1. Właściwości surowców roślinnych, podział i skład.
Cechy:
- mała trwałość surowca (zw. z duża zaw. H20 79-87% w owocach, 75-96% w owocach);
- duża różnorodność plonowania( różnorodność, np. jabłka);
- duża różnorodność gatunkowa owoców i warzyw;
- znaczna ilość kirunków przerobowych;
5 grup owoców:
- pestkowe (wiśnie, czereśnie);
- ziarnkowe ( pigwy, jabłka, gruszki);
- jagodowe (porzeczki, agrest, truskawki, maliny, winogrona, borówki, , jagody czarne, poziomki, -wielokrotne pestkowce);
- łupinowe (orzechy);
- południowe (cytrusy, oliwki, daktyle, figi, ananasy, mango);
Za warzywa uznaje się 1-2 letnią, a za owoc wieloletnią.
Warzywa dzielimy na:
- kapustne ( kapusta, brukselka, kalafiory, kalarepa, jarmuż, brokuły);
- rzepowate ( rzepa, rzodkiewka);
- korzeniowe ( burak, marchew, pietruszka, seler, brukiew);
- cebulowe ( cebula, czosnek, por, krokus);
- dyniowate ( dynia, ogórek, melon, kawon);
- sałaty ( sałata, endywia, cykoria, roszponka);
- strączkowe ( fasola, groch, soja bób, orzeszki ziemne);
- inne warzywa jednoroczne ( pomidory, papryka, ziemniaki, szpinak, bakłażan, kukurydza);
- warzywa trwałe wieloletnie ( chrazn, szczaw rabarbar);
Czym powinien się charakteryzować surowiec?
foremny kształt ułatwiający obróbkę mechaniczną;
gładka, równa powierzchnia ułatwiająca operacje czyszczenia i obierania
delikatna skórka
niewielka pestka (drobne komory; dobrze wypełnione gniazda)
mała ilość części włóknistych i zdrewniałych;
wysoki stopień wyrówniania pod względem kształtu;
duża równomierność dojrzewania
struktura i konsystencja odpowiednia dla danego kierunku przerobu.
Cechy dodatkowe:
minimalny stopień uszkodzeń;
wysoka czystość
jak najwyższa świeżość
odpowiednia dojrzałość
jednolitość
odp. zaw. skł. odżywczych
4 podstawowe stopnie dojrzałości
zbiorcza - to taki stan fizjologiczny owocu kiedy nie pobuera on żadnych składników chemicznych, a rozpoczynają się przemiany związane z dojrzewaniem
handlowa - stan, który uzyskuje owoc krótko po zbiorze (owoce dobrze znoszą transport i pakowanie)
konsumpcyjna - w tym stadium dojrzałości barwa, smak, aromat, konsystencja najbardziej pasują konsumentom. Zaczyna się okres przejrzewania owoców.
przemysłowa - taki stan owoców lub warzyw w którym najlepiej nadają się do przerobu;
Skład chemiczny poszczególnych gatunków owoców i warzyw jest zróżnicowany i zależy od wielu czynników przede wszystkim od: - odmiany; -warunków wegetacji; -warunków agrotechnicznych;
-stopnia ich dojrzałości
■ Barwniki: to m.in. chlorofile(zielone), karotenoidy(pomarańczowo-czerwone), betalainy, antocyjany, ksantofile(żółte) i zw. bezbarwne.
■ Błonnik: 0,3-6% wyjątek dzika róża >20% błonnika.
■ Białka: Owoce: najmniej jabłka (0,2-0,4%),a najwięcej maliny (1,2-1,4%) orzechy 13-15%.
Warzywa: więcej od owoców.Ubogie:(rabarbar, ogórki 0,5-0,8%, a najwięcej: fasola, groch 20-25%;
■ Cukry: Główne cukowce owoców i warzyw to: -glukoza; -fruktoza; -sacharoza; -skrobia; -celuloza; -związki pektynowe; W owocach waha się w granicach 6-17%.
■ Garbniki: Cierpki smak. Owoce zwierają znacznie więcej garbników niż warzywa. W dojrzałych owocach 0,05-0,5%.
■ Kwasy organiczne: Jabłkowy, cytrynowy i winowy. Owoce ziarnkowe: 0,2-0,8%; -pestkowe: 0,8-1,5%; -jagodowe: 1-3%. Warzywa zawierają poniżej 0,2% za wyjątkiem szczawiu, rabarbaru i pomidorów.
■ Składniki mineralne: P, K, Ca, Mg, Fe. Warzywa mają więcej. Działają odkwaszająco: P, Ca, Mg. Ogólnie 0,5-2%
■ Substancje antyżywieniowe: solanina i saponina;
■ Tłuszcze: Owoce i warzywa <0,2%. Wyjątek stanowią orzechy (laskowe 60-63% włoskie 58-68%). Powierzchnia owoców ziarnkowych i pestkowych pokryta jest cienką warstwą wosku.
■ Witaminy: Owoce i warzywa są bogatym źródłem wit.C, E, K i z gr. B oraz A
■ Woda: owoce 79-87%, a warzywa 75-96%.
■ Związki pektynowe: W owocach występują w ilości 0,3-2,5%. Wśród warzyw najwięcej pektyn zawierają marchew i kalafior 1,5-1,2% oraz suche nasiona strączkowych 4-6%
■ Związki zapachowe: Charakterystyczny zapach owoców i warz związany jest z obecnością olejków eterycznych (kwasy, alkohole, estry, ketony, aldehydy, węglowodory, terpeny). Związki te występują w niewielkich ilościach przeważnie <0,1%
2. PRZETWÓRSTWO ZIEMNIAKA
Kierunki przerobu ziemniaka:
na skorbię
na spirytus
na susze
na inne przetwory (chipsy, kluchy)
Technologia przerobu:
roztarcie ziemniaka (bez jego obierania, tylko po umyciu) - na tarkach lub dezintegratory
zastosowanie wirówek maizgowych = dekanterów (rodzielają na 2 frakcje - otrzymuje się wodę sokową - z której w wyniku koagulacji otrzymuje się białko).
otzrymuje się „wycierkę” która jest podawana na rotosicie z 1 strony, a z 2 strony wypłukiwana przez wodę;
następuje cały cykl oczyszczenia i wyodrębnienie skrobi z mleczka skrobiowego (w którym jest duża zawartość wody); mleczko poddaje się oczyszczaniu, używając hydrocyklonu
Schemat produkcyjny mączki skrobiowej:
ETAP 1 roztarcie ziemniaka; rozerwanie komórek Tarki,
dezintegratory
ETAP 2 oddzielenie soku komórkowego Wirówki miazgowe
Dekantery
ETAP 3 wymycie soku na sitach
Stożkowe sita
obrotowe
I stopień II stopień III stopień
ETAP 4 rafinacja mleczka skrobiowego
Sito rafinujące woda
I multihydrocyklon
Sito rafinujące woda
II multihydrocyklon
Cyklon odpiaszczający woda
III multihydrocyklon
Odwadniacz próżniowy
Obróbka końcowa
Suszenie, przesianie, workowanie
Mączka skrobiowa
Skrobię usuwa się, gdyż może powodować sklejanie się produktu.
Mała zawartość wody daje trwalsza żywność.
Pakowane są w atmosferze azotu, aby zapobiegać jełczeniu.
Technologia ziemniaków
Wyróżniamy 4 typy ziemniaków konsumpcyjnych:
-A- zwięzły i nadaje się na sałatki i konserwy
-B- średnio zwięzły, nadaje się do zup i frytek
-C- mączysty, chipsy, placki
-D- b. mączysty, mąka ziemniaczana, alkohol
Skład chemiczny:
- woda 70-80%
- skrobia 19%
- substancje azotowe 1,5%
- celuloza 1,0-2,0%
- substancje mineralne 1,0%
- cukry, podlegające fermentacji 1,5-3,0%
Wit. C 12mg% (mg/100g)
4.SKROBIA
Skrobia to polisacharyd o wzorze (C6H10O5)n zbudowany z wielu reszt glukozy, który powstaje w roślinach jako produkt fotosyntezy i jest gromadzony w bulwach ziemniaka jako materiał zapasowy.
SUROWIEC DO OTRZYMYWANIA SKROBI:
Ziemniaki powinny mieć ograniczoną ilość zanieczyszczeń mineralnych, organicznych oraz ziemniaków zgniłych
Zawartość skrobi powinna być dość duża, nie mniejsza niż 16+17%, przy czym cenione są ziemniaki, zawierające duże ziarna skrobi.
Ziemniaki powinny mieć regularny kształt i płytkie oczka, co ułatwia ich mycie
Mała zawartość białka ułatwia oczyszczanie ścieków;.
PRODUKCJA SKROBI ZIEMNIACZANEJ:
Dwa etapy produkcji skrobi ziemniaczanej:
1. Produkcję krochmalu ziemniaczanego, tj. półproduktu otrzymywanego metodą fizycznego wydzielenia ziaren skrobi z bulw ziemniaków,
2. Produkcję mączki ziemniaczanej, tj. oczyszczonego, wysuszonego i odsianego krochmalu ziemniaczanego
Schemat uzyskiwania skrobi ziemniaczanej:
1.rozdrabnianie - umyte ziemniaki poddaje się rozdrabnianiu w dezintegratorach lub tarkach bębnowych, w wyniku czego z ziemniaków powstaje miazga. W miazdze wyróżniamy: ziarna skrobiowe, sok komórkowy i wycierkę, czyli rozdrobnione ściany komórkowe.
2. wymywanie skrobi - w wymywaczach pod ciśnieniem; zostaje tu usunięta wycierka. Pozostaje natomiast mleczko krochmalowe, czyli wymyte zawarte w wodzie ziarna skrobi.
3. oddzielanie soku komórkowego - nazywane też wstępna rafinacją; oddzielenie wody sokowej wraz w zanieczyszczeniami w niej zawartymi: białka- które ze skrobią tworzą śluzowatą masę, co utrudnia oddzielenie skrobi; aminokwas tyrozyna- w kontakcie wody sokowej z powietrzem utlenia się, ciemnieje, a powstający barwnik melanina nadaje ziarnom skrobi żółtoszary odcień co jest wadą skrobi; substancje azotowe np. solanina- powoduje powstawanie piany, utrudniającej przebieg procesów technologicznych
4. rafinacja mleczka - na sitach strumieniowych rafinujących - oczyszczenie z resztek drobnych włókienek i zanieczyszczeń stałych
Po tej fazie można dokonać bielenia z użyciem SO2.
5. mechaniczne odwadnianie krochmalu na filtrach próżniowych, w wyniku czego otrzymujemy już krochmal mokry
6. Suszenie- krochmalu mokrego zawierającego 38-40% wody do około 20% zawartości wody. Mokry krochmal jest nietrwały
7. odsiewanie- mączkę o zawartości 20% wody odsiewa się, w wyniku czego otrzymujemy grys, czyli większe cząstki skrobi do produkcji syropów i produkt końcowy właściwym czyli mączkę handlową.
5.PUREE
JAKIE WYMOGI POWINIEN SPEŁNIAĆ SUROWIEC DO PRODUKCJI SUSZU:
- Powinien być dojrzały, zdrowy, świeży i nie uszkodzony mechanicznie.
- odmiany ziemniaków o małej zawartości cukrów redukcyjnych, z uwagi na ciemno brązowienie surowca podczas suszenia wywołane reakcjami Maillarda
- Niepożądana jest duża zawartość skrobi, ponieważ może ona kleikować, zwiększając mazistość ugotowanej masy.
Dla zmniejszenia zawartości cukrów redukujących w ziemniaku stosuje się:
- rekondycjonowanie surowca przed przerobem przez ok. 10 dni w temperaturze 10˚ C
- blanszowanie
- siarkowanie
- dodatek kwasów np. askorbinowego
PROCES TECHNOLOGICZNY PRODUKCJI GRANULATU ZIEMNIACZANEGO OBEJMUJE:
1.przygotowanie surowca
2.mycie, obieranie i doczyszczanie
3.krajanie i spłukiwanie wolnej skrobi (szybko ulega kleikowaniu)
4.blanszowanie w wodzie (temp. 80- 850C, przez 10- 20 minut)
5.chłodzenie zimną wodą do temperatury 15-20°C
6.parowanie (15-30 minut);
7.gniecenie (ryzowanie), dodawanie substancji poprawiających konsystencję, wartość odżywczą i trwałość gotowego wyrobu
8.suszenie jedno- lub dwustopniowe (suszenie wstępne do wilgotności 16- 18% w suszarce pneumatycznej, dosuszanie dwustopniowe w suszarce fluidyzacyjnej do wilgotności 8%
9.frakcjonowanie granulatu surowego;
10.pakowanie gotowego granulatu do opakowań jednostkowych.
Schemat produkcji purre zmieniaczanego : granulowane
Mycie, obieranie
Oczyszczanie ziemniaków
Krajanie na plasterki (1,6-1,9 cm)
Parowanie (warstwa 1,5-2 cm, ~100°C, 30 - 40 min)
Mieszanie z dodanymi granulatami (zaw wody ~ 45%)
Schładzanie i kondycjonowanie (1h)
Suszenie (pneumatyczne, 12% wilgoci)
Przesiewanie: materiał gruby i drobny, 60-80 mesh;
Materiał o odpowiedniej granulacji
Dosuszanie
Pakowanie
CECHY GOTOWEGO GRANULATU ZIEMNIACZANEGO:
- zawartość wody 8%
- granulacja < 0,25mm
- masa nasypowa 0,85 -1 g/cm3
- kolor - kremowy do żółtego
- proszek puszysty nie kleikujący w zimnej wodzie
- smak właściwy dla puree ziemniaczanego
- czynnikiem decydującym o jakości granulatu ziemniaczanego i płatków jest ilość tzw. wolnej skrobi - wyższa zawartość wolnej (rozpuszczalnej) skrobi pogarsza konsystencję przygotowanego do konsumpcji puree (produkt zamiast być puszysty-suchy staje się kleisty)
6.CZIPSY
WYMAGANIA JAKOŚCIOWE DLA ZIEMNIAKÓW:
1.ziemniaki typu wszechstronnie użytkowego BC i typu mączystego C
2.odpowiednia dojrzałość
3.delikatna struktura
4.kształt bulw podłużny do owalnego
5.dość zwięzłą konsystencją
6.średnią wrażliwość na ciemnienie - mała ilość cukrów redukujących (<0,25%)
7.zawartość skrobi od 16-20%
8.rodzaje: Odmiany wczesne - Jaśmin, Aster, Irys, Malwa, Orlik
Odmiany późne - Mila, Darga, Bzura, Lena,
PROCES TECHNOLOGICZNY PRODUKCJI CZIPSÓW:
1. sortowanie
2. mycie I
3. obieranie
4. krojenie- obrane ziemniaki są krojone na plastry grubości 1,5- 2,0 mm na szybkoobrotowych krajalnicach. Grubość plastrów zależy od odmiany i kondycji ziemniaków.
