APERTYZACJA
Wykład 1 (16.04.2009)
APERTYZACJA- metoda cieplnego utrwalania żywności w zamkniętych hermetycznie naczyniach (słoiki, puszki metalowe, butelki). Polega na długotrwałym gotowaniu we wrzącej wodzie lub parze, celem zniszczenia wegetatywnych form przetrwalników (pasteryzacja w temp. do 100⁰C) lub przetrwalników (temp > 100⁰C, zazwyczaj 112-121⁰C).
Opracowana w 1803r. przez Nicolasa Apperta.
KONSERWAMI w naczyniach nazywamy prod. żywnościowe pochodzenia zw. lub roślinnego, zamknięte w szczelnych puszkach metalowych, słoikach lub butelkach szklanych, utrwalane za pomocą zgrzewania, pasteryzacji lub sterylizacji (zwykle 112-121⁰C) przez czas do 1godz. W celu zniszczenia nie tylko pleśni, drożdży, wegetatywnych form bakterii, jak też enzymów, ale również przetrwalników bakterii (które przetrzymują temp 100⁰C w środ. niekwaśnym lub mało kwaśnym).
ZAGROŻENIA MIKROBIOLOGICZNE - ZASADA „GRUBY TOM”
Food
Acidity (kwasowość)
Time
Temperature
Oxygen
Moisture (wilgotność)
Termin przydatności do spożycia - 1 rok, ponieważ:
Opakowanie nie wytrzymywało dłużej niż rok - wypadały kółka z puszki
Cykl biologiczny, tzn. surowce były dostępne latem, a producent chciał, aby produkt był dostępny cały rok.
Opakowanie szklane:
~ nietypowy kształt opakowania - problemy z automatyzacją procesu, najczęściej trzeba napełnić opakowanie ręcznie
~ pożądane jest opakowanie szkliste, lśniące (a nie matowe).
Problemy dla technologa:
woda w autoklawie - miękka (aby nie osadzał się kamień) o parametrach wody zdatnej do picia (tak, aby nie zagrażała człowiekowi).
Gdy woda kiepskiej jakości, to wtedy ma dużo metali ciężkich a także wodę, która dostanie się do produktu, powoduje jego zmianę.
Oliwienie słoików-eliminacja korozji i matowienia (powstawania osadu) słoika <zbielałym nalotem>.zacieranie się szkła (szczególnie na wystających krańcach).
Huty szkła dodają mniej dodatków uszlachetniających, przez co słoiki są mniej śliskie --> powoduje to częstsze pękanie szkła.
~ zacieranie szkła musimy sprawdzić, który czynnik powoduje dużą
~ pękanie szkła na skutek termiczny „stłuczkę” w naszym zakładzie.
PASTERYZACJA - kilkunastominutowe ogrzanie w temp <100⁰C; pozwala na zniszczenie enzymów i form wegetatywnych dbn.
W prod. z owoców i warzyw o pH poniżej 4,5 dzięki współdziałaniu jonów wodorow. i temp. ma miejsce także zahamowanie bakterii z rodz. Clostridium.
STERYLIZACJA -
TYNDALIZACJA - najczęściej stosowana do: grzybów, fasolki szparagowej (chyba, że dodajemy czynnik obniżający pH, to wtedy nie trzeba). Polega na trzykrotnej pasteryzacji co 24h.
~ pierwsza zabija gł. Formy wegetatywne, ale nie jest w stanie zabić niektórych form przetrwalników
~ druga - po okresie 24h pod wpływem impulsu termicznego z przetrwalników formy wegetatywne.
WADY KONSERW:
Bombaże
Techniczne (fizyczne) - źle przeprowadzony proces technologiczny, na skutek innych rodz. bombaży)
Chemiczne - spowodowane działaniem czynników zewn. i wewn.
Mikrobiologiczne
Drożdże
Bakterie - beztlenowce: Clostridia (Cl. saccharobutricum, Cl. perfingeus, Cl. botulinum, Cl. sporogenes)
Zepsucia płasko-kwaśne (bez bombażu, nie akceptowane organoleptycznie)
pH > 4,5
pH < 4,5
Zepsucia płaskie - tlenowe: Bacillus (np. upłynnienie się treści konserwy) - (Bacillus subtilis, Bacillus cereus, Bacillus mesentericus, Byssochlamys fulwa).
