POLITECHNIKA GDAŃSKA
WYDZIAŁ ZARZĄDZANIA I EKONOMII
Procesy innowacyjne
Projekt wprowadzenia na rynek nowego produktu w firmie MORPAK
WZiE
rok akademicki: 2002/2003
sem. 1I ZSP ;
studia uzupełniające
1. Identyfikacja branży i przedsiębiorstwa .................................................................................4
1. Identyfikacja przedsiębiorstwa. Uzasadnienie wyboru branży i przedsiębiorstwa.
1.1 Informacje ogólne o firmie
Spółka z o. o. MORPAK mieści się w Gdańsku-Wrzeszczu przy ulicy
Grunwaldzkiej 229.
1.2 Lokalizacja
Firma mieści się w centrum handlowej części Gdańska tuż przy szlaku kolejowym PKP i kolejki podmiejskiej SKM. Jednocześnie niedaleko przebiega główna arteria komunikacyjna transportu drogowego co jest niewątpliwą zaletą jeśli chodzi o możliwości przewozu towarów.
1.3 Dziedzina i przedmiot działalności
Wytwórnia Uszczelek MORPAK Sp. z o. o. jest od ponad 50 lat wiodącym na rynku polskim producentem wysokiej klasy uszczelnień silnikowych dla przemysłu motoryzacyjnego, rolnictwa i górnictwa oraz uszczelnień pomp wody. Oferuje ona uszczelki:
Podgłowicowe
Kolektorów ssąco-wydechowych
Pokrywy zaworów
Miski olejowe
Gaźnika
Rury wydechowej
Pod pompę wody
Oraz inne
Oferta firmy obejmuje również:
Tekturę celulozową MORPAK 100
Tekturę bezazbestową TBA
Płytę uszczelkową bezazbestową M3L
Płytę uszczelkową ( z tektury Frenzelit ) M3L-F
Płytę uszczelkową renzelit ( Novaform Novatec )
1.4 Struktura organizacyjna i struktura zatrudnienia
Prezes |
|||||||||
V-ce Prezes d/s finansowych |
V-ce Prezes d/s technicznych |
||||||||
Dział Księgowości (2 osoby) |
Kierownik Działu Marketingu |
Kierownik Działu Technologiczno-Konstrukcyjnego |
Kierownik Działu Zaopatrzenia |
Kierownik Działu Narzędziowo-Remontowego |
Kierownik Laboratorium Badawczo-Rozwojowego |
||||
Pracownicy fizyczni (125 osób) |
|||||||||
1.5 Badania i rozwój
Poczynając od 1998 roku MORPAK przystąpił do rozbudowy zaplecza badawczego, umożliwiającego realizację prac rozwojowych i stałą kontrolę bieżącej jakości wyrobu. Zaplecze to wyposażone jest między innymi w hamownię silnikową, stanowisko do badań uszczelek układów wydechowych, stanowiska do badań uszczelniaczy pomp wodnych oraz zespół stanowisk do wytwarzania próbek materiałowych i testowania materiałów uszczelkarskich. Stanowiska testowe pozwalają na symulację rzeczywistych warunków pracy uszczelek silnikowych i układów wydechowych. Zespół inżynierów W.U. "MORPAK" jest w stanie przeprowadzić różnorakie testy uszczelek podgłowicowych, układów ssąco-wydechowych i uszczelniaczy pomp wody np. próbę szoku termicznego uszczelek podłowicowych i układów wydechowych, próby nasiąkliwości, próby starzenia, próby przywierania itp.
1.6 Wyposażenie technologiczne
maszyny do nakładania sitodruku
środki transportu dla aktywizacji sprzedaży i marketingu
linie do produkcji płyt uszczelkowych
hamownia silnikowa
komputerowe programy: ewidencji czasu pracy, rozliczenia kosztów produkcji, obliczeń projektowo-inżynierskich ( będących w użytkowaniu przez takie firmy jak BOENING, MERCEDES czy VW )
maszyny do wytwarzania płyt tekturowych
prasowarki
wytłaczarki
1.7 Kondycja finansowa firmy
|
Nakłady |
Przychody |
Zysk w mln |
Zysk w % |
Stopa oprocentowania kapitału |
Rok 2000 |
150 tys. zł |
1,75 mln zł |
463 tys. zł |
14,5 % |
20 % |
Rok 2001 |
165 tys. zł |
3,5 mln zł |
795 tys. zł |
25 % |
18 % |
Rok 2002 |
180 tys. zł |
3,72 mln zł |
890 tys. zł |
28 % |
17 % |
Całość inwestycji sfinansowana jest ze środków własnych organizacji w tym celu spieniężane są obligacje Skarbu państwa, w które to spółka lokuje swe zyski. Sposób ten jest bardzo wygodny gdyż pozwala uniknąć dużych odsetek od ewentualnego kredytu.
2. Analiza mikrootoczenia
2.1 Klienci
Głównymi odbiorcami produktów firmy MORPAK są przedsiębiorstwa motoryzacyjne. Są to: Andoria, Andrychów, PZL Mielec, Ursus, Star Starachowice, filia Forda w Praszce, Deawoo Warszawa, Deawoo Nysa, Volkswagen Antoninek. MORPAK prowadzi również rozmowy z Fiatem.
Inną grupę stałych odbiorców produktów firmy stanowią serwisy gwarancyjne, zakłady naprawcze i punkty diagnostyczne znajdujący się na terenie całego kraju.
Odrębnymi klientami są hurtownie oraz serwisy gwarancyjne z Ukrainy i Obwodu Kaliningradzkiego. Prowadzone są również negocjacje z kontrahentami z Syrii.
Przedsiębiorstwo MORPAK trafia również bezpośrednio do indywidualnych odbiorców poprzez sklep firmowy mieszczący się w Gdańsku-Chełmie przy ulicy Milskiego 1. Firma produkuje i dostarcza także wyroby na indywidualne zamówienia klientów.
Producenci motoryzacyjni znajdujący się na rynku polskim (rynek I montażu ) mają duże potrzeby, które gwarantują stałe zamówienia przy płatnościach realizowanych w wyznaczonym terminie. Jednakże potentaci zagraniczni pojawiający się na naszym rynku nabywają gotowe podzespoły z poza kraju, składając tylko gotowe wyroby w Polsce. Natomiast segment złożony z pkt. diagnostycznych oraz zakładów naprawczych nie zgłasza zapotrzebowania na stałe dostawy. Kooperujące firmy z krajów byłego ZSRR uzależniają swoje zamówienia od sytuacji ekonomicznej jak i wahań kursów walutowych w tych państwach.
2.2 Konkurencja
Do głównych konkurentów MORPAKU należą firmy:
polskie:
P.P.H. Pol Kork S.A.
P.P.H. W.U.B. Ajust
Polonit - Łódź: firma dwukrotnie większa od MORPAKU, której 30-40% produkcji stanowią kolektory
i inni
Konkurencyjne firmy polskie oferują swoje produkty po niższych cenach rynkowych co odbija się w gorszej jakości wyrobów. Do mocnych stron konkurencji należą doświadczenie, tradycja, oraz lepsza lokalizacja.
niemieckie:
GECE
Erling
Leinz
Producenci z Niemiec oferują wyroby o wysokiej jakości wykorzystując najnowsze technologie produkcyjne, co za tym idzie proponowana cena produktów jest wyższa niż producentów z kraju.
czeskie:
Temat
Producenci zagraniczni na rynku polskim stanowią około12%.
