Optoelektronika I ETE6621W
Prowadzący dr inż. Marek Tłaczała
Wyk. 1. 26.02.2004
dr hab. inż. Marek Tłaczała
konsultacje: Wt, Czw 1415-1600
Lit: Z. Bielecki, A. Rogalski- Detekcja sygnałów optycznych
Hill, Boot- Optoelektronika
Pasmo promieniowania:
λ=0,01÷1000μm
hν=0,001÷100eV
ν=3*1016÷3*1011Hz
Pasmo widzialne (od ultrafioletu do podczerwieni):
λ=0,38÷0,78μm
hν=3,3÷1,65eV
WSTĘP DO OPTOELEKTRONIKI
Optoelektronika jest techniką systemów i przyrządów, które emitują, modulują, transmitują lub wykrywają światło.
Badanie i wykorzystywanie zjawisk rozchodzenia się, obróbki i oddziaływania promieniowania, a także emisji oraz detekcji promieniowania optycznego do konstrukcji i budowy układów optoelektronicznych czyli takich, które pracują z dwoma rodzajami sygnałów: optycznym i elektrycznym, a także z akustycznym i magnetycznym.
Właściwości optoelektroniki:
1. Budowa źródeł światła i detektorów
2. Zakres częstotliwości (foton (brak ładunku), nie elektron)
Szybkość transmisji
Gęstość zapisu (1/λ2)
Szybkość obróbki
Czas dostępu
3. Obojętność toru informatycznego na zakłócenia
Pełna izolacja międzykanałowa
Pełna izolacja galwaniczna 1016Ω, 106V, 10-4pF
Brak sprzężenia między odbiornikiem a nadajnikiem
4. Obciążalność funkcjonalna
Modulacja AM, FM
Faza i polaryzacja
Kierunek rozprzestrzeniania się fali
5. Możliwość przedstawiania końcowej informacji w postaci obrazów RGB
6. Kompatybilność z innymi technologiami (np. z technologią krzemową), taniość i dostępność surowca
7. Wysoka pojemność informatyczna kanału, mała tłumienność, duża dobroć układu, jednokierunkowość sprzężenia
Dobroć układu- parametr opisujący element optoelektroniczny i jest to iloczyn mocy dysponowanej danego elementu i kwadratu częstotliwości odniesiony do 1/c2.
1W/1GHz
10mW/300THz
Dziedziny optoelektroniki
optoelektronika światłowodowa
technika światłowodowa
optoelektronika zintegrowana
optotelekomunikacja
optoelektronika obrazowa
optoelektronika fotowoltaiczna
optoelektronika informatyczna
optoelektronika laserowa
optoelektronika oświetleniowa
Ad. 1 Optoelektronika światłowodowa
Technika światłowodowa
Światłowodowa optyka gradientowa: soczewki światłowodowe, multipleksery wielofalowe.
Obrazowody światłowodowe: obrazowody wiązkowe, płytki światłowodowe, noktowizory, korektory obrazu, TV wysokiej jakości 50 linii/mm.
Czujniki światłowodowe: detektory pól fizycznych i wielkości chemicznych.
Transmisja dużej mocy optycznej: dla laserów NdYAG, CO2, noże chirurgiczne, spawanie przemysłowe.
Optoelektronika zintegrowana
Układy i systemy planarne dla fal optycznych będące analogiem układów elektronicznych typu VLSI.
Operowanie sygnałem optycznym wielowymiarowym, np. informacja obrazowa.
Elementy i układy podstawowe: lasery i fotodetektory planarne, światłowody planarne, sprzęgacze planarne, elementy optyczne, soczewki, filtry, pryzmaty, siatki dyfrakcyjne, zwierciadła, konwertery modów, deflektory, modulatory, konwolutory, korelatory, pamięci optyczne, mikroprocesory optyczne, elementy nieliniowe.
Głównym celem rozwoju OZ jest budowa całkowicie optycznego regeneratora dla optotelekomunikacji oraz budowa komputerów optycznych.
Optotelekomunikacja
Systemy transmisyjne dalekosiężne wzmacniakowe lądowe i morskie; zwiększenie:
przepływności informacyjnej,
odległości międzywzmacniakowej,
niezawodności działania i czasu życia,
odporności na działanie środowiska.
Lokalne sieci światłowodowe:
miejskie,
obiektowe: budynki biurowe, szpitale, okręty, samoloty...
informatyczne: połączenia wewnętrzne i komputerowe,
przemysłowe - dla bardzo trudnych warunków środowiskowych,
wojskowe.
Ad 2. Optoelektronika obrazowa
Poligrafia optoelektroniczna
Grafika komputerowa
Sztuczna wizja
Obróbka obrazów
Wyświetlacze
Ad. 3. Optoelektronika fotowoltaiczna
Słoneczna Optoelektronika - energetyczna.
Problemy konwersji różnych form energii optycznej na energię elektryczną (magazynowaną).
Ad. 4. Optoelektronika informatyczna
Dziedzina korzystająca głównie z osiągnięć optoelektroniki zintegrowanej i holografii.
Cyfrowe układy optyczne o pasmach terabitowych.
Masowe pamięci optyczne.
Celem jest budowa komputera optycznego.
Ad. 5. Optoelektronika laserowa
Lasery półprzewodnikowe i dielektryczne miniaturowe dla OZ, TŚ i optotelekomunikacji.
Lasery do zastosowań medycznych i przemysłowych (mikroobróbka materiałów).
Lasery do zastosowań metrologicznych.
Elementy, układy i systemy laserowe.
Kierunki rozwoju: stabilizacja laserów, lasery bardzo dużej mocy, nowe materiały i nowe pasma pracy.
Stan rozwoju nauki i techniki w dziedzinie optoelektroniki
Światłowodowe soczewki gradientowe o znacznie większych aperturach i jakości lepszej od soczewek klasycznych, refrakcyjna szerokopasmowa korekcja aberracji.
Wiązkowe obrazowody koherentne o rozdzielczości optycznej do 150 par linii/mm.
Ekrany telewizyjne o powierzchni kilku metrów kwadratowych.
Niebieska optoelektronika
Półprzewodnikowe diody laserowe emitujące niebieskie światło pozwalają na czterokrotne zwiększenie ilości informacji na dyskach optycznych (DVD-RAM). Obecnie do zapisu i odczytu informacji z tych dysków stosuje się lasery czerwone. Pojedyncze kryształy azotku galu (wg PAN) uzyskuje się wykorzystując olbrzymie ciśnienie (porównywalne z potrzebnym do produkcji sztucznego diamentu). Tak uzyskane monokryształy są podstawą struktury lasera. W innych ośrodkach światowych laser buduje się na szafirze. Monokryształy azotku galu mają jednak w stosunku do szafiru, co najmniej 10 tyś. razy mniej defektów struktury. Defekty struktury, które pojawiają się przy tworzeniu struktury laserowej na szafirze, prowadzą do strat optycznych - zabijają emisje światła. Defekty rozpraszają też światło, które podróżując w krysztale musi ulec wzmocnieniu. Struktura podłoża musi być bardzo wysokiej jakości, by dawać jak najmniej strat optycznych. Oprócz dysków optycznych niebieskie diody znajdą zastosowanie w drukarkach laserowych ultra-wysokiej rozdzielczości, diagnostyce medycznej, a także w monitoringu środowiska.
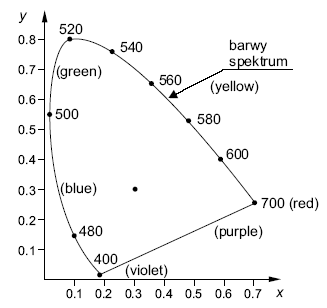
Diagram chromatyczności.
Diagram chromatyczności został zaprojektowany na bazie trzech podstawowych kolorów, z ludzkiej perspektywy widzenia. Wcale nie jest konieczne określenie natężenia wszystkich trzech bazowych kolorów, ponieważ jasność światła (suma wszystkich natężeń) nie ma wpływu na odcień. Możemy po prostu używać ułamkowych natężeń dwóch podstawowych kolorów. Suma wszystkich trzech natężeń musi się równać jeden, więc bardzo łatwo można policzyć trzeci ułamek. Żeby uniknąć ujemnych ułamków dla podstawowych kolorów, Międzynarodowa Komisja ds. Iluminacji opublikowała w roku 1931 standardowy diagram chromatyczności.
Zalety światła białego:
Oszczędność 80-90% energii
Stopniowa degradacja źródła światła
Czas życia ponad 100tys. godzin (ponad 11 lat)
Zastosowania Optoelektroniki
telekomunikacja światłowodowa
czujniki dla potrzeb metrologii, automatyki i robotyki
komputerowe sieci odporne na zakłócenia
przekształcanie informacji obrazowych z obszaru widma niewidzialnego na widzialne
wzmacnianie kontrastowości i jaskrawości obrazu
mikroobróbka laserowa układów elektronicznych
obróbka tworzyw za pomocą wysokoenergetycznych wiązek laserowych
tworzenie nowych narzędzi i metod chirurgicznych
technika holograficzna
przetwarzanie energii promieniowania słonecznego na energię elektryczną
konstrukcja płaskich monitorów (ciekłokrystaliczne i diodowe)
magazynowanie danych (cd-rom, dvd)
światła sygnalizacyjne i ostrzegawcze o dużej jasności i niezawodności
Wyk. 2. 04.03.2004
` tor transmisyjny
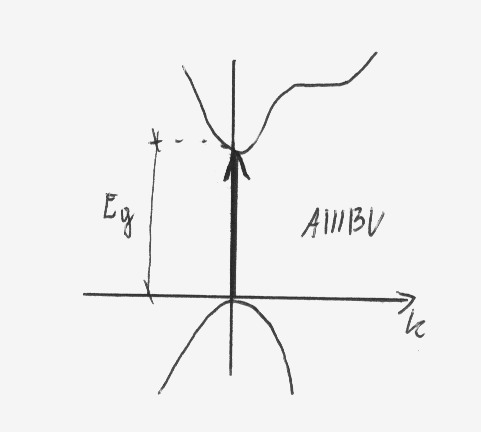
Nadajnik, podstawą jest źródło światła (generatory sygnałów, lasery LP, diody elektroluminescencyjne LED). W skład nadajnika wchodzi również szereg innych układów optoelektronicznych (np. modulatory, pryzmaty, soczewki). Torem transmisyjnym może z kolei być światłowód, powietrze. Odbiornikiem zazwyczaj jest detektor (w najprostszym przypadku dioda półprzewodnikowa spolaryzowana w kierunku zaporowym). Nadajnik wykorzystuje zjawisko generacji (do produkcji nadajników wykorzystuje się pierwiastki grupy AIIIBV, dla I okna telekomunikacyjnego GaAs, dla II i III okna InxGa1-xAs/InP), tor zjawisko rozchodzenia się światła, odbiornik absorpcje (do produkcji wykorzystuje się pierwiastki grupy AIIIBV, lub AIIBVI).
Oznaczenia:
Eg (szerokość przerwy wzbronionej), n (współczynnik załamania materiału), α (absorpcja), R(odbicie), T (przepuszczanie), χ (przechwyt fotonów w zależności od koncentracji centrów).
CHARAKTERYSTYKI OPTYCZNE CIAŁA STAŁEGO
Równanie fali elektromagnetycznej płaskiej:
, rozpisując to dalej otrzymamy
, gdzie n*- zespolony współczynnik załamania, rozpisując n* mamy:
(1)
ω- częstotliwość, t- czas, κ- współczynnik pochłaniania (tłumienia) w danym materiale,
Pierwszy czynnik (1) określa fazę, drugi zależność wygaszania fali i głębokość wnikania.
Właściwości przewodników są selektywne, co oznacza że zależą one od częstotliwości.
Współczynnik absorpcji
[1/cm]
Prędkość rozchodzenia się promieniowania w półprzewodniku, którego zespolony współczynnik załamania:
n*=n-i
wiąże się z prędkością światła w próżni c wzorem:
v=c/n*
Czyli
1/v=n/c-i/c
Ostatni człon we wzorze jest czynnikiem tłumiącym. Po przejściu fali przez materiał o grubości x i przewodności σ pozostaje jedynie ułamek mocy:
P(x)/P(0)=exp(-x)
czyli:
gdzie jest to część urojona n* zwana współczynnikiem ekstynkcji.
xα- głębokość na której tłumienie maleje e-razy
Znając współczynnik α możemy wyznaczyć grubość obszaru czynnego. Jeżeli α zależy od I to mamy do czynienia z optyką nieliniową, jeżeli natomiast zależy od kierunku to mamy do czynienia z ośrodkiem anizotropowym.
Współczynnik załamania n:
Prędkość rozchodzenia się światła w półprzewodniku na podstawie równań Maxwella możemy określić jako:
Biorąc po uwagę zależność v=c/n*
i przyrównując części rzeczywiste i urojone obu równań otrzymamy:
Po rozwiązaniu tych równań ze względu na n i otrzymujemy, że:
Współczynnik załamania n określa stosunek prędkości rozprzestrzeniania się fali w próżni c do prędkości fali w danym ośrodku (materiale) vpp.
Dla ośrodka izotropowego (jednorodnego) n nie zależy od kierunku rozchodzenia się fali i polaryzacji, dla ośrodka anizotropowego n zależy od kierunku rozchodzenia się fali i polaryzacji. Zmieniać wartość współczynnika n możemy poprzez zmianę koncentracji nośników (np. modulatory Macha-Zehndera)
Współczynnik odbicia R:
Padające światło na p-p częściowo się odbija. Opisuje to zależność:
Pozostała część która wnika nazywamy współczynnikiem transmisji T=1-R.
Dla materiału przezroczystego, czyli gdy =0:
Gdy n=0 to R=1 i półprzewodnik odbija całkowicie promieniowanie.
Gdy materiał nie jest przezroczysty ani całkiem odbijający, to występują straty promieniowania spowodowane absorpcją:
Najogólniej R jest to stosunek natężenia fali padającej do fali odbitej:
, gdzie χ- charakterystyka opisująca wpływ centrów rozproszenia, N- przekrój skuteczny na wychwyt fotonów.
, σ- przekrój poprzeczny całkowity czynny na wychwyt fotonów
α- opisuje procesy absorpcyjne w ciele stałym (np. w półprzewodniku). 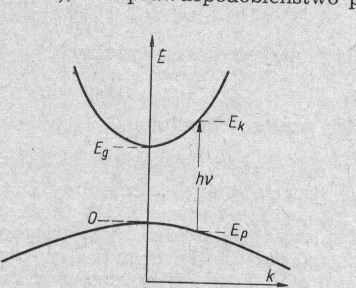
α(ν)- α zależy od ν
Wszystkie charakterystyki optyczne są funkcją długości promieniowania. Całość dotyczy wymiany energii w półprzewodnikach.
Podsumowując: n, α, χ, R, κ=f(ν)=f(λ)
Fonon- skwantowane drgania sieci krystalicznej. Energia fononu zależy od wektora falowego. Każde dwa atomy o masach M1 i M2 oddalone są od siebie w odległości a oddziaływają na siebie i drgają. Z tymi drganiami związana jest energia i częstotliwość drgań.
M1 M2
Częstotliwość drgań wynosi:
,
gdzie:
af- oddziaływanie międzyatomowe miedzy dwoma sąsiednimi atomami
M1, M2- masy atomów
k- wektor falowy
a- odległość miedzy atomami
w punkcie najwyższej symetrii Γ(000)
(przy założeniu że k jest bardzo małe) mamy fonony akustyczne A (o czest. akustycznej)
Rozróżniamy dwa rodzaje fononów akustycznych podłużne LA i poprzeczne TA.
Inne rozwiązanie ma postać:
, częstotliwość zależy tylko od mas M1 i M2.
Gdy
to wówczas częstotliwości są dużo większe ≈ częstotliwości optycznej i wtedy mamy do czynienia z fononami optycznymi O. Wyróżniamy fonony optyczne podłużne LO i poprzeczne TO. Powyżej zera bezwzględnego każdy atom drga, co powoduje, że wpływa na widmo promieniowania. Fotony generują fonony, co jest zjawiskiem niekorzystnym, choć zjawisko fononowe jest wykorzystywane w detektorach.
Wykład 3 11.03.2004
Widmo ekscytonowe
Ekscytron (wzbudzenie atomu) należy do stanu ładunkowo obojętnego i nie odpowiada za żaden transport energii (jest elektrycznie obojętny). Ogólnie ekscytron to para elektron swobodny i dziura swobodna miedzy którymi występuje oddziaływanie kulombowskie. Poruszający się ekscytron ma energie kinetyczną:
,
k- wektor falowy związany z ruchem środka ciężkości ekscytonu
Jonizacja atomu powoduje powstanie ekscytronu, a energia jonizacji takiego układu wynosi:
,
przy czym n jest liczbą całkowitą ≥1, wskazującą różne stany ekscytonowe, a mr* jest masą zredukowaną
,
przy czym me* i md* są masami efektywnymi (zredukowanymi) elektronu i dziury.
Jeżeli natężenie lokalne pół jest większe od natężenia pola kulombowskiego wewnątrz ekscytronu, wówczas ekscytron rozpadnie się. Absorpcja zachodzi gdy hυ≥Wg, a poziomy ekscytonowe mogą powstać gdy hυ≈Wg≤W-Eex. Para ekscytonowa nie jest odpowiedzialna za transport ładunku, ale może się poruszać i dawać pewną sumę energii, którą można nazwać optyczną. Pojawienie się widma ekscytonowego mówi o tym, że półprzewodnik ma bardzo dobrą, niezaburzoną strukturę.
Rodzaje absorpcji:
absorpcja podstawowa
absorpcja fononowa
pochłanianie na domieszkach
absorpcja na swobodnych nośnikach
piki ekscytonowe
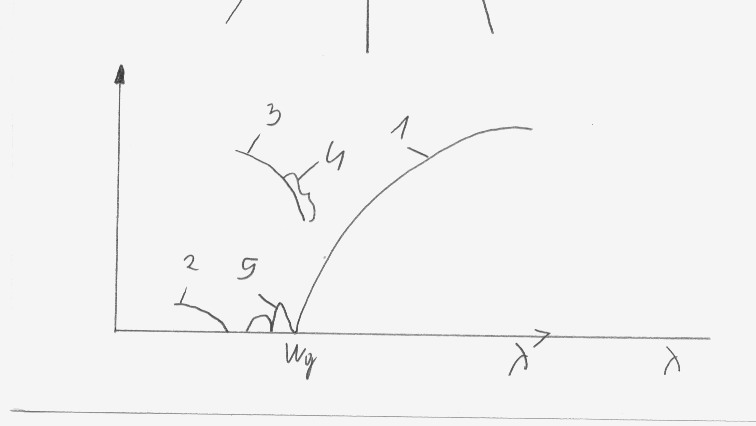
ABSORPCJA
W procesie absorpcji foton o znanej energii wzbudza elektrony z niższych do wyższych stanów energetycznych. Absorpcję wyrażamy poprzez współczynnik absorpcji α(hυ), który jest zdefiniowany jako względna szybkość zmniejszania się natężenia światła wzdłuż jego drogi poruszania się
Przykładem absorpcji jest oddziaływanie foton-półprzewodnik. Do mechanizmów absorpcji zaliczamy: przejścia elektronowe i wzbudzenie drgań sieci krystalicznej (generacja stanów fononowych).
Rodzaje absorpcji:
1. Absorpcja podstawowa
Absorpcja podstawowa obejmuje przejścia międzypasmowe oraz ekscytonowe, tzn. wzbudzenia elektronów z pasma walencyjnego do pasma przewodnictwa. Absorpcja podstawowa, charakteryzująca się gwałtownym wzrostem wartości współczynnika absorpcji, może służyć do wyznaczania wartości przerwy energetycznej półprzewodnika. Jednak, ze względu na to, że przejścia podlegają pewnym regułom wyboru, bezpośrednia ocena wartości przerwy energetycznej z krawędzi absorpcji nie zawsze jest możliwa, gdyż muszą być również wzięte pod uwagę procesy towarzyszące absorpcji. Współczynnik absorpcji α(hυ) dla danej energii fotonu hυ jest proporcjonalny do prawdopodobieństwa Ppk przejścia ze stanu podstawowego do stanu końcowego i do gęstości dostępnych (pustych) stanów końcowych nk. Ponadto proces ten musi być sumowany po wszystkich możliwych przejściach pomiędzy stanami odległymi od siebie o energię hυ.
2. Absorpcja na drganiach sieci krystalicznej (pochłanianie na fononach, pochłanianie fononowe).
3. Pochłanianie na domieszkach (domieszkowe).
4. Absorpcja na swobodnych nośnikach.
Skąd to się bierze?
gdzie: Ppk- prawdopodobieństwo przejścia ze stanu początkowego do końcowego
N(hυ)- kombinowana gęstość stanów energetycznych końcowych, uwzględnia liczbę zajętych stanów początkowych i liczbę stanów pustych oddalonych o hυ.