Wykład 2 (23.04.2009)
PRZYCZYNY ZEPSUĆ KONSERW:
Nieszczelność opakowania (mikroflora heterogenna)
Niedostateczne zamknięcie puszki - spr. podwójnej zakładki - pilniczek i lupa
Niewłaściwie sporządzony szew
Korozja blachy lub wytworzenie małych otworów powodujących rozhermetyzowanie (wywołuje bombaże oraz zakażenia wtórne) - gł. twarda woda
Ze wzgl. Na niebezpieczeństwo korozji max. czas składowania konserw przyjmuje się na:
12 m-cy dla owocowych
24-48 m-cy dla warzywnych
ZAMYKARKA- wytwarzanie podwójnej zakładki - 3 elementy robocze- talerz, krążek I i krążek II. Nie może być zbyt mała i zbyt duża siła docisku (uszkadza metal i powoduje korozję).
Prawidłowo wykonana podwójna zakładka składa się z 5 warstw na przekroju poprzecznym.
Uszkodzenie lakieru na zewn. ścianach gdy owoce kolorowe (czerw. Lub pomarańcz.) - wpływ barwników antocyjanowych. (np. koncentrat pomidorowy w puszkachmoże śmierdzieć blachą-dla konc. pomid. Białe wnętrze puszki bo izolacja tam jest).
Obecność siarczków, które mogą pochodzić z samej konserwy lub z uszczelki wykonanej z kauczuku wulkanizowanego;
Użycie na puszki blachy o wysokiej zawartości fosforu oraz blachy wykazującej wysoką porowatość pobiały;
Obecność barwników antocyjanowych lub innych zw. łatwo podlegających redukcji;
Obecność pewnych zw. stałych wiążących się z cyną, przez co spada w zalewie stężenie jonów cyny i przyspiesza się proces dalszego rozpuszczania pobiały;
Uszczelki w słoikach-inna budowa dla pasteryzacji i sterylizacji. Zakrętka z 6 zaczepami - do sterylizacji, z 4 do pasteryzacji.
Dlaczego 4 i 6 zaczepów? Bo równomierne rozłożenie sił i co za tym idzie szczelność.Niska kwasowość (pH w zalewie wodnej lub syropie ok. 4) przy braku czynników obniżających potencjał oksydoredukcyjny, np. kwas askorbinowy.
Przechowywanie konserw w wysokiej temp (ważna też wilgotność - zbyt duża wykraplanie się wody zapleśnienie, korodowanie opakowań)
Niedostateczne schłodzenie puszek po sterylizacji(niebezpieczeństwo rozwoju termofili) termofile względnie rozwijają się przy 20⁰C (zbyt niskie też źle bo możliwe rozszczelnienie)
Niebezpieczeństwo zasysania niejałowej wody
Niebezpieczeństwo rozwoju mikroflory termofilnej
Niebezpieczeństwo zasysania niejałowego powietrza
Zbyt duża redukcja ciśnienia (rozerwanie opakowania)
Samosterylizacja - brak mikroflory w zepsutym produkcie. Mikroflora początkowo obecna w prod. powoduje wydzielenie subst. szkodliwych dla niej samej, co prowadzi do jej obumarcia. Produkt sterylny jest jednocześnie już zepsuty.
Czasami myje się słoiki już po pasteryzacji/sterylizacji - gdy jakiś słoik się rozbije i zabrudzi inne.
Gdy po obróbce termicznej schłodzenie do 30⁰C - następny dzień - słoik z wieczkiem do góry (pykanie - nieakceptowane przez konsumenta mimo, że nie świadczy to o otwarciu ani zepsuciu) - wtedy prod. do chłodni - wieczko się wciśnie.Niedosterylizowanie - obraz mikroflory na bardziej jednolity (na ogół 1 gatunek) niebezpieczeństwo rozwoju przetrwalników, bakterii ferment. masłowej (zostaną tylko te najbardziej termooporne)
Źle dobrane parametry (umożliwiające rozwój zarodników /Bacillus subtilis, Bacills mesentericsus/ lub postaci termofilnych /drożdże i niektóre rodzaje bakt. kw. mlekowego/
Odstępstwo od ustalonych parametrów technolog. (czynnik ludzki - np. skrócenie o 5 min.)
Wysoki stopień zanieczyszczenia surowca
Bombaż chemiczny wywołany zjawiskami chem. i elektrochem., związanymi z potencjałem metali, pH i rH (potencjałem oksydoredukcyjnym). Prowadzi do korozji opakowania z blachy stalowej, cynowej oraz do perforacji (r-cja opakowania i treści opakowania).
Gdy np. odbieramy marchew - jest dużo odpadów (ziemia i korzonki) może to oznaczać dla nas sygnał, że coś może być nie tak. Czasami mogą się rozwijać dbn., które powodują bombaże.
