1…Zgrzewanie - jest to proces technologiczny łączenia tworzyw technologicznych przez oddziaływanie cieplno-mechaniczne realizowane w temperaturze na ogół niższej od temperatury topnienia łączonych tworzyw.: ogniskowe, gazowe, elektryczne oporowe oraz iskrowe, tarciowe,zgniotowe, wybuchowe.Zgrzewanie Ogniskowe(w ognisku kowalskim).Zgrzewanie gazowe-zgrzewanie rur płomienia acetylenowo-tlenowego. Polega ono na wykorzystywaniu palników acety.-tlen.
Zgrzewanie elektryczne: -doczołowe: a)zwarciowe i b)iskrowe
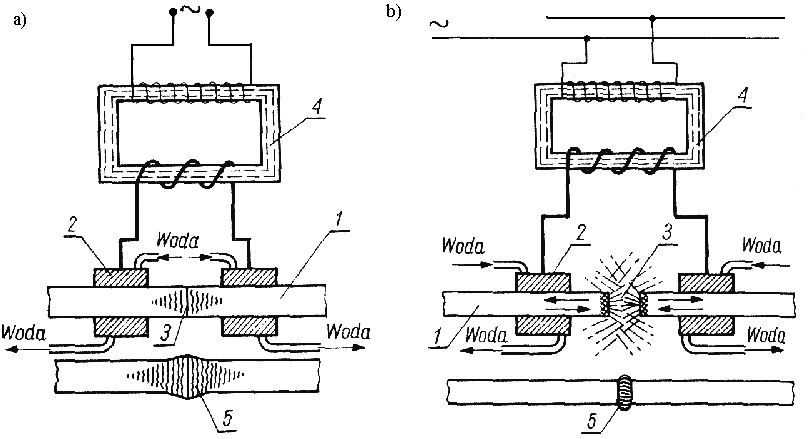
1- nagrzewany metal, 2- szczęki zaciskowe chłodzone wodą,
3- miejsce zwarcia lub łuk iskrowy, 4- transformator, 5- zgrzeina
![]()
-punktowe
1- blachy zgrzewane, 2- elektrody kłowe, 3- zgrzeina punktowa,4 - transformator, F siła docisku
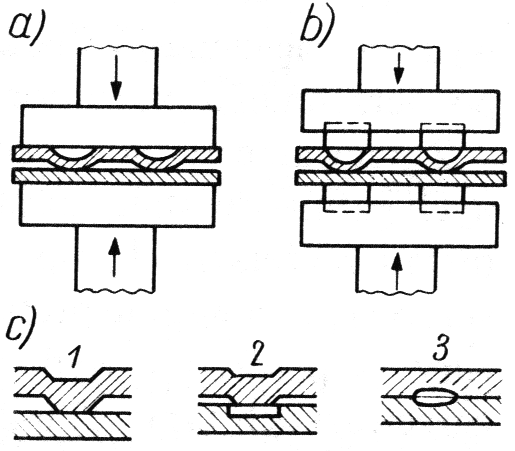
2…-grabowe
a)jedną płaską elektrodą,
b)punktowe dwóch garbów elektrodami kłowymi,
c)przebieg zgrzewania płaską elektrodą jednej zgrzeiny
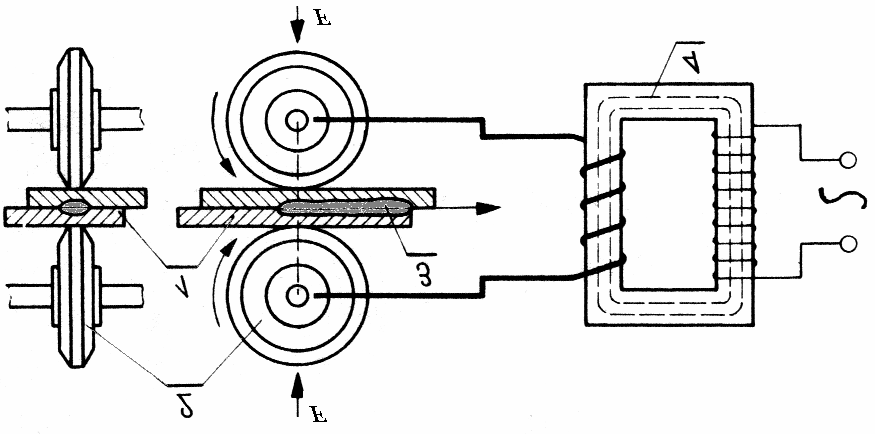
-liniowe
1- blachy zgrzewane, 2- elektrody krążnikowe,
3- zgrzeina liniowa, 4 - transformator,
F siła docisku
3…Spawanie - proces technologiczny łączenia tworzyw metalicznych poprzez oddziaływanie cieplne w temperaturze wyższej od temperatury topnienia spawanych tworzyw. Łuk elektryczny- stałe wyładowanie elektryczne o małym napięciu(10-50V)napięciu dużym natężeniu prądu 0,1-200A utrzymywanym dzięki słupowi zjonizowanym. Pozycje spawania: -podolna (PA) -naścienna (PC)-pionowa(PG, PF) -pułapowa(PE). Złącza spawane to część konstrukcji stanowiąca połączenie dwóch lub więcej elementów za pomocą dwóch lub więcej spoiw. Rodzaje złączy : -doczołowe, -teowe, -krzyżowe, -narożne kątowe, -zakładkowe, -otworowe.Spawania dzielimy; -łukowe z elek. otulona, - łukiem krytym,- osłonie gazu -elektrożużlowe -laserowe -elektronowe -gazowe -termitowe. Spawanie łukowe z elek. Otuloną jest procesem, w którym połączenie uzyskuje się przez stopienie ciepłem luku elektrody topliwej otulonej mat. Spawanego. Plazma łuku elek. jaży się miedzy rdzeniem metalowym elektrody a materiałem rodzimym. Spoinę złącza tworzą; rdzeń metaliczny elektrody, składniki stopowe elektrody oraz nadtopione brzegi mat. Rodzimego(udział mat. Rodzimego zależy od mat. Spawanego i techniki spawania i wynosi 10 do 40%). W skład atmosfery gazowej zależy od składu chemicznego elektrody i stanowią go głównie, CO2, H,2O, CO i produkty ich rozpadu. Do podstawowych parametrów należą -rodzaj i natężenie prądu, bowiem od biegunowości zależy kształt spoiny i głębokość spoiny. - nap. Łuku elektrycznego, -prędkość spawania, -średnica rdzenia elektrody i jej położenie względem złącza.
