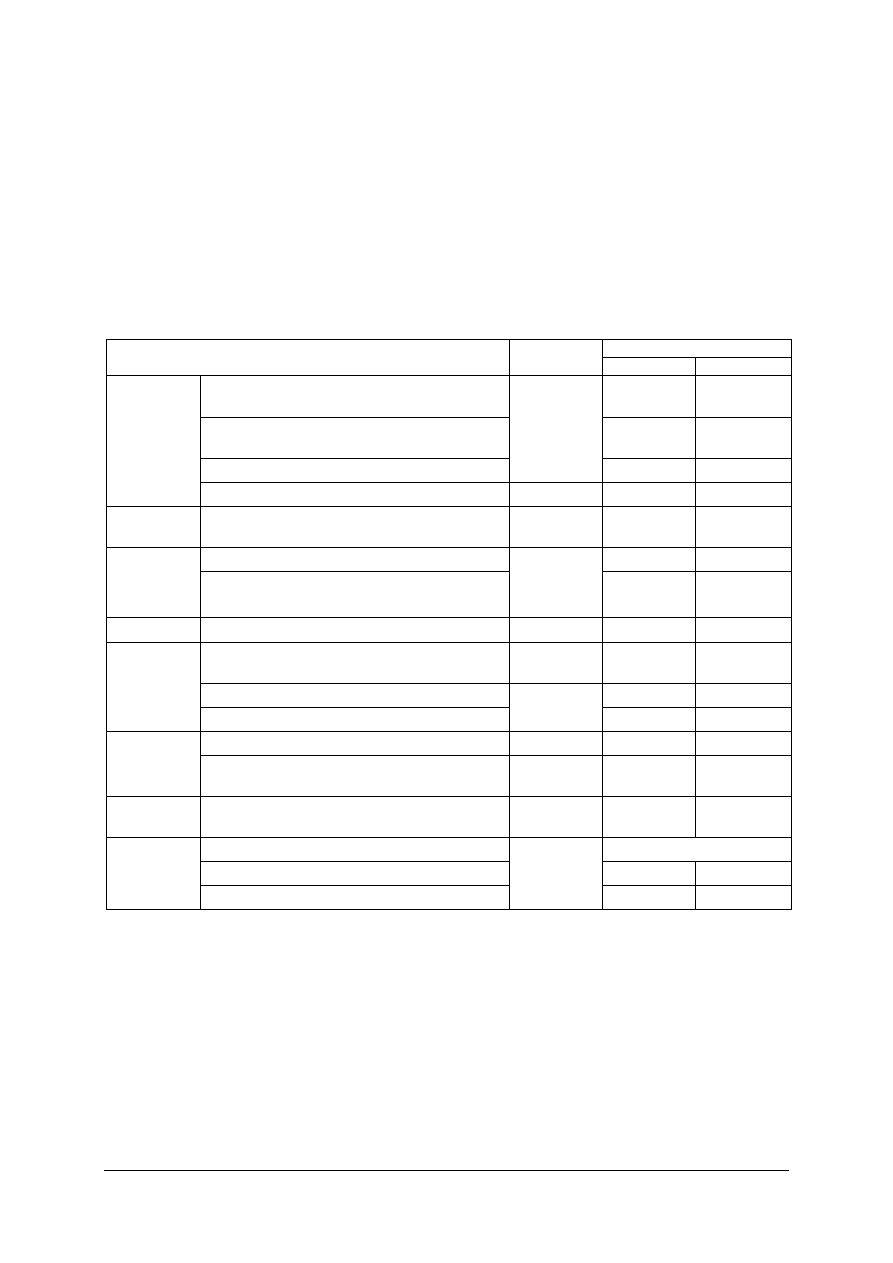
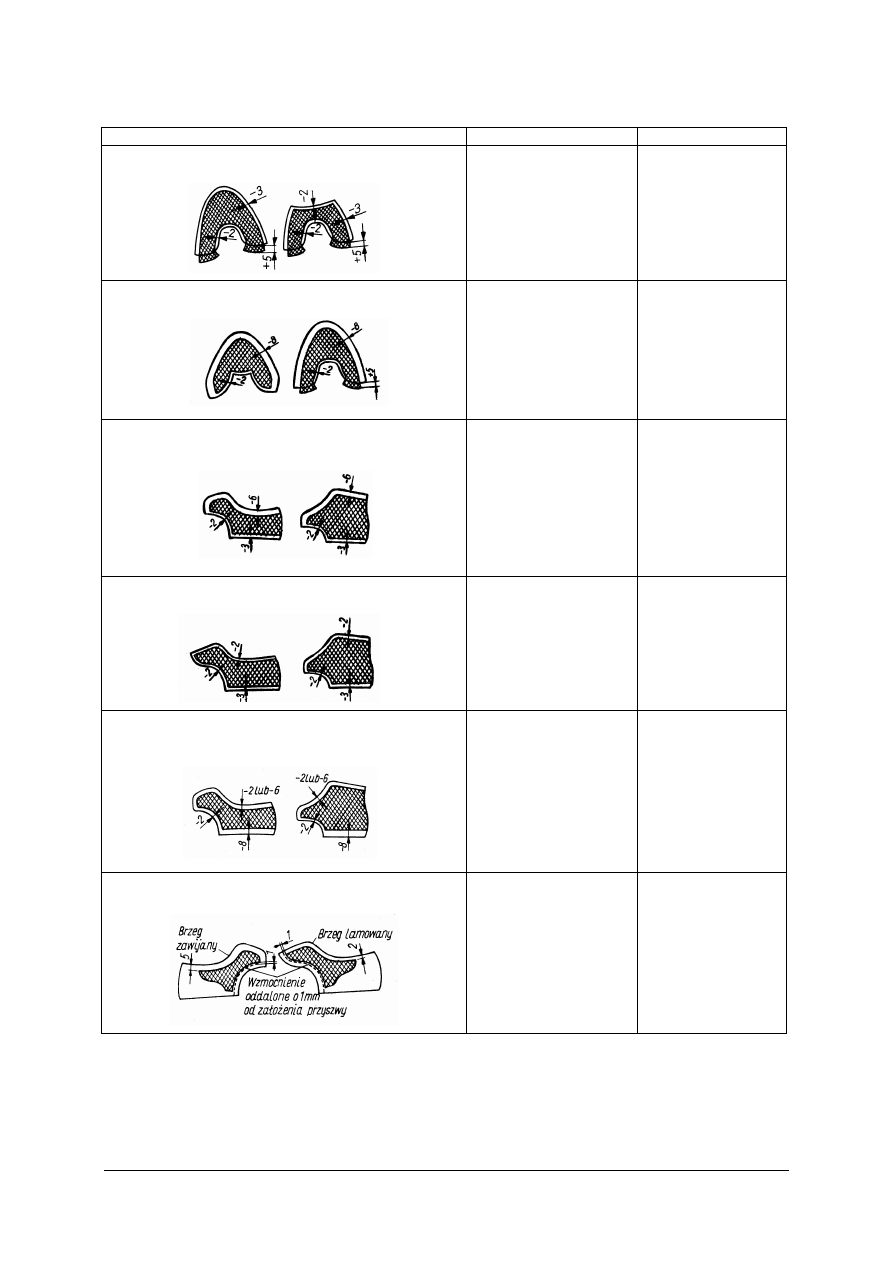
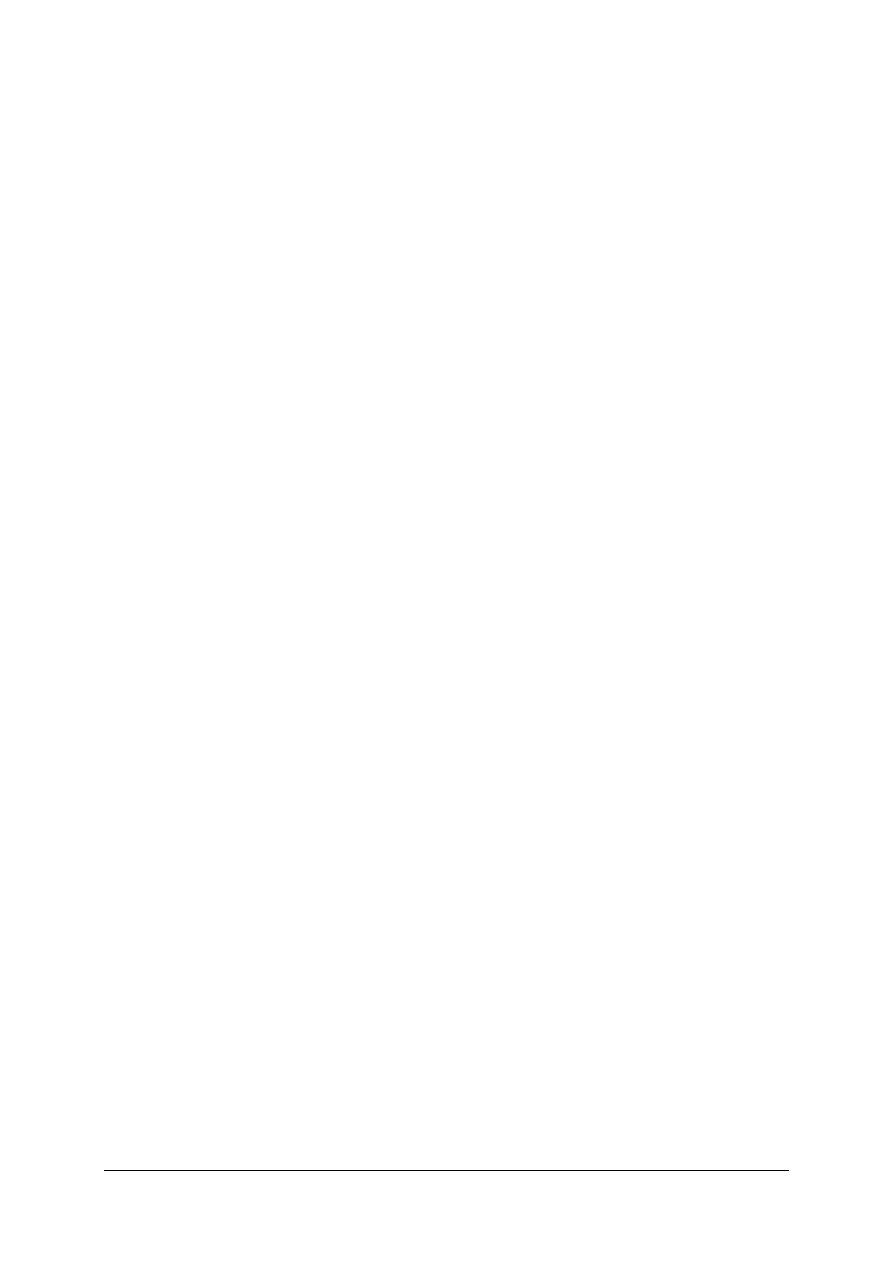
Zależnie od rodzaju materiału z jakiego są wycięte elementy oraz od jego grubości jak
również w zależności od rodzaju połączenia elementów lub sposobu ich wykończania
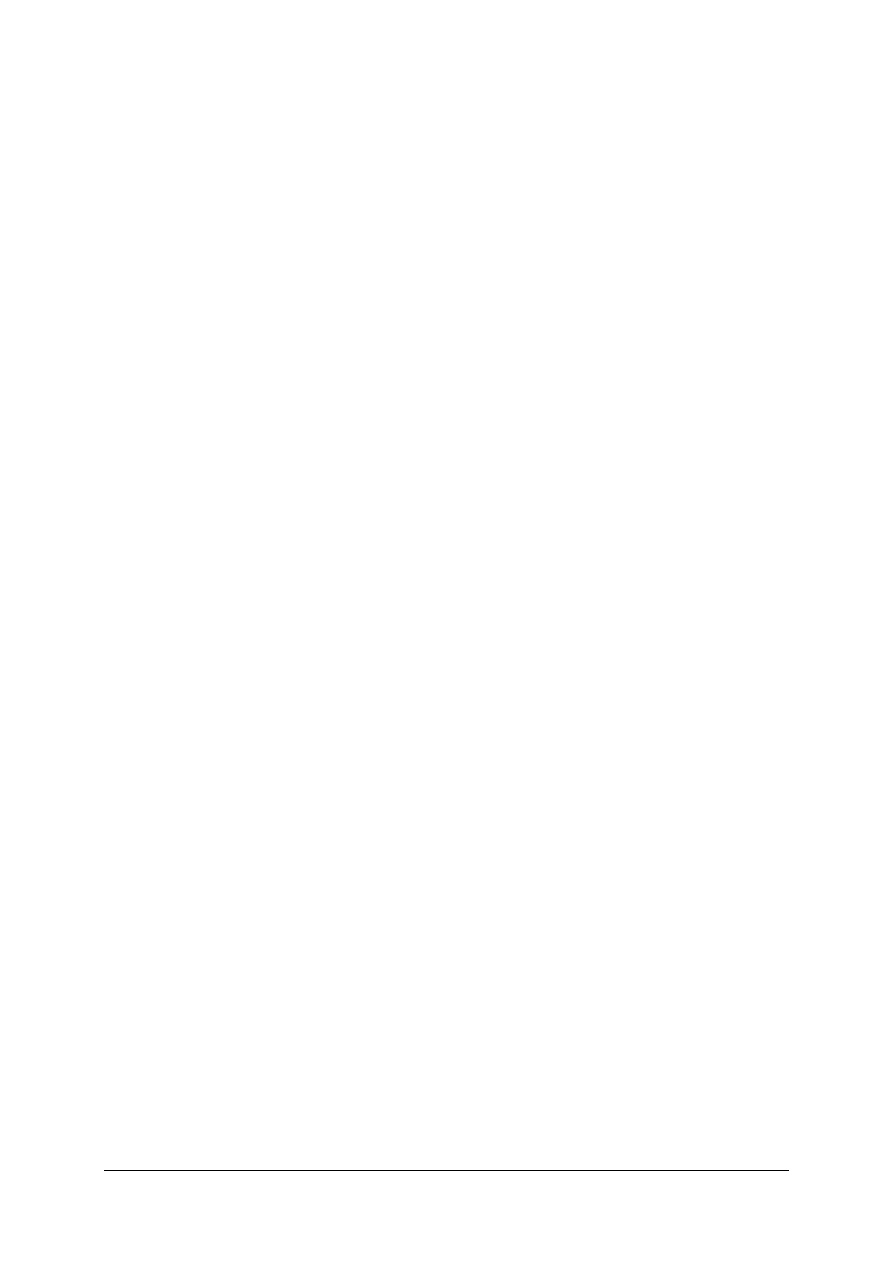
rozróżnia się trzy podstawowe rodzaje ścieniania (rys. 3):
−
skośne ostre,
−
skośne tępe,
−
wklęsłe.
Ścienianie skośne ostre (rys. 3a) stosuje się w przypadku brzegu zakładanego pod brzeg
innej, naszywanej części składowej. Szerokość ścieniania zależy od naddatków
przewidzianych do założenia, od liczby rzędów szycia oraz od rodzaju stosowanego
materiału.
Rys. 3. Schemat ścieniania: a) skośne ostre, b) skośne tępe, c) wklęsłe:
1 – szerokość ścieniania, 2 – grubość ścieniania [3, s. 359]
Ścienianie skośne tępe (rys. 3b) jest stosowane w przypadku, kiedy ścieniany brzeg ma
być naszyty na inną część cholewki lub gdy mają być zszyte dwie części, na przykład
obłożyny, szwem zszywanym i tym podobne.
Ścienianie wklęsłe (rys. 3c) stosuje się w przypadku, kiedy brzegi cholewki mają być
zawijane. Szerokość ścieniania powinna być taka, aby zawinięty brzeg na całej szerokości
miał taką samą grubość, jak materiał, z którego wycięto element.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Wyróżnia się jeszcze czwarty sposób ścieniania, nazywanym jako stępianie krawędzi, ale
w rzeczywistości jest to ścienianie skośne tępe o nieco innych wymiarach szerokości
i grubości ścieniania. Stępianie krawędzi może być stosowane w przypadkach, kiedy brzegi
cholewki są łączone szwem zszywanym oraz gdy brzegi cholewki wykończa się przez
opalanie.
Podstawowe wymagania obowiązujące przy ścienianiu brzegów elementów cholewek ze
skór naturalnych zestawiono w tabelach: 1, 2, 3; przy ścienianiu elementów wyciętych
z grubych tkanin – w tabeli 4.
Tabela 1. Ścienianie brzegów elementów składowych wierzchu cholewki skórzanej grubości 0,5
–
1,8 mm
[3, s. 360]
Ś
cienianie w mm
Sposób łączenia części składowych
Rodzaj
ś
cieniania
szerokość
grubość
z brzegiem nie zawijanym (obuwie damskie,
dziewczęce i dziecinne)
2
0,6
–
07
z brzegiem nie zawijanym (obuwie męskie
i chłopięce)
3
0,7
z brzegiem ząbkowanym
skośne tępe
2
0,7
Naszywane
na wierzch
z brzegiem zawijanym
wklęsłe
6
–
8
0,4
Naszywane z
wypustką
z brzegiem mającym wypustki
skośne tępe
2
–
3
0,6
–
0,7
szwem rozszywanym, nie rozszywanym i z bizą
2
0,7
Zszywane
brzegi obciągnięcia zszywane z wyściółką
(gdynki)
skośne tępe
3
–
5
0,5
Przeginane
z brzegiem przegiętym i obszywanym
wklęsłe
8
–
10
0,4
z brzegiem nie zawijanym, farbowanym lub
ząbkowanym
skośne tępe
3
–
4
0,8
z brzegiem zawijanym
8
0,4
Obszywane
brzeg zawijany w górnej części paska tylnego
wklęsłe
8
–
10
0,1
lamowanie brzegów zwykłe
skośne tępe
4
0,5
Lamowane
brzeg lamowany lamówką francuską
stępione
krawędzie
2
0,6
Naszywane
od spodu
z brzegiem podchodzącym pod spód naszywanej
części
skośne ostre
4
–
17
0,1
brzegi wzmacniacza przyszew okładowych
na całej powierzchni
brzegi języka, półmiecha pod przyszwą
5
0,5
Wszywane
pozostałe brzegi języka półmiecha lub miecha
skośne ostre
5
–
6
0,6
–
0,8
Uwaga: Jeżeli grubość skóry jest mniejsza od zalecanej grubości ścieniania, to brzegi tych
elementów nie będą ścieniane.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Tabela 2. Ścienianie brzegów elementów składowych wierzchu cholewki skórzanej grubości 1,9
–
2,5 mm
[3, s. 361]
Ś
cienianie w mm
Sposób łączenia części składowych
Rodzaj
ś
cieniania
szerokość
grubość
z brzegiem nie zawijanym (obuwie
damskie, dziewczęce i dziecinne)
3,5
–
4,0
0,7
–
0,9
z brzegiem nie zawijanym (obuwie
męskie i chłopięce)
3,5
–
4,0
0,8
–
1,0
z brzegiem ząbkowanym
skośne tępe
3,5
–
4,0
0,8
–
0,9
Naszywane
na
wierzch
(wierzchnia
część)
z brzegiem zawijanym
wklęsłe
7,5
–
9,0
0,4
Zszywane
szwem rozszywanym, nie
rozszywanym i z bizą
skośne tępe
3,0
–
3,5
0,7
–
0,8
Przeginane
z brzegiem przegiętym i obszywanym
wklęsłe
10
–
12
0,4
–
0,5
z brzegiem nie zawijanym,
farbowanym lub ząbkowanym
skośne tępe
5,5
–
6,0
0,8
–
1,0
z brzegiem zawijanym
wklęsłe
7,5
–
9,0
0,4
–
0,6
Obszywane
brzeg zawijany w górnej części paska
tylnego
skośne ostre
10
–
12
0,4
–
0,5
Lamowane
brzeg lamowany lamówką francuską
stępione
krawędzie
3
–
4
0,7
–
0,8
Naszywane
od spodu
z brzegiem podchodzącym pod spód
naszywanej części
skośne ostre
4
–
20
1)
wg norm
przedmiotowych
0,1
brzegi języka lub półmiecha wszywane
pod przyszwą
6–8
0,5
–
0,7
Wszywane
pozostałe brzegi języka półmiecha lub
miecha
skośne tępe
6
–
8
0,8
–
0,9
1)
Ścienianie powinno się rozpoczynać 3 mm od punktów oznaczających szerokość założenia.