PRZYCZYNY BOMBAŻU CHEMICZNEGO:
Obecność kw. org, których roztwór jest elektrolitem (rodzaj kw. ma większe znaczenie niż pH. Np. duża korozyjność rabarbaru związ. z zawartością w nim kw. szczawiowego).
Obecność por w pokryciu cyną blachy stalowej (co powoduje powstawanie ogniwa elektrochem, gdzie Fe jest anodą a Sn katodą)
Obecność O2 i antocyjanów powoduje rozpuszczenie Sn, która stanowi powłokę ochronną.
Bombaż mikrobiologiczny wywołany jest rozwojem dbn wytwarzających gazowe prod. przemiany materii, np.
Drożdże CO2
Bakterie gnilne H2S (powstawanie H2S może być związane z bombażem chem. i nie musi powodować uwypuklenia wieczka, na skutek rozpuszczenia się siarkowodoru w treści konserwy)
Bakterie kw. mlekowego CO2
PRZYCZYNY BOMBAŻU MIKROBIOLOGICZNEGO:
Niedostateczna sterylizacja lub pasteryzacja umożliwiająca rozwój zarodników (Bacillus cereus i Bacillus mesentericus) lub postaci termofilnych (drożdże i niektóre rodz. bakterii kw. mlekowego)
Wtórne zakażenia konserwy na skutek nieszczelnego zamknięcia wieczka lub perforacji puszki na skutek korozji.
ZEPSUCIA MIKROBIOLOGICZNE KONSERW BEZ OBJAWÓW BOMBAŻU:
Płasko-kwaśne - spowodowane rozwojem beztl. bakterii przetrwalnikujących (konserwy o pH <4,5 i >4,5)
Płasko-niekwaśne
Bakterie peptonizujące (Bacillus subtilis, Bacillus cereus, Bacillus mesentericus)
Pleśnie niepektynolityczne wytwarzające askospory termooporne (Byssochlamus fulwa)
Bombaż fizyczny (techniczny)
Nadmierne wypełnienie (np. krzywe ustawienie maszyny - źle wyregulowane lub niewykalibrowany surowiec)
Brak odpowietrzenia przed zamknięciem (podczas ogrzew. podnosi ciśnienie w opakowaniu może je uszkodzić). Odpowietrzamy przez zalanie gorącą zalewą i wtryskiem pary pod wieczko.
Odkształcenia mechaniczne
TERMOSTATOWANIE KONSERW:
Konserwy sterylizowane i pasteryzowane w temp. 30⁰C ± 1⁰C przez 10 dni
Przetwory wysokosłodzone, dżemy i soki zagęszczone - w temp. 30⁰C ± 1⁰C przez 14 dni
Konserwy przeznaczone na eksport do krajów o klimacie śródziemnomorskim należy równolegle termostatować w temp. 55⁰C ± 1⁰C przez 5 dni
CIEKAWOSTKA: Procesowi termostatowania poddaje się co najmniej 2 opakowania z danej partii produkcyjnej. 1 opakowanie pozostawia się dla porównania w temp. pokojowej. Stan opakowań należy kontrolować codziennie. Gdy jedno opakowanie z partii ulegnie bombażowi powtarzamy badanie na podwójnej ilości opakowań jednostkowych.
PODSTAWOWE ZMIANY ZACHODZĄCE W PRZETWORACH APERTYZOWANYCH:
Kierunki zmian zachodzących w produkcie:
Zmiany organoleptyczne (np. brązowe plamki na ogórkach konserwowych - szczególnie marki Tesco :P)
Zmiany w zawartości witamin
Interakcje między produktem a opakowaniem
Etapy zmian zgodnie z charakterem przebiegu procesu technologicznego:
Zmiany w żywej tkance podczas przygotowania surowca do przerobu
Zmiany zabarwienia
Zmiany konsystencji
Zmiany związki smakowitości
Zmiany w czasie przerobu i przechowywania
Zmiany zabarwienia
Zmiany konsystencji
Zmiany związki smakowitości
CIEKAWOSTKA: Gdy mamy duże i małe opakowanie, tak samo produkowane i taka sama obróbka termicznainne termin y przydatności do spożycia. Skrócony czas dla dużych opakowań bo dawka cieplna mogła być niedostateczna.
