LABORATORIUM SIŁOWNI OKRĘTOWYCH |
|||||||||
Imię i nazwisko: |
Seweryn Marcin |
Grupa: |
IV Mb |
||||||
Temat ćwiczenia: |
Penetracja i magnetyczno-proszkowe |
Numer ćwiczenia: |
|
||||||
Data wykonania ćwiczenia: |
18.01.1999 |
Data oddania sprawozdania: |
22.02.1999 |
||||||
Prowadzący: |
|
Ocena: |
|
Podpis: |
|
||||
1.METODY OCENY MAKROSTRUKTURY
a) badanie wizualne (oględziny, kontrola wzrokowa, optyczna z użyciem lupy, endoskopu )
wykrywanie nieciągłości i niedokładności widocznych na powierzchni (blizny odlewnicze, korozja, pęknięcia, pory )
b) penetracyjne
pęknięcia i pory rozpoczynające się na powierzchni
c) magnetyczne i magnetyczno-proszkowe
nieciągłości, w szczególności pęknięcia powierzchniowe i leżące tuż pod powierzchni
d) indukcyjne ( prądów wirowych )
pory, pęknięcia, żużel pasmowy w szczególności na powierzchni i leżący tuż pod powierzchnią, pomiary głębokości pęknięć
e) technika mikrofalowa
wykrywanie nieciągłości głównie w odlewach i spoinach
f) radiologiczne
wykrywanie nieciągłości w odlewach i spoinach
g) ultradźwiękowe
wykrywanie nieciągłości każdego rodzaju w każdym materiale w którym mogą soę rozprzestrzeniać fale dźwiękowe
h) badanie szczelności
wykrywanie przecieków w zbiornikach, w spoinach, w urządzeniach ciśnieniowych i próżniowych
2. BADANIA PENETRACYJNE.
Mają zastosowanie do wykrywania otwartych nieciągłości w materiałach.
Rodzaje penetrant6w:
-barwne (czerwone)
-fluorescencyjne (zawierają luminofor)
-barwno - fluorescencyjne.
Rodzaje wywoływaczy:
-suche (proszki)
-mokre - rozpuszczone w cieczy.
Przebieg procesu badań penetracyjnych:
a) oczyszczenie powierzchni
-podczas oczyszczania mechanicznego konieczne jest trawienie - kwasem,
-płukanie.
b) nałożenie penetranta,
c) usunięcie nadmiaru penetranta:
-zmywanie wodą,
-rozpuszczalnikami,
-zmywanie wodą po zastosowaniu emulgatora.
d) suszenie,
e) pokrywanie badanej powierzchni wywoływaczem ( unikanie zbyt grubej warstwy wywoływacza),
f) po wyschnięciu wywoływacza, ocena powierzchni.
Przy zastosowaniu penetrant6w fluorescencyjnych nie pokrywa się już badanej powierzchni wywoływaczem, lecz ocenia się jej stan bezpośrednio po suszeniu .Efekt badań penetracyjnych zależy od:
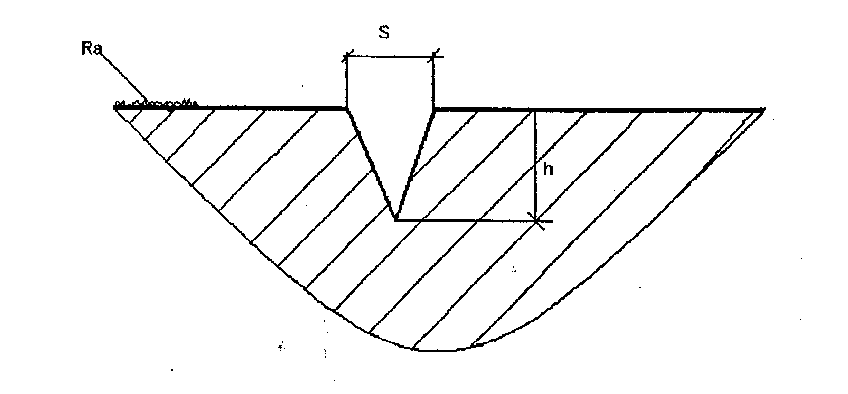
-Wzajemnych relacji pomiędzy szerokością - S i wysokością - h nieciągłości oraz od chropowatości powierzchni.