5. mycie II - dla usunięcia z powierzchni plastrów ziaren skrobi, które powodują sklejanie przy smażeniu
6. smażenie- może odbywać się metodą okresową (metalowe kosze z plastrami zanurza się w gorącym oleju), lub metodą ciągłą (plastry ziemniaków przesuwa się po przenośniku taśmowym wewnątrz zbiornika, gdzie znajduje się gorącu olej o temperaturze około 185˚C, czas smażenia wynosi około 4 minuty). Podczas smażenia zawartość wody w plastrach maleje do około 2%
7. ociekanie
8. dodawanie substancji aromatyczno-smakowych
9. pakowanie- w atmosferze gazu obojętnego, wprowadzanego do opakowania w miejsce powietrza, co przedłuża trwałość chipsów. Jako opakowania stosuje się folie wielowarstwowe, z nieprzepuszczalną dla powietrza warstwą aluminium
Schemat technologiczny produkcji chipsów
Sortowanie
Mycie I
Obieranie (cierne, parowe, chemiczne)
Krojenie (1,5-2 mm)
Mycie II (usuwanie skrobi)
Smażenie (smażalnik 185°C, 4 min, zawartość wody 2%)
Ociekanie
Dodawanie subst. aromatyczno - smakowych
Pakowanie (30-40% tłuszczu, 500 kcal/100g)
7.FRYTKI
WYMAGANIA JAKOŚCIOWE DLA ZIEMNIAKÓW:
-ziemniaki typu użytkowo-konsumpcyjnego B i BC
- delikatna struktura
- kształt bulwy podłużny do owalnego
- zwięzła konsystencja
- mała wrażliwość na ciemnienie, lekka mączystość
- gęstość 1,075 - 1,083g/cm3
- zawartość suchej masy 20 - 24%
- zawartość skrobi 14 - 17%
- zawartość cukrów redukujących 0,4 - 0,5%
RODZAJE PRZEMYSŁOWO PRODUKOWANYCH FRYTEK.
a) silnie zamrożone, całkowicie usmażone, które przed spożyciem należy tylko podgrzać w piekarniku, na patelni lub w kuchence mikrofalowej
b) silnie zamrożone, podsmażone (po I stopniu smażenia), które przed spożyciem muszą być usmażone w gorącym tłuszczu (II stopień smażenia)
c) chłodzone po I stopniu smażenia, o krótkim okresie trwałości, wymagające przed spożyciem dosmażenia w gorącym tłuszczu
OLEJ I TŁUSZCZ STOSOWANY DO PRODUKCJI FRYTEK.
Stosujemy olej lub tłuszcz utwardzony
Oleje muszą odznaczać się dużą odpornością na zmiany organoleptyczne, chemiczne i fizyczne:
- olej bawełniany
- olej palmowy
- olej sojowy
- olej arachidowy
- olej słonecznikowy.
Olej do smażenia frytek powinien odznaczać się liczbą kwasową nie większą niż 3 i liczbą nadtlenkową nie większą niż 2.
Temperatura tłuszczu do smażenia wynosi: 140-180C. czas smażenia 8-9 min.
PARAMETRY BLANSZOWANIA - czas 1-12 min - temp 85-95C
zalety:
- poprawia barwę usmażonych frytek, przez wymycie cukrów znajdujących się na powierzchni słupków
- zmniejsza absorpcję tłuszczów wyniku sklei kowania skrobi znajdującej się na powierzchni
- skraca czas smażenia
- poprawia konsystencję gotowego produktu.
PROCES TECHNOLOGICZNY PRDUKCJI FRYTEK:
- obieranie - metodą parową i następnie ręczne doczyszczanie i krojenie krajalnicami mechanicznymi na słupki długości 60-70mm i przekroju 10 na 10 mm
- blanszowanie - zanurzenie w wodzie o temp. 80-90˚C na 2-4 minut w celu rozjaśnienia krajanki oraz zmniejszenia ilości cukrów redukujących, powodujących ciemnienie, a tym samym rozjaśnienia gotowego produktu.
- podsmażanie - 180 C przez 5 minut dla frytek smażonych lub 180 C przez 3 minuty dla frytek podsmażanych
- chłodzenie i zamrażanie- najczęściej w tunelach fluidyzacyjnych, w bardzo silnym podmuchu powietrza. Okres przechowywania w temp.-18 C wynosi 6 miesięcy.
3. TECHNOLOGIA OTRZYMYWANIA OLEJÓW (metody rafinacji)
Otrzymujemy je z roślin oleistych - surowców olejarskich lub ze skrobi.
Łuszczenie nasion (jeżeli wymaga tego surowiec)
Nasiona
Rozdrabnianie
Podgrzewanie
Formowanie placków
/Wytłaczanie oleju na prasach hydraulicznych \
Olej Makuch o zaw. 7-8% tłuszczu
Ekstrakcja oleju odbywa się za pomocą rozpuszczalników organicznych.
Makuch
Rozdrabnianie
Płatkowanie
Ekstrahowanie
Odparowanie par benzyny Śrut
Olej
Olej zawsze należy oczyścić - stosuje się tzw. rafinacje oleju.
Metody rafinacji można podzielić na 3 grupy:
Fizyczne: - sączenie; - destylacja z parą wodną;
Fizykochemiczne: - hydratacja; - adsorpcja za pomocą ziem odbarwiających;
Chemiczne: - rafinowanie kw. siarkowego; - zobojętnianie ługiem sodowym; - estryfikacja;
8. Technologia oleju (tłoczenie)
- przygotowanie surowca do tłoczenia (czyszczenie nasion; wysuszenie nasion do wilg ok. 9%)
- rozdrabnianie nasion
- łuszczenie ( jeśli jest łuska)
- tłoczenie oleju (nasiona podgrzewane do 70-120ºC; tłoczenie w prasach - labirynty ze szczelinami) Z pierwszego tłoczenia-olej surowy
- ekstrakcja tłuszczu z wytłoków (w wytłokach jest ok. 15-20% tłuszczu, który trzeba wyekstrahować rozpuszczalnikami organicznymi - benzyna ekstrakcyjna, toluen)
- suszenie
- oczyszczanie - rafinacja oleju
9. Sposoby rafinacji oleju, co to jest rafinacja
Rafinacja - oczyszczanie oleju.
Metody rafinacji:
- fizyczne (filtracja, destylacja z parą wodną)
- fizykochemiczne (hydratacja, adsorpcja za pomocą ziem odbarwiających)
- chemiczne (rafinowanie kw. siarkowym, zobojętnianie ługiem sodowym, estryfikacja)
Najpierw należy olej odlecytynizować (lecytyna - fosfolipid, zawierający gr. fosforanową przez co jest ona hydrofilna i chciwie chłonie wodę przy podgrzaniu oleju i wypada w postaci kłaczków)
Zobojętnianie na gorąco ługiem sodowym
Przemywanie wodą resztek mydeł
Bielenie dodatek ziem okrzemkowych, które wychwytują barwniki
Dezodoryzacja - usunięcie składników powodujących nieakceptowany smak i zapach (diacetyl, kw. masłowy i jego estry, ketony)
Chłodzenie, sączenie
4. Otrzymywanie cukru buraczanego, technologie, defekacja i saturacja;
Schemat produkcji cukru z buraka cukrowego:
Burak→ Krojenie→ Wymywanie soku na gorąco dyfuzatorem→ Oczyszczanie i filtracja→ Zagęszczanie i krystalizacja→ Wirowanie→ Granulowanie→ Konfekcjonowanie
Burak cukrowy podczas selekcji odmian doszedł z 5% cukru do 25%. Z tych 25% około 20% to cukier, pozostałe 5% to inne cukry(nierozpuszczalne w wodzie) oraz inwert. 65% stanowią pektyny, celulozy, białka, tłuszcze i saponiny - uciążliwe jak chodzi o przetwórstwo. Występują też tzw.niecukry -> kwasy - szczawiowy, bursztynowy, substancje białkowe i produkty rozkładu białek np. tyrozyna (powoduje ciemnienie), kwas glutaminowy, związki azotowe - zasady azotowe, np.cholina, saponina, sole kwasów mineralnych.
Schemat produkcji cukru z trzciny cukrowej
Trzcina cukrowa kruszenie wymywanie soku gorącą wodą filtrowanie i oczyszczanie soku zagęszczanie wirowanie cukier
Produkcja cukru:
Wstępna obróbka surowca→
↓
(spławianie, mycie, krojenie, ważenie)
↓
Wydobywanie soku
(dyfuzory ciągłe lub okresowe)
↓
Oczyszczanie soku
↓
Wysłodki + sok
(suszenie, kiszenie) (~17%s.m., 15%cukru)
↓
Zagęszczanie soku
↓
Krystalizacja cukru
↓
Oddzielenie cukru
↓
Pakowanie
Bardziej efektywne jest wydobywanie soku z krajalni - wykorzystuje się osmozę. Uzyskany sok oczyszczamy, z soku usuwamy wszystko co nie jest cukrem, natomiast wysłodki wykorzystujemy na pasze dla zwierząt.
Oczyszczanie soku:
CaO→ defekacja →(temp. 85-90ºC)
Ca(OH)2 20%
↓
CO2 (28-33%)→ saturacja I →pH 11 0,06-0,08 CaO
↓
Filtracja
↓
CO2→ Saturacja II
↓
Filtracja →błotniarki (2-3 atm 90ºC)
↓
SO2, węgiel aktywny→ czyszczenie dodatkowe
Otrzymane wysłodki przeznacza się najczesciej do skarmiania zwierzat rzadko są kompostowane.
Inwert przeszkadza w krystalizacji - im bardziej inwertowany cukier, tym gorzej. Buraki składowane są mamutem. Defekator jest to rodzaj mieszalnika do którego dodajemy sok i CaO lub Ca(OH)2, później saturator. Żeby cukier wykrystalizował potrzeba 75% wody odprowadzić z soku. Wirowanie kryształów cukru i oddzielenie:
Cukier pierwszego nurtu - najwyższej jakości (tylko ten cukier poddaje się rafinacji)
Cukier drugiego nurtu - znów się szczepi
Melasa - substancja słodząca w gorzelnictwie i drożdżownictwie przy produkcji pumpernikla.
Cukier rafinowany - jeśli przepuścimy przez węgiel aktywny i ponownie wykrystalizujemy. Im bardziej cukier oczyszczamy, tym z punktu widzenia dietetyków gorszy. Rafinuje się tylko cukier pierwszego nurtu. Krajalnica tarczowa tworzy wiórki. Ciągły dyfuzor - 3 bębny, krajanka w góre, wysłodki dołem. Spław płaskodenny - jest zaraz za miejscem, gdzie składuje się buraki. Do transportu wodnego buraków służy pompa - mamut. Główne rejony upraw: Wielkopolska, Kujawy, Lubelskie, Mazowieckie.
Defekacja - w cukrownictwie jeden z procesów technologicznych podczas produkcji cukru z buraków cukrowych. Proces ten polega na nawapnianiu surowego soku z buraków poprzez dodanie do niego rozdrobnionego wapna lub mleka wapiennego, w celu wytrącenia z roztworu zanieczyszczeń zamienionych do postaci nierozpuszczalnych w wodzie soli wapnia. W procesie tym chodzi przede wszystkim o wytrącenia z roztworu kwasów fosforowych pochodzenia naturalnego.
Saturacja, w technologii cukrowniczej proces nasycania dwutlenkiem węgla nawapnionego soku buraczanego; w wyniku k. następuje wytrącanie węglanu wapnia wraz z zanieczyszczeniami z soku buraczanego (osad saturacyjny).
21.Tech. Otrzymywania cukru
Cukier jest otrzymywany z buraków cukrowych lub z trzciny cukrowej. Jest on prawie czysta sacharozą, zawiera 99,8% sacharozy, resztę stanowią składniki mineralne, inne cukry i woda. Polski przemysł cukrowy jest oparty na przerobie buraków cukrowych. Zawartość cukru w korzeniu buraka cukrowego wynosi 17-20%.
Produkcja cukru;
-oczyszczanie buraków cukrowych
- krojenie
-wypłukiwanie cukru woda pod ciśnieniem
-oczyszczanie soku:
*defekacja(85-900C)
*saturacja I (pH 11; 0,06-0,08 CaO/ nasycenie gazem)
*filtracja I
*saturacja II (0,01-0,02 CaO, 105oC
*filtracja II
8oczyszczanie dodatków
-zagęszczanie soku aby pozbyć się wody i wykrystalizował się cukier
-wysycenie soku CO2
-krystalizacja cukru z soku
-wirowanie cukru
-otrzymanie cukru i melasy
-Pakowanie
10. Rola defekacji i saturacji w technologii
Defekacja - zachodzi w temp 85-90ºC, CaCO3 spadając absorbuje na powierzchni zanieczyszczenia
Saturacja gazowym SO2 ma na celu wybielenie.
Defekacja i saturacja. Mają na celu usunięcie zanieczyszczeń stałych, które zmętniają roztwór, przy czym roztwór się także nieco odbarwia. Jedną z dwóch powszechnie stosowanych na tym etapie technik jest defekacja i saturacja. Polega ona na dodaniu do soku mleka wapiennego [wodorotlenek wapnia, Ca(OH)2] i wprowadzaniu dwutlenku węgla. Gaz reaguje z wapnem tworząc krystaliczny węglan wapnia, który wiąże zanieczyszczenia stałe. W celu zachowania odpowiednich warunków dla flokulacji osadu, reakcja jest ściśle kontrolowana. Powstały osad zawiera wiele związków niecukrowych, które po filtracji osadu zostają usunięte. Po filtracji, sok jest gotowy do odbarwiania. W przeciwieństwie do produkcji cukru trzcinowego, przy przerobie buraka cukrowego nie stosuje się procesu alternatywnego - fosfatacji. Podobnie, w produkcji cukru trzcinowego nie stosuje się oddzielnego procesu odbarwiania.
5. Przetwórstwo owocowo-warzywne
Podział produktów owocowo-warzywnych:
- pół przetwory → pulpy, przeciery, moszcze, warzywa solone;
- konserwy owocowe → kompoty, owoce pasteryzowane;
- przetwory owocowe słodzone→ soki słodzone, galaretki, dżemy, marmolada, powidła, konfitury, owoce wysycane cukrem;
- susze→ owoce i warzywa suszone;
- konserwy warzywne→ groszek konserwowy, szparagi, fasolka szparagowa, mieszanki warzywne, pomidory konserwowe;
- soki pitne → owocowe, warzywne lub razem;
- soki zagęszczone→ jabłka i inne owoce;
- koncentraty warzywne -> koncentraty pomidorowe o różnym stopniu zagęszczenia;
- marynaty (pikle);
- warzywa kiszone;
- mrożonki;
- nektary i kremogeny;
- konserwy mięsno-warzywne;
- sosy i pasty→ musztardy, keczupy;
- napoje alkoholowe;
- pektyna i preparaty pektynowe;
- preparaty enzymatyczne;
- kondensaty substancji aromatycznych
19. Technologia półprzetworów. Co to są półprzetwory i jak je otrzymujemy (przeciery, pulpy, moszcze)
a) pulpy
Są to owoce i całe lub rozdrobnione, najczęściej jednego gatunku, pozbawione części niejadalnych, utrwalone chemicznie lub termicznie z przeznaczeniem do dalszego przerobu głównie na dżemy, konfitury, nadzienia cukiernicze. Pulpa utrwalona chemicznie może zawierać tylko jeden środek chemiczny
Produkcja pulp:
Dostarczenie surowca do zakładu, przesortowanie i przebranie, usunięcie szypułek. Następna czynność to mycie surowca w myjkach wibracyjnych lub wodno-powietrznych, kalibrowanie w kalibrownicach kaskadowych, linkowych, bębnowych. Do odpestczania stosuje się drylownice. Niektóre owoce np. czarne porzeczki poddaje się blanszowaniu.
Jako opakowania najczęściej stosuje się beczki (plastikowe) 110 i 185 kg lub zbiorniki metalowe o dużej pojemności 2000L .
Konserwowanie pulp odbywa się przez dodatek SO2 w ilościach wskazanych przez polskie prawo żywieniowe.
b) moszcze
Jest to sok surowy otrzymany z miąższów surowców, przez tłoczenie na prasach.