Ppk=|Mpk|2=|Vpk|2, gdzie ostatnia część to kwadrat z elementów macierzy opisującej wszystkie możliwe przejścia. Jeżeli w punkcie najwyższej symetrii Γ(000) jest różne od 0 to zakładając że Ppk=const≠
, to mamy przejścia dozwolone proste.
→ przejścia proste
Przejściami rządzą dwa prawa:
I. prawo zachowania energii
II. prawo zachowania wektora falowego (albo kwazipędu)
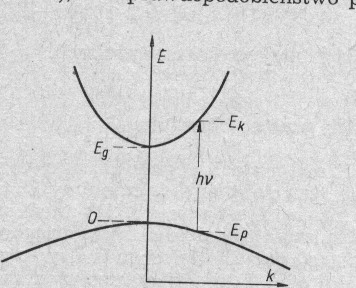
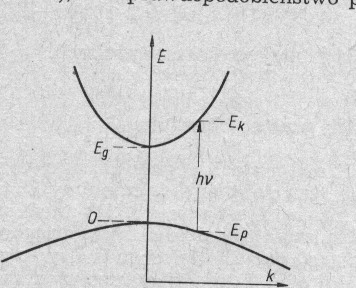
Przy przejściach absorpcyjne pomiędzy dwiema dolinami oddzielonymi przerwa energetyczną Eg (przy założeniu, że wszystkie przejścia zachowujące pęd elektronu są dozwolone Ppk jest niezależne od k) każdy stan wyjściowy o energii Ep związany jest ze stanem końcowym o energii Ek. Wartości tych stanów opisują wzory:
-energia początkowa:
-energia końcowa:
Po pochłonięciu fotonu zgodnie z zasadą zachowania energii w pasmach parabolicznych mamy:
Podstawiając za
otrzymamy
(1)
Rozkład gęstości stanów.
W przestrzeni wektora falowego stany dozwolone są rozłożone w sposób równomierny. Powierzchnie stałej energii są w przybliżeniu sferyczne, tak więc objętość w przestrzeni wektora k pomiędzy powierzchniami o energii E oraz E+dE (lub między k a k+dk) wynosi 4πk2dk. Ponieważ pojedynczy stan zajmuje w przestrzeni pędów objętość 8π3/V (przy czym V jest objętością pojedynczego kryształu) oraz każdemu poziomowi energetycznemu odpowiadają dwa stany (różne spiny), więc liczba stanów w przedziale energii między E oraz E +de (hυ a hυ+dυ) wynosi:
, skracając otrzymamy
(2)
Po zróżniczkowaniu (1) otrzymamy:
(3)
(4)
Wstawiając do równania (2) zależności z (3) i (4) otrzymamy:
, gdzie A”- stała materiałowa
Przejścia proste wzbronione:
W niektórych materiałach reguły kwantowe wyboru wzbraniają przejść dla k=0, ale zezwalają na przejścia przy k≠0, przy czym prawdopodobieństwo tych przejść wzrasta z k2 (Ppk ~ k2, dla Γ000 Vpk=0 i PpkΓ000=0) . W modelu obok prawdopodobieństwo przejścia wzrasta proporcjonalnie do (hυ-Eg). Ponieważ gęstość stanów biorących udział w przejściach prostych jest proporcjonalna do (hυ-Eg)0,5, więc współczynnik absorpcji zależy od energii fotonów w następujący sposób:
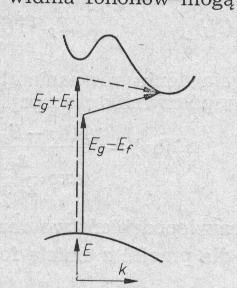
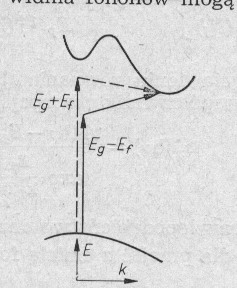
Przejścia skośne:
Gdy
→ przejścia skośne
Jeżeli w przejściu elektron zmienia zarówno energię jak i pęd, to musi ono przebiegać dwustopniowo, gdyż foton nie może spowodować zmiany pędu elektronu. Zachowanie padu zawdzięczamy oddziaływaniu z fononem, co ilustruje rysunek z boku. Fonon jest kwantem drgań sieci. W przejściach tych spośród szerokiego dostępnego widma fononów mogą brać udział jedynie fonony o odpowiednim pędzie. Są to zwykle fonony podłużne lub poprzeczne akustyczne. Każdy z nich ma charakterystyczną energię Ef. Tak więc w celu uzupełnienia przejścia z Ep do Ek fonon musi być wyemitowany lub zaabsorbowany. Przejścia skośne mogą następować ze wszystkich zajętych stanów z pasma walencyjnego do wszystkich pustych stanów w paśmie przewodnictwa. Współczynnik absorpcji jest proporcjonalny do iloczynu gęstości stanów wyjściowych i końcowych, całkowanego po wszystkich możliwych kombinacjach stanów odległych od siebie o h±Ef, współczynnik α jest również proporcjonalny do prawdopodobieństwa oddziaływania elektronów z fononami, które jest z kolei funkcją liczby fononów Nf o energii Ef. Liczba fononów jest dana przez statystykę Bosego-Einsteina:
Prawdopodobieństwo całkowite takiej absorpcji jest iloczynem prawdopodobieństwa Ppk i prawdopodobieństwa zabsorbowania fononu Pfon (jest ono 4-5 razy mniejsze niż dla przejść prostych). Absorpcję wyraża się wówczas zależnością:
-dla przejść z absorpcja fononu
-dla przejść z emisją fononu
W półprzewodniku występują różne rodzaje fononów (podłużne akustyczne oraz dwa rodzaje poprzecznych akustycznych), które mogą brać udział w przejściach skośnych. Wszystkie one biorą udział w przejściach, ale z różnymi prawdopodobieństwami. Gdy półprzewodnik jest silnie domieszkowany, poziom Fermiego znajduje się wewnątrz pasma (pasma przewodnictwa w materiale typu n), na głębokości ξn .
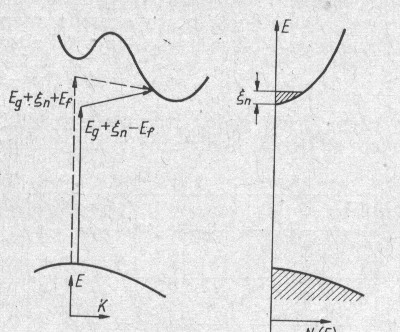
Ponieważ stany poniżej ξn są pełne, więc przejścia podstawowe do stanów poniżej Eg + ξn są zakazane i krawędź absorpcji przesuwa się w stronę większych energii o wartość zbliżoną do ξn. Przesunięcie krawędzi absorpcji spowodowane wypełnieniem pasm jest nazywane efektem Bursteina-Mossa. W silnie domieszkowanych półprzewodnikach z przerwą energetyczną skośną, jest możliwe spełnienie zasady zachowania pędu dzięki procesom rozpraszania, takim jak rozpraszanie elektron-elektron lub rozpraszanie na domieszkach. W tych przypadkach prawdopodobieństwo rozproszenia jest proporcjonalne do liczby centrów rozpraszających N i udział fononów jest zbyteczny.
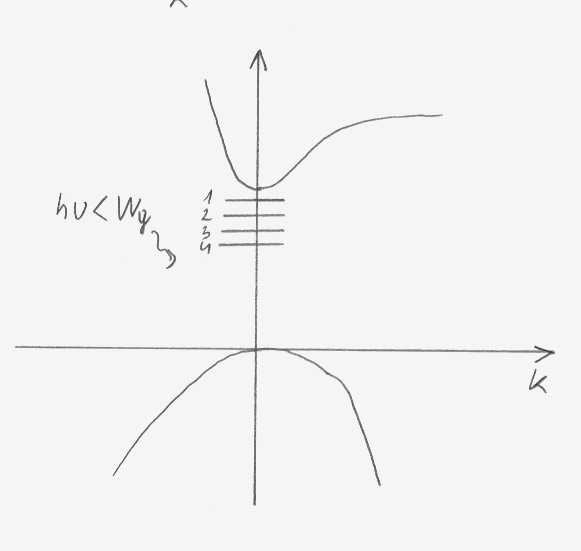
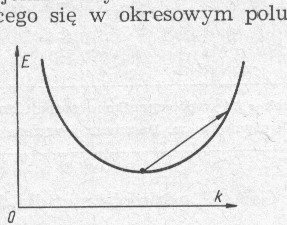
Absorpcja ekscytonowa
Proces tworzenia się ekscytonów powoduje zwykle pojawienie się wąskich linii na krawędzi absorpcji półprzewodników z przerwą energetyczną prostą i stopni na krawędzi absorpcji półprzewodników z przerwą energetyczną skośną. W materiałach z przerwą prostą ekscytony swobodne pojawiają się przy energii fotonu hv=Eg-Eex. W punkcie k = 0 jest to bardzo wyraźne przejście, poszerzające się wraz z temperaturą. Ponieważ ekscytony mogą być kreowane z pewną energią kinetyczną, oczywiste jest, że mogą one być również wytwarzane przez fotony o większej energii i w ten sposób zwiększają współczynnik absorpcji w obszarze przejść międzypasmowych. W materiałach o przerwie skośnej są potrzebne fonony w celu spełnienia zasady zachowania pędu. Dlatego też wzrost współczynnika absorpcji otrzymujemy przy energii hv=Eg-Ef-Eex (przejścia z absorpcją fononu) oraz przy hv=Eg+Ef-Eex przejścia z emisją fononu. W każdej z gałęzi akustycznych i optycznych widma fononowego występują dwa rodzaje fononów poprzecznych i jeden rodzaj podłużnych. Ponieważ w przejściach może brać udział więcej niż jeden fonon, więc mogą one być absorbowane lub emitowane w różnych kombinacjach. Dlatego też można otrzymać dużą liczbę stopni w krawędzi absorpcji.
Ogólnie możemy zapisać:
α(hυ)=B(hυ-Eg±Efon-Eex-ξn)m, gdzie B- stała materiałowa
Absorpcja na swobodnych nośnikach
Przez nośnik swobodny rozumiemy nośnik, który może swobodnie poruszać się wewnątrz pasma, tzn. nośnik, który może oddziaływać ze swoim otoczeniem. Absorpcje, na nośnikach swobodnych charakteryzuje widmo monotoniczne, często pozbawione wszelkiej struktury, które wzrasta proporcjonalnie do λp, przy czym p zawiera się między 1,5 a 3,5, λ=c/υ jest długością fali fotonu. Aby zaabsorbować foton, elektron musi przejść do wyższego stanu energetycznego wewnątrz tej samej doliny. Takie przejście wymaga dodatkowego oddziaływania w celu spełnienia zasady zachowania padu. Zmiana pędu może być dokonana przez oddziaływanie z siecią, czyli z fononami, lub przez rozpraszanie na zjonizowanych domieszkach.
Zderzenia z siecią półprzewodnika powodujące rozpraszanie na fononach akustycznych powodują wzrost absorpcji proporcjonalny do λ1,5. Natomiast rozpraszanie na fononach optycznych daje zależność proporcjonalna do λ2,5, podczas gdy rozpraszanie na zjonizowanych domieszkach daje zależność proporcjonalną do λ3 lub λ3,5. W ogólności występują wszystkie trzy metody rozpraszania i w rezultacie współczynnik absorpcji αs na nośnikach swobodnych jest średnią ważoną trzech składników
αs=Aλ1,5 +Bλ2,5 +Cλ3,5
przy czym A, B i C są stałymi. Dominujący rodzaj rozpraszania zależy od koncentracji domieszek. Wykładnik p we wzorze λp powinien wzrastać z domieszkowaniem lub z kompensacją. Klasyczny wzór na współczynnik absorpcji na nośnikach swobodnych ma postać:
,
przy czym N jest koncentracją nośników, n- współczynnikiem załamania, a τ- czasem relaksacji. Prawdopodobieństwo rozpraszania zależy od domieszki np. dla GaAs
αs=(S-siarka)>αs(Se-selen)>αs(Te-tellur)
Rekombinacja:
Zjawisko rekombinacja R (promieniowania) jest procesem odwrotnym do absorpcji α (R=α-1). Elektron zajmujący wyższy stan energetyczny, aniżeli to jest możliwe w stanie równowagi, może przejść na niższy energetycznie pusty stan, przy czym cała lub większość różnicy energii między oboma stanami może być wyemitowana w postaci promieniowania elektromagnetycznego. Duża ilość przejść promienistych w jednostce czasu na jednostkę objętości powinna być proporcjonalna do iloczynu koncentracji dziur i elektronów:
Φ=Bnp, gdzie Φ- całkowita liczba przejść, B- stała
LUMINESCENCJA
Podstawowym warunkiem wystąpienia emisji jest to, aby układ nie był w stanie równowagi. Takie odchylenie od równowagi wymaga jakiegoś wzbudzenia. Proces emisji światła jest ogólnie nazywany luminescencją. Wzbudzenie za pomocą prądu elektrycznego (wstrzykiwanie nośników bądź przebicie) prowadzi do elektroluminescencji. Wzbudzenie optyczne (przez absorpcję fotonu) powoduje fotoluminescencję, zaś wzbudzenie strumieniem elektronów- katodoluminescencję. Tryboluminescencja jest związana ze wzbudzeniem mechanicznym, Termoluminescencja z kolei nie jest jednakże prostym wzbudzeniem termicznym, które jest nazywane żarzeniem, ale wymaga wzbudzenia w niskiej temperaturze, aby „zamrozić" nośniki w stanach pułapkowych, z których mogą być one następnie uwolnione termicznie. W chemiluminescencji, światło jest wzbudzone na skutek reakcji chemicznych. Fluorescencja jest luminescencją pojawiającą się tylko w trakcie wzbudzenia, natomiast fosforescencja jest luminescencją, która trwa przez pewien okres po wyłączeniu wzbudzenia.
TW. VAN ROOSBROECKA-SHOCKLEYA
W stanie równowagi termodynamicznej szybkość generacji optycznej par elektron-dziura jest równa szybkości ich rekombinacji promienistej. Jeśli rozważymy równowagę szczegółową obu procesów dla różnych częstotliwości fotonów , to możemy zapisać, że szybkość emisji o częstotliwości v w przedziale dv wynosi (przy założeniu że wydajność kwantowa jest równa 1):
przy czym p(v) jest prawdopodobieństwem zaabsorbowania fotonu o energii hv na jednostkę czasu, zaś ρ(υ)- gęstością fotonów o częstotliwości v w przedziale dv. Prawdopodobieństwo absorpcji jest związane ze średnim czasem życia fotonu w półprzewodniku zależnością:
Średni czas życia może być obliczony ze średniej drogi swobodnej 1/α(υ) fotonu poruszającego się z prędkością v=c/n (zakładając stały współczynnik załamania):
Tak więc:
Tak więc twierdzenia van R-S ma postać: R(υ)dυ=G(υ)dυ
Prawdopodobieństwo zależy od rodzaju ośrodka i szybkości absorpcji i wówczas:
przy czym pierwszy czynnik jest stałą materiałową
Fizyczne podstawy rekombinacji:
R(υ)dυ=G(υ)dυ=P(υ)ρ(υ)dυ
, skracając co się da otrzymamy
Całkowita rekombinacja w stanie równowagi może być obliczona z innej zależności:
Powyższe równanie stanowi podstawowy związek miedzy spodziewanym widmem emisyjnym a obserwowanym widmem absorpcyjnym. Powyższy wzór jest słuszny nie tylko dla przejść pasmo-pasmo, ale również dla przejść pomiędzy każdymi zbiorami stanów. Powyższe wzory są słuszne jedynie w przypadku równowagi termodynamicznej. W przeciwnym razie całkowita szybkość rekombinacji promienistej Rc jest proporcjonalna do koncentracji elektronów n i pustych stanów p:
Powyższy wzór mówi, że czas życia nośników maleje ze wzrostem ich koncentracji, oraz że całkowita szybkość rekombinacji staje się równa R, gdy iloczyn np osiąga wartość samoistna ni. Ze wzrostem pobudzenia (generowania nadmiarowych elektronów i dziur) niekoniecznie będzie wzrastać natężenie promieniowania, gdyż zachodzą dodatkowe efekty. Dla materiału samoistnego czas życia nośników (związany z emisją promienistą) wynosi
, a stała materiałowa
. Im krótszy czas życia nośników tym lepsza wydajność rekombinacji. τ ↑ wraz ze wzrostem szerokości przerwy wzbronionej, natomiast B jest większa (ok. czterokrotnie) dla materiałów z prosta strukturą przejść.
Widmo natężenia promieniowanie można wyznaczyć znając daną charakterystykę absorpcji i współczynnik załamania.
Rekombinacja objętościowa.
I. Rekombinacja promienista
1. Rekombinacja prosta (międzypasmowa)- bezpośrednie przejście elektronu z pasma przewodnictwa do pasma walencyjnego, przy czym uwolniona energia jest uniesiona przez emitowany foton. Przy braku pola elektrycznego nadmiarowe pary są generowane w całej objętości półprzewodnika (proces mało prawdopodobny).
2. Rekombinacja Shockleya-Reada-Halla (SRH)- proces rekombinacji pary elektron-dziura przy udziale centrów rekombinacyjnych (atomy zanieczyszczeń i defekty struktury wprowadzające do przerwy energetycznej zlokalizowane głęboko poziomy). Proces jest dwustopniowy.
Rekombinacja niepromienista:
1. Rekombinacja bezpośrednia (zderzeniowa) Augera- energia wyzwolona w wyniku rekombinacji pary elektron-dziura jest przekazywana innemu nośnikowi, a następnie stopniowo rozpraszana dzięki emisji fononów. Polega na zderzeniu 3 nośników (np. 2 elektrony i 1 dziura) i jest mało prawdopodobna przy niewielkich koncentracjach. Możliwe są rozmaite typy procesów Augera, w zależności od dozwolonych przejść i koncentracji nośników w półprzewodniku (rek. międzypasmowa, z pasma donorowego do dziury w paśmie walencyjnym, rek. elektronu z pasma przewodnictwa z dziurą związaną z akceptorem, elektronu z poziomu donorowego na poziom akceptorowy).
2. Rekombinacja powierzchniowa- związana jest z urwaniem periodycznej sieci krystalicznej (poziomy Tamma), powierzchniowa warstwa jest zubożona w elektrony (dla typu n) lub wzbogacona w dziury (dla p), dla dodatniego ładunku prędkość rekombinacji zależy od wartości potencjału powierzchniowego, a więc od stopnia zakrzywienia pasm energetycznych.
3. Rekombinacja przez defekty i wtrącenia
Rekombinacja niepromienista jest bardziej efektywna od promienistej, dlatego tez musimy brać to pod uwagę przy projektowaniu układu opto…
Podsumowanie:
Absorpcja i rekombinacja
Na proces absorpcji składają się zarówno mechanizmy, z którymi związane jest wzbudzenie elektronu w inny stan energetyczny, z którego to elektron na drodze rekombinacji, najczęściej promienistej, może wrócić do stanu równowagi, a także procesy rozpraszania takie jak np. rozpraszanie na fononach, defektach, swobodnych nośnikach ładunku, które w procesie odwrotnym nie są odpowiedzialne za rekombinację promienistą.
Struktura widma absorpcyjnego jest bardzo złożona. Dlatego też interpretacja widma jest bardzo trudna i wymaga uwzględnienia wszystkich mechanizmów i typów absorpcji.
Na podstawie analizy widma absorpcji możemy określić zarówno strukturę energetyczną półprzewodnika (szerokość przerwy zabronionej, charakter przejść optycznych, strukturę energetyczną pasma podstawowego i pasma przewodnictwa) jak i wielkości energetyczne związane z widmami fononowymi i ekscytonowymi.
Na podstawie analizy widma absorpcji możemy także sprecyzować wymogi odnośnie charakterystyk materiału stosowanego na przyrządy optoelektroniczne:
czystość materiału - decyduje o rozpraszaniu na domieszkach, a także o pobudzaniu domieszek, czyli powstawaniu poziomów wzbudzonych w procesie rekombinacji decydujących o długości fali emitowanego promieniowania (w danym przypadku niepożądane). Decyduje to o czystości spektralnej widma emitowanego.
struktura - defekty są przede wszystkim centrami rozpraszania, a także źródłem emisji fotonu o niepożądanej energii. Dla opracowania przyrządów potrzeba monokrystalicznych materiałów.
koncentracja domieszek musi być stosunkowo duża (przy otrzymywaniu materiału określonego typu), aby zapewnić odpowiednio dużą kombinowaną gęstość stanów początkowych i końcowych. Od góry koncentracja ograniczona jest mechanizmem rozpraszania na nośnikach ładunku.
wybór materiału - decyduje o barwie emitowanego przez półprzewodnik światła.
temperatura - powinno być zrozumiałym, dlaczego w większości przypadków przyrządy o dużej wydajności kwantowej pracują w niskich temperaturach i dlaczego poszukuje się materiałów półprzewodnikowych np. do wytwarzania laserów o dużej mocy, emitujących wiązkę koherentną i pracujących w temperaturze pokojowej.