Tabela 3. Ścienianie brzegów elementów składowych podszewki skórzanej grubości 0,6
–
1,2 mm [3, s. 362]
Ś
cienianie w mm
Sposób łączenia części składowych
Rodzaj
ś
cieniania
szerokość
grubość
z brzegiem ostrym
2
0,7
Naszywane
na
wierzch
z brzegiem ząbkowanym
3
0,7
brzeg podszewki wszywany razem z
wierzchem do wyściółki
i obciągnięcia (np.gdynki)
3
–
4
0,5
Zszywane
szwem rozszywanym, nie
rozszywanym
skośne tępe
2
0,7
z brzegami zachodzącymi jeden na
drugi w pięcie (obuwie damskie
i dziecięce)
6
÷
8
0,3
Zakładanie
Obuwie męskie
wklęsłe
8
–
10
0,5
z brzegiem nie zawijanym
4
–
5
0,5
z brzegiem lamowanym
skośne tępe
4
0,5
Obszywane
z brzegiem zawijanym
wklęsłe
6
0,4
–
0,5
Naszywane od
spodu (pod
założenia)
z brzegiem podchodzącym pod spód
naszywanej części
skośne ostre
wg norm przedmiotowych
Uwaga: Jeżeli grubość skóry jest mniejsza od zalecanej grubości ścieniania, to brzegi tych
elementów nie będą ścieniane.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Rys. 4. Schemat ścieniania
tworzyw skóropodobnych
trójwarstwowych [4, s. 166]
Tabela 4. Ścienianie brzegów elementów składowych cholewki z tkaniny grubości 0,8
÷
1,8 mm [3, s. 363]
Ś
cienianie w mm
Sposób łączenia części składowych
Rodzaj ścieniania
szerokość
grubość
Naszywanie od spodu z brzegiem podchodzącym
pod spód naszywanej części
skośne ostre
4
–
17
1)
0,2
÷
0,4
Lamowanie brzegów zwykłych
3
0,6
Lamowanie brzegów sposobem francuskim
2,5
0,7
Zszywanie szwem rozszywanym, nie rozszywanym
i z bizą
Stępione
krawędzie
2,5
0,6
3,5
0,5
skośne ostre
wg zatwierdzonego wzoru
Obszywane z brzegiem zawijanym przy stosowaniu
części skórzanych
wklęsłe
6
–
8
0,4
–
0,5
Wszywanie brzegów języka pod przyszwę
skośne tępe
3
–
4
0,5
Ś
cienianie tkanin powlekanych masą PCW zależnie
od grubości i struktury materiału (PCW i tkaniny)
wg
zatwierdzonego
wzoru
Przeprowadza się do strony lewej lub
prawej, nie osłabiając wymaganej
wytrzymałości nośnika, wg
zatwierdzonego wzoru
Włókniny, filce, tworzywa skóropodobne
wg zatwierdzonego wzoru
1)
Ścienianie powinno się rozpoczynać 2 mm od linii oznaczającej szerokość założenia
Ś
cienianie brzegów elementów z tworzyw skóropodobnych nie stwarza specjalnych
trudności, natomiast wymaga znajomości konstrukcji tworzywa. Na przykład przy ścienianiu
tworzywa trójwarstwowego, należy pamiętać o tym, że nośnik spełnia podstawową rolę
i decyduje o wytrzymałości tego materiału. Przecinanie tkaniny wzmacniającej osłabia
tworzywo. Jednak nie wszystkie materiały z tworzyw skóropodobnych wymagają ścieniania,
na przykład elastyczne materiały na nośniku z dzianiny można zszywać i zawijać bez
ś
cieniania. Przy ścienianiu elementów z tworzyw skóropodobnych należy ponadto unikać
nadmiernego ścieniania, gdyż często jedynie warstwa nośnika zapewnia adhezję do obecnie
stosowanych klejów i właściwe zawijanie brzegów. Zaleca się stosowanie ścieniania
o profilach skośnych, należy unikać stosowania profilu wklęsłego. Szerokość ścieniania
ostrego dla części wykonanych z tworzyw skóropodobnych
powinna być o około 1–2 mm większa niż dla skór
naturalnych.
Zasady
ś
cieniania
tworzyw
skóropodobnych
trójwarstwowych są zilustrowane schematycznie na
rysunku 4. Ze schematu wynika, że przy ścienianiu należy
zwracać szczególną uwagę aby nie uszkodzić warstwy
zbrojeniowej tworzywa (środkowej). Jest to wyjątkowo
ważne przy ścienianiu wklęsłym i tępym.
Przed przystąpieniem do ćwiczeń sprawdź swoje
umiejętności zdobyte podczas realizacji programu jednostki
modułowej
311[25].O2.03.
„Użytkowanie
oraz
konserwacja maszyn do rozkroju materiałów i obróbki
elementów obuwia”. W materiale nauczania tej jednostki
zawarto
opisy
dotyczące
budowy,
użytkowania
i konserwacji dwojarek i ścieniarek. Ta wiedza jest warunkiem wykonania ćwiczeń zawartych
w tej jednostce modułowej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie operacje technologiczne wykonujemy w procesie przygotowania elementów do
montażu cholewki?
2.
Na czym polega różnica między dwojeniem, a ścienianiem?
3.
Jaki jest cel dwojenia i w jakich sytuacjach ten proces jest realizowany?
4.
Czy ścienia się wszystkie elementy cholewki?
5.
Na jakich maszynach wykonuje się dwojenie i ścienianie?
6.
Czy można ścieniać elementy na maszynie służącej do dwojenia?
7.
Czy rozpoznasz według schematu urządzenia do dwojenia i ścieniania?
8.
Jakie kształty mają ostrza noży stosowanych do dwojenia i ścieniania?
9.
Jakie znasz rodzaje ścieniania?
10.
Co oznacza szerokość i grubość ścieniania; jak należy interpretować te wymiary?
11.
Jaka jest różnica między ścienianiem skośnym tępym i stępianiem krawędzi?
12.
W jakich sytuacjach stosujemy poszczególne rodzaje ścieniania?
13.
Przy jakim rodzaju ścieniania jego szerokość jest największa i najmniejsza?
14.
Według jakich zasad należy ścieniać elementy z tkanin i tworzyw skóropodobnych?
15.
Od czego zależą parametry ścieniania (szerokość, grubość)?
4.1.3. Ćwiczenia
Ćwiczenie 1
Dokonaj dwojenia próbek skór do grubości określonej przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zorganizować stanowisko pracy,
2)
sprawdzić stan techniczny maszyny,
3)
zmierzyć grubość próbek skór do dwojenia,
4)
ustalić parametry dwojenia i wyregulować (ustawić) maszynę do dwojenia na określoną
grubość,
5)
wykonać próbne dwojenie,
6)
sprawdzić grubość dwojonego elementu,
7)
w razie potrzeby skorygować ustawienie maszyny,
8)
wykonać właściwe dwojenie,
9)
dokonać samooceny wykonanego ćwiczenia,
10)
zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
próbki skóry o różnej grubości,
−
grubościomierz do skór miękkich,
−
dwojarka,
−
przybory piśmiennicze (do zanotowania wyników pomiaru grubości i oznaczenia
próbek),
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Ćwiczenie 2
Dokonaj ścieniania próbek skór do kształtu:
−
skośnie ostrego,
−
skośnie tępego,
−
wklęsłego,
według wskazówek nauczyciela dotyczących szerokości i grubości ścieniania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zorganizować stanowisko pracy,
2)
sprawdzić stan techniczny maszyny,
3)
zmierzyć grubość otrzymanych próbek skór,
4)
ustalić parametry ścieniania i wyregulować maszynę na ścienianie skośne ostre według
zadanych parametrów,
5)
wykonać próbne ścienianie,
6)
skontrolować wymiary ścieniania i dokonać ewentualnej korekty w ustawieniu profilu
ś
cieniania,
7)
wykonać ścienianie,
8)
powtórzyć czynności z pozycji 4, 5, 6, 7, dla ścieniania skośnego tępego i wklęsłego,
9)
dokonać samooceny ćwiczenia,
10)
zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
−
próbki skóry o różnej grubości,
−
grubościomierz do skór miękkich,
−
linia z podziałką lub suwmiarką,
−
ś
cieniarka,
−
ś
rubokręty,
−
klucze płaskie (według wskazań producenta maszyny),
−
przybory piśmiennicze (do zanotowania pomiarów grubości próbek i ich oznaczenia),
−
literatura z rozdziału 6.
Ćwiczenie 3
Korzystając z danych zawartych w tabelach 1–4 Poradnika dla ucznia dobierz parametry
ś
cieniania dla elementów cholewki wskazanej przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zidentyfikować elementy i rozpoznać materiały z jakich zostały wykonane,
2)
zmierzyć grubość otrzymanych elementów,
3)
zapoznać się z opisem technologicznym montażu otrzymanych elementów w gotową
cholewkę,
4)
dobrać parametry ścieniania w oparciu o dane zamieszczone w tabelach 1, 2, 3, 4
w Poradniku dla ucznia oraz rozwiązania konstrukcyjno-technologiczne cholewki,
5)
dokonać samooceny wykonanej pracy,
6)
zaprezentować wyniki ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Wyposażenie stanowiska pracy:
−
elementy cholewki,
−
opis konstrukcyjno-technologiczny cholewki,
−
grubościomierz,
−
próbki lub katalogi materiałów obuwniczych z opisem (do identyfikacji),
−
przybory piśmiennicze,
−
papier formatu A4,
−
tabele opisujące parametry techniczne ścieniania różnych rodzajów materiałów,
−
literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
nazwać
operacje
technologiczne
występujące
w
procesie
przygotowania elementów do montażu cholewki?
1)
rozróżnić dwojenie od ścieniania?
2)
opisać cel dwojenia i ścieniania elementów cholewki?
3)
określić, które elementy cholewki wymagają ścieniania?
4)
opisać budowę maszyn stosowanych do dwojenia i ścieniania?
5)
wyjaśnić zasadę ścieniania brzegów elementów na dwojarce?
6)
narysować schemat dwojenia i ścieniania?
7)
narysować kształty ostrzy noży stosowanych do dwojenia i ścieniania?
8)
narysować i opisać schematy podstawowych rodzajów ścieniania?
9)
określić od czego zależy szerokość i grubość ścieniania?
10)
wyjaśnić różnice lub zbieżność zasad ścieniania tępego i stępiania
krawędzi?
11)
dobrać parametry techniczne ścieniania dla różnych typów cholewek
i materiałów, z których są lub będą wykonane?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rys. 5. Schemat
opalania brzegów:
a) ścieniony brzeg, b)
element w trakcie
opalania, c) opalony
brzeg [5, s. 43]
4.2. Techniki wykończenia brzegów, deseniowanie i zdobienie
elementów
4.2.1. Materiał nauczania
Podobnie jak w poprzednim rozdziale, warunkiem przyswojenia wiedzy i zdobycia
umiejętności zaplanowanych w tym rozdziale jest powtórzenie i przypomnienie umiejętności
zdobytych w procesie realizacji programu jednostek modułowych 311[25].O2.02 „Określanie
budowy maszyn i urządzeń obuwniczych” oraz 311[25].O2.03 „Użytkowanie oraz
konserwacja maszyn do rozkroju materiałów i obróbki elementów obuwia”. Wiedza ta jest
nieodzowna do realizacji ćwiczeń.
W rozdziale tym zostaną omówione zasady:
−
barwienia, opalania i ząbkowania brzegów elementów,
−
zawijania brzegów elementów i wypustkowania,
−
lamowania i przeginania brzegów elementów i cholewek,
−
deseniowania i zdobienia elementów,
−
oznaczanie linii szycia oddalonych od brzegów elementów,
−
formowania przyszew.
4.2.1.1. Barwienie, opalanie i ząbkowanie brzegów
Brzegi elementów, które nie będą zawijane, opalane lub lamowane wykończa się poprzez
ich barwienie. Jest to metoda powszechnie stosowana, ale jednocześnie jest to sposób
wykończenia mało efektowny. Celem barwienia jest zakrycie jasno-szarego przekroju skóry
barwnikiem (farbą) w kolorze dostosowanym do barwy wykończonej powierzchni skóry. Ten
sposób wykończenia jest najczęściej stosowany do barwienia brzegów elementów
wycinanych ze skór w kolorze czarnym.
Barwienie powinno być wykonane przed ścienianiem elementów, co zasygnalizowano
już we wstępie do rozdziału. Technika barwienia polega na ułożeniu barwionych elementów
w stos, a następnie na brzegi ułożonego stosu nakłada się – przy użyciu gąbki – dobrany pod
względem kolorystycznym barwnik. Najczęściej są to kazeinowe pasty pigmentowe w 12
podstawowych kolorach zawierających dodatkowo akrylowy środek wiążący.
Układanie elementów w stos ma wpływ na zwiększenie wydajności, a zarazem zapobiega
zaciekom farby na powierzchni licowej skóry.
Kolejnym sposobem wykończenia brzegów jest ich opalanie.
Opalaniu poddaje się brzegi elementów cholewek wykonanych z grubszych skór
obuwniczych. Istota opalania polega na przypalaniu ścienionego brzegu od strony mizdry,
wskutek czego jej rzadkie włókna kurczą się, a gęste włókna strony licowej zostają
nienaruszone i dzięki temu brzeg przegina się. Opalanie może być
wykonane ręcznie: nad płomieniem gazowym, lub mechanicznie: na
opalarce. W polskim przemyśle obuwniczym, przez wiele lat
czynność tę wykonywano na maszynie czeskiej firmy Svit. Aktualnie
ten sposób wykończenia jest stosowany sporadycznie. Częściej opala
się brzegi nad otwartym ogniem, ale nie jest to typowa technologia.
Najczęściej, w tym przypadku chodzi o opalanie luźnych włókien
kolagenowych widocznych na brzegach elementów po ich wycięciu
ze skóry.
Schemat opalania brzegów na maszynie opalarce jest
przedstawiony na rysunku 5.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
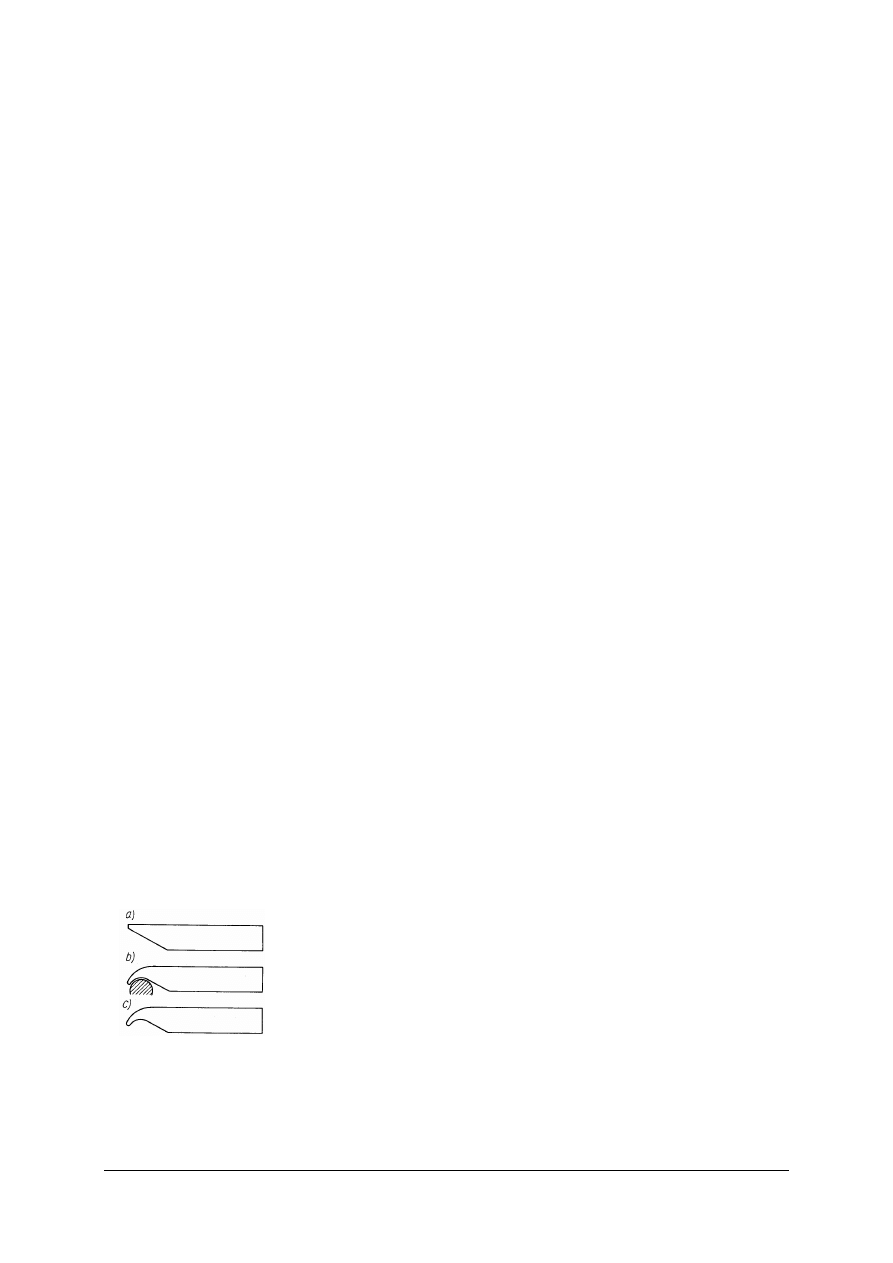
Efektownym sposobem wykończania brzegów elementów może być tak zwane
ząbkowanie. Jest to stosunkowo prosta technologia polegająca na wycinaniu ząbków
o znormalizowanym kształcie i wysokości, która w zależności od kształtu i wielkości
elementów wynosi od 1 do 4 mm. Ząbkowanie brzegów spełnia funkcję ozdobną i może być
łączone z perforacją i jej obszyciem, co zostało zilustrowane na rysunku 6. Ząbki na
obrzeżach uzyskuje się podczas wycinania elementów za pomocą wycinaków z profilowanym
(ząbkowanym) ostrzem.
Rys. 6. Wykończanie brzegów przez ząbkowanie: 1 – ząbkowany brzeg naszytych elementów,
2 – perforacja brzegu naszytych elementów [5, s. 43]
Ten sposób wykończenia brzegów można przyjąć jako typowy przy wytwarzaniu
klasycznych ponadczasowych półbutów męskich wyjściowych.
4.2.1.2. Zawijanie brzegów, wypustkowanie
Zawijanie brzegów stosuje się do wykończenia brzegów części cholewki ze skór
cieńszych, delikatnych, których nie można wykończać przez barwienie lub opalanie. Dotyczy
to głównie obuwia wyborowego, wieczorowego lub o wyższym standardzie. Zawijane mogą
być wszystkie brzegi części składowych cholewki, ale najczęściej zawija się górne brzegi
obłożyn, krawędzie pasków, tylniki, noski, paski i inne.
Brzegi cholewek przeznaczone do zawijania wymagają ścieniania wklęsłego na
szerokości 8–12 mm do grubości wynoszącej połowę grubości zawijanego materiału.
Nacięcia w miejscach łuków wklęsłych wykonuje się podczas rozkroju nożykami
wmontowanymi w wycinaki lub za pomocą urządzenia nacinającego, w które są wyposażone
nowoczesne typy maszyn do zawijania brzegów. Szerokość zawinięcia brzegu cholewek
wynosi 4–6 mm. W celu wzmocnienia brzegu w odległości 5 mm od krawędzi nakładamy
tasiemkę szerokości 2–4 mm.
Zawijanie brzegów może być wykonywane ręcznie lub maszynowo. Ręcznie, zawija się
brzegi za pomocą wzornika i specjalnego młoteczka z nakłuwakiem do równomiernego
rozkładania fałd na łukach zewnętrznych elementów. Przy ręcznym zawijaniu brzegów
elementów istotną częścią wyposażenia stanowiska roboczego jest właściwy podkład, o dużej
twardości i gładkiej powierzchni. Jest to najczęściej kawałek marmurowej płytki o gładkiej
wypolerowanej powierzchni. Przy ręcznym zawijaniu brzegów elementów stosuje się kleje
rozpuszczalnikowe o dobrej adhezji. Są to najczęściej kleje kauczukowe, polichloroprenowe,
a nawet poliuretanowe, które należy wcześniej nanieść na brzegi elementów. Zawijanie
ręczne, ze względu na dużą pracochłonność zostało wyparte przez maszyny. Początkowo były
to zwykłe zaklepywarki. Nanoszenie kleju i tasiemki nadal odbywało się ręcznie. Aktualnie
stosuje się nowoczesne zawijarki z automatycznym podawaniem kleju, nakładaniem tasiemki
wzmacniającej i zaklepywaniem zwijanego brzegu. Coraz częściej maszyny te wyposażone są
w mikroprocesory, które uruchamiają i kontrolują przebieg procesu. Do łączenia zawijanego
brzegu i nakładanej tasiemki stosuje się kleje termoplastyczne o krótkim czasie utwardzania.
