UNIWERSYTET SZCZECIŃSKI |
|||||
Katedra Edukacji Technicznej |
Laboratorium technologii wytwarzania |
||||
Temat ćwiczenia: Łączenie metali spawaniem i lutowaniem |
Ocena: |
||||
Imię i nazwisko: Andrzej Gnat Norbert Linke Anna Głuszek Artur Gajek Tomasz Szczepański |
Rok: II WT Semestr: zimowy Grupa: II Zespół: B
|
Sprawdzający:
Dr inż. J.Frąś |
Data: 12.01.2002 |
|
|
1. Cel ćwiczenia.
Celem ćwiczenia jest zapoznanie z metodami łączenia metali, rodzajami i wadami złącz i spoin, a także z oprzyrządowaniem związanym z procesem spawania czy lutowania.
Część teoretyczna.
Metale spaja się poprzez spawanie, lutowanie, zgrzewanie, a także klejenie.
Spawanie polega na trwałym łączeniu materiałów poprzez ich stopienie w miejscu łączenia z odpowiednim dodawaniem spoiwa ( tego samego materiału co materiał spawany) bez wywierania nacisku.
Lutowanie jest to łączenie metali za pomocą spoiwa metalowego o niższej temperaturze topnienia niż metal rodzimy. W czasie lutowania łączone części pozostają w stanie stałym, a stopiony lut przenika do szczeliny między nimi.
Zgrzewanie jest to łączenie części metalowych polegające na miejscowym nagrzewaniu metali do stanu ciastowatego i ich dociśnięciu. Zgrzewanie nie wymaga zastosowania spoiwa.
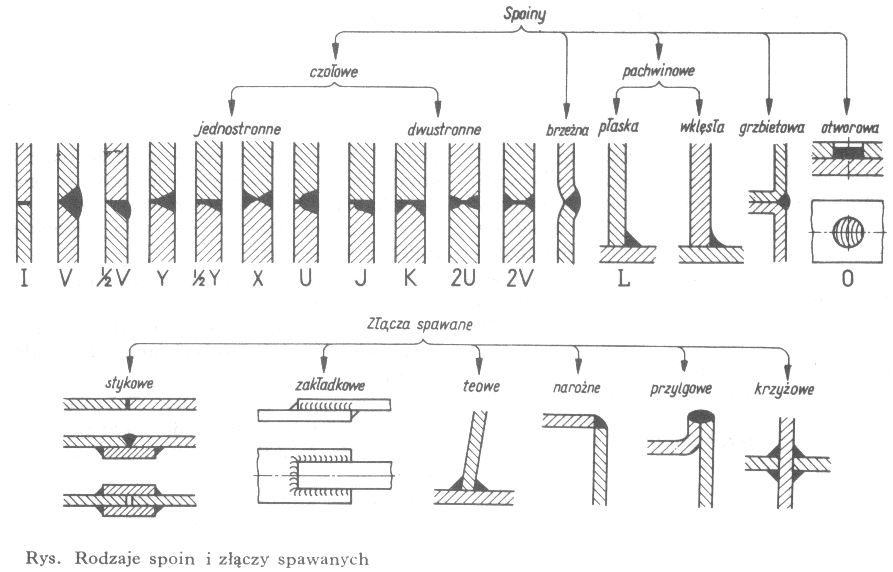
Rodzaje złącz i spoin.
W zależności od wzajemnego położenia części spawanych rozróżnia się różne rodzaje złącz. Najczęściej stosowane złącza pokazuję na poniższych rysunkach:
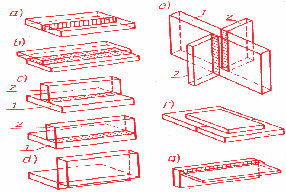
Wykonuje się je stosując spoiny czołowe, pachwinowe, grzbietowe i otworowe. Najczęściej są stosowane spoiny pachwinowe i czołowe. W zależności od kształtu brzegów rowka rozróżnia się spoiny w kształcie liter: I. V, X, U ,K, J, B.