MATERIAŁY DLA OPTOELEKTRONIKI
Podstawowe materiały na diody elektroluminescencyjne
Kolor |
Materiał |
Typ przejścia |
Podczerwień |
GaAs |
proste |
Czerwony |
GaP(Zn,O) |
skośne |
Pomarańczowy |
GaAs0,35P0,65 |
skośne |
Żółty |
GaAs0,15P0,85:N |
skośne |
Zielony |
GaP:N |
skośne |
Niebieski |
(In,Ga)N:Mg |
proste |
Fioletowy |
GaN:Mg |
proste |
Ultrafiolet |
GaN:Mg |
proste |
Biały |
GaN + luminofor |
proste |
Podstawowe właściwości związków półprzewodnikowych AIIIBV
Związek półprzewodnikowy |
Temp. top. |
Eg |
n |
p |
Współczynnik załamania n |
AlN |
2400 |
5,88 |
-- |
- |
2,2 |
AlP |
2000 |
2,45 |
80 |
30 |
3,0 |
AlAs |
1770 |
2,16 |
280 |
-- |
3,2 |
AlSb |
1060 |
1,58 |
200 |
550 |
3,4 |
Masa cząsteczkowa AlBV < GaBV < InBV.
M Eg, Ttop, n
Podstawowe właściwości związków półprzewodnikowych AIIBVI
Związek półprzewodnikowy |
Temp. top. |
Eg |
n |
p |
Typ przewodnictwa |
ZnS (S) |
1020 |
3,67 |
-- |
-- |
n |
ZnSe |
1520 |
2,73 |
260 |
15 |
n |
ZnTe |
1239 |
2,23 |
530 |
30 |
p |
ZnS - podstawa luminoforów wytwarzanych na skalę przemysłową, tworzy szereg roztworów stałych z CdS, CdSe, ZnSe. Domieszkowanie miedzią -luminofory zielone i niebieskie, domieszkowanie magnezem - żółte.
CdS - fotorezystory o bardzo dużej fotoczułości w widzialnym zakresie widma.
CdHgTe - detektory podczerwieni.
Postęp w technice mikrofalowej i optoelektronice wiąże się z rozwojem metod wytwarzania półprzewodnikowych struktur niskowymiarowych, takich jak; studnie kwantowe QW, druty kwantowe QWW i kropki kwantowe QD. Struktury te umożliwiają obserwację nowych zjawisk fizycznych, które wykorzystuje się do wytwarzania przyrządów półprzewodnikowych nowej generacji. Obniżenie wymiarowości oznacza, że nośniki są fizycznie ograniczone w jednym lub wielu kierunkach, a ich ruch może odbywać się w płaszczyźnie (QW), wzdłuż jednego kierunku (QWW) albo w ogóle nie jest możliwy (QD). Takie struktury przyjęto określać jako dwuwymiarowe (2D) w przypadku studni kwantowych, jednowymiarowe (1D) dla drutu kwantowego lub zerowymiarowe (0D) w przypadku kropki kwantowej. Redukcja wymiaru struktur prowadzi do jakościowej zmiany rozkładu gęstości dozwolonych stanów energetycznych nośników i ich częściowej lub pełnej kwantyzacji. Modyfikacja gęstości stanów, związana ze zmniejszeniem rozmiarów struktur, wpływa na znaczne polepszenie właściwości optycznych i elektrofizycznych tych struktur, w porównaniu z właściwościami materiałów objętościowych. Stosowanie struktur niskowymiarowych modyfikuje w znacznym stopniu właściwości statyczne i dynamiczne nośników. W konsekwencji obserwuje się istotne zmiany wynikowych charakterystyk przyrządów elektronowych, w których zastosowano struktury o obniżonej wymiarowości.
Sterowanie strukturą energetyczną materiałów wieloskładnikowych i gęstością stanów energetycznych, określane jako inżynieria szerokości pasma zabronionego, jest uwarunkowane możliwościami kontroli procesu wytwarzania jednorodnych struktur niskowymiarowych o grubościach porównywalnych z długością fali de Broglie'a swobodnych nośników. Determinuje to warunki procesu ich osadzania. Konstrukcja i technologia zaawansowanych optoelektronicznych i mikrofalowych struktur przyrządowych wymaga opanowania umiejętności osadzania pojedynczych jednorodnych warstw atomowych na dużych powierzchniach.
Postęp w optoelektronice i technice mikrofalowej wiąże się również z zastosowaniem heterostruktury, tj. dwóch różnych materiałów półprzewodnikowych tworzących wspólną strukturę monokrystaliczną. Kontrola procesu wzrostu heterostruktur, powtarzalne sterowanie grubością poszczególnych warstw epitaksjalnych i ich składem oraz otrzymywanie heterostruktur o ostrych granicach metalurgicznych są podstawą sterowania rozkładem gęstości stanów energetycznych. Niejednorodności grubości i składu oraz chropowate granice rozdziału heterostruktur wpływają na zaburzenie rozkładu gęstości stanów i powodują utratę przez strukturę jej właściwości kwantowych.
Do wytwarzania heterostruktur z różnych materiałów półprzewodnikowych niezbędna jest znajomość mechanizmów wzrostu struktur epitaksjalnych, w tym struktur wieloskładnikowych i niskowymiarowych. Pierwszorzędnej wagi nabiera również optymalizacja procesów krystalizacji i umiejętność ich charakteryzacji. Chodzi tu przede wszystkim o określenie korelacji między parametrami heterostruktur, charakterystykami wyjściowymi struktur przyrządowych a parametrami procesów ich wzrostu. Podstawowym procesem wytwarzania heterostruktur jest epitaksja. Metodami, które spełniają kryteria wytwarzania nowoczesnych, zaawansowanych heterostruktur przyrządowych są epitaksja z zastosowaniem wiązek molekularnych (MBE - molecular beam epitaxy) oraz epitaksja z zastosowaniem związków metaloorganicznych (MOVPE - metalorganic vapour phase epitaxy). Dalszy postęp w technologii struktur przyrządowych, a szczególnie w technologii optoelektroniczno-mikrofalowych układów scalonych, jest związany z opracowaniem powtarzalnej technologii tzw. podłoży aktywnych. Podłoże aktywne zawiera wiele struktur epitaksjalnych, składa się z różnych materiałów i obszarów czynnych, zawierających struktury o obniżonej wymiarowości. Dzięki temu można w nich wytwarzać przyrządy dyskretne i realizować optyczne oraz elektryczne połączenia między nimi. Ważnym aspektem projektowania i optymalizacji procesów technologicznych jest stosowanie takiej sekwencji warstw epitaksjalnych, aby kolejne etapy wzrostu złożonej struktury podłoża aktywnego nie wpływały na właściwości warstw już wytworzonych. Podłoża aktywne powinny spełniać wymagania odnośnie do:
jednorodności grubości i składu na podłożach wyjściowych o średnicy 3 cali (lepiej niż 2%, co odpowiada np. kontroli grubości na poziomie 1-2 nanometrów),
gładkości granicy rozdziału (interfejsu) w heterostrukturze,
jednorodności właściwości optycznych i elektrycznych na całej powierzchni struktury,
doskonałości właściwości strukturalnych,
kompatybilności z technologią wytwarzania przyrządów dyskretnych i układów scalonych,
możliwości ich strukturyzacji przestrzennej (np. wytwarzania struktur typu mesa),
możliwości realizacji połączeń optycznych i elektrycznych zarówno wewnętrznych, jak i zewnętrznych.
λ(υ)→ inżynieria pasma zabronionego:
Eg (szerokość pasma zabronionego)
Struktury z efektami kwantowymi
Lokalne pole w nanostrukturze (δ-doping)
Zmieniając skład materiału AlxGa1-xAs możemy zmieniać szerokość przerwy wzbronionej, a nawet dopasować materiał do podłoża. Wcześniejsza struktura jest materiałem stosowanym dla długości fal w zakresie 1,3÷1,55μm.
Wykład 6 1.04.2004
-Materiały grupy AIIIBV są najczęściej stosowanymi związkami w przemyśle przy produkcji różnego rodzaju urządzeń. Są to związki przyszłościowe z których najczęściej stosowane są następujące związki: GaAs, InP, AlGaAs, InGaAs, GaInNAs, GaInNAAs,Sb
-Za ich pomocą możemy wytwarzać następujące struktury: kwantowe, naprężone, z balansem naprężeń, gradientowe (materiały w których w sposób płynny zmieniamy zawartość jednego pierwiastka)
-Technologia: MOVPE, MBE, strukturyzacja powierzchni, kontakty i międzypołączenia nanostruktur.
-Zastosowania mikroelektronika, optoelektronika, medycyna
Istotą tego wszystkiego jest to że materiały grupy AIIIBV mogą krystalizować (struktura kubiczna, blendy cynkowej, heksagonalna)
Najnowszą strukturą jest GINES (GaAsNAs).
EPITAKSJA
Epitaksją nazywa się proces wzrostu warstw monokrystalicznych na podłożu monokrystalicznym. Często epitaksję opisuje się jako zorientowany krystalograficzny wzrost warstwy monokrystalicznej, zachodzący na powierzchni zorientowanego krystalograficznie monokryształu podłożowego. Szybkość zarodkowania warstw epitaksjalnych w początkowej fazie osadzania i szybkość ich wzrostu zależą od temperatury, przesycenia (lub przechłodzenia) w fazie, z której jest realizowany proces wzrostu oraz od natury stosowanego podłoża.
Podłoże - jego właściwości strukturalne, orientacja, właściwości mechaniczne, stan i sposób przygotowania powierzchni przed procesem epitaksji silnie wpływają na proces krystalizacji osadzanej warstwy i jej charakterystyki. W wyniku krystalizacji struktura i orientacja krystalograficzna warstwy znajdują się w określonej relacji do struktury i orientacji kryształu podłożowego. Najczęściej struktura i orientacja warstwy epitaksjalnej odtwarzają dokładnie strukturę i orientację podłoża.
Wymagania stawiane procesowi epitaksji:
1. Struktura
Monokrystaliczna
Orientacja
Zgodność struktury do podłoża
Bezdefektowe
2. Właściwości mechaniczne
Stabilne mechanicznie
Płaszczyzny najlepszej łupliwości
3. Parametry elektryczne
Półizolacyjne (dla technologii planarnej ρ=107Ωcm)
Przewodzące (dla technologii krawędziowej)
4. Właściwości cieplne
Przewodność cieplna
5. Geometryczne
Określona grubość: (300÷400) ±15μm
Średnica
Płaskorównoległość ±10μm
6. Powierzchnia
Polerowana (do gładkości optycznej Δρ<10nm)
Koncentracja defektów EPD na poziomie 104 cm-2 (dla mikrofal) dla laserów 0!!
Utleniona powierzchnia nazywa się epi-ready.
Jeżeli podłoże oraz osadzany na nim materiał są takie same (np. krzem na krzemie, arsenek galu na arsenku galu) lub mają taką samą strukturę krystaliczną i prawie takie same parametry sieciowe, to mamy do czynienia z homoepitaksją. Wzrost warstwy jednego materiału na podłożu z innego materiału, gdy różnią się one się strukturą krystalograficzną i parametrami sieciowymi, nazywa się heteroepitaksją. W początkowej fazie badania procesów epitaksji uważano, że wzrost monokrystalicznych warstw epitaksjalnych jest możliwy tylko w przypadku takich materiałów, dla których różnica parametrów sieciowych Δao/ao (gdzie: a0- parametr sieci podłoża, Δao- różnica parametrów sieciowych podłoża i warstwy osadzanej na tym podłożu) nie przekracza k0,1%.
W większości zaawansowanych struktur przyrządowych i układów scalonych stosuje się podłoża aktywne. Podłoże aktywne zawiera wiele struktur epitaksjalnych, wytworzonych najczęściej z różnych materiałów. Zawiera też obszary aktywne ze strukturami niskowymiarowymi. Dzięki temu można wytwarzać przyrządy dyskretne i realizować optyczne oraz elektryczne połączenia między nimi. Ważnym aspektem projektowania i optymalizacji procesów technologicznych jest takie osadzanie warstw epitaksjalnych, aby kolejne etapy wzrostu złożonej struktury podłoża aktywnego nie wpływały na właściwości warstw już wytworzonych. Obszary czynne często są wytwarzane z wykorzystaniem heterostruktur lub heterozłączy.
Heterozłącze jest to układ dwóch różnych materiałów półprzewodnikowych tworzących wspólną strukturę monokrystaliczną. Do wielu zastosowań wytwarza się heterozłącza, w których różnica parametrów sieci jest duża, np. w heterostrukturach GaAs/Si- 4,1%, InGaAs/GaAs- 7%, GaN/Al2O3- 14%. Taka różnica parametrów sieciowych i jednocześnie występująca często różnica współczynników rozszerzalności termicznej podłoża i warstwy epitaksjalnej powodują dużą koncentrację defektów, które są generowane na granicy podłoże-warstwa epitaksjalna, a następnie propagowane ku powierzchni osadzanej warstwy. Wymienione niedopasowania są przyczyną naprężeń rozciągających lub ściskających, które powstają na granicy rozdziału heterostruktury. Proces heteroepitaksji musi więc być odpowiednio kontrolowany i sterowany, dotyczy to zarówno procesu zarodkowania, rozrostu zarodków, jak i ich zrastania się (koalescencji) w celu minimalizacji niedoskonałości struktury. W praktyce stosuje się rozwiązania pośrednie, np. zarodkowanie i wytwarzanie niskotemperaturowych warstw buforowych, osadzanie naprężonych warstw supersieci (SLS) lub warstw dopasowujących parametry sieciowe, które są stosowane bądź w relaksacji naprężeń, bądź jako warstwy pośrednie między podłożem a warstwą buforową (np. AlN osadzany na podłożu szafirowym przed naniesieniem GaN).
Supersieć jest to struktura krystaliczna, najczęściej półprzewodnikowa, w której na nośniki ładunku elektrycznego, oprócz periodycznego w przestrzeni konfiguracyjnej pola elektrycznego atomów sieci krystalicznej φl oddziałuje również pewne dodatkowe pole elektryczne, którego potencjał φsl jest również periodyczny w przestrzeni konfiguracyjnej, lecz z okresem d znacznie większym niż okres zmian potencjału φl który zależy od parametrów sieci krystalicznej. Warunkiem koniecznym, aby pole elektryczne periodycznej supersieci oddziaływało na nośniki ładunku, jest spełnienie nierówności: L>>d, w której: L- średnia droga swobodna nośnika ładunku w krysztale, d- okres zmian potencjału φsl.
Stosuje się wiele klasyfikacji supersieci heterozłączowych, ze względu na charakter zmian energii Ec i EV wartość powinowactwa elektronowego lub sposób wytwarzania. Szczególnym przypadkiem są struktury supersieciowe, które można klasyfikować ze względu na mechanizm transportu nośników ładunku. Rozróżnia się dwa przypadki:
1. Układ heterostruktur, w którym dwa materiały o różnej przerwie zabronionej występują przemiennie, przy czym warstwy z półprzewodnika o węższej przerwie zabronionej (np. związek potrójny InGaAs) są przedzielone grubymi warstwami półprzewodnika o szerszej przerwie zabronionej (np. GaAs). Nośniki ładunku w materiale z mniejszą szerokością pasma zabronionego nie mogą (np. na drodze tunelowania) przenikać przez otaczające go bariery GaAs. W takiej strukturze nośniki ładunku są silnie zlokalizowane w jednowymiarowych, kwantowych studniach potencjału.
Do najważniejszych właściwości takiej struktury można zaliczyć: kwantowy efekt rozmiarowy, podział głównych pasm energetycznych na podpasma, dwuwymiarowy charakter gazu elektronowego lub dziurowego (2DEG, 2DHG).
2. Warstwy półprzewodnika z szerokim pasmem zabronionym mają niewielkie grubości i możliwe jest tunelowanie nośników ładunku przez bariery potencjału między warstwami półprzewodnika z wąską przerwą. W strukturze tej występuje sprzężenie studni potencjału, a zjawiska w niej zachodzące są wywołane przez oddziaływania i transport w całej strukturze.
Ze względu na wartość powinowactwa elektronowego półprzewodników supersieci można podzielić na:
1. Supersieci heterozłączowe pierwszego rodzaju (np. GaAs-AlxGai_xAs) utworzone z półprzewodników, których przerwy energetyczne pokrywają się całkowicie (oddziaływania pomiędzy nośnikami poszczególnych warstw supersieci zachodzą między pasmami tego samego typu); są to supersieci kontrawariantne.
2. Supersieci heterozłączowe drugiego rodzaju (np. InAs-GaSb) wykonane z półprzewodników, których przerwy energetyczne znajdują się blisko siebie, ale się nie pokrywają lub pokrywają jedynie w niewielkim stopniu. W tego typu strukturach następuje oddziaływanie nośników różnych półprzewodników z różnych pasm energetycznych.
3. Supersieci „politypowe" (np. GaSb-AISb-InAs) - struktury wielowarstwowe utworzone z co najmniej trzech różnych półprzewodników. Oddziaływania między nośnikami mają w tym przypadku bardziej zróżnicowany i skomplikowany charakter.
Niezbędnymi warunkami otrzymania dobrej jakości krystalicznej struktury supersieci heterozłączowych są zgodność typu struktury krystalograficznej półprzewodników tworzących daną supersieć i dobre dopasowanie stałych sieciowych tych półprzewodników.
W układach wielokrotnych studni kwantowych stosuje się materiały, które różnią się nie tylko wartościami przerwy wzbronionej, ale w których wraz ze zmianą składu zwiększa się różnica stałych sieciowych Δa. Wiąże się to z generacją naprężeń i defektów na granicy heterostruktury. W warstwach o grubości większej od tzw. grubości krytycznej pojawia się relaksacja naprężeń i generacja defektów, głównie dyslokacji niedopasowania. Ze względu na rodzaj fazy, z której prowadzi się kontrolowany wzrost warstw krystalicznych, do podstawowych metod epitaksji zalicza się:
epitaksję z fazy ciekłej- LPE
epitaksję z fazy gazowej- VPE
epitaksję z wiązek molekularnych- MBE
epitaksję ze związków metaloorganicznych- MOVPE.
Wyk. 7 15.04.2004
Epitaksja
Podłoże - wymagania
Z definicji epitaksji wynika, że powinny być spełnione poniższe warunki:
Struktura krystalograficzna podłoża i warstwy należą do tej samej grupy przestrzennej, czyli oba materiały krystalizują w tej samej strukturze.
Wymiary komórek elementarnych podłoża i warstwy są do siebie zbliżone. Dopuszczalna różnica parametrów komórek zależy od właściwości materiałów (odporności na stres, współczynniki rozszerzalności termicznej itp.).
Przyjmuje się jednak pewne graniczne wartości różnic zwanych niedopasowaniem sieciowym , które definiowane jest jako stosunek różnicy parametru sieci warstwy i parametru sieci podłoża do średniego parametru warstwy i podłoża:
gdzie: |
|||
|
aL |
- |
parametr sieci warstwy, |
|
aS |
- |
parametr sieci podłoża, |
|
aav |
- |
wartość średnia parametru sieci, aav=(aL+aS)/2. |
W technice epitaksji z fazy ciekłej LPE:
dla nie większe niż 10-3 osadzanie nie powoduje powstawania nowych defektów w rosnącej warstwie,
dla nie mniejsze niż 10-3 w warstwie przejściowej między podłożem a osadzaną warstwą generowane są dyslokacje lub utrudnione jest zarodkowanie.
W technikach MOVPE i MBE, w których możliwe jest uzyskanie dużo wyższych przesyceń niż w LPE, granicą jest nie większe niż 10-1.
Zarodki najchętniej lokują się w miejscach energetycznie najbardziej korzystnych, tzn. na defektach sieci i zanieczyszczeniach. Mogą to być zerwane wiązania w krysztale np. stopnie atomowe na powierzchni, defekty sieci. Ogólnie rzecz biorąc, defekty są odtwarzane przez rosnąca warstwę. Podłoże powinno być więc możliwie bezdefektowe i mieć czystą powierzchnię.