Są to kleje poliamidowe lub poliestrowe dostarczane w zależności od typu maszyny w postaci
granulatu lub żyłki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
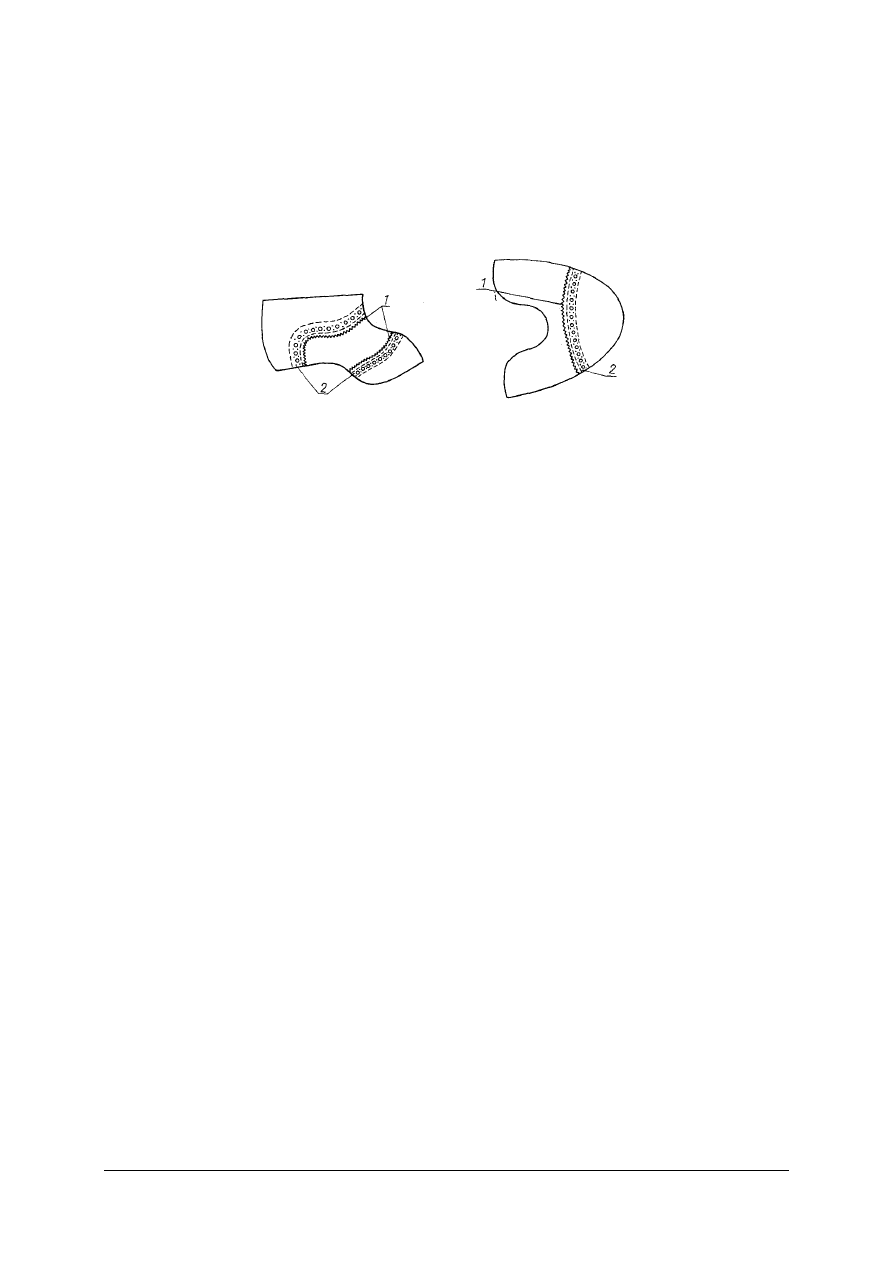
W konstrukcji wielu typów obuwia i ich odmian stosuje się wypustki, a proces związany
z ich stosowaniem nazywamy wypustkowaniem.
Wypustkowanie, obok walorów estetycznych spełnia
także
funkcję
wzmocnienia
w cholewkach
ze
skór
welurowych. Na wypustki przeznacza się przeważnie skóry
cielęce i kozie. Mają one szerokość 10 mm, i są ścieniane od
strony mizdry w ten sposób, aby najgrubsze miejsce
znajdowało się na
1
/
3
szerokości paska. Ścieniony brzeg
zawija się i oklepuje młotkiem (rys. 7).
Brzegi wypustki o konturach wklęsłych do wewnątrz
należy naciąć w odstępach około 2 mm i nie szerzej niż
2 mm od zewnętrznej ścienionej krawędzi (rys. 8), gdyż
szersze nacięcie może spowodować, że ściegi szycia przejdą poza materiałem wypustki.
Wypustka powinna wystawać o 0,15–1,5 mm poza krawędź wypustkowaną, a jeżeli część
wypustkowana ma być naszyta w trakcie montażu cholewki, również powinna nieznacznie
wystawać poza krawędź elementu (rys. 9).
Rys. 8. Nacięcia wygiętej wypustki [5, s. 44]
Rys. 9. Przekrój poprzeczny wypustki poprzeszyciu [5, s. 44]
4.2.1.3. Lamowanie brzegów, przeginanie górnych brzegów, wykończanie metodą
duolastic
Lamowanie brzegów
Lamowanie brzegów części składowych cholewki służy do wykończenia brzegów
i jednocześnie może być użyte do łączenia podszewki z wierzchem. Rozróżnia się dwa
rodzaje lamowania: zwykłe i francuskie.
Lamowanie zwykłe wykonuje się z użyciem paska z tkaniny, tworzywa skóropodobnego
lub skóry naturalnej, uformowanego w kształcie litery U i naszytego na brzeg części cholewki
jednym rzędem ściegu zwartego. Szerokość lamówki zależy od wymaganej odległości obu
krawędzi lamówki od krawędzi lamowanego elementu. Lamówka z tkanin lub tworzyw
skóropodobnych jest zwykle dostarczana w krążkach, z których maszyna odcina w czasie
szycia odpowiednią długość. Do wykonania tej operacji stosuje się maszyny szyjące
lamowarki. Prawidłowa odległość szwu od brzegu lamówki powinna wynosić 0,5–0,6 mm,
a liczba ściegów 6–7 na 1 cm.
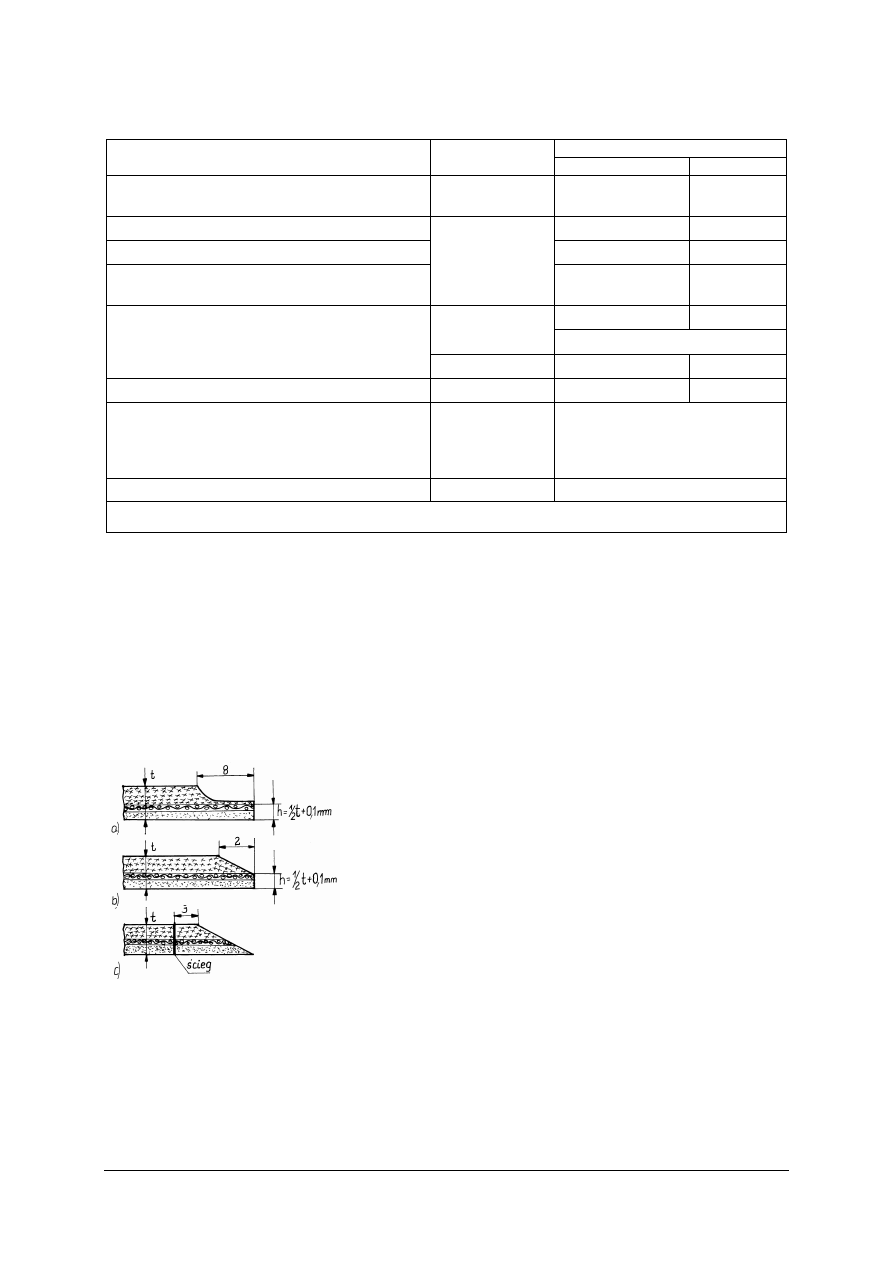
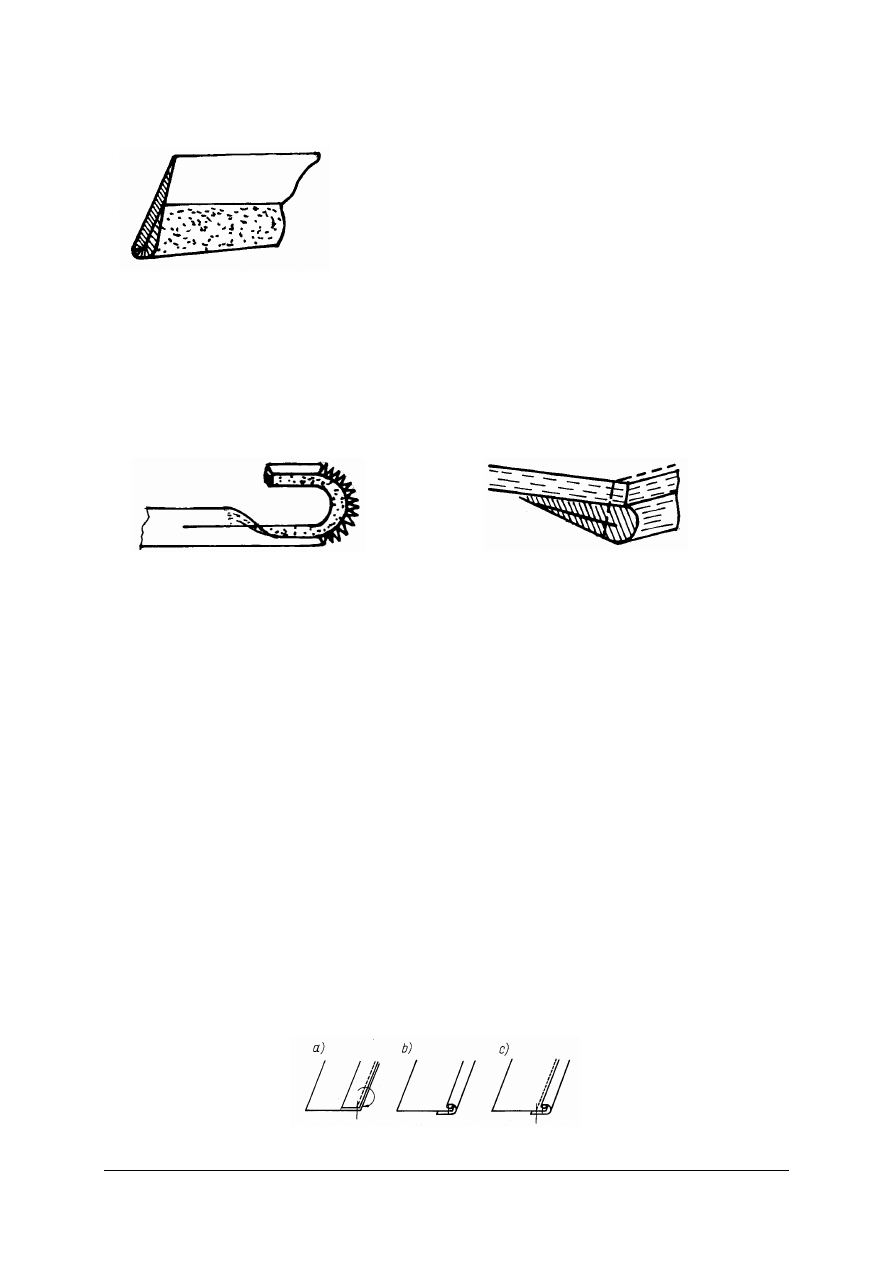
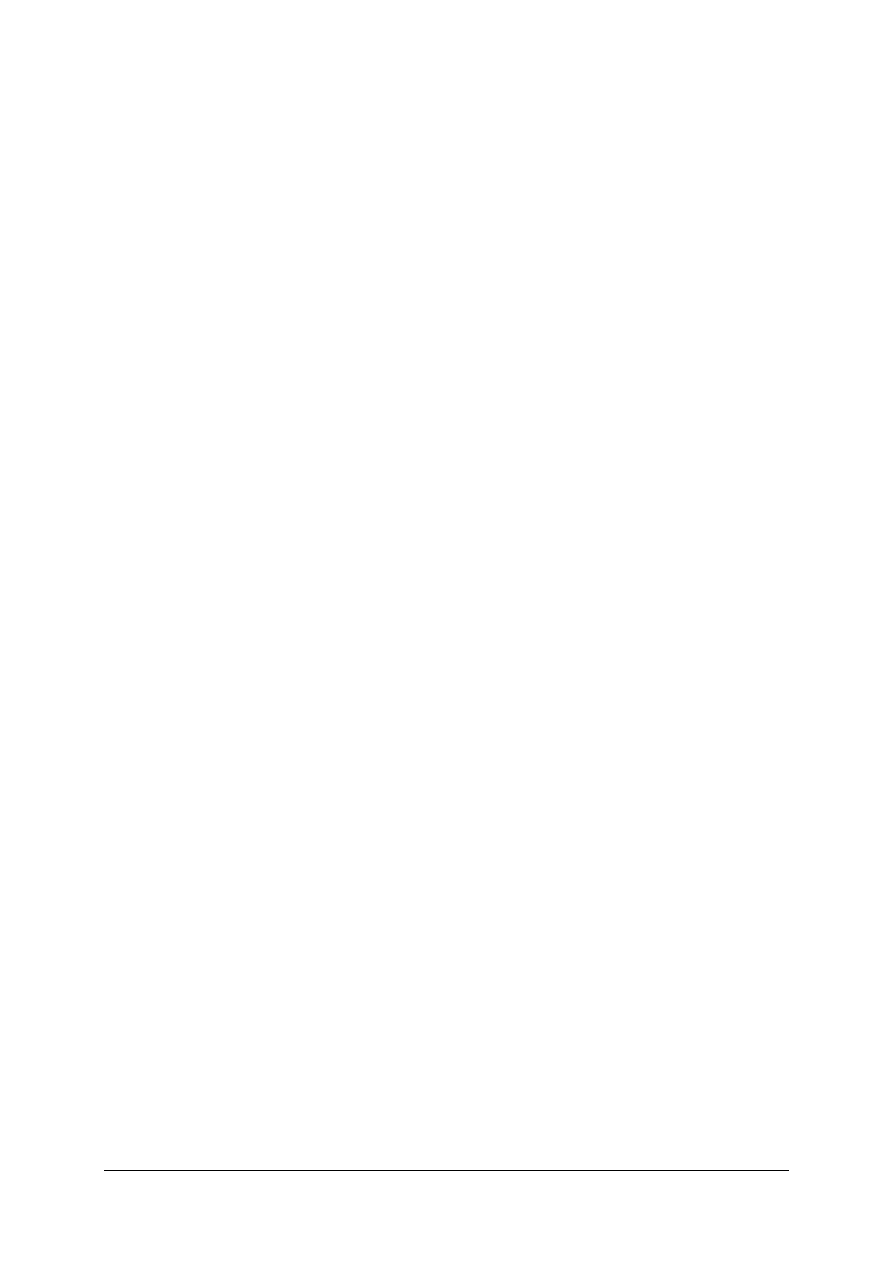
Lamowanie francuskie stosuje się do luksusowego obuwia damskiego i dziecięcego.
Technika lamowania francuskiego obejmuje trzy fazy (rys. 10):
a)
brzeg cholewki z brzegiem lamówki, zwrócone do siebie stroną licową, zszywa się
jednym rzędem ściegów zwartych (rys. 10a);
b)
po przeszyciu, lamówkę przegina się przez lamowany brzeg cholewki (rys. 10b);
c)
przegięty brzeg lamówki przeszywa się z brzegiem lamowanej części jednym rzędem
ś
ciegów zwartych prowadzonych obok zagięcia brzegu lamówki (rys. 10c).
Rys. 10. Schemat lamowania francuskiego [5, s. 45]
Rys. 7. Przekrój złożonej
wypustki [5, s. 44]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Odległość pierwszego rzędu ściegów od lamowanej krawędzi cholewki wynosi dla części
skórzanych 1–4 mm; dla części z tkanin 3–6 mm. Lamowanie lamówką francuską,
niezależnie od funkcji zdobniczej stanowi wzmocnienie łączonych brzegów elementów.
Przeginanie górnych brzegów
Ten sposób wykończania brzegów stosuje się najczęściej przy cholewkach z tkanin lub
ze skóry z podszewką tkaninową. Przeginanie brzegów jest podobne do lamowania
francuskiego. Brzegi części składowych wierzchu i podszewki, zwrócone do siebie stroną
zewnętrzną, zszywa się jednym rzędem ściegów zwartych, a następnie przegina się
i ponownie przeszywa jednym rzędem ściegów zwartych (rys. 11). Podszewka po przegięciu
powinna znajdować się około 3 mm poniżej górnego zewnętrznego brzegu cholewki.
Rys. 11. Schemat przeginania górnych brzegów cholewek: a) zszyte brzegi elementów, b) przegięte brzegi
cholewek; 1 – podszewka, 2 – wierzch, 3 – szew zszywany, 4 – szew obszywany [3, s. 377]
Wykończanie metodą duolastic
Metoda duolastic jest obecnie stosowana do wykończania brzegów elementów
bezpodszewkowych,
wszywania
zamków
błyskawicznych
i
innych
rozwiązań
konstrukcyjnych. Technika duolastic stosowana do wykończania brzegów elementów polega
na wykonaniu następujących czynności: najpierw brzegi elementów z grubej skóry są
rozdwojone, a następnie brzeg rozdwojonej części z licem wzmacnia się tasiemką i zawija,
a wystający brzeg od strony mizdry jest odcinany przy obszywaniu brzegu na maszynach
słupkowych jednoigłowych z funkcją odcinania podszewki. Wykończony w ten sposób brzeg
sprawia wrażenie, że cholewka posiada podszewkę. Przykłady wykorzystania techniki
duolastic są zilustrowane schematycznie na rysunku 12.
Rys. 12. Przykłady wykorzystania metody duolastic do wykończania brzegów części cholewek: a) brzeg
zawinięty, b) brzeg zszyty, c) wszyty do brzegów zamek błyskawiczny, d) złączenie tyłów obłożyn, e) brzeg
wykończony wszytym paskiem profilowym, f) wzmocnienie brzegów po krążki (oczka) do sznurowania
cholewek [3, s. 377]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Rys. 13. Przykłady zdobienia
cholewek: a) ręczne przeplatanie,
b) naszycie ozdobnych pasków oraz
kokardki z materiału wierzchniego
[3, s. 395]
Rys. 14. Różne rodzaje plisowania
elementów wierzchnich [3, s. 396]
Rys.15. Efekty zdobnicze uzyskiwane w wyniku
perforacji, pod którą podłożono kolorowy
(odpowiednio dobrany) pasek z materiału
wierzchniego [3, s. 396]
4.2.1.4. Deseniowanie i zdobienie elementów
W celu lepszego wykorzystania skór miękkich w procesie rozkroju można zastosować
technikę deseniowania elementów cholewki metodą odwzorowywania na powierzchni
wadliwych elementów (zagojone blizny, jarzma i inne) faktury lica typowych skór miękkich
(skóra kozia, przody końskie) lub skór pochodzących z gadów, płazów, ryb. Do tego celu
stosuje się specjalnie wygrawerowane płyty, na które stroną licową układane są wycięte
elementy. Na ułożony element za pośrednictwem płyty z tworzywa sztucznego wywiera się
wysokie naciski rzędu 300 kN, a nawet 600 kN. W celu poprawienia efektu tłoczenia
(deseniowania) płyta stanowiąca podstawę jest ogrzewana. Niezależnie od naturalnej faktury
lica skór, na płytach graweruje się różnego rodzaju aplikacje imitujące ściegi, szwy
ewentualnie wykonywane ręcznie plecionki. Uzyskane efekty tłoczenia (deseniowania) są
wyjątkowo korzystne, bo niezależnie od poprawy współczynnika wykorzystania skór
uzyskuje się ciekawe efekty wzornicze.
Nowoczesne sposoby zdobienia elementów obuwia z tworzyw skóropodobnych oparte są
na znanych technikach sitodruku i techniki prądów wielkiej częstotliwości. Przy użyciu
sitodruku wykonywane są kolorowe aplikacje, którym w procesie zgrzewania przy użyciu
prądów wielkiej częstotliwości nadaje się kształt przestrzenny. Jest to stosunkowo tania, a
przy tym efektowna technologia zdobienia elementów. Niestety tę metodę można stosować
wyłącznie do elementów wycinanych z tworzyw skóropodobnych. Najlepsze efekty uzyskuje
się przy tworzywach wykończanych powłokami zawierającymi polichlorek winylu.
Efekty kolorystyczne zdobienia elementów skórzanych można uzyskać techniką
wytłaczania przy użyciu specjalnych folii kolorowych i odpowiednio skonstruowanych
głowic do wieloetapowego wytłaczania różnego rodzaju znaków w kilku kolorach. Do tego
celu obok kolorowych folii i specjalnych stempli wykorzystuje się maszyny znane jako
stemplowarki, które są najczęściej stosowane przy stemplowaniu znaku firmowego na
wyściółkach lub półwyściółkach.