-Od grubości nałożonego wywoływacza.
Obecność wywoływacza powoduje pozorne rozszerzenie nieciągłości ,lecz przy zbyt
grubej warstwie wywoływacza istnieje ryzyko całkowitego wchłonięcia penetranta przez wywoływacz. Aby uniknąć tego błędu warstwa wywoływacza powinna być jak najmniejsza lub powinniśmy używać penetrantów fluorescencyjnych.
S |
h min |
Ra dop. |
Do 0.5 |
50 |
<0.2 |
do 1.0 |
50 |
<0.8 |
do 5.0 |
50 |
<3.2 |
do 30.0 |
100 |
6.3 20 |
3. METODY MAGNETYCZNO - PROSZKOWE.
W badaniach tą metodą wykorzystuje się zachowanie pola magnetycznego w ciałach ferromagnetycznych. Jeżeli materiał jest jednorodny to linie pola układają się równolegle, sytuacja taka ma również miejsce wówczas gdy nieciągłość materiału jest równoległa do linii sił pola magnetycznego.
Dlatego należy wytworzyć pole magnetyczne którego linie sił pola magnetycznego będą prostopadłe do nieciągłości.
Następnym warunkiem koniecznym do powodzenia badania jest uwidocznienie linii sił pola magnetycznego Dawniej używano do tego celu opiłek żelaza, obecnie udoskonalono tę metodę tzn. opiłki żelaza tworzą zawiesinę wraz ze specjalną cieczą (aby ułatwić nakładanie). Mogą to być również luminofory ,,świecące" pod wpływem światła ultrafioletowego.
Urządzenia do wytwarzania pola magnetycznego:
a) defektoskop stacjonarny;
b) defektoskop przenośny:
-z magnesami stałymi;
-magnesowanie przez bezpośredni przepływ prądu.
