PRZEDMIOT: ZARZĄDZANIE PRODUKCJĄ I USŁUGAMI
PROWADZĄCY: MGR Z. LEGUTKO
PROJEKT PLANU PRODUKCYJNEGO
WYKONANY PRZEZ:
SPIS TREŚCI
Wstęp
O
rganizacja procesów produkcyjnych w przedsiębiorstwach produkcyjnych, usługowych jest istotnym elementem sukcesu przedsiębiorstwa. Umiejętne zoorganizowanie procesów, oraz ich rozmieszczenie w czasie pomoże firmie zmniejszyć koszty związane z przestojem maszyn, z chwilowym brakiem pracy dla pracowników produkcyjnych, a także pozwoli wykorzystać maksymalnie możliwości maszyn i ludzi. Projektowanie planu produkcji pozwala także firmom określić czy konieczny jest zakup maszyn, oraz czy będzie konieczne zatrudnienie dodatkowych pracowników, w zależności od planowanej produkcji, zamówień.
W
ykonanie planu produkcji części ma na celu praktyczne zastosowanie poznanych narzędzi służących optymalizacji przebiegu procesu produkcyjnego. Zastosowanie poznanych wzorów i zależności na zajęciach jest niezbędne do wykonania planu produkcji i harmonogramu. Wykonanie harmonogramu produkcji możliwe jest po przeprowadzeniu obliczeń na podstawie danych otrzymanych od prowadzącego.
Dane
Obliczenie rocznego programu produkcji części
Obliczenie współczynnika podobieństwa technologiczno organizacyjnego.
Obliczenie funduszu maszynowego nominalnego
Obliczanie współczynnika zmienności robót
Obliczanie liczby stanowisk w gnieździe
Obliczanie ekonomicznej wielkości partii obróbczych
Obliczanie tempa produkcji części
Wyznaczanie taktu pojedynczej części
Obliczanie rytmu serii
Wyznaczanie skorygowanego rytmu serii.
Wyznaczenie wielkości partii organizacyjnych
Obliczanie wielkości partii transportowych
Sprawdzenie warunku wykonalności produkcji
Zestawienie wyników dotyczących detali
Ustalenie liczby stanowisk roboczych w JGS'ach wg ich obciążenia
Ustalenie liczby maszyn w JGS
Obliczanie wskaźnika wykorzystania stanowisk roboczych
Wyznaczenie liczby pracowników bezpośrednio produkcyjnych
Obliczanie wskaźnika wykorzystania pracy pracowników bezpośrednio produkcyjnych
Zestawienie wyników
Harmonogram.
L.P. |
Nazwa części |
Pf |
di |
Pk |
Pz |
b |
|
|
[szt/rok] |
[szt/wyrób] |
[szt/rok] |
[szt/rok] |
[%] |
1 |
A |
1500 |
3 |
400 |
600 |
1,50 |
2 |
B |
3000 |
2 |
1000 |
800 |
2,50 |
3 |
C |
1800 |
3 |
199 |
500 |
2,00 |
4 |
D |
2700 |
2 |
700 |
-- |
2,00 |
5 |
E |
1800 |
3 |
-- |
700 |
1,50 |
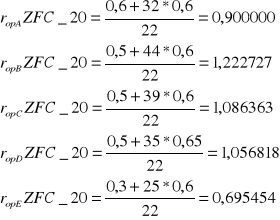
Zestawienie zapotrzebowań na części
![]()

Pcz - roczny program produkcji części
Pf - Program produkcji wyrobów finalnych [szt/rok]
di - powtarzalność danej części w wyrobie[szt/rok]
Pk - program produkcji części w kooperacji [szt/rok]
Pz - program produkcji części zamiennych [szt/rok]
b - współczynnik braków [%]
ρśr - współczynnik podobieństwa technologiczno organizacyjnego
mri - liczba opracji rodzajowych
ag - asortyment gniazda
Korzystając z tabeli klasyfikacji form organizacji produkcji wybieramy odpowiednią formę organizacji produkcji. W tym przypadku: gniazdo specjalizowane przedmiotowo, potokowe.
Fmn - fundusz maszynowy nominalny
Fk - fundusz kalendarzowy
Fw - fundusz czasu wolnego
![]()
f - współczynnik zmienności robót [szt/JGS]
m - liczba operacji
rg - liczba zainstalowanych stanowisk w gnieździe (patrz rozdział następny)

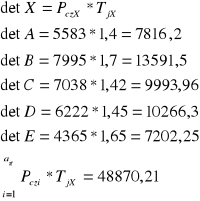
nek - ekonomiczna wielkość partii [szt/partia]
Tpz - suma czasów przygotowawczo-zakończeniowych
[sg/szt * partia]
q -wsp. ekonomicznej wielkości partii =0,05
Tj - suma czasów jednostkowych [sg/szt]

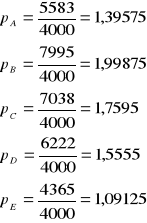
p - tempo produkcji części [szt/gr]
Pcz - program produkcji części [szt/rok]
Fmn - fundusz maszynowy nominalny [gr/rok]
![]()
Rj - takt pojedynczej części
p - tempo produkcji części