Modne obuwie o sportowym wyglądzie można ozdabiać w ten sposób, że przez otwory
wycięte
w
elementach
cholewki,
na
przykład
w
obłożynach,
przewleka
się
kolorowy
pasek
o stonowanym odcieniu z cholewką (rys. 13a). Często
elementem zdobniczym cholewek mogą być naszyte na
nich kolorowe paski (rys. 13b). Paski mogą być różnego
kształtu, a ich brzegi wykończane przez ząbkowanie,
zawijanie lub opalanie. Często efekt zdobniczy uzupełnia
perforacja, kokarda lub inna zdobina.
Przy produkcji luksusowego obuwia damskiego,
elementy
cholewki
mogą
być
zdobione
metodą
plisowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Istota plisowania polega na tym, że elementy w określonych miejscach są ścieniane,
za pomocą wcześniej przygotowanego negatywu na dwojarce, a następnie na te powierzchnie
nanosi się klej i skleja ścienione miejsca, w wyniku czego uzyskuje się ciekawe efekty
plastyczne (rys. 14).
Kolejnym sposobem zdobienia może być uzyskiwanie dwubarwnego efektu zdobniczego
za pomocą perforacji. Polega on na podkładaniu pod otwory perforacji paska materiału
wierzchniego o odmiennym, umiejętnie dobranym kolorze (rys. 15).
Podane przykłady zdobienia cholewek nie wyczerpują zagadnienia, ale można je zaliczyć
do podstawowych sposobów i technik zdobienia. Należy przy tym pamiętać, że choć
zdobienie ma duży wpływ na wygląd estetyczny obuwia, to jednak pod żadnym względem nie
może ono wywierać ujemnego wpływu na funkcjonalność i wygodę użytkowania obuwia.
4.2.1.5. Perforowanie elementów
Szczególną rolę dekoracyjną w obuwiu pełni perforacja, która umożliwia także dostęp
powietrza do stopy. Perforowanie pojedynczych elementów może odbywać się w wydziale
rozkroju, ale gdy perforacja ma być wykonana łącznie z podszewką, czynność ta musi być
przeprowadzona w szwalni po połączeniu elementów wierzchu z podszewką.
Do perforowania sporządza się specjalne matryce, za pomocą których wybijanie
wszystkich otworów odbywa się przy jednym uderzeniu. Perforowanie za pomocą matryc
odbywa się na specjalnej maszynie, działającej na zasadzie prasy jednouderzeniowej, w której
można regulować siłę uderzenia potrzebną do wybicia otworów. W górnej części maszyny
znajduje się wymienna podkładka do wybijania otworów. Matryce są również wymienne. Ich
liczba zależy od wzoru perforacji i liczby numerów w sortymencie wielkościowym obuwia
i jest podawana w opisach technologicznych.
W przypadku małej ilości produkcji określonego wzoru perforowanie przeprowadza się
ręcznie lub na maszynie szwalniczej, w której zamiast igły umieszcza się dziurkacz
.
4.2.1.6. Oznaczanie linii szycia
Oznaczenie linii szycia stosuje się w celu umożliwienia prawidłowego łączenia i szycia
ozdobnego części składowych cholewki.
Oznaczenie szwów wykonuje się wtedy, gdy nie przechodzą one przy krawędziach, które
ułatwiają prowadzenie równych rzędów szycia i zachowanie wymaganej odległości.
Oznaczenie wykonuje się ręcznie przy użyciu wzorników lub mechanicznie za pomocą
pras i wzorników. Oznaczenie mechaniczne stosuje się tylko do masowych,
znormalizowanych wzorów oznaczeń. W użyciu znajdują się tzw. bliźniacze prasy do
oznaczania, do których używa się cynkowych wzorników z oznaczeniami wytłoczonymi
w postaci karbów. Wzornik z częścią cholewki kładziemy na jednym stanowisku, a gdy prasa
wyciska wzór, na stanowisku drugim układamy drugą część cholewki. Czas potrzebny do
wyciskania wzoru regulujemy w zależności od rodzaju stosowanej skóry.
Wzorniki cynkowe mogą być zastąpione grawerowanymi kostkami miedzianymi,
zestawionymi w taki sposób, aby wygrawerowane znaki tworzyły kompletny wzór. Chcąc
zapobiec uszkodzeniu lica skóry i uzyskać oznaczenie wyraźne i trwałe, umożliwiające
prawidłowe wykonanie linii szycia, należy bardzo dokładnie wyregulować urządzenie do
oznaczania
.
4.2.1.7. Formowanie przyszew
W obuwiu z cholewką (botki, buty) zachodzi potrzeba wcześniejszego uformowania
skłonu przyszwy. Jest to konieczne z uwagi na fakt, że skłonu tego nie uzyskamy w procesie
ć
wiekowania. Wstępne formowanie wykonywano wcześniej ręcznie w procesie wałkowania
przyszew na drewnianym prawidle. Aktualnie do tego celu służą specjalistyczne maszyny

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
zwane formowarkami przyszew, składające się najczęściej z trzech płyt: dwóch bocznych
i jednej środkowej. Zarówno płyty boczne i środkowa są ogrzewane, z możliwością regulacji
temperatury w zależności z jakiego materiału wykonane są przyszwy. Po nagrzaniu płyt
formowany element (przyszwa) jest umieszczany miedzy płytami bocznymi, a w momencie
uruchomienia maszyny, płyta środkowa naciska na element i poprzez jego przesuwanie
pomiędzy płytami bocznymi formuje skłon przyszwy. Zaleca się aby przed formowaniem
naklejać międzypodszewkę z dzianiny, która ułatwia proces formowania i zabezpiecza lico
skóry przed nadmiernym przeciążeniem i ewentualnym uszkodzeniem. Należy pamiętać aby
nie rozpoczynać formowania przed nagrzaniem płyt. Zalecana temperatura płyt bocznych
przy formowaniu elementów ze skóry, w zależności od sposobu formowania (podwójne – lico
do lica lub pojedyncze – lico do góry) wynosi od 80 do 110°C. Płyta środkowa jest
nagrzewana przy formowaniu podwójnym lico do lica do temperatury w przedziale
80–100°C, natomiast przy formowaniu pojedynczym z licem do góry stosuje się temperaturę
niższą w przedziale 50–60°C. Drugim ważnym parametrem formowania jest ciśnienie, które
w obu przypadkach przy formowaniu przyszew skórzanych wynosi 0,21–0,28 MPa.
Parametry formowania przyszew z tworzyw skóropodobnych znacznie się różnią i tak:
−
temperatura płyt bocznych – 50–60
o
C,
−
temperatura płyty środkowej – 50
o
C,
−
ciśnienie płyt bocznych – 0,42–0,46 MPa.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie znasz techniki wykończania brzegów, deseniowania i zdobienia elementów?
2.
Czy potrafisz zdefiniować cel barwienia brzegów elementów i opisać sposób wykonania
czynności?
3.
Według jakich zasad i w jakim celu wykończa się brzegi elementów przez opalanie?
4.
Czy potrafisz zilustrować na schemacie proces opalania brzegów elementów skórzanych?
5.
W jakim celu i jaką techniką dokonujemy ząbkowania brzegów elementów?
6.
W jakim celu i w jakich sytuacjach dokonujemy zawijania brzegów elementów?
7.
Czy potrafisz wyjaśnić do czego służą wypustki, jak je wytwarzamy i w jakich
rozwiązaniach konstrukcyjnych cholewki je stosujemy?
8.
Czy można zawijać brzegi elementów ręcznie, a jeżeli tak to w jaki sposób dokonujemy
tej czynności?
9.
Czy umiesz zilustrować na schemacie sposób wykonania i przyszycia wypustki?
10.
Co rozumiesz pod pojęciami: lamowanie, przeginanie i wykończanie brzegów metodą
duolastic?
11.
Jakie znasz rodzaje lamowania i wykończania brzegów metodą duolastic?
12.
Czy potrafisz zilustrować na schematach sposoby lamowania, przeginania elementów
i wykończania brzegów metodą duolastic?
13.
Jakie znasz techniki i metody deseniowania i zdobienia elementów cholewki?
14.
Czy potrafisz wyjaśnić różnice w deseniowaniu elementów ze skóry i tworzyw
sztucznych?
15.
Jakie znasz niekonwencjonalne metody zdobienia elementów (podaj przykłady)?
16.
Na czym polega zdobienie metodą przeplatania, plisowania lub naszywania elementów?
17.
W jakim celu i jakimi metodami dokonujemy perforowania elementów?
18.
Jak oznacza się linie szycia konstrukcyjnego, przebiegającego w oddaleniu od brzegów
elementów i szycia ozdobnego?
19.
Czy formowanie przyszew jest zawsze konieczne przed ćwiekowaniem cholewki?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
20.
Na jakich maszynach i w jaki sposób formujemy przyszwy cholewek przed ich
montażem?
4.2.3. Ćwiczenia
Ćwiczenie 1
Dokonaj wykończenia brzegów elementów (wyciętych przez siebie próbek w kształcie na
przykład prostokąta o wymiarach 30 x 60 mm) poprzez barwienie i opalanie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przygotować stanowisko do wykonania ćwiczenia,
2)
wykroić z otrzymanych odpadów skór 6 próbek o wymiarach 30 x 60 mm,
3)
zabarwić brzegi 3 próbek według zasad opisanych w rozdziale Materiał nauczania
w Poradniku dla ucznia,
4)
ś
cienić próbki skór do opalania,
5)
opalić brzegi próbek nad płomieniem palnika spirytusowego,
6)
ocenić jakość dokonanej pracy,
7)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
stół,
−
odpady skór,
−
szablony do wycięcia próbek,
−
noże szewskie, nożyczki,
−
podkład do ręcznego wycinania elementów,
−
wzorce pracy z brzegami barwionymi i opalanymi,
−
lampka spirytusowa, denaturat, zapałki,
−
grubościomierz,
−
ś
cieniarka,
−
farba do barwienia brzegów, gąbka do nanoszenia farby,
−
literatura z rozdziału 6.
Ćwiczenie 2
Dokonaj zdobienia brzegów elementu naszywanego przez ząbkowanie, perforację
i obszycie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zorganizować stanowisko do wykonania ćwiczenia,
2)
wykroić z otrzymanych odpadów skór dwa paski o wymiarach 150 x 30 mm,
3)
wyciąć na dłuższym brzegu jednej próbki ząbki o znormalizowanych wymiarach
w kształcie trójkąta równobocznego,
4)
zabarwić ząbkowane brzegi elementu,
5)
ś
cienić brzegi elementów według zasad dotyczących szwu naszywanego,
6)
wyciąć otwory na brzegu ząbkowanego elementu według własnej koncepcji,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
7)
naszyć ząbkowany element na drugi element jednym rzędem ściegów po linii
ząbkowania,
8)
wykonać dwa rzędy ściegów ozdobnych obok wykonanych otworów,
9)
ocenić wykonaną pracę,
10)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
stół do wykonania ćwiczenia,
−
odpady skór,
−
szablony o wymiarach 150 x 30 mm,
−
nóż szewski, nożyczki,
−
dermatograf do oznaczania próbki według szablonu,
−
podkład do ręcznego wycinania elementów,
−
farba i gąbka do barwienia ząbkowanego brzegu,
−
ś
cieniarka,
−
grubościomierz,
−
dziurkacze o różnych kształtach i wymiarach,
−
maszyna płaska jednoigłowa,
−
nici do szycia maszynowego, igły o różnych profilach ostrza i grubości trzonu,
−
literatura z rozdziału 6.
Ćwiczenie 3
Dokonaj zawinięcia brzegów elementu wskazanego przez nauczyciela bez użycia
maszyny.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zorganizować stanowisko do wykonania ćwiczenia,
2)
dokonać pomiaru grubości otrzymanych elementów,
3)
określić szerokość i grubość ścieniania,
4)
sprawdzić stan techniczny ścieniarki,
5)
ustawić mechanizmy ścieniarki według ustalonych parametrów ścieniania,
6)
dokonać ścieniania kontrolnego na odpadach skóry, z której wycięto element,
7)
zmierzyć szerokość i grubość ścienionego brzegu i dokonać ewentualnej korekty
w ustawieniu maszyny,
8)
wykonać ścienianie właściwe,
9)
nanieść klej na zawijany brzeg elementu i nałożyć tasiemkę wzmacniającą,
10)
zawinąć i zaklepać brzeg elementu,
11)
dokonać samooceny wykonanej pracy,
12)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
grubościomierz do skór miękkich,
−
stół i stanowisko do nanoszenia kleju,
−
podkład do ręcznego wycinania elementów, suwmiarka do pomiaru szerokości ścieniania,
−
ś
cieniarka,
−
odpady skór powstałe przy wycinaniu elementów,
−
nożyczki, nóż szewski,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
−
pędzel i klej do zawijania,
−
tasiemka wzmacniająca zawinięty brzeg elementu,
−
młoteczek z nakłuwakiem do ręcznego zawijania elementów,
−
płytka marmurowa do zawijania,
−
literatura z rozdziału 6.
Ćwiczenie 4
Wykonaj schematy i opisz technologię wykończenia brzegów elementów poprzez:
−
wypustkowanie,
−
lamowanie zwykłe i francuskie,
−
przeginanie brzegów łączonych elementów,
−
stosowanie metody duolastic.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
wykonać szkice schematów wykończania brzegów,
2)
opisać technikę wykończania brzegów według naszkicowanych schematów,
3)
dokonać samooceny wykonanej pracy,
4)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
przybory piśmiennicze,
−
kartki papieru formatu A4,
−
obuwie lub elementy cholewek, których brzegi wykończono różnymi technikami,
−
literatura z rozdziału 6.
Ćwiczenie 5
Zaproponuj i wykonaj zdobienie przyszew lub obłożyn techniką przeplatania, plisowania
i naszywania elementów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zaproponować sposób zdobienia i wykonać stosowną dokumentację (szkice, rysunki,
schematy, wymiary, szablony),
2)
opracować technologię wykonania zdobień,
3)
wykroić zdobione i zdobnicze elementy; poddać je stosownej obróbce (barwienie,
ś
cienianie, dwojenie, nacinanie i inne),
4)
wykonać zdobienie według opracowanej technologii (klejenie, przeplatanie, plisowanie,
naszywanie i inne),
5)
dokonać samooceny wykonanej pracy,
6)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
przybory piśmiennicze, dermatografy,
−
papier formatu A4,
−
stół,
−
różnokolorowe odpady skór miękkich,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
−
grubościomierz,
−
suwmiarka,
−
noże szewskie, nożyczki, młotki szewskie,
−
szablony do wycinania próbek,
−
lampka spirytusowa, denaturat, zapałki,
−
ś
cieniarka,
−
dwojarka z możliwością ścieniania,
−
farba do barwienia brzegów, gąbka do nanoszenia farby,
−
dziurkacze o różnych kształtach i wymiarach,
−
maszyna płaska jednoigłowa i słupkowa jednoigłowa,
−
nici i igły do szycia maszynowego,
−
pędzle i kleje,
−
naczynia na klej,
−
młoteczki z nakłuwakami do ręcznego zawijania brzegów i plisowania elementów,
−
płyta marmurowa,
−
podkład do rozkroju ręcznego,
−
obuwie i elementy cholewek zdobione różnymi technikami,
−
literatura z rozdziału 6.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wykończyć brzegi elementów techniką barwienia i opalania?
2)
zilustrować na schemacie technikę opalania elementów ze skór
miękkich?
3)
zilustrować technikę wykończania brzegów elementów poprzez
ząbkowanie, perforację i jej obszywanie?
4)
scharakteryzować
zasady
zawijania
i
przeginania
brzegów
elementów?
5)
dokonać lamowania brzegów lamówką zwykłą i francuską?
6)
opisać zbieżności i różnice zachodzące między procesami lamowania
i przeginania brzegów elementów?
7)
opisać zasady i techniki wypustkowania przy naszywaniu noska na
przyszwę?
8)
wyjaśnić istotę wykończania brzegów elementów techniką duolastic?
9)
opisać zasady i technikę deseniowania i zdobienia elementów?
10)
scharakteryzować
techniki
zdobienia
elementów
poprzez
przeplatanie, plisowanie i naszywanie elementów?
11)
wyjaśnić cel i sposoby perforowania elementów?
12)
wskazać sposoby oznaczania linii szycia?
13)
uzasadnić cel i określić technikę formowania wstępnego przyszew do
obuwia typu botki i buty?
14)
scharakteryzować
parametry
pracy
maszyny
do
wstępnego
formowania przyszew ze skóry i tworzyw skóropodobnych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.3. Nakładanie podnosków, wzmocnień i międzypodszewek
4.3.1. Materiał nauczania
W celu wzmocnienia lub usztywnienia części składowych cholewek, w procesie
poprzedzającym montaż cholewek wykonuje się następujące operacje technologiczne:
−
wklejanie lub wtapianie podnosków,
−
naklejanie międzypodszewek i elementów wzmacniających.
4.3.1.1. Wklejanie lub wtapianie podnosków
W tradycyjnych metodach wytwarzania obuwia stosowano do usztywnienia czubków
najczęściej tzw. podnoski chemiczne, które z uwagi na swoją strukturę mogły być wklejane
dopiero w fazie montażu obuwia (przed ćwiekowaniem). Wprowadzenie nowych materiałów
podnoskowych, wykonanych na bazie tworzyw termoplastycznych, umożliwiło przesunięcie
tej czynności do fazy rozkroju materiałów wierzchnich lub do oddziałów szwalniczych.
Wklejanie podnosków termoplastycznych odbywa się na specjalnie do tego celu
skonstruowanej wklejarce przy przestrzeganiu obowiązujących parametrów (temperatura,
czas, ciśnienie) dla stosowanych materiałów. Przed ćwiekowaniem wierzchy z wklejonymi
podnoskami termoplastycznymi wymagają aktywacji cieplnej.
Niezależnie od wklejania coraz częściej stosuje się tzw. wtapianie podnosków. W tym
przypadku maszyna nanosi na przyszwę (czubek) uplastycznione tworzywo w kształcie
podnoska. W ten sposób wyeliminowano rozkrój materiałów podnoskowych, ścienianie
brzegów podnosków oraz zmniejszono zużycie materiałów - nie tworzą się odpady
nieużyteczne
.
4.3.1.2. Naklejanie międzypodszewek i elementów wzmacniających
Naklejanie międzypodszewek i elementów wzmacniających na części składowe wierzchu
obuwia jest uzasadnione ze względu na zróżnicowany układ topograficzny skór. Pewna liczba
wyciętych części składowych cholewki może być zbyt cienka lub wykazuje nadmierną
luźność (ciągliwość). Tkanina użyta na międzypodszewki powinna być miękka, elastyczna i
gładka, aby dawała się łatwo sklejać i nie odwzorowywała się na zewnętrznej powierzchni
cholewki.
Obecnie międzypodszewek nie nakleja się na wszystkie części wierzchu, lecz tylko na te,
które wymagają wzmocnienia ze względu na luźność tkanki lub zaniżoną grubość. W takim
przypadku międzypodszewki należy naklejać metodą punktową. Nie należy naklejać
międzypodszewek powleczonych w całości klejem, gdyż obniża to higieniczność obuwia.
Na międzypodszewki używa się cienkich tkanin typu molino lub nieco grubszych typu
wigonka oraz specjalnych dzianin i włóknin z naniesionym klejem termoplastycznym w
postaci punktowej lub pasmowej. Należy unikać pokrywania całej powierzchni
międzypodszewek klejem, aby nie obniżać właściwości higienicznych materiału.
Do naklejania międzypodszewek stosuje się maszyny zwane nakładarkami lub
prasowalnicami.