4…Spawanie łukowe z łukiem krytym jest procesem, w którym połączenie trwałe uzyskuje się w wyniku stapiania obszarów spawania i elektrody ciepłem łuku elek. osłoniętej warstwom topnika. Podczas spawania łuk elek. Jest niewidoczny nie ma, więc rozprysku metalu a ilość tworzących się gazów spawalniczych jest bardzo mała. Topnik po przejściu w stan ciekły jest utrzymywany nad obszarem spawania w postaci czaszy tworzącej komorę wypełnioną gazem i oparami metali. Spawanie realizowana jest pod lekkim nadcisnienim, co sprzyja kształtowaniu lica spoiny. Skład topnika jest tak dobrany, aby spełniał funkcje spawalnicze i metalurgiczne. Podstawowe parametry spawania z łukiem krytym. -średnica drutu elek. 3-6 mm, -natężenie prądu 200-1000A, -napięcie łuku 20-40 V, -prędkość spawania 12-150m/min. Spawanie elektrożużlowe. Jest szczególną modyfikacją procesu spawania z łukiem krytym. Umożliwia wykonanie złączy o dużej, gr. W pozycji pionowej po 1 przejściu. Dodatkowy mat., który może stanowić drut pełny, pręt, płyta, taśma jest stapiany w kąpieli żużlowej przewodzącej prąd elek. I przechodzą do jeziorka spoiny tworząc złącza. Temp procesu wynosi 2000C Krople ciekłego metalu przepływają przez żużel w kierunku jeziorka ulegają rafinacji i są chronione przed dostępem do atmosfery. Spawanie w osłonach gazów polega na łączeniu elementów pod wpływem ciepła łuku elektrycznego w atmosferze gazów. Osłonę stanowią gazy obojętne lub aktywne chemicznie. Rozróżnia się 3 metody spawania w atm. gazów;-TIG- elektroda nie topliwa wolframowa w osłonach gazu(argonu, helu, argon+hel);-MIG-elektroda topliwa w osłonach gazów szlachetnych;-MAG- elektroda w osłonie, CO2.
5… Metoda TIG; źródłem ciepła jest łuk elek. jarzący się między elektrodą wolframową nietopliwą a materiałem rodzimym. Atmosfera gazu chroni przed dostaniem się atmosfery zewnętrznej. Można spawać tą metodą metale nieżelazne i ich stopy, stale kwaso i żaroodporne oraz stale stopowe. MIG-do spawania aluminium, miedzi i ich stopów oraz stali wysokostopowych. Łuk elek. Jarzy się miedzy spawanym mat. A mechanicznie podawanym drutem, odbywa się to w atmosferze argonu.