Konieczna jest stabilność temperaturowa podłoża w temperaturach epitaksji.
Możliwie zbliżone współczynniki liniowej rozszerzalności termicznej podłoża i warstwy.
Stabilność chemiczna podłoża w obecności reagentów.
Odwzorowywane są defekty, a w szczególności defekty śrubowe, na których proces zarodkowania zachodzi szczególnie chętnie, ze względu na najniższą potrzebną energię formowania zarodka. Praktycznie rzecz biorąc zawsze obserwuje się w warstwach epitaksjalnych defekty śrubowe. Rosną one aż do powierzchni warstwy.
W technikach osadzanie z fazy gazowej często stosowanym zabiegiem jest użycie podłoży skośnych, tzn. pochylonych. Powierzchnia podłoża nie ma dokładnej orientacji np. (100) dla GaAs, ale orientację (100) z odchyłką o 2-4 stopni kątowych w stronę osi [110].
Co to daje? Przy takim cięciu monokryształu na powierzchni podłoża uwidaczniają się stopnie atomowe. Charakteryzują się one zerwanymi, niewysyconymi wiązaniami chemiczno-krystalicznymi. Osiadające na powierzchni podłoża aglomeraty np. GaAs czy też pojedyncze atomy galu lub arsenu migrują po powierzchni (przy sprzyjających warunkach - odpowiednia temperatura i czas) w stronę krawędzi stopni atomowych i tam podłączają się do kryształu podłoża. Zarodziowanie, które odbywa się w ten sposób, przyspiesza wzrost warstwy nawet o rząd.
Sterowanie procesem
Kinetyka wzrostu
Epitaksja selektywna oraz epitaksja na profilowanym podłożu
Dla szeregu zastosowań (mikrosystemy, optoelektronika, układy scalone) potrzebne jest wytworzenie struktur przestrzennych, takich jak np. rowki (V- i U-rowki), wyspy mesa czy światłowody planarne. Robi się to po to, aby można było sprzęgać układy mikroelektroniczne z optoelektronicznymi i mikromechanicznymi, a także z czujnikami różnego rodzaju.
Na rys. 1 przedstawiono schematycznie procesy selektywnej epitaksji i epitaksji na profilowanym podłożu. Różnica między tymi technikami polega na tym, że epitaksja selektywna odbywa się na podłożu zamaskowanym dielektrykiem i warstwa osadzana jest w oknach, zaś w przypadku epitaksji na profilowanym podłożu wytrawiane są różne kształty w podłożu (najczęściej prostokąty). Następnie usuwana jest maska i warstwa osadzana jest na dnie zagłębienia, na zboczach i na powierzchni podłoża.
Rys.1. Schematyczne przedstawienie procesu epitaksji selektywnej a) i epitaksji na podłożu profilowanym b).
W technice heteroepitaksji stosuje się czasem pewien rodzaj epitaksji selektywnej - metodę ELOG (Epitaxy Lateral OverGrowth), której zasada pokazana została na rys. 2. Stosowana ona jest przy osadzaniu warstw heteroepitaksjalnych o dużym niedopasowaniu do podłoża (duże różnice stałych sieciowych, inna struktura krystaliczna - typ komórki elementarnej) i pozwala na zmniejszenie wpływu podłoża na osadzane warstwy oraz obniżenie koncentracji defektów i dyslokacji śrubowych, które propagują się od warstwy przejściowej do powierzchni.
Metody osadzania selektywnego lub na podłożu profilowanym umożliwiają otrzymywanie różnych struktur. Na rys. 3 pokazano metodę otrzymywania ostrzy z azotku galu do zastosowań w elektronice próżniowej (zimna emisja polowa - płaskie panele wyświetlaczy). Można też wytworzyć różnego rodzaju struktury przedstawione na rys. 4 i 5, które mogą być wykorzystane przy konstrukcjach mikromechanicznych.
Rys.2 Schemat technologii ELOG z zastosowaniem epitaksji selektywnej do wytwarzania wysokiej jakości warstw epitaksjalnych azotku galu
Rys.3 Wytwarzanie ostrzy z GaN: schemat procesu wzrostu ostrzy a) i matryca ostrzy b)
Struktury przedstawione na rys. 4b-e uzyskuje się w następujący sposób: na podłożu Si osadza się warstwę GaAs, na niej zaś warstwę AlxGa1-xAs (0,4<x<1) i znowu GaAs. Za pomocą fotolitografii otwiera się okna w warstwie GaAs i trawi selektywnie (Al,Ga)As aż do powierzchni krzemu (rys. 5a). Następnie osadza się dalej GaAs. Można też wykorzystać właściwości trawionego selektywnie krzemu w układzie jak na rys. 5b. Uzyskuje się w ten sposób obszary o wymiarach 200x250m.
Rys.4. Przykłady heterostruktur GaAs/Si osadzanych selektywnie: a) pasek mesa, b) pasek mesa z podtrawianiem, c) wisząca płaszczyzna z jednym wspornikiem, d) wisząca płaszczyzna z dwoma wspornikami, e) wisząca płaszczyzna z czterema wspornikami.
Rys.5. Propozycja kroków technologicznych w wytwarzaniu wiszących płaszczyzn.
Techniki epitaksji
Metody wytwarzania warstw epitaksjalnych związków półprzewodnikowych AIIIBV
Technologie osadzania warstw epitaksjalnych krzemu i związków AIIIBV są drogie i wymagają stosowania skomplikowanej aparatury. Jednakże w wielu przypadkach epitaksja jest jedyną metodą umożliwiającą uzyskanie struktury, w której można wytworzyć przyrządy półprzewodnikowe o żądanych parametrach.
Większość przyrządów półprzewodnikowych wykonywana jest z krzemu. Są jednak takie dziedziny elektroniki, w których niezbędne jest stosowanie półprzewodników AIIIBV np.: mikrofalowe systemy komunikacyjne, systemy radarowe i nawigacji mikrofalowej, mikrofalowe urządzenia pomiarowe i kontrolne, źródła promieniowania świetlnego (w tym również pasmo podczerwieni i ultrafioletu) - LED-y i lasery, oraz detektory promieniowania.
Przez pojęcie techniki epitaksjalnej rozumieć należy proces wzrostu monokrystalicznej warstwy półprzewodnika na monokrystalicznym podłożu, w kierunku krystalograficznym, zgodnym z orientacją podłoża. Wzrastająca warstwa przedłuża strukturę kryształu podłoża - stąd termin epitaksjalny, który wywodzi się z greckiego epi - na i taksis - uporządkowanie. Odwzorowywana jest struktura podłoża - orientacja przestrzenna podłoża, kształt i wielkość komórki elementarnej (homoepitaksja). Przy krystalizacji innego materiału niż materiał podłoża (przypadek heteroepitaksji) może zachodzić przejściowa deformacja komórki - na obszarze od kilku do kilkudziesięciu stałych sieciowych.
Materiał epitaksjalny osadzany jest w temperaturze znacznie niższej niż temperatura topnienia tego materiału. Zmniejsza to ilość zanieczyszczeń w warstwie epitaksjalnej.
Ogólnie rzecz biorąc wyróżnia się 4 główne techniki epitaksjalne (istnieje ich więcej, ale są to raczej modyfikacje tych czterech):
LPE - Liquid Phase Epitaxy - epitaksja z fazy ciekłej,
VPE - Vapor Phase Epitaxy - epitaksja z fazy gazowej,
MBE - Molecular Beam Epitaxy - epitaksja z wykorzystaniem wiązek molekularnych,
MOVPE - Metal Organic Vapor Phase Epitaxy - epitaksja z fazy gazowej z wykorzystaniem związków metaloorganicznych.
Epitaksja selektywna i na profilowanym podłożu
LPE
Metoda epitaksji z fazy ciekłej polega w skrócie na:
wytworzeniu roztworu osadzanego materiału w rozpuszczalniku (np. GaAs w galu),
homogenizacji roztworu (od 7-8 godzin do kilkudziesięciu godzin),
zalaniu podłoża nasyconym roztworem (stopem), a następnie
osiągnięciu przesycenia.
Rys. 1: Diagram fazowy układu podwójnego Ga-As.
Przesycenie osiąga się poprzez wytworzenie gradientu temperatury. Powolne obniżanie temperatury (rzędu 0,1K/min.) powoduje zmniejszenie rozpuszczalności materiału rozpuszczonego w rozpuszczalniku. Dzięki temu następuje zmiana fazy - część substancji rozpuszczonej przechodzi z roztworu do fazy stałej i np. krystalizuje na podłożu.
W technice LPE występuje zjawisko segregacji materiału, dzięki któremu zanieczyszczenia wbudowują się w dużo mniejszym stopniu niż w innych technikach.
Rys.2. Prosty układ poziomy (przechylany) osadzania warstw epitaksjalnych w technice LPE.
W technice tej uzyskuje się bardzo wysokiej jakości warstwy epitaksjalne: mała ilości defektów strukturalnych i zanieczyszczeń, ostra granica metalurgiczna. Proces osadzania zachodzi w warunkach zbliżonych do równowagowych. Ograniczeniem tej techniki osadzania jest mała powierzchnia efektywna związana z efektem krawędziowym wzrostu i niemożliwość uzyskania warstw supersieci i studni kwantowych. Metoda czuła termicznie. Jest to metoda fizyczna otrzymywania struktur epitaksjalnych.
Technika ta jest obecnie rzadko stosowana.
VPE
Do wytwarzania struktur epitaksjalnych AIIIBV stosuje się metodę wodorkową i chlorkową (halogenkową). Technikę tę stosuje się praktycznie tylko do otrzymywania związków galu. W technice tej jako źródło galu stosuje się metaliczny gal.
Metoda wodorkowa HVPE.
Nazwa metody wywodzi się ze stosowania jako źródła pierwiastków V grupy układu okresowego wodorków (np. arsenu AsH3 czy fosforu PH3 lub amoniaku NH3).
Technika ta zostanie omówiona na przykładzie stanowiska do otrzymywania warstw GaN (rys.3). Stosowane są stosunkowo proste stanowiska technologiczne - 3- lub 5-cio strefowy piec oporowy, trzy linie gazowe. Łódka kwarcowa zawierająca metaliczny gal (chlorator) znajduje się w strefie co najmniej 850°C - po przepuszczeniu nad galem gazowego HCl rozcieńczonego wodorem powstaje lotny monochlorek galu, który transportowany jest do strefy osadzania. Po drodze miesza się on z amoniakiem. W wysokich temperaturach monochlorek galu i amoniak ulegają rozpadowi. W strefie osadzania (temperatura ok. 1000-1050°C) atomowy azot i atomowy gal łączą się i osadzają m.in. na podłożu (np. szafirowym).
Rys.3. Schemat stanowiska HVPE do otrzymywania warstw GaN. Azot używany jest jako gaz płuczący w czasie postoju, załadunku i rozładunku reaktora. Wodór jest gazem nośnym używanym w czasie procesu.
Metoda chlorkowa.
Główna różnica między metodą wodorkową a chlorkową polega na stosowaniu w metodzie chlorkowej jako źródła pierwiastków V grupy układu okresowego gazowych związków arsenu lub fosforu: AsCl3 i PCl3. Metoda ta była rzadziej stosowana niż metoda wodorkowa.
Jest to metoda chemiczna otrzymywania warstw epitaksjalnych. Metoda czuła termicznie. Występują tu stosunkowo duże szybkości osadzania. Osadzać można tylko te pierwiastki, których związki udało się przeprowadzić w stan gazowy - otrzymuje się proste związki półprzewodnikowe typu GaAs czy GaP.
Technika VPE po latach zapomnienia przeżywa renesans związany z możliwością stosunkowo łatwego otrzymywanie grubych warstw azotku galu (10 - 500μm), które używane są (na razie na skalę laboratoryjną) jako podłoża do epitaksji struktur związków azotków grupy III układu okresowego o stosunkowo małej ilości defektów.
MBE i pochodne
MBE (Molecular Beam Epitaxy - epitaksja z wiązek molekularnych) jest bardzo wyrafinowaną techniką osadzania cienkich warstw. Umożliwia ona osadzanie bardzo cienkich warstw rzędu nm o ściśle określonym składzie chemicznym i precyzyjnym rozkładzie profilu koncentracji domieszki. Możliwe jest to dzięki doprowadzaniu do podłoża składników warstwy oddzielnymi wiązkami molekularnymi. Całość procesu odbywa się w komorze ultrawysokiej próżni (Ultra High Vacuum - UHV) - ciśnienie rzędu 10-9Pa. Typowe stanowisko MBE wyposażone jest w efuzyjne komórki Knudsena ze źródłami pierwiastków i związków z indywidualnymi mechanicznymi przesłonami oraz w RHEED.W metodzie tej wykorzystuje się głównie zjawiska fizyczne w celu otrzymania warstw epitaksjalnych.
Blok grzejny podłoża.
Blok grzejny podłoża spełnia dwie ważne funkcje: pozycjonuje podłoże na przecięciu się różnych wiązek molekuł i atomów oraz ogrzewa go do temperatury wzrostu warstw. Blok może być obracany i pochylany. W typowych zastosowaniach blok grzejny ma temperaturę rzędu 200÷700°C. Temperatura podłoża jest parametrem, za pomocą którego sterujemy kinetyką wzrostu warstw. Właściwa temperatura powoduje, że docierające do podłoża atomy mają wystarczającą energię do dyfuzji po jego powierzchni i znalezienia odpowiedniego miejsca w krystalizującej warstwie. Bloki wykonywane są z molibdenu lub tantalu. Podłoże jest dostarczane do bloku zdalnie poprzez śluzę w celu uniknięcia zanieczyszczenia bloku.
Komórki efuzyjne źródeł.
Komórki efuzyjne, wykonane najczęściej z pirolitycznego azotku boru (PBN), umożliwiają otrzymywanie atomowych lub molekularnych wiązek składników osadzanej warstwy, które są kierowane na grzane podłoże. Komórki są grzane radiacyjnie przez grzejniki elektryczne z regulacją temperatury z dokładnością lepszą niż ± 0,1K. Są one termicznie odizolowane od reszty aparatury dyszami chłodzonymi ciekłym azotem, które poza tym kolimują wiązkę. Jednocześnie kriopompowanie i termiczna izolacja od reszty urządzenia minimalizuje odgazowanie. Każda komórka ma własną przesłonę mechaniczną umożliwiającą jej otwarcie lub zamknięcie. Typowe komórki mogą osiągnąć temperaturę rzędu 1600°C, a w wykonaniach specjalnych do 2000°C.
Schematyczne przedstawienie systemu MBE.
Temperatura źródła zależy od rodzaju materiału i żądanego stężenia reagentu. Komórki efuzyjne zapewniają stabilną szybkość parowania (rzędu 1%) przez okres wielu godzin. Stabilność ta jest wymagana ze względu na skład i grubość warstw. Metale trudno topliwe (np. wolfram, tantal czy niob) parowane są przy pomocy działa elektronowego.
Przesłony mechaniczne.
Indywidualne przesłony mechaniczne pozwalają na sterowanie transportem masy do podłoża. Wykonywane są one z materiałów trudno topliwych, muszą jednocześnie być lekkie, aby możliwe było szybkie i dokładne odsłonięcie lub zasłonięcie wylotu źródła oraz odporne mechanicznie - przy wzroście złożonych struktur konieczne jest częste (nawet setki razy w jednym procesie osadzania) cykliczne otwieranie i zamykanie przesłon.
System pompowy UHV.
System pompowy UHV jest niezbędny w celu uzyskania wysokiej próżni w komorze reakcyjnej, m.in. aby zminimalizować ilość zanieczyszczeń tła. Typowe ciśnienie przy podłożu podczas parowanie jest rzędu 10-3÷10-2 Pa. Przy osadzaniu warstw półprzewodnikowych konieczne jest zachowanie poziomu elektrycznie aktywnych zanieczyszczeń poniżej 0,1 ppm (tzn. ~1016cm-3), a powinno być poniżej 1 ppb (tzn. ~1014cm-3). Aby spowodować takie odpompowanie zanieczyszczeń tła gazowego w komorze roboczej MBE, konieczne jest uzyskanie próżni rzędu 10-9Pa (poziom ppm) i rzędu 10-12 Pa (poziom ppb). Poziom koncentracji zanieczyszczeń w warstwach rzędu 1014cm-3 jest granicznym osiągalnym poziomem w nowoczesnych stanowiskach MBE.
Tzw. "czystą próżnię" uzyskuje się dzięki pompom turbomolekularnym i jonowym. Wspomagające pompowanie odbywa się dzięki chłodzonym ciekłym azotem sublimatorom tytanowym i kriopanelom.
RHEED.
Piątym, dosyć ważnym i często stosowanym, elementem stanowiska MBE jest urządzenie do dyfrakcji odbiciowej elektronów o dużych energiach (RHEED). Umożliwia ono kontrolę in-situ szybkości wzrostu i jakości krystalicznej warstwy. Można śledzić rekonstrukcję powierzchni podczas wzrostu (in situ). RHEED jest często sprzężony z komputerem sterującym otwieraniem i zamykaniem przesłon komórek efuzyjnych. Uzyskuje się wtedy bardzo płaskie powierzchnie warstw epitaksjalnych.
Typowe szybkości osadzania warstwy nie przekraczają 20 nm/min., a z reguły są dużo mniejsze - rzędu kilku nm/min. Rozwijają się też nowe techniki takie jak np. MOMBE (Metalorganic MBE), GSMBE (Gas Source MBE). Główna różnica polega na zastąpieniu wszystkich (lub części) źródeł tradycyjnych źródłami zawierającymi związki metaloorganiczne. Dodatkowo wprowadza się czasem niskoenergetyczną implantację jonową (podczas wzrostu warstwy), atmosferę zjonizowanego wodoru (uzyskiwanie warstw typu p) czy promieniowanie świetlne (stymulacja rozpadu reagentów - nie ma wtedy potrzeby przełączania zaworów czy otwierania lub zamykania przesłony)
MOVPE
MOVPE (Metal Organic Vapor Phase Epitaxy - epitaksja z fazy gazowej z użyciem związków metaloorganicznych) zwane również MOCVD (Metal Organic Chemical Vapor Deposition - osadzanie z par chemicznych związków metaloorganicznych) jest techniką epitaksjalną, polegającą na osadzaniu warstw ze związków metaloorganicznych, przy czym reagenty znajdują się w fazie gazowej. Osadzanie zachodzi przy ciśnieniu atmosferycznym lub obniżonym (LPMOVPE) do 70÷100Tr (w obu przypadkach w systemie rury otwartej). Minimalne szybkości wzrostu warstw są rzędu kilku nm/min., zaś najczęściej stosowane to 15 ÷ 25 nm/min.
MOVPE jest w odróżnieniu od MBE metodą chemicznego wytwarzania struktur epitaksjalnych.
W przypadku epitaksji związków AIIIBV źródłami pierwiastków III grupy układu okresowego są związki metaloorganiczne (związki alkilowe), a pierwiastków V grupy - halogenki pierwiastków tej grupy (najczęściej wodorki) bądź ich mieszaniny z analogicznymi związkami metaloorganicznymi. Czasami stosowane są także samodzielnie występujące związki metaloorganiczne pierwiastków grupy V.
Schematyczne przedstawienie systemu MOVPE.
Gaz nośny (najczęściej wodór) przepływając przez saturator nasyca się parami związku metaloorganicznego, których stężenie określone jest temperaturą saturatora i transportuje te opary do reaktora. Tu dostarczane są także wodorki V grupy oraz (ewentualnie) domieszki. Jednorodna mieszanina gazów ulega w wysokiej temperaturze pirolizie i dochodzi do grzanego podłoża w postaci atomów lub cząsteczek osadzanej substancji, które są wiązane na jego powierzchni.
Reakcję chemiczną, opisującą proces osadzania warstwy można przedstawić ogólnie w następujący sposób:
AR 3(g) + BH 3(g) → AB(s) + 3RH(g) (1)
Gdzie: |
|||
|
AR 3 |
- |
związek metaloorganiczny pierwiastka III grupy, |
|
BH 3 |
- |
wodorek pierwiastka V grupy. |
Związki metaloorganiczne grupy III układu okresowego to najczęściej metylki lub etylki, np.: TMGa - trójmetylek galu, TEGa - trójetylek gal.
W reaktorze proces przebiega zgodnie z reakcją (1) w warunkach dalekich od równowagi chemicznej, to znaczy, że dla typowych jego parametrów może zachodzić jedynie osadzanie.
Jest to bardzo istotna różnica w porównaniu z LPE - techniką quasi-równowagową, gdzie zachodzi równocześnie osadzanie i rozpuszczanie warstwy, a wynikowy kierunek i szybkość procesu silnie zależą od temperatury. Kinetyką wzrostu w technice MOVPE jest stosunkowo łatwo sterować. Jest ona względnie mało czuła na zmiany temperatury procesu (dopuszczalne wahania ± 5K).