Nakładanie podkrążków z tkaniny lub ze skóry na części cholewek sznurowanych, ma
na celu wzmocnienie cholewki w miejscu osadzania krążków. Uzyskuje się większą grubość
i wytrzymałość elementów oraz możliwość lepszego zanitowania krążków. Naklejanie
bezpieczników stosuje się w półbutach i czółenkach w celu wzmocnienia połączenia obłożyn
w pięcie. Zasady naklejania międzypodszewek, podkrążków i bezpieczników podano
w tabeli 5.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
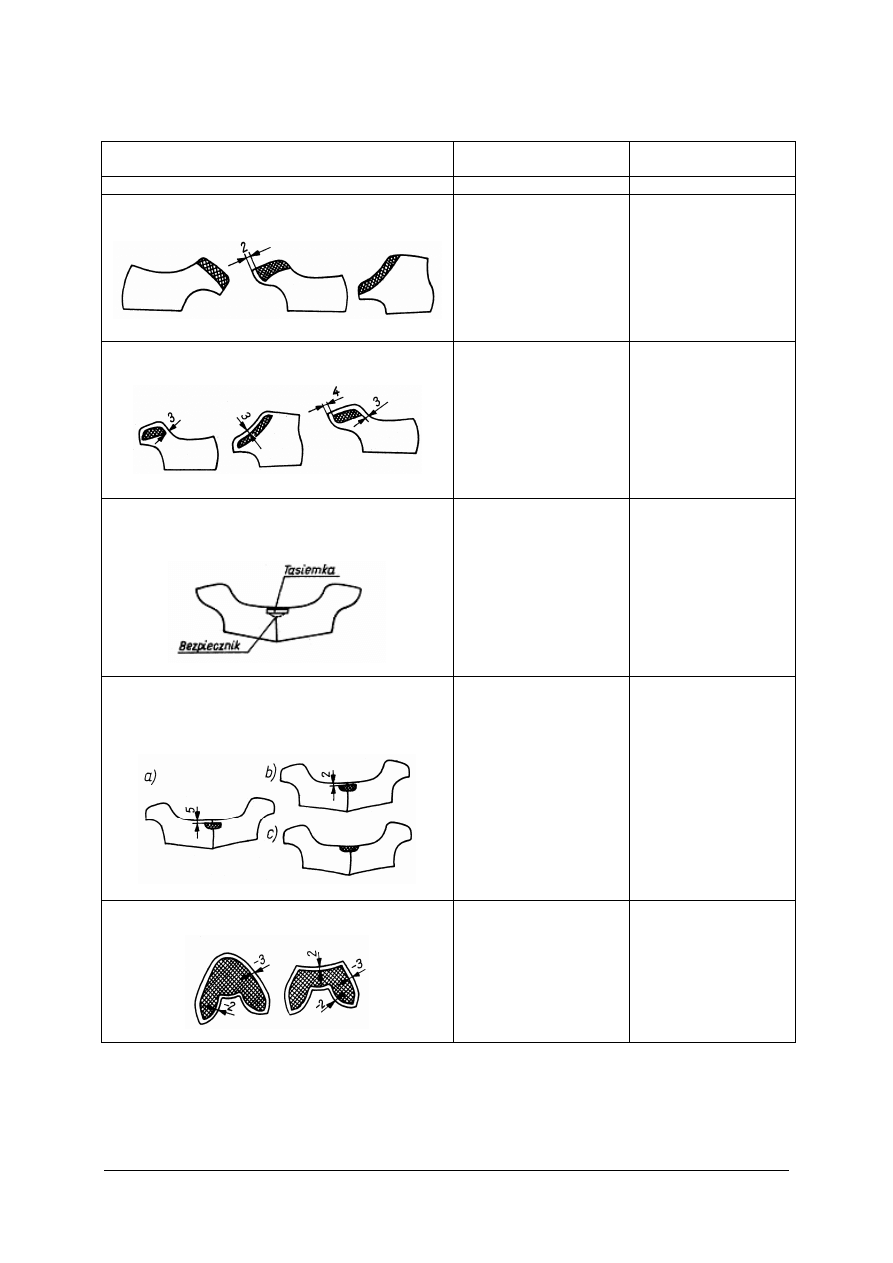
Tabela 5. Zasady naklejania wzmocnień i międzypodszewek [3, s. 367]
Części składowe z określeniem miejsca do naklejania
wzmocnień
Sposób naklejenia
Zastosowanie
1
2
3
Wzmocnienie podkrążków na obłożyny przy
cholewkach z tkanin
przyklejone całą
powierzchnią równo
z krawędziami
przy obłożynach
o brzegach
lamowanych bez
podszewek i ozdobnych
podkrążków
Wzmocnienie podkrążków na obłożyny przy
cholewkach skórzanych
przyklejone całą
powierzchnią w odstępach
od krawędzi jak na
rysunkach obok
według norm
przedmiotowych
Bezpiecznik obłożyn w części piętowej oraz
w miejscach połączenia obłożyn przy cholewkach
okładowych
podklejone tasiemką
szerokości 10 mm
według norm
przedmiotowych
Bezpiecznik obłożyn na cholewki: a) z brzegiem
zawijanym, b) z brzegiem nie zawijanym, c) z brzegiem
lamowanym
przyklejone całą
powierzchnią w odstępach
od górnego brzegu według
rysunków a), b), c)
według norm
przedmiotowych
Międzypodszewki na przyszwy jednolite lub dzielone z
noskiem typu derby
przyklejone wokoło
w odstępach od krawędzi
przyszwy, jak na
rysunkach obok
wszelkie odmiany
półbutów i trzewików
z wyjątkiem obuwia
sandałowego
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
ciąg dalszy tabeli 5
1
2
3
Międzypodszewki na przyszwy jednolite lub dzielone typu
okładowego
przyklejone wokoło
w odstępach od krawędzi
przyszwy, jak na
rysunkach obok
wszelkie odmiany
półbutów i trzewików
z wyjątkiem obuwia
sandałowego
Międzypodszewki na przyszwy jednolite lub dzielone typu
derby lub okłady z brzegiem zawijanym
przyklejone wokoło
w odstępach od krawędzi
przyszwy, jak na
rysunkach obok
obuwie systemu
sandałowego
Międzypodszewki na obłożyny jednolite lub dzielone typu
derby lub okłady z brzegiem zawijanym
przyklejone wokoło
w odstępach od krawędzi
obłożyn, jak na rysunkach
obok
wszelkie
odmiany
półbutów i trzewików
z wyjątkiem obuwia
sandałowego
Międzypodszewki na obłożyny jednolite lub dzielone typu
derby lub okłady z brzegiem nie zawijanym
przyklejone wokoło
w odstępach od krawędzi
obłożyn, jak na rysunkach
obok
wszelkie
odmiany
półbutów i trzewików
z wyjątkiem obuwia
sandałowego
Międzypodszewki na obłożynie jednolitej lub dzielonej
typu derby lub okłady z brzegiem zawijanym lub nie
zawijanym
przyklejone wokoło
w odstępach:
a)
z brzegami nie
zawijanymi – 2 mm
od krawędzi
b)
z brzegami
zawijanymi – 6 mm
od krawędzi
obuwie sandałowe
Wzmocnienia na obłożyny półbutów damskich z brzegiem
zawijanym i z brzegiem lamowanym lub nie zawijanym
przyklejone na całą
powierzchnię w odstępach
od krawędzi obłożyn, jak
na rysunkach obok
półbuty damskie
Aktualnie,
obok
tradycyjnych
materiałów
stosowanych
na
wzmocnienia
i międzypodszewki typu molino czy wigonka coraz częściej pojawiają się nowe materiały
w postaci dzianin czy włóknin. Szczególnie cennym materiałem na wzmocnienia są włókniny
zawierające włókna szklane. Są to stosunkowo cienkie materiały o wyjątkowej wytrzymałości
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
na rozciąganie i odkształcenia. Chętnie stosowane jako podkrążki wewnętrzne lub
wzmocnienia do szwów narażonych na wysokie obciążenia, na przykład w miejscu naszycia
rygielka przy naszywaniu obłożyn derbowych.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
W jakim celu wkleja się podnoski?
2.
Jakie znasz techniki wklejania podnosków?
3.
Na czym oparta jest technika wtapiania (nalewania) podnosków?
4.
Jakie efekty uzyskujemy przy wtapianiu podnosków z tworzyw sztucznych?
5.
Przy użyciu jakiej maszyny wkleja się podnoski?
6.
Czy potrafisz uzasadnić celowość stosowania międzypodszewek i elementów
wzmacniających?
7.
Jak nazywają się maszyny lub urządzenia do naklejania międzypodszewek i wzmocnień?
8.
W jakim celu wklejamy podkrążki i bezpieczniki?
9.
Czy potrafisz zilustrować zasady naklejania międzypodszewek, wzmocnień, podkrążków
i bezpieczników?
4.3.3. Ćwiczenia
Ćwiczenie 1
Dokonaj wklejenia podnoska termoplastycznego na przyszwę przy użyciu żelazka.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zorganizować stanowisko pracy,
2)
wyregulować temperaturę żelazka w korelacji z rodzajem materiału podnoskowego
poprzez próbę naklejania wstępnego,
3)
wkleić podnosek poprzez prasowanie nagrzanym żelazkiem,
4)
dokonać samooceny wykonanej pracy,
5)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
stół do naklejania podnosków,
−
termoplastyczne materiały podnoskowe,
−
wycięte podnoski z materiałów termoplastycznych,
−
przyszwy ze skóry,
−
odpady skóry do próbnego naklejania podnosków,
−
ż
elazko krawieckie z regulacją temperatury,
−
płótno lniane lub bawełniane stosowane jako podkładka przy prasowaniu podnosków,
−
nóż szewski, nożyczki do wycinania próbek kontrolnych,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Ćwiczenie 2
Na planszach wykreślone są obłożyny cholewek skórzanych z naklejonymi podkrążkami,
oznacz na wykresach odległości w jakich należy naklejać podkrążki od brzegów obłożyn.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować wykreślone na planszach schematy ilustrujące miejsca naklejania
podkrążków na obłożyny,
2)
oznaczyć odległości w jakich należy naklejać podkrążki od brzegów obłożyn
w zależności od kształtu obłożyny,
3)
dokonać samooceny wykonanej pracy,
4)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
plansze ilustrujące różne rodzaje obłożyn z naklejonymi podkrążkami,
−
przybory piśmiennicze,
−
literatura z rozdziału 6.
Ćwiczenie 3
Zilustruj na planszach z wykreślonymi konturami obłożyn technikę nakładania
międzypodszewek w zależności od rodzaju wykończenia brzegów (brzegi zawijane i
lamowane).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować otrzymane plansze,
2)
wykreślić na planszy kontury naklejanych międzypodszewek,
3)
oznaczyć odległości naklejania międzypodszewek od brzegów obłożyn wykończonych
przez lamowanie i zawijanie,
4)
dokonać samooceny wykonanej pracy,
5)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
plansze z wykreślonymi konturami obłożyn, których brzegi będą wykończone przez
zawijanie i lamowanie,
−
przybory piśmiennicze,
−
literatura z rozdziału 6.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić funkcję jaką spełniają podnoski w obuwiu?
2)
opisać sposoby wklejania podnosków w cholewkach?
3)
określić zasady wtapiania (nalewania) podnosków?
4)
określić korzyści wynikające ze stosowania techniki wtapiania
(nalewania) podnosków na przyszwy?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
5)
uzasadnić celowość naklejania wzmocnień na elementach i częściach
cholewek?
6)
określić nazwy maszyn i urządzeń służących do nakładania
podnosków, wzmocnień i międzypodszewek?
7)
opisać zasady wklejania (nakładania) międzypodszewek na elementy
cholewek?
8)
wskazać przypadki, w których stosowanie międzypodszewek staje
się obligatoryjne?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
4.4. Sporządzanie instrukcji technologicznych i ocena
przygotowania elementów cholewki do montażu
4.4.1. Materiał nauczania
W procesie przygotowania elementów cholewki do montażu w zależności od stosowanej
technologii, konstrukcji cholewki i techniki wykonania procesów oraz kwalifikacji
pracowników wykonujących czynności produkcyjne można popełnić wiele błędów i usterek
produkcyjnych, które w znacznym stopniu przyczyniają się do obniżenia jakości i estetyki
produkowanego obuwia.
Do najczęściej powstających błędów można zaliczyć:
−
przy ścienianiu – niewłaściwa szerokość i grubość ścieniania oraz poszarpanie brzegów
na skutek niewłaściwej pracy i jakości noża ścieniającego,
−
przy zawijaniu – zmarszczenia i fałdy na zawiniętym brzegu, zbyt duża lub zbyt mała
ilość podawanego kleju pod zawinięty brzeg powodująca zabrudzenia elementów klejem,
−
przy farbowaniu brzegów – nierównomierne nałożenie farby (brzegi ciemniejsze
i jaśniejsze), zabrudzenia lica i mizdry farbą,
−
przy znakowaniu elementów – niedokładne oznakowanie linii szycia, co w konsekwencji
powoduje nierówne linie szycia,
−
przy nakładaniu kleju na powierzchnię elementów – zbyt gruba lub zbyt mała ilość kleju,
co powoduje niedokładne przyklejenie elementów, obniża higieniczność obuwia itp.,
−
przy nakładaniu i prasowaniu podnosków, międzypodszewek i innych elementów
wzmacniających – nierówne ułożenie tych elementów, zbyt krótki czas prasowania.
W wielu przypadkach, wady powstające w procesie przygotowania elementów do
montażu cholewek mają charakter wad ukrytych, które ujawniają się dopiero w procesie
użytkowania obuwia. Jest to z punktu widzenia producenta jak również użytkownika
wyjątkowo niebezpieczne i może mieć negatywny wpływ na markę firmy, a także jej wyniki
ekonomiczne.
Aby przeciwdziałać negatywnym zjawiskom i eliminować ich szkodliwe działanie zaleca
się aby pracownicy wykonujący pracę byli poinstruowani o sposobie wykonywania czynności
technologicznych.
Cenną
pomocą
w
doskonaleniu
procesów
technologicznych
i przeciwdziałaniu wadliwej produkcji jest sporządzanie instrukcji technologicznych
podstawowych procesów przygotowawczych.
Instrukcje technologiczne powinien opracować technolog produkcji lub w przypadku
małych firm mistrz oddziału, a nawet wykwalifikowany robotnik z dużym doświadczeniem
zawodowym. W instrukcjach należy umieścić wszystkie informacje, które pracownik
przystępujący do pracy powinien znać. W instrukcji technologicznej należy zamieścić,
w zależności od rodzaju i charakteru wykonywanych czynności opisy dotyczące:
−
wyposażenia stanowiska pracy, a w nim: opis stanowiska pracy, rodzaj stosowanej
maszyny lub maszyn, rodzaj urządzeń i narzędzi pomocniczych,
−
warunków technicznych,
−
obsługi maszyn, a w nim: przepisy bezpiecznej obsługi, warunki eksploatacyjne
maszyny,
−
technologii wykonania czynności,
−
konserwacji maszyn i urządzeń.
W celu przybliżenia problemu zostaną opracowane przykłady kilku instrukcji
technologicznych dotyczących podstawowych operacji procesu przygotowania elementów
do montażu cholewek. Instrukcje te nie mają charakteru obligatoryjnego. Są to jedynie
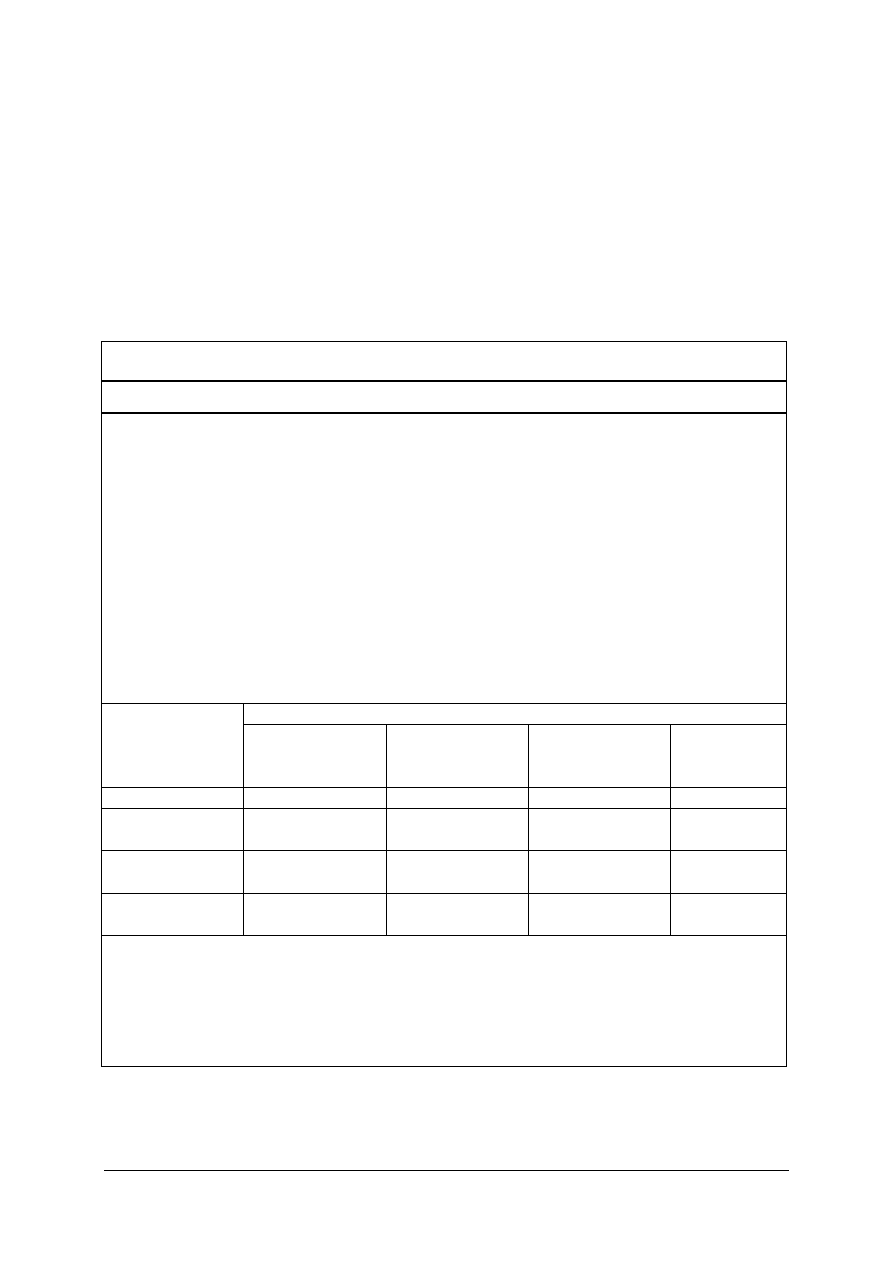
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
przykłady, stanowiące inspirację do tworzenia obowiązujących instrukcji w zależności
od konstrukcji i przeznaczenia wyrobu, rodzajów i typów stosowanych maszyn, rodzaju
przetwarzanych materiałów i środowiska pracy.
Przykładami w tej sytuacji będą instrukcje technologiczne dotyczące wykonania
następujących czynności:
−
ś
cienianie brzegów elementów wierzchowych,
−
oznaczanie linii szycia,
−
barwienie brzegów elementów wierzchowych,
−
nakładanie międzypodszewek,
−
perforowanie elementów.
INSTRUKCJA CZYNNOŚCIOWA
Ś
CIENIANIE BRZEGÓW ELEMENTÓW WIERZCHOWYCH
1. Wyposażenie stanowiska pracy
1.1. Opis stanowiska pracy
−
pomieszczenie
−
hala produkcyjna oddziału szwalni,
−
oświetlenie
−
elektryczne (jarzeniowe, rtęciowe),
−
temperatura otoczenia
−
18 ÷ 24
o
C,
−
opary toksyczne
−
bezpośrednio na stanowisku pracy nie występują,
−
hałas
−
mieści się w normie,
−
umieszczenie stanowiska pracy
−
obok transportera szwalniczego, tak żeby światło
dzienne padało z lewej strony pracownika,
−
pozycja przy pracy
−
siedząca,
−
wzorce pracy
−
przy stanowisku powinny znajdować się elementy
prawidłowo ścienione
1.2. Maszyny:
Dane techniczne
Typ i producent
maszyny
Pobór mocy
Gabaryty
Szerokość
ś
cieniania
Grubość
ś
cienianego
materiału
[kW]
[mm]
[mm]
[mm]
34-SU-AG
Fortuna-Niemcy
0,55
1240x700x1160
do 34
do 2,0
01146
SVIT-Czechy
0,70
1100x600x1180
do 26
do 2,5
01291/P1
SVIT-Czechy
0,55
1080x585x1180
do 26
do 2,5
1.3. Urządzenia i narzędzia pomocnicze
−
komplet kluczy,
−
wkrętak,
−
olejarka,
−
grubościomierz,
−
czyściwo,
−
pędzel do czyszczenia,
−
podawacz,
−
ostrzałka do noża taśmowego,
−
nóż dzwonkowy,
−
stopka dociskowa wyłożona teflonem.
