WSTĘP
W oparciu o wieloletnie doświadczenie w dziedzinie powłok ochronnych przedstawiono najistotniejsze czynniki wpływające na wielkość praktycznego zużycia farb. Należą do nich:
Zużycie teoretyczne
W kartach katalogowych farb, obok innych informacji , podawane jest również zużycie teoretyczne w jednostkach objętościowych (dm3/m2) lub masowych (kg/m2), bądź tzw. wydajność teoretyczna w m2/dm3 lub kg/dm3.
Teoretyczne objętościowe zużycie wyrobu lakierowego Zo obliczane jest ze wzoru :
gdzie:
Wartość Zo odnosi się do powłoki idealnie równomiernej w swojej grubości, nałożonej na gładką powierzchnię, bez uwzględniania jakichkolwiek strat aplikacyjnych, przy jednoczesnym założeniu, że płynny wyrób zawiera deklarowaną zawartość substancji stałych Vs.
Zużycie praktyczne
Do wyliczenia kosztów materiałowych określonego systemu malarskiego, zużycie teoretyczne wyrobu musi być odpowiednio powiększone. Wielkość naddatku zależy od chropowatości powierzchni, rozkładu powłoki i tolerancji grubości, kształtu konstrukcji, metody i warunków aplikacji, typu farby. Są to obiektywne czynniki wpływające na zwiększone, w porównaniu do teoretycznego, zużycie farb. Dodatkowo występuje cały szereg elementów subiektywnych, kształtujących wielkość strat. Można wymienić staranność prowadzenia procesu, umiejętności i nawyki malarzy, organizację prac i porządek na budowie, itd. elementy te jednak nie stanowią przedmiotu rozważań.
Tak więc wzór na jednostkowe zużycie farby przyjmuje formę :
gdzie:
d -specyfikowana grubość powłoki w μm ;
R - naddatek na chropowatość powierzchni wyrażony grubością suchej powłoki w μm;
p -naddatek wynikający z rozkładu powłoki oraz tolerancji przy pomiarach , wyrażony grubością suchej powłoki w μm;
k - naddatek farby wynikający z kształtu konstrukcji, przeliczony na grubość powłoki w μm;
t1 - straty wynikające z warunków aplikacji [%],
t2 - straty technologiczne [%]
Czynniki R, p, k tworzą tzw. straty pozorne , gdyż określony naddatek wyrobu znajduje się de facto na malowanej konstrukcji. Czynniki t1 i t2 stanowią rzeczywiste straty, przy czym są to straty nieuniknione i technicznie uzasadnione.
Wpływ chropowatości powierzchni na zużycie farb
Naddatek na chropowatość powierzchni musi być uwzględniony przy wyliczaniu
pierwszej lub dwóch pierwszych warstw farb, w zależności od grubości pokrycia wyrównującego profil podłoża.
Parametry określające chropowatość powierzchni oraz metody oceny ujmuje czteroczęściowa norma ISO. Proponowana norma ocena chropowatości powierzchni czyszczonej metodami strumieniowo-ściernymi polega porównaniu (wizualnym lub dotykowym) badanej powierzchni z wzorcami.
Opracowano dwa wzorce profilu powierzchni dla trzech podstawowych kształtów ścierniw:
wzorzec S - dla ścierniw kulistych lub cylindrycznych ;
wzorzec G - dla ścierniw ostrokątnych.
Podział stosowanych ścierniw z uwagi na ich kształt ujęty jest w normie ISO odnoszącej się do metody strumieniowo-ściernej [6]. Parametrem oceniającym chropowatość jest Ry5 — przy stykowej metodzie kalibracji wzorców'* lub hy — przy optycznej metodzie kalibracji ).
W tablicy l podano znamionowe wartości chropowatości w poszczególnych segmentach obu wzorców (komparatorów).