KONKURENCI |
|
ICH MOCNE STRONY |
ICH SŁABE STRONY |
Konkurent A: P.P.H. Pol Kork S.A.
strukturalna |
|
Konkurent B: P.P.H. W.U.B. Ajust
|
|
Konkurent C: Polonit-Łódź
|
|
2.3 Dostawcy
Charakterystyka podstawowych dostawców
Lp
|
CZYNNIKI |
D'njou
|
Polgum |
Ramek |
Lokalizacja |
Francja |
Wałbrzych |
Warszawa |
|
Podstawowa działalność |
Huta |
Import kauczuku |
Produkcja tworzyw sztucznych |
|
Udział w rynku ( podać w % ) |
6% |
9% |
2% |
|
Rodzaj transportu |
Statkami |
Kolej |
Kolej |
|
Koszty dostawy ( w mln. zł. ) |
2 |
0,2 |
0,1 |
|
Stosowane strategie |
Penetracja rynku |
Rozwój produktu |
Rozwój rynku |
2.4 Dystrybucja
Kanały dystrybucji firmy MORPAK są dosyć krótkie. W ich skład wchodzą: 3 składy zamiejscowe oraz sieć dealerów, w takich miastach: Białystok, Kraków, Łódź, Bielsko Biała, Jasło, Robczyce, Ociąż, Kościelna Wieś, Kostrzeń, Wrocław, Dębica, Szczecin, Kielce, Zawrze, Zakrzewo k. Poznania, Warszawa oraz Gdynia. Sprzedaż prowadzona jest głównie z magazynów zakładu, wielkość magazynowanych produktów uzależniona jest od bieżących zamówień.
Sprzedaż detaliczna prowadzona jest z jedynego sklepu firmowego, który spełnia raczej funkcje promocyjno-reprezentacyjne.
PRZEDSIĘBIORSTWO `MORPAK'
SKLEP FIRMOWY 3 SKŁADY GOTOWYCH WYROBÓW SIEĆ DILERÓW
KLIENCI KLIENCI KLIENCI
3. Analiza SWOT
3.1 Sposobności ( szanse i okazje ) i zagrożenia w otoczeniu firmy
Postęp naukowo-techniczny umożliwia wprowadzanie nowych lepszych materiałów, ale wiąże się z nakładami prowadzi również do zmniejszenia popytu na siłę roboczą. Ponadto gospodarka światowa cały czas się rozwija, choć widać ostatnio widmo recesji. Przystąpienie Polski do NATO i UE jest bardzo dobrą informacją dla MORPAKU. Proreformatorskie działania rządu są godne pochwały ale istnieje również duże pole do popisu na gruncie prywatyzacji i systemu podatkowego. Dynamiczny rozwój Trójmiasta gwarantuje możliwość pozyskania nowych rynków.
CZYNNIK |
SZANSE |
waga |
ocena |
ZAGROŻENIA |
waga |
ocena |
Postęp naukowo- techniczny oraz rozwój technologii |
- nowe materiały - nowe technologie - rozwój globalnej sieci internetowej - rozwój mechanizacji |
0.3 |
4 |
- duża dywersyfikacja wyrobów - zróżnicowanie w technologii wykorzystywanej przez konkurentów
|
0.3 |
-3 |
Sytuacja gospodarki światowej |
- rozwój gospodarki - rozwój nowych rynków
|
0.1 |
2 |
- kryzys w Rosji - kryzys na dalekim wschodzie - kryzys w Ameryce Południowej |
0.1 |
-1 |
Sytuacja polityczna i jej zmiany |
- stowarzyszenie z UE - przewodzenie OBWE - członkostwo w CEFTA - członkostwo w OECD |
0.2 |
1 |
- istnienie sił wstecznych na scenie politycznej - silne antagonizmy między partiami - niezbyt dobre stosunki z Rosją - niezbyt dobre stosunki z Białorusią |
0.2 |
-2 |
Plany i działania rządu |
- reforma samorządowa - reforma podatkowa
|
0.1 |
2 |
- biurokracja - wysokie podatki i inne świadczenia - obniżanie ceł - niespójny system podatkowy |
0.1 |
-3 |
Fizyczne i bezpo- średnie otoczenie |
- rozwój Trójmiasta - dobre usytuowanie przedsiębiorstwa - możliwość taniego transportu (porty) |
0.3 |
5 |
- brak miejsca do rozbudowy przedsiębiorstwa
|
0.3 |
-2 |
3.2 Atuty i słabości ( mocne i słabe strony ) firmy
Pewnym atutem jest dosyć sprawny system dostaw produktów firmy, z drugiej strony trudny do określenia poziom produkcji, ze względu na zatomizowanych odbiorców. Mały wachlarz produktów jest zjawiskiem dosyć niebezpiecznym, lecz pozycja lider na rynku uszczelek podgłowicowych daje pewien komfort dyktowania warunków na rynku. Problemy finansowe związane są z niepewnością zamówień, lecz jak dotychczas firma nie ma problemów z płynnością. Niewystarczający jest odsetek wysoko wykwalifikowanego personelu. Dział marketingu jest właśnie w fazie reorganizacji i jego liczebność ma być zwiększona. Firma ma przyznany certyfikat jakości ISO9000. Polityka wejścia na rynek pierwszego montażu ma zapewnić stałość dostaw i dynamiczny rozwój w tym sektorze.