Produkcja moszczu:
Czynności wstępne to mycie i sortowanie, następnie rozdrabnianie w szaraku udarowym Reitza (dezintegrator) lub w rozdrabniaczu Buchar-Guyer. Jeżeli surowiec jest niezbyt dojrzały stosuje się preparaty enzymatyczne - rozkład pektyn, zmniejszenie lepkości i ułatwiony wpływ soku do tanku buforowego. Następnie surowiec się tłoczy w prasach warstwowo- hydraulicznych, koszowych, taśmowych (praca ciągła). Często wytłoki poddaje się rozcieńczeniu, ponownej enzymatycznej obróbce i prasowaniu w celu uzyskania reszty nie wytłoczonego soku.
Konserwowanie odbywa się przez dodatek SO2 (soki przeznaczone o produkcji win albo syropów słodzonych. Niekiedy stosuje się dodatek benzoesanu sodu. Inne metody to mrożenie, pasteryzacja, aseptyczne składowanie, przechowywanie pod ciśnieniem CO2. Obecnie głównym kierunkiem przerobu jest produkcja zagęszczonych soków - w tej formie lepiej się składuje - poprawia się ekonomika przechowywania i transportu.
c) przeciery
Są to półprodukty uzyskane przez rozparzanie i przetarcie oczyszczonych i pozbawionych części niejadalnych owoców lub warzyw, utrwalone chemicznie lub termicznie.
Przeciery owocowe są stosowane do produkcji marmolad. Powideł, musów i marmoladek.
Produkcja przecierów:
Czynności wstępne to mycie i sortowanie, następnie rozparzanie albo krótkotrwałe gotowanie z 5-10% wody albo doprowadzenie do miazgi lub całych owoców pary pod ciśnieniem atmosferycznym lub zwiększonym ( niektóre owoce wcześniej się rozdrabnia - zwiększenie wydajności procesu rozparzania i zmniejszenie kosztów )następuje inaktywacja enzymów np. rozparzasz Herberta. Bezpośrednio po rozparzaniu następuje przecieranie. Temperatura powinna być wysoka - zmniejszenie lepkości, ułatwienie przecierania. W wyniku przecierania następuje oddzielenie miąższu od ziaren, gniazd nasiennych, fragmentów skórki, a nawet szypułek w przypadku jabłek. Części nie jadalne tzw. młóto później się schładza do 20-30oC (chłodnica rurowo-ślimakowa)
Konserwowanie przecierów:
-Chemicznie SO2 0,125% lub kwasem benzoesowym 0,1%
-Pasteryzacja - teraz rzadko stosowana
-Aseptyczne konserwowanie - podniesienie temp. nawet powyżej 100oC, szybkie schładzanie i aseptyczne wprowadzanie do zbiorników (1000t)
-Mrożenie - urządzenie taśmowe i bębnowe, przechowywanie -20/-30oC
Konserwy
PRODUKTY |
RODZAJ PRODUKTU |
CZYNNIK KONSERWUJĄCY |
1 mrożonki |
Owoce i warzywa mrożone |
T ~ -20 ° C |
2 owoce i warzywa apertyzowane |
Konserwy w puszkach lub słojach |
T > 100 ° C odpowietrzanie naczyń |
3 suszone |
Suszone owoce, warzywa, grzyby |
20, 10 lub < 10%wody |
4marynaty i kiszonki |
Marynaty, pikle, kiszonki(ogórki i kapusta) |
H+ kw. Organicznych (octowy i mlekowy) |
5 solone |
Warzywa i grzyby |
NaCl w stężeniu ~ 20%, 10% |
6 owoce w cukrze |
Konfitury, owoce glazurowane, kandyzowane |
Stężenie cukru > 80% |
7 owoce i warzywa w oleju |
Owoce w oleju (pomidor, czosnek) |
Tłuszcz jako faza ciągła |
8 owoce i warzywa konserwowane za pomocą antyseptyków |
Owoce i pulpy konserwowane chemicznie |
0,05- 0,2% SO2 lub kw. Benzoesowy do 0,1% |
Przetwory owocowo - warzywne
PRODUKT |
RODZAJ PRODUKTU |
CZYNNIK KONSERWUJĄCY |
Miazgi i przeciery |
Pulpy i miazgi(półprzetwory)- wyjściowy mus jabłkowy |
Antyseptyki, sterylizacja, zamrażanie |
Koncentraty z przecierów |
Powidła, koncentraty pomidorowe |
Owoce: H+, cukier Warzywa: apertyzacja |
Silnie słodzone koncentraty |
Dżemy, marmolady |
Wysokie stężenie cukru |
Soki owocowe i warzywne |
Surowe soki owocowe, pitne soki owocowo-warzywne, soki galaretujące |
Metody termiczne |
Silnie słodzone soki owocowe |
syropy owocowe |
Cukier >60% |
Skoncentrowane soki owocowe i warzywne |
Zagęszczone soki |
Wysokie stężenie cukru i kwasów |
Odwodnione soki owocowe |
Soki w proszku |
Odwodnienie |
Galarety owocowe |
Galaretki z owocami |
Cukier ok 65% |
Wina |
Wino gronowe, owocowe, miodowe, miody owocowe |
Alkohol > 8% |
Owoce jagodowe z szypułkami ↓ Odszypułkowanie ↓ Przebieranie ↓ Kalibrowanie ↓ Mycie ↓ Blanszowanie i chłodzenie |
Owoce jagodowe bez szypułek ↓ Oczyszczanie ↓ Ocieranie agrestu (usunięcie szypułek) ↓ Przebieranie ↓ Kalibrowanie ↓ Mycie ↓ Blanszowanie i chłodzenie |
Owoce pestkowe ↓ Odszypułkowanie ↓ Przebieranie I ↓ Mycie ↓ Kalibrowanie ↓ Odpestczanie ↓ Przebieranie II |
Owoce ziarnkowe ↓ Przebieranie I ↓ Mycie ↓ Obieranie, drążenie ↓ Przebieranie II ↓ Blanszowanie ↓ Chłodzenie |
↓ ↓ ↓ ↓
Napełnianie beczek owocami i zalewą ← przygotowanie opakowań
↓ ← przygotowanie zalewy konserwującej
Zamykanie beczek i znakowanie
↓
Przechowywanie
Czynnosci wytwarzania polprzetworow
Owoce jagodowe z szypułkami ↓ Odszypułkowanie ↓ Przebieranie ↓ Kalibrowanie ↓ Mycie ↓ Blanszowanie i chłodzenie |
Owoce jagodowe bez szypułek ↓ Oczyszczanie ↓ Ocieranie agrestu (usunięcie szypułek) ↓ Przebieranie ↓ Kalibrowanie ↓ Mycie ↓ Blanszowanie i chłodzenie |
Owoce pestkowe ↓ Odszypułkowanie ↓ Przebieranie I ↓ Mycie ↓ Kalibrowanie ↓ Odpestczanie ↓ Przebieranie II |
Owoce ziarnkowe ↓ Przebieranie I ↓ Mycie ↓ Obieranie, drążenie ↓ Przebieranie II ↓ Blanszowanie ↓ Chłodzenie |
↓ ↓ ↓ ↓
Napełnianie beczek owocami i zalewą ← przygotowanie opakowań
↓ ← przygotowanie zalewy konserwującej
Zamykanie beczek i znakowanie
↓
Przechowywanie
Technologie napojów owocowych(zeszyt)
Sok - napój naturalny zrobiony zwykle z owoców, rzadziej z warzyw. Przykładem jest sok pomarańczowy, który jest ekstraktem z owoców drzewa pomarańczowego. Sok może być sprzedawany w formie koncentratu, lub rozcieńczany w wodzie. Soki zawierają wiele cennych dla zdrowia witamin i innych składników poprawiających stan zdrowia.
Napoje owocowe otrzymuje sie przez zmieszanie wody soków owocowych lub zagęszczonych soków owocowych kw.spozywczych cukru CO2 olejkow eterychnych naturalnych skladnikow i barwnikow identycznych z naturalnymi. Moga byc jedno lub wieloowocowe klarowane lub nieklarowane.
Subst.dodatkowe:
Woda- musi spełniac warunki wody do picia pozbawiona przede wszystkim metali wielowartosciowych
CO2- czynnik utrwalajacy- obniza aktywnosc wody do magazynowania napojow CO2 musi pochodzic z procesow fermentacyjnych oczyszcza sie go i spreża go do 17 atmosfer
Kondensant substancji armoatycznych- jest nietrwaly jest 5okrotnie bardziej stezony niz w surowcu naturalnym
Produkty płynne owocowe (zawierające miąższ i sok owocowy
Soki naturalne lub odtwarzane zagoszczonych sokow: Naturalne, mętne, nieklarowne, klarowne, przeierowe
Nektary z kremogenow, przecierowe i sokow: przecierowe i sokowe.
Napoje owocowe z zageszczonych owocow: przecierowe ,sokowe gazowane
Napoje inne np. mleczno- owocowe
Soki owocowe- uzyskuje się je przez tłoczenie owocow w celu wyciśnięcia sokoów komorkowych. Zabrania się stosowania się srodkow chemicznych do utrwalania. Mogą to być soki jedno lub wilo owocowe, witamininizowane. Produkowac je można z sokow owocow lub sokow zageszczobnych.
Sok klarowny - nie zawiera substancji naturalnych powodujących zmętnienie, klarowany jest: mechanicznie- tłoczenie
lub wirowanie, biologicznie, żelatyn,bentonitem- substancjami klarowanymi i odsączanymi.powinien zawierac ekstrakt nie mniej niż 10% kwasowość nie mniejsza niż 4,4g/litr
Soki naturalne- sok komorkowy wyciśnięty i utrwalony przez pasteryzacje.
Soki naturalne metne- pozbawione tylko grubych zawiesin. Pozostawione SA substancje koloidowe powodujące naturalna metność
Nektar- zmiksowany, utrwalony przecier ze świeżego przecieru dodatkiem wody, cukru i dozwolonych substancji dodatkowych. Nie mogą być dodawane sztuczne srodki utrwalające i barwniki
Napoje owocowe- przez dodanie wody do naturalnych sokow, zageszczonych sokow owocowych, kwasow spożywczych, CO2, naturalnych barwnikow lub identycznych z naturalnymi olejki eteryczne.Co2 pochodzi z procesow fermentacyjnych( ferment. Alkoholowa) jest sprężony 1,7 MPa. Równa się 17 atm.
Soki owocowe zagęszczone są to produkty otrzymane z niezafermentowanych i chemicznie niekonserwowanych soków owocowych, zagęszczonych w wyniku odparowania wody w aparatach próżniowych, wyposażonych w urządzenia do oddzielania i zagęszczania lotnych substancji aromatycznych.
Zagęszczanie soków owocowych, jako metoda ich utrwalania bez dodatku konserwantów, a także jako metoda uzyskania produktów wykorzystywanych w wielu kierunkach przerobowych, rozpoczęło się w kraju w końcu lat sześćdziesiątych ubiegłego wieku i rozwija się dynamicznie do chwili obecnej. Produkcja zagęszczonych soków owocowych, głównie zagęszczonego soku jabłkowego, stanowi niezwykle ważny kierunek przerobu w krajowym przemyśle owocowo-warzywnym.
Zagęszczony sok jabłkowy stanowił i stanowi obecnie 95% całkowitej produkcji koncentratów sokowych (dane z roku 1999).
Proces produkcji
Wstępna ocena surowca - jabłka przeznaczone do produkcji koncentratu jabłkowego muszą spełniać określone, opisane wcześniej (Wymogi dotyczące surowców i półproduktów) wymagania jakościowe.
Hydrorozładunek, hydrotransport - Jabłka są dostarczane luzem różnymi środkami transportu, głównie transportem samochodowym, i są rozładowywane silnym strumieniem wody obiegowej, wcześniej już wykorzystanej w innym procesie. Do rozładunku stosuje się armatki wodne. Jabłka rozładowane hydraulicznie są dalej spławiane do podnośnika kubełkowego, który podaje je do hydrotransportera rozrządowego (rodzaj metalowej rynny), zasilającego boksy spławiaka (betonowe zbiorniki na jabłka). Po otworzeniu zasuwy boksu, silny strumień z działka wodnego unosi jabłka z boksu do betonowej rynny hydrotransportera (przenośnika) zasilającego linię przerobową. Podawanie jabłek na wyższy poziom (z rynny transportującej jabłka do linii przerobowej) odbywa się przy użyciu podajnika kubełkowego.
Mycie jabłek - jabłka są myte w płuczkach dostosowanych do mycia owoców twardych, tj. w płuczkach wibracyjnych. Należy pamiętać, że wstępne mycie jabłek następuje już podczas rozładunku i transportu hydraulicznego w spławikach. Do transportu hydraulicznego i mycia wstępnego używa się tzw. wodę obiegową, wcześniej już wykorzystaną w innym procesie.
4. Przebieranie - kolejną bardzo ważną czynnością jest przebieranie jabłek (inspekcja), mające na celu usunięcie jabłek nadpsutych (zgniłych), porażonych pleśniami i uszkodzonych. Usuwane są także inne zanieczyszczenia. Przebieranie jabłek odbywa się ręcznie, na taśmie inspekcyjnej. Odpady są usuwane specjalnymi przenośnikami, umieszczonymi pod taśmą inspekcyjną.
5. Rozdrabnianie - ma na celu zwiększenie wydajności kolejnego procesu, tj. tłoczenia. Zarówno zbyt małe, jak i zbyt duże rozdrobnienie jest niewłaściwe. Rozdrobnienie jabłek powinno być dostosowane do typu prasy, w której będzie prowadzony proces tłoczenia. Rozdrobnienie zależy też od dojrzałości stosowanych w przerobie jabłek. Jabłka twarde, niedojrzałe rozdrabnia się na małe cząstki. Jabłka dojrzałe i przejrzałe nie powinny być nadmiernie rozdrobnione, ponieważ utrudnia to proces tłoczenia. W omawianym procesie wykorzystywane będą rozdrabniacze koloidalne, w których można regulować wielkość uzyskiwanych kawałków jabłek. Jest to możliwe dzięki stosowaniu wymiennych sit z otworami o średnicy 3-10 mm, przez które jest przetłaczana rozdrabniana miazga.
6. Tłoczenie -Miazgę jabłkową z zasobników kieruje się grawitacyjnie (wypływa samoczynnie z zasobnika) na stanowisko załadowcze prasy, gdzie formuje się warstwy miazgi owinięte w chusty, w formie pakietów, grubości 5-10 cm. Po uformowaniu pierwszego pakietu układa się następne, przekładając je drewnianymi kratownicami, umożliwiającymi wypływ soku ze stosu.
7 Dearomatyzacja - świeżo wyciśnięty sok owocowy (sok surowy) zawiera m.in. wiele substancji lotnych, które decydują o owocowych charakterze aromatu soków. Jednak w procesie zagęszczania substancje lotne odparowują z parą wodną. Powoduje to pogorszenie cech organoleptycznych zagęszczonego soku i obniża jego wartość handlowa. Dlatego nie poddany jeszcze żadnej obróbce sok surowy kierowany jest do stacji wyparnej, gdzie w urządzenia zwanym dearomatyzatorem, pod zmniejszonym ciśnieniem następuje odparowanie 10-12% objętości soku jabłkowego.
8. Enzymatyczna obróbka soku - obróbka od aromatyzowanego soku polega na zastosowaniu preparatów enzymatycznych do rozkładu substancji utrudniających właściwy proces zagęszczania soku, a także substancji mogących powodować zmętnienie zagęszczanego soku podczas procesu produkcyjnego, w wyniku, czego uzyskuje się nieklarowny produkt gotowy. Substancjami, które są rozkładane podczas obróbki enzymatycznej, są przede wszystkim skrobia i pektyny.
9. Klarowanie - ma na celu usunięcie zawieszonych w soku zawiesin, które powodują mętnienie soku.
10. Wirowanie - sok jabłkowy po procesie klarowania może być dość klarowny, szczególnie, gdy pochodzi z górnej warstwy zbiornika (warstwy nad osadem). Zawiera on jednak cząstki, które mogą zmniejszyć wydajność dalszego procesu, jakim jest filtracja, i dlatego poddaje się go wirowaniu. Wirowanie polega na zastosowaniu siły odśrodkowej do oddzielenia zawiesin od soku.