Tablica l. Wartości parametrów chropowatości
Głównymi czynnikami rzutującymi na chropowatość powierzchni są: rodzaje i granulacja ścierniwa oraz jego energia kinetyczna. Orientacyjnie można przyjąć następujące parametry chropowatości Rys w zależności od rodzaju i granulacji ścierniwa:
W przypadku, gdy specyfikowana grubość powłoki stanowiącej pierwszą warstwę zestawu jest zdecydowanie mniejsza od chropowatości powierzchni, wówczas powłoka nie wyrównuje profilu podłoża, a jedynie zmniejsza wyjściowe parametry chropowatości powierzchni o 30 — 40% [l, 2, 4]. W takich przypadkach naddatek farby na chropowatość (.R ze wzoru 2) wynosi 0,3 Ry5, przy czym uwzględnia się go również przy drugiej warstwie zestawu. Jeżeli specyfikowana grubość pierwszej warstwy zestawu malarskiego jest równa bądź wyższa od chropowatości powierzchni, wówczas powłoka ta wyrównuje profil podłoża (tzw. „martwą objętość"), a naddatek wynikający z chropowatości R = 0,5 Ry5 uwzględniany jest wyłącznie przy pierwszej warstwie farby.
4. Naddatek wynikający z rozkładu powłoki i tolerancji grubości
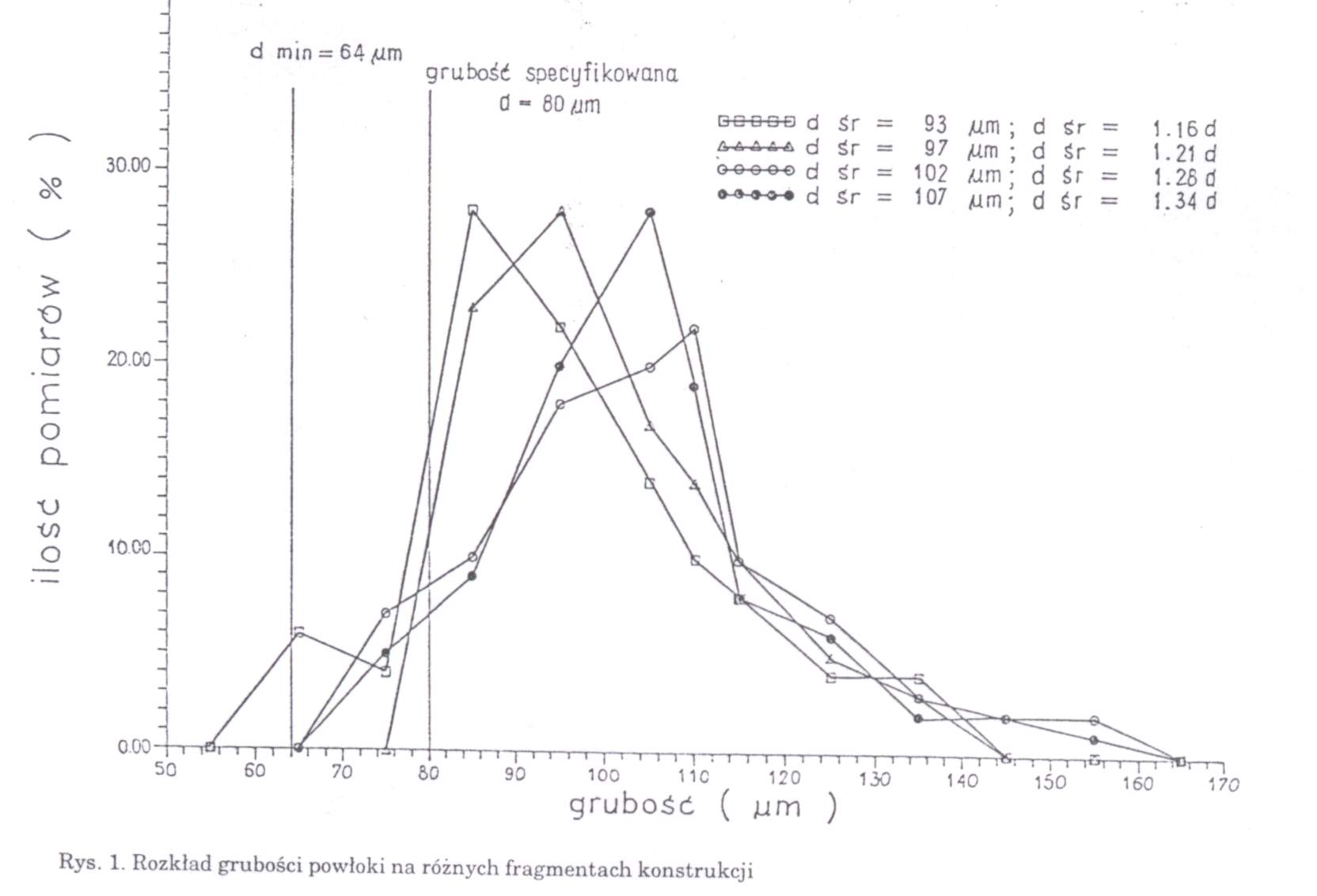
Podstawowym czynnikiem rzutującym na zużycie farby jest grubość nałożonej powłoki. Farba nie rozkłada się na malowanej powierzchni w postaci równomiernej warstwy nawet przy bardzo dobrym sprzęcie aplikacyjnym, doskonałych umiejętności malarza i nieskomplikowanym kształcie powierzchni. Grubość powłoki jest wielkością statystyczną, charakteryzowaną wartością średniej arytmetycznej z wszystkich miejsc pomiarowych, odchyleniem standardowym, minimalną i maksymalną wielkością pomiaru, a rozkład wyników pomiarów odpowiada krzywej Gaussa.
Rozpatrując zagadnienie od strony zużycia wyrobu malarskiego istotne są trzy wartości grubości:
dopuszczalna wartość minimalna;
specyfikowana (oczekiwana) wartość grubości d;
— wartość grubości wyliczona ze średniej arytmetycznej wszystkich wyników pomiaru —
dśr, decydująca o wielkości przyjmowanego naddatku farby w stosunku do zużycia
