Folta Jakub
III MDT Stalowa Wola
Praca kontrolna z Maszyn Technologicznych
Temat:
Dobrać głębokość skrawania i liczbę przejść oraz prędkości obrotowe wrzeciona tak, aby:
- uzyskać wymaganą dokładność obróbki,
- nie przekroczyć obciążenia dopuszczalnego napędu głównego obrabiarki,
- nie przekroczyć dozwolonego obciążenia noża.
Założyć jedno przejście wykańczające oraz j przejść zgrubnych, przy czym dla każdego przejścia zgrubnego przyjąć taki sam posuw i taką samą głębokość skrawania.
Oznaczenia:
dp- średnica początkowa
dk- średnica końcowa
og- odchyłka
gk- głębokość skrawania wykańczającego
gzi- głębokość i-tego skrawania zgrubnego
dzi- średnica po i-tym przejściu zgrubnym
l- długość toczenia
j- liczba przejść zgrubnych
i= 1, 2, …, j
Dane wspólne
Współczynniki do obliczania prędkości obwodowej (głównej) skrawania dla obróbki wykańczającej |
Cvk |
170,00 |
|
|
evk |
0,15 |
|
|
uvk |
0,35 |
|
Współczynniki do obliczania prędkości obwodowej (głównej) skrawania dla obróbki zgrubnej |
Cvz |
320,00 |
|
|
evz |
0,15 |
|
|
uvz |
0,45 |
|
Współczynniki do obliczania siły obwodowej skrawania (dla obróbki zgrubnej i wykańczającej) |
Cfo |
2531,0 |
|
|
efo |
1,00 |
|
|
ufo |
0,75 |
|
Współczynniki do obliczania siły promieniowej skrawania (dla obróbki zgrubnej i wykańczającej) |
Cfr |
1812,0 |
|
|
efr |
0,90 |
|
|
ufr |
0,60 |
|
głęb. obróbki wykańcz. ograniczona przez narzędzie |
mm |
gkdopn |
4,00 |
głęb. obróbki zgrubnej ograniczona przez narzędzie |
mm |
gzdopn |
10,00 |
Sztywność promieniowa wrzeciona |
N/mm |
jw |
190000 |
Sztywność promieniowa konika |
N/mm |
jk |
90000 |
Sztywność promieniowa suportu |
N/mm |
jn |
150000 |
Dopuszczalna moc napędu wrzeciona (wyjściowa) |
kW |
Pwdop |
35 |
Moduł sprężystości |
N/mm2 |
E |
210000 |
Dane indywidualne
numer wariantu zadania |
6 |
||
średnica końcowa (na gotowo) |
mm |
dk |
63,00 |
dopuszcz. odchyłka średnicy dk |
mm |
og |
0,060 |
długość wałka (toczona) |
mm |
l |
535,50 |
średnica początkowa (półfabrykat) |
mm |
dp |
120,00 |
posuw wykańczający |
mm/obr |
pk |
0,09 |
posuw zgrubny |
mm/obr |
pz |
0,35 |
Obliczenia:
- siła promieniowa dla obróbki wykańczającej
- siła promieniowa dla obróbki zgrubnej
- siła obwodowa dla obróbki wykańczającej
- siła obwodowa dla obróbki zgrubnej