CZYNNIK |
ATUTY |
waga |
ocena |
SŁABOŚCI |
waga |
ocena |
Obsługa klientów
|
- gęsta sieć przedstawicieli handlowych - krótkie terminy realizacji zamówień |
0.3 |
3 |
- brak sieci składów handlowych - brak możliwości kredytowania zamówień |
0.3 |
-4 |
Wytwarzane produkty |
- nowoczesne - spełnia normy ekologiczne UE - niezbyt skomplikowane - potrzebny mały kapitał do tego rodzaju linii produkcyjnych |
0.2 |
4 |
- duża dywersyfikacja wyrobów - surowce najwyższej jakości
|
0.2 |
-2 |
Sytuacja finansowa
|
- przynosi zyski - zysk przeznacza na inwestycje
|
0.05 |
3 |
- nie uregulowana kwestia własności - problemy z szybkością płatności |
0.05 |
-3 |
Produkcja (organizacja, produktywność) |
- umiejscowienie produkcji w jednym miejscu - możliwość wykorzystania transportu kolejowego |
0.05 |
4 |
- mały odsetek personelu z wykształceniem wyższym - mała produktywność |
0.05 |
-3 |
Marketing: - dystrybucja, - promocja, - polityka cenowa, - zarządzanie. |
- pozycja na rynku - polityka personalna - polityka nowa
|
0.1 |
3 |
- mały dział marketingu - małe pakiety zamówień - brak stałości zamówień - brak profesjonalnej kadry menedżerskiej |
0.1 |
-3 |
Badania i rozwój ( patenty ) |
- certyfikat ISO9001 - współpraca ze studentami Politechniki Gdańskiej - certyfikat jakości PIMOTu - wdrażanie nowych technologii |
0.1 |
2 |
- nie dostateczne partycypowanie w rozwoju branży - brak własnego laboratorium |
0.1 |
-2 |
Technologia
|
- bezazbestowa - nie wymaga dużego kapitału - bezpieczna dla środowiska
|
0.1 |
5 |
- pracochłonna - materiałochłonna - energochłonna |
0.1 |
-1 |
Kontakty i układy handlowe |
- układy z firmami francuskimi - dobre stosunki z władzami samorządowymi
|
0.1 |
3 |
- słabe kontakty z samorządem gospodarczym - słabe kontakty ze sferami rządzącymi - brak lobbingu |
0.1 |
-2 |
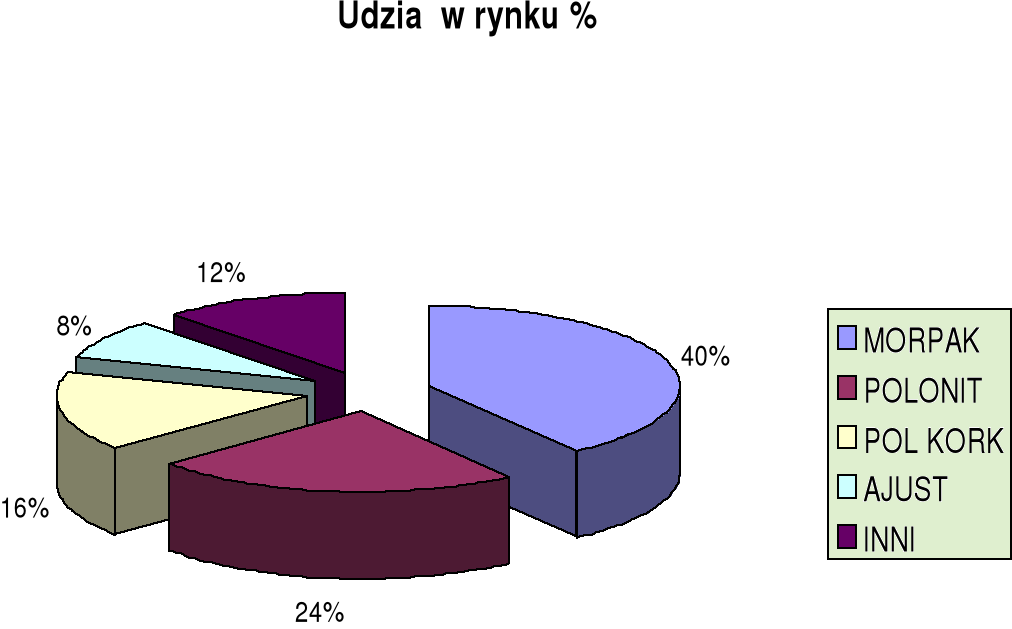
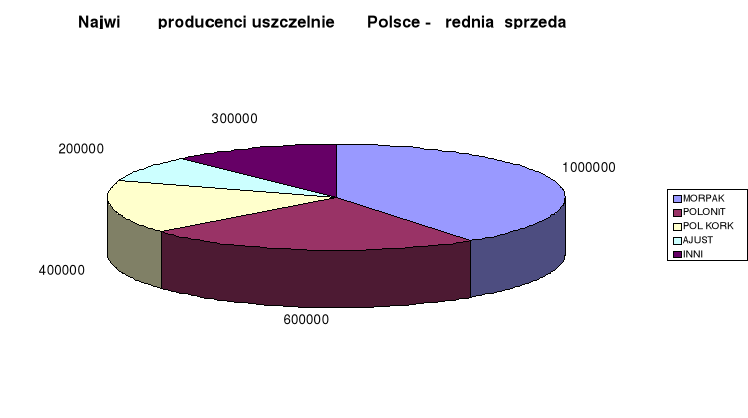
4. Pozycja na rynku z punktu widzenia produktu
Szacunkowa średnia sprzedaż miesięczna głównych producentów uszczelek podgłowicowych standardowych
FIRMA |
ŚR. SPRZED. MIES. |
% UDZIAŁ W RYNKU |
W.U. Morpak Sp. z o. o. |
1000000 |
40 % |
Polonit |
600000 |
24 % |
P. P. H. Pol Kor S. A. |
400000 |
16 % |
P. P. H. W.U. B. Ajust |
200000 |
8 % |
Pozostali (prywatni prod. ) |
300000 |
12 % |
RAZEM |
2500000 |
100 % |
5. Poszukiwanie i tworzenie idei nowego wyrobu
Inspiracje do poszukiwania nowego wyrobu pochodzą z trzech źródeł:
analizy potrzeb rynkowych
prac badawczych prowadzonych przez technologów firmy
własne pomysły i sugestie
W wyniku ich analizy zostały wyselekcjonowane następujące pomysły realizacji nowego produktu:
Metalowa uszczelka podgłowicowa
Uszczelki do starych modeli samochodów
Uszczelka pod misę olejową
Uszczelka wysokociśnieniowa
Uszczelki klektorowe
Uszczelki do tłumików
W celu oceny siły przebicia na rynku sporządzono przegląd i wstępną selekcję przedstawionych idei. Do tej oceny użyliśmy następujących kryteriów:
Wytrzymałość
Koszty produkcji
Ekologia
Niezawodność
Konkurencja na rynku
Następnie każdemu z kryteriów przypisaliśmy jego ważność na podstawie porównań ich między sobą w następujący sposób:
|
1 |
2 |
3 |
4 |
5 |
Suma |
Waga |
1. Wytrzymałość |
X |
0 |
1 |
0 |
0 |
1 |
0,1 |
2. Koszty produkcji |
1 |
X |
1 |
0 |
0 |
2 |
0,2 |
3. Ekologia |
0 |
0 |
X |
0 |
1 |
1 |
0,1 |
4. Niezawodność |
1 |
1 |
0 |
X |
1 |
3 |
0,3 |
5. Konkurencja na rynku |
1 |
1 |
0 |
0 |
X |
2 |
0,2 |
Razem 10
Następnie na podstawie sumarycznego wyniku oceny oraz jej ważności dokonaliśmy wyboru jednego produktu, którego naszym zdaniem wdrożeniem do produkcji firma powinna się zająć
|
Waga |
Metalowa uszczelka podgłowi-cowa |
Uszczelki do starych modeli samocho-dów |
Uszczelka pod misę olejową |
Uszczelki wysoko-ciśnienio-we |
Uszczelki kolektoro-we |
Uszczelki do tłumików |
||||||
|
|
Ocena |
Wynik |
Ocena |
Wynik |
Ocena |
Wynik |
Ocena |
Wynik |
Ocena |
Wynik |
Ocena |
Wynik |
Wytrzymałość |
0,1 |
5 |
0,5 |
3 |
0,3 |
4 |
0,4 |
2 |
0,2 |
3 |
0,3 |
1 |
0,1 |
Koszty produkcji |
0,2 |
2 |
0,4 |
1 |
0,2 |
5 |
1 |
2 |
0,4 |
4 |
0,8 |
3 |
0,6 |
Ekologia |
0,1 |
5 |
0,5 |
3 |
0,3 |
2 |
0,2 |
3 |
0,3 |
4 |
0,4 |
2 |
0,2 |
Niezawodność |
0,3 |
5 |
1,5 |
2 |
0,6 |
3 |
0,9 |
4 |
1,2 |
3 |
0,9 |
1 |
0,3 |
Konkurencja |
0,2 |
4 |
0,8 |
4 |
0,8 |
2 |
0,4 |
5 |
1 |
3 |
0,6 |
2 |
0,4 |
Suma |
|
|
3,7 |
|
2,2 |
|
2,9 |
|
3,1 |
|
3,0 |
|
1,6 |
Z takiego zestawienia jasno można wywnioskować, że najlepiej będzie wdrożyć produkcję metalowej uszczelki podgłowicowej, gdyż w porównaniu z konkurencyjnymi prototypami ma dość wyraźną przewagę sumaryczną i dlatego decydujemy się na wybór tego produktu.