Skład fazy stałej, w stosowanych powszechnie warunkach wzrostu, makroskopowo regulowany jest przez sterowanie stosunkami ciśnień cząstkowych związków metaloorganicznych i wodorków w reaktorze. Mikroskopowo, od strony zjawisk fizykochemicznych zachodzących w otoczeniu podłoża, skład osadzanej warstwy jest określony dyfuzją cząstek przez przygraniczny obszar fazy gazowej. Tak więc współczynnik segregacji większości stosowanych składników jest zbliżony do jedności i jest praktycznie niezależny, w stosowanym zakresie parametrów, od temperatury. Fakt ten umożliwia w prosty sposób osadzanie i sterowanie składem związków potrójnych i poczwórnych AIIIBV, podczas gdy np. w LPE współczynnik segregacji Al jest tak duży, że niemożliwe jest uzyskanie jednorodnych pod względem składu warstw (Al,Ga)As.
Technika MOVPE jest mniej skomplikowana pod względem realizacji aparaturowej od klasycznej VPE. Wymagany jest przede wszystkim szczelny reaktor i grzanie indukcyjne lub radiacyjne (lampy halogenowe) grafitowej podstawy podłoża. Mała czułość na zmiany temperatury procesu, łatwość sterowania składem osadzanej warstwy oraz możliwość otrzymywania jednorodnych struktur na dużych powierzchniach, zadecydowały o tym, że w technologii MOVPE stosunkowo prosto można otrzymać wielowarstwowe heterostruktury o pożądanych parametrach, aż do wielokrotnych studni kwantowych włącznie.
Powyższe zalety MOVPE oraz jakość warstw niewiele ustępująca w wielu przypadkach jakości warstw otrzymywanych w urządzeniach MBE, spowodowały znaczny wzrost nakładów na badania związków metaloorganicznych, które są stosowane do otrzymywania warstw epitaksjalnych. Wadą MOVPE jest toksyczność i wybuchowość związków chemicznych i gazów oraz możliwość niezamierzonego domieszkowania warstw węglem.
Mechanizm wzrostu warstw epitaksjalnych.
Proces epitaksjalnego nanoszenia warstw techniką MOVPE opisany zostanie na przykładzie grupy związków najczęściej stosowanych do otrzymywania GaAs. Zjawiska tam występujące są charakterystyczne również dla innych reagentów.
Poszukiwane są nowe źródła komponentów, które zapewniałyby większe bezpieczeństwo pracy i lepsze parametry elektryczne i strukturalne otrzymywanych warstw.
A. zamiast toksycznych wodorków pierwiastków grupy V, stosuje się czasem związki metaloorganiczne:
trójmetylek arsenu (TMAs)
dwuetylek arsenu (DEAs)
trójetylek fosforu (TEP)
B. Domieszki typu p można otrzymać z:
dwumetylku cynku (DMZn)
dwumetylku kadmu (DMCd)
dwuetylek cynku (DEZn)
dwuetylku berylu (DEBe)
dwucyklopentadienylu magnezu (Cp Mg)2
Domieszki typu n, obok powszechnie stosowanych wodorków (H2Se, H2S i iH4) dają:
dwusilna Si2H6)
germanowodór (GeH4)
dwumetylek cyny (DMSn)
czteroetylek cyny (TESn)
Tych dwóch ostatnich używa się, gdy pierwiastki grupy V zawarte są w związkach metaloorganicznych
D. Źródłami telluru dla materiałów AIIIBV typu n i AIIBVI np. (Cd, Hg)Te są:
dwumetylek telluru (DMTe)
dwuetylek telluru (DETe)
E. Aby uzyskać warstwy półizolacyjne stosuje się :
alkeny (węglowodory etylenowe, definy) żelaza
trójetoksywanadyl (VO(OC2H5)3)
heksakarbonylochrom.
Mechanizm rozpadu związków metaloorganicznych w obecności podłoża w wysokiej temperaturze nie został dotąd do końca wyjaśniony. W celu jego poznania prowadzone są badania kinetyki procesu, które umożliwiają określenie kolejności następujących po sobie reakcji oraz wyznaczenie stałych szybkości reakcji, zachodzących pomiędzy związkami wyjściowymi w danym procesie. Stężenia reagentów i produktów reakcji są określane liczbowo metodą spektroskopii mas lub spektroskopii w podczerwieni.
Na podstawie wielokrotnie powtarzanych doświadczeń wyznacza się stałą szybkości reakcji k z prawa Arrheniusa:
k = A·exp(-Ea/RT)
gdzie: |
|||
|
Ea |
- |
energia aktywacji reakcji, |
|
A |
- |
współczynnik reakcji. |
Na rysunku poniżej przedstawiono rezultaty badań stabilności różnych cząsteczek, wykorzystywanych w MOVPE jako związki wyjściowe. Z przedstawionej zależności widać, że:
związki etylu pierwiastków grupy III są mniej stabilne niż związki metylu,
wodorki rozpadają się przy stosunkowo wysokich temperaturach.
Konwersja w funkcji temperatury dla kilku związków źródłowych stosowanych w MOVPE. Doświadczenie prowadzono z każdym związkiem osobno w atmosferze wodoru [6].
Na powyższym rysunku przedstawiono rezultaty badań stabilności różnych cząsteczek, wykorzystywanych w MOVPE jako związki wyjściowe. Z przedstawionej zależności widać że:
a) związki etylu pierwiastków grupy III są mniej stabilne niż związki metylu
b) wodorki rozpadają się przy stosunkowo wysokich temperaturach
Niestabilność temperaturową etylków tłumaczy się osłabieniem w tych związkach siły wiązania pomiędzy atomami metalu i węgla.
W cząsteczkach metal-grupa etylowa pierwszym krokiem ich rozpadu jest najprawdopodobniej reakcja β-eliminacji i oderwanie atomu wodoru od atomu wegla centralnego, co osłabia tym samym wiązanie metal-węgiel.
W cząsteczkach metal-grupa metylowa pierwszy etap procesu rozpadu polega na oderwaniu całej grupy metylowej. Zerwaniu wiązania metal-alkil towarzyszy powstanie wolnych rodników (tj. cząsteczek z jednym niesparowanym elektronem). Rodniki takie są, oczywiście, wysoko reaktywne i biorą udział w dalszych reakcjach łańcuchowych. Na przykład w przypadku TMGa, reakcja rozkładu cząsteczki metal-grupa organiczna przebiega kilkuetapowo:
Jeśli gazem nośnym jest wodór zachodzi reakcja (4):
W wyniku jej powstają cząsteczki metanu i rodniki wodoru. Zaobserwowano, że rodniki wodorowe powstające w wyniku reakcji (4) są odpowiedzialne także za rozpad TMGa zgodnie z reakcją:
Reakcja (5) zachodzi równolegle z (2), co powoduje zwiększoną szybkość rozpadu TMGa w obecności wodoru. Tak więc rozpad ten następuje przy niższych temperaturach (pomiędzy 380°C a 450°C). W atmosferze azotu rozkład TMGa obserwuje się tylko w temperaturach powyżej 500°C.
Z badań wynika także, że ze wzrostem temperatury rośnie stosunek CH4 / TMGa (CH4 / TMGa ≥ 3 w temperaturach wyższych niż 465°C).
Reakcję rozpadu TMGa w wodorze można zatem zapisać w następujący sposób:
2Ga(CH3)3 + 3H2 → 2Ga + 6CH4 (6)
Oznacza to, że reakcja (4) jest niezbędna do uwolnienia galu z ostatniej grupy metylowej. Wynika stąd, że wodór, stosowany jako gaz nośny, odpowiada również za końcowy etap rozpadu TMGa.
Okazuje się, że całkowita energia aktywacji rozpadu TMGa jest mniejsza niż energia dysocjacji monometylku galu (ok. 82 kcal/mol). Dlatego ostatni etap rozpadu (demetylacji) TMGa powinien być zapisany w postaci:
Energia aktywacji rozpadu w tym przypadku jest mniejsza niż 60 kcal/mol. Czynnikiem ograniczającym szybkość przebiegu reakcji rozpadu TMGa pozostaje reakcja (2) - odpowiedzialna za oderwanie pierwszej grupy metylowej.
Spektroskopia absorpcyjna nie wykazała w fazie gazowej produktów rozpadu TMGa obecności atomów galu. Nie wiadomo zatem, czy pojawienie się atomów Ga z TMGa na drodze homogenicznej ma faktycznie miejsce w fazie gazowej czy na powierzchni wzrostu. Nie stwierdzono wzrostu szybkości reakcji przy zwiększeniu powierzchni wzrostu. Oznacza to, że katalityczna reakcja powierzchniowa nie stanowi również decydującego czynnika w procesach rozkładu.
Stwierdzono jednoznacznie, że stosowanie małych wartości stosunków V/III (mniejszych niż 40) powoduje wbudowywanie się węgla w warstwę epitaksjalną i otrzymanie domieszki typu p na poziomie do k·1016 cm-3. Znaczące zanieczyszczenia mogą wnosić do warstw epitaksjalnych (otrzymywanych tą metodą): krzem, german, cynk i tlen.
W publikacjach np. Stringfellowastwierdzono, że:
Szybkość wzrostu warstwy epitaksjalnej GaAs jest liniowo zależna od stężenia TMGa (AsH3 powinien występować w nadmiarze).
Szybkość wzrostu jest niezależna od temperatury, jeśli jej wartość mieści się w zakresie od 650 do 775°C. Przy wyższych temperaturach obserwuje się spadek tej szybkości.
Gdy ciśnienie w reaktorze wynosi około 100 Tr, to proces wzrostu nie zależy od temperatury i koncentracji stosowanego w nadmiarze AsH3.
Na podstawie powyższych danych oraz analizy termodynamicznej zbudowano model epitaksjalnego wzrostu warstwy uwzględniający mechanizm Langmuira-Rideala. Zakłada on, że wolne rodniki metylku galu docierają do powierzchni narastającego materiału i dopiero tam wchodzą w reakcję z zaadsorbowanym w warstwie przypowierzchniowej arsenem.
Większość obserwowanych reakcji miała charakter heterogeniczny, zachodziła zgodnie z mechanizmem Langmuira-Hinshelwooda. Całości towarzyszyło stopniowe uwalnianie się cząsteczek metanu. Zauważono także, że produkty pośrednie Ga(CH3)2 i AsH3 katalizują dalsze procesy rozkładu TMGa i AsH3. Dalsze badania wykazały, że TMGa rozpada się w temperaturze powyżej 500°C i jego obecność przyśpiesza rozkład AsH3
Zależność szybkości wzrostu od temperatury procesu.
Badania mechanizmu wzrostu GaAs wykonano w zakresie temperatur od 450 do 1050°C. Na rys. 7 przedstawiono zależność szybkości wzrostu GaAs od temperatury podłoża GaAs o orientacji (100). Wyróżnić można tu trzy podzakresy:
podzakres T < 600°C.
W zakresie niskotemperaturowym szybkość osadzania silnie zależny od temperatury (energia aktywacji wynosi około 80 kJ/mol). Stwierdzono, że:
w temperaturach niższych niż 600°C szybkość osadzania rośnie wolniej niż liniowo wraz ze wzrostem stężeń TMGa i AsH3. Zjawisko to tłumaczy model Langmuira-Hinshelwooda (adsorpcja obu rodzajów cząsteczek zachodzi w większym stopniu niż ich reakcja na podłożu),
energia aktywacji procesu wzrostu nie zależy od właściwości chemicznych atomów grupy III i V. Natomiast jej wartość wyznaczona doświadczalnie odpowiada energii aktywacji desorpcji H2 z powierzchni GaAs. Można więc założyć, że desorpcja wodoru z powierzchni GaAs ogranicza szybkość wzrostu,
jeżeli proces prowadzony jest w zakresie 450 - 500°C i stosunek ilości arsenu do TMGa jest mniejszy od jedności, to ma miejsce mechanizm wzrostu VLS (Vapor Liquid Solid). Prowadzi to do powstania kryształków włoskowych (whiskers). W tych warunkach TMGa rozkłada się przeważnie na powierzchni, a ponieważ odbywa się to w atmosferze H2, to zaczynają się tworzyć kropelki ciekłego Ga, z których następnie wykrystalizowują kryształki GaAs.
podzakres T > 800°C.
Zmniejszenie szybkości wzrostu warstwy w tym zakresie tłumaczy się tym, że wzrost temperatury powoduje duże stężenie aktywnych chemicznie atomów na powierzchni. Sprzyja to homogenicznemu zarodkowaniu i niepożądanemu, pasożytniczemu, osadzaniu się warstw. Przy mniejszych wartościach stężeń składników gazowych i bardziej opływowych kształtach komory reakcyjnej przeważać będą procesy heterogeniczne.
podzakres 600°C < T < 800°C.
W zakresie średnich temperatur, najbardziej interesującym ze względów technologicznych, wzrost epitaksjalny zależy od szybkości dyfuzji cząsteczek o mniejszym stężeniu (składników zawierających Ga) do powierzchni podłoża, a więc ograniczony jest transportem masy do podłoża. Szybkość wzrostu jest zależna od ciśnienia cząstkowego TMGa.
Skład chemiczny chmury cząsteczek zmierzających do powierzchni narastającej warstwy będzie określony przez warunki jakie panują we wnętrzu reaktora:
niskie koncentracje cząsteczek i szybki ich transport powodują przybywanie do podłoża pojedynczych cząstek Ga i AsH3,
wyższe stężenia reagentów i zaburzenia przepływu gazu nośnego sprzyjają tworzeniu kompleksów Ga-As (zarodków GaAs) w fazie gazowej.
W typowych warunkach wzrostu GaAs w technice MOVPE, tzn. przy T=700°C, pTMGa=10-4 atm, pAsH3=2·10-3 atm, najprostszy opis polega na stwierdzeniu, że etapem ograniczającym szybkość wzrostu jest dyfuzja związków galu ze strumienia gazu poprzez warstwę przygraniczną do powierzchni podłoża. Podczas dyfuzji cząsteczki TMGa częściowo rozpadają się do monometylku galu i w takiej formie docierają do podłoża, na którym znajdują się zaadsorbowane cząstki AsH3. Oderwanie grupy metylowej następuje za pośrednictwem wodoru pochodzącego z zaadsorbowanej cząstki AsH3.
Zależność szybkości wzrostu od czasu osadzania warstwy v=f(t)
Opanowanie technologii MOVPE i określenie korelacji między warunkami wzrostu a parametrami otrzymywanych warstw jest niezbędne dla opracowania technologii przyrządów półprzewodnikowych.
W Laboratorium Przyrządów Półprzewodnikowych I-25 PWr. wykonano szereg eksperymentów w celu określenia zależności szybkości wzrostu (lub grubości warstwy) od czasu osadzania. Jako stałe parametry przyjęto:
temperaturę osadzania: Te = 700°C,
temperaturę źródła z TMGa: TTMGa = -14°C,
wartość przepływu wodoru (gaz nośny): VH2 = 6000 ml/min.,
wartość przepływu wodoru przez źródło z TMGa: VH2/TMGa = 7 ml/min.,
wartość przepływu arsenowodoru: VAsH3 = 300 ml/min.,
Zależność grubości i szybkości osadzania warstwy GaAs na GaAs w zależności od czasu osadzania.
Otrzymano dwie równoważne charakterystyki: grubości warstwy d w funkcji czasu osadzania oraz szybkości wzrostu warstwy vp w funkcji czasu osadzania. Stwierdzono, że grubość warstwy zwiększa się, praktycznie rzecz biorąc, liniowo wraz z czasem osadzania. Zauważyć można też, że prosta przybliżająca zależność d=f(t) nie przechodzi przez początek układu współrzędnych. Szybkość osadzania zwiększa się w tym okresie bardzo ostro osiągając nasycenie w ciągu ok. dwudziestu minut.
Wyjaśnić to można następująco: w początkowym okresie wzrostu warstwy osadzanie zachodzi chaotycznie, w sposób nieuporządkowany. Powierzchnia podłoża GaAs pokryta jest głównie atomami arsenu. Szybkość osadzenia warstwy atomów galu zależy w dużej mierze od czasu dekompozycji i desorpcji adsorbowanych alkili. Zaadsorbowane atomu galu i arsenu łączą się ze sobą tworząc klastery GaAs, które migrują po powierzchni podłoża GaAs (w odpowiednio wysokiej temperaturze). Klastery te obracają się, dopasowując do orientacji krystalograficznej.
Z rozważań Doi i in. [9] wynika, że szybkość wzrostu silnie zależy od okresu wzrostu, przy czym dla czasów osadzania spełniających warunek:
t / e ≫ 1
gdzie dane jest zależnością:
|
|||
|
s |
- |
stała czasowa zależna od przepływu gazu (reagentów), gęstości obsadzenia sieci krystalicznej oraz efektywności transportu alkili grupy III do powierzchni, |
|
dep |
- |
stała czasowa dekompozycji alkili, |
|
dsp |
- |
stała czasowa desorpcji alkili. |
Można przyjąć, że średnia szybkość wzrostu warstwy jest szybkością wzrostu. Przy wystarczająco dużych koncentracjach alkili można stwierdzić, że szybkość wzrostu ograniczona jest głównie przez s i As (As jest stałą czasową dekompozycji alkili na powierzchni pokrytej atomami arsenu).
Model wzrostu warstwy w MOVPE. R3 - CH3, Rn - CH3, lub (CH3)2 lub (CH3)3 [9]
Domieszki
Domieszki typu p można otrzymać np. z: dwumetylku cynku (DMZn), dwumetylku kadmu (DMCd), dwuetylku cynku (DEZn), dwucyklopentadienylu magnezu (CpMg)2. Domieszki typu n dają wodorki: silan SiH4, dwusilan (Si2H6), czy rzadko już stosowane związki H2Se, H2S.
Porównanie technik osadzania warstw epitaksjalnych AIIIBV
Powtórka z epitaksji z książki prowadzącego.
Epitaksja z fazy ciekłej LPE (liąuid phase epitaxy), obrazowo porównywana często do krystalizacji soli NaCl z przesyconego roztworu soli, jest szczególnym przypadkiem krystalizacji materiału z roztworu bogatego w składnik metaliczny. Ważnym elementem aparatury jest kaseta grafitowa. Parametry procesu dobrano tak, aby krystalizacja zachodziła w płaszczyźnie równoległej do podłoża. Konieczne jest więc uzyskanie płaskiego frontu krystalizacji, którego jakość kontroli decyduje o charakterystykach wynikowych osadzanej warstwy epitaksjalnej. Wpływ na te charakterystyki mają trzy podstawowe grupy czynników:
krystalograficzne - stopień dopasowania sieci krystalograficznej podłoża i osadzanej warstwy (typ struktury, stałe sieciowe),
termodynamiczne - warunki, w jakich proces jest realizowany, np. temperatura początku krystalizacji, szybkość schładzania (decydująca o stopniu przesycenia), grubość stosowanego roztworu,
aparaturowo-metodyczne - rodzaj kasety, sposób uzyskania i kontroli przesycenia, sekwencyjność realizacji procesu itd.
W epitaksji z fazy ciekłej, podobnie jak w pozostałych metodach epitaksji, istotne jest dopasowanie stałych sieciowych podłoża i warstwy epitaksjalnej osadzanej na tym podłożu. Stopień niedopasowania Aa zdefiniowano następująco:
, gdzie:
aS- parametr sieci stosowanego podłoża,
aL- parametr sieciowy osadzanej warstwy epitaksjalnej
Stwierdzono, że w technice LPE stopień niedopasowania jest parametrem krytycznym i jeżeli Δa jest większa niż 10-3 to praktycznie zarodkowanie nie występuje. Stopień niedopasowania wpływa też na generację dyslokacji niedopasowania - śrubowych i krawędziowych.
W technice LPE kontrolowanie wzrostu warstw epitaksjalnych polega przede wszystkim na zapewnieniu równowagi fazowej ciecz-cialo stałe. Epitaksja z fazy ciekłej (w odróżnieniu od pozostałych metod osadzania) jest jedyną techniką, w której proces krystalizacji warstwy epitaksjalnej zachodzi w warunkach bliskich stanowi równowagi termodynamicznej. Aby podczas procesu zachować równowagę między fazą stalą (krystalizowaną warstwą) a cieczą (rozpuszczalnikiem z rozpuszczonym materiałem półprzewodnikowym), należy precyzyjnie kontrolować temperaturę w strefie osadzania.