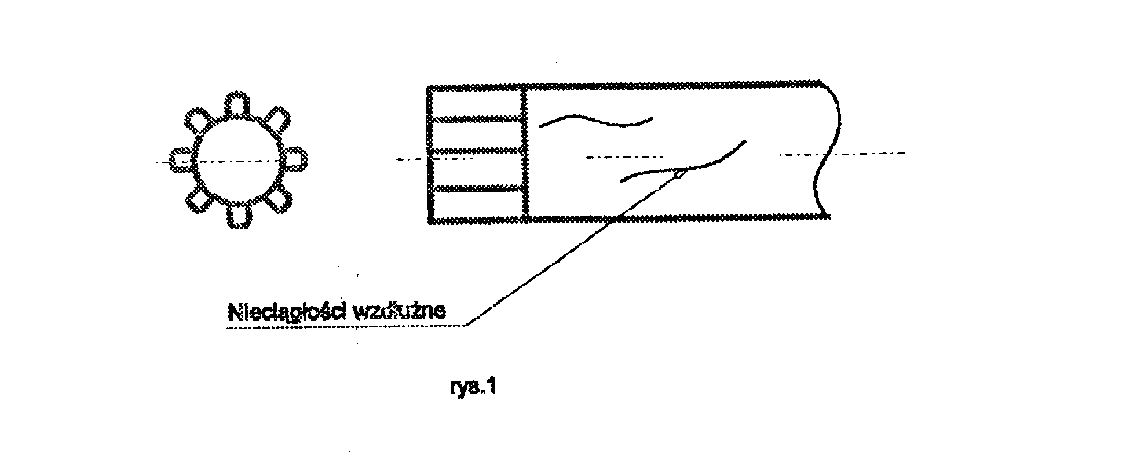
4. WYKRYWANIE NIECIĄGŁOSCI DEFEKTOSKOPEM STACJONARNYM.
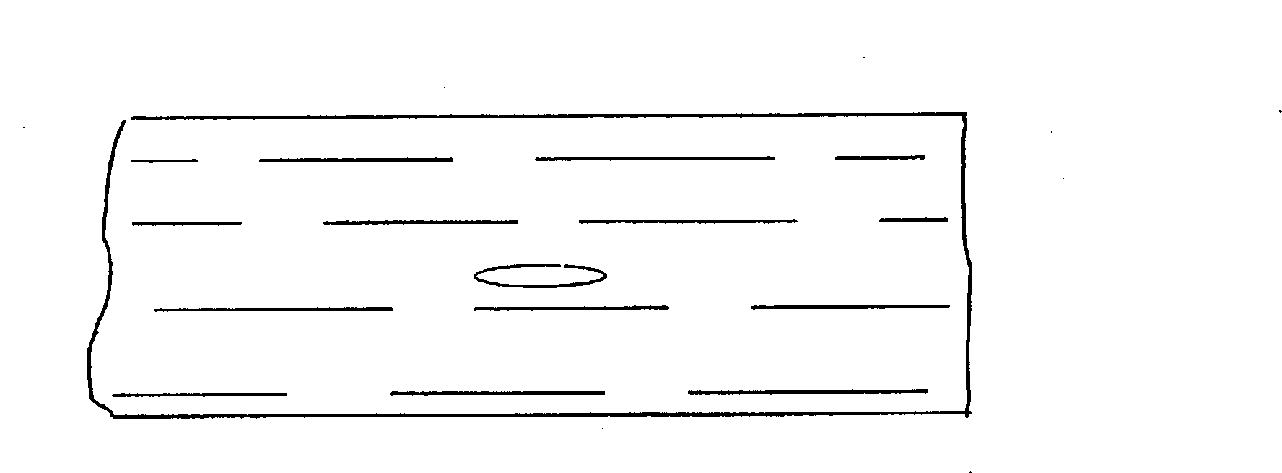
a) badanie wałka wielowypustowego (rys. I):
-wykryto nieciągłość wzdłużną,
-nieciągłości poprzecznej nie stwierdzono.
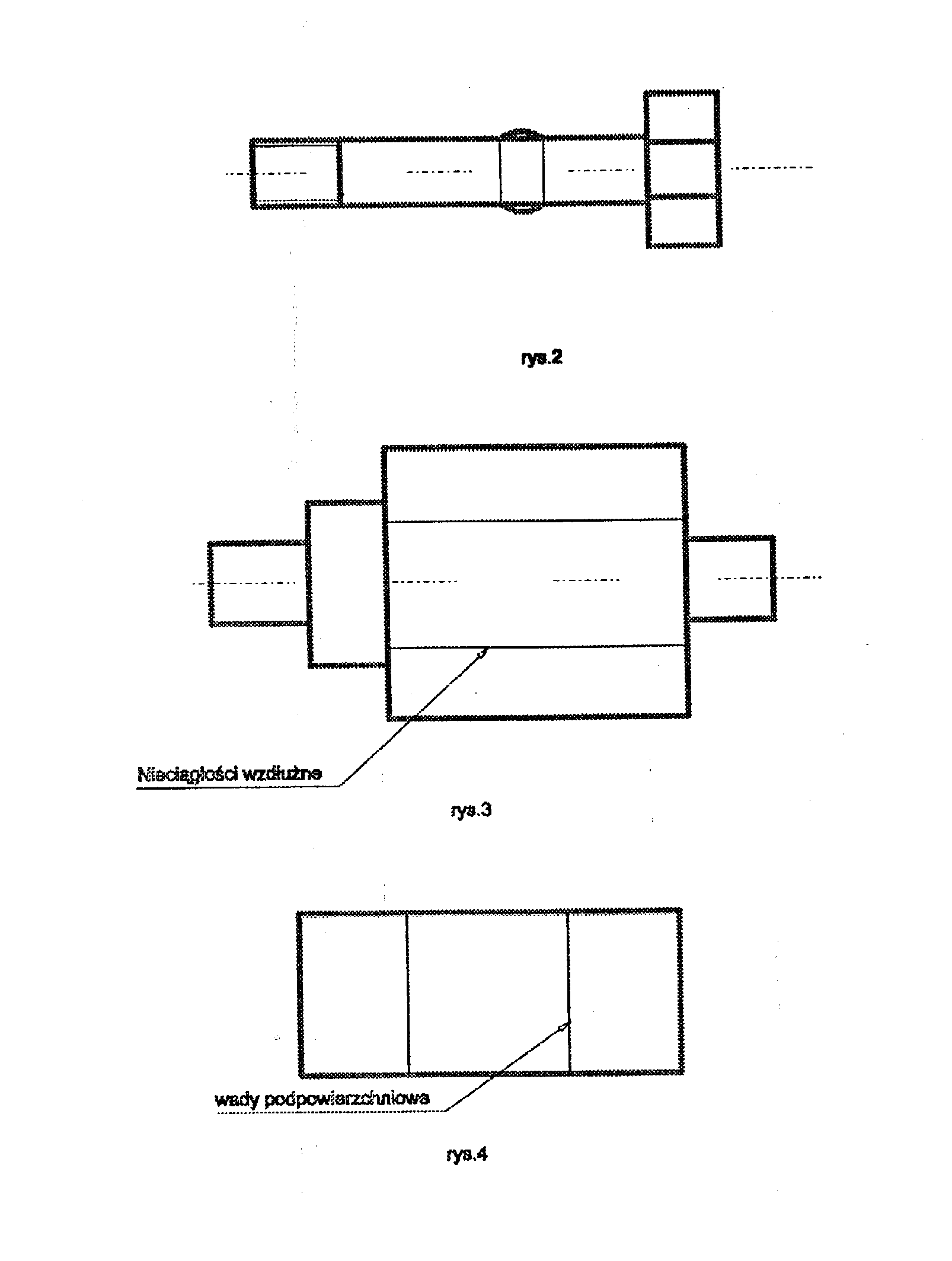
b) badanie śruby korbowodowej (rys.2) : żadnych nieciągłości nie stwierdzono
c) badanie wałka stopniowanego (rys.3) :wykryto nieciągłości wzdłużne.
5. WYKRYWANIE NIECIĄGŁOŚCI DEFEKTOSKOPEM PRZENOŚNYM:
a) z magnesami stałymi:
-badanie płaskownika (rys.4):
Po oczyszczeniu powierzchni zmywaczem i nałożeniu białej farby podkładowej oraz
nałożeniu proszku magnetycznego stwierdzono wadę podpowierzchniową.
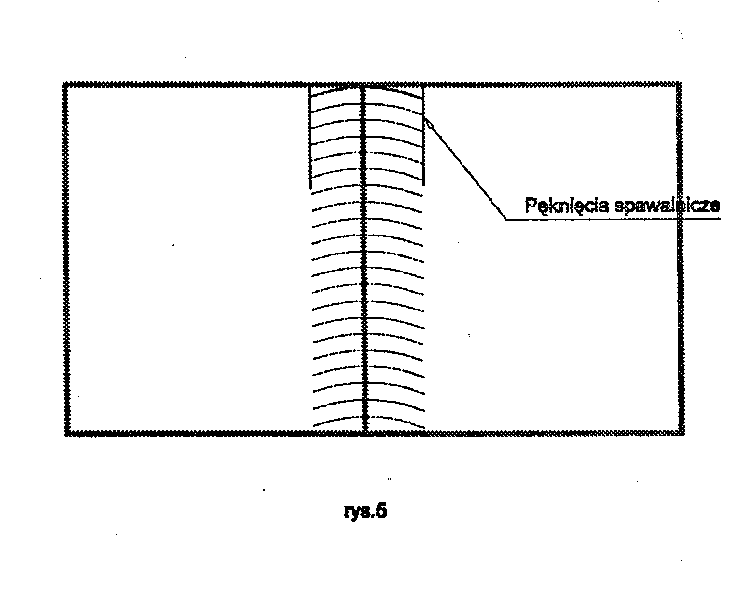
-badanie wad spawalniczych (rys.5) :stwierdzono pęknięcia biegnące po obu stronach spoiny na ok. 1/3 jej długości.
b) z magnesowaniem przez bezpośredni przepływ prądu:
-badanie połączenia skurczowego (rys.6) : stwierdzono obwodowe (wzdłużne) nieciągłości na piaście koła zębatego osadzonego na wałku.