6. Wymagania konsumenta i rynku
6.1 Identyfikacja potrzeb klienta
Lp
|
Generalne tendencje Rozwojowe W zakresie: |
Opis |
|
Nowych potrzeb
|
Z racji pojawiania się nowych inwestycji w Polsce w przemyśle motoryzacyjnym klienci składają zapotrzebowanie na nowe typy uszczelek |
|
Nowych rynk*w zbytu
|
W dobie globalizacji także klienci zagraniczni z takich krajów jak Ukraina, Białoruś, Litwa, Niemcy czy kraje arabskie są zainteresowani alternatywnymi produktami w zakresie cen i jakości |
|
Postępu naukowo-technicznego oraz rozwoju technologii
|
W dzisiejszych czasach rozwój technologii jest wyjątkowo agresywny. Naukowcy generują coraz to nowsze pomysły ułatwiające produkcję. Wraz z postępem technologicznym rozwijają się systemy informatyczne oraz polepsza się dostęp do informacji naukowych. |
|
Sytuacji politycznej i jej zmian |
Przystąpienie do UE spowoduje zniesienie ceł między krajami, co w konsekwencji spowoduje zwiększenie zainteresowania tych krajów naszymi produktami |
|
Fizycznego i bezpośredniego otoczenia |
Rozwój Trójmiasta, duża podaż wykwalifikowanej siły roboczej powoduje, że klienci są coraz bardziej wymagający w związku z czym także większą uwagę zwracają na cenę jak i jakość produktu |
6.2 Antycypacja rozwoju potrzeb i zapotrzebowania
Aby w pełni zaspokoić potrzeby klienta firma przeprowadziła badania ankietowe, które okazały się cennym źródłem informacji wykorzystanym do wizji tworzenia nowego produktu - metalowej uszczelki podgłowicowej. Forma ankiety przedstawiona została poniżej:
Ze względu na nowe wymogi stosowanych uszczelek nasza firma zdecydowała się na wprowadzenie nowego produktu spełniającego wszystkie nowoczesne normy technologiczne i ekologiczne. Odpowiedzi na pytania należy zakreślić krzyżykiem w podanym polu w następujący sposób: X
1) Jaką ilość pracowników zatrudnia Twoja firma:
a) 5-50 osób __
b) 50-200 osób __
c) 200-500 osób __
d) więcej niż 500 __
2) Jak długo istniejecie na rynku:
a) 1-5 lat __
b) 5-10 lat __
c) 10-20 lat __
d) dłużej niż 20 lat __
3) Jakie obroty ma firma:
a) 10-100 tys. PLN __
b) 100-1000 tys. PLN __
c) powyżej 1 mln. PLN __
4) Jaką trwałość maja uszczelki stosowane przez Twoja firme:
a) 2-5 lat __
b) 5-7 lat __
c) więcej niż 7 lat __
d) inne (podać trwałość) _______
5) Czy cena stosowanych przez Twoja firmę uszczelek jest adekwatna do ich jakości
a) tak __
b) nie __
6) Czy zastosowanie nowych metalowych uszczelek w Twojej firmie wpłynęłoby pozytywnie na podniesienie jakości wytwarzanych produktów
a) tak __
b) nie __
7) Czy słyszałeś o polepszeniu parametrów uszczelek metalowych?
a) tak __
b) nie __
8) Jakie ilości metalowych uszczelek zamówiłbyś dla swojej firmy, o ile cena byłaby zadowalająca?
a) 0 - 1000 __
b) 1000 - 5000 __
c) 5000 - 10000 __
d) powyżej 10000 __
9) Jaka cena metalowej uszczelki samochodowej o standardowym rozmiarze silnika 1,5 dm3 satysfakcjonowałaby cię najbardziej?
....................................................................................................................
10) Na ile lat twoja firma podpisałaby kontrakt z producentem uszczelek metalowych?
a) 1 rok __
b) 2 - 4 lat __
c) 5 - 8 lat __
d) powyżej 8 lat __
Ankieta jest anonimowa, a udzielone odpowiedzi zostaną potraktowane zgodnie z ustawą o ochronie danych osobowych.
6.3 Benchmarking. Porównanie z konkurencją
Lp.
|
Konkurencja |
Wizerunek przedsiębiorstwa |
Znajomość marki |
Jakość towaru |
Dystrybucja |
|
Morpak |
3 |
3 |
5 |
4 |
||
Polonit |
3 |
4 |
4 |
3 |
||
Ajust |
2 |
3 |
3 |
2 |
||
Pol Kork |
3 |
3 |
3 |
3 |
||
Skala ocen w stosowanej analizie 1(najgorsza) - 5(najlepsza)
Wnioski:
Żadne z przedsiębiorstw nie wybija się znacznie na tle konkurencji. Jeśli chodzi o naszą firmę należałoby znacznie poprawić wizerunek przedsiębiorstwa, aby był lepszy od firm konkurencyjnych. Podobnie należałoby zrobić ze znajomością marki, ponieważ konkurenci zagrażają nam w tej dziedzinie. Tutaj mogą posłużyć za pomoc kampanie informacyjne i reklamowe. Jakość towaru oraz produkcja są na wysokim poziomie i należałoby inwestować w dalszy ich rozwój i kontrolę jakości
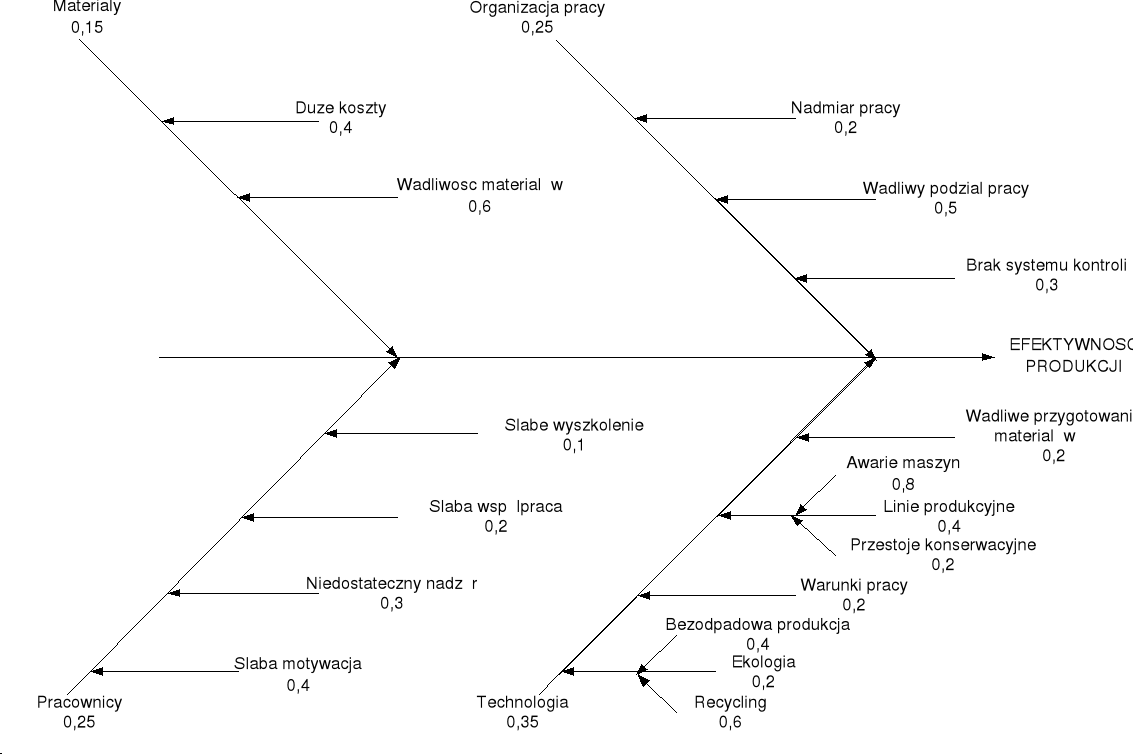
6.4 Wykres Ishikawy
L.p. |
Potrzeba |
Waga |
|
Wynik |
1 |
MATERIAŁY |
0,15 |
|
|
|
Duże koszty |
0,4 |
9 |
0,06 |
|
Wadliwość materiałów |
0,6 |
4 |
0,09 |
2 |
ORGANIZACJA PRACY |
0,25 |
|
|
|
Nadmiar pracy |
0,2 |
10 |
0,05 |
|
Wadliwy podział pracy |
0,5 |
1 |
0,125 |
|
Brak systemu kontroli |
0,3 |
5 |
0,075 |
3 |
PRACOWNICY |
0,25 |
|
|
|
Słabe wykształcenie |
0,1 |
15 |
0,025 |
|
Słaba współpraca |
0,2 |
11 |
0,05 |
|
Niedostateczny nadzór |
0,3 |
6 |
0,075 |
|
Słaba motywacja |
0,4 |
3 |
0,1 |
4 |
TECHNOLOGIA |
0,35 |
|
|
|
Wadliwe przygotowanie materiałów |
0,2 |
8 |
0,07 |
|
Linie produkcyjne |
0,4 |
|
|
|
awarie maszyn |
0,8 |
2 |
0,112 |
|
przestoje konserwacyjne |
0,2 |