Rs - rytm serii [gr/partia]
nek - ekonomiczna wielkość partii [szt/partia]
Rj - takt pojedynczej części [gr/szt]
Polega na tym, że należy obliczyć średnią arytmetyczną z Rs i przyjąć najbliższą liczbę całkowitą
Wyznaczenie krotności
|
A |
B |
C |
D |
E |
krotność |
1 |
1 |
1 |
1 |
1 |
Wyznaczanie krotności
norg - wielkość partii organizacyjnych
p - tempo produkcji części [szt/gr]
Rs` - rytm skorygowany [gr/partia]
|
A |
B |
C |
D |
E |
norg |
30,70 |
43,97 |
38,71 |
34,22 |
24,00 |
norg przyjęte |
32 |
44 |
39 |
35 |
25 |
Wyznaczanie wielkości partii organizacyjnych

ntr - wielkość partii transportowych
norg - wielkość partii organizacyjnych
kt - ilość partii transportowych

![]()
Detal A (4000/22)*32 ≥ 5583 5818,18 ≥ 5583 Różnica 4,21%
|
Detal B (4000/22)*44 ≥ 7995 7999,99 ≥ 7995 Różnica 0,062%
|
Detal C (4000/22)*39 ≥ 7038 7090,90 ≥ 7038 Różnica 0,75%
|
Detal D (4000/22)*35 ≥ 6222 6363,63 ≥ 6222 Różnica 2,27% |
Detal E (4000/22)*25 ≥ 4365 4545,45 ≥ 4365 Różnica 4,13%
|
Detal |
Warunek |
Różnica |
A |
5818,18 ≥ 5583 |
4,21% |
B |
7999,99 ≥ 7995 |
0,06% |
C |
7090,90 ≥ 7038 |
0,75% |
D |
6363,63 ≥ 6222 |
2,27% |
E |
4545,45 ≥ 4365 |
4,13% |
Sprawdzenie warunku wykonalności produkcji
detal |
A |
B |
C |
D |
E |
Pcz [szt/rok] |
5583 |
7995 |
7038 |
6222 |
4365 |
nek [szt/partia] |
31,43 |
38,12 |
43,66 |
28,96 |
27,03 |
p [szt/gr] |
1,39575 |
1,99875 |
1,75950 |
1,55550 |
1,09125 |
Rj [gr/szt] |
0,71 |
0,50 |
0,57 |
0,64 |
0,92 |
Rs [gr/partia] |
22,31 |
19,06 |
24,89 |
18,53 |
24,87 |
Rs` [gr/partia] |
22 |
22 |
22 |
22 |
22 |
Kr |
1 |
1 |
1 |
1 |
1 |
norg [szt/partia] |
32 |
44 |
39 |
35 |
25 |
ntr [szt] |
8 |
11 |
13 |
7 |
5 |
Zestawienie wyników dot. detali
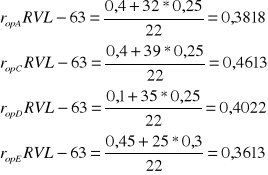
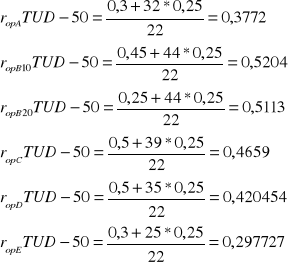
tpz - czas przygotowawczo zakończeniowy [sg/szt*partia]
tji - czas jednostkowy obróbki części danej operacji [sg/szt]
norg - wielkość partii organizacyjnych [szt/partia]
Rs` - rytm skorygowany [gr/partia]

![]()

|
RVL-63 |
TUD-50 |
RS 1 Z |
FDA - 16 |
SLxS |
ZFC - 20 |
A |
0,3818 |
0,3772 |
0,1636 |
x |
0,1500 |
0,9000 |
|
|
|
0,1636 |
|
|
|
B |
x |
0,5204 |
0,8109 |
x |
0,2409 |
1,2273 |
|
|
0,5113 |
|
|
0,2409 |
|
C |
0,4613 |
0,4659 |
0,2090 |
x |
0,2400 |
1,0864 |
|
|
|
0,1955 |
|
|
|
D |
0,4022 |
0,4205 |
0,1773 |
x |
0,1682 |
1,0568 |
|
|
|
0,1773 |
|
|
|
E |
0,3613 |
0,2977 |
0,1418 |
0,4164 |
0,1205 |
0,6955 |
|
|
|
|
|
|
|
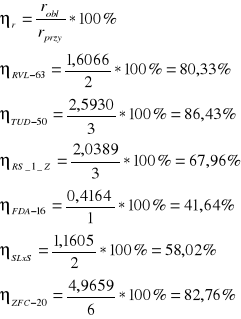
robl |
1,6066 |
2,5930 |
2,0389 |
0,4164 |
1,1605 |
4,9659 |
rprzy |
2 |
3 |
3 |
1 |
2 |
6 |
Ustalenie liczby maszyn w JGS
|
RVL-63 |
TUD-50 |
RS 1 Z |
FDA - 16 |
SLxS |
ZFC - 20 |
ηr [%] |
80,33 |
86,43 |
67,96 |
41,64 |
58,02 |
82,76 |
|
|
|
|
|
|
|
Wskaźnik wykorzystania maszyn
![]()
L - liczba pracowników bezpośrednio produkcyjnych
rprzy - liczba obciążonych JGSów
Z - liczba zmian