- reakcja we wrzecionie
- reakcja w koniku
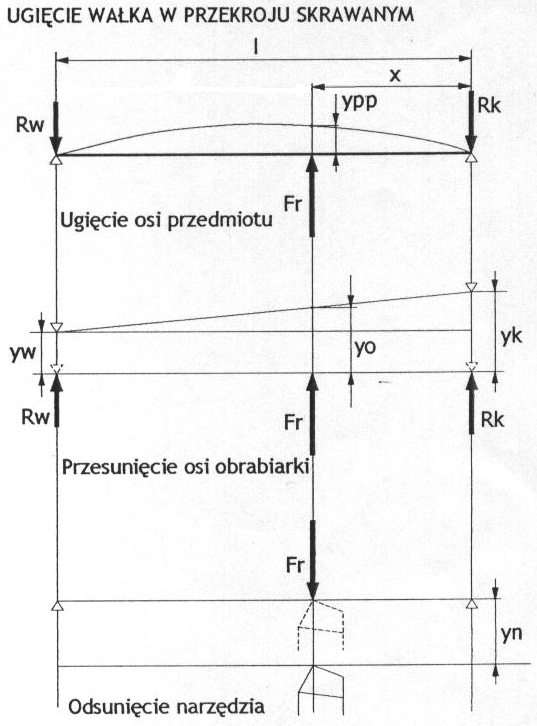
- przemieszczenie wrzeciona
- przemieszczenie konika
- przemieszczenie osi obrabiarki
- ugięcie osi przedmiotu
- odkształcenie obrabiarki i przedmiotu
- sztywność obrabiarki i przedmiotu
- podatność obrabiarki i przedmiotu
- podatność narzędzia
- podatność układu
Przykładowe obliczenia dla x=40 [mm]
x |
A(x) |
20 |
3,80579E-05 |
40 |
4,05999E-05 |
60 |
4,31302E-05 |
80 |
4,55983E-05 |
100 |
4,79546E-05 |
120 |
5,0151E-05 |
140 |
5,21416E-05 |
160 |
5,38823E-05 |
180 |
5,53323E-05 |
200 |
5,64536E-05 |
220 |
5,72121E-05 |
240 |
5,75782E-05 |
260 |
5,75272E-05 |
280 |
5,704E-05 |
300 |
5,61043E-05 |
320 |
5,47153E-05 |
340 |
5,28772E-05 |
360 |
5,06044E-05 |
380 |
4,79238E-05 |
400 |
4,48772E-05 |
420 |
4,1525E-05 |
440 |
3,79516E-05 |
460 |
3,42739E-05 |
480 |
3,06561E-05 |
500 |
2,73414E-05 |
520 |
2,32777E-05 |
Przyjmuję
; przyjmuję
- prędkość skrawania dla obróbki wykańczającej
- obroty wrzeciona dla obróbki wykańczającej
- prędkość skrawania dla obróbki zgrubnej
- obroty wrzeciona dla ostatniego przejścia obróbki zgrubnej
- obroty wrzeciona dla pierwszego przejścia obróbki zgrubnej
- moc niezbędna do obróbki wykańczającej
- moc niezbędna do obróbki zgrubnej
Głębokość skrawania zgrubna gz=3,986 [mm]
Liczba przejść j=7
Głębokość skrawania wykańczająca gk=0,6 [mm]
Obroty wrzeciona dla pierwszego przejścia obr. zgrubnej nz1=1106 [obr/min]
Obroty wrzeciona dla ostatniego przejścia obr. zgrubnej azj.=1840 [obr/min]
Obroty wrzeciona dla obróbki wykańczającej nk=2114 [obr/min]
Wyszukiwarka
Podobne podstrony:
maszyny qba
p 43 ZASADY PROJEKTOWANIA I KSZTAŁTOWANIA FUNDAMENTÓW POD MASZYNY
Technologia Maszyn CAD CAM
Maszynoznawstwo prezentacja multimedialna
czas pracy maszynistówa bezpieczenstwo kolejowe KTS
Maszynoznawstwo+wyklad+2
ubezpieczenie maszyn od awarii
ćw1 Maszyna turinga
maszyny do zbioru warzyw i owocĂłw
Maszynoznawstwo+wyk c5 82ad+4
operator maszyn lesnych 833[02] o1 03 n
mechanik operator pojazdow i maszyn rolniczych 723[03] z2 04 n
maszyny
mechanik operator pojazdow i maszyn rolniczych 723[03] o1 05 u
instrukcja bhp przy obsludze maszyny wilka kolbe do mielenia miesa
Maszyna Turinga
więcej podobnych podstron