CZYNNIKI WYZNACZAJĄCE SPECYFICZNOŚĆ MIKROFLORY:
Właściwości żywności, np. jej skład chem., pH, potencjał redox oraz aw
Warunki przechowywania i transportu żywności - szczególnie temp. i skład gazów nad żywnością, ciśnienie cząstkowe O2 i CO2 oraz wilgotność względna
Synergizm i antagonizm pomiędzy składowymi początkowej mikroflory
Wykład 3 (30.04.2009)
CZYNNIKI WPŁYWAJĄCE NA WZROST I INAKTYWACJĘ MIKROORGANIZMÓW W ŻYWNOŚCI:
Temperatura
Kwasowość, pH
aw
wilgotność
wł. sorpcyjne
dostępność O2, poziom CO2
zawartość i dostępność składników odżywczych
obecność substancji antymikrobiologicznych
różne rodzaje promieniowania
ciśnienie hydrostatyczne
ultradźwięki
potencjał redox /Clostridium wymaga (-), Bacillus (+) /
zawartość związków rozpuszczalnych typu soli i innych
Temperatura wzrostu: Aktywność wody: pH:
Termofile 20-90⁰C Bakterie: 1-0,9 Drożdże i pleśnie 1-8
Mezofile 0-50⁰C Drożdże: 1-0,8 Bakterie: 5-9
Pleśnie -5-40⁰C Pleśnie: 1-0,7
Psychrofile -10-30⁰C
% tlenu:
aeroby 80-100
wzgl. aeroby 40-100
mikroaerofile 20-80
anaeroby 0-20
EFEKT DZIAŁANIA CIEPŁA NA KOMÓRKI ZALEŻY OD:
Stanu fizjologicznego komórek dbn. (kom. w fazie logarytmicznego wzrostu są bardziej wrażliwe na ogrzewanie, niż starsze w fazie wzrostu stacjonarnego).
Czynników środowiskowych
Woda. Komórki cechuje większa oporność na ogrzewanie przy braku wody (wysuszone komórki i przetrwalniki wymagają znacznie wyższej temp. i dłuższego czasu jej działanie w procesie sterylizacji) - niektóre reakcje zachodzą tylko w środowisku wodnym.
Substancje rozpuszczalne (zmieniają skład i przenoszenie ciepła).
Śmierć komórek w wyniku działania ciepła jest funkcją wykładniczą temp. i czasu jej działania.
Gdy brak soli w produkcie przedłużenie życia dbn.
Gdy dodatek: czosnku 1,5% przetrwalników przeżywa; ziemniaków 54%; cebuli 3% przetrw. przeżywa.
CIEKAWOSTKA: koper zakonserwowany octem - barwa brązowa
Tlen. Wzrost stężenia O2 obniża oporność dbn na ogrzewanie (na gorąco zalewanie, wtrysk pary pod wieczko)
pH. Bakterie wykazują wyższą oporność na ogrzewanie w przedziale pH 6-8
CHARAKTERYSTYKA MIKROBIOLOGICZNA ŻYWNOŚCI NA PODSTAWIE ODCZYNU:
Podział teoretyczny:
Grupa żywności |
Przykłady surowców |
Mikroflora zdolna do rozwoju |
Żywność mało kwaśna lub niekwaśna |
Mięso, drób, mleko, ryby, skorupiaki, groszek, fasola, szpinak, buraki, szparagi, mieszanki mięsa i warzyw, ryb i warzyw |
Cl. botulinum i beztl. saprofity w tym termofile |
Żywność kwaśna |
Pomidory, morele, gruszki, czerwona kapusta |
Beztl. kw. masłowego, beztl. termofile |
Żywność bardzo kwaśna |
Kapusta kiszona, jagody, rabarbar, jabłka, wiśnie, czereśnie, śliwki, owoce cytrusowe, ogórki w occie |
Bakterie nieprzetrwalnikujące, pleśnie i drożdże |
Podział praktyczny (na taką, którą trzeba pasteryzować i taką, którą trzeba sterylizować):
Żywność o pH>4,6 określa się jako botulinogenną z uwagi na warunki rozwoju niebezpiecznej dla człowieka bakterii chorobotwórczej oraz przetrwalnikujących beztl. Cl. botulinum (laseczka jadu kiełbasianego) wytwarzająca śmiertelnie groźną dla człowieka toksynę botulinową.
(Niezależnie od pH, żywność nie jest botulinogenna, gdy jej aktywność wody jest obniżona do bezpiecznej granicy aw<0,85.
W badaniach nie stwierdzono rozwoju Cl. botulinum poniżej aw=0,94, czyli istnieje duża granica bezpieczeństwa).
Efekt termicznego niszczenia dbn. zależy od dawki energii cieplnej określonej przez temp. i czas ogrzewania.