|
RVL-63 |
TUD-50 |
RS 1 Z |
FDA - 16 |
SLxS |
ZFC - 20 |
L |
4 |
6 |
6 |
2 |
4 |
12 |
|
|
|
|
|
|
|
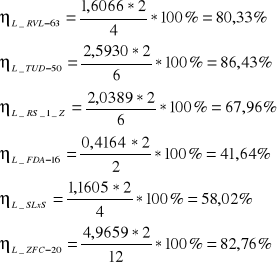
Liczba pracowników produkcyjnych
![]()
ηL - wskaźnik wykorzystania pracy pracowników bezpośrednio produkcyjnych
L - suma pracowników
robl - sumaryczne obciążenie jednorodnej grupy stanowisk roboczych
z - liczba zmian
|
RVL-63 |
TUD-50 |
RS 1 Z |
FDA - 16 |
SLxS |
ZFC - 20 |
ηL [%] |
80,33 |
86,43 |
67,96 |
41,64 |
58,02 |
82,76 |
|
|
|
|
|
|
|
Wskaźnik wykorzystania pracowników
|
RVL-63 |
TUD-50 |
RS 1 Z |
FDA - 16 |
SLxS |
ZFC - 20 |
liczba stanowisk roboczych w JGS [szt] |
2 |
3 |
3 |
1 |
2 |
6 |
|
|
|
|
|
|
|
wskaźnik wykorzystania stanowisk roboczych [%] |
80,33 |
86,43 |
67,96 |
41,64 |
58,02 |
82,76 |
|
|
|
|
|
|
|
liczba pracowników bezpośrednio produkcyjnych [szt] |
4 |
6 |
6 |
2 |
4 |
12 |
|
|
|
|
|
|
|
wskaźnik wykorzystania pracowników bezpośrednio produkcyjnych [%] |
80,33 |
86,43 |
67,96 |
41,64 |
58,02 |
82,76 |
|
|
|
|
|
|
|
Zestawienie wyników dot. maszyn i pracowników
- 2 -
Zarządzanie Produkcją i Usługami WSKiZ 2008

Wyszukiwarka
Podobne podstrony:
Lista noblistów i osób realizujących projekty, PWR, Zarządzanie i inżynieria produkcji, Makroekonomi
projekt sali, Zarządzanie i inżynieria produkcji, Semestr 7, Komputerowe wspomaganie zadań inżyniers
ZARZĄDZANIE PROJEKTOWANIEM ORGANIZACJI, Zarządzanie i inżynieria produkcji, Semestr 2, Podstawy Zarz
Lista noblistów i osób realizujących projekty, PWR, Zarządzanie i inżynieria produkcji, Makroekonomi
Przedszkole2, Zarządzanie i inżynieria produkcji, Semestr 6, Podstawy projektowania inżynierskiego,
Proces wałka do Wiecha, Zarządzanie i Inżynieria Produkcji Politechnika Lubleska, podstawy technolog
Ściaga PPT pytania, Zarządzanie i inżynieria produkcji, Semestr 8, Projektowanie procesów technologi
Ściaga PPT całość, Zarządzanie i inżynieria produkcji, Semestr 8, Projektowanie procesów technologic
Logistyka w przedsiębiorstwie-projekt, Zarządzanie i inżynieria produkcji, Semestr 7, Logistyka w Pr
TiPPDK - moj projekt[1], Zarządzanie i inżynieria produkcji, Semestr 8, Teoria i praktyka podejmowan
PPI - przewodnik do ćwiczeń, Zarządzanie i inżynieria produkcji, Semestr 6, Podstawy projektowania i
PPI ¦ci±ga, Zarządzanie i inżynieria produkcji, Semestr 6, Podstawy projektowania inżynierskiego
5 centyl, Zarządzanie i inżynieria produkcji, Semestr 7, Projektowanie systemów antropotechnincznych
95 centyl, Zarządzanie i inżynieria produkcji, Semestr 7, Projektowanie systemów antropotechnincznyc
zarzadzanie piatek 1 czerwca, Zarządzanie i inżynieria produkcji, Semestr 2, Podstawy Zarządzania
Statystyka TEST, Zarządzanie i inżyniernia produkcji, Statystyka
Badania makro i mikrostruktury metali i stopów, WIP zarządzanie i inżynieria produkcji, sesja 1, Mat
Zaliczenie z ekonomii, WIP zarządzanie i inżynieria produkcji, sesja 1, pyt
więcej podobnych podstron