Równowaga termodynamiczna może być zdefiniowana za pomocą trzech charakterystycznych wielkości: ciśnienia (p), składu (c) i temperatury (T). W praktyce najłatwiej, a również najdokładniej, można kontrolować wzrost warstw przez sterowanie temperaturą procesu. Epitaksja z fazy ciekłej zachodzi w przedziale temperatury bliskiej temperaturze likwidusa. Typowo stosowany zakres zmian temperatury krystalizacji warstwy jest nieduży (20÷30 K), a o szybkości krystalizacji decyduje szybkość schładzania (najczęściej k*0,01-k*0,1 K/min).
Istotnym elementem procesu LPE jest wybór rozpuszczalnika i rodzaju stosowanych roztworów. Najczęściej stosowanymi rozpuszczalnikami są metale III i V grupy układu okresowego, takie jak: Ga, In, Sn, Pb, Bi. Rolę rozpuszczalnika pełni zwykle materiał wchodzący w skład osadzanych związków, np. gal w przypadku osadzania warstw GaAs. Roztwory stosowane w LPE są silnie rozcieńczone. Dzięki temu można obniżyć temperaturę krystalizacji i zmniejszyć parowanie lotnych składników fazy ciekłej. Ułatwia to sterowanie parametrami technologicznymi procesu epitaksji.
Do głównych parametrów wpływających na proces epitaksji należą:
temperatura topnienia,
napięcie powierzchniowe roztworu w temperaturze krystalizacji, które w istotnym stopniu decyduje o usuwalności roztworu z powierzchni warstwy epitaksjalnej,
ciśnienie par w temperaturze krystalizacji,
współczynnik segregacji składników roztworu decydujący o stopniu wbudowywania się atomów rozpuszczalnika w warstwę epitaksjalną,
czystość stosowanych materiałów, szczególnie rozpuszczalnika i innych komponentów roztworu.
Epitaksja jest procesem wieloetapowym, wyróżnia się tu następujące etapy:
transport rozpuszczanego materiału (sterowanie ilością składników roztworu, będących w postaci atomowej lub cząsteczkowej, przez stopień przesycenia) do granicy faz dzięki dyfuzji i konwekcji,
zarodkowanie na powierzchni podłoża - krystalizacja na powierzchni podłoża zarodków osadzanego materiału w postaci grup atomów jako wynik adsorpcji, desorpcji i migracji po powierzchni rozpuszczonego materiału,
rozrost zarodków i ich zrastanie się prowadzące do krystalizacji na powierzchni podłoża, związanej z nim ciągłej warstwy krystalicznej osadzanego materiału.
Zgodnie z ogólnie przyjętą teorią mechanizmów wzrostu warstw epitaksjalnych proces ten jest determinowany przez szybkość każdego etapu krystalizacji warstwy epitaksjalnej, a jego wypadkowa szybkość zależy w praktyce od szybkości najpowolniejszego etapu. Można więc powiedzieć, że proces epitaksji LPE jest ograniczony jednym z wymienionych procesów fizycznych.
Mechanizm wzrostu warstwy epitaksjalnej zależy od:
stopnia przesycenia (w przypadku stałego ciśnienia i składu roztworu - od szybkości schładzania roztworu),
transportu masy do granicy rozdziału faz ciato stałe-roztwór, który zachodzi na drodze dyfuzji i konwekcji (naturalnej i (lub) wymuszonej),
tworzenia się na powierzchni warstwy stabilnych klasterów, rozrastających się w wyspy oraz ich zrastania się w ciągłą warstwę półprzewodnika.
W technice LPE grubość krystalizowanej warstwy jest więc wprost proporcjonalna do szybkości schładzania roztworu, jego grubości i czasu trwania procesu epitaksjalnego i jest odwrotnie proporcjonalna do nachylenia linii likwidusa stosowanych materiałów. Oznacza to, że szybkość wzrostu warstw epitaksjalnych zależy od szybkości transportu masy rozpuszczonego materiału do frontu krystalizacji.
Oprócz wymienionych wcześniej zalet, technika LPE przysparza wiele problemów. Należy do nich zaliczyć przede wszystkim:
ograniczoną liczbę warstw, które mogą być osadzane w jednym procesie, co
praktycznie uniemożliwia wytwarzanie zaawansowanych struktur przeznaczonych do
konstrukcji współczesnych przyrządów optoelektronicznych,niemożliwe jest otrzymywanie na dużych powierzchniach niskowymiarowych jednorodnych warstw o ostrych granicach rozdziału,
brak możliwości otrzymywania niektórych wieloskładnikowych roztworów stałych, ponieważ mogą występować obszary niemieszalności tych roztworów.
EPITAKSJA Z FAZY GAZOWEJ - VPE
W epitaksji z fazy gazowej (vapour phase epitaxy - VPE) osadzany związek półprzewodnikowy powstaje w wyniku reakcji chemicznych zachodzących na podłożu. W początkowej fazie rozwoju technologii epitaksjalnych stosowano dwa układy gazowe: chlorkowy i wodorkowy
Ga — AsCl3—H2
Ga —HC1 —AsH, —H2
Pierwszy z nich był używany w latach siedemdziesiątych jako podstawowa technika wytwarzania diod luminescencyjnych. Dalsze badania wykazały, że układ wodorkowy ma więcej zalet w przypadku stosowania go do wytwarzania przyrządów mikrofalowych, mianowicie:
1. AsH3 jest związkiem, który łatwiej ulega dekompozycji w niższej temperaturze, dlatego łatwiej jest sterować kinetyką wzrostu warstw. Z tego też powodu AsH3 a także inne wodorki, jak PH3 SiH4, H2Se, NH3, są podstawowymi związkami stosowanymi w epitaksji z fazy gazowej. Dotyczy to również techniki MOVPE.
2. Chemiczna aktywność AsH3 jest mniejsza niż aktywność AsCl3, odporność materiałów, z których jest wykonany reaktor i instalacje gazowe nie musi więc być wyjątkowa.
3. Zastosowanie HCl w układzie wodorkowym umożliwia dodatkowo jego wykorzystanie do trawienia reaktora i przygotowania powierzchni podłoża przed procesem epitaksji (np. możliwe jest, po odpowiednim dobraniu stężenia HCI, polerowanie podłoża GaAs).
Proces krystalizacji GaAs na podłożu GaAs zachodzi w układzie Ga-HCl-AsH3-H2 zgodnie z reakcjami chemicznymi:
xGa(a) + HCl(g)
xGaCl(p) + (1-x)HCl(g) +
H2(g)
GaCl(p) + AsH3(g)
GaAs(s) + H2(g) +HCl(g) (2.11)
Schemat reaktora przeznaczonego do badania kinetyki wzrostu struktur w technice VPE przedstawiono poniżej. Opisywana metoda jest typową metodą chemiczną, a wzrost warstw kontroluje się za pomocą sterowania reakcjami wymiany zachodzącymi dwuetapowo w różnych strefach temperaturowych reaktora epitaksjalnego. Jednym z najważniejszych etapów jest wytwarzanie chlorku galu (GaCl). Kinetyka wzrostu warstwy może być kontrolowana przez transport masy reagentów do strefy osadzania, transport masy do powierzchni podłoża (dyfuzję przez obszar przygraniczny), kinetykę procesów powierzchniowych i wydalanie do wylotu reaktora produktów reakcji, które nie wbudowują się w warstwę krystalizującego GaAs.
Stopień chlorowania galu, a w rezultacie ciśnienie cząstkowe GaCl w strefie osadzania, zależy od wielu czynników, a przede wszystkim od:
rozmiarów powierzchni metalicznego galu, która zmienia się w czasie epitaksji,
stabilności temperatury galu i gradientu temperatury wzdłuż kasety zawierającej gal.
strumienia chlorowodoru nad powierzchnią galu, jego powtarzalności i stabilnej wydajności reakcji chlorowania.
Kolejną negatywną cechą VPE jest stosunkowo wysoka temperatura procesu epitaksji. Dotyczy to przede wszystkim etapu chlorowania, który powinien być prowadzony w temperaturze wyższej niż 850°C (powyżej na rysunku). W wyniku reakcji metalicznego galu z chlorowodorem może powstawać zarówno monochlorek galu (GaCI), jak i trójchlorek galu (GaCl3). Zgodnie z reakcją (2.11) arsenek galu krystalizuje w wyniku reakcji AsH, z GaCI. Monochlorek galu, jako wynik chlorowania galu, powstaje w bardzo wysokiej temperaturze i powyżej 850°C jest chlorkiem dominującym. Wysoka temperatura, tak jak w przypadku wszystkich procesów technologicznych, komplikuje konstrukcję reaktora i wpływa na zwiększenie poziomu tła niekontrolowanych domieszek (ze wzrostem temperatury rośnie np. odgazowanie z materiałów konstrukcyjnych).
Metoda VPE była również przez długi okres podstawową techniką wytwarzania epitaksjalnych warstw azotków galu, indu i aluminium, tj. materiałów z grupy AIIIN, charakteryzujących się szeroką przerwą zabronioną.
W przypadku epitaksji azotku indu krystalizacja zachodzi zgodnie z reakcją wymiany opisaną wzorem:
InCl3(p) + NH3(g)
InN(s) + 3HCl(g)
Jak widać, azotek indu krystalizuje w wyniku reakcji amoniaku z trój chlorkiem indu, a nie z monochlorkiem indu. W szerokim natomiast zakresie temperatury, również powyżej 850°C, w wyniku chlorowania indu powstaje głównie monochlorek indu, a to ogranicza proces epitaksji. Aby rozwiązać ten problem, stosuje się związki InCl3 jako źródła indu, który otrzymuje się w innym procesie chemicznym (zamiast chlorowania indu w reaktorze).
Metodę VPE2 (latach osiemdziesiątych technikę VPE wyparia epitaksja ze związków metaloorganicznych - MOVPE) zastosowano w ostatnich latach ponownie do osadzania grubych warstw GaN. Wiadomo, że stosowanie materiałów AIIIN w praktyce przemysłowej ogranicza brak objętościowych podłoży GaN. Jednym z alternatywnych sposobów rozwiązania tego problemu jest technologia pseudoobjętościowych podłoży GaN, wytwarzanych dzięki zastosowaniu systemu VPE w układzie Ga-HCl-NH3-H2. Badania parametrów tak wytworzonych podłoży za pomocą AFM, XRD, AES, ESCA i SIMS potwierdziły ich wysoką jakość strukturalną i jednorodność. Technika MOVPE jest stosowana do niskotemperaturowego osadzania bufora o grubości około 100 nm lub osadzania 2 um wysokotemperaturowej epitaksjalnej warstwy GaN, w celu uzyskania lepszego dopasowania strukturalnego. Taką warstwą dopasowującą może być również azotek aluminium, charakteryzujący się mniejszą niż GaN różnicą stałej sieci w stosunku do szafiru - 4%.
Prezentowane w niniejszej pracy wyniki eksperymentów zdają się potwierdzać, że podłoża pseudoobjętościowe mogą w znacznym stopniu ułatwić rozwiązanie problemu wytwarzania heterostruktur, w których .występuje duża różnica stałych sieci.
Metoda VPE ma wiele zalet, do których zalicza się:
prostotę konstrukcji reaktora epitaksjalnego, nieskomplikowany układ dozowania gazów technologicznych,
prosty mechanizm wzrostu warstw, co ułatwia kontrolę i sterowanie kinetyką osadzania warstw epitaksjalnych,
łatwy sposób modyfikacji właściwości elektrofizycznych warstw dzięki wprowadzeniu do objętości reaktora domieszek gazowych SiH4, (Si jako domieszka typu n) lub par cynku (Zn jako domieszka typu p). Umożliwia to wytwarzanie wieloskładnikowych heterostruktur o różnym składzie i poziomie domieszkowania.
Metoda VPE nie spełnia jednak wymagań technologii struktur niskowymiarowych. Otrzymywanie ostrych i gładkich granic metalurgicznych między poszczególnymi warstwami epitaksjalnymi oraz ostrych profili rozkładu domieszek jest praktycznie niemożliwe. Ograniczenia stosowalności tej techniki wiąże się też z efektami pamięci układu epitaksjalnego VPE i dużymi czasami zmiany składu atmosfery gazowej w reaktorze epitaksjalnym. Jest to spowodowane przede wszystkim tworzeniem się monochlorku galu na powierzchni metalu i jego parowaniem nawet po zakończeniu procesu chlorowania. Warstwy powstające poza kontrolą mają grubość 20-^30 nm, co nawet o rząd wartości przewyższa grubość struktur niskowymiarowych, które stosuje się w nowoczesnych przyrządach optoelektronicznych i mikrofalowych. Ograniczenie to wiąże się ponadto z rodzajem reakcji chemicznej, będącej podstawą tej techniki. Kierunek reakcji wymiany, w przeciwieństwie do reakcji pirolizy (rozpadu), charakterystycznej dla techniki MOVPE, bardzo zależy od temperatury. Fluktuacje temperatury i wartości ciśnienia cząstkowego w strefie osadzania uniemożliwiają kontrolowanie jednorodności i powtarzalności grubości oraz składu wytwarzanych wielowarstw z dokładnością lepszą niż 1 %.
EPITAKSJA Z WIĄZEK MOLEKULARNYCH - MBE
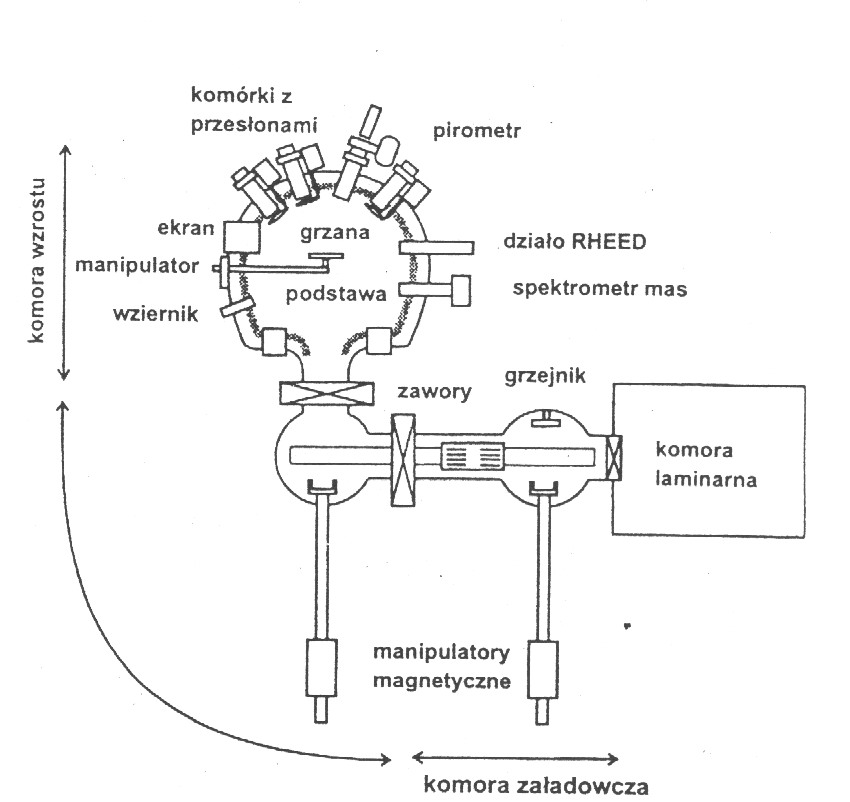
Epitaksję z wiązek atomowych lub molekularnych (molecular beam epitaxy - MBE) do krystalizacji warstw GaAs zaproponowali po raz pierwszy, pod koniec lat sześćdziesiątych, Cho i Arthur. Badania za pomocą techniki MBE od początku były ściśle związane z wytwarzaniem heterostruktur przeznaczonych do konstrukcji laserów. Epitaksja MBE jest jedyną techniką, w której kontrolowany wzrost warstw i struktur półprzewodnikowych odbywa się w ultrawysokiej próżni, rzędu 10-9 Pa. Na rysunku obok schematycznie przedstawiono modułowy, trzykomorowy reaktor MBE przeznaczony do epitaksji związków AIIIBV ze źródeł stałych.
W MBE, tak jak we wszystkich metodach (z wyjątkiem epitaksji z fazy ciekłej LPE), wzrost jest realizowany w warunkach dalekich od równowagi termodynamicznej. W przeciwieństwie do metody VPE, epitaksja MBE jest procesem fizycznym (PDT - physical deposition techniąue), tzn. szybkość wzrostu, mod wzrostu i właściwości osadzanych warstw zależą od kontroli podstawowych procesów fizycznych. I tak, zachodzi:
adsorpcja atomów i molekuł dostarczanych do powierzchni podłoża przez formowane w komórkach efuzyjnych wiązki atomowe i molekularne,
migracja powierzchniowa i dysocjacja adsorbowanych molekuł,
wbudowywanie się atomów w sieć krystaliczną podłoża lub wcześniej uformowaną warstwę epitaksjalną,
termiczna desorpcja cząsteczek i atomów, które nie wbudowały się w tworzoną
strukturę krystaliczną.
Procesy fizyczne występujące na powierzchni podłoża i decydują o procesie wzrostu heterostruktur. Proces wzrostu i mod wzrostu silnie zależą od następujących po sobie procesów (fizycznych w MBE czy chemicznych w MOVPE). Czas potrzebny na krystalizację jednej monowarstwy jest sumą czasów następujących po sobie procesów. Dla sterowania wzrostem struktur epitaksjalnych istotny jest taki dobór parametrów technologicznych, aby tylko jeden z wymienionych procesów fizycznych był procesem dominującym - powinien on trwać zdecydowanie dłużej od pozostałych. Praktycznie parametry wzrostu (ciśnienie, temperaturę podłoża) dobiera się tak, że o szybkości procesu wzrostu decyduje masa dostarczanych do podłoża atomów lub molekuł. Mówi się, że proces wzrostu limitowany jest transportem masy do podłoża.
Grubość osadzanych warstw i jednorodność składu na całej powierzchni są zdefiniowane przez fluktuacje (stabilność) formowanych wiązek oraz przez geometrię układu komórka efuzyjna-podłoże. Jakość wytworzonej warstwy w dużym stopniu zależy więc nie tylko od parametrów procesu technologicznego, ale również od geometrii stosowanego układu. Geometria układu ma istotne znaczenie w epitaksji półprzewodników złożonych, wieloskładnikowych, w szczególności domieszkowanych. W takim układzie należy stosować różne komórki efuzyjne, które rozbudowują system MBE i powodują, że geometria ma decydujący wpływ na parametry osadzanych warstw. Analogicznie, w technice MOVPE konfiguracja reaktora (poziomy lub pionowy) i sposób przepływu nad powierzchnią podłoża całkowitego strumienia gazów wpływają na jednorodność osadzanych heterostruktur.
Schematyczne przedstawienie geometrii podłoże- komórka efuzyjna w reaktorze MBE
Należy podkreślić, że krystalizacja heterostruktur półprzewodnikowych zachodzi w ultrawysokiej próżni. Wpływa to na poprawę czystości w objętości reaktora. W konsekwencji uzyskuje się obniżenie poziomu tła niekontrolowanego domieszkowania warstw epitaksjalnych.
W technice MBE możliwy jest wzrost bardzo czystych pojedynczych warstw atomowych. Wysoka próżnia zapewnia również szybką odpowiedź układu na zmianę koncentracji i rodzaj stosowanych wiązek atomowych oraz molekularnych. Zapewnia to wzrost heterostruktur o bardzo gładkich interfejsach, ostrych granicach metalurgicznych pomiędzy poszczególnymi warstwami oraz otrzymywanie w procesie domieszkowania ostrych profili koncentracji domieszek.
EPITAKSJA ZE ZWIĄZKÓW METALOORGANICZNYCH - MOVPE
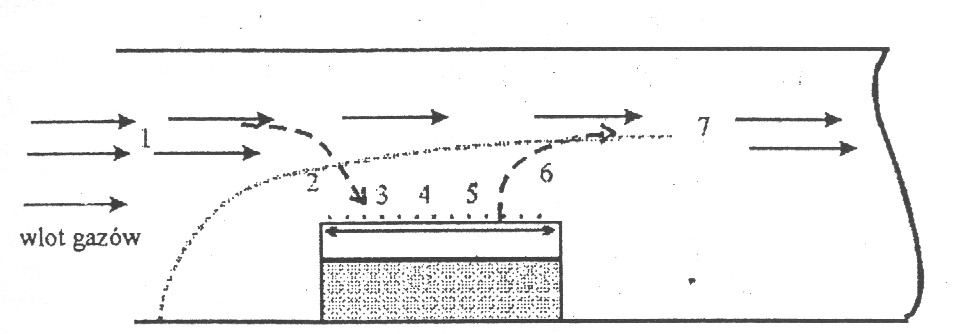
Epitaksja MOVPE ze związków metaloorganiczych jako źródło pierwiastków trzeciej grupy układu okresowego jest jedną z dominujących obecnie technik wytwarzania zaawansowanych półprzewodnikowych struktur epitaksjalnych. Dzięki rozwojowi technologii epitaksjalnych w optoelektronice i technice mikrofalowej, polegający na integracji tych dwóch klas przyrządów zawierających studnie kwantowe i supersieci. Chodzi tu m.in. o precyzyjną analizę struktury podłoża, poznanie kinetyki reakcji chemicznych i procesów powierzchniowych oraz o określenie korelacji między wymienionymi procesami a parametrami procesów technologicznych i wynikowymi charakterystykami przyrządów. Zależności te nazywano krzywymi kalibracyjnymi. Są one charakterystyczne nie tylko dla danej techniki epitaksjalnej, ale również dla stosowanej konfiguracji układu dozującego gazy technologiczne, reaktora epitaksjalnego i stosowanej metodyki eksperymentu.