WARTOŚĆ pH OWOCÓW WARZYW I GRZYBÓW:
<4,5 |
>4,5 |
Cytrusy, limonki, czereśnie, wiśnie, morele, szczaw, gruszki, truskawki, brzoskwinie, rabarbar, pomidor, większość jabłek |
Ogórki, banany, szparagi, buraki, fasolka szparagowa, groch, marchew, kapusta, grzyby, kalafior, niektóre jabłka |
Żywność bardzo kwaśna (pH<3,7) może odznaczać się dostateczną trwałością, lecz niekiedy wymaga łagodnego ogrzania dla zniszczenia drożdży, pleśni, enzymów (np. jabłka, jagody).
Żywność kwaśna (pH<4,6) pasteryzacja
Żywność mało kwaśna (pH>4,6) sterylizacja
Żywność o pH>4,6 określa się jako botulinogenną z uwagi na warunki rozwoju niebezpiecznej dla człowieka bakterii chorobotwórczej oraz przetrwalnikujących beztl. Cl. botulinum (laseczka jadu kiełbasianego) wytwarzająca śmiertelnie groźną dla człowieka toksynę botulinową.
Z punktu widzenia bezpieczeństwa zdrowia konsumentów żywność mało kwaśna lub niekwaśna (pH>4,6 i aw>0,85) wymaga poddania jej procesom cieplnym (lub radiacyjnym) o intensywności zapewniającej inaktywację Cl. botulinum do bezpiecznych granic, określonych jako tzw. minimum botulinowe.
INNE WAŻNE PATOGENY:
Mikroorganizm |
Temp wzrostu |
pH wzrostu |
Salmonella sp. |
6,5-47 |
4,5-? |
Staphylococcus aureus |
7-45 |
4,2-9,3 |
Campylobacter jejuni |
25-42 |
5,5-8 |
Yersinia enterocolitica |
1-44 |
4,5-9 |
Y. pseudotuberculosis |
5-43 |
4,4-9 |
Listeria monocytogenes |
0-45 |
|
DZIAŁANIA INHIBICJUJĄCE NA ROZWÓJ CL. BOTULINUM:
pH żywności <4,6
aw<=0,85
przechowywanie żywności w obniżonej temp
oddziaływanie azotynów w mięsie peklowanym
podatność środ. Mleka na rozwój bakterii kw. mlekowego, które hamują rozwój Cl. botulinum przez antagonizm bakteryjny.
Im niższa temp tym dłuższy czas tworzenia toksyn.
Zawartość kw. octowego 1% pH 4,62 0 toksycznych puszek
CZYNNIKI WPŁYWAJĄCE NA WARTOŚĆ UTRWALAJĄCĄ PROCESÓW WYJAŁAWIANIA:
inaktywacja dbn. zwłaszcza przetrwalników bakteryjnych przede wszystkim w żywności mającej pH>4,6
hamowanie rozwoju przeżywających dbn., zwiększające stabilność mikrobiolog. prod.
inaktywacja enzymów żywności, a także enzymów dbn.
inaktywacja toksyn dbn. oraz przerwanie życia pasożytów, związane z bezpieczeństwem zdrowotnym konserw.
Zachowanie albo retencja cennych składników żywności (zwłaszcza składników odżywczych) oraz cech sensorycznych konserw.
Wykład 4 (7.05.2009)
Pasteryzację można również przeprowadzić metodą radiacyjną przez poddanie prod. promieniowaniu jonizującemu, w wyniku którego dezaktywuje się część dbn. Prod. po pasteryzacji mogą być przechowywane przez dłuższy czas.
Parowo wodny proces natryskowy. Bezpośredni wtrysk pary zapewnia szybką i równomierną fazę dojścia do temp. sterylizacji. Dysze natryskowe intensywnie mieszają parę i wodę, dzięki czemu uzyskuje się jednakowy rozkład temp. w całym autoklawie. Pośrednie, sterylne chłodzenie za pomocą płytowego wymiennika ciepła pozwala na oszczędność wody, środków uzdatniających wodę oraz energię. Mikrochłodzenie jest kontrolowanym, łagodnym przejściem od fazy sterylizacji prod. do fazy chłodzenia.
Zapobiega powstawaniu szoku termicznego lub niekontrolowanemu spadkowi ciśnienia. Kontrola przepływu i [poziomu. Standardowy przepływomierz bezwzględny; analogowy wskaźnik poziomu wody gwarantuje max. bezpieczeństwa prod. Wstępne podgrzewanie wody proc. System wstępnego podgrzewania wody procesowej zapewnia stałą jakość proc. dla prod. napełnianych na gorąco.