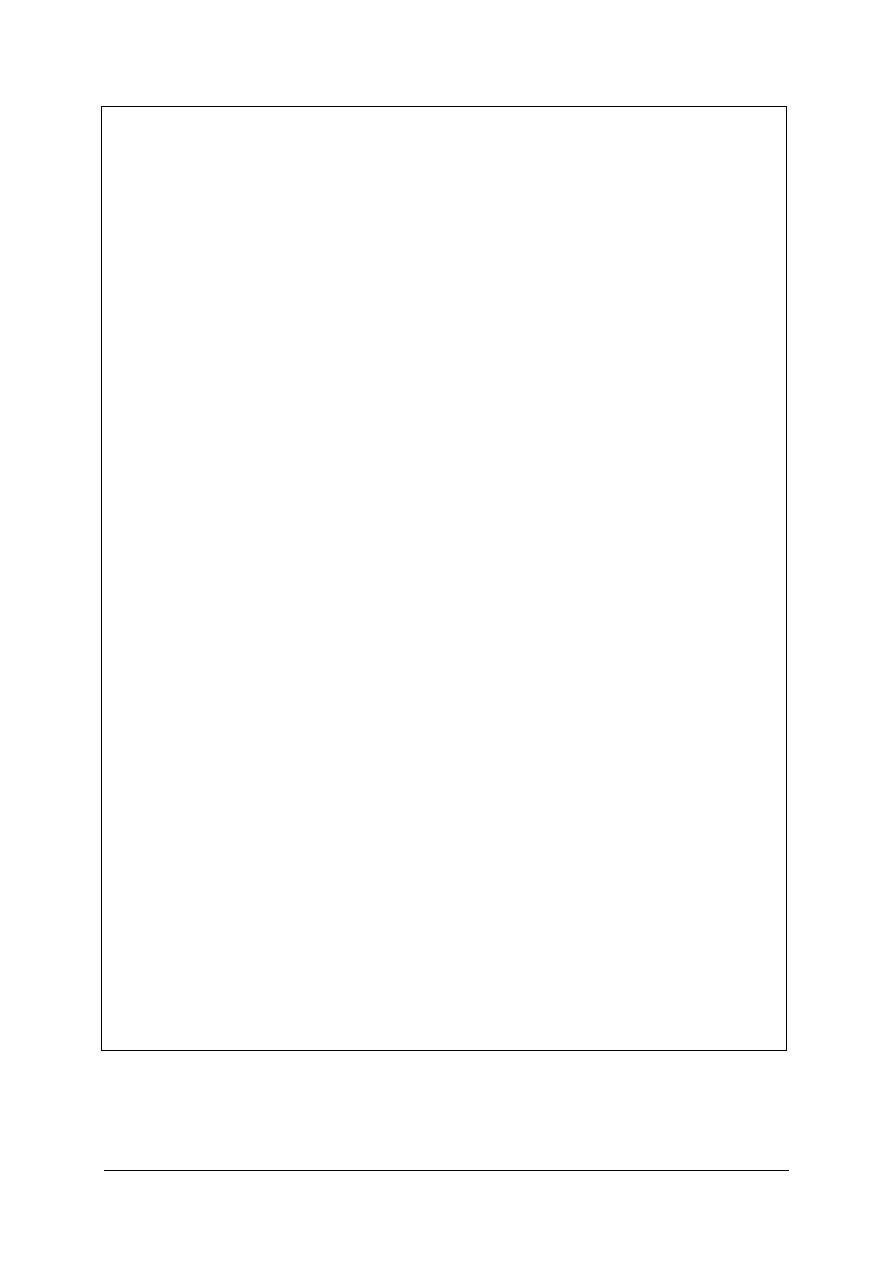
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
2. Warunki techniczne:
Podstawą do wykonania operacji ścieniania jest wykres ścieniania. Przez ścienianie
likwiduje się zgrubienia w miejscu połączenia elementów, a tym samym ułatwia się
proces szycia. W zależności od sposobu połączenia i przeznaczenia poszczególnych
elementów składowych wyróżnia się cztery rodzaje ścieniania:
−
ś
cienianie skośne ostre - stosuje się, gdy ścieniony brzeg ma być założony pod brzeg
innego elementu,
−
ś
cienianie skośne tępe – stosuje się w przypadku, gdy ścieniony brzeg ma być naszyty
na inny element cholewki lub gdy mają być zszyte dwie części,
−
ś
cienianie wklęsłe – stosuje się w przypadku zawijania brzegów cholewki,
−
stępianie krawędzi – stosuje się, kiedy brzeg cholewki wykańcza się opalaniem.
Elementy ścienia się w zasadzie od strony mizdry, ale w uzasadnionych sytuacjach,
w zależności od wzoru cholewki można ścieniać także od strony lica. Szerokość i grubość
ś
cieniania zależy od przeznaczenia elementu i od warunków zawartych w opisie
technologicznym.
3. Obsługa maszyny
3.1. Przepisy bezpiecznej obsługi
Maszynę może obsługiwać pracownik po uprzednim przeszkoleniu w zakresie obsługi
maszyny i po zapoznaniu się z Instrukcją Bezpiecznej Obsługi. Wszystkie
czynności związane z regulacją, naprawą i konserwacją maszyny należy wykonać
po wyłączeniu zasilania. Zauważone usterki w pracy maszyny należy zgłosić
przełożonemu lub dyżurnemu mechanikowi.
UWAGA! Nie wolno ostrzyć noża w czasie wykonywania operacji ścieniania.
3.2. Warunki eksploatacyjne maszyny
Przed przystąpieniem do pracy należy:
−
ustawić kąt ścieniania,
−
ustawić grubość ścieniania (poprzez regulację stopki dociskowej),
−
ustawić szerokość ścieniania (regulacja prowadnika),
−
ustawić nóż ścieniający, tak aby przestrzeń między ostrzem noża, a krawędzią
stopki dociskowej odpowiadała grubości ścienianego materiału,
−
wyregulować podajnik, aby przestrzeń między nim, a ostrzem noża była taka sama
jak grubość ścienianego materiału.
Po przygotowaniu maszyny można przystąpić do pracy.
4. Technologia wykonania czynności
Wyjąć z pojemnika komplet elementów i ułożyć licem do góry. Następnie wziąć element
w obydwie ręce i jego brzeg wprowadzić między nóż dzwonkowy i stopkę dociskową,
kładąc ten element na podawaczu i dociskając ręcznie do prowadnika kierującego, co
powoduje ścienianie materiału. Warunkiem otrzymania jednakowej szerokości ścieniania
jest lekkie prowadzenie elementu oraz dokładne jego przyleganie do prowadnika. W czasie
ś
cieniania element powinien być tak trzymany, aby kciuki obu rąk przytrzymywały
materiał od spodu, a pozostałe od góry.
UWAGA! Należy zwrócić baczną uwagę na palce, aby ich nie pokaleczyć o rotujące ostrze
noża.
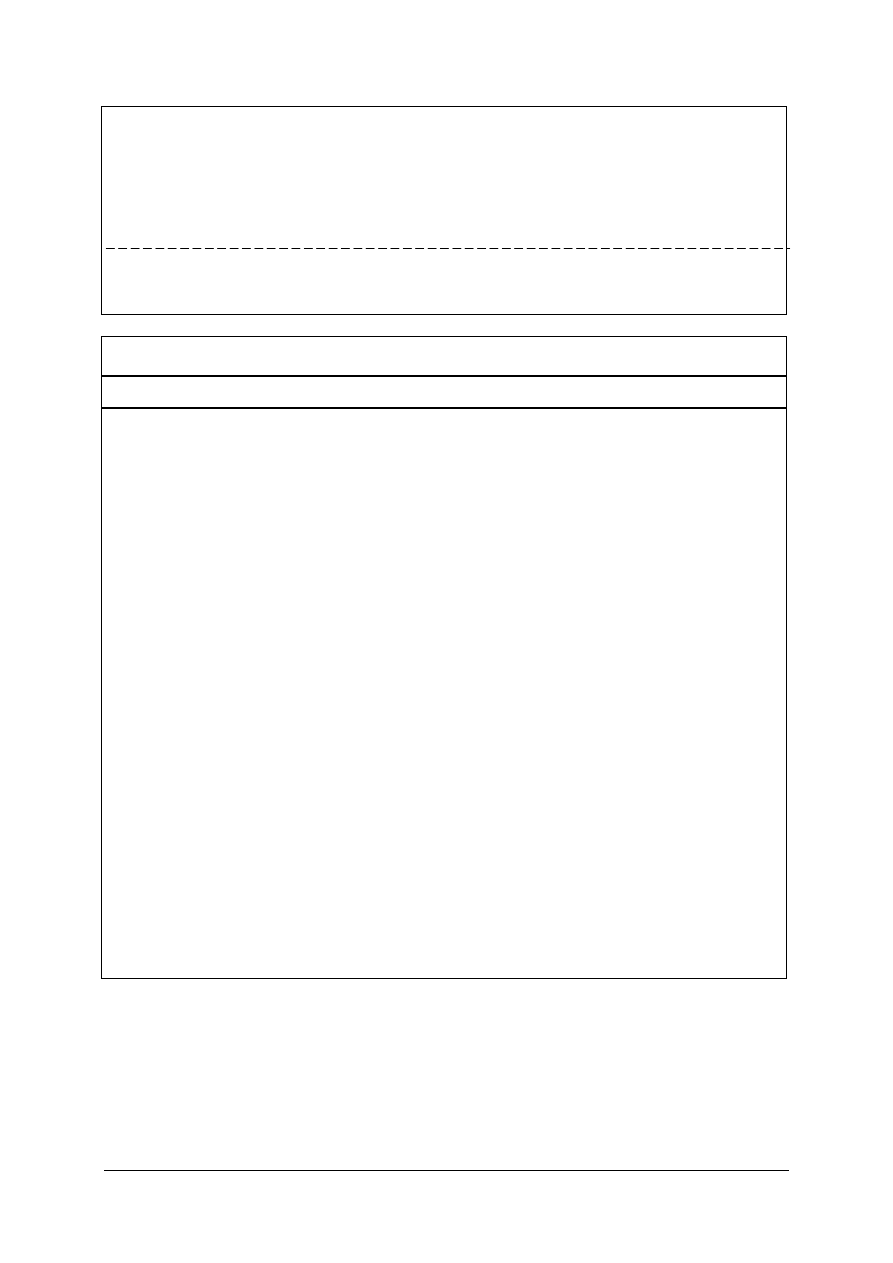
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
5. Konserwacja maszyny
Każdorazowo po zakończeniu pracy, maszynę należy oczyścić z nagromadzonych
zanieczyszczeń. Szczególną uwagę należy zwrócić na zbiornik odpadów oraz pochłaniacz
pyłów. Wszystkie powierzchnie narażone na korozję, należy przetrzeć suchą szmatką
i nałożyć warstwę oleju. Inne czynności smarownicze należy przeprowadzić zgodnie
z Instrukcją Bezpiecznej Obsługi.
Instrukcja czynnościowa powinna znajdować się przy stanowisku pracy w widocznym
miejscu. Brak instrukcji należy zgłosić przełożonemu, którego obowiązkiem jest postarać się
o nową instrukcję czynnościową.
INSTRUKCJA CZYNNOŚCIOWA
OZNACZANIE LINII SZYCIA /RĘCZNIE/
1. Wyposażenie stanowiska pracy
1.1. Opis stanowiska pracy
−
pomieszczenie
−
hala produkcyjna oddziału szwalni,
−
oświetlenie
−
elektryczne (jarzeniowe, rtęciowe),
−
temperatura otoczenia
−
18–24°C,
−
opary toksyczne
−
bezpośrednio na stanowisku pracy nie występują,
−
hałas
−
mieści się w normie,
−
umieszczenie stanowiska
pracy
−
obok transportera szwalniczego, tak żeby światło
dzienne padało z lewej strony pracownika,
−
pozycja przy pracy
−
siedząca,
−
wzorce pracy
−
przy stanowisku powinny znajdować się elementy
z prawidłowo oznaczonymi liniami szycia.
1.2. Urządzenia i narzędzia pomocnicze
−
stół o wymiarach 330 x 700,
−
wzorniki metalowe lub preszpanowe,
−
ołówek miękki na przykład 2B czarny lub biały, dermatograf,
−
temperówka do ołówków.
2. Warunki techniczne:
−
wyznaczone na powierzchni elementu linie, powinny być zgodne z wzornikiem,
stanowiącym element dokumentacji konstrukcyjno-technologicznej,
−
lico elementu nie może być uszkodzone narzędziem znaczącym,
−
linie powinny być wyraźne,
−
ś
lad po użytym narzędziu powinien być łatwo usuwalny,
−
do oznaczania nie wolno stosować długopisów, mazaków, ołówków kopiowych
i ostrych narzędzi.
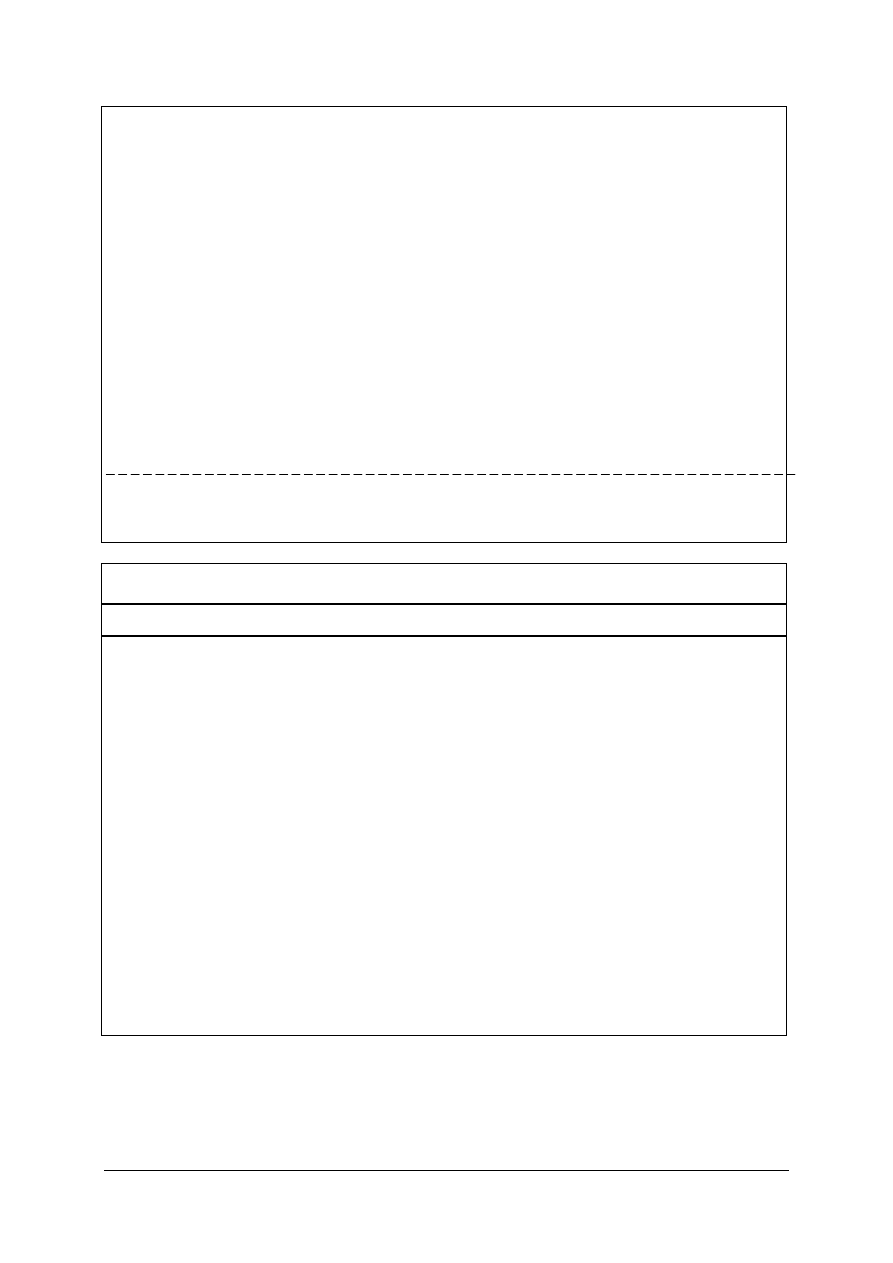
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
3. Technologia wykonania czynności
Oznaczanie przeprowadza się w celu wyznaczenia na powierzchni elementu linii szycia,
szerokości naddatku na zszycie, miejsca umieszczenia sprzączek, oczek itd. Operację
przeprowadza się następująco: należy wyjąć z pojemnika komplet przeznaczony do
oznaczania i rozłożyć elementy na stole dzieląc na prawe i lewe. Z kompletu wzorników
należy wybrać jeden o odpowiedniej wielkości i ułożyć go na licu elementu, tak aby
przykrył całkowicie jego powierzchnię. Następnie należy wziąć przyrząd do oznaczania,
przyłożyć do krawędzi wycięcia linii oznaczenia na wzorniku i odwzorować ją na licu
elementu. Przyrząd do oznaczania należy prowadzić prostopadle do powierzchni
oznaczanego elementu.
Po oznaczeniu wszystkich elementów należy włożyć je do pojemnika i odesłać do
stanowiska dyspozytora lub do następnego stanowiska pracy.
4. Czyszczenie stanowiska pracy
Codziennie po zakończeniu pracy należy dokładnie wyczyścić stół. Użyte do pracy
wzorniki i przyrządy do oznaczania należy ułożyć w jednym miejscu. Na stole nie mogą
zostać ślady po użytym narzędziu wykreślającym linie szycia i inne dodatkowe znaki.
Instrukcja czynnościowa powinna znajdować się przy stanowisku pracy w widocznym
miejscu. Brak instrukcji należy zgłosić przełożonemu, którego obowiązkiem jest postarać się
o nową instrukcję czynnościową.
INSTRUKCJA CZYNNOŚCIOWA
BARWIENIE BRZEGÓW ELEMENTÓW WIERZCHOWYCH
1. Wyposażenie stanowiska pracy
1.1. Opis stanowiska pracy
−
pomieszczenie
−
hala produkcyjna oddziału szwalni,
−
oświetlenie
−
elektryczne (jarzeniowe, rtęciowe),
−
temperatura otoczenia
−
18–24°C,
−
opary toksyczne
−
bezpośrednio na stanowisku pracy nie występują,
−
hałas
−
mieści się w normie,
−
umieszczenie
stanowiska
pracy
−
obok transportera szwalniczego, tak żeby światło
dzienne padało z lewej strony pracownika,
−
pozycja przy pracy
−
siedząca,
1.2. Urządzenia i narzędzia pomocnicze
−
stół o wymiarach 330 x 700,
−
naczynie na farbę,
−
pędzel z miękkim włosem,
−
gąbka,
−
ś
cinki miękkiego materiału na przykład flaneli.
1.3. Materiały pomocnicze:
−
farba według receptury.
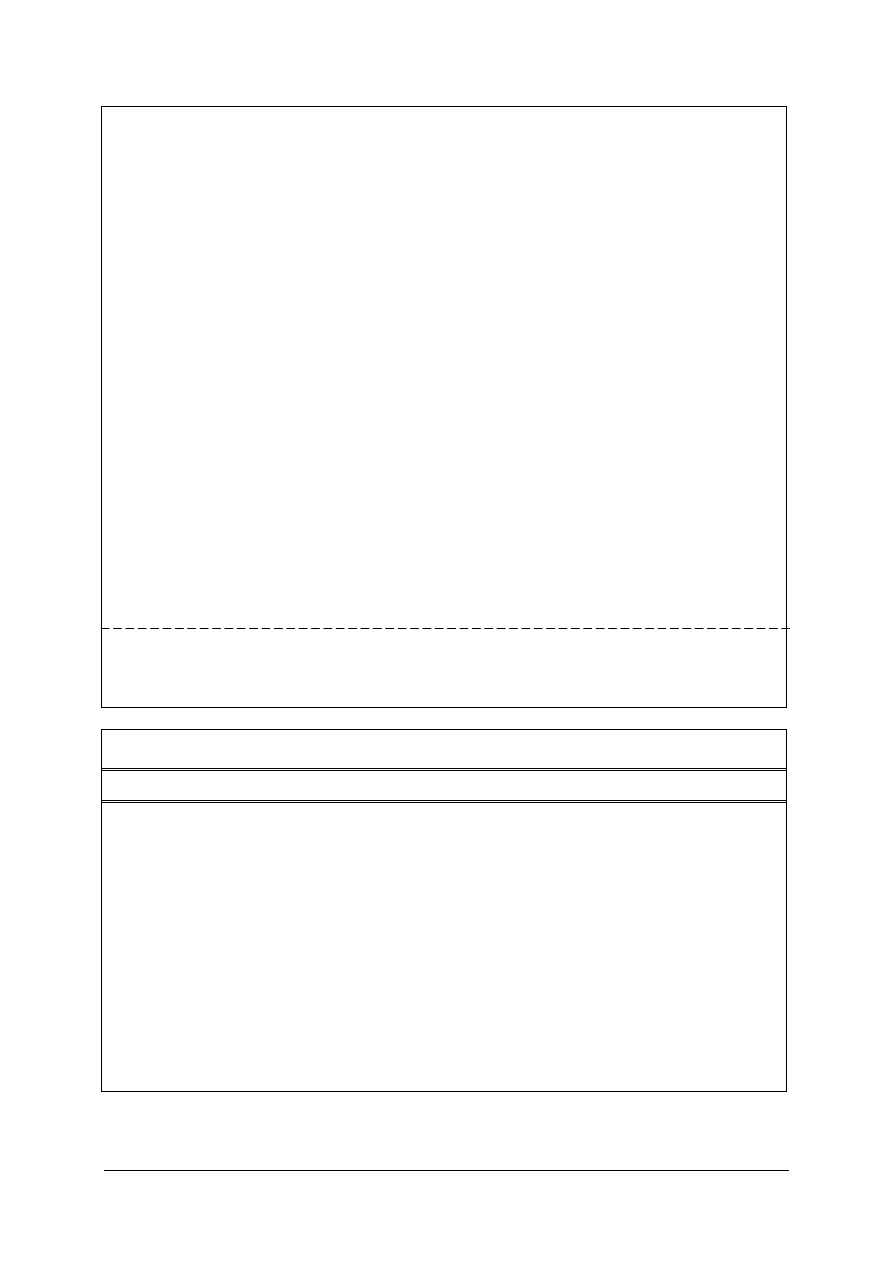
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
2. Warunki techniczne:
Barwi się wszystkie brzegi, które w późniejszych procesach technologicznych nie będą
w żaden inny sposób wykańczane. Brzegi barwi się w celu nadania przekrojowi skóry,
barwy zgodnej z kolorem cholewki. Do barwienia brzegów stosuje się odpowiednio
przygotowaną kazeinową farbą pigmentową. Brzegi elementów barwi się ręcznie za
pomocą pędzla, gąbki lub przez natrysk elementów, które są ułożone w stosie.
3. Technologia wykonania czynności
Wyjąć z pojemnika komplet elementów przeznaczonych do barwienia. Elementy należy
równo ułożyć w stos, tak aby ich brzegi tworzyły jedną płaszczyznę. Następnie należy
jedną rękę wziąć równo ułożony stos elementów, mocno go ścisnąć i drugą ręką przy
pomocy pędzla lub gąbki nałożyć cienką warstwę farby. Pomalowane elementy włożyć
do pudełka i odesłać do następnego stanowiska lub do stanowiska dyspozytora.
