POŁĄCZENIA SPAWANE
ŹRÓDŁA CIEPŁA
płomień gazowy (en. chemiczna)
łuk elektryczny (en. elektryczna)
en. mechaniczna
pł. gaz. C2 H2 + O2 2CO + H2 + 107 kcal/mol
2CO + H2 + 1½O2 = 2CO2 + H2O + 203 kcal/mol
Ciepło skoncentrowane 34% c. en.
Płomień : normalny O2 /C2H2 = 1,0 ÷ 1,2
nawęgl. O2 /C2H2 < 1
utleniaj. O2 /C2H2 > 1,2
ŁUK ELEKTRYCZNY
Gaz w polu elektr. ulega jonizacji oraz dysocjacji.
Mieszanina jonów dodatnich oraz cząsteczek wykazuje b. dużą zdolność emisyjną - tworząc PLAZMĘ
Warunek ciągłości procesu jonizacji i dysocjacji - wys. temp.
Charak. łuku : argon - elektr. nietopl. wolfram.
2. Źródła energii
- gazy palne C2H2 (butla 15 atm, +15ºC rozp. w acetonie 40l 5,5 kg C2H2 ( 5m3 )
termit (ferromit) (Al + FeO)
łuk elektryczny (przetwornice, prost. spaw., transf. spawalnicze)
3. Inne źródła :
a. Wiązka elektr. (P = 2 ÷ 20kW), (I ≈ 1A), (U ≈ 100kV)
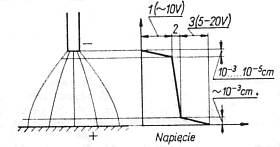
b. Plazma termiczna : (rozgrzany gaz przez sztucznie,
skoncentrowany łuk elektr.) t ≈ 30 000ºC U = 40 ÷ 120 V
P = 200 kW,
c. Reakcje egzotermiczne (sp. proszku Al i tlenków Fe),
d. Ciepło - przez tarcie,
e. Ciepło Joule'a (oporn. stykowa).
Metody spawania
- ręczne, łukowe elektr. otuloną (1,5 mm - wsz. mat.
elektr. topliwą w osłonie gazu czynnego (MAG)
elektr. topliwą w osłonie gazu obojętnego (MIG)
elektrodą nietopliwą w osłonie gazu obojętnego (TIG)
Elektroda topliwa (0,6 ÷ 2,4 mm) z metalu rodzimego + odtleniacze Mn, SI, Al i Ti
Elektroda nietopliwa - wolfram
Gaz czynny CO2 - obojętny Argon, Hel
Spawanie łukiem krytym (łuk jarzy się pod warstwą sypk.
topnika) - blachy 10 ÷ 50 mm
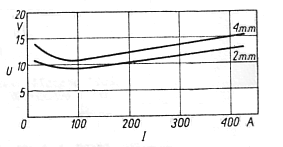
I = 800A p = 240 m/h - dr.
U = 40V ps = 70 m/h - sp.
8º α
Spawanie elektrożużlowe
Łuk jarzy się do wytw. jeziorka stopionego topnika, którego temp.
temp. top. top. elektr.
I = 1000A ps = 0,9 m/h
pd = 600 m/h
≠ elem. 400 mm i więcej.
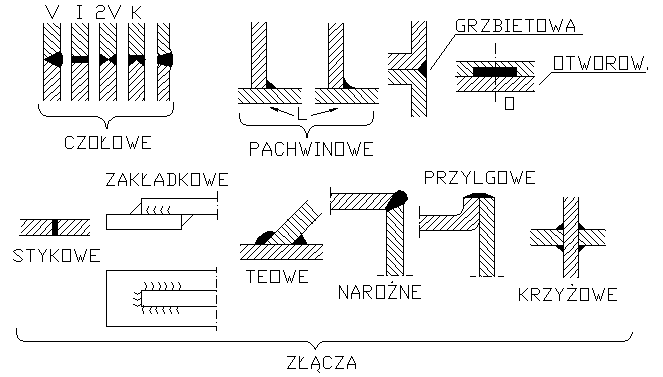
Wytrzymałość złączy sp. gaz. i elek.