MAG- stosuje się do łączenia konstrukcji ze stali węglowej niskostopowej oraz staliwa. Zasada jest podobna do metody MIG. Spawanie laserowe: - źródłem ciepła jest wiązka promieniowania świetlnego. Nagrzewanie materiału zachodzi w wyniku absorpcji fotonów. Do celów spawalniczych stosuje się lasery w postaci kryształu lub szkła oraz lasery gazowe. Lasery mogą działać w sposób ciągły lub impulsowy. Zalety: -spawanie w dużych odl. - spawanie w kilku punktach jednocześnie - światło laserowe może być widoczne lub niewidoczne. -spawanie w trudno dostępnych miejscach
Spawanie termitowe W spawaniu tym źródłem ciepła jest reakcja aluminotermiczna. W reakcji tej aluminium pobiera tlen od tlenków żelaza tworząc tlenek aluminium i czyste żelazo.Stosuje się do naprawy Czesio grubych ścianach.
Spawanie elektronowe Źródłem ciepła jest wiązka elektronów emitowanych z dużą prędkością w kierunku żarzącej się wolframowej katody do spawanego materiału pod wpływem wysokiego napięcia. Zalety-brak stref wpływu ciepła
-możliwość wyk. złącz ceramiczno-metalicznych, -znikome paczenie się materiału rodzimego. Wady: -koszt -bardzo silne promieniowanie rentgenowskie, -układ musi znajdować się w próżni.
![]()
6…Spawanie gazowe Łączenie odbywa się przez nadtopienie krawędzi i dodatkowego materiału, który po zakrzepniecu tworzą spoinę. Źródłem ciepła jest płomień uzyskany ze spalonego gazu w atmosferze tlenu. Gazem może być acetylen wodór i propan-butan. Acetylen jest gazem bezbarwnym o słabym zapachu czosnkowym, mieszanka c2h2 z powietrzem lub tlenem. Mieszanka od 2.2-81% stanowi mieszankę wybuchową. Powiększa się znacznie objętość. Katalizatorami procesu są proszki srebra lub miedzi. Charakterystyka płomienia, rozróżnia się trzy rodzaje płomienia: -obojętny gdzie β=1.1-1.2, -nawęglający β <1.2, -utleniający β>1.2. Płomień obojętny składa się z 3 stref: 1-jądro, strefa wstępnego spalania temp. Do 2500C. 2-strefa redukująca o rozpiętości 3-5mm