11. Filtracja - odwirowany sok jabłkowy poddaje się jedno- lub dwustopniowej filtracji. W omawianym tutaj procesie produkcji stosować będziemy filtracje jednostopniową w filtrach napływowych. W filtrach napływowych wstępnie wytwarza się warstwę filtracyjną z ziemi okrzemkowej, a także dozuje się ziemię okrzemkową do filtrowanego soku, aby zwiększyć wydajność filtracji. Przy odpowiednim doborze filtru i rodzaju ziemi okrzemkowej jest możliwe uzyskanie pełnej klarowności soku, wystarczającej do jego zagęszczenia, bez stosowania drugiego stopnia filtracji.
Połączone zabiegi depektynizacji, klarowania i filtracji pozwalają uzyskać zagęszczony sok jabłkowy o pełnej klarowności. Klarowność zagęszczonych soków jest potrzebna nie tylko ze względu na trudności zagęszczania soku mętnego, ale jest bardzo ważną cechą jakości koncentratów sokowych.
12. Zagęszczanie - klarowny sok, po procesie filtracji zagęszcza się w aparatach wyparnych pod zmniejszonym ciśnieniem, co pozwala obniżyć temperaturę wrzenia soku. W skład wielostopniowej stacji wyparnej wchodzi także dearomatyzator. Jednorazowe przejście soku przez wielostopniowe wyparki umożliwia jego 4-8 krotne zagęszczenie. Wzrost koncentracji cukrów i kwasów do zawartości ekstraktu 60-70% nadaje trwałość zagęszczonym sokom nawet w temperaturach dodatnich, zbliżonych do 0oC. W takiej i wyższej temperaturze, zarówno drożdże jak i pleśnie nie mogą rozwijać się w przechowywanym jako półprodukt koncentracie soku, a zmiany chemiczne są spowolnione.
13. Schładzanie, magazynowane - zagęszczony sok opuszczający stację wyparna ma z reguły 40-50oC, co przy dłuższym składowaniu niekorzystnie wpłynęłoby na jego jakość. Należy wiec schłodzić go do temperatury odpowiedzieć do składowania tj. ok. 4oC. Na rynku dostępna jest duża liczba chłodziarek. W omawianym procesie będziemy stosować chłodziarkę skrobakową. Schłodzone produkty przechowuje się zgodnie z zaleceniami omówionymi powyżej w „Wytyczne magazynowania produktu gotowego”. Gotowy produkt może być pakowany w beczki metalowe 200 L (250 kg netto) z podwójnym workiem, w tym jeden aseptyczny. W takiej postaci nadaje się do sprzedaży.
7. POMIDOR JAKO SUROWIEC W PRZETWORSTWIE
Odmian pomidora jest wiele .Należą do roślin psiankowatych ( papryka,tytoń ) ich charakterystyczną cechą jest to , że zawierają alkaloid - zielony pomidor - tomatyna .
Pomidor jadalny przywędrował do Europy wraz z zdobyciem ameryki . Jest warzywem ciepłolubnym, kapryśny w uprawie, wrażliwy na niskie temperatury, wilgotność.
Główni producenci pomidorów: Rosja, Chiny
Pomidor zawiera ok 80% wody, 3% węglowodanów, duża zawartośc potasu, jest dietetyczny. Spora zawartość karotenów: likopen działanie przeciwutleniające i przeciwrakowe
- K 250mg /100g
- witaminy z grupy B i A
- wit C 17mg/100g
Pomidor jest nietrwałym surowcem, należy go przetwarzać 36-48 h po zbiorze. Po przetwórstwa powinny być pomidory jędrne , be zielonej piętki . Im mniej nasion , cieńsza skórka tym mniej odpadów , powierzchnia gładka , barwa czerwona bez zielonej galaretowatej substancji . średnica 35 mm nie mniej niż 3,5 cm , jednolite odmianowo , wyrównane pod względem dojrzałości
Cechy dyskwalifikujące :
-zaparzone, - sfermentowane, - spleśniałe, - nadgniłe, - zwiędłe, - nadgniłe, - o obcym zapachu i smaku,
- z pozostałością środków ochrony roślin, -z otwartymi niezabliźnionymi pęknięciami
Kierunków zagospodarowania jest kilka :
- przecier pomidorowy --( zagęszczanie ) --> koncentrat --(wysuszenie )--> proszek pomidorowy
Schemat technologiczny soku pomidorowego
płuczka mycie
|
sortowanie ( usuwanie niedojrzałych , nadgniłych itp)
|
podgrzewacz-ogrzewanie
|
ekstraktor ślimakowy ( wyciśnięcie soku , młóto przenosi się na sita przecierowe ---zagęszczanie ---> produkcja koncentratu
|
przenoszenie soku do dosalacza
|
emulgowanie
|
odpowietrzanie
|
sterylizator
|
rozlewanie do butelek
|
pasteryzacja
|
etykietowanie
Koncentrat z przecieru uzyskujemy poprzez zagęszczenie przecieru , z zastosowaniem wyparek cienkowarstwowych HTSF wysoka temperatura ,krótki czas
Do produkcji proszków - sostujemy wyparki walcowe - próżniowe jednak lepszym sposobem jest suszenie rozpyłowe , początkowe etapy są takie same do momentu etykietowania , później uzyskanie koncentratu , podawnia pompą do suszenia rozpyłowego - wyciśnięcie przez dysze o niewielkiej średnicy w strumieniu gorącego powietrza - sito wstrząsowe - proszek pomidorowy stosowany w zupach typu instant.
18. Pomidor, jako surowiec przetwórczy. Cechy surowca i produkty
Pomidory zawierają 2-4 komory nasienne, najczęściej 2-3
Masę pomidora stanowią:
Nasiona 0,8-3%
Skóra 1-4%
Miąższ 50-80%
Sok 17-35%
Skład chemiczny:
- woda 90%
- węglowodany 3%
- dużo potasu 250mg/100g
- karoteny (likopen, β-karoten)
- Wit z gr. B1, Wit C 17mg/100g
- tomatyna ( w zielonych pomidorach, niewiele dojrzałych, nietoksyczna)
Wymogi dla pomidorów:
- wygląd - jędrne, bez zielonej piętki u góry
- kształt - gładki, nieżeberkowany
- barwa - intensywnie czerwona, bez zielonej galaretowatej masy
- średnica - min 35 mm
- jednolitość odmianowa - wyrównanie pod względem dojrzałości
Zastosowanie:
- spożywane same
- soki
- przeciery
- koncentraty (20-30%)
- proszek pomidorowy
Schemat produkcji koncentratu:
-czynności wstępne (rozładunek, transport wewnętrzny, mycie, inspekcja surowca)
-rozdrobnienie surowca
-rozparzanie miazgi
-przecieranie miazgi
-zagęszczenie
-pasteryzacja błyskawiczna
-chłodzenie
-napełnianie beczek -> mycie i transport beczek
-transport do magazynu -> sprzedaż koncentratów w beczkach; przepakowywanie z beczek
-transport z magazynu ->przepakowywanie z beczek; koncentrat krajowy lub z importu
-pasteryzacja błyskawiczna -> mycie i transport opakowań
-dozowanie i zamykanie
-mycie
-pakowanie w opakowania zbiorcze
-paletyzacja
-transport do magazynu
-koncentrat w opakowaniach konsumenckich
Schemat produkcji proszku pomidorowego:
-otrzymanie przecieru
-zagęszczanie
-utrwalanie koncentratu- suszenie
-proszek
8. DŻEMY, MARMOLADY, POWIDŁA
Dżemy - produkty o dużej zawartości cukru
40% - niskosłodzone
65% - wysokosłodzone
Charakteryzują się one strukturą żelu (ze względu na obecność pektyn) i obecnością całych lub kawałków owoców. Surowcem do ich produkcji są owoce świeże, pasteryzowane, mrożone. Kwasowość normalizuje się najczęściej przez dodatek kwasu cytrynowego.
Rodzaje koncentratów
Schemat technologiczny produkcji dżemu wysokosłodzonego
Odpowiednie pH dla pektyny wysokometylowanej
Dżemy charakteryzują się strukturą żelu i obecnością całych lub kawałków owoców, stanowią produkt delikatniejszy od marmolad, stopień zagęszczenia jest od 1, 2, 3 do 4; surowcem do produkcji dżemów są owoce świeże, pasteryzowane i mrożone: lepiej tworzyć dżem z pulp mrożonych niż sulfitowanych; dla znormalizowania kwasowości dżemu dodaje się kwas cytrynowy.
Marmolady - produkuje się z przecierów. Podstawowym przecierem w produkcji marmolad jest przecier jabłkowy, zawierający dużo pektyn. Konsystencja stała lub smarowna. Przecier podstawowy stanowi 85% ( jabłka i gruszki), 5% przecier z owoców uzupełniających (jagoda, aronia, porzeczki), 10% szlachetne przeciery (wiśnie, agrest, truskawki, itp.) Ekstrakt marmoladowy - ok. 60%.
Powidła - surowcem do ich produkcji są śliwki (węgierki - duża zawartość kwasów). Rzadko stosuje się śliwki suszone.
marmolady, dżemy i powidła utrwala się dodatkowo środkami konserwującymi jak np. :kwasem siarkawym, sorbowym, SO2, pirosiarczan K, pirosiarczan sodu, siarczyn sodu, wodorosiarczyn K, wodorosiarczan sodu
Konserwanty powideł, dżemów, marmolad:
SO2, pirosiarczyn K+, wodorosiarczyn K+
Pirosiarczyn sodu, siarczyn sodu, wodorosiarczyn sodu - 0,125g/kg
Kwas siarkowy
Kwas sorbowy i jego sole: Na, K, Ca - 1,5 g/kg
wszystkie te produkty łączy: ten sam surowiec, zagęszczanie w wyparkach lub kociołkach, wysoka zawartość cukru (wyjątkiem są powidła bo jest wystarczająca kwasowość
9. Otrzymywanie galaretek owocowych- cechy produktu
Owoce i wrzywa wysycone roztworem> napełnianie opakowań> dodatek zalewy 75-78%ekstraktu>przechowywyanieOwoce arzywa z powłokami> przygotowanie do powlekania> powlekanie>suszenie>przechowywanie
zanieczyszczenia mechaniczne ( możliwie mało ziemi)
ogórki czyścimy płuczkami 2 -stopniowymi
przebieranie - oddzielenie ogórków uszkodzonych, poplamionych
kalibrowanie - sortowanie w zależności od wielkości
nakłuwanie ogórków - po to, żeby była równomierna dyfuzja soków do wnętrza ogórków (nakłuwa się aż do komory nasiennej)
Przygotowanie przypraw: podstawowe (koper świeży, korzeń chrzanu, liście chrzanu, czosnek) i dodatkowe (liście porzeczek, gorczyca, estragon, liście winogron, papryka, majueranek zielony, liście laurowe) - są 3 warstwy przypraw - na dnie, w środku i na wierzchu;
napełnianie pojemników
dodawanie zalewy
kiszenie - fermentacja - faza początkowa - temp. 15-18 ° C, może przebiegać w temp. 2-krotnie niższych ale wydłuża się czas, w wyższych może powstawać pleśń i drożdze.
Sortowanie
Pakowanie do beczek
Przechowywanie - beczki w basenach wodnych
Pielęgnacja
→ Suszenie właściwe przemiana fazy stałej w parową (sublimacja). Metoda ta w dużej mierze zachowuje cechy pierwotne surowca. Po przez szybkie zamrożenie powoduje zahamowanie destrukcji zmian witamin, tłuszczy. Obniżenie temperatury powoduje, że szybkość reakcji zmniejsza się kilkusetkrotnie.
Jabłka: mycie, obieranie, drążenie, cięcie (plastry, ósemki), zanurzenie w 1% roztworze SO2;
Gruszki: mycie, obieranie, cięcie (połówki, kostka);
Jagody: mycie, usuwanie szypułek;
Śliwki: mycie, usuwanie szypułek, drylowanie, blanszowanie, chłodzenie;
Wiśnie: mycie, usuwanie szypułek, drylowanie;
Cebula: mycie, usuwanie łusek, krojenie w plastry, zanurzenie do 5% roztworu NaCl;
Groszek zielony: młócenie, mycie, sortowanie, blanszowanie, chłodzenie;
Marchew: mycie, obieranie (np. parowe), cięcie (plastry, kostka), blanszowanie, chłodzenie;
Borowiki: czyszczenie na sucho, ewentualne krojenie.
suszarnia bębnowa - w obrotowym bębnie surowiec ma kontakt z gorącym powietrzem które przepływa w nim. Stosowany do liści np. szpinaku.
suszarka promiennikowa (radiacyjna) - zawiera żarówki na podczerwień.
suszarka próżniowa - jeśli zmniejszymy ciśnienie to możemy suszyć w niższych temperaturach.
suszarka taśmowa - maxymalne wykorzystanie przestrzeni.
suszarki szybowe - dla dużych ilości.
suszarki z warstwą fluidalną - wykorzystuje się złoże fluidalne, jest ciągle w ruchu (suszenie dynamiczne).
suszarka tunerowa.
Liofilizacja- przemiana fazy stałej w parowa (sublimacja) metoda ta w duzej mierze zachowuje w duzej mierze cechy surowca po przez szybkie zamrozenie powoduje zahamowanie destrukcji zmian witamin i tłuszcy. Obniżenie temp powoduje ze szybkość reakcji zmniejsza się kilkuset krotnie
sortowanie;
wyrównanie wilgotności;
czasem prasowanie;
pakowanie;
przechowywanie suszu.
Przykłady pieczywa dietetycznego:
Definicja:
CHARAKTERYSTYKA PIECZYWA DIETETYCZNEGO
Chleb wysokobłonnikowy - Błonwit
Chleb z otrębami
Pieczywo chrupkie - chleb wypiekany z mąki 1800, zyskuje wilgotność 8-10%
Chleb wysokobiałkowy
mąka graham
mąka wysokoglutenowa
mąka sojowa
drożdże
twaróg chudy
lecytyna
margaryna
sól
Chleb glutenowy
niewiele węglowodanów - dobry dla cukrzyków
mąka graham 100kg
gluten mokry 300kg
sól
drożdże
cukier
kminek
olej
Chleb bezglutenowy
dla chorych na skazę glutenową - celialię
nie zawiera mąki pszennej i żytniej
Skład - skrobia kukurydziana, pektyna, drożdże, cukier, margaryna, sól
Dodaje się do skrobi pektynę, miesza się, potem dodaje się zawiesinę drożdży w temp 31*C
Fermentacja - 30 minut
Wypiek 220*C
Ochładzanie do 80*C przez 40 minut
Pieczywo niskosodowe
Pieczywo wzbogacone w jony Fe - dla osób anemicznych
mąka pszenna
mleko w proszku
drożdże
ekstrakt słodowy
sól
fermentacja - po 80 min następuje przebijanie ciasta (krótkotrwałe mieszanie ciasta) które wprowadza tlen i odprowadza metabolity
|
Powidła |
Marmolada |
Dżem niskosł. |
Dżem wysokosł. |
Ekstrakt refraktometryczny produktu % |
Nie mniej niż 54 |
Nie mniej niż 57 - 60 |
Nie mniej niż 62 |
28 - 50 |
Ekstrakt refraktometryczny surowca % |
13-15 |
Ok. 10 |
6-13 |
6-13 |
Cukier dodany % |
0-30 |
Ok. 50 |
Ok. 60 |
Ok. 30 |
Stopień zagęszczenia |
3-4 |
Ok. 2 |
1-2 |
Brak zagęszczenia |
Kwasowość jako kwas jabłkowy |
1,5 - 3,5 |
0,5 - 1,5 |
Nie więcej niż 0,6 |
Więcej niż 0,6 |
Owoce świeże ↓
|
Pulpy ↓
↓ Desulfitacja ←------ |
Owoce mrożone ↓ Rozmrażanie
-------------------------- |
Sok surowy lub pasteryzowany
|
Przygotowanie wsadu Gotowanie
z roztworu cukru
przygotowanie
roztworu cukru
przygotowanie przygotowanie
roztworu kwasu rozlew roztworu pektyny
↓
przygotowanie zamykanie
opakowań ↓
pasteryzacja
↓
etykietowanie
roztwór ↓
sorbinianu magazynowanie
Pektyny - od stopnia estryfikacji zależą ich właściwości. Podział preparatów pektynowych w zależności od stopnia zestryfikowania i szybkości żelowania w różnych warunkach:
Stopień zestryfikowania pektynowego |
Typ preparatu pektynowego |
Czas żelowania |
Temperatura żelowania *C |
PH |
Ekstrakt dżemu % |
65 |
Wolno żelujące |
37 32 |
70 70 |
3,0 2,8 |
65 65 |
70 |
Średnio żelujące |
22 17 |
70 70 |
3,0 2,8 |
65 65 |
75 |
Szybko żelujące |
4-5 3 |
70 0 |
3,0 2,8 |
65 65 |
Ekstrakt |
PH |
68 - 72 |
3,1 - 3,3 |
65 - 68 |
3,0 - 3,2 |
60 - 65 |
2,8 - 3,2 |
Przeciery mogą być sulfitowane i wówczas przeprowadza się desulfitację, żeby nie było czuć SO2. Desulfitacja trwa ok. 15 min.