Przy malowaniu należy zwrócić uwagę na to, że przy słabym ściśnięciu stosu lub przy
jego nierównym ułożeniu, może nastąpić zabrudzenie lica elementów. Powodem tego
będzie spływająca farba do wnętrza stosu. W przypadku poplamienia lica, zabrudzenie
z farby należy szybko usunąć za pomocą na przykład flaneli zwilżonej w wodzie.
Pędzel lub gąbka do malowania powinny być lekko zwilżone, co zapobiega powstawaniu
zacieków.
4. Czyszczenie stanowiska pracy
Po skończonej pracy farbę należy zlać do wspólnego zbiornika. Pędzel lub gąbkę należy
dokładnie wymyć. Wszystkie zabrudzenia z farby znajdujące się na powierzchni stołu
trzeba dokładnie usunąć, żeby nie pobrudzić innych elementów przy następnym
malowaniu.
Instrukcja czynnościowa powinna znajdować się przy stanowisku pracy w widocznym
miejscu. Brak instrukcji należy zgłosić przełożonemu, którego obowiązkiem jest postarać się
o nową instrukcję czynnościową.
INSTRUKCJA CZYNNOŚCIOWA
NAKŁADANIE MIĘDZYPODSZEWEK
1. Wyposażenie stanowiska pracy
1.1. Opis stanowiska pracy
−
pomieszczenie
−
hala produkcyjna oddziału szwalni,
−
oświetlenie
−
elektryczne (jarzeniowe, rtęciowe),
−
temperatura otoczenia
−
18–24°C,
−
opary toksyczne
−
bezpośrednio na stanowisku pracy nie występują,
−
hałas
−
mieści się w normie,
−
umieszczenie
stanowiska
pracy
−
obok transportera szwalniczego, tak żeby światło
dzienne padało z lewej strony pracownika,
−
pozycja przy pracy
−
stojąca,
−
wzorce pracy
−
przy stanowisku pracy powinien znajdować się
element
z
prawidłowo
przyprasowaną
międzypodszewką.
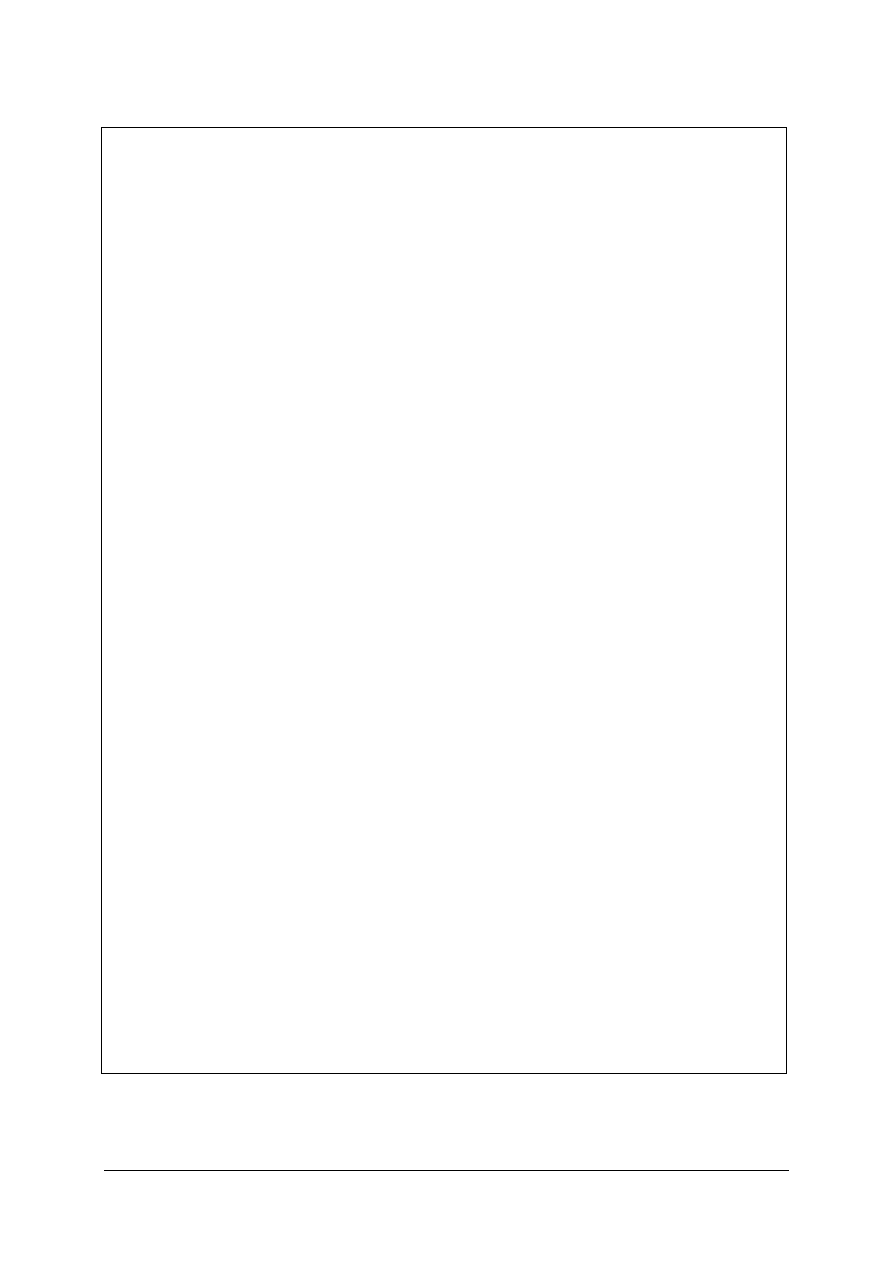
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
1.2. Maszyny:
−
typ i producent
−
113/P Albeko-Niemcy,
−
ciśnienie robocze
−
0,2–0,3 MPa,
−
temperatura
−
do 250°C,
−
moc grzejników
−
0,63 kW,
1.3. Urządzenia i narzędzia pomocnicze:
−
wkrętak,
−
oliwiarka ręczna,
−
pędzel,
−
czyściwo.
2. Warunki techniczne:
−
w górnych brzegach cholewki międzypodszewkę nakładać w odległości 6–7 mm od
brzegu, w zależności od szerokości zawijania,
−
w tylnej części obłożyny międzypodszewkę naklejać równo z brzegiem cholewki,
−
przy brzegach do ćwiekowania międzypodszewkę naklejać 8–11 mm od brzegu,
−
przy brzegach lamowanych i wykańczanych na ostro naklejać międzypodszewkę
2 mm od brzegu,
−
przy brzegach naszywanych na inne części, naklejać międzypodszewkę 2 mm od
brzegu,
−
czas trwania prasowania – patrz opis technologiczny w zależności od rodzaju użytego
lepiszcza,
−
temperatura płyty prasującej zależy od rodzaju stosowanych materiałów wierzchnich
i rodzaju kleju (lepiszcza) naniesionego na międzypodszewki.
3. Obsługa maszyny
3.1. Przepisy bezpiecznej obsługi
Maszynę może obsługiwać pracownik po uprzednim przeszkoleniu w zakresie
obsługi maszyny i po zapoznaniu się z Instrukcją Bezpiecznej Obsługi. Czynności
związane z regulacją, naprawą i konserwacją maszyny należy wykonać po
wyłączeniu zasilania. Nieprawidłowości w funkcjonowaniu maszyny należy zgłosić
przełożonemu lub dyżurnemu mechanikowi.
UWAGA! Zwrócić uwagę na elementy grzejne, których dotknięcie grozi
poparzeniem.
3.2. Warunki eksploatacyjne maszyny
Przed przystąpieniem do pracy należy:
−
włączyć elementy grzejne maszyny na 30 minut przed rozpoczęciem pracy,
−
włączyć układ pneumatyczny,
−
ustawić szerokość ścieniania (regulacja prowadnika),
−
ustawić temperaturę grzania na termostacie,
−
ustawić czas docisku płyty na wyłączniku czasowym,
−
sprawdzić działanie maszyny na elemencie zastępczym.
Po stwierdzeniu prawidłowego działania mechanizmów roboczych można przystąpić
do pracy.
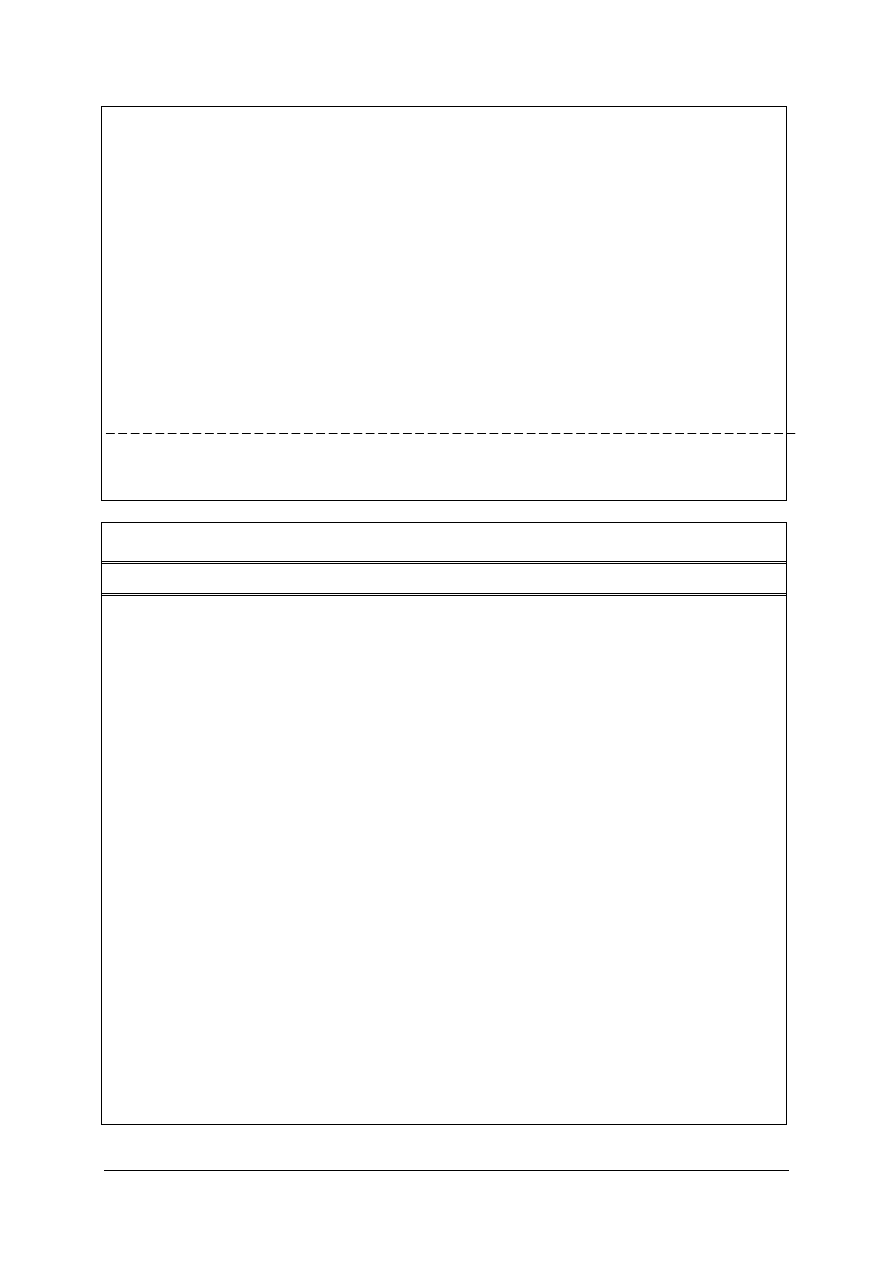
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
4. Technologia wykonania czynności
Z pudełka należy wyjąć komplet elementów. Element wierzchni ułożyć na stoliku
roboczym (wyłożonym filcem) stroną mizdrową do góry i na niego nałożyć
międzypodszewkę zgodnie z zasadami podanymi w warunkach technicznych. Po
nałożeniu międzypodszewki stół roboczy należy obrócić o 180° i przycisnąć nogą pedał,
włączając tym samym przycisk płyty. W czasie kiedy płyta przyciska element
z międzypodszewką na drugiej połowie stolika roboczego układamy następny element
wierzchu z międzypodszewką. Przycisk płyty prasującej pierwszy element zostaje
wyłączony automatycznie po upływie nastawionego czasu. Stół roboczy z drugim
elementem obracamy o 180° i postępujemy jak wyżej.
5. Konserwacja maszyny
Po skończonej pracy należy oczyścić płytę stołu roboczego z zanieczyszczeń. Nie wolno
na stole roboczym maszyny pozostawiać i przechowywać różnego rodzaju przedmiotów,
gdyż grozi to uszkodzeniem stołu, a tym samym i elementu cholewki.
Instrukcja czynnościowa powinna znajdować się przy stanowisku pracy w widocznym
miejscu. Brak instrukcji należy zgłosić przełożonemu, którego obowiązkiem jest postarać się
o nową instrukcję czynnościową.
INSTRUKCJA CZYNNOŚCIOWA
PERFOROWANIE ELEMENTÓW /MECHANICZNIE/
1. Wyposażenie stanowiska pracy
1.1. Opis stanowiska pracy
−
pomieszczenie
−
hala produkcyjna oddziału szwalni,
−
oświetlenie
−
elektryczne (jarzeniowe, rtęciowe),
−
temperatura otoczenia
−
18–24°C,
−
opary toksyczne
−
bezpośrednio na stanowisku pracy nie występują,
−
hałas
−
mieści się w normie,
−
umieszczenie stanowiska pracy
−
obok transportera szwalniczego, tak żeby światło
dzienne padało z lewej strony pracownika,
−
pozycja przy pracy
−
stojąca,
−
wzorce pracy
−
przy stanowisku pracy powinien znajdować się
element z prawidłowo wyperforowanym wzorem.
1.2. Maszyny:
−
typ i producent
−
523/Sandt-Niemcy,
−
skok
−
12 mm,
−
nacisk młota
−
1 MN,
−
powierzchnia stołu roboczego
−
300 x 300 mm,
−
moc silnika
−
5,5 kW,
1.3. Urządzenia i narzędzia pomocnicze:
−
matryce,
−
dziurkacze,
−
oliwiarka ręczna,
−
wkrętak,
−
czyściwo,
−
komplet kluczy,
−
szczotka,
−
pędzel,
−
podkład z PCV lub innego materiału.
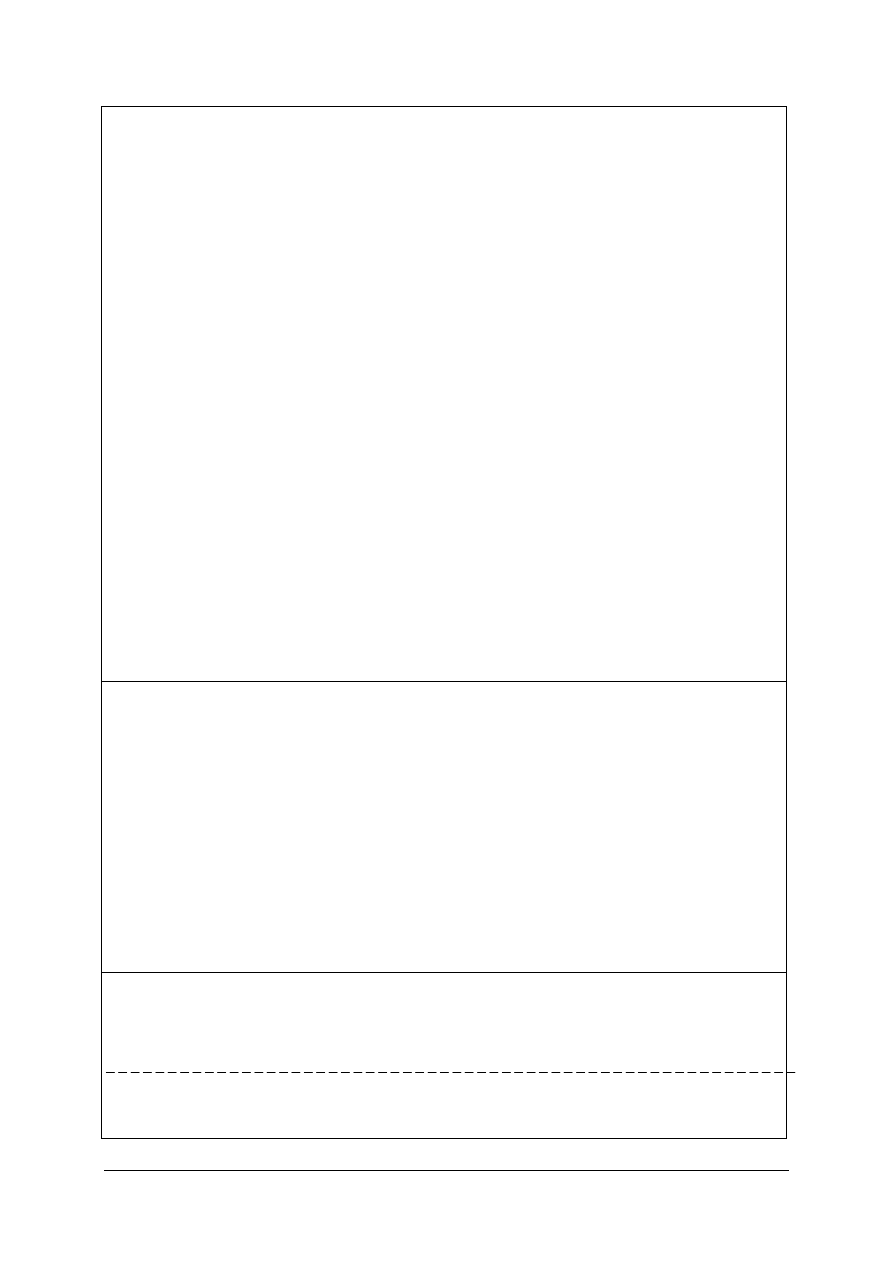
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
2. Warunki techniczne:
−
podczas perforowania element powinien być tak ułożony, aby licem przylegał do
powierzchni matrycy,
−
wyperforowane otwory powinny posiadać czyste krawędzie bez zadziorów
i postrzępień,
−
dziurkacze nie mogą być tępe i wyszczerbione, powierzchnia podkładów powinna
być równa bez głębokich zacięć i wgłębień,
−
wielkość perforacji elementów musi odpowiadać wielkości danej matrycy,
−
oś symetrii elementu powinna pokrywać się z osią symetrii matrycy.
3. Obsługa maszyny
3.1. Przepisy bezpiecznej obsługi
Maszynę może obsługiwać pracownik po uprzednim przeszkoleniu w zakresie obsługi
maszyny i po zapoznaniu się z Instrukcją Bezpiecznej Obsługi. Czynności związane
z regulacją, naprawą i konserwacją maszyny należy wykonać po wyłączeniu zasilania.
Nieprawidłowe funkcjonowanie maszyny należy zgłosić przełożonemu lub dyżurnemu
mechanikowi
.
3.2. Warunki eksploatacyjne maszyny
Przed przystąpieniem do pracy należy:
−
dobrać odpowiednią matrycę do perforowania i umieścić ją na wózku
perforowarki,
−
za pomocą dźwigni ręcznej z prawej strony maszyny zablokować przesuw wózka,
−
ustawić wysokość przelotową między stołem a płytą naciskową,
−
ustawić ciśnienie robocze.
Po przygotowaniu maszyny można przystąpić do pracy.
4. Technologia wykonania czynności
Perforowanie w oddziale szwalni przeprowadza się wówczas, gdy perforowane elementy
są podszewkowane. W przypadku elementów bez podszewki, proces perforacji może być
zrealizowany w oddziale rozkroju lub przygotowania elementów do montażu cholewki.
Po wyjęciu elementów z pojemnika należy rozłożyć je na elementy prawe i lewe.
Następnie element ułożyć na matrycy stroną podszewkową (mizdrową) do góry, tak aby
element opierał się o ograniczniki kształtu. W celu zabezpieczenia elementu przed
przesuwaniem należy na jego powierzchnię nasunąć płaskie sprężynki. Tak
przygotowaną matrycę z elementem należy umieścić na stole maszyny, a lewą ręką
przesunąć dźwignię w lewą stronę, co wprawi w ruch mechanizmy robocze. Po uderzeniu
młota następuje samoczynny powrót do góry. Po wycięciu element należy zdjąć
z matrycy i założyć następny.
Po wykonaniu perforacji całego kompletu elementów, pojemnik należy odesłać do
stanowiska dyspozytora lub do następnego stanowiska pracy.
5. Konserwacja maszyny
Po skończonej pracy należy maszynę wyczyścić z pyłu i resztek pozostałych po perforacji.
Części narażone na korozję przetrzeć czyściwem i nałożyć cienką warstwę oleju. Należy
także sprawdzić stan dziurkaczy i w razie potrzeby wymienić na nowe.
Instrukcja czynnościowa powinna znajdować się przy stanowisku pracy w widocznym
miejscu. Brak instrukcji należy zgłosić przełożonemu, którego obowiązkiem jest postarać się
o nową instrukcję czynnościową.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie błędy mogą być popełnione w procesie przygotowania elementów do montażu
cholewek?
2.
Jaki wpływ mają maszyny i pracownicy na jakość wykonywanych czynności
technologicznych?
3.
Jakie błędy popełnia się najczęściej przy ścienianiu i zawijaniu brzegów elementów
cholewek?
4.