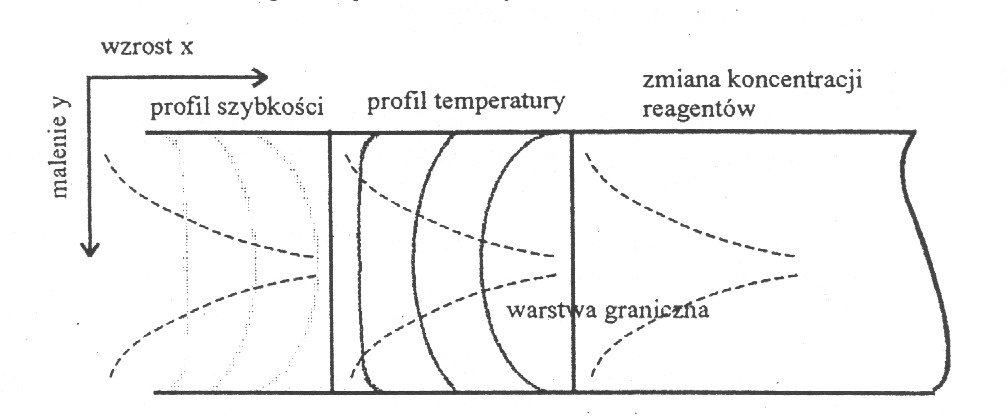
W technice MOVPE reagenty - związki metaloorganiczne trzeciej grupy oraz wodorki piątej grupy - są transportowane do obszaru krystalizacji przez strumień wodoru. Na rysunku obok przedstawiono schematycznie wszystkie procesy występujące w reaktorze epitaksjalnym, a na rysunku niższym profile szybkości przepływu gazów, rozkładów koncentracji i rozkładów temperatury od geometrii reaktora epitaksjalnego.
W systemie MOVPE wyróżnia się cztery obszary istotnie wpływające na przebieg procesu krystalizacji warstwy epitaksjalnej i parametry końcowe wytworzonych struktur:
układ dozowania gazów (tzw. dozownik), który realizuje sekwencyjne w czasie sterowanie masą poszczególnych źródeł pierwiastków, dostarczaną do wlotu reaktora,
wlot reaktora i strefę mieszania, mającą decydujący wpływ na formowanie laminarnego, jednorodnego strumienia gazowych reagentów dostarczanych do strefy osadzania oraz na grubość obszaru przygranicznego faza gazowa-powierzchnia podłoża,
strefę osadzania, w której formowany jest obszar przygraniczny oddzielający laminarny strumień gazów od podłoża (w wyniku transportu masy do powierzchni podłoża i procesów powierzchniowych następuje krystalizacja warstw epitaksjalnych),
strefę odprowadzania produktów reakcji chemicznych

MOVPE, w odróżnieniu od MBE, jest typowym procesem chemicznym. W tej technice kinetyka reakcji chemicznych bardzo silnie zależy nie tylko od parametrów procesu (ciśnień cząstkowych poszczególnych reagentów, temperatury podłoża, szybkości liniowej całkowitego strumienia gazów, ciśnienia całkowitego w reaktorze), ale w równym stopniu od geometrii reaktora, sposobu wprowadzania, mieszania gazów technologicznych, kontroli reakcji chemicznych w strefie wlotu i mieszania, sposobu zmiany składu atmosfery gazowej oraz skuteczności odprowadzania produktów reakcji. Na rysunku obok przedstawiono zależność Anheniusa szybkości wzrostu warstw od temperatury procesu epitaksji w technikach MBE i MOVPE.
W technice MOVPE, w odróżnieniu od innych technik MBE czy LPE, transport masy do powierzchni podłoża jest bardziej złożony. Zależy zarówno od dynamiki gazów w reaktorze epitaksjalnym, jak i od procesów dyfuzji przez cienki obszar przygraniczny przy powierzchni podłoża. Grubość tej warstwy i jej jednorodność wpływają na równomierność grubości i składu osadzanych warstw. W zależności Arrheniusa można wyróżnić trzy zakresy temperaturowe:
Zakres T < 600 °C
W zakresie niskotemperaturowym szybkość osadzania GaAs zwiększa się wraz ze wzrostem temperatury (energia aktywacji procesu wynosi około 80 kJ/mol). Z modelu Langmuira-Hinshelwooda wynika, że szybkość adsorpcji cząsteczek trimetylku galu (oznaczanego skrótem TMGa) i AsH3 na powierzchni jest większa od szybkości reakcji tworzenia GaAs. Ponieważ wyznaczona wartość energii aktywacji procesu jest porównywalna z energią aktywacji desorpcji H2 z powierzchni GaAs, oznacza to, że proces desorpcji może ograniczać szybkość wzrostu warstwy. Stwierdzono również, że szybkość osadzania zwiększa się wolniej niż liniowo wraz ze wzrostem stężenia TMGa. Może to być związane z małą szybkością reakcji pirolizy związków metaloorganicznych w niskiej temperaturze i niewielką szybkością ich parowania z powierzchni podłoża.
Zakres T> 800 °C
W tym zakresie temperatury obserwuje się zmniejszenie szybkości wzrostu warstw wraz z podnoszeniem się temperatury. Związane jest to przede wszystkim ze zwiększeniem szybkości reakcji rozkładu krystalizujących warstw (np. arsenku galu, azotku galu). Na podstawie analizy reakcji chemicznych można również sądzić, że istotny wpływ na szybkość wzrostu będzie miała reakcja wodoru z powierzchniową warstwą arsenu. Wysoka temperatura wpływa również na zwiększenie stężenia aktywnych chemicznie atomów galu i arsenu w fazie gazowej i w konsekwencji rośnie prawdopodobieństwo homogenicznego zarodkowania, co sprzyja niepożądanej, pasożytniczej krystalizacji na powstających zarodkach. Przy mniejszych wartościach stężeń składników gazowych i bardziej opływowych kształtach komory reakcyjnej zaczynają przeważać procesy heterogeniczne.
Zakres 600°C<T< 800 °C
W zakresie średnich wartości temperatury na szybkość osadzania GaAs wpływa głównie transport masy wprowadzanych reagentów TMGa i AsH5. Potwierdza to stała szybkość wzrostu warstw epitaksjalnych przy stałym przesyceniu w strefie osadzania. Jednocześnie nie obserwujemy wpływu temperatury na proces wzrostu arsenku galu. Może to oznaczać, że w temperaturze powyżej 600 °C następuje całkowita piroliza związków metaloorganicznych. Sterowanie procesem wzrostu może więc być realizowane w. stałej temperaturze i przy stałym ciśnieniu całkowitym w reaktorze tylko przez kontrolę masy dostarczanych reagentów. Stosowanie zbyt dużych stężeń reagentów oraz zaburzenia przepływu gazu nośnego sprzyjają tworzeniu zarodków Ga-As, w przypadku osadzania GaAs, w fazie gazowej.
Na proces krystalizacji i równocześnie na gładkość powierzchni warstw epitaksjalnych oraz międzypowierzchni heterostruktur istotny wpływ ma zjawisko fizycznego wiązania atomów z powierzchnią, na której następuje wzrost. W technologii MBE mamy do czynienia z rekonstrukcją powierzchni w celu zredukowania energii wiązań powierzchniowych. Swego rodzaju rekonstrukcja powierzchni występuje również w technice MOVPE. Minimalizacja energii wiązań powierzchniowych sprzyja zwiększeniu migracji powierzchniowej adatomów (dołączanych atomów) i powoduje wygładzanie powierzchni wzrostu. Proces ten umożliwia wzrost struktur nisko wymiarowych z ostrymi interfejsami, niezbędnymi do wytwarzania podłoży aktywnych ze studniami kwantowymi i supersieciami.
W przypadku rekonstrukcji powierzchni, w początkowej fazie wzrostu, atomy lub cząsteczki są słabo wiązane z powierzchnią podłoża (stan fizysorpcji prekursora). Zapewnia to atomom dużą ruchliwość powierzchniową. Adatomy migrują po powierzchni podłoża do miejsc o najniższej energii wiązania, takich jak krawędzie stopni atomowych i inicjują tam dwuwymiarową nukleację - tzw. mod wzrostu Frank-Van der Merwe. Ten mod nukleacji i wzrostu warstw zapewnia dwuwymiarowy wzrost warstw epitaksjalnych, to znaczy osadzanie warstwy atomowej jedna po drugiej (monowarstwa po monowarstwie „ML-by-ML"). Kontrola i sterowanie takim modem wzrostu umożliwia wygładzanie powierzchni wzrostu, co z kolei zapewnia wysoka jakość strukturalną krystalizujących warstw.
Procesy powierzchniowe odpowiadają za uporządkowanie atomów w sieci krystalicznej osadzanych materiałów, koncentrację domieszek i defektów. Układ podłoże-warstwa graniczna znajduje się w stanie quasi-równowagi termodynamicznej tylko w pewnych miejscach na powierzchni podłoża (np. na krawędziach stopni atomowych), poza nimi będzie występować lokalne przesycenie. Obecność zanieczyszczeń zmniejsza szybkość procesów powierzchniowych i wpływa na odchylenie układu od stanu równowagi.
Na podstawie powyższej analizy można stwierdzić, że jakość wytwarzanych heterostruktur techniką MOVPE zależy od:
chemicznych reakcji homogenicznych i heterogenicznych,
struktury powierzchni podłoża przed procesem wzrostu,
procesów fizycznych (nukleacji, koalescencji),
konfiguracji systemu epitaksjalnego (dozownika, reaktora),
metodologii prowadzenia procesu wzrostu,
czystości stosowanych reagentów chemicznych i czystości oraz szczelności systemu MOVPE
Mody wzrostu:
Wyróżnia się następujące mechanizmy wzrostu adsorbatu na podłożu
Stranskiego - Krastanova (SK) , gdzie po skompletowaniu pierwszej monowarstwy adsorbatu zaczynają rosnąć trójwymiarowe wyspy (3D).
Franka i van der Merwe (FM), gdzie adsorbat rośnie monowarstwa za monowarstwą (ang. monolayer-by-monolayer).
Volmera - Webera (VW), gdzie adsorbat rośnie na podłożu w postaci trójwymiarowych krystalitów.
,,Simultaneous multilayers'' (SM), gdzie obserwuje się jednoczesny wzrost kilku warstw. Wzrost SM nazywany jest również wzrostem pseudo - FM lub wzrostem Poisson'a.
,,Monolayer plus simultaneous multilayers'' (MSM), gdzie obserwuje się jednoczesny wzrost kilku warstw na pierwszej kompletnej warstwie adsorpcyjnej (monowarstwie).
Rys. 1 prezentuje mechanizmy wzrostu adsorbatu na podłożu.
Rys. 1. Rodzaje mechanizmów wzrostu adsorbatu na podłożu: (a) Stranski - Krastanov (SK); (b) Frank - van der Merwe (FM); (c) Volmer - Weber (VW); (d) „simultaneous multilayers” (SM); (e) „monolayer plus simultaneous multilayers” (MSM).
Sposób, w jaki adsorbat będzie pokrywał podłoże, zależy od warunków termodynamicznych panujących na powierzchni ciała stałego. Jeżeli γA oznacza energię powierzchniową adsorbatu, γS energię powierzchniową podłoża, a γA-S energię wzajemnego oddziaływania adsorbatu z podłożem, to dla wzrostu FM spełniony powinien być warunek γA + γS < γA-S, kiedy to adsorbat całkowicie zwilża podłoże. Jeżeli natomiast adsorbat nie zwilża całkowicie podłoża (γA + γS > γA-S), obserwowany jest wówczas wzrost SK lub VW. Charakter wzrostu adsorbatu na powierzchni ciała stałego zależy nie tylko od warunków termodynamicznych lecz zależy również od temperatury, w której przeprowadza się proces adsorpcji oraz różnic w budowie sieci krystalicznej adsorbatu i podłoża i związanymi z tym mogącymi się pojawiać między nimi naprężeniami. Na typ wzrostu adsorbatu na podłożu wpływ ma również osiągnięcie lokalnego stanu równowagi pomiędzy ilością atomów padających a ilością atomów dyfundujących po powierzchni. Współczynnik dyfuzji powierzchniowej charakteryzuje temperatura zredukowana definiowana jako stosunek temperatury próbki do jej temperatury topnienia. Jeżeli adsorbat jest stosunkowo trudno topliwy lub temperatura podłoża jest zbyt niska, bądź strumień atomów adsorbatu jest stosunkowo duży to możliwe jest tworzenie niestabilnej warstwy adsorbatu. Materiały trudnotopliwe charakteryzują się dużą wartością energii powierzchniowej, dzięki czemu mają tendencję do zmniejszania całkowitej energii układu adsorbat/podłoże poprzez formowanie krystalitów. Wzrost SM i MSM możliwy jest dzięki występowaniu zależności między ruchliwością zaadsorbowanych atomów a stopniem pokrycia. Jeżeli ruchliwość atomów adsorbatu jest zbyt mała aby uformować kompletną monowarstwę, to wzrost staje się SM. Lecz gdy ruchliwość atomów adsorbatu na powierzchni adsorbenta i pierwszej niepełnej monowarstwie adsorbatu jest wystarczająca do tego aby utworzyć pierwszą płaską monowarstwę a każda następna warstwa będzie niekompletna z powodu zmniejszającej się wartości współczynnika dyfuzji powierzchniowej to wzrost będzie MSM. W przypadku wzrostu SM atomy adsorbatu nie zmieniają swojego położenia na powierzchni lecz pozostają tam, gdzie zostały zaadsorbowane. Dzięki temu rozpoczynają budowę kilku warstw jednocześnie. Wpływowi dynamicznych procesów zachodzących na powierzchni w czasie wzrostu adsorbatu na podłożu poświęcono szereg prac, w których procesy te były rozważane analitycznie oraz z użyciem symulacji komputerowych.
Informację o charakterze wzrostu adsorbatu na powierzchni ciała stałego można uzyskać z kształtu kinetyk augerowskich, czyli z zależności wysokości pików adsorbatu i podłoża (substratu) od czasu naparowywania. Zależność ta jest opisywana w literaturze również przy użyciu innych terminów, np. AS-t plots lub AES(t)-plots.
Emitery
W telekomunikacji światłowodowej wykorzystuje się dwa rodzaje źródeł promieniowania świetlnego: diody elektroluminescencyjne i lasery. Diody wytwarzają światło niespójne, natomiast lasery spójne (zgrane w fazie i energii).
DEL - dioda elektroluminescencyjna (LED) - dioda półprzewodnikowa emitująca strumień fotonów w wyniku zamiany energii elektrycznej na promienistą. Jest to przyrząd pracujący z wykorzystaniem złącza p-n.
Laser - Light Amplification by Stimulated Emmision or Radiaton - wzmacnianie światła przez wymuszoną emisję promieniowania. Jest to kwantowy generator optyczny prawie spójnego promieniowania elektromagnetycznego z zakresu widma od dalekiej podczerwieni do ultrafioletu, w którym generację uzyskano wykorzystując zjawisko wymuszonej emisji promieniowania w ośrodku po odwróceniu czyli po inwersji obsadzeń. W tej definicji nie ma nic na temat ośrodka. Ogólnie rzecz biorąc, laser składa się z ośrodka czynnego, rezonatora optycznego i układu pompującego. Promieniowanie rozchodzące się wzdłuż osi optycznej rezonatora ulega wzmocnieniu w procesie emisji wymuszonej na skutek odbić od zwierciadeł rezonatora. Gdy wzmocnienie jest większe od strat występujących w rezonatorze otrzymujemy generację promieniowania.
Rezonator Fabry-Perot - wnęka optyczna działająca na zasadzie interferometru F-P. Składa się ona z dwu zwierciadeł, z których jedno jest całkowicie odbijające, a drugie półprzepuszczalne dla promieniowania emitowanego przez laser. Zwierciadła te tworzą wnękę optyczną, która może pracować tylko dla tych długości fali promieniowania, dla których powstaje między zwierciadłami fala stojąca. Promieniowanie odbite od zwierciadeł zapewnia dodatnie sprzężenie zwrotne konieczne do podtrzymania oscylacji, a promieniowanie przechodzące przez półprzepuszczalne zwierciadło jest emitowane na zewnątrz w postaci wiązki.
Z punktu widzenia optoelektroniki najciekawsze są lasery półprzewodnikowe, czyli lasery złączowe - lasery, w których ośrodkiem czynnym (aktywnym) jest półprzewodnik. Odwrócenie obsadzeń poziomów energetycznych w materiale półprzewodnikowym osiąga się wstrzykując mniejszościowe nośniki ładunku za pomocą złącza p-n (lub heterozłącza) spolaryzowanego w kierunku przewodzenia.
Diody elektroluminescencyjne
Materiałem konstrukcyjnym na diody LED są związki grupy AIIIBV z prostą przerwą energetyczną. Stosuje się zarówno dwu, trzy jak i czteroskładnikowe półprzewodniki. Istotą konstrukcji i technologii jest dobranie składu, który zapewni odpowiednią długość emitowanej fali oraz dopasowanie sieciowe do podłoża.
Najprostsza dioda to po prostu złącze p-n spolaryzowane w kierunku przewodzenia. Zwiększona koncentracja nośników mniejszościowych w obszarze o przeciwnym typie przewodnictwa prowadzi do rekombinacji par elektron-dziura. Energia wyzwolona w tej rekombinacji jest w przybliżeniu równa wartości przerwy energetycznej Eg. Jeśli energia ta będzie w postaci fotonu, to długość emitowanej fali określona jest strukturą energetyczną materiału.
Istnieją różne podziały diod LED. Najczęściej stosowane to:
ze względu na materiał: homozłączowe i heterozłączowe,
ze względu na kierunek wyprowadzenia światła względem płaszczyzny złącza p-n: powierzchniowe i krawędziowe,
ze względu na zastosowania: sygnałowe i do sprzęgania ze światłowodami.
Oczywiśie, każdy typ diody można spotkać w różnych kombinacjach podziału.
Parametry diod LED
Do parametrów o szczególnym znaczeniu należy zewnętrzna sprawność kwantowa zew definiowana jako:
gdzie: |
|||
|
z |
- |
liczba fotonów wyemitowana przez LED, |
|
n |
- |
liczba elektronów przepływająca przez obszar, w którym zachodzi rekombinacja, |
|
P |
- |
moc wyjściowa diody, |
|
I |
- |
prąd płynący przez diodę. |
Sprawność energetyczna :
gdzie: |
|||
|
U |
- |
napięcie przyłożone do diody, |
|
Rs |
- |
rezystancja szeregowa diody. |
Od czego zależy zew?
gdzie: |
|||
|
i |
- |
współczynnik efektywności wstrzykiwania, |
|
wew |
- |
wydajność kwantowa wewnętrzna, |
|
l |
- |
efektywność generacji światła, |
|
o |
- |
współczynnik ekstrakcji (wyprowadzenie światła na zewnątrz). |
Ponieważ światło generowane jest w obszarze p, to dla otrzymania wysokiego współczynnika wstrzykiwania należy spełnić warunek, żeby prąd elektronowy przeważał nad prądem dziur i żeby rekombinacja w obszarze ładunku przestrzennego była mała.
Współczynnik wstrzykiwania i
|
Ie - prąd elektronowy |
|
|
Dn ≈ Dp |
|
|
|
|
|
jeżeli n>>p |
Lp i Ln - droga swobodna nośników mniejszościowych
czyli i→1 jeżeli ND>> NA
Współczynnik efektywności generacji światła l
Gdy rekombinacja niepromienista dąży do zera, to l dąży do 1.
W przypadku diody czerwonej GaP w warstwie typu p powinna być duża koncentracja kompleksów Zn-O, a w obszarze złącza nie powinno być dużej koncentracji centrów rekombinacji niepromienistej.
Wydajność kwantowa wewnętrzna w
w = i×l
zależy od poziomu domieszkowania i warunków otrzymywania struktury diody.