Marmoladę twardą rozlewa się w tafle, a na powierzchni nanosi się konserwant (sorbiniany). W marmoladach pektyn się nie stosuje. W odróżnieniu od powideł, w marmoladzie nie powinno wyczuwać się zmian wywołanych rozkładem cukrów(karmelizacji), a smak marmolady powinien być słodszy i mniej kwaśny niż powideł
3 - 4 krotne zagęszczenie. Wspólne operacje z dżemami to zagęszczenie i ewentualna desulfitacja. Ilość ekstraktu jak przy dżemach niskosłodzonych.
Przemysłowy wyrób powideł obejmuje etapy: przebieranie, mycie owoców→ rozparzanie owoców→ przecieranie rozparzonych owoców→ zagęszczanie przetartych owoców→ rozlewanie do opakowań
20.DŻEM
Wymagania dla wszystkich surowców cukrowo stężonych:
- obrane, umyte owoce
- świeże, nie zwiędłe, nie nadpsute, bez zarobaczywienia
- niepożądane są obicia i otarcia
- bez szypułek, den kwiatowych, kielichów, pestek, skórki, gniazd nasiennych
WADY DŻEMÓW I MARMOLAD
- obecność grzyba i pleśni widocznej gołym okiem
- barwa szarobrunatna lub inny nieodpowiedni ton, brak połysku
- dostrzegalne zanieczyszczenia mechaniczne
- rzadka struktura, brak zgalaretowacenia, włóknista, klajstrowata, ciągnąca się
- zapach stęchły, lub jełki, zapach fermentacji, zmieniony przypaleniem lub karmelizacją w przypadku marmolad
- smak: posmak warzywny, fermentacji, pleśnienia
Technologia dżemów nisko- i wysokosłodzonych
Dżem - to koncentrat o galaretowatej konsystencji. Otrzymany przez gotowanie owoców świeżych lub konserwowanych z dod. pektyny i kw. org. Wyróżniamy dżemy jedno i wieloowocowe, wysoko(nie mniej niż 62% ekstraktu, cukier60%, kwasowość 0.7%) i niskosłodzone(28-50%ekstraktu, 30%cukru, kwasowosc0,5%).
Proces tech. otrzymywania dżemów niskosłodzonych
-owoce, świeże, pasteryzowane
-przygotowanie surowca
-desulfitacja w 65ºC( w próżni, usuwanie SO2)
-gotowanie-w wyparkach próżniowych-pektyna niskometylowana żeluje przy mniejszym stężeniu sacharozy(lub bez ekstraktu)LM
-dodajemy ja pod koniec gotowania rozpuszczając ja uprzednio w wodzie o temp.55-70ºC.
-dodajemy też sorbinian potasu (sodu)
-rozlew(78-85C/30min), zamykanie, pasteryzacja, etykietowanie, magazynowanie
-pektynę dodajemy pod koniec gotowania-ph.3.0
Procent otrzymywania dżemów wysokosłodzonych
-owoce świeże, pulpy, owoce mrożone, soki konserwowe./pasteryzacja
-obróbka wstępna surowca, przygotowanie
-Dogęszczanie pulpy przez desulfitacje
-gotowanie masy (wcześniej wprowadzając cukier, aby nasycić nim owoce, nadaje szklistości, podwyższa trwałość)
-pod koniec gotowania wprowadza się pektynę (wcześniej przygotowany roztwór),ewentualnie kw. cytrynowy ,dodaje się tez syrop skrobiowy(zapobiega krystalizacji glukozy),dodawane się również skł. uszlachetniające owoce-po desulfitacji)
-dodatek konserwantów - roztwór sorbinianu
-gotujemy 30min w wyparkach próżniowych
-przygotowanie opakowań
-rozlewanie 78-85C/30min
-zamykanie i pasteryzacja(w normalnym .ciśnieniu)
-schładzanie w celu przyspieszenie zelowania
-etykietowanie
-pakowanie w opakowania zbiorcze i magazynowanie.
Produkcja galaretek owocowych zaczyna się od przygotowania soku surowego lub zagęszczonego, następnie dodaje się cukier, środek żelujący (agar, karagenian, żelatyna, kwas alginowy) , roztwór kwasu cytrynowego. Można jeszcze dodać roztwór środka konserwującego ( ale czynność ta może być nie wykonywana). Wszystko to poddaje się gotowaniu, a w między czasie przygotowuje opakowania. Po zagotowaniu następuje rozlew ( przed rozlewem tym właściwym przeprowadza się rozlew próbny w celu sprawdzenia jakości skrzepu) , pasteryzacja, przegląd, etykietowanie i magazynowanie.
Galaretka powinna charakteryzować się postacią zżelowaną, powinna być klarowna, przejrzysta.
Skala opisowa jakości galaretek:
-1 stopień- galaretka płynna, bez żadnych oznak krzepnięcia
-2 stopień- galaretka kisielowata , rozpływająca się po wyrzuceniu z naczynia
-3 stopień- galaretka rozpadająca się, rozdzielająca na duże części po wyrzuceniu z naczynia
-4 stopień- konsystencja dżemowa, utrzymująca pierwotny kształt, lecz lekko opadająca, miękka
-5 stopień- galaretka dostatecznie skrzepła, utrzymująca kształt, lekko trzęsąca się, dająca się kroić na plastry (jest to galaretka zalecana, optymalna)
-6 stopień- konsystencja twardej marmolady, mocno skrzepnięta, nie trzęsąca się, dająca się kroić na cienkie plastry
Zawartość cukru decyduje o twardości galaretek. Wzrost zawartości cukry powoduje wzrost twardości galaretek. Większa ilość cukru i mniejsza ilość pektyn daje galaretkę o lepszej twardości, zaś mniejsza ilość cukru i większa ilość pektyn daje galaretkę o troszkę gorszej twardości.
Kandys- roztwór sacharoz 5,5k g, glukozy2,5 kg, wody 2kg.
Owoce kandyzowane utrwalone cukrem i wysycone cukrem Owoce kandyzowan są do lodów i musli. Można tez kandyzować zioła po za owocami i warzywami. Najcześciej kandyzowane owoce to: Czereśnie wiśnie, jabłka, papaje, ananasy.
Schemat otrzymywania:
Mycie>przebieranie>usuwanie szypułek>drylowanie>obieranie i krojenie> blanszowanie 85-100C>ochłodzenie>wysycenie roztworem sukru 30- 75% ekstraktu:
10. Etapy produkcji kapusty kiszonej.
Kapustę wstępnie oczyszczoną na polu dostarcza się do kwaszarni w koszach, skrzynkach lub workach. Odmiany przeznaczone do kiszenia powinny mieć twarde i duże główki o masie powyżej 1 kg i średnicy ponad 15 cm, o jasnym zabarwieniu, odznaczające się dobrym smakiem i zapachem, dużą zawartością cukru oraz witaminy C. Dostarczona kapusta musi być czysta, zdrowa, niepopękana, nieuszkodzona, bez gąsienic i ich odchodów, bez objawów zepsucia, z krótko przyciętym głąbem i możliwie jednolita.
Przyjęty do zakładu surowiec poddaje się krótkotrwałemu magazynowaniu w zaciemnionym pomieszczeniu, w temp. do 20°C, przez okres zwykle 2÷3 dni, niekiedy nawet do 8 dni. W tych warunkach wychłodzona na polu kapusta (październik, listopad) ogrzewa się przed szatkowaniem i napełnianiem zbiorników. Zaciemnienie pomieszczenia magazynowego powoduje zanik chlorofilu w zewnętrznych liściach kapusty, które z barwy zielonkawej przechodzą w kremowo-żółtą.
I.Oczyszczanie kapusty:
Usunięcie zewnętrznych liści ochronnych oraz części zabrudzonych, nadpsutych i uszkodzonych oraz jak najkrótsze przycięcie głąba. Oczyszczanie kapusty odbywa się ręcznie lub mechanicznie. Niekiedy myta, co zwiększa czystość przebiegu fermentacji. W oczyszczonej kapuście rozkrusza się głąby na drobne kawałki za pomocą świdra mechanicznego- są one dodawane do krajanki, ponieważ zawierają znaczne ilości cukrów, soli mineralnych i witaminy C, w przypadku kapusty przeznaczonej np. na eksport nie dodaje się ich a są przeznaczane na paszę
II. Szatkowanie kapusty:
Oczyszczone i ewentualnie pozbawione głąbów główki umieszcza się za pomocą przenośnika taśmowego w szatkownicy z wygiętymi nożami. Krojenie polega na pocięciu główki na skrawki grubości 0,8 do kilku mm. Zwykle grubość wynosi 2 mm, a długość ok. 50÷60 mm. Mniejsza grubość krajanki nie tylko nadaje kapuście lepszy wygląd, ale także przyśpiesza wydzielanie soku oraz ułatwia spożywanie kiszonki. Szerokie, płaskie wiórki są niepożądane.
III.Napełnianie pojemników:
Następnie krajanka transportowana przenośnikami do silosów lub innych pojemników fermentacyjnych. W czasie transportu może być dogrzewana parą do temp. 18÷20°C w celu ułatwienia zafermentowania. W silosach ustawia się drewniane (lub z tworzywa) „kominki", umożliwiające odprowadzenie gazów powstających w czasie fermentacji. Przy tradycyjnym sposobie kiszenia kapusty krajankę w silosie rozprowadza się równomiernie warstwami i zasypuje solą kuchenną, której dodatek wynosi 2÷2,5%. Przy ręcznym soleniu "na każdą nową warstwę krajanki należy dodawać odpowiednią dawkę soli, rozmieszczając ją równomiernie na całej powierzchni krajanki. W przypadku kiszenia kapusty ubogiej w cukry (poniżej 3%) wskazany jest ok. 1% dodatek sacharozy do krajanki. Bezpośrednio po posoleniu kapustę ubija się za pomocą drewnianych stęp lub przez ubijanie nogami (białe, gumowe kalosze). Jako pojemniki do kwaszenia kapusty stosuje się głównie silosy i drewniane kadzie, któr muszą być dokładnie umyte i wydezynfekowane. Zafermentowanie kapusty ułatwia jej ubijanie, powodując wydzielanie soku, który wypiera powietrze i stwarza odpowiednie warunki do fermentacji. W nowoczesnej technologii kiszenia kapusty można wyeliminować proces ubijania. Uzyskuje się to przez zastosowanie mechanicznego dozownika soli do ciągłego solenia krajanki, ustawionego tuż za szatkownicą.
Silos, lub inne pojemniki, wypełnia się w ok. 90%. Pozostała przestrzeń jest potrzebna jako rezerwa na zwiększoną objętość krajanki, spowodowaną jej gazowaniem
IV.Fermentacja:
Proces fermentacji rozpoczyna się od wydzielenia gazów i powstawania piany. Ponieważ pH świeżej kapusty wynosi ok. 6,5, początkowo mogą rozwijać się intensywnie bakterie z rodzaju Aerogenes, a nawet bakterie proteolityczne (gnilne) rozkładające białko. Okres wstępny fermentacji nie powinien trwać dłużej niż 2 dni. Właściwy proces fermentacji przebiega w trzech etapach.
Fermentacja wczesna: oprócz bakterii mlekowych (Leuconostoc mesenteroides), rozwijają się, bakterie z rodzaju Aerogenes i proteolityczne. Następuje również rozwój drożdży, w wyniku, czego wydzielają się duże ilości dwutlenku węgla i powstają niewielkie ilości alkoholu, na skutek fermentacji alkoholowej, fermentacji mlekowej heterofermentacyjnej oraz oddychania tkanek. Gazy intensywnie wytwarzane w krajance muszą być odprowadzane. Temperatura masy kapusty powinna wynosić 18÷20cC, co sprzyja szybkiemu zafermen-towaniu, a tym samym szybkiemu przejściu przez okres wstępny. Kwasowość krajanki wzrasta do 0,5%, a następnie do 0,8÷1,0%, natomiast pH obniża się z początkowej wartości 6,5÷6,8 do ok. 4. W końcu fermentacji wczesnej środowisko opanowują pałeczki homofermentacyjne Lactobacterium plantarum oraz Leuconostoc mesenteroides wytwarzające głównie kwas mlekowy. Okres ten trwa około jednego tygodnia, pod warunkiem, że temperatura fermentacji jest zbliżona do 20°C.
Fermentacja średnia: zmniejsza się ilość wydzielanych gazów. Następuje dalszy wzrost kwasowości do 1,3÷1,5% oraz pH obniża się do ok. 3,5. O ile jest to możliwe, w tej fazie fermentacji obniża się temperaturę do 15ºC, co zwalnia tempo fermentacji i umożliwia uzyskanie kapusty kiszonej dobrej jakości. Fermentacja późna (cicha): działają pałeczki heterofermentacyjne (Lactobacterium brevis), które wytwarzają, oprócz kwasu mlekowego, kwas octowy oraz inne charakterystyczne dla kapusty kwaszonej substancje aromatyczne. Temperatura powinna być jeszcze bardziej obniżona do ok. 10°C, co w jeszcze większym stopniu spowolnia tempo fermentacji. Ogólny czas fermentacji, w zależności od temperatury, może wynosić od tygodnia do kilkudziesięciu dni. Po zakończeniu fermentacji i obniżeniu temperatury gotowa kiszonka jest pozostawiana w silosie, w którym jest magazynowana.
V. Pielęgnacja i magazynowanie:
Procesy pielęgnacyjne prowadzi się zarówno podczas fermentacji jak i magazynowania kiszonki. W fazie fermentacji pielęgnacja polega na usuwaniu piany z powierzchni, utrzymaniu odpowiedniej warstwy soku nad krajanką, ograniczeniu dostępu tlenu, usuwaniu „kożucha” z powierzchni, utrzymaniu w czystości obciążników, pokryw, ścian zbiorników oraz utrzymaniu odpowiedniej temperatury i wilgotności silosów oraz pomieszczeń.