temp. Do 3200C. 3-kita płomienia temp. Łagodnie obniża się do 1000C strefa ta składa się głównie z azotu pary wodnej dwutlenku węgla. Budowa płomieniaPłomień stosowany w procesie spawania powstaje wskutek zapalenia mieszanki gazu palnego i tlenu. Jądro, które tworzy się u wylotu palnika, stanowi przestrzeń, w której mieszanka nagrzewa się do temperatury zapłonu. Reakcji spalania gazu towarzyszy wzrost temperatury płomienia. W procesie spawania wykorzystuje się obszar l najwyższej temperatury, znajdujący się tuż za jądrem
Rozróżnia się spawanie w lewo i w prawo
7…
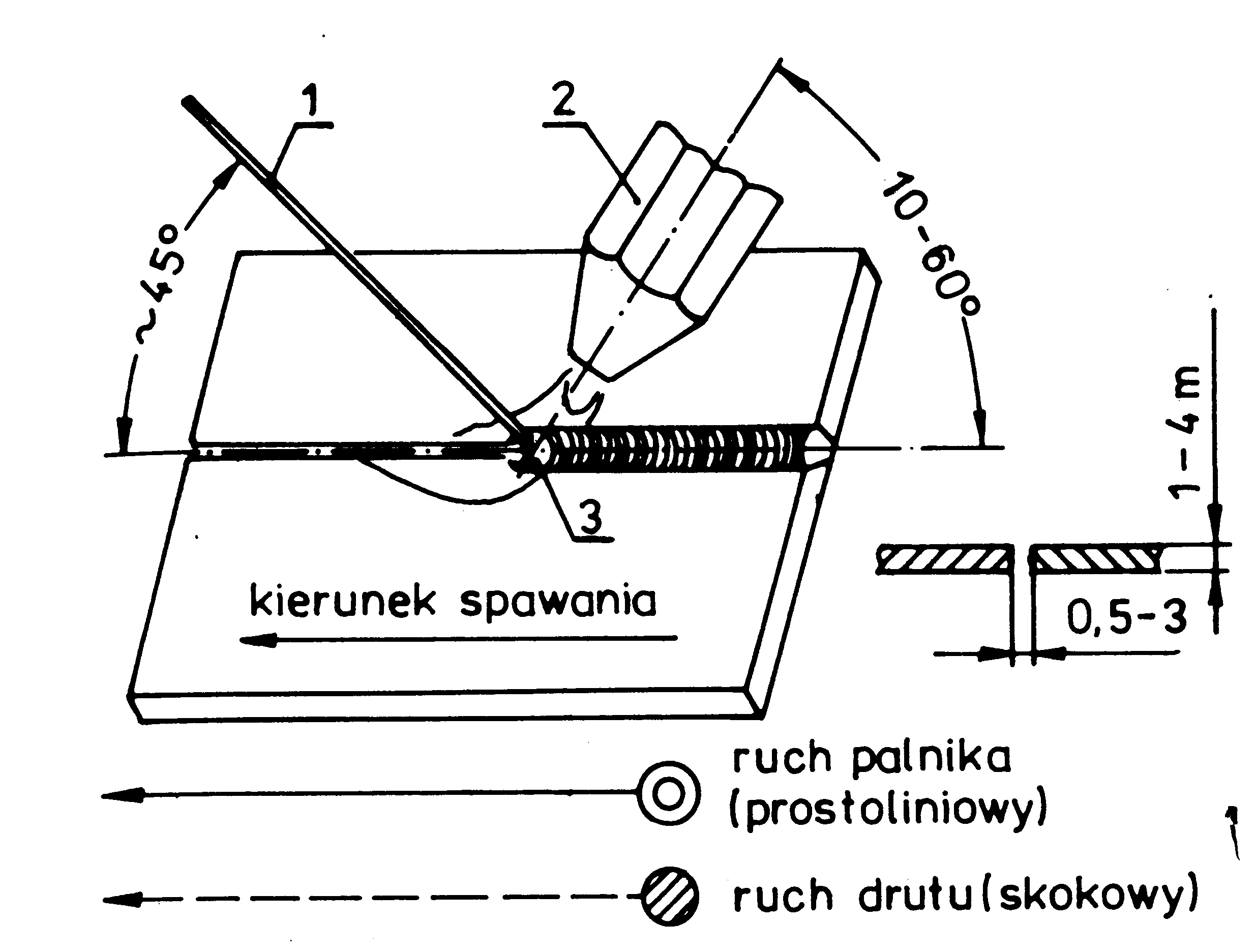
Skład złącza spawanego:-materiał rodzimy, -strefa wpływu ciepła,-strefa wtopienia,-spoina. Spawanie w lewo. Palnik prowadzi się od strony prawej do lewej, pochylonego pod kątem od 10° (dla blach cieńszych) do 60° (dla utrzymaniu otworu podczas spawania szybkie krzepnięcie i stygnięcie spoiny, co może być przyczyną tworzenia zagazowań oraz podhartowań, które sprzyjaj ą tworzeniu się pęknięć. blach grubszymi Spoiwo podaje się pod kątem około 45°. Palnik przesuwa się wzdłuż krawędzi blach ruchem jednostajnym, postępowym, bez wykonywania ruchów poprzecznych. Drut jest prowadzony przed palnikiem. Płomień nadtapia brzegi metalu, tworząc otwór (oczko), który musi być utrzymany przez cały czas pracy. Spoiwo podaje się ruchem skokowym.
Spawanie wprawo. Metodą spawania w prawo łączy się doczołowe elementy stalowe grubości 5-15 mm w pozycji podolnej 16-12 mm w pozycji naściennej.Palnik prowadzi się od strony lewej w prawo, pochylonego pod kątem około 55°. Spoiwo podaje się pod kątem około 45°^ Palnik przemieszcza się wzdłuż krawędzi blach ruchem jednostajnym. Spoiwem trzymanym w jeziorku stopionego metalu wykonuje się ruchy Poprzeczne (kształt półksiężyca lub elipsy). Metodę tę stosuje się do wykrywania odpowiedzialnych połączeń. Zaletą metody jest łatwe utrzymanie jeziorka spawalniczego oraz wolne krzepnięcie spoiny.