INNE BODŹCE WYJAŁAWIAJĄCE STOSOWANE W TECHNOLOGII KONSERW:
Bodźce fizyczne
Filtracja
Ciepło
Promieniowanie:
Jonizujące
UV
Bodźce chemiczne
H2O2
Tlenek etylenu
HCl
Cl2
CZAS DZIESIĘCIOKROTNEJ REDUKCJI DBN. JEST NIEZALEŻY OD STĘŻ. POCZĄTKOWEGO DBN., LECZ OD:
Rodzaju mikroflory
Temp.
Środ., w którym zachodzi ogrzewanie
Techniki wykrywania komórek przeżywających ogrzewanie.
Przy obliczeniach wartości sterylizacji przyjmuje się, że krzywa szybkości śmierci cieplnek musi przebyć 12 cykli logarytmicznych.
W poc. niszczenia kom. dbn. przy użyciu wyższej temp. obowiązuje zasada, iż taki sam efekt niszczenia osiąga się stosując wyższą temp i krótszy czas jej działania niezależnie od charakteru przebiegu krzywej przeżycia wartość D odczytuje się z prostoliniowego odcinka krzywej.
Koncepcja bezp. konsumenta 12D polega na wyeliminowaniu zagrożeń zdrowotnych wynikających z Cl. botulinum.
Krzywa oporności cieplnej skł. Inaktywowanego (krzywa czasu śmierci danego dbn.) z parametrem 2 (parametr 2 - czas po jakim liczba dbn. maleje o D)(?)
Krzywe o przebiegu wklęsłym temp. steryliz. Działa zabójczo na przetrwalniki w stanie spoczynku.
Krzywe o przebiegu wypukłym są wynikiem aktywności uśpionych przetrwalników przez temp. subletalne (prawie śmiertelne).
TDT
Współczynnik ciepłooporności dbn. 2 stanowi miarę szybkości zamierania kom. i określa o ile °C należy podnieść temp. wyjaławiania konserwy (środowiska), celem dziesięciokrotnego skrócenia czasu śmierci cieplnej D.
Miarą skuteczności proc. Sterylizacji jest wielkość F - czas potrzebny do pełnego zniszczenia w danej temp. określonej populacji dbn. Wartość F odnosi się do standardów amerykańskich tj. temp 250°F i przy wartości 2=10°K. Wartości F podają czas osiągnięcia efektu letalnego, przy przeliczeniu wart. temp. i czasu proc. Wyjaławiania na równoważne ogrzewanie w temp. 121,1°C.
CZYNNIKI WPŁYWAJĄCE NA SZYBKOŚĆ PRZENIKANIA CIEPŁA PODCZAS STERYLIZACJI:
Rodzaj prod.
Konsystencja prod.
Różnica temp.
Wielkość opakowania
Przewodnictwo ścianek opakowania
WSK. DEGRADACJI CIEPLNEJ SKŁ. ŻYWNOŚCI:
Witaminy
B1
C
Barwniki
Chlorofile
antocyjany
Aminokwasy
Lizyna
Metioninaq
Cystyna
Prolina
Leucyna
„Nowe związki”
HMF
Metylowy merkaptan
CH3SH
Dwumetylosiarczki
Wykład 5 (14.05.2009)
Zawartość witamin pozostających zależy od miejsca w konserwie. Najwięcej witamin pozostaje w środku konserwy.
Warto utrwalać w wyższej temp. bo krócej i mniejsze straty witamin.
Najwięcej strat wit.C warzywa 0-60%, owoce do 40%
Straty witamin także podczas przechowywania - 5-10% strat w przypadku szparagów przy 2-letnim przechowywaniu produktu.
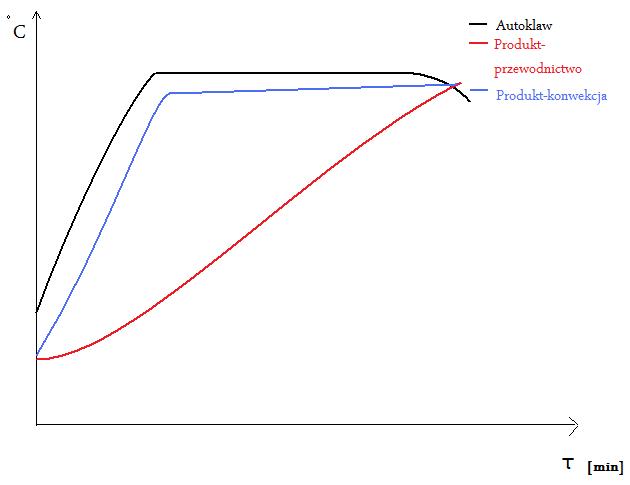
W ogrzewającej się treści konserw i w żywności ogrzewanej wymiennikowo następuje wymiana ciepła przez przewodzenie cieplne i konwekcję.