Rozładunek silosów może być ręczny lub mechaniczny. Przeładowywanie kapusty do beczek powinno być szybko wykonane, a kapusta musi być zalana sokiem.
Kiszenie kapusty:
Skład chemiczny prawidłowo ukiszonej kapusty.
Kapusta prawidłowo ukiszona zawiera:
- 1,0 - 1,3% kwasów stalych ( jako kwas mlekowy)
- 0,2 - 0,3% kwasów lotnych ( jako kwas octowy )
- 0,5 - 0,6 % alkoholu
- 0 - 0,2% cukru
- 1,5% związków azotowych
- 0,03% mannitu
- 2-2,5% soli kuchennej
- 10-12% ogólna zawartość suchej masy, z czego 2,5-4% przypada na części nierozpuszczalne.
a) fazy kiszenia:
1) Magazynowanie: przez 2-3 dni trzyma się kapustę w koszach przy temp. 15-18 °C dla lekkiego przewiędnięcia, nagrzania się oraz dla zbielenia i zżółknięcia liści, co ma mieć korzystny wpływ na smak i trwałość kapusty kiszonej.
2) Obieranie i szatkowanie. Usunięcie zewnętrznych liści ochronnych oraz części zabrudzonych i nadpsutych, a także na jak najkrótszym przycięciu głąba. W oczyszczonej kapuście rozkrusza się głąby na drobne kawałki za pomocą świdra mechanicznego, które dodaje się później do krajanki, gdyż zawierają znaczne ilości cukrów, soli i witaminy C.
Następnie główki kapusty umieszcza się w szatkownicy, z poziomą wirującą tarczą, na której znajduje się ok. 10 płaskich, promieniście-esowato wygiętych noży. Tarcza wiruje z prędkością 150/200obr/min. Krojenie kapusty polega na pocięciu główki na skrawki grubości 0,8 do kilku mm, a ich długość ok. 50-60mm. Mniejsza grubość krajanki nie tylko nadaje kapuście lepszy wygląd, ale także przyśpiesza wydzilanie soku oraz ułatwia spożywanie kiszonki.
3) Solenie, doprawianie i ubijanie krajanki. Dodatek soli wynosi 2-2,5% NaCl, powinna być drobnokrystaliczna., a jej rozmieszczenie -zmieszanie z krajanką- możliwie równomierne. Bezpośrednio potem warstwy te ubija się np. przy pomocy czystych stęp drewnianych, aż do pojawienia się soku, którego wydzielanie się znakomicie pobudza sól kuchenna.
Dodaje się jeszcze jako przyprawy 0,05 do 0,3% kminku oraz często 2-3% dodatków takich jak pokrajane jabłka lub marchew, cytryny, wino.
W przypadku kiszenia kapusty ubogiej w cukry ( poniżej 3%) wskazany jest dodatek ok.1% sacharozy do krajanki.
Pojemniki wypełnia się w ok. 90%; pozostała przestrzeń jest potrzebna jako rezerwa na zwiększoną objętość krajanki, spowodowaną jej gazowaniem. Powierzchnię krajanki przykrywa się w różny sposób. W tradycyjnej technologii kiszenia używana jest do tego wydezynfekowana pokrywa drewniana, którą obciąża się betonowymi blokami.
4)Fermentacja. Proces fermentacji rozpoczyna się od wydzielenia gazów i powstawania piany. Zapach wydzielanych gazów jest nieprzyjemny, zbliżony do siarkowodoru. Ponieważ pH świeżej kapusty wynosi ok. 6,5, początkowo mogą rozwijać się intensywnie bakterie z rodzaju Aerogenes, a nawet bakterie proteolityczne rozkładające białko. Okres wstępnej fermentacji nie powinien trwać dłużej niż 2 dni.
a)fermentacja wstępna: rozwijają się bakterie mlekowe Leuconostoc mesenteroides oraz bakterie z rodzaju Aerogenes i bakterie proteolityczne. Następuje również rozwoj drożdży (powstają duże ilość CO2 i niewielkie ilości alkoholu na skutek fermentacji alkoholowej). Gazy intensywnie wytwarzane w krajance musza być odprowadzane. Temp. masy kapusty powinna wynosić 19-20°C, co sprzyja szybkiemu zafermentowaniu.. Kwasowość krajanki wzrasta do 0,5%, a następnie do 0,8-1,0%, natomiast pH obniża się z początkowej wartości 6,5-6,8 do 4. Na końcu tego etapu środowisko opanowują pałeczki homofermentacyjne Lactobacterium plantarum oraz Leuconostoc mesenteroides wytwarzające głównie kwas mlekowy. Okres ten trwa około tygodnia.
b)Fermentacja średnia zmniejsz się ilość wydzielanych gazow; następuje dlaszy wzrost kwasowości do 1,3-1,5% oraz pH obniża się do 3,5. O ile jest możliwość w tej fazie obniża się temp. Do 15°C, co zwalnia tempo fermentacji i umożliwia uzyskanie kapusty kiszonej dobrej jakości.
c)Fermentacja późna: działają pałeczki heterofermentacyjne z gatunku Lactobacterium brevis, które wytwarzają oprócz kwasu mlekowego, kwas octowy oraz substancje aromatyczne. Temp. Powinna być jeszcze bardziej obniżona do ok. 10°C.
Ogólny czas fermentacji, w zależności od temp., może wynosić od tygodnia do kilkudziesięciu dni. Po zakończeniu fermentacji i obniżeniu temp. Gotowa kiszonka jest pozostawiana w silosie, w którym jest magazynowana.
5)Magazynowanie - odbywa się po przeładowywaniu świeżo ukiszonej kapusty do czystych beczek o pojemności np. 100 l. Przeladowywanie powinno odbywac się szybko i być połączone z zupełnym zalaniem kapusty sokiem. Pozostawienie bowiem przestrzeni luźnych, z dostępem powietrza, powoduje ciemnienie produktu oraz niekorzystne zmainy smakowo-zapachowe, prowadzące czasem do zupełnego zepsucia kapusty wskutek rozwoju tlenowców w rodzaju np. pleśni.
b) zabiegi pielęgnacyjne
- usuwanie piany w czasie kiszenia
- utrzymywanie odpowiedniej warstwy soku pod powierzchnia kiszonki (powinna zawierać 12-15% soku)
-usuwanie kożucha pleśni
14. CECHY KISZONEJ KAPUSTY:
- zapach (czysto kwaśny
- smak ( czysto kwaśny, słonawy lecz nie gorzkawy, cierpki, drapiący)
- wygląd ( barwa jasnożółta, wiórki możliwie poniżej 3-4mm)
- soczystość ( powinna być duża)
- konsystencja ( wiórki jędrne, nie zwiotczałe)
11. Wady kapusty kiszonej i zabiegi pielęgnacyjne.
W kiszonej kapuście mogą wystąpić wady spowodowane różnymi przyczynami.
■ Zbyt mała kwasowość gotowego produktu:
- za niska temperatura fermentacji;
- użycie surowca o za malej zawartości cukru lub niewłaściwym składem mikroflory;
■ Za duża kwasowość kapusty:
- nadmierne odfermentowanie cukru;
■ Zbyt duża zawartość soli:
- nieprzestrzeganie zasad dozowania soli;
- odparowanie wody z powierzchni soku;
■ Ciemnoszara barwa kapusty:
- kontakt świeżej kapusty lub gotowej kiszonki z tlenem atmosf;
- zanieczyszczenie garbnikami;
- obecność jonów Fe2+ i Fe3+;
■ Zielonkawa barwa krajanki:
- pominięcie procesu wybielania;
- nieusunięcie wierzchnich liści przed szatkowaniem;
■ Niewłaściwy smak (posmak surowizny):
- nieukiszenie kapusty;
- jej zapleśnienie podczas fermentacji albo przechowywania;
■ Wady kapusty oraz mętność zalewy:
- niewłaściwy przebieg fermentacji.
■ Barwa różowa:
- obecność drożdży Torusa, które pojawiają się przy wysokiej zawartości soli.
■ Śluzowatość wiórków:
- słabe lub nierównomierne solenie kapusty.
■ Zbytnia twardość wiórków:
- zbyt duża zawartość NaCl, powyżej 3%.
Procesy pielęgnacyjne prowadzi się zarówno podczas fermentacji jak i magazynowania kiszonki. W fazie fermentacji pielęgnacja polega na usuwaniu piany z powierzchni, utrzymaniu odpowiedniej warstwy soku nad krajanką, ograniczeniu dostępu tlenu, usuwaniu „kożucha” z powierzchni, utrzymaniu w czystości obciążników, pokryw, ścian zbiorników oraz utrzymaniu odpowiedniej temperatury i wilgotności silosów oraz pomieszczeń.
Rozładunek silosów może być ręczny lub mechaniczny. Przy ręcznym rozładunku konieczne jest wejście osoby rozładowującej do silosu. Do rozładunku należy użyć wideł ze stali kwasoodpornej. Kapustę rozładowuje się do beczek z tworzyw sztucznych. Przeładowywanie kapusty do beczek powinno być szybko wykonane, a kapusta musi być zalana sokiem. Pozostawienie luźnych przestrzeni z dostępem powietrza powoduje ciemnienie produktu oraz niekorzystne zmiany smaku i zapachu. Kapusta w niewłaściwie napełnionych beczkach może, przy dłuższym przechowywaniu, ulec zepsuciu wskutek rozwoju pleśni, drożdży kożuchujących a nawet bakterii gnilnych.
12.TECHNOLOGIA PRODUKCJI OGÓRKÓW KISZONYCH
15.Kiszenie ogórków -zabiegi pielęgnacyjne
Wymagania co do surowca: ogórki świeże jędrne zielone o dł. 8-15cm., elastyczne. Kiszone są w zalewie solankowej (co powoduje dalsze rozkładanie cukru) a nie we własnym soku, powoduje to utrudnienie tech. i dużo straty ok. 25%. Stsuje się przeprawy: koper, chrzan i czosnek. Odmiany: Polan F1, Smok F1.
Ogórki nie kiszą się we własnym soku, wymagają dodatku zalewy.
Mają znacznie mniej cukru - s.m. w ogórkach 5%; cukry 1-2%.
Podobne jak u kapusty bakterie wywyłują fermentację.
Stosuje się dodatek soli.
Ogórki należy przerobić do 8-10 h po zbiorze, nie mogą być poplamione, szkodzone.
Woda do kiszenia nie jest gotowane, bo podczas gotowania wydzielane są sole wapnia i zwiększa się twardość.
Moczenie wpływa na zwiększenie turgoru ogórków.
Schemat technologiczny otrzymywania ogórków kiszonych
FAZY KISZENIA:
2-3 dni - 18-20 ° C
obniżenie do temp. 15° C
obniżenie do 10-12°C
końcowe kiszenie w temp. 6-8°C
Optymalne stężenie kwasu mlekowego 1-2%
-uzupełnianie zlewy
-wymiana zalewy lub jej oddz. i pasteryzacja
-kontrola szczelności
Cechy :
-kwasowosc-0.8-1%
-zaw. soli 1,5-3.5%
-ph.3.4-4.0
-kw. octowy 0.15-0.25
13. Wady ogórków i zabiegi pielęgnacyjne.
- Mięknienie. Objawia się to utratą jędrności zewnętrznych warstw ogórka, z jednoczesnym tworzeniem się w środku pustych przestrzeni kanałowych. Może zachodzić podczas fermentacji, zwykle jednak następuje podczas magazynowania ogórków. Następuje zanik przestrzeni nasiennych oraz wyraźne zwiotczenie pozostałych części. Przyczyną tego niekorzystnego zjawiska jest rozkład związków pektynowych.
Za skuteczną metodę zapobiegania mięknieniu ogórków uważa się odciąganie zalewy z fermentujących ogórków po 2 dobach fermentacji oraz poddanie jej pasteryzacji i ochłodzeniu. Ochłodzoną zalewę ponownie dodaje się do ogórków. Można też dodawać nową, świeżo sporządzoną zalewę. Zalecane jest dokładne, mechaniczne usuwanie resztek kwiatostanów z ogórków lub stosowanie odmian, które nie pozostawiają kwiatu na owocu.
Stosowane są także „biologiczne" metody inaktywacji enzymów pektynolitycznych i celulolitycznych przez specyficzne, nietoksyczne inhibitory, tj. substancje hamujące działalność enzymów, np. substancje zawarte w liściach winogron lub czarnych porzeczek.
- Powstawanie tzw. pustaków, tj. ogórków o mniejszych lub większych pustych komorach wewnątrz owocu. Wada ta występuje w postaci małych, rozsianych wokół nasion komór, albo w postaci dużej, pustej komory w środku ogórka. Główną przyczyną jest niewłaściwe nawożenie podczas uprawy ogórków, polegające na zbyt małym dodatku soli fosforowych w stosunku do azotowych, co powoduje za słaby rozwój gniazda nasiennego o zbyt delikatnej strukturze. Także przenawożenie azotem powoduje powstanie zbyt słabej struktury ogórków.
Przyczyną może być działalność drożdży, bakterii z rodzaju Aerobacter.. Także przetrzymywanie ogórków przed zakiszeniem (długi transport, magazynowanie) mogą być przyczyną powstawania pustych komór. Ponadto przyczyną powstawania pustaków może być cecha odmianowa, a także wielkość kiszonego ogórka.
- Zgniecenia, występujące zazwyczaj w ogórkach kiszonych w dużych pojemnikach. Ten sposób kiszenia powoduje większe ubytki wagowe. Gnieceniu ogórków, a jednocześnie ich podpływaniu ku górze, zapobiega się przez stosowanie specjalnych przekładek drewnianych umieszczanych poziomo i unieruchomionych w pojemniku.
- Pomarszczenie ogórków najczęściej jest spowodowane stosowaniem zbyt stężonych roztworów soli, w wyniku czego zachodzi intensywna plazmoliza; (skurczenie) komórek ogórka powodując pomarszczenie.
- Bielenie ogórków kiszonych jest spowodowane rozkładem chlorofilu na całej powierzchni ogórka lub plamiście, w okolicy o kwiatu. Wywołują ją promienie słoneczne lut dodatek CaCl2 w celu wzmocnienia struktury. Natomiast ciemnienie zalewy ogórkowej może być spowodowane niewłaściwym przebiegiem fermentacji i nadmierną działalnością bakterii Bacillus nigrificans.
- Mętność zalewy może być spowodowana obecnością koloidów i innych cząsteczek białek, wosków lub cukrów.
- Ciągliwość zalewy może być spowodowana nadmiernym rozwojem Aerobacter aerogenes, który wytwarza duże ilości śluzu.
- Wady smaku i zapachu są zwykle spowodowane zbyt wysoką temperaturą magazynowania ogórków, co stwarza możliwość rozwoju pleśni a następnie bakterii kwasu masłowego, lub niewłaściwą higieną podczas transportu i kiszenia. W wyniku tego do ogórków mogą się dostać substancje zmieniające naturalne cechy surowca.
- Straty fermentacyjne. Wielkość ubytków fermentacyjnych oblicza się z różnicy między ilością ogórków świeżych włożonych do pojemnika fermentacyjnego, a ilością ogórków nadających się do sprzedaży. Ogórki zgniłe, zapleśniałe, z wadami chorobowymi w postaci czarnych plam, łącznie ze stratami w czasie fermentacji, składają się na sumę strat.
14. Cele blanszowania żywności
Blanszowanie ( z francuskiego oznacza wybielanie) - jest to inaktywacja mikroorganizmów, krótkotrwałe ogrzewanie produktu w kąpieli wodnej lub solance nie przekraczające 5 min.
Zabieg ten jest nadal traktowany jako warunek wysokiej jakości w większości gatunków zamrożonych warzyw. Blanszowanie w warunkach przemysłowych odbywa się zwykle w środowisku wody lub nasyconej pary wodnej, w zakresie temp. 70 do 90oC. Zawsze po blanszowaniu produkt należy schłodzić.