Jakie przedsięwzięcia należy podejmować w celu eliminowania błędów i usterek
w procesie przygotowania elementów do montażu cholewek?
5.
Czy instrukcje czynnościowe i ich przestrzeganie przez pracowników mogą mieć wpływ
na dokładność wykonywanej pracy i jakość wyrobów?
6.
Jakie opisy powinna zawierać instrukcja czynnościowa?
7.
Kto powinien opracowywać instrukcje czynnościowe?
4.4.3. Ćwiczenia
Ćwiczenie 1
Dysponując zbiorem elementów i półproduktów cholewek, które poddane były procesom
przygotowawczym (wymień jakim) dokonaj oceny ich jakości i wskaż zauważone błędy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeanalizować otrzymany zbiór elementów i półproduktów,
2)
określić nazwą wykonane czynności związane z przygotowaniem elementów do montażu
cholewek,
3)
dokonać oceny jakości otrzymanego zbioru elementów i półproduktów,
4)
wskazać i opisać zauważone błędy i wady popełnione w procesach przygotowania
elementów do montażu cholewek,
5)
dokonać samooceny pracy,
6)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
zbiór elementów i półproduktów poddanych wstępnym procesom obróbczym przed ich
montażem w gotową cholewkę,
−
instrukcje czynnościowe w szwalni przygotowawczej,
−
kartki papieru formatu A4,
−
przybory piśmiennicze,
−
dokumentacja techniczno-technologiczna procesów wytwarzania cholewek,
−
literatura z rozdziału 6.
Ćwiczenie 2
Przygotuj
instrukcję
technologiczną
do
wykonania
czynności
związanej
z przygotowaniem elementów do montażu cholewek według wskazań nauczyciela.
W instrukcji powinieneś uwzględnić opisy dotyczące: wyposażenia stanowiska pracy,
parametrów i warunków technicznych wykonywanych czynności, obsługi maszyn,
technologii wykonania czynności oraz zasad regulacji i konserwacji stosowanych maszyn,
urządzeń i narzędzi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z przykładami instrukcji czynnościowych zawartymi w rozdziale 4.4.1
Poradnika dla ucznia,
2)
dobrać maszyny, urządzenia i narzędzia,
3)
określić parametry techniczne obróbki i warunki techniczne,
4)
zapoznać się z zasadami bezpiecznej pracy,
5)
uściślić warunki eksploatacyjne maszyn i urządzeń,
6)
opisać technologię wykonania czynności,
7)
wskazać zasady regulacji i konserwacji maszyn i urządzeń,
8)
przygotować kompleksowo instrukcję technologiczną do wykonania czynności
i warunków wskazanych przez nauczyciela, według zasad zawartych w rozdziale 4.4.1
Poradnika dla ucznia,
9)
dokonać samooceny wykonanej pracy,
10)
zaprezentować wyniki ćwiczenia.
Wyposażenie stanowiska pracy:
−
dokumentacja techniczna dla różnych typów cholewek,
−
prospekty maszyn i urządzeń,
−
instrukcje czynnościowe dla różnych typów cholewek,
−
wzorce pracy,
−
przybory piśmiennicze,
−
papier formatu A4,
−
literatura z rozdziału 6.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić błędy popełniane w procesach przygotowania elementów do
montażu cholewek?
2)
wskazać wpływ maszyn i ludzi na jakość wykonywanej pracy?
3)
wymienić i opisać błędy popełniane przy wykończeniu brzegów
elementów cholewek?
4)
zdefiniować błędy popełniane w procesie deseniowania i zdobienia
elementów?
5)
określić przyczyny powstawania błędów w procesie dwojenia
i ścieniania elementów?
6)
opisać błędy produkcyjne powstające w procesie nakładania
podnosków, wzmocnień i międzypodszewek?
7)
uzasadnić potrzebę tworzenia instrukcji czynnościowych?
8)
wskazać jakie opisy i elementy powinny być uwzględniane
w instrukcjach czynnościowych?
9)
określić osoby, które powinny lub mogą przygotować instrukcje
czynnościowe

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 20 zadań o różnym stopniu trudności. Są to zadania wielokrotnego wyboru.
5.
Za każdą poprawną odpowiedź możesz uzyskać 1 punkt.
6.
Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi. Dla każdego zadania podane
są cztery możliwe odpowiedzi: a, b, c, d. Tylko jedna odpowiedź jest poprawna; wybierz
ją i zaznacz kratkę z odpowiadającą jej literą znakiem X.
7.
Staraj się wyraźnie zaznaczać odpowiedzi. Jeżeli się pomylisz i błędnie zaznaczysz
odpowiedź, otocz ją kółkiem i zaznacz ponownie odpowiedź, którą uważasz za
poprawną.
8.
Test składa się z dwóch części. Zadania 1–14 są z poziomu podstawowego, natomiast
w zadania 15–20 są z poziomu ponadpodstawowego i te mogą przysporzyć Ci trudności,
gdyż są one na poziomie wyższym niż pozostałe.
9.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
10.
Kiedy udzielenie odpowiedzi będzie sprawiało Ci trudność, wtedy odłóż rozwiązanie
zadania na później i wróć do niego, gdy zostanie Ci czas wolny.
11.
Po rozwiązaniu testu sprawdź czy zaznaczyłeś wszystkie odpowiedzi w KARCIE
ODPOWIEDZI.
12.
Na rozwiązanie testu masz 45 minut.
ZESTAW ZADAŃ TESTOWYCH 1
1.
Do podstawowych procesów związanych z przygotowaniem elementów do montażu
cholewek zaliczamy
a)
nawilżanie, parowanie, stemplownie, sklejanie.
b)
dwojenie i ścienianie, wykończanie brzegów, deseniowanie i zdobienie, nakładanie
podnosków, miedzypodszewek i wzmocnień.
c)
wklejanie podnosków, wkładanie zakładek, sklejanie, parowanie elementów.
d)
wklejanie wypełnień, retuszowanie, krążkowanie, odcinanie nitek.
2.
Maszyny stosowane do podziału elementów w płaszczyźnie równoległej do ich
powierzchni to
a)
dwojarki.
b)
krajarki.
c)
ś
cieniarki.
d)
frezarki.
3.
Ś
cienianie brzegów elementów ma na celu
a)
zniwelowanie zgrubień w miejscu łączenia, ułatwienie szycia, poprawę estetyki
wyrobu.
b)
poprawę estetyki szwu, zmniejszenie grubości materiału.
c)
ułatwienie procesu szycia, zmniejszenie masy obuwia.
d)
zniwelowanie zgrubień, ułatwienie procesu ćwiekowania, zmniejszenie masy
wyrobu.
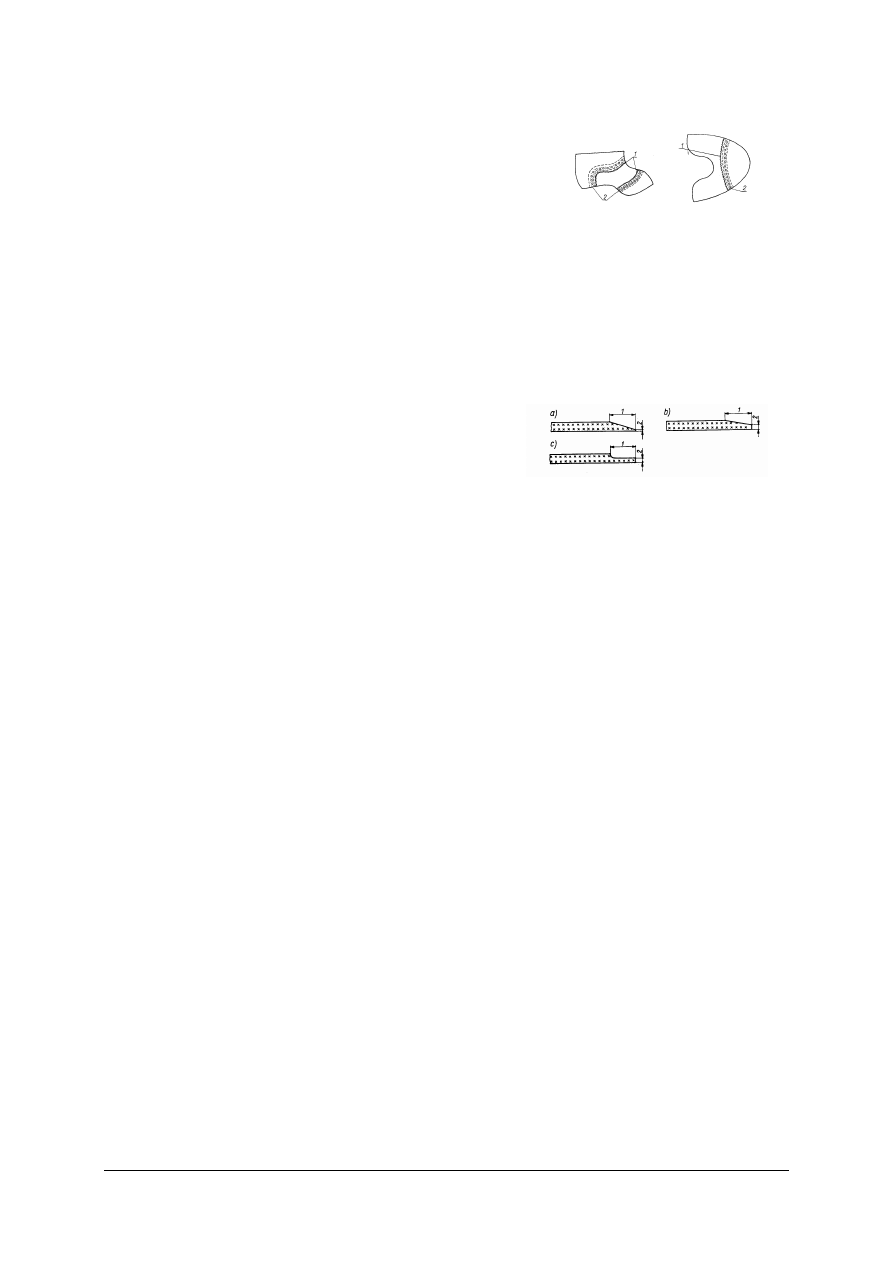
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
4.
Na rysunku zilustrowano wykończenie brzegów techniką
a)
lamowania.
b)
perforowania.
c)
ząbkowania z perforacją i obszyciem.
d)
wypustkowania z perforacją bez obszycia.
5.
Ostrza noży do dwojarek mogą być
a)
ostrzone tylko jednostronnie z powierzchnią wklęsłą.
b)
ostrzone tylko dwustronnie z powierzchnią wklęsłą.
c)
ostrzone jednostronnie tylko z powierzchnią prostą.
d)
jednostronnie i dwustronnie ostrzone z powierzchnią prostą i wklęsłą.
6.
Na zamieszczonym obok rysunku zilustrowano schematycznie ścienianie według
kolejności (a, b, c)
a)
skośne tępe, wklęsłe, ostre.
b)
skośne ostre, skośne tępe, wklęsłe.
c)
wklęsłe, skośne, tępe.
d)
skośne, wklęsłe, skośne ostre.
7.
Brzeg elementu, który jest naszyty na brzeg drugiego elementu należy ścieniać
a)
skośnie ostro.
b)
skośnie tępo.
c)
poprzez stępienie krawędzi.
d)
wklęsło.
8.
Brzegi elementów zawijanych są ścieniane
a)
skośnie ostro.
b)
skośnie tępo.
c)
wklęsło.
d)
poprzez stępienie krawędzi.
9.
W procesie wykończania brzegów elementów i cholewek stosuje się technikę lamowania
a)
zwykłego.
b)
przeginanego.
c)
zwykłego i francuskiego.
d)
francuskiego.
10.
Do podstawowych parametrów ścieniania zaliczamy
a)
szerokość i grubość ścieniania.
b)
szerokość ścieniania i grubość materiału.
c)
rodzaj ścienianego elementu i prędkość obrotową noża.
d)
profil ścienianego brzegu i siłę nacisku dźwigni dociskowej.
11.
Wykończenie brzegów metodą duolastic oparte jest na
a)
zgrzewaniu prądami wielkiej częstotliwości.
b)
rozdwajaniu brzegów elementów i wykonywaniu typowych operacji dla cholewek
z podszewką.
c)
zgrzewaniu przy użyciu ultradźwięków.
d)
podwójnym obszywaniu.
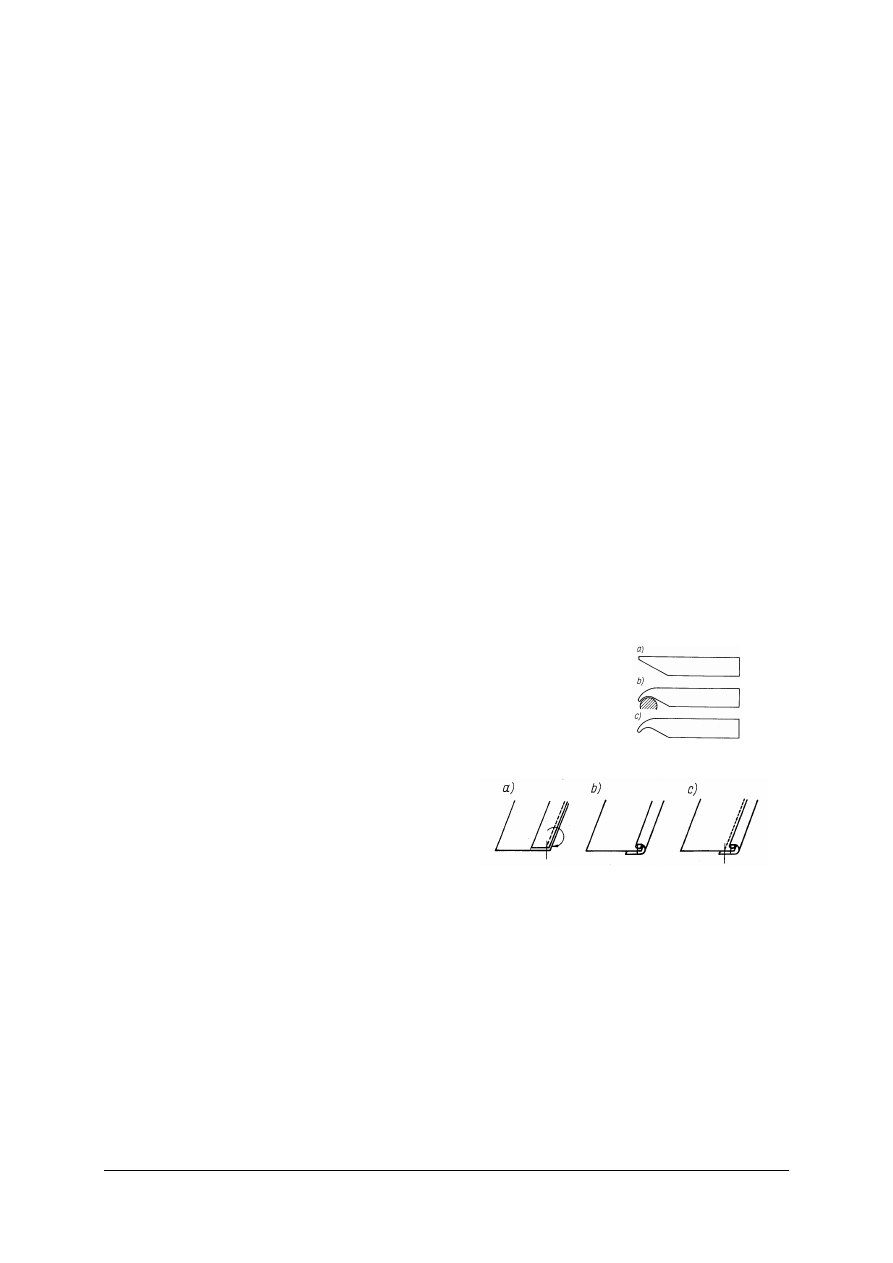
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
12.
Podnoski z materiałów termoplastycznych nakłada się na przyszwy techniką
a)
prasowania termicznego lub wtapiania (nalewania).
b)
klejenia klejami neoprenowymi.
c)
wszywania.
d)
zgrzewania.
13.
W nowoczesnych zawijarkach brzegów stosujemy kleje
a)
topliwe w postaci granulek.
b)
neoprenowe.
c)
topliwe w postaci żyłki.
d)
poliuretanowe.
14.
Błędy popełniane w procesie ścieniania elementów dotyczą przede wszystkim
a)
niewłaściwej szerokości ścieniania.
b)
niewłaściwej grubości ścieniania.
c)
niewłaściwego doboru noża i poszarpanych brzegów ścienianego elementu.
d)
niewłaściwej grubości i szerokości ścieniania.
15.
Szerokość i grubość ścieniania wklęsłego elementów cholewki przeznaczonych do
naszywania ze skóry bydlęcej o grubości 1,9–2,5 mm z brzegiem zawijanym wynoszą
w kolejności
a)
3.5–4,0 mm i 0,4–0,7 mm.
b)
10
÷
12 mm i 0,4–0,5 mm.
c)
7,5–9,0 mm i 0,4 mm.
d)
3,5–4,0 mm i 0,8–1,0 mm
16.
Schemat zilustrowany na rysunku oznacza
a)
ś
cienianie pod przeginanie brzegów.
b)
ś
cienianie wklęsłe.
c)
dwojenie elementów.
d)
opalanie brzegów.
17.
Schemat zamieszczony na rysunku oznacza
a)
przeginanie elementów.
b)
lamowanie francuskie.
c)
naszywanie elementów.
d)
lamowanie zwykłe.
18.
Różnice w naklejaniu międzypodszewek na przyszwy typu derbowego i okładowego
polegają na tym, że w przypadku cholewki derbowej skrzydełka międzypodszewki są
cofnięte w stosunku do przyszwy o 2 mm, natomiast cholewki okładowej skrzydełka
międzypodszewki przyszwy są wysunięte poza brzegi przyszwy na odległość
a)
2 mm.
b)
3 mm.
c)
4 mm.
d)
5 mm.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
19.
Stosowanie międzypodszewek w cholewkach skórzanych nie ma charakteru
obligatoryjnego, ale jest zalecane ze względu na
a)
ocieplenie cholewki.
b)
usztywnienie cholewki.
c)
lepsze wykorzystanie skór w procesie rozkroju.
d)
przedłużenie żywotności obuwia.
20.
Do czołowych opisów zawartych w instrukcjach czynnościowych zaliczamy
a)
wyposażenie stanowiska pracy, warunki techniczne, technologię wykonania.
b)
zasady konserwacji maszyn, opis technologiczny, projekt konstrukcyjny wyrobu.
c)
znakowanie elementów, rysunki złożeniowe, gabaryty maszyny.
d)
rozmieszczenie stanowisk pracy, instrukcję obsługi maszyny, schemat organizacji
oddziału produkcyjnego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Przygotowanie elementów do montażu cholewek
Zakreśl poprawną odpowiedź.
Nr zadania
Odpowiedź
Punkty
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
Razem

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
6. LITERATURA
1.
Borzeszkowski A., Borzeszkowski W., Persz T.: Obuwnictwo przemysłowe część I.
WSiP, Warszawa 1979
2.
Christ J.W.: Obuwnictwo. WSiP, Warszawa 1986
3.
Grabkowski M.: Obuwnictwo. Podręcznik dla zasadniczej szkoły zawodowej. WSiP,
Warszawa 1992
4.
Grabkowski M.: Technika wytwarzania obuwia tom I. Politechnika Radomska, Radom
2000
5.
Grabkowski M.: Technika wytwarzania obuwia tom II. Politechnika Radomska, Radom
2000
6.
Grabkowski M.: Technologia obuwia. Ćwiczenia laboratoryjne. Wyższa Szkoła
Inżynierska w Radomiu, Radom 1982
7.
Liszka R., Rerutkiewicz J., Uliasz H.: Cholewkarstwo. WSiP, Warszawa 1990
8.
Zasady prawidłowej konstrukcji kopyt i obuwia. Praca zbiorowa. WNT, Warszawa 1976
Czasopisma fachowe:
Przegląd Skórzany (wydania archiwalne),
Ś
wiat Butów (wydania archiwalne i bieżące).
Wyszukiwarka
Podobne podstrony:
15 Przygotowanie elementów do montażu cholewek
19 Przygotowanie elementów do montażu cholewek
Przygotowanie elementów do montażu cholewek
15 Przygotowanie elementow do m Nieznany
Dokonywanie rozkroju materiałów i przygotowanie elementów do montażu
11 Przygotowanie elementów wyrobów skórzanych do montażu
Karty Gotowe T 5 przygotowanie do montażu
Zaczep holowniczy przygotowanie do montażu haka holowniczego
77 przygotowanie do montażu telefonu
PRZYGOTOWANIE DO MONTAŻU
Adobe Photoshop Elements 10 Przygotowanie zdjęcia do publikacji w Internecie
15 16 Przygotowanie pacjenta do zabiegu i opieka pielęgniarska doc
na co nalezy zwrocic uwage przygotowujac uczniow do nowego ustnego egzaminu maturalnego
24 [dzień 15] Cukierek, albo do kąta, czyli modlitwa Perfekcjonisty
13 Przygotowanie projektu do EFS podręcznik
21 GIMP Przygotowanie ilustracji do efektu rollover
plan pracy - taktyka - przygotowanie żołnierza do natarcia 29.08.2006 R, Taktyka
PP przygotowanie żołnieża do działania(2), PP i K
więcej podobnych podstron