13 |
0,028 |
|
Warunki pracy |
0,2 |
7 |
0,07 |
|
Ekologia |
0,2 |
|
|
|
bezodpadowa produkcja |
0,4 |
14 |
0,028 |
|
recycling |
0,6 |
12 |
0,042 |
Na poniższym rysunku przedstawiony jest wykres Ishikawy przedstawiający powyższe problemy wraz z wagami.
6.5 Wykres Pareto
Na podstawie wykresy Ishikawy sporządziliśmy wykres Pareto, który obrazuje które z czynników wpływają w największym stopniu na powstały problem, a których usunięcie spowoduje znaczne poprawienie wydajności w tym zakresie, a więc poprawienie efektywności produkcji
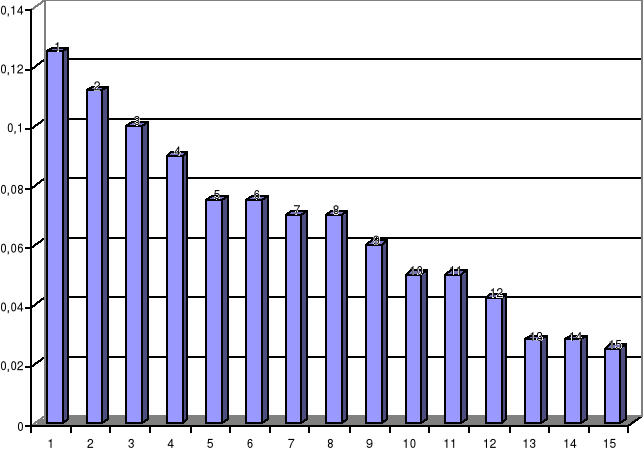
Legenda:
Wadliwy podział pracy
Awarie maszyn
Słaba motywacja pracowników
Wadliwość materiałów
Brak systemu kontroli
Niedostateczny nadzór pracowników
Warunki pracy
Wadliwe przygotowanie materiałów
Duże koszty materiałów
Nadmiar pracy
Słaba współpraca pracowników
Recycling
Przestoje konserwacyjne
Bezodpadowa produkcja
Słabe wykształcenie pracowników
Wniosek :
Z przedstawionego wykresu wynika, że największy wpływ na problem efektywności produkcji mają takie czynniki jak : wadliwy podział pracy, awarie maszyn oraz słaba motywacja pracowników, a więc zgodnie z teoretyczną zależności, że 30 % skutków generują 70 % problemów. Wystarczy zatem w głównej mierze skupić się na usunięciu tych problemów a efektywność produkcji poprawi się w znaczący sposób.
6.7 Domek jakośći
- +
|
Waga |
Korozyjność ←
|
Dokładność wykonania → |
Elastyczność → |
Technologia wytwarzania → |
Stopień sprężania → |
Ergonomia → |
|
|
|
|
|
Wynik dla Morpak $ |
Wynik dla Polonit * |
Wynik dla Pol Kork #
|
|
|
|
|
|
|
|
|
5 |
4 |
3 |
2 |
1 |
|
|
|
Wytrzymałość |
4 |
6 |
|
|
9 |
|
|
|
$ |
* |
# |
|
16 |
12 |
8 |
Niezawodność |
5 |
3 |
9 |
|
|
|
|
$ |
* |
|
# |
|
25 |
20 |
10 |
Temperatura pracy |
3 |
|
|
|
3 |
9 |
|
* |
$ |
# |
|
|
12 |
15 |
9 |
Ekologiczność |
2 |
|
|
|
6 |
|
|
# |
$ |
* |
|
|
8 |
6 |
10 |
Kompatybilność |
2 |
|
3 |
|
|
|
|
$ |
# |
* |
|
|
10 |
6 |
8 |
Łatwość czyszczenia |
1 |
|
|
6 |
|
|
6 |
# |
$ |
* |
|
|
4 |
3 |
5 |
Łatwość montażu |
3 |
|
3 |
6 |
|
|
9 |
# |
* |
$ |
|
|
9 |
12 |
15 |
Bezpieczeństwo |
4 |
|
3 |
|
|
6 |
|
$ |
* |
# |
|
|
20 |
16 |
12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
∑104 |
∑80 |
∑77 |
|
5 |
# |
$ |
* |
$ |
* |
# |
|
|
|
|
|
|
|
|
|
4 |
$ |
* |
|
* |
# |
$ |
|
|
|
|
|
|
|
|
|
3 |
* |
# |
# |
|
$ |
|
|
|
|
|
|
|
|
|
|
2 |
|
|
$ |
# |
|
* |
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Waga |
3 |
4 |
3 |
5 |
3 |
2 |
|
|
|
|
|
|
|
|
|
Ważność bezwzględna |
39 |
72 |
24 |
57 |
51 |
33 |
∑ 276 |
|
|
|
|
|
|
||
Ważność w [%] |
14 |
26 |
9 |
21 |
18 |
12 |
|
|
|
|
|
|
|
|
|
Wnioski wynikające z domku jakości :
Do najważniejszym wymagań klienta, które bierze on pod uwagę przy zakupie produktu należą naszym zdaniem między innymi: wytrzymałość, niezawodność oraz bezpieczeństwo. Czynniki te są pierwszorzędnymi kryteriami, ale oprócz nich istnieją także inne, mniej znaczące ale również brane pod uwagę. Zaliczamy do nich między innymi :temperaturę pracy, łatwość montażu, ekologiczność, kompatybilność a nawet łatwość czyszczenia. Z kolei z punktu widzenia projektantów najważniejszymi czynnikami są : technologia wytwarzania, dokładność wykonania, w następnej kolejności elastyczność, stopień sprężania, korozyjność czy ergonomia. Każdy z czynników stanowiący wymagania projektantów wpływa na konkretny wymóg stawiany przez producenta w określonym stopniu. Powiązania te przedstawione są na przytoczonym wykresie. Zdarza się tak, że jedno wymaganie projektanta wpływa na kilka wymagań klienta i na odwrót. Siła powiązań między tymi czynnikami jest zróżnicowana. I tak największej sile oddziaływania odpowiada „9”, następnie jeśli powiązanie jest średnie przypisujemy mu „5”, natomiast najmniejszej sile oddziaływania odpowiada „3”. Do analizy wzięliśmy pod uwagę analizowane przez nas przedsiębiorstwo : MORPAK oraz dwóch najsilniejszych przedstawicieli konkurencji, a mianowicie Polonit oraz Pol Kork. Każdej z firm przypisaliśmy następnie ocenę od 5 (najlepsza) do 1 (najgorsza), w jakiej spełnia wymagania stawiane przez klientów ale także przez projektantów. Ocenę tę następnie pomnożyliśmy przez wagę przypisaną każdemu z wymagań i w rezultacie otrzymaliśmy ocenę końcową odnośnie danego kryterium. W wyniku tej analizy okazuje się, że wymagania klienta w największym stopniu spełnia firma MORPAK, w nieco mniejszym stopniu firma Polonit a w najmniejszym stopniu Pol Kork. Następnym krokiem było określenie wpływu wymagań projektowych na ogół wymogów klientów także z uwzględnieniem wag. Z tej analizy wynika z kolei, że największy wpływ ma dokładność wykonania 26 %, technologia wykonania 21 % - w dodatku czynniki te mają przypisane największe wagi, czyli ich ważność techniczna jest największa, więc jej spełnienia w największym stopniu zapewni nam sukces.