Cel blanszowania:
-usuniecie powietrza z przestrzeni międzykomórkowych- ok. 75%
-inaktywacja enzymów (odpowiedzialnych za enzymatyczne brunatnienie)
-ścięcie plazmy (łatwiej usunąć wodę z surowca)
-wyklucza lub całkiem hamuje procesy hydrolityczne i oddechowe
-zniszczenie mikroflory wegetatywnej, co skraca czas sterylizacji
-usuwa smak i zapach surowizny
-efekt myjący
-redukcja objętości (lepsze wykorzystanie opakowań)
-pewne rozluźnienie struktury surowców (zbliżenie do stanu konsumpcyjnego)
15. Technologia suszenia i cechy towarowe suszów:
Produkcja suszu
Metoda polega na usunięciu wody do poziomu uniemożliwiającego rozwój drobnoustrojów a nawet pleśni. Graniczna zawartość wody zapewniająca trwałość suszu warzywnego wynosi 13 - 15%, natomiast suszu owocowego 20 -25% (duża zawartość cukrów i kwasów organicznych). Naturalne metody suszenia mogą powodować niekorzystne zmiany suszonego surowca, takie jak utlenianie składników - witaminy C, barwników, zmianę smaku, denaturację białek (nieodwracalne zmiany białka) błon komórkowych, a tym samym skurczenie się materiału. Susz odwodniony do odpowiednio małej zawartości wody jest produktem trwałym. Podczas przechowywania należy jednak zachować niską wilgotność w pomieszczeniach magazynowych, a także stosować hermetyczne opakowania. W przeciwnym wypadku susz może wchłonąć parę wodną z otoczenia i ulec zepsuciu, najczęściej zapleśnieniu. Zaletą suszu jest wielokrotne zmniejszenie masy surowca w wyniku suszenia, co zmniejsza koszty przechowywania i transportu, szczególnie przy odpowiednim opakowaniu suszu.
Proces technologiczny produkcji suszu
O trwałości produktu żywności decyduje aktywność wody, czyli jej dostępność dla mikroorganizmów.
Suszy się warzywa do zawartości wody 12-13%, a owoce 20-25% - wyższa zawartość cukru i kwasu - przedłuża trwałość.
Gdy aw 0,8-0,85 - czas zepsucia 2 tygodnie
↓ aw do 0,65 - trwałość 2 lata
Warzywa suszy się do produkcji produktów instant. Zawartość wody w owocach suszonych wynosi 20%, w warzywach do kilkunastu lub kilku % wody.
Podczas suszenia zachodzi wiele zmian korzystnych jak i niekorzystnych:
Niekorzystne: - spowodowane utlenianiem fruktozy;
- reakcja nieenzymatyczna, brunatnienie cukrów redukcyjnych;
- zmiany smaku i zapachu.
Za te zmiany odpowiada reakcja Maillarda.
Przed suszeniem i rozdrobnieniem stosuje się blanszowanie, by zniszczyć peroksydaze (enzymatyczną). Enzymy te mają zdolność regeneracji.
SCHEMAT PRODUKCJI SUSZÓW
Przyjęcie i wstępne przebieranie surowca→ Sortowanie→ Czyszczenie i łuszczenie→ Mycie→ Parowanie→ Obieranie→ Usuwanie gniazd nasiennych→ Odpestczanie, odszypułkowanie→ Usuwanie liści, ogonków→ Rozdrabnianie→ Blanszowanie Celem blanszowania jest zachowanie naturalnej barwy suszu oraz zachowanie w nim witamin, głównie witaminy C, przez inaktywację enzymów, a także poprawę cech organoleptycznych oraz rozluźnienie struktury tkankowej surowca. Ułatwia to proces suszenia, niszczy część mikroflory oraz dodatkowo oczyszcza surowce. Czas blanszowania np. dla marchwi wynosi ok 5min. Surowiec po blanszowaniu musi być natychmiast schłodzony.
→ Siarczanowanie sulfitacja
sulfitacja polega na kontakcie przygotowanego do suszenia surowca z gazowym dwutlenkiem siarki lub jego wodnym roztworem (1% roztwór kwasu siarkowego lub roztwór siarczynów 1-3%). Przetrzymanie obranych i pokrojonych jabłek przez kilkanaście minut w gazowym dwutlenku siarki pozwala na zachowanie jasnej barwy suszu, dzięki redukcyjnemu działaniu kwasu siarkowego, który przeciwdziała procesom utleniania pod wpływem enzymów oksydaz, a także procesom nieenzymatycznego brunatnienia. Ponadto sulfitacja niszczy drobnoustroje i owady oraz zwiększa przepuszczalność wody przez ścianki komórkowe, co ułatwia proces suszenia
→ Wyrównanie wilgotności→ Sortowanie suszu→ Prasowanie→ Pakowanie hermetyczne
Czynności wstępne:
Temperatura suszenia znacznie nie przekracza 70ºC. czas suszenia od kilku do kilkudziesięciu godzin (np. u gruszek trwa to 48h). zawartość wody w suszu warzywnym od 5 do 12% (przy owocach). Wydajność suszu w stosunku do surowca od kilku do kilkudziesięciu % (np. 12,200 t dla gruszek → wydajność suszu wynosi 12-17%).
Fazy w czasie suszenia:
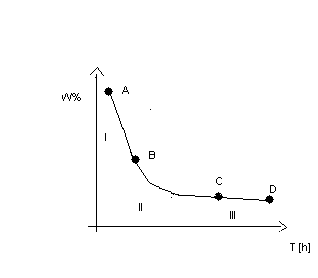
I- stały spadek wilgotności w czasie, stała prędkość szuszenia;
BC- stały spadek szybkości suszenia;
AB- odcinek stałej szybkości suszenia;
C- stała wilgotność suszenia, nie ma sensu suszyć dłużej niż do punktu C.
Dynamika suszenia zależy od:
- cech surowca ( inaczej marchewka i inaczej śliwka - skórka).
Susz ma:
- naturalną barwe;
- odpowiedni smak i zapach (liofilizacja to zapewnia, gdyż jest to metoda łącząca
suszenie - mrożenie );
- małą zdolność do rehydratacji.
Rodzaje suszenia:
Suszenie utrwala się także za pomoca sólfitacji (SO2) ma to efekt wybielajacy. Albo blanszuje si ez dodatkiem pirosiarczanu. Efekt wybielajacy gazowy.
- bakteriobójczy (groźny dla pleśni)
- wybielający (efekt dezynfekujący)
Śliwki, niektóre jabłka mają cieńką warstwę wosku, którą usuwa się roztworem lekko alkalicznym, by ułatwić suszenie.
Czynności końcowe:
Cel suszenia:
- przedłużenie trwałości produktu;
- umniejszenie powierzchni magazynowej.
Wymagania surowcowe
Surowiec powinien się charakteryzować pełną dojrzałością. Z owoców najczęściej suszy się śliwki, jabłka, gruszki, rzadziej maliny. Warzywa przeznaczone do suszu powinny mieć durzą zawartość cukrów oraz intensywną barwę. Najczęściej suszy się zielony groszek, cebulę marchew, rzadziej buraki, selery, pietruszkę i kapustę.
-Inne techniki suszenia:
-odwadnianie osmotyczne połączone z suszeniem - polega na przetrzymaniu surowca przez 12 - 24h w stężonych roztworach sacharozy (ok. 65%) lub w syropie skrobiowym. W takich warunkach następuje dyfuzja części wody z komórek do roztworu a także wniknięcie części cukru do surowca. Taki produkt zawiera jeszcze ok. 40 -50% wody, którą odparowuje się metodami konwencjonalnymi. Uzyskany susz charakteryzuje się bardzo dobrymi cechami organoleptycznymi i dobrą strukturą.
-Suszenie ekspozycyjne - przygotowaną krajankę umieszcza się w cylindrze ciśnieniowym, do wnętrz którego wprowadza się parę pod ciśnieniem 0,5 - 0,8 Mpa. Następnie redukuje się szybko ciśnienie do ciśnienia atmosferycznego. W rezultacie następuje rozluźnienie struktury materiału (efekt szybkiej redukcji ciśnienia i gwałtownego parowania wody), który znacznie łatwiej oddaje wodę podczas dalszego suszenia konwekcyjnego.
-Obróbka po suszeniu - wysuszone surowce przetrzymuje się przez kilka do kilkunastu dni w większych pojemnikach w celu wyrównania wilgotności, po czym sortuje się go i pakuje. Susz powinien być przechowywany w magazynach o temp. 2 - 20°C i wilgotności względnej powietrza do 75%.
16. Mrożenie żywności, wady żywności mrożonej.
W przeciwieństwie do suszenia mrożenie powoduje zachowanie cech pierwotnych produktu surowca.
Mrożenie bardzo szybkie- małe kryształki, wew. Komórki, nie robi dużej krzywdy.
Wolne mrożenie- kryształ rośnie, niszczy komórki.
Zmiana wit. C w truskawkach. -18 C po 160 dniach składowania, niewiele się zmieniła -12 C ok. połowa jest stracona - 9,5 C -18 C= 0 stopni Farenhaita
Zmiany chlorofilu- zależne od zmian temp.
High Quality Level- poziom wysokiej jakości
2 miesiące -> w temp. 10 C HQL szybko traciemy wysoką jakość, obniżenie do -20 C- można składowac do 1,5 roku, -30 C- okres składowania min 2 lata
Średnie temp. zamrażania:
-Ziemniaki -1,7; -Kapusta -0,5; -Kalafiory -1,1; -Cebula -1,1; -Czosnek 3,6; -Marchew -3,4; -Seler -1,2; -Buraki ćwikłowe -2,8; -Fasolka szparagowa -1,3; -Świeża fasolka -1,1; -Szpinak 0,8; -Szparagi -2,2;
Krytyczna temp to od 0 C do 5 C, wtedy jest wzrost kryształów i najszybsze zamrażanie
Met. koncentracji????- zależy nam na dużych kryształach, do soków i napoji.
Podczas mrożenia obj. wzrasta o 0,8 %
Część wody mimo obiżenia temp. pozostaje w surowcu. Zatężone są sole i obiżają temp. krioskopową. Pomidory, cebula, winogorna nie nadaja się do mrożenia.
Zamrażanie:
- wolne -szybkie -ultraszybkie B. szybkie mrożenie 10<w<100cm/h
Szybkie 5<w<10cm/h Srednie 1<w<5 Wolne w<1 ( nie zalecane)
Szybkość mrożenia zależy od wielu czynników:
Liofilizacja- musi być poniżej pkt. potrójnego
MET. MROZENIA
- przeponowe- na granicy wymiany/kontaktu czynnika z surowcem jest przgroda
- bezprzeponowe, np. immersyjne - kontaktowe - owiewowe - immersyjne
- w gazach kriogenicznych, np. LN2, LCO2
Zamrażalnik spiralny typu Gyro-Freeze- taśma z surowcem, spiralny przenośnik taśmowy
Zamrażalnik w tunelu fluidyzacyjnym- złoże fluidalne, większa szybkość mrożenia
Tunel taśmowo-fluidyzacyjny
Zamrażarnia tunelowa i spiralna-> LN2, LCO2
Zamrażalnia zanurzeniowa LIN
Zamrażalnia szafowa z wagonikiem i półkami sitowymi
Rynna fluidyzacyjna z oscylacyjnym dnem.
W przypadku porzeczek, najpierw się je mrozi, pote trafiaja do chłodni, dopiero pózniej surowiec jest oczyszczany z odpadów, wykorzystuje sie tzw. wielnie i żmijki( z zew. strony sś te nieuszkodzone, a bliżej osi uszkodzone, potem separujemy(separator optyczny). Potem taśma kontrolna i pakowanie, mrożenie porzeczki. Bez obróbki termicznej, bo byłyby za duże straty składników.
W przypadku szpinaku, oczyszczanie, taśma kontrolna, płukanie, mycie, blanszowanie, mielenie, potem schładzanie, mrożenie.
Zamrażarka bębnowa- do b. rozdrobnionych subst., emulsji
Zamrażarka kontaktowa- taśmowa
W temp. -24 C większość mrożonek można przechowywać ponad 2 lata( oprócz cebuli papryki czerwonej i zielonej).
Przy temp. -12 C przechowywanie nie przekracza kilku m-cy, marchew 10- m-cy, ziemniaki, frytki 9-mcy.
Niekorzystne zmiany w czasie składowania zamrażalniczego: -ususzka - straty części subst. aromatycznych -utlenianie - reokydaza i lipoksydaza -rekrystalizacja lodu - wyciek
Mrożenie najmniej zmienia surowiec!!! Freonu nie stosuje się jako czynnika chłodniczego.
Proces zamrażania prowadzi się w urządzeniach ogólnie nazywanych zamrażarkami. W zależności od sposobu odprowadzenia ciepła z produktu (mrożenia) metody mrożenia dzieli się na kilka grup, a zamrażarki stosowane w danej grupie określa się nazwą pochodzącą od metody. W praktyce zamrażalniczej stosuje się następujący podział metod:
■ owiewowe (konwekcyjne) wykorzystujące oziębione powietrze jako czynnik chłodzący. Powietrze jest bardzo złym medium chłodzącym. Do mrożenia owiewowego stosuje się zamrażarki komorowe, tunelowe (taśmowe i wózkowe), fluidyzacyjne i taśmowo-spiralne. W warunkach przemysłowych są podstawowymi urządzeniami do mrożenia owoców i warzyw.
Do zamrażania konwekcyjnego zalicza się zamrażanie fluidyzacyjne. Zamraża się żywność o niezbyt dużych rozmiarach i stosunkowo wyrównanym kształcie i masie w stanie fluidyzacyjnym.
Stan ten uzyskuje się dzięki odpowiednio dobranej prędkości i kierunkowi przepływu powietrza lub innego gazu obojętnego przez warstwę żywności. Oziębione powietrze unosi zamrożoną żywność. Temperatura - 25ºC do - 35ºC przy prędkości 2-8 m/s. Konieczne do uzyskania zjawiska płynięcia.
■ kontaktowe, w którym stosuje się bezpośredni kontakt oziębionej powierzchni metalowej z zamrażanym produktem. Zamrażarki kontaktowe dzieli się na: płytowe (poziome i pionowe), taśmowe i bębnowe.
■ immersyjne (w cieczach niewrzących przez zanurzenie lub natrysk)- wykorzystujące oziębione roztwory, np. cukru lub soli, jako czynnik chłodzący. Polega na zanurzeniu żywności w oziębionym płynie (-18ºC). Zapewnia to bardzo dobry kontakt żywności i opakowania z tymi płynami oraz minimalizacje oporów przy przechodzeniu ciepła oraz eliminowanie kontaktu żywności z tlenem atmosferycznym. Roztwory powinny mieć odpowiednie stężenie, zapewniając im płynność w temperaturze -18ºC. Zamrażanie to ogranicza się praktycznie do żywności pakowanej
■ z użyciem skroplonych i zestalonych gazów, takich jak: ciekły azot, dwutlenek węgla, freon- tzw. kriogeniczne.
W zależności od prędkości zamrażania:
■ powolne do 1cm/h; ■ średnie 1-5cm/h; ■ szybkie 5-10cm/h; ■ bardzo szybkie 10-100cm/h;
Najlepsze jest mrożenie szybkie, ponieważ powstają wtedy małe kryształki wewnątrz komórki. Po rozmrożeniu jest mały wyciek. Natomiast wolne mrożenie powoduje powstawianie dużych kryształków, które rozrywają komórki. A po
Marchew: ■ Odgławianie marchwi i oczyszczanie na sucho z ziemi ■ Mycie połączone z moczeniem
■ Usuwanie naskórka - met. Mechaniczne, chem. Lub termiczne ■ Ręczne doczyszczanie i usuwanie wadliwych sztuk ■ Rozdrabnianie mechaniczne (plasrty, kostki o różnej grubości). Przetrzymywanie w wodzie do chwili blanszowania ■ Blanszowanie - temp. 95°C, czas zależy od stopnia rozdrobnienia (kilka min). Szybkie schładzanie do temp. Powyżej 10°C ■ Końcowa kontrola jakościowa połączona z usuwaniem wadliwych sztuk.