Spawanie łukowe.
Proces spawanie, w którym jako źródło ciepła jest wykorzystywany łuk elektryczny, nazywa się spawaniem łukowym.
Łuk elektryczny powstaje między elektrodą a przedmiotem spawanym. W łuku elektrycznym wywiązują się duże ilości ciepła. W momencie zamknięcia obwodu elektrycznego koniec elektrody, na skutek wzrostu oporu przy styku z przedmiotem, nagrzewa się ( zajarzenie łuku ) i przy lekkim uniesieniu elektrody powstaje łuk. Długość łuku w przybliżeniu równa się średnicy elektrody. Temperatura łuku (dla elektrody stalowej ) wynosi w środku łuku 5000 do 6000 ˚C, a na jego końcu 2200˚C. Do zajarzenia łuku potrzebne jest napięcie zapłonu 40 do 70 V przy prądzie stałym i około 60 do 90 V przy prądzie przemiennym.
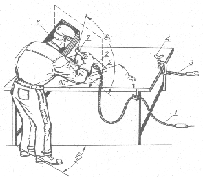
Rys. Stanowisko spawania łukowego
Prąd do spawania uzyskuje się ze spawarki. Spawarki prądu przemiennego, czyli transformatory spawalnicze, czerpią energię elektryczną z sieci i przetwarzają ją na prąd o napięciu odpowiednim do spawania. Przewód 3 jest połączony zaciskiem 4 z metalowym stołem, na którym kładzie się spawany przedmiot 5. Przewód 1 zakończony uchwytem trzyma spawacz. Uchwyt służący do zamocowania elektrody 7 jest zakończony rękojeścią 2 starannie izolowanym która zabezpiecza spawacza przed porażeniem prądem elektrycznym. Spawacz pracuje w specjalnym ubraniu ochronnym, na rękach powinien mieć grube rękawice skórzane, natomiast twarz i oczy powinien zasłaniać podczas pracy tarczą 6 przed oślepiającym blaskiem łuku. Spawacz śledzi wykonywaną spoinę przez okienko w tarczy, wykonane z ciemnego szkła.
Elektrody metalowe. Do najważniejszych właściwości spawalniczych elektrody zaliczamy: łatwość zapalania łuku elektrycznego i jego trwałość w czasie spawania, sposób topienia się elektrody, szybkość topienia i zużycie energii elektrycznej, ilość i wielkość odprysków wyrzucanych z łuku podczas spawania, sposób układania się spoiny, wtapianie spoiny w materiał, wrażliwość na pękanie spoin.
Elektrody metalowe dzieli się na: nie otulone ( goły drut ), rdzeniowe i otulone.
Elektrody otulone są produkowane w trzech rodzajach, zależnie od grubości otuliny. W zależności od składu chemicznego otuliny dzieli się je na:
Kwaśne, stosowane do spawania stali niskowęglowych;
Zasadowe, stosowane do spawania grubych blach;
Utleniające ( zbliżone składem chemicznym do kwaśnych ), stosowane w przypadku, gdy ważniejszy jest estetyczny wygląd spoiny niż jej wytrzymałość;
Rutylowe, stosowane do spawania stali węglowych i stopowych.
Rodzaj elektrody dobiera się w zależności od:
Grubości łączonych elementów.
Wymagań wytrzymałościowych, jakie stawiamy wykonywanemu połączeniu,
Rodzaju połączenia i pozycji spawania.