Podczas termicznego utrwalania ciepło musi być dostarczone w najzimniejszy punkt konserwy.
W ogrzewaniu wielu konserw korzysta się z konwekcji naturalnej, jak i z konwekcji wymuszonej /w puszkach przez sterylizację obrotową/.
Przewodzenie ciepła występuję w tych miejscach, w których przynajmniej przez chwilę temp. nie jest wyrównana.
Liczbowa ocena procesu wyjaławiania cieplnego jest kombinacją określenia zmian temp. i uzależnienia temperaturowego oporności cieplnej dbn lub skł. konserwy. W met. ogólnej opierając się na funkcji T(τ) do oceny procesu wyjaławiania stosuje się bezpośrednie rozwiązanie całki:

Wariant graficzny metody ogólnej - zasady oceny liczbowej procesów wyjaławiania:
Proces sterylizacji można podzielić na 3 etapy:
A) podgrzanie produktu, opakowań ni kosza (prod. nie ma temp 0, więc krzywa konserwy nie zaczyna się od zera)
B) sterylizacja w stałej temp.
C) obniżanie temp. aparatu, opakowania i prod. (ochładzanie).
W praktyce autoklaw niekoniecznie ogrzewa się i ochładza prostoliniowo.
Temp. konserwy nie przyjmuje temp. wyższej niż temp. medium! W skrajnych przypadkach może się z nią zrównać.
Czas podgrzewania zależy od konsystencji prod, materiału, z którego wykonano opakowanie - puszki szybciej się nagrzewają niż szkło.
Krzywa temp. autoklawu i środka konserwy przy zastosowaniu ogrzewania przez przewodnictwo i konwekcję:
Parametry sterylizacji zapisuje się w postaci ułamka sterylizacyjnego:
![]()
A - czas podnoszenia temp i ciśn. do chwili osiągnięcia temp. sterylizacji
B - czas utrzymania temp. sterylizacji
C - czas wychładzania
D - temperatura sterylizacji
CZYNNIKI WPŁYWAJĄCE NA TEMPO PROCESU WYJAŁAWIANIA:
Aby skrócić czas wyjaławiania:
stosowanie konwekcji wymuszonej - wprowadzenie opakowań podczas wyjaławiania w ruch:
toczenie puszek
ruch denko-wieczko
Wielkość puszki - czas potrzebny do wyjałowienia jest proporcjonalny do kwadratu promienia /opakowania/.
Rodzaj opakowania
Szklane
Metalowe
Z tworzywa sztucznego
Wpływa na to:
Zdolność pobierania ciepła przez ścianki naczynia
Zdolność przewodzenia ciepła przez ścianki opakowania
Zdolność pobierania ciepła przez produkt
CZYNNIKI WPŁYWAJĄCE NA SZYBKOŚĆ OGRZEWANIA SIĘ KONSERWY PODCZAS GOTOWANIA:
Różnica temperatur środowiska grzejnego i puszki (im wyższa różnica tym szybciej). Szybkość ogrzewanie się na początku jest zwykle większa, później w miarę zmniejszania się różnicy temperatur wzrasta powoli; ma przebieg hiperboliczny.
Wielkość puszki (im większa tym dłużej). Najzimniejszy punkt w konserwie znajduje się przy ogrzewaniu przez przewodnictwo, w centrum geometrycznym puszki, a przy konwekcji na wysokości 1/3 od dna puszki.