■ Zamrażanie. ■ Pakowanie do kartonów wyłożonych PE ■ Składowanie w mroźni: -12°C: 10 m-cy; -18°C: 18 m-cy -24°C: 24 m-ce Najczęściej stosuje się mrożenie fluidyzacyjne.
Maliny: ■ Dostawa surowca. Dostarczane są w pojemnikach kartonowych. ■ Kierowanie na linie produkcyjne. Bezpośrednio po dostarczeniu surowca. ■ Przedmuchiwanie. Maliny są wsypywane na pochyły ruszt, przez który od dołu jest przedmuchiwany silny przepływ powietrza. Strumień usuwa wszelkie zanieczyszczenia.
■ Przesuwanie surowca na sitowej taśmie pod szereg natrysków. ■ Przejście przez taśmę inspekcyjne.
■ Przesunięcie do linii pakowania. ■ Pakowania w kartoniki powlekane polietylenem oraz woreczki PE.
■ Maliny pakuje się z dodatkiem 60% syropu lub cukru w stosunku 5:1. W celu ochrony przed rozpadaniem się na pesteczki. Zamrażanie opakowań odbywa się w tunelu owiewowym lub w aparacie taśmowo - spiralnym.
Zamrożone maliny mogą być przechowywane: -12°C: 5 m-cy ; -18°C: 24 m-ce; -24°C: 24 m-ce
11. Metody mrożenia owoców i warzyw
owocowe: kompotowe, warzywne: dwuskładnikowe, trzy- i wieloskładnikowe, grzybowe
Biorąc pod uwagę możliwość dodawania do mrożonego surowca innych składników: suche, bez dodatków, w zalewie, całe, krajanka, przeciery
Cel i zasada mrożenia owoców i warzyw:
Mrożenie owoców i warzyw jest jedną z lepszych metod ich konserwowania, ponieważ w bardzo dużym stopniu zachowane są cechy surowca świeżego, takie jak smak, zapach, barwa. Ze względu na niską temperaturę procesu mrożenia i składowania zamrażalniczego, dobrze są zachowane składniki termolabilne, które ulegają rozkładowi w wyższych temperaturach.
Metody mrożenia owoców i warzyw
a) zamrażanie kontaktowe: bezpośrednie działanie na zwykle opakowany w torebki materiał z parownikami. Czynnik chłodniczy zmieniając stan skupienia z ciekłego na opary pobiera ciepło parowania z poddawanych mrożeniu surowców.
Zalety: dobra wymiana ciepła oraz zachowanie labilnych na utlenianie składników.
Wada: zbyt wysoka wydajność urządzeń chłodniczych.
b) owiewowe: intensywny podmuch powietrza, jako czynnik pośredniczący w wymianie ciepła między zmieniającym stan skupienia w parowniku czynnikiem chłodniczym i poddawanym mrożeniu surowcem.(np. zamrażanie fluidyzacyjne)
Zalety: szybkość, a za tym i wydajność urządzeń,
Wada: straty labilnych na utlenianie składników (wit C)
c) immersyjne: zanurzenie mrożonego materiału w niezamarzającym płynie.
Zalety: dobra i szybka wymiana ciepła, praktycznie beztlenowe zachodzenie procesu,
Wada: wpływ roztworów wodnych, zwłaszcza soli kuchennej, na poddawane mrożeniu surowce roślinne.
-skroplonymi gazami
17. Otrzymywanie win, zabiegi pielęgnujące podczas produkcji, wady win.
Wino owocowe - napój alkoholowy, zawierający od 9-18% alkoholu. Otrzymywany przez fermentację alkoholową soku z owoców ziarnkowych, pestkowych, jagodowych, w tym winogron, ale nie będących winoroślą szlachetną vitis vinifera, z dodatkiem cukrów, wody, kw. organicznych i ewentualnie poddane po fermentacji następującym zabiegom:
- dosładzanie cukrem
- dokwaszanie kw. organicznym (najczęściej cytrynowy)
- dodanie spirytusu raktyfikowanego (95%) i karmelu
Etapy produkcji wina białego: Etapy produkcji wina czerwonego:
1. Surowiec: białe winogrona 1. Surowiec: czerwone winogrona
2. Odszypułkowanie i rozgniatanie 2. odszypułkowanie i rozgniatanie
3. wytłaczanie 3. fermentacja (w miazdze) *
4. fermentacja 4. wytłaczanie
5. leżakowanie 5. leżakowanie
6. dodatek substancji filtrujących 6. filtrowanie albo klarowanie
7. filtracja 7. rozlew
8. pasteryzacja 8. dystrybucja
9. rozlew
10. dystrybucja
* Zafermentowanie w miazdze (kilka dni) osłabia strukurę komórkową.
Po fermentacji można wytłoczyć sok.
Fermentacja burzliwa - wydziela się dużo dwutlenku węgla
Fermentacja cicha - dwutlenek węgla wydziela się w bardzo niewielkim stopniu ; następują przemiany w obrębie substancji znajdujących się w winie, tworzy się bukiet wina.
Dodatki do fermentacji:
- fosforan amonu 3 %
- siarczany, chlorki amonu 3%
- drożdze
Alkohol + kwas = ester (bukiet wina)
W czasie leżakowania kwasowość win będzie spadać, pH będzie rosło.
I. Fermentacja II. Leżakowanie, pielęgnacja, III. Rozlew do butelek
obróbka, stabilizacja,kupaż i doprawianie
zbiorniki defekacyjne na tłoczni
| leżakowanie i pielęgnacja pasteryzacja przepływowa
sulfitacja , dawka selekcyjna | |
| obróbka, stabilizacja, kupaż, doprawianie, filtracja końcowa
przygotowanie zacieru (nastaw) kolejność poszczególnych operacji w zależności |
od potrzeb i charakteru wina rozlew do butelek
* magazyn moszczu |
* desulfitacja moszczu * cukier, kw.cytrynowy przegląd butelek napełnionych
* syrop cukrowy, ewentualnie kw.cytrynowy * alkohol etylowy |
* woda * wyciągi ziołowo-korzenne, karmel etykietowanie
* drożdże * inne przyprawy |
* pożywki mineralne | pakowanie do skrzynek lub kartonów
* owoce do win specjalnych leżakowanie przed rozlewem |
| | magazynowanie
fermentacja |
| ekspedycja
wirowanie
|
pasteryzacja
|
Wady wina.
- pochodzenia mikrobiologicznego
- posmak pleśni, korka, beczki, drewna
- zapach drożdży
- zapach siarkowodoru ( obróbka węglem aktywnym - absorbuje substancje szkodliwe i zapachy)
Wady wyglądu:
- zmętnienie - powoduje zmniejszenie klarowności, brunatnienie wina, nadmierna ilość komórek drożdżowych, należy dodać środków klarujących i przeprowadzićfiltrację
- zmętnienie czarne - połączenia związków żelaza z garbnikami
- zmętnienie białkowe - połączenia białek z jonami Cu, Zn, Fe
Inne wady:
- choroby wywołane przez drożdże kożuchujące
- zaoctowanie wina (muszki octówki)
- posmak mysi - przemiany fruktozy do mannitu w obecności bakterii mlekowych (dużo cukru i niska kwasowość)
- śluzowacenie wina - przez drożdże Torula i bakterie fermentacji mlekowej
Środki klarujące:
- proszek żelatynowy (roztwór koloidalny)
- tanina (roztwór)
- bentonity (zawiesina wodna)
* sodowy - usuwanie białka
* inne
- zol kwasu krzemowego (roztwór koloidalny)
- żelazocyjanek potasu (roztwór) - usuwanie białek i metali
- węgiel drzewny (proszek lub granulat)
Czynności pielęgnacyjne-kontrolne:
1. utrzymanie odpowiedniej temp. fermentacji, najlepiej około 30º C
2. przy dojrzewaniu temp. ok. 4ºC
3. dopełnianie zbiorników winem w celu ograniczenia dostępu powietrza
4. odpowiedni poziom SO2 - działanie bakteriostatyczne, bakteriobójcze 40 mg/litr
5. okresowe ściąganie wina znad osadu aby nie nabierało posmaku drożdżowego
6. stabilizacja wina - klarowanie środkami klarującymi - barwa jaśnieje
7. filtrowanie
8. pasteryzacja - max 95 st. C
9. kupażowanie - mieszanie, normalizowanie wina
10. pasteryzacja po rozlewie do butelek
Szampan - wino musujące, wykorzystuje się tu działalność fermentacyjną drożdży wtórnej fermentacji. Są w stanie dofermentować cukier dodatkowo o 18 %
Po 3 m-cach fermentacji szczepimy drożdżami wtórnej fermentacji. Drożdżowy osad zbiera się w szyjce butelki, nalezy je przekręcać co tydzień o 90 stopni.Aby usunać osad bez usunięcia dwutlenku węgla ochładza się do temp. ok 0ºC a same szyjki butelek zanurza się w solance o temp. ok -20 ºC. Osad tworzy korek lodowy i pod ciśnieniem wytworzonym w butelce zostanie wypchnięty na zewnątrz. Ubytek szampana dopełnia się likierem.
18. Produkty sojowe, otrzymywanie, cechy- izolaty, kocentraty, tofu i miso.
Soja- roślina strączkowa wykorzystywana w olejarstwie.
Skład: białko 44%, tłuszcz 21%, sacharydy 30% i popiół 5%.
Rośliny strączkowe obniżają poziom cholesterolu.
Soja ma pełnowartościowe białko, zbliżone składem do białka mleka.
Mąka pełnotłusta- usuwa się cześć okrywy, obniża się węglowodany, stosuje się do wzbogacenia wartość odżywczej. Po usunięciu lipidów uzyskujemy grys albo mąkę odtłuszczoną (brak oleju, części węglowodanowej). Po usunięciu części substancji rozpuszczalnych w wodzie uzyskujemy koncentrat. A izolat po strąceniu.
Koncentray sojowe stosowane SA jako zamiennik w przemysle garmażeryjnym i miesnym. Produkcja koncentratow soi- miesza się płątki w stosunku 1:10 z woda (90% to woda) zakwaszamy, mieszamy około 1h i wirujemy, otzrymujemy odcinek (odpad) i substancie stała. Znowu płuczemy (trzy razy) nastepnie zobojętniamy słabym roztworem ługu i zobojetniona zawiesine suszymy w suszarkach rozpyłowych.
Maja bardzo dobra zdolność do emulgowania tłuszczow.
Schemat otrzymywanie koncentratów
Odtłuszczone płatki lub mąka
Ekstrakcja alkoholem
Ekstrakcja roztworem kwasu
Ekstrakcja wodna
Substancje rozpuszczalne Substancje nierozpuszczalne
zobojętnienie zobojętnianie
zagęszczenie suszenie
suszenie
Preparaty paszowe Koncentrat jadalny
Koncentrat białkowy z soi: mąkę miesza się z wodą w stosunku 1:10, zakwasza się do pH 4-6 (zbliżone do punktu izoeletrycznego), mieszaninę odwirować. Odciek potem stanowi paszę, a to płynne przemyć wodą, odwirować, znów przemyć wodą i doprowadzić do pH 6,5-7,1 zobojętniającgo za pomocą NaOH.
Schemat otrzymywania izolatów.
Płatki lub mąka
(odtłuszczone)
↓
↓
Woda alkaliczna → Ekstrakcja → Nierozpuszczalny osad
(NaOH o pH 10-11)
↓
Woda kwaśna → Koagulacja → Odciek
↓
Woda lub alkohol etylowy → Przemywanie koagulatu → Odciek
Suszenie Zobojętnianie
↓ ↓
Izolat białka Suszenie
nierozpuszczalny ↓
Izolat białka rozpuszczalny
Stosuje się mąka-woda 1:15. Osad przeznaczamy na paszę. Białko (roztwór) zakwasza się do punktu izoelektrycznego i wytrącamy. Osad, który otrzymujemy to izobat, który trzeba przemyć wodą, zobojętnić NaOH do pH 6,5-7 i suszyć metodą rozpyłową.
Cele stosowania izolatów:
- zmiana składu i jakości produktu np. przy zmniejszaniu zawartości tłuszczu itp.;
- zwiększenie wydajności produktu np. przez obniżenie ubytków termicznych;
- obniżenie kosztów produkcji np. izobat stosuje się jako zamiennik mięsa;
- zwiększenie ilości białka w produkcie;
- zapewnienie stałej, powtarzalnej jakości produktu;
- wytworzenie żywności specjalnej np. odżywki dla niemowląt, preparaty odchudzające, żywność bezmleczna;
Izobaty są najdroższe, bo przy produkcji znaczna część jest tracona.
Schemat otrzymywania natto
Całe nasiona soi> moczenie> gotowanie+(bacillus natto)>fermentowanie tem. 40C 14-18h=NATTO> pakowanie w pudełka plastikowe tem 7C
Schemat otrzymywania miso
Miso- obok soi zawiera tez inne nasiona. Sa tzry składniki podstawowe: soja, sól i ryż. Miso jest to pasta, rodzaj serka.
Ryz polerowany pozbawiony łusek całe nasiona soi SÓL
- moczenie>gotowanie(pleśnie)>inkubacja Moczenie>gotowanie
>koji
mieszanie (drożdze bakterie kwasu kwasu mlekowego
Fermentacja >dojrzewanie >macerowanie> MISO
Schemat otrzymywania tofu, sufu
I. Wytarzanie skrzepu tofu: Całe nasiona soi
moczenie
rozdrabnianie
gotowanie
Osad← Filtrowanie
↓
Mleko sojowe
↓ Czynnik koagulujący sól, Ca2+
Prasowanie
Sojowa serwatka↓
Skrzep tofu (ok.90% wody)
II. Pleśnienie ↓ ogrzewanie
↓ krojenie
↓ pleśnie
Fermentowanie
↓
Kostki skrzepu z rozwiniętą pleśnią
III. Solenie ↓ solenie ← solanka
↓
Dojrzewanie (ok1 roku)
↓
Sufu
Tofu- serek.
Sufu- jest to 10% sake dodawane, jest seropodobnym produktem. Struktura i tekstura zbliżone do masła.Jest to Tofu z pleśnia. Seropodobny produkt konsystencja smarowana, zblizona do masła, dojrzewanie zalewa się solanka. Skrzep powinien być bardziej zwiezły (pleśni) a zawartość wody mniejsza niż w tofu.
Schemat otrzymywania miso ryżowego
Ryż polerowany (lub pszenica lub jęczmień) Cale nasiona soi
↓ ↓
moczenie moczenie
↓ ↓
gotowanie gotowanie
↓ pleśnie
inkubacja
↓
koji
mieszanie
sól
drożdże
bakterie kwasu mlekowego Fermentacja
↓
Dojrzewanie
↓
Macerowanie
↓
Miso
Miso jest to pasta, rodzaj serka.
19.Pieczywo dietetyczne, rodzaje i cel stosowania.
- Pieczywo specjalne dietetyczne produkowane jest bez stosowania glutenu. Gluten zawarty jest w pszenicy i życie tak więc te zboża są pominięte w recepturze tego rodzaju pieczywa.
- Pieczywo dietetyczne dla osób otyłych - produkowane z większą zawartością błonnika
- Pieczywo dla osób chorych na anemię - zawiera większe ilości Fe
Pