UNIWERSYTET SZCZECIŃSKI |
|||||
Katedra Edukacji Technicznej |
Laboratorium technologii wytwarzania |
||||
Temat ćwiczenia: Łączenie metali spawaniem i lutowaniem |
Nr ćwicz.: 10 |
||||
Imię i nazwisko: Dariusz Narkunas Paweł Mikołajek Krzysztof Matyasik Rafał Cholewka |
Rok: II WT Semestr: zimowy Grupa: VI Zespół: C
|
Sprawdzający:
|
Data: 20.12.2000r. |
Ocena:
|
|
SPRAWOZDANIE Z ĆWICZENIA
CZĘŚĆ TEORETYCZNA
Spawalnictwo jest to dziedzina techniki zajmująca się procesami trwałego łączenia części metalowych za pomocą doprowadzenia ciepła do miejsca , w którym ma powstać złącze . Trwałe łączenie metali za pomocą doprowadzanego ciepła dzieli się na spawanie , zgrzewanie i lutowanie . W naszym sprawozdaniu omówimy spawanie i lutowanie .
Podczas spawania brzegi łączonych części ulegają stopieniu , a ciekły metal wypełnia istniejącą między nimi szczelinę . Najczęściej ilość stopionego metalu jest nie wystarczająca do utworzenia prawidłowej spoiny , dlatego stosuje się spoiwa topione równocześnie z nadtapianiem brzegów łączonych części . Po skrzepnięciu powstaje spoina łącząca trwale części łączone . Zawiera ona stopiony metal rodzimy , najczęściej z dodatkiem stopionego spoiwa .
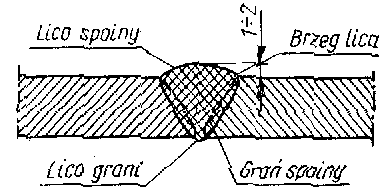
Rys. Złącze spawane ( spoina )
Przygotowanie materiału do spawania.
Zależnie od grubości materiału miejscom łączonym nadaje się odpowiednie kształty. Blachy cienkie grubości poniżej 2mm wygina się jak na rysunku a) .
a) b)
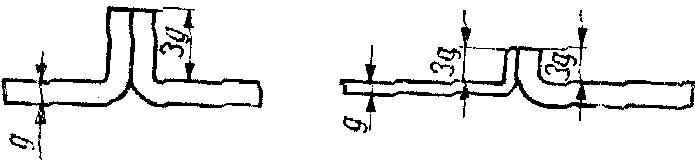
W takim przypadku zbędne jest stosowanie spoiwa - spoinę tworzy przetopiony brzeg blachy wygięty do góry . W przypadku łączenia blach różnej grubości rys b) , wysokość wywinięcia przyjmuje się zwykle równą potrójnej grubości blachy .
Blachy nieco grubsze ( do 4 mm ) nie wygina się , lecz rozsuwa na odległość równą połowie ich grubości .Blachy ponad 4mm ukosuje się przed spawaniem . Blachy grubości około 5mm ukosuje się w kształcie litery V pod kątem 90° , a blachy grubsze ukosuje się zwykle pod mniejszym katem . Blachy grubości przekraczającej 12mm ukosuje się w kształcie litery X.
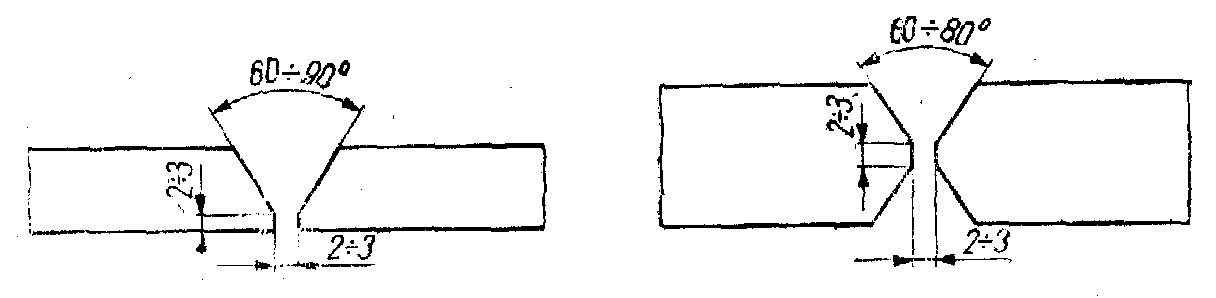
Rys. Ukosowanie blachy w kształcie litery V Rys. Ukosowanie blachy w kształcie litery X
Przed spawaniem materiał powinien być dokładnie oczyszczony z tlenków metali , farb oraz tłuszczów .