8…Spawalność stali-to zdolność do spajania metali pod wpływem ciepła spawania, dzięki czemu otrzymane złącze jest prawidłowe. Spawalność jest cechą materiałów zależy od 3 czynników: -metalurgiczne - skład chemiczny struktura materiałów, -konstrukcyjne-sztywnosc konstrukcji, grubość elementów spawanych, rozmieszczenie spoin, koncentracje naprężeń. -technologiczne-rodzaj procesu spawania,parametry procesu spawania, umiejętność spawania. Z punktu widzenia spawalności stale dzielimy na: -dobrze spawalne-max 0,25%C, -serdnio spawalne(wystarczająco)od 0,25% do 0,35, -o ograniczonej odpowiedzialności od 0,35% do 0,45%C, -zle spawalne o zawartości węgla więcej niż 0,45%.
Podział spoin: -spoiny czołowe wykonuje się z ukosowanie polegającym na mechanicznej obróbce końców elementów łączonych, które po złączeniu tworzą rowek do wypełnienia spoiwem. Rodzaje spoin czołowych: czołowa jednostronna”I”, czołowa”Y”-czołowa”U”, czołowa”V”, czołowa „1/2Y”, czołowa „J”, czołowa „K”. Spoiny pachwinowe: pachwinowa „L”, dwie spoiny pachwinowe”L”. Podział elektrod: -nietopliwe: węglowe, grafitowe, wolframowe. -topliwe: nieutulone, otulone, rdzeniowe. Elektrody otulone w zależności od grubości otulint: -cienkootulone do 0,2d -sredniootulone od 0,2 do 0,4d -grubootulone powyżej 0,4d d-srednica rdzenia. Ze względu na rodzaj otuliny: w otulinie kwasnej, zasadowej, rutylowej, utleniającej. -otulinie V. Podział elektrod ze względu na zastosowanie: -połączeniowe, -Połączeniowo stopowe, -do napawanie części maszyn, -do spawania żeliwa, -do spawania metali niezależnych. Podstawowe zadania otuliny: -powinna ochraniać spoiny przed tlenem z powietrza, -tworzy żużel który wiąże zanieczyszczenia znajdujące się w ciekłym metalu chroni metal przed stygnięciem, -uzupełnia skład chemiczny, -polepsza przewodnośc elektryczna łuku.
1.Zgrzewanie. zgrz. elektryczne: -doczołowe: a)zwarciowe i b)iskrowe; zgrz. punktowe
2.. Zgrzewanie grabowe i liniowe
3.. spawanie, łuk elektryczny, rodzaje złączy, spawanie łukowe z elek. otuloną, pozycje spaw
4.. Spawanie łukowe z łukiem krytym Podstawowe parametry spawania z łukiem krytym
Spawanie elektrożużlowe Spawanie w osłonach gazów
5… Metoda TIG Spawanie laserowe Spawanie termitowe Spawanie elektronowe
6…Spawanie gazowe Charakterystyka płomienia Budowa płomienia
7.. Spawanie wprawo. Spawanie w lewo, Skład złącza spawanego
8…Spawalność stali Podział spoin Podział elektrod:
Wyszukiwarka
Podobne podstrony:
Spawalnictwo sciaga1, Studia, pomoc studialna, odlewnictwo i spawalnictwo, odlewnictwo i spawalnictw
Spawalnictwo sciaga1, Studia, pomoc studialna, odlewnictwo i spawalnictwo, odlewnictwo i spawalnictw
Sciąga na spawalnictwo, STUDIA WRZESIEŃ
morawski sciaga, Studia, Uzdatnianie wody
Ekonomika-grupa-H-ściąga, Studia, Geologia i ekonomika złóż
ściąga 2, Studia - materiały, semestr 6, Technologia rybna
zif sciaga, Studia UE Katowice FiR, II stopień, Semestr I, Zarządzanie instytucjami finansowymi
ściąga4, studia pedagogiczne, Socjologia, 2 sem rok1, Ściągi
testy kg sciaga, studia (IV semestr), Egzamin kinezyterapia
Fizyka - ściąga 2, Studia, 1-stopień, inżynierka, Ochrona Środowiska, Fizyka
Pytania do egzaminu II termin ściąga, Studia, Geofizyka, II SEMESTR, GEOFIZYKA, EGZAMIN
LOG-sciaga, studia, logistyka
Petrologia węgla kolokwium nr. 1 ściąga, Studia, Petrologia węgla
ROZGRANICZENIE NIERUCHOMOSCI-ściąga, studia, rok II, EGiB, od Ani
PEDAGOGIKA ściąga, studia pielęgniarstwo, pedagogika
ANTROPOLOGIA ściąga, STUDIA, ANTROPOLOGIA KULTUROWA
więcej podobnych podstron