Kr' ≈ (0,6 ÷ 0,75) Kt kotły ~ 0,9
Kt = nap.dop. na ścinanie
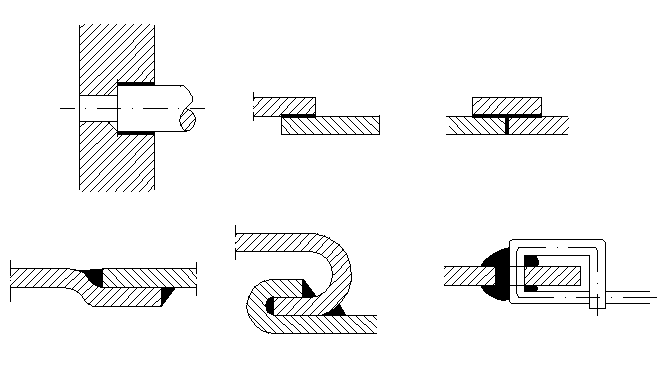
POŁĄCZENIA LUTOWANE
Pomiędzy pow. doprow. roztopiony metal o temp. top. < tem. top. materiału łączonego.
Spoiwo (lut) - nawilża pow. roztopionym spoiwem
Pow. metalu łączonego - idealnie czyste
Ochrona przed utlenianiem - topniki (obniżają napięcie powierzchniowe lutu)
LUTOWANIE MIĘKKIE METALI CIĘŻKICH
STAL - MIEDŹ - CYNK i ich stopy
Luty ołowiowo - cynowe (T ≈ 180º ÷ 325º)
LUTOWANIE MIĘKKIE METALI LEKKICH
ALUM., MAGNEZ i ich stopy.
Luty cynkowo - kadmowe (T ≈ 320ºC)
cynkowo - cynowe T ≈ 260ºC ÷ 320ºC
cynkowo - aluminiowe T ≈ 430ºC
LUTOWANIE TWARDE METALI CIĘŻKICH
Luty Miedź - mosiądz - srebro i ich stopy
T ≈ 600ºC ÷ 1450ºC
LUTOWANIE TWARDE METALI LEKKICH
Luty aluminiowo - krzemowe (83% Al, 13% Si)
magnezowo - alum. - cynkowe (83% Mg, 12% Al, 5% Zn)
T ≈ 530ºC ÷ 570ºC
Kt' - dop. nap. tnące
Kt'
Xr ≈ 3 ob. st.
Xr ≈ 5 ob. jedn. zmienne
Xr ≈ 8 dwustr. zmienne
Rt - luty miękkie ∼ 1400 ÷ 8500 N/cm2
twarde ∼ 10000 ÷ 25000 N/cm2
Wyszukiwarka
Podobne podstrony:
Badanie mikroskopowe połączeń spawanych, zgrzewanych i lutowanych
POŁĄCZENIA SPAWANE [Przykład1]
METAL projekt I styk Tarsa, POŁĄCZENIE SPAWANE A3
Spawanie lutowanie, Politechnika Lubelska, Studia, Studia, Sprawka 5 semestr
,PODSTAWY KONSTRUKCJI MASZYN, POŁĄCZENIA SPAWANE
połączenia spawane lab (2)
połączenie spawane
Kolokwium ze śrub, sworzni oraz połączeń spawanych
POŁĄCZENIA SPAWANE
projekt 3 połączenia spawane tematy
2 2 1 Badania materiałów i połączeń spawanych (labolatori
Połączenia spawane
Polaczenia spawane
Połączenia spawane
POŁĄCZENIA SPAWANE [Przykład3]
12 POLACZENIA SPAWANE kontrol Nieznany (2)
Konstrukcje metalowe 1 Przykl Polaczenia spawane id 246324
Połączenia SPAWANE wg PN EN 1993 1 8 DLA STUDENTÓW
POŁĄCZENIA SPAWANE [Przykład2]
więcej podobnych podstron