Do spawania przedmioty należy ustawić w sposób uniemożliwiający jakiekolwiek zmianę wzajemnego ich położenia podczas spawania . Najczęściej do tego celu stosuje się sczepienie polegające na punktowym spawaniu krawędzi . Punktowe spoiny należy w określonej kolejności .Do ustalenia spawanych przedmiotów stosuje się również różnego rodzaju uchwyty .
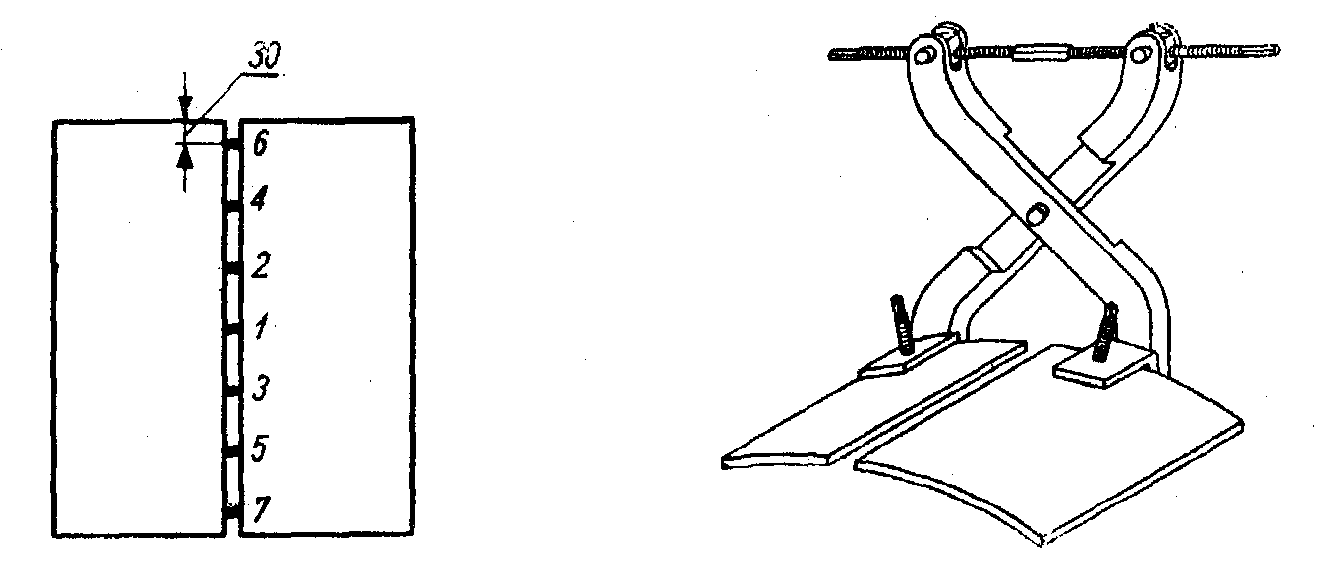
Rys. Kolejność układania punktów sczepnych Rys. Przyrząd do ustalenia położenia blach
podczas spawania
Rodzaje spoin
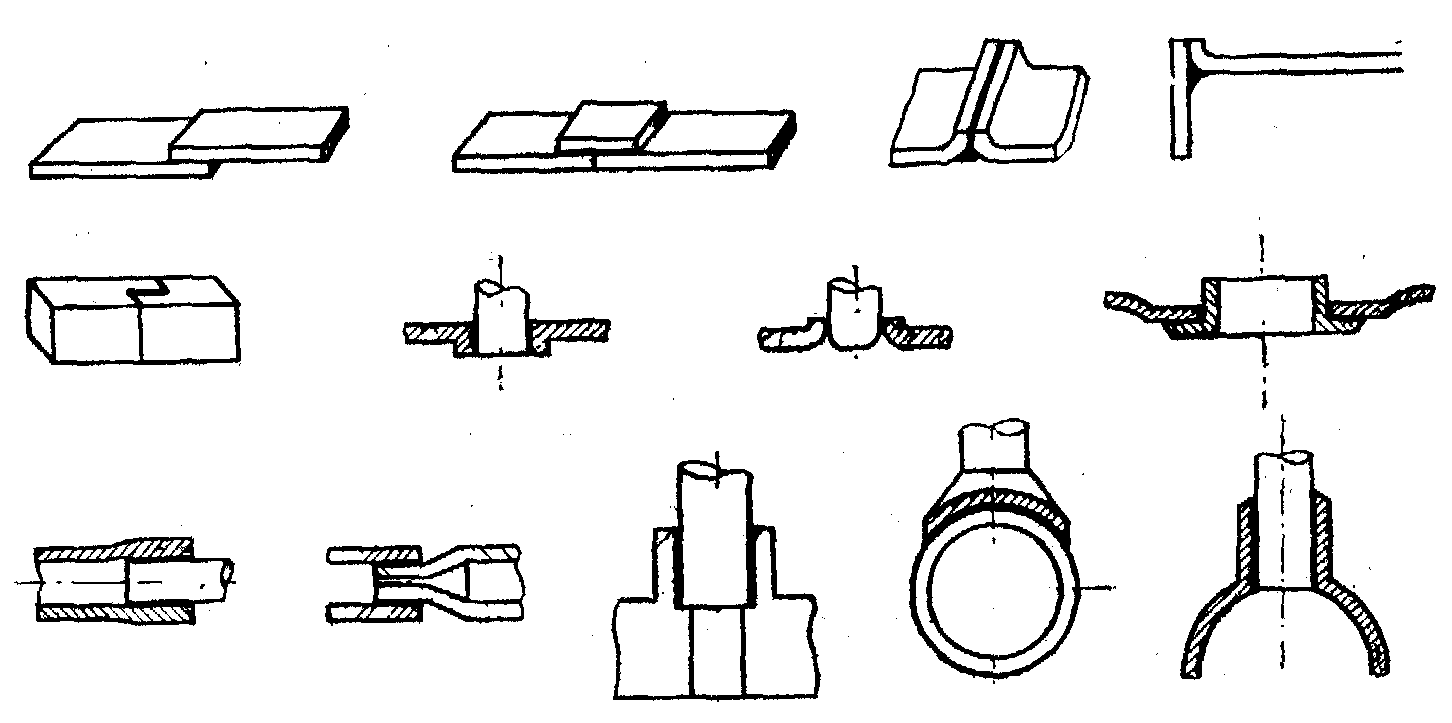
Ze względu na wzajemne ustawienie spawanych części rozróżnia się spoiny czołowe ,brzeżne , pachwinowe , grzbietowe .
Sposób wykonania spoiny czołowej jest zależny od ukształtowania brzegów łączonych elementów , od grubości części spawanych oraz od metody spawania .
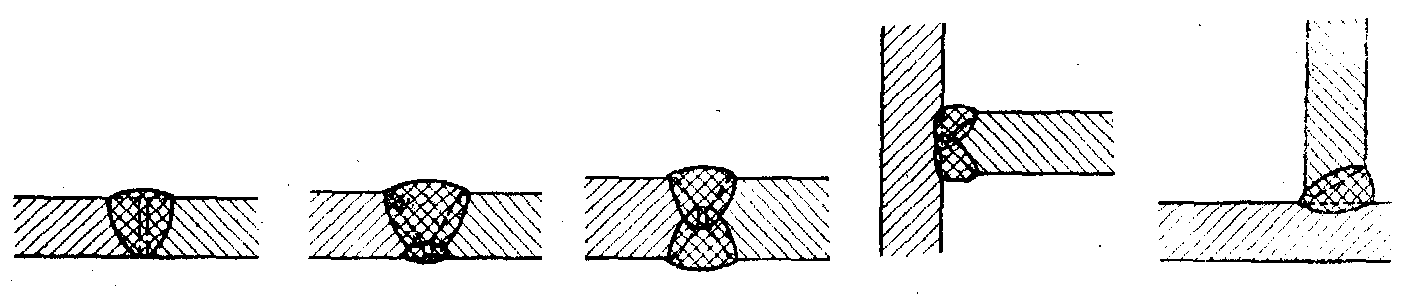
Rys. Spoiny czołowe
Przygotowanie części łączonych do wykonania spoiny pachwinowej polega na dopasowaniu i oczyszczeniu powierzchni styku oraz miejsca układania spoiny .
Rys. Spoiny pachwinowe
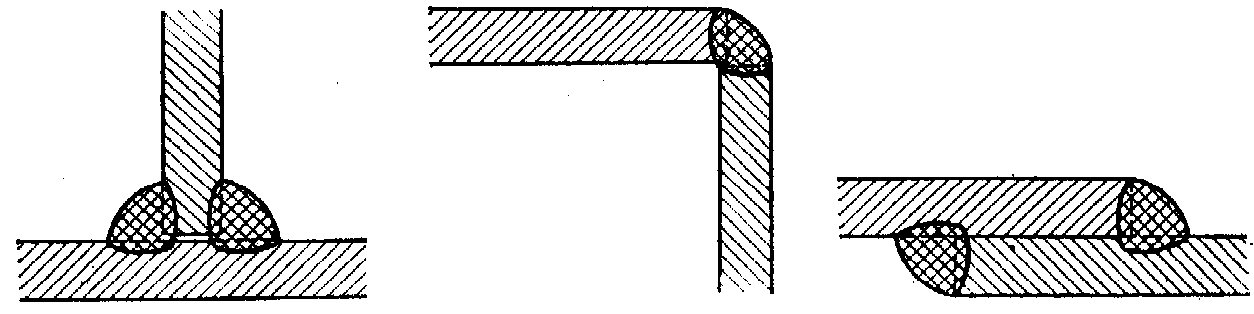
Spoiny otworowe otrzymuje się przez wypełnieniem spoiwem otworów lub podłużnych wycięć wykonywanych w jednej z łączonych blach .
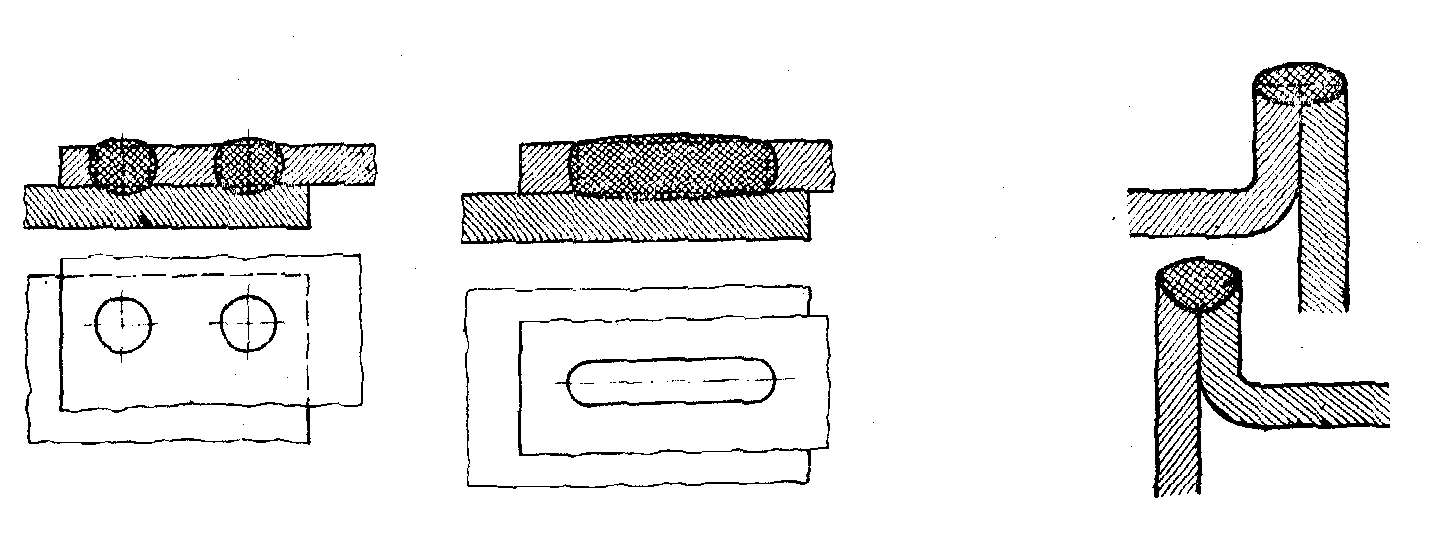
Rys. Spoiny otworowe Rys. Spoiny grzbietowe
Zależnie od sposobu wytwarzania ciepła niezbędnego do wykonania spawania rozróżniamy spawanie gazowe, łukowe (elektryczne) i termitowe.
SPAWANIE GAZOWE
W procesach spawania najpowszechniej stosowanymi gazami są acetylen oraz niezbędny do jego spalania ten . Niekiedy stosowane są także inne gazy jak wodór lub metan .Do wytwarzania acetylenu używa się karbidu, otrzymywanego w łuku elektrycznym z tlenku wapnia i koksu . Urządzenie do wytwarzania acetylenu nazywa się wytwornicą i ma postać zbiornika , w którym zachodzi reakcja między węglikiem wapnia i wodą .Acetylen jest niebezpieczny w użyciu ze względu na skłonność do wybuchu w przypadku zmieszania z tlenem lub powietrzem . Butla do przechowywania acetylenu jest zamknięta zaworem odkręcanym za pomocą klucz kwadratowego . Dla rozróżnienia butle acetylenowe maluje się na biało i oznacza czerwonym znakiem C2H2 .Natomiast tlen wytwarza się najczęściej metodą Lindego , polegającą na skraplaniu powietrza przez kolejne jego sprężanie i rozprężanie . Podczas rozprężania gazu następuje oziębienie .Wielokrotne powtórzenie sprężania i rozprężania powietrza powoduje jego skraplanie . Tlen jest przechowywany w butlach stalowych ( malowanych na niebiesko ) przy nadciśnieniu 150at .
REDUKTORY - ich zadaniem jest obniżenie ciśnienia gazów pobieranych z butli do ciśnienia roboczego , a następnie utrzymanie go bez zmian przez cały czas pracy urządzenia , mimo że ciśnienie w butli maleje w miarę jej opróżniania .
PALNIKI - warunkiem dobrego spalania gazów jest dobre ich wymieszanie z tlenem . Do tego służy palnik . Zależnie od sposobu działania rozróżniamy palniki wysokiego oraz niskiego ciśnienia .
METODY SPAWANIA GAZOWEGO
W praktyce stosuje się kilka metod spawania gazowego . Różnią się one między sobą głównie sposobem przesuwania palnika i spoiwa . Niezależnie od sposobu spawania palnik trzyma się w prawej ręce , a spoiwo w lewej .
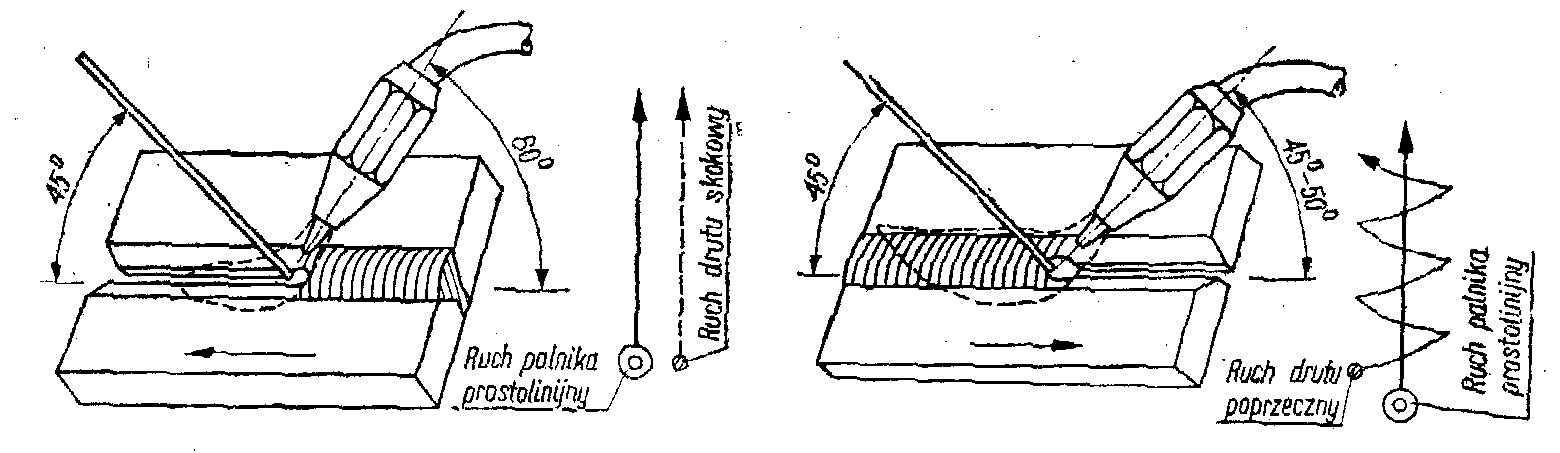
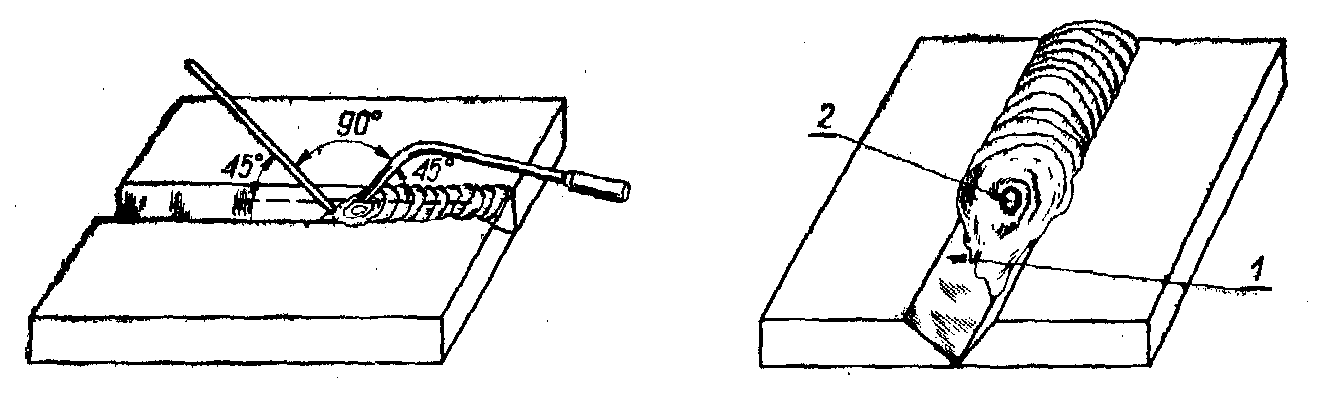
SPAWANIE W LEWO - stosuje się głównie do blach , których grubość nie przekracza 4mm . Podczas spawania palnik trzymany w prawej ręce przesuwa się w lewo , a spoiwo trzymane w lewej ręce wyprzedza palnik w swym ruchu wzdłuż spoiny . Płomień palnika jest stale skierowany na materiał jeszcze nie spawany .
SPAWANIE W PRAWO - stosuje się głównie do blach grubości przekraczającej 4mm . palnik wyprzedza spoiwo , a płomień jest skierowany stale na spoinę , dzięki czemu jej chłodzenie jest powolniejsze , a wiec i możliwości powstawania naprężeń spawalniczych mniejsze .
SPAWANIE W GÓRĘ - stosuje się w przypadku pionowego ustawienia krawędzi spawanych . Spoinę kładzie się od dołu ku górze . Spoiny o grubości nie przekraczającej 6mm wykonuje się z jednej strony , natomiast grubsze należy wykonywać obustronnie .
Rys . Spawanie w lewo Rys . Spawanie w prawo
SPAWANIE ŁUKOWE ( ELEKTRYCZNE )
W spawaniu łukowym źródłem ciepła jest łuk elektryczny , które to ciepło można wykorzystać do spawania . Temperatura łuku elektrycznego jest bardzo wysoka i osiąga często kilku tysięcy stopni Celsjusza . Tak wysoką temperaturę osiąga się wskutek skupienia dużej mocy w niewielkim przedziale. Do powstania łuku elektrycznego niezbędna jest jonizacja cząsteczek gazów wchodzących w skład powietrza . Zjonizowane powietrze staje się przewodnikiem elektryczności , dodatnie bowiem jony wchodzące w skład powietrza wędrują do ujemnej katody , a ujemne elektrony do anody .Energia , którą niosą cząstki materii , jest tak duża , że bombardowane nimi elektrody nagrzewają się intensywnie i niekiedy ulegają stopieniu . Dla wywołania zjawiska jonizacji powietrza niezbędny jest przepływ elektronów z katody do anody . Przepływ ten występuje wtedy , gdy katoda ma odpowiednio wysoka temperaturę . Osiąga się to przez zwarcie anody z katodą , a następnie rozsunięcie tych elektrod na pewna odległość .
Rozróżnia się dwie metody spawania łukowego , a mianowicie spawanie elektrodami topliwymi oraz nietopliwymi .
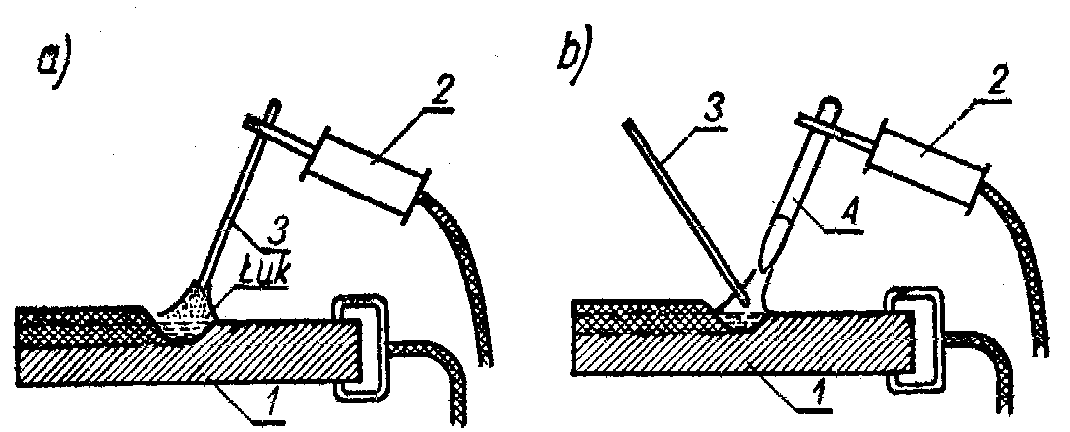
Rys. Schematy spawania łukowego
Na rysunku a) pokazano schemat spawania elektrodą topliwą . Między przedmiotem spawanym 1 a elektrodą 3 umocowaną w uchwycie 2 powstał łuk elektryczny zasilany przez spawalnicę . Elektroda 3 jest jednocześnie spoiwem , które w czasie procesu spawania ulega stopieniu .
Na rysunku b) jest przedstawiony schemat spawania elektrodą nietopliwą . Między przedmiotem 1 służącym jednocześnie jako elektroda a elektrodą wolframową 4 jarzy się łuk elektryczny . Spoiwo w postaci pręta 3 ulega w łuku stopieniu i wraz z nadtopionym materiałem spawanym tworzy spoinę .
ELEKTRODY DO SPAWANIA ŁUKOWEGO - dzielimy na topliwe i nietopliwe , zazwyczaj węglowe lub wolframowe . Elektrody topliwe są w spawalnictwie szeroko rozpowszechnione w odróżnieniu od elektrod nietopliwych , które stosuje się w specjalnych przypadkach . Elektrody topliwe można podzielić na gołe i otulone .
ELEKTRODY GOŁE - są używane najczęściej w postaci drutu do spawania automatycznego łukiem krytym . Do spawania ręcznego nie są one stosowane , gdyż łatwo ulegają utlenianiu , dodając spoiny złej jakości .
ELEKTRODY OTULONE - są wykonane w postaci prętów z drutu o średnicy 1÷6 mm , pokrytych masą tworzącą otulinę . Zadaniem otuliny jest wytwarzanie osłony gazowej , chroniącej spoinę przed dostępem powietrza oraz ułatwiającej jednocześnie jonizację gazów w obszarze łuku . Otulina po stopieniu tworzy ciekły żużel , rozpuszczający w sobie tlenki i chroniący spoinę przed zbyt szybkim stygnięciem . Niektóre otuliny maja za zadanie wprowadzenie do spoiny składników uszlachetniających .
W kraju produkowane są elektrody otulone :
do spawania połączeniowego , oznaczone EP,
do spawania żeliwa - EŻ ,
specjalne , przeznaczone do spawania stali stopowych - ES ,
do napawania - EN.
LUTOWANIE
Lutowaniem nazywamy proces łączenia części metalowych za pomocą stopionego metalu ( lub stopu ) zwanego lutem , który wprowadzony w szczelinę między lutowane części łączy je po skrzepnięciu .Przy lutowaniu nie zachodzi nadtapianie łączonych części . Połączenie następuje tu wskutek zwilżania tych części lutem oraz wskutek dyfuzji zachodzącej miedzy obu tymi materiałami .
Gdy temperatura topnienia zastosowanego lutu nie przekracza 450 °C , lutowanie nazywamy miękkim . W przypadku stosowania lutu o temperaturze topnienia przekraczającej 450 °C lutowanie nazywamy twardym .
Do lutowania twardego są stosowane spoiwa: srebrne, miedziane, mosiężne, brązowe i niklowe. Temperatura ich topnienia dochodzi do 1450*C. Luty miękkie stanowią stopy cyny z ołowiem, temperatura ich topnienia zawiera się w granicach 183...300*C zależnie od składu. Spoiwa cynowe zawierają od 8% do 90% cyny, resztę stanowi głównie ołów.
Rys . Przykłady złączy lutowanych .