Stopień usunięcia powietrza, które jest złym przewodnikiem ciepła
Lepkość płynu - im więcej cukru tym wyższa lepkość i tym wolniej przewodzi ciepło (słabsza konwekcja)
Początkowa temp. prod. ogrzewanego - na znaczenie dla prod. w których występuje przewodzenie
Ruch konserw w czasie utrwalania - następuje przyspieszenie przenoszenia ciepła
Rodzaj opakowania ≠ Współczynnik przewodzenia ciepła, co wpływa na warunki i tempo nagrzewania (szkło gorzej przenosi ciepło niż metal)
CZYNNIKI INTENSYFIKACJI ORAZ ODTWARZALNOŚCI PARAMETRÓW NAGRZEWANIA I OCHŁADZANIA KONSERW
Bakterie uznawane za mikroflorę krytyczną w procesie termicznego utrwalania żywności
termofilne
termofile względne
mezofile
Zróżnicowanie sposobów przepływu ciepła podczas nagrzewania się konserw
Budowa konserwy z uwzględnieniem próżni i wolnej przestrzeni
Podgrzewanie żywności bezpośrednio przed zamknięciem w celu odpowietrzenia i wprowadzenia gorących konserw do sterylizatora celem uzyskania próżni
Zmniejszenie ciśnienia w opakowaniu
Ułatwienie zróżnicowania konserw dobrych i z bombażem
Usunięcie tlenu atmosferycznego i tym samym zmniejszenie degradacji składników i korozji opakowań (O2 - barierowość)
Zmniejszenie zdolności do podpływania części stałych
Zmniejszenie zdolności do pienienia
Usuwanie niepożądanych aromatów powstałych w wyniku wyjaławiania
Zwiększenie przewodnictwa cieplnego
Zmniejszenie korozji opakowań metalowych
Utrudnienie rozwoju mikroflory tlenowej
Ograniczenie skutków reakcji utleniania niektórych składników owoców (wit. C, karotenoidów, polifenoli)
Ułatwienie przewodzenia ciepła
Ułatwienie napełniania opakowań
Deformacja opakowań
Reinfekcja - możliwość wtórnego zasysania powietrza
Powstaniem zbyt dużej różnicy ciśnień - nawet zniszczenie
Mieszanie treści konserw przez rotację opakowań oraz podwyższenie temp. sterylizacji. (Rotacja opakowań daje jednakowy rozkład temp)
Temp. i czas ochłodzenia konserw (w praktyce ochładza się do temp wyższej niż temp pokojowa)
Ciśnienie wewn. w konserwach i przeciwciśnienie w sterylizatorach podczas ogrzewania, ochładzania.
Odtwarzalność cykli sterylizacyjnych
Przestrzenna jednolitość temp. środ. grzejnego
Grupa i rodzaj dbn |
Szkodliwe oddziaływanie |
Oporność cieplna |
Typowa żywność (pH środ) oraz zalecane wielokrotności redukcji dziesiętnej n |
|
|
|
D [min] |
K |
|
Bakterie chorobotwórcze, przetrwalnikujące, beztlenowe
C. botulinum |
Toksemia (śmiertelna) |
D121,1 0,1-0,2 |
7,77-10,0 |
Żywność pH<4,6 |
Bakterie saprofityczne
Bacillus stearothermophilus |
sacharolityczne |
D121,1 4-5 |
7-77-12,22 |
Żywność mało kwaśna pH>4,6 n=5 |
B. thermosaccharolyticum |
sacharolityczne |
3-4 |
8,88-12,22 |
żywność mało kwaśna pH>4,6 n=5 |
B. nignificans |
Proteolityczne |
2-3 |
8,88-12,22 |
żywność mało kwaśna pH>4,6 n=5 |
B. coagulans |
|
0,01-0,07 |
|
Żywność 4,6-4,0, n=5 |
C. sporogenes |
|
0,8-1,5 |
|
Żywność pH>4,6, n=5 |
! zapamiętać te, które mają najwyższą i najniższą oporność !
CZYNNIKI INTENSYFIKACJI ORAZ ODTWARZALNOŚCI PARAMETRÓW NAGRZEWANIA I OCHŁADZANIA KONSERW
BLANSZOWANIE - proces termiczny polegający na poddaniu surowych produktów krótkotrwałemu działaniu gorącej wody /80-100°C kilka minut/ pray lub roztworu NaCl, cukru, kw. spoż w celu zablokowania działania enz. Utleniających, usunięcia tlemu z przestrzeni między komórkowej, usunięcia dbn z powierzchni surowca, wywołania pożądanych cech organoleptycznych (zachowanie kolorów, podniesienie walorów smakowych i strawności).
Po blanszowaniu - szybkie ochłodzenie.
CELE ODPOWIETRZANIA:
GRANICE ODPOWIETRZANIA:

Wyszukiwarka
Podobne podstrony:
APERTYZACJA wyklady, WNoZ, Apertyzacja
Utrwalanie żywności metodą apertyzacji, różne
Konserwy apertyzowane (1)
Napęd Elektryczny wykład
wykład5
Psychologia wykład 1 Stres i radzenie sobie z nim zjazd B
Wykład 04
geriatria p pokarmowy wyklad materialy
ostre stany w alergologii wyklad 2003
WYKŁAD VII
Wykład 1, WPŁYW ŻYWIENIA NA ZDROWIE W RÓŻNYCH ETAPACH ŻYCIA CZŁOWIEKA
Zaburzenia nerwicowe wyklad
Szkol Wykład do Or
Strategie marketingowe prezentacje wykład
Wykład 6 2009 Użytkowanie obiektu
więcej podobnych podstron