teoretycznego.
Von Oeteren bardzo dokładnie rozpatruje zależności pomiędzy tymi wielkościami, podając w konkluzji, że dla celów praktycznych można przyjąć dśr = 1,4 d [7].
W ocenie Autorki zależność ta jest aktualna jedynie w przypadku, kiedy obowiązuje wymaganie aby grubość specyfikowana była jednocześnie minimalną grubością pomiarową.
Na ogół, w praktyce malarskiej, jest przyjęta zasada, aby 80% wyników pomiaru miało wartość specyfikowana lub wyższą, a pozostałe 20% wyników nie niżej 0,8 (niekiedy 0,9) wartości specyfikowanej. Przy takiej tolerancji, jak wykazuje analiza dużej ilości pomiarów, średnia grubość powłoki jest o 15 do 35% wyższa od grubości specyfikowanej. Dla celów wyliczenia naddatku farby z tytułu rozkładu powłoki proponuje się przy
jąć dśr = 1,25d, czyli „p" ze wzoru 2 = 0,25d; w przypadku, gdy d =d min —P = 0,4 d.
Na rys. l pokazano przykładowe rozkłady wyników pomiarów grubości. Wielkość powierzchni obmiaru 100 m . Ilość przeprowadzonych pojedynczych pomiarów 80 - 100. Wartość grubości specyfikowanej d = 80 (im. Dopuszczalna wartość grubości minimalnej 0,8 d czyli 64 urn. Wartość średniej arytmetycznej dśr dla poszczególnych krzywych podano na rysunku.
Naddatek farby wynikający z kształtu konstrukcji
Naddatek ten jest spowodowany wyrabianiem wolnych krawędzi, naroży, szwów spawalniczych oraz miejsc trudnodostępnych (tzw. „stripe coating") przed nakładaniem ciągłej powłoki malarskiej. W przypadku konstrukcji o prostych kształtach jest on pomijalnie mały i mieści się w wielkości naddatku związanego z rozkładem powłoki na powierzchni. Przy konstrukcjach złożonych, o skomplikowanych kształtach, posiadających dużą ilość usztywnień i wzmocnień, jak również przy konstrukcjach szkieletowych montowanych z kształtowników, naddatek farby wynikający z wyrabiania wynosi:
— 8 - 15% wartości specyfikowanej grubości w przypadku farb konwencjonalnych, dających powłoki cienkowarstwowe;
5 + 10% wartości specyfikowanej grubości w przypadku farb tiksotropowych.