Odmianą lutowania twardego jest lutospawanie, przy którym stosuje się roztapianie spoiwa palnikiem, bez nadtapiania materiału rodzimego. Różnica polega na przygotowaniu materiału lutowanego, które w tym przypadku polega na ukosowaniu. Dlatego złącza lutospawane mają kształt litery V lub X.
Rys . Lutospawanie
Proces lutowania składa się z kilku etapów : ukształtowania i oczyszczenia powierzchni łączonych części , nagrzania ich do temperatury bliskiej temperaturze topnienia lutu, nałożenia topnika , roztopienia lutu i wprowadzenie go między łączone powierzchnie ,wzajemnej dyfuzji łączonych metali i ciekłego lutu oraz chłodzenia i skrzepnięcia lutowiny . Podstawowym warunkiem otrzymywania prawidłowego połączenia dwóch metali jest przede wszystkim właściwy dobór lutu .
Ogólne wymagania stawiane lutom można ująć w następujących warunkach :
temperatura topnienia lutu musi być niższa od temperatury topnienia lutowanych metali ,
lut powinien dobrze zwilżać powierzchnie lutowanych części ,
powinowactwo chemiczne lutu do metali łączonych powinno zapewniać tworzenie się na granicy styku roztworów stałych i faz międzymetalicznych,
lut w stanie roztopionym powinien wykazywać dobrą lejność ,
zakres krystalizacji ( tj. różnica między temperaturą początku i końcu krzepnięcia ) lutu nie powinien być zbyt duży ,
lut powinien mieć dostateczną wytrzymałość i plastyczność ,
współczynniki rozszerzalności cieplnej lutu i metali łączonych powinien być zbliżone do siebie ,
lut i łączone metale powinny wykazywać podobną odporność na korozję ,
w stanie roztopionym lut nie powinien się utleniać ,
lut nie powinien zawierać drogich i deficytowych pierwiastków .
Przygotowanie łączonych powierzchni polega na mechanicznym i chemicznym ich oczyszczeniu .Do mechanicznego oczyszczania powierzchni stosuje się piłowanie , szczotkowanie i tym podobne zabiegi . Chemiczne oczyszczanie polega na odtłuszczeniu lub trawieniu . Proces odtłuszczania można przeprowadzić :
przy użyciu rozpuszczalników organicznych ( trój chlorek etylu , czterochlorek etylu , czterochlorek węgla , alkohol etylowy) ,
przy użyciu roztworów alkalicznych ( wodorotlenek sodu , węglan sodu , krzemian sodu i inne ) ,
elektrolitycznie ,
ultradziwiękowo .
CZĘŚĆ PRAKTYCZNA
Założeniem tego ćwiczenia było zapoznanie się z zagadnieniem łączenia metali poprzez spawanie i lutowanie. W jego części praktycznej zajęliśmy się jednak tylko procesem spawania. Naszym zadaniem było takie połączenie dwóch kawałków metalu, aby w miejscu połączenia powstała spoina czołowa .Na początku ćwiczenia musieliśmy sprawdzić łatwość jarzenia się dwóch elektrod , elektrody rutylowej ER 246 i elektrody rutylowej grubo otulonej ER 246 . Z naszych obserwacji lepiej jarzyła się ta pierwsza .Przed przystąpieniem do spawania musieliśmy ustawić sobie prąd spawania odpowiedni do elektrody , którą spawaliśmy . Następnie trzeba było oczyścić spawane przedmioty . Do spawania nie moglibyśmy przystąpić bez włożenia specjalnego skórzanego fartucha oraz maski chroniącej oczy przed promieniowaniem .
1
1
Wyszukiwarka
Podobne podstrony:
Technologia spawania stali wysokostopowych 97 2003
Spawanie łukowe prezentacja
Spawanie i napawanie elektrodami otulonymi
BrochureWeldability PL spawanie inox
POŁĄCZENIA SPAWANE [Przykład1]
POL SPAWANE
Montażowy styk uniwersalny, spawany DS
Spawanie gazowe palnikiem, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, Spawalnictwo
spawanie sciaga
Subst szkodliwe w spawaniu
SPAWANIE
cichosz,podstawy technik wytwarzania, Przepisy BHP przy spawaniu gazowym
Bhp podczas spawania metali
METAL projekt I styk Tarsa, POŁĄCZENIE SPAWANE A3
Spawanie gazowe, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, Spajaln
BHP przy spawaniu, Zajęcia praktyczne
cięcie tlenem i spawanie gazowe, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna,
07 Kontrola złączy spawanych
więcej podobnych podstron