Zależność promieniowania od koncentracji w warstwie czynnej, a więc
E = w×o
Współczynnik wyprowadzenia światła (ekstrakcji) o
Rozkład przestrzenny promieniowania diody jest bardzo niekorzystny. Przybliża się go rozkładem Lamberta o szerokości wiązki 120°. Charakterystyka kierunkowa promieniowania jest określona zależnością:
gdzie: |
|||
|
d |
- |
mały kąt bryłowy, |
|
dP |
- |
moc wypromieniowane przez diodę w kącie d, |
|
, |
- |
położenie kąta d w przestrzeni. |
Diody powierzchniowe mają zazwyczaj charakterystyki symetryczne względem osi głównej. Najczęściej przybliża się je tak:
gdzie k określa kształt charakterystyki. Najczęściej k=1.
Kąt graniczny
gdzie: |
|||
|
no |
- |
współczynnik załamania światła w powietrzu, |
|
n |
- |
współczynnik załamania światła w materiale, z którego wykonano diodę. |
Dla GaAs: n = 3,6 i Qc ≈ 16° - poza tym kątem następuje całkowite wewnętrzne odbicie, co utrudnia wyprowadzenie promieniowania na zewnątrz.
Wyprowadzono zależność (doświadczalną) o od parametrów konstrukcyjnych diody LED:
gdzie: |
|||
|
V |
- |
objętość diody, |
|
T |
- |
średni współczynnik transmisji powierzchni, |
|
A |
- |
całkowita powierzchnia diody, |
|
|
- |
średnie straty związane z wewnętrznym odbiciem od nieprzeźroczystych części powierzchni, |
|
f |
- |
część (%) powierzchni nieprzezroczystej. |
Współczynnik transmisji T dla wiązki padającej prostopadle do powierzchni granicznej
TN = 4 n (1 + n)-2
Dla GaP TN = 0,714, Tśr = 0,695.
n TN, (TN:Tśr)
Dlatego przy opracowywaniu konstrukcji, optyki geometrycznej odpowiadającej za wyprowadzenie światła na zewnątrz stosuje się:
taką geometrie diody, aby większość promieniowania padała na granicę rozdziału pod kątem mniejszym od kąta granicznego,
zwiększenie kąta granicznego poprzez umieszczenie diody w obudowie o współczynniku załamania spełniającym nierówność: npow < n < npp,
naniesienie antyodblaskowego pokrycia na powierzchni diody,
naniesienie warstwy odblaskowej (SiiO2) na kontakcie dolnym.
Właściwości diod elektroluminescencyjnych
Dioda elektroluminescencyjna emituje światło o mocy narastającej w przybliżeniu liniowo ze wzrostem prądu zasilania. Dlatego diody są dobrym źródłem światła dla modulacji analogowej. Nieliniowość wynika z typu diody.
Emisja spontaniczna jest emisją nieuporządkowaną i zachodzi w rozbieżnych kierunkach, kąt rozbieżności jest zwykle większy od 20°.
LED emituje dość szerokie widmo ciągłe z pewnego przedziału długości fali - ok. 20 nm.
LED emituje małą moc sygnału - znacznie poniżej 100mW.
Znacznie niższy koszt w porównaniu z laserem półprzewodnikowym.
Ze względu na szerokie pasmo częstotliwościowe emitowanej wiązki światła diody elektroluminescencyjne są stosowane w realizacji tanich łączy o niezbyt odległej i niezbyt szybkiej transmisji, w połączeniu ze światłowodami wielomodowymi.
Spośród kilku możliwych struktur diod elektroluminescencyjnych w telekomunikacji światłowodowej znalazły zastosowania trzy z nich: dioda powierzchniowa, krawędziowa i superluminescencyjna.
Diody powierzchniowe
Najprostsze do wykonania diody elektroluminescencyjne wykorzystują homozłącza p-n do wstrzykiwania nadmiarowych elektronów do warstwy p, w której następuje rekombinacja promienista. Gęstość prądu sięga kilku tysięcy A/cm2. Proces osiągać może sprawności kwantowe rzędu 50%, ale niestety nie decyduje to całkowitej sprawności diody.
Najczęściej stosowana w telekomunikacji jest konfiguracja diody typu Burrusa. Wykonuje się tam zagłębienie w podłożu z GaAs w celu zmniejszenia zachodzącej w nim silnej absorpcji emitowanego promieniowania i maksymalnego zbliżenia światłowodu do struktury emitującej światło. Promieniowanie trafia bezpośrednio do światłowodu.
Diody krawędziowe
Struktura diody Burrusa niezbyt dobrze ogranicza obszar, w którym płynie prąd, co prowadzi do niekorzystnego zmniejszenia gęstości prądu i powiększenia obszaru, z którego emitowane jest promieniowanie. Pokazana dioda ma konstrukcję podobną do lasera paskowego.
Dioda superluminescencyjna
Struktura diody superluminescencyjnej jest podobna diody krawędziowej i lasera półprzewodnikowego. Od lasera różni się tym, że jeden z jej końców ma duże straty optyczne, co zapobiega odbiciom, a w konsekwencji akcji laserowej.
Lasery
Typ lasera |
[nm] |
Rodzaj pracy, długość impulsu |
Zastosowanie |
rubinowy |
694,3 |
impulsowa ,30÷ 3·105 m3 |
technologiczne, spawanie, topienie, wiercenie, dentystka, biologia |
neodymowy |
1060 |
ciągła lub impusowa (15ns) |
telekomunikacja, laserowe układy śledzące, kontrolowane reakcje jądrowe |
półprzewodnikowy GaInAsP, GaAs, AlGaAs |
800÷1600 |
ciągła lub impulsowa (102ns) |
telekomunikacja |
barwnikowy |
przestrajany 200÷800 |
ciągła lub impulsowa (2÷2·103ns) pompowany laserem N2 lub Ar |
spektroskopia, rozdzielanie izotopów, biologia |
He-Ne |
632,8 |
ciągła |
interferometria, metrologia, holografia, geodezja |
argonowy jonowy |
488÷514,5 |
ciągła lub impulsowa (103ns) |
chirurgia, spektroskopia |
azotowy |
337,1 |
impulsowa (10ns) |
spektroskopia, reakcje fotochemiczne |
CO2 |
10600 |
ciągła lub impulsowa (102÷5·104ns) |
laserowe układy śledzące, chirurgia, dentystyka, obróbka materiałów, cięcie i spawanie metali, kontrolowane reakcje jądrowe, rozdzielanie izotopów |
Typy laserów
W zależności od ośrodka czynnego rozróżniamy:
lasery gazowe atomowe, np. He-Ne,
lasery gazowe molekularne, np. N2-CO2-He,
lasery gazowe jonowe, np. Ar+,
lasery krystaliczne czyli na ciele stałym, np. rubinowy, YAG,
lasery szklane, np. neodymowy,
lasery półprzewodnikowe, np. GaAs-AlGaAs,
lasery barwnikowe, np. z roztworem rodaminy,
lasery chemiczne, np. wykorzystanie reakcji syntezy wzbudzonego HF lub DF do pobudzenia ośrodka czynnego.
Lasery półprzewodnikowe
Lasery półprzewodnikowe, czyli kwantowe generatory optyczne są laserami złączowymi, w których ośrodkiem czynnym (aktywnym) jest półprzewodnik. Inwersję obsadzeń poziomów energetycznych, (inaczej pompowanie) uzyskuje się poprzez wstrzykiwanie mniejszościowych nośników ładunku do obszaru złącza p-n (lub heterozłącza) spolaryzowanego w kierunku przewodzenia.
Rezonator czyli wnęka ma najczęściej kształt prostopadłościanu o rozmiarach rzędu ułamka milimetra. Sprzężenie optyczne uzyskuje się dzięki parze zwierciadeł prostopadłych do płaszczyzny obszaru czynnego (rezonator Fabry'ego-Perota) lub dzięki specjalnie pofałdowanej powierzchni równoległej do tego obszaru (lasery z rozłożonym sprzężeniem zwrotnym DFB - Distributed FeedBack). Obszar czynny leży w płaszczyźnie złącza p-n i jest zwykle ograniczony do wąskiego paska.
Dla zainicjowania akcji laserowej prąd zasilający musi mieć odpowiednią wartość zwaną prądem progowym Ith.
Emisja wymuszona jest emisją w dużym stopniu uporządkowaną, a emitowana wiązka światła ma niewielką rozbieżność kątową, zazwyczaj kilka stopni. Stosowane w telekomunikacji lasery dają dużą moc dochodzącą do jednego wata. Istotną zaletą diody laserowej jest jej wąskie widmo częstotliwościowe promieniowania, rzędu kilku nanometrów lub nawet kilku dziesiątych części nanometra. Jednakże, obecność zwierciadeł na końcach struktury może spowodować generację kilku różnych długości fal promieniowania - długość rezonatora jest skwantowana i wytworzyć się może kilka fal stojących. Dlatego też widmo częstotliwościowe promieniowania laserowego jest widmem dyskretnym. Wyróżnia się z tego powodu dwa typy laserów:
wielomodowe - generacja kilku (co najmniej dwóch) modów laserowych różniących się częstotliwością i długością fali świetlnej.
jednomodowe - generacja jednego modu laserowego czyli jednej częstotliwości i jednej długości fali świetlnej.
W rezonatorze wzbudzają się tylko te rodzaje drgań pola elektromagnetycznego (zwane modami), którym odpowiada największa dobroć rezonatora. Długości fal emitowanego promieniowania skupionego w powyższych modach można więc wyznaczyć z warunku na wytworzenie fali stojącej w rezonatorze prostokątnym:
gdzie: |
|||
|
dr, Wr, L |
- |
grubość, szerokość, długość rezonatora, |
|
q |
- |
oznacza liczbę połówek fali danego modu wzdłuż osi z, |
|
m, s |
- |
ilość miejsc zerowych w rozkładzie natężenia pola elektrycznego promieniowana danego modu wzdłuż osi x i y. |
Rozróżnia się w ten sposób trzy rodzaje modów:
mody podłużne - różniące się jedynie liczbą połówek fali wzdłuż osi z, czyli o różnych wartościach q, o tych samych wartościach m i s,
mody boczne - różne s, to samo m i q,
mody poprzeczne - różne m, to samo q i s.
W przypadku wzbudzania się w rezonatorze jedynie osiowych modów podłużnych (m=s=0), zależność powyższa redukuje się do postaci:
Wówczas odległości na charakterystykach widmowych między kolejnymi modami można wyrazić zależnością:
Dla typowego rezonatora GaAs o długości L = 400m, wynosi około 0,25nm (T=300K).
Bilans mocy lasera złączowego
Przetwarzanie energii pobieranej ze źródła zasilania na energię użytecznego promieniowania emitowanego z lasera złączowego cechuje się kilkoma różnymi rodzajami strat, mianowicie:
w czasie transportu nośników ładunku generowane jest ciepło Joule'a,
rekombinacja niepromienista nośników,
oprócz promieniowania wymuszonego emitowane jest również promieniowanie spontaniczne,
część promieniowania wymuszonego przed wyemitowaniem na zewnątrz przyrządu jest absorbowana (bądź rozpraszana) w warstwach biernych (straty dyfrakcyjne) i w warstwie czynnej na swobodnych nośnikach i niedoskonałościach sieci krystalicznej.
Charakterystyka prądowo-napięciowa lasera
Akcja laserowa
Aby mogła zaistnieć akcja laserowa konieczne jest spełnienie warunków:
Wzmocnienie musi równoważyć straty w rezonatorze.
Promieniowanie musi mieć charakter promieniowania koherentnego czyli spójnego, a więc o tej samej częstotliwości i fazie.
Założenia do analizy warunków progowych akcji laserowej w rezonatorze Fabry'ego-Perota
Częściowa transmisja możliwa jest tylko przez jedno zwierciadło rezonatora R1.
Drugie zwierciadło R2 charakteryzuje się zerową transmisją.
W zwierciadłach zachodzą zjawiska absorpcji, rozpraszania i dyfuzji (straty).
W warstwach ograniczających rezonator F-P zachodzi absorpcja (straty).
W rezonatorze F-P obserwujemy straty w wyniku rozpraszania na defektach i niejednorodnościach ośrodka.
Jeśli przez I0 oznaczymy początkowe natężenie fali świetlnej, a wzmocnienie g jest większe od sumarycznych strat γ, to:
I=I0·R1·R2·exp[2(g-γ)L]
gdzie: |
|||
|
L |
- |
długość rezonatora. |
Próg wzmocnienia (I=I0):
R1·R2·exp[2(g-γ)L]=1
Stąd wzmocnienie progowe:
Pierwszy składnik reprezentuje straty rezonatora F-P, a drugi użyteczną akcję laserową.
W pierwszej fazie akcji laserowej niezbędne jest spełnienie warunku g >> gth. Po kilku oscylacjach wzmocnienie stabilizuje się na poziomie gth (obserwuje się znaczny wzrost inwersji obsadzeń i wzmocnienie maleje). Należy podkreślić, że efektywność akcji laserowej będzie zależeć nie tylko od wzmocnienia w rezonatorze F-P, ale również od efektywności generacji inwersji obsadzeń.
Prąd progowy
Warunkiem wystąpienia akcji laserowej w laserze złączowym jest spełnienie warunku progowego:
G = mg(x) >= mgth = i+k
gdzie: |
|||
|
G |
- |
współczynnik wzmocnienia modowego (stosunek strumienia promieniowania ograniczonego w warstwie centralnej do całkowitego strumienia promieniowania generowanego w laserze, |
|
m |
- |
współczynnik wypełnienia falowodu, |
|
g(x) |
- |
wzmocnienie lokalne, |
|
k |
- |
straty krawędziowe, |
|
i |
- |
straty wewnętrzne promieniowania. |
i=mfc+(1-m)wy+s+c
gdzie: |
|||
|
dfc |
- |
współczynnik absorpcji na swobodnych nośnikach w obszarze czynnym, |
|
dwy |
- |
współczynnik absorpcji (głównie na swobodnych nośnikach) w obszarach ograniczających, |
|
s |
- |
współczynnik strat spowodowanych rozpraszaniem promieniowania na niedoskonałościach sieci krystalicznej obszaru czynnego i zaburzeniach jego grubości, |
|
c |
- |
współczynnik strat związany z penetracją promieniowania poza warstwy ograniczające, |
|
R |
- |
współczynnik odbicia, |
|
L |
- |
długość rezonatora. |
Eksperymentalnie prąd progowy lasera złączowego (podstawowy parametr) można wyznaczyć badając na przykład jego charakterystykę emisyjną, tj. zależność mocy P emitowanego promieniowania od prądu zasilania I. Wartość Ith leży w miejscu przecięcia przedłużenia prostolinijnej, szybko wznoszącej się części charakterystyki z osią odciętych.
Przyrostowa zewnętrzna sprawność kwantowa a prąd progowy
Można zapisać, że prąd progowy akcji laserowej ma postać:
gdzie: |
|||
|
d |
- |
grubość warstwy aktywnej, |
|
Rsp |
- |
szybkość emisji spontanicznej na jednostkę objętości, |
|
nth |
- |
progowa koncentracja nośników wstrzykiwanych do obszaru czynnego. |
Ith - prąd progowy; d - przyrostowa zewnętrzna sprawność kwantowa, można ją również przedstawić jako:
Wielkość tego parametru można też obliczyć na podstawie znajomości parametrów konstrukcyjnych lasera złączowego z zależności:
gdzie: |
|||
|
i |
- |
straty wewnętrzne promieniowania, |
|
R1, R2 |
- |
współczynniki odbicia promieniowania od obydwu zwierciadeł rezonatora, |
|
i |
- |
sprawność kwantowa wewnętrzna. |
Szerokość połówkowa widma emisyjnego
|
|||
|
P() |
- |
funkcja kształtu (poszerzenia), |
|
P()d |
- |
definiuje prawdopodobieństwo, że obserwowana emisja (lub absorpcja) w wyniku przejść między pasmami podstawowym i przewodnictwa będzie wynikiem generacji fotonu o częstotliwości z przedziału częstotliwości ÷ +d. |
Poszerzenie wywołane jest szeregiem mechanizmów:
Poszerzenie homogeniczne związane z oddziaływaniem foton - fonon
gdzie: |
|||
|
AT |
- |
wpływ fononów akustycznych (A - stała proporcjonalności, T - temperatura), |
|
op |
- |
stała, |
|
LO |
- |
częstotliwość fononu optycznego, LO → LO. |
Jeśli temperatura rośnie, to:
Poszerzenie niehomogeniczne linii widmowej
naprężenia lokalne,
koncentracja domieszki, w tym niekontrolowane (niechciane) zanieczyszczenia,
klastery stopowe,
szorstkość międzypowierzchni w heterostrukturach i studniach kwantowych.
Tylko dla domieszek obserwuje się zależność temperaturową. Linie kształtu można zdefiniować jako:
0 - odnosi się do maksimum linii emisji spontanicznej.
Widmo promieniowania rezonatora Fabry-Perota
Mody podłużne generowane przez rezonator F-P:
L=ml/2nr i nm=mc/2Lnr
gdzie: |
|||
|
nm |
- |
częstotliwość generowanych modów |
Różnica częstotliwości między poszczególnymi modami podłużnymi:
dn = c/2Lnr
Różnica długości propagującej się fali:
Jeśli L maleje, to ilość modów też maleje, bo dn rośnie.
Dobroć rezonatora
Klasyfikacja laserów półprzewodnikowych ze względu na obszar czynny
Homozłączowy laser półprzewodnikowy
Monoheterozłączowy laser półprzewodnikowy SH
Biheterozłączowy laser półprzewodnikowy BH
Wieloheterozłączowy laser półprzewodnikowy
Lasery paskowe
Lasery z kwantowym obszarem czynnym
Lasery ze zwierciadłem Bragga
Porównanie diodowych źródeł światła
Właściwości |
LED |
Diody laserowe |
Diody laserowe jednomodowe |
Szerokość widmowa [nm] |
20-100 |
1-5 |
<0,2 |
Czas narostu [ns] |
2-250 |
0,1-1 |
0,05-1 |
Pasmo modulacji [MHz] |
<300 |
2000 |
6000 |
Sprawność sprzęgania1) |
bardzo mała |
średnia |
duża |
Pasujące włókno |
wielomodowe SI2) |
wielomodowe GRIN |
jednomodowe |
Czułość temperaturowa |
mała |
duża |
duża |
Złożoność obwodu |
prosty |
złożony |
złożony |
Czas życia [h] |
105 |
104-105 |
104-105 |
Koszt |
mały |
duży |
największy |
Główne zastosowania |
linie średniej długości, średnie szybkości transmisji danych |
długie linie, duże szybkości transmisji danych |
bardzo długie linie, bardzo duże szybkości transmisji danych |
1) Sprawność sprzęgania może być poprawiona przez użycie soczewek.
2) I okno transmisyjne.
3) II okno transmisyjne.
Klasyfikacja laserów półprzewodnikowych ze względu na obszar czynny
Homozłączowy laser półprzewodnikowy
Monoheterozłączowy laser półprzewodnikowy SH
Biheterozłączowy laser półprzewodnikowy BH
Wieloheterozłączowy laser półprzewodnikowy
Lasery paskowe
Lasery z kwantowym obszarem czynnym
Lasery ze zwierciadłem Bragga
Detektory
43
Nadajnik
N
Odbiornik
O
1 - gazy reakcyjne, transport masy do obszaru osadzania 2 - dyfuzja reagentów przez obszar przygraniczny, 3 - adsorpcja reagentów na powierzchni podłoża, 4 - kinetyka reakcji chemicznych na powierzchni podłoża, 5 - desorpcja
reagentów z podłoża, 6 - dyfuzja reagentów i produktów przez obszar przygraniczny, 7 - transport reagentów i produktów reakcji z obszaru osadzania
Wyszukiwarka
Podobne podstrony:
Optoelektronika ETE6621WczI
Optoelektronika ETE6621WczI
optoelektronika02
Korbutowicz,optoelektronika,Technologia wytwarzania półprzewodnikowych struktur optoelektronicznych
czI
KW01 CzI
Optoelektronika 2
Podzespoły optoelektroniczne z ZWLE
geometria czI
Przewodowe media transmisyjne czI
Poradnictwo zawodowe w czasopiśmie Rynek Pracy nr specjalny XII 2003 czI(1)
optoelektronika cw 1 zima
Optoelektronika
optoelektronika
OPTOELEKTRONIKA m p
optoelektronikaPytania
Badanie optoelektrycznych właściwości przyrządów półprzewodnikowych 5 , LABORATORIUM FIZYCZNE
Badanie ementów optoelektronicznych, ELEKKI~1, 1
więcej podobnych podstron