7. STRATEGIA
7.1 Szanse i zagrożenia
Uszczelka podgłowicowa metalowa
SZANSE |
ZAGROŻENIA |
|
|
|
|
|
3. ryzyko wejścia z nowym produktem na rynek |
|
4. wysokie koszty promocji
|
|
|
7.2 Strategie rozwoju produktu
CEL |
Uzyskanie 40% udziału w rynku |
PRODUKT |
Uszczelka podgłowicowa metalowa |
USTALENIE CEN |
Zbieranie śmietanki |
PROMOCJA |
Marketing bezpośredni |
DYSTRYBUCJA |
Kanał bezpośredni |
7.3 Strategia cenowa
Produktu wprowadzany na rynek jest nowością w Polsce. Jedyną konkurencję stanowią producenci zagraniczni. Ceny konkurentów zagranicznych są więc wyznacznikiem ceny naszego produktu. Istniejące cła w pozytywny sposób wpływa na konkurencyjność naszego produktu. Cena wyrobu będzie kształtowała się na poziomie ok. 80% ceny produktów konkurencji. Jedynym odbiorcą będzie rynek I montażu (duże firmy z branży motoryzacyjnej). Kierują się one przede wszystkim rachunkiem ekonomicznym, wybierając dostawców tanich i pewnych.
7.4 Sposoby ułatwienia wejścia na rynek i promocji produktu
Specyfika wyrobu i bieżąca sytuacja na rynku nie wymaga szeroko zakrojonej promocji. Odbiorcami będą zakłady motoryzacyjne, należy więc zadbać o bezpośrednie z nimi kontakty. Musi być to fachowa i rzeczowa informacja o produkcie i firmie, opierająca się na wcześniejszych doświadczeniach, kontaktach i przesłankach ekonomicznych. Należy również zadbać o promocję w czasopismach specjalistycznych, aby informacja o produkcie trafiła do jak największej liczby potencjalnych odbiorców. Duże pole do działania istnieje na gruncie targów i wystaw krajowych i zagranicznych, gdzie nasz produkt powinien być prezentowany jako nowość.
7.5 Lokalizacja firmy - przedsięwzięcia, jej uzasadnienie oraz dystrybucja produktu
Przedsięwzięcie zlokalizowane winno być w dotychczasowej siedzibie firmy, są to nowoczesne i przestronne budynki położone przy głównej arterii komunikacyjnej Trójmiasta. Samo położenie Gdańska, w sąsiedztwie morza umożliwia tani i dogodny transport. Poza tym istnieje duży rynek wysoko wykwalifikowanej siły roboczej. Koszty przeniesienia działalności w inne miejsce wydają się być zbyt duże wobec potencjalnych zysków.
Firma podjęła już kroki inwestycyjne, zmierzające do poszerzenia i udoskonalenia swojej produkcji. Należą do nich:
zakup dwóch maszyn do nakładania sitodruku
zakup nowych środków transportu dla aktywizacji sprzedaży i marketingu
budowa dwóch nowych linii do produkcji płyt uszczelkowych
niespełna pół roku temu oddana została do eksploatacji hamownia silnikowa
dystrybucja obecnie produkowanych wyrobów powinna pozostać w obecnej strukturze tzn. 3 składy i sieć przedstawicieli handlowych, w celach promocyjnych pozostać powinien również sklep firmowy. Dystrybucja uszczelek metalowych powinna odbywać się bez pośredników. Ewentualne warunki dostaw będą negocjowane z każdą firmą osobno.
8.Program działań
ZADANIE |
WYKONAWCY |
TERMIN |
KOSZTY |
|
firma konsultingowa MERCURIAL
|
4 tygodnie |
10 tys. zł |
|
firma budowlana MOSTOSAL
|
4 tyg. |
11 tys. zł |
|
firma SONNENTAG |
4tyg. |
3 mln. zł |
|
niemiecka firma DONERT
|
4 tyg. |
50 tys. zł |
|
VOLKSWAGEN
|
12 tyg. |
60 tys. zł |
|
firma konsultingowa MERCURIAL
|
8 tyg. |
10 tys. zł |
|
czasopisma motoryzacyjne
|
54 tyg. |
20 tys. zł |
|
firma BOGARD |
6 tyg. |
15 tys. zł |
|
drukarnia VIP |
4 tyg. |
11 tys. zł |
8.1 WYKRES GANTTA
Koszty ( tys. zł )
3
300
5
60
4
50
40
30
7
20 8
2 6 9
1
10
4 8 12 16 20 24 28 32 36 40 44 48 52 czas ( tyg. )
9. PROJEKTOWANE PRZYCHODY I NAKŁADY
9.1 Przewidywana cena zbytu jednostki i projektowane przychody ze sprzedaży
ROK |
2002 |
2003 |
2004 |
|||
|
Cena zbytu jedn.
|
Przychody ze sprzedaży |
Cena zbytu jedn.
|
Przychody ze sprzedaży |
Cena zbytu jedn.
|
Przychody ze sprzedaży
|
Uszczelka podgłowicowa metalowa |
7 zł |
1,75 mln zł |
7,2 zł |
1,8 mln zł |
7,3 zł |
1,825 mln zł |
Uszczelka podgłowicowa standardowa |
5 zł |
4,5 mln zł |
5,15 zł |
4,635 mln zł |
5,25 zł |
4,725 mln zł |
Uszczelka kolektorowa |
4 zł |
3,2 mln zł |
4,15 zł |
3,32 mln zł |
4,25 zł |
3,4 mln zł |
Uszczelki innego rodzaju |
|
2,45 mln zł |
|
2,51 mln zł |
|
2,55 mln zł |
Suma przychodów ze sprzedaży |
11,9 mln zł |
12,265 mln zł |
12,5 mln zł |
|||
Przyjmowane ceny jednostkowe poszczególnych wyrobów są cenami orientacyjnymi i podawane są z pewnym marginesem błędu. Ponadto uszczelki nie można zakwalifikować do jednej kategorii cenowej, gdyż są one produkowane do wielu rodzajów silników. W przypadku uszczelek innego rodzaju nie możliwe jest wyznaczenie jednostkowej ceny średniej. Spowodowane jest to różnorodnością oferowanego asortymentu w tej kategorii produktów
9.2 Zapotrzebowanie na środki finansowe
ROK |
2002 |
2003 |
2004 |
|||||||||
KWARTAŁ |
I |
II |
III |
IV |
I |
II |
III |
IV |
I |
II |
III |
IV |
Sprzedaż (mln zł) |
1,9 |
2,3 |
2,5 |
2,2 |
2,3 |
2,5 |
2,7 |
2,4 |
2,5 |
2,7 |
3,0 |
2,8 |
Koszty sprzedaży (tys. zł) |
120 |
100 |
90 |
130 |
130 |
115 |
100 |
135 |
140 |
120 |
105 |
140 |
Dochód brutto (mln zł) |
1,78 |
2,2 |
2,41 |
2,07 |
2,17 |
2,38 |
2,6 |
2,26 |
2,36 |
2,58 |
2,895 |
2,66 |
Projekt i rysunki (tys. zł) |
18 |
18 |
18,5 |
18,5 |
18,7 |
18,7 |
19 |
19 |
19 |
19,4 |
19,4 |
19,4 |
Próby (tys. zł) |
20 |
20 |
21 |
21 |
22 |
22 |
23 |
23 |
24 |
24 |
25 |
25 |
Prototypy (tys. zł) |
3 |
3,2 |
3,3 |
3,4 |
4 |
4,4 |
4,3 |
4,5 |
4,7 |
5,1 |
5,5 |
5,9 |
Produkcja (mln. zł) |
1,12 |
1,41 |
1,55 |
1,25 |
1,28 |
1,54 |
1,78 |
1,56 |
1,53 |
1,68 |
1,9 |
1,74 |
Technologia (tys. zł) |
5,1 |
5,3 |
5,5 |
5,5 |
5,4 |
5,2 |
5,8 |
5,6 |
5,7 |
5,5 |
5,9 |
5,0 |
Produkcja wstępna (tys. zł) |
3,4 |
4,2 |
1,6 |
2,5 |
3,4 |
3,5 |
3,7 |
3,7 |
5,0 |
4,6 |
3,8 |
2,4 |
Sprzedaż i działania marketingowe (tys. zł) |
8,0 |
7,8 |
8,2 |
8,0 |
8,3 |
8,4 |
8,4 |
8,4 |
8,5 |
8,3 |
8,6 |
8,5 |
Kampania promocyjna wprowadzająca towar na rynek (tys. zł) |
4,3 |
4,2 |
4,5 |
4,1 |
4,2 |
4,6 |
4,2 |
4,3 |
4,5 |
4,6 |
4,7 |
4,6 |
Materiały drukowane (tys. zł) |
3,4 |
3,2 |
3,3 |
3,5 |
3,4 |
3,5 |
3,5 |
3,6 |
3,8 |
4,6 |
3,9 |
4,3 |
Reklama (tys. zł) |
6,4 |
6,4 |
6,4 |
6,4 |
6,5 |
6,5 |
6,7 |
6,7 |
6,8 |
6,8 |
7,0 |
7,1 |
Wystawy (tys. zł) |
4,4 |
4,6 |
5,0 |
4,1 |
4,2 |
4,8 |
5,5 |
4,0 |
5,0 |
5,4 |
5,7 |
4,9 |
Place (tys. zł) |
32 |
32 |
32 |
34 |
34 |
34 |
38 |
38 |
38 |
38 |
40 |
40 |
Podróże / reprezentacja (tys. zł) |
7,3 |
8,3 |
9,5 |
8,1 |
7,8 |
8,6 |
9,7 |
7,9 |
8,2 |
8,9 |
9,9 |
8,0 |
Próbki (tys. zł) |
3,1 |
3,2 |
3,2 |
3,3 |
3,3 |
3,4 |
3,4 |
3,4 |
3,6 |
3,5 |
3,6 |
3,7 |
Koszty operacyjne (odnoszące się do planu) (tys. zł) |
5,2 |
5,4 |
4,9 |
5,1 |
5,3 |
5,3 |
5,0 |
5,4 |
5,6 |
5,3 |
5,5 |
5,7 |
Zysk operacyjny (odnoszący się do planu) tys. zł |
534 |
660 |
723 |
621 |
651 |
715 |
780 |
679 |
708 |
774 |
868 |
798 |
9.3 Źródła i wysokość finansowania niezbędnych nakładów.
Firma “ MORPAK” przynosi dosyć wysoki i stały dochód. Pieniądze te stara się zainwestować w rozwój i wizerunek przedsiębiorstwa. Resztę z niewykorzystanych środków pozostaje na rachunkach bieżących, do obsługi stałych płatności i w obligacjach trzyletnich skarbu państwa. Przedsiębiorstwo to nie ma problemów ze ściąganiem płatności wynika to głównie z faktu, że gro odbiorców stanowią warsztaty naprawczo-diagnostyczne dokonując płatności gotówką. Pewnym problemem zaś jest duża fluktuacja sprzedaży wyrobów.
9.4 Analiza efektywności ekonomicznej przedsięwzięcia.
By dokonać ekonomicznej analizy efektywności przedsięwzięcia należy porównać efektywność kapitału pozostawionego instytucjom finansowym z efektywnością jaką przyniesie nam nasza inwestycja. Ważna tu jest poziom bezpieczeństwa danego kapitału. Zysk powyżej zysku normalnego nazywamy zyskiem ekonomicznym. Stopa oprocentowania lokat kapitałowych wynosi około 21% nasz zysk powinien być więc większy. W pierwszym roku inwestycji zysk będzie niski i wynosił będzie 0,463 mln zł czyli 14,5%, w roku 2001 - 0,795 (25%) mln zł i 2002- 0,89 mln zł (28%). Tak niski zysk w pierwszym roku wynika z faktu, iż przedsiębiorstwo ponosi w tym czasie duże koszty związane z wprowadzeniem nowego produktu na rynek. Ponadto jest to wyrób nieznany na polskim rynku i minie sporo czasu zanim zostanie zaakceptowany.