Technika spawania łukowego
Przed rozpoczęciem spawania należy dobrać odpowiednie natężenie prądu. Natężenie prądu spawania należy zwiększać wraz ze wzrostem średnicy elektrody. Orientacyjnie dla elektrod o średnicy do 3, 25 mm przyjmuje się natężenie ok. 30 A na 1 mm elektrody, dla elektrod o większych średnicach ok. 40 A na 1 mm. Elektrody gołe wymagają mniejszego natężenia, grubo otulone pracują przy większym natężeniu. Im grubszy będzie materiał spawany, tym większe musi być natężenie prądu, ponieważ większa masa materiału wymaga większej ilości ciepła. Jeśli spawany materiał zostanie uprzednio podgrzany do spawania można zastosować prąd o mniejszym natężeniu.
Przy spawaniu prądem stałym należy uważać na sposób podłączenia elektrody czyli na tzw. biegunowość. Spawając miękką stal, elektrodę podłącza się w ten sposób, aby stanowiła biegun ujemny. Przedmiot spawany stanowi w tym przypadku biegun dodatni. Jest to korzystny układ, ponieważ na biegunie dodatnim wytwarza się większa ilość ciepła niż na ujemnym. Przy podłączaniu elektrod otulonych należy kierować się wskazaniami podanymi przez wytwórcę na opakowaniu i stosować biegunowość z góry określoną przez producenta.
Część praktyczna.
Celem tego ćwiczenia było zapoznanie się z zagadnieniem łączenia metali poprzez spawanie i lutowanie. W jego części praktycznej zajęliśmy się jednak tylko procesem spawania. Naszym zadaniem było takie połączenie dwóch kawałków metalu, aby w miejscu połączenia powstała spoina czołowa .Na początku ćwiczenia musieliśmy sprawdzić łatwość jarzenia się dwóch elektrod , elektrody rutylowej ER 246 i elektrody rutylowej grubo otulonej ER 246 .
Wnioski.
Aby prawidłowo wykonać złącze spawane należy najpierw dobrać odpowiednią metodę spawania, następnie elektrodę, oraz prawidłowo ustawić wartość prądu w aparacie spawalniczym.
Na początku ćwiczenia musieliśmy sprawdzić łatwość jarzenia się dwóch elektrod , elektrody rutylowej ER 246 (grubość 4.8mm) i elektrody rutylowej grubo otulonej ER 246 (grubość 5.6mm). Z naszych obserwacji lepiej jarzyła się elektroda rutylowa ER 246.
Przed przystąpieniem do spawania należy ustawić sobie prąd spawania odpowiedni do elektrody , którą spawamy - w naszym przypadku od 100 do 150 A
Bardzo istotną rolę odgrywa przygotowanie dwóch łączonych elementów. Muszą one być dobrze umocowane i dobrze oczyszczone aby uniknąć zanieczyszczeń osłabiających spaw.
Bardzo istotną kwestią jest odzież ochronna: fartuch chroniący przed poparzeniami i okulary ochronne gdyż promieniowanie jest bardzo szkodliwe dla oczu. Do spawania nie moglibyśmy przystąpić bez włożenia specjalnego skórzanego fartucha oraz maski chroniącej oczy przed promieniowaniem .
1
1
Wyszukiwarka
Podobne podstrony:
Technologia spawania stali wysokostopowych 97 2003
Spawanie łukowe prezentacja
Spawanie i napawanie elektrodami otulonymi
BrochureWeldability PL spawanie inox
POŁĄCZENIA SPAWANE [Przykład1]
POL SPAWANE
Montażowy styk uniwersalny, spawany DS
Spawanie gazowe palnikiem, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, Spawalnictwo
spawanie sciaga
Subst szkodliwe w spawaniu
SPAWANIE
cichosz,podstawy technik wytwarzania, Przepisy BHP przy spawaniu gazowym
Bhp podczas spawania metali
METAL projekt I styk Tarsa, POŁĄCZENIE SPAWANE A3
Spawanie gazowe, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, Spajaln
BHP przy spawaniu, Zajęcia praktyczne
cięcie tlenem i spawanie gazowe, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna,
07 Kontrola złączy spawanych
więcej podobnych podstron