Różnica wynika z faktu, że wyrabianie prowadzi się przy użyciu pędzla, stąd przy farbach grubopowłokowych nie osiąga się specyfikowanej grubości. Nie ma określonych reguł wyliczana tego naddatku i każdy typ konstrukcji musi być indywidualnie rozpatrzony i wielkość powierzchni podlegającej wyrabianiu oceniona szacunkowo.
6. Straty spowodowane warunkami aplikacji (t1)
Przy wyliczaniu tej grupy strat uwzględnia się metodę aplikacji (pędzel, natrysk) oraz warunki aplikacji, tzn. czy proces prowadzony jest w hali lub pod zadaszeniem, przy ograniczonym działaniu atmosfery, czy też na otwartej przestrzeni.
Przy nakładaniu farb pędzlem straty aplikacyjne, w zależności od miejsca prowadzenia procesu, wynoszą 2 do 5% w stosunku do grubości specyfikowanej powiększonej o naddatku
R, p, k z wzoru do tej ilości farby, która znajduje się na malowanej konstrukcji. Przy nakładaniu farby natryskiem wielkość strat aplikacyjnych kształtuje się następująco:
— malowanie przy wyeliminowanym lub ograniczonym wpływie atmosfery (głównie wiatru)
5 + 10%;
malowanie na otwartej przestrzeni: 8 + 15%.
Należy jednak zaznaczyć, że przy wietrznej pogodzie starty aplikacyjne mogą przekroczyć nawet 20%.
7. Starty technologiczne (t2)
Ostatnia, z omawianych grup strat spowodowana jest pozostałościami farby na ścianach hoboków, w wężach, na pędzlach, itd. Do tej grupy zalicza się również ilość farby użytą do prób (przed przystąpieniem do malowania) dla określenia parametrów natrysku. Straty technologiczne na wyższym poziomie przyjmuje się dla farb dwuskładnikowych, dla których mogą wystąpić przekroczenia czasu życia z uwagi na przygotowanie zbyt dużej ilości wyrobu, bądź też wstrzymanie prac z uwagi np. na pogorszenie pogody bądź też względy konstrukcyjne. Przy jednoskładnikowych farbach ty nie przekracza 5%; przy dwuskładnikowych <z = 5 - 10%.
8. Podsumowanie
W referacie omówiono te parametry procesu malowania, które w istotny sposób wpływają na zużycie wyrobów malarskich. Ta sama farba może mieć diametralnie różne zużycie praktyczne w zależności od wielkości parametrów chropowatości powierzchni, kształtu konstrukcji, warunków aplikacji oraz wymagań w zakresie tolerancji grubości. Przed podaniem kosztu materiałowego farby należy przeanalizować wszystkie aspekty procesu technologicznego aby, z możliwie największym przybliżeniem, oszacować potrzebne naddatki wyrobu. Podane przykłady powinny przybliżyć tok postępowania.
Politechnika Lubelska
Wydział Inżynierii
Budowlanej i Sanitarnej
REFERAT
Z CHEMI POLIMERÓW
Temat: CZYNNIKI WPŁYWAJĄCE NA WIELKOŚĆ
ZUŻYCIA FARB PRZY MALOWANIU
KONSTRUKCJI STALOWYCH
Wykonał:
Grzegorz Kopczyński
BDb 6.2.2
Wyszukiwarka
Podobne podstrony:
referat z opieki dobry niepelnospr, studia - praca socjalna, inne
kwasy beztlenowe i tlenowe- referat z chemii, zadania-różne
Referat z chemii
referat prawo dobry
ENERGETYKA SŁONECZNA referat dobry
zbiornik czorsztynski dobry, Geografia Nauczycielska licencjat Wydział Nauk Geograficznych Uni wersy
REFERAT DOBRY, Rachunkowosc zarzadcza
Referat Inżynieria Produkcji Rolniczej
test dobry
metody statystyczne w chemii 8
referat solidy
metody statystyczne w chemii 5
więcej podobnych podstron