9.5 Projekt przepływu gotówki ("cash flow") za okres 3 lat, w ujęciu miesięcznym lub kwartalnym
ROK |
Rok 2002 |
Rok 2003 |
Rok 2004 |
|||||||||
KWARTAŁ |
I |
II |
III |
IV |
I |
II |
III |
IV |
I |
II |
III |
IV |
Wpływy (mln zł) |
2,9 |
3,0 |
3,1 |
2,9 |
3,0 |
2,96 |
3,2 |
3,1 |
3,1 |
3,2 |
3,1 |
3,1 |
Wydatki (mln zł) |
1,9 |
2,1 |
2,0 |
1,8 |
1,7 |
2,2 |
2,0 |
1,7 |
2,0 |
1,9 |
2,0 |
2,3 |
Wpływy netto (mln zł) |
1,0 |
0,9 |
0,9 |
1,1 |
1,3 |
0,76 |
1,2 |
1,4 |
1,1 |
1,3 |
1,1 |
0,8 |
Skalkulowany wpływ (mln zł) |
1,0 |
1,9 |
2,8 |
3,9 |
5,2 |
5,96 |
7,16 |
8,56 |
9,66 |
10,96 |
12,06 |
12,86 |
10. STEROWANIE I KONTROLA
10.1 Sposób sterowania przebiegiem przedsięwzięcia
Sterowanie przedsięwzięciem zostało rozwiązane w sposób standardowy. W dziale marketingu istnieje komórka odpowiedzialna za ten konkretny projekt, podlegająca dyrektorowi i kierownikowi działu marketingu. Komórka ta składa się z dwóch osób: kierownika projektu i jego asystenta. Kierownik odpowiedzialny jest za wdrożenie projektu i powinien znać się na technologii przedsiębiorstwa. Jego asystent zaś powinien być młodym pracownikiem, który w przyszłości samodzielnie zajmie się tego rodzaju przedsięwzięciami. Cały projekt powinien zostać opracowany w dziale marketingu przy współudziale późniejszego kierownika projektu.
10.2 Kontrolowanie realizacji przedsięwzięcia (monitorowanie).
Kontrola realizacji przedsięwzięcia powinna mieć charakter bezpośredni. Kontrolowanie ma odbywać się na miejscu produkcji, bezpośrednio przez pracowników. Powinna istnieć komórka kontrolująca odpowiedzialna tylko przed zarządem spółki. Głównym aspektem monitorowania powinno być odpowiednie motywowanie pracowników: budowanie wysokiej samooceny ich pracy, podkreślanie wagi poszczególnych pracowników dla organizacji i wynagrodzenia. Szczegółowe algorytmy zawarte są w certyfikacie ISO9001, których nasza firma jest posiadaczem. Osobą odpowiedzialną za całość jest prezes.
11. Opracowanie projektu technicznego wyrobu
11.1 Materiały stosowane do produkcji uszczelki i tolerancje wykonania uszczelki
płyta uszczelkowa bezazbestowa M4L
WYMAGANIA TECHNICZNE |
MATERIAŁY SKŁADOWE |
płyta uszczelkowa jest półfabrykatem przeznaczonym do produkcji uszczelnień spoczynkowych płaskich, w szczególności kolektorów i rur wydechowych silników spalinowych pracujących w temperaturach do 800°C. Zapewniona między powierzchniowa szczelność w zakresie nacisków jednostkowych ~20-50 N/mm 2 |
do produkcji płyty bezazbestowej używa się surowców:
|
WYMIARY I DOPUSZCZALNE ODCHYŁKI
grubość płyty uszczelkowej [mm] |
tolerancja grubości [mm] |
szerokość [mm] |
tolerancja szerokości [mm] |
długość [mm] |
tolerancja długości
|
1.4 |
± 0.1 |
180 - 500 |
± 2 |
formatki |
± 1% |
1.6 |
± 0.1 |
180 - 500 |
± 2 |
max do |
± 1% |
1.8 |
± 0.1 |
180 - 500 |
± 2 |
1000 mm |
± 1% |
Uwaga:
Polecamy szerokości fabrykacyjne 180, 210, 230, 250, 300, 500 mm. Przy wykonaniu płyt o szerokościach pośrednich cena wzrośnie o 20% .
WYMAGANIA FIZYKOCHEMICZNE PŁYTY USZCZELKOWEJ
OKREŚLENIE WŁASNOŚCI |
WARUNKI PRÓBY |
JEDNOSTKI |
WYMAGANIA |
gęstość płyty |
--- |
G/cm3 |
2,90-3,40 |
ściśliwość |
nacisk wstępny 7.35 daN |
% |
10 - 20 |
powrót elastyczny |
nacisk pełny 343 daN |
% |
min 30 |
działanie korodujące |
70 h |
% |
brak śladów korozji i przywierania do płytek |
odkształcenia po starzeniu w powietrzu |
24 h 150 ± 2oC |
% |
max 10 |
płyta uszczelkowa bezazbestowa MORPAK-300
WYMAGANIA TECHNICZNE |
MATERIAŁY SKŁADOWE |
płyta uszczelkowa bezazbestowa MORPAK 300 jest materiałem przeznaczonym do produkcji uszczelek spoczynkowych płaskich, pracujących w środowisku benzyny, olejów, gazów jak również wody, pary wodnej, słabych kwasów i zasad w zakresie temperatur do 250°C (krótkotrwale do 400°C) ciśnienie max 6 Mpa. |
płyta uszczelkowa wykonana jest na bazie włókien aramido-stalowych, włókien mineralnych i wypełniaczy |
WYMIARY I DOPUSZCZALNE ODCHYŁKI
grubość [mm] |
tolerancja grubości |
szerokość [mm] |
tolerancja szerokości [mm] |
długość [mm] |
tolerancja długości [mm] |
0,5 |
± 0,1 |
1000 |
± 5% |
1500 |
± 5% |
0,8 |
|
|
|
|
|
1,0 |
|
|
|
|
|
1,5 |
± 10% |
|
|
|
|
2,0 |
|
|
|
|
|
Istnieje możliwość wykonania na zamówienie wymiarów 1500x1500.
WARTOŚCI PARAMETRÓW FIZYKOCHEMICZNYCH PŁYTY USZCZELKOWEJ MORPAK-300
PARAMETR |
JEDNOSTKI |
WYMAGANIA |
BADANIE WEDŁUG |
gęstość |
g/cm3 |
1,7 ÷ 2,0 |
PN-79/11029.01 |
ściśliwość |
% |
5 ÷ 15 |
PN-79/11029.05 |
powrót elastyczny |
% |
Min 50 |
PN-79/11029.05 |
odporność na działanie: |
|
|
PN-79/11029.08 |
- oleju ASTM - 3 |
|
|
|
przyrost masy |
% |
max 15 |
|
przyrost grubości |
% |
max 10 |
|
- paliwa ASTM - B |
|
|
|
przyrost masy |
% |
max 15 |
|
przyrost grubości |
% |
max 10 |
|
- płynu chłodzącego |
|
|
PN-79/11029.08 |
przyrost masy |
% |
max 15 |
|
przyrost grubości |
% |
max 10 |
|
Praca pochodzi z serwisu www.e-sciagi.pl
DOMEK JAKOŚCI
WYMAGANIA PROJEKTANTÓW
WYMAGANIA KLIENTA
LEGENDA:
$ : Firma MORPAK
* : Firma Polonit
# : Firma Pol Kork
-9
-3
-1
Wyszukiwarka
Podobne podstrony:
proces innowacyjny (11 str), Ekonomia
internacjonalizm procesu gospodarowania(12 str), Ekonomia, ekonomia
technologie i innowacje (14 str), Ekonomia, ekonomia
popyt a wielkość produkcji w gospodarce (28 str), Ekonomia
histotria myśli ekonomicznej (28 str), Ekonomia
proces przyznawania środków pieniężnych przez PHARE (7 str), Ekonomia, ekonomia
wielki piec i proces wielkopiecowy (5 str), Ekonomia, ekonomia
inwestycje wg. MSR 25 i 28 (13 str), Ekonomia
wielki piec i proces wielkopiecowy (5 str), Ekonomia
inwestycje wg. MSR 25 i 28 (13 str), Ekonomia, ekonomia
charakterystyka procesów innowacyjnych, Ekonomia
histotria myśli ekonomiczne (28 str)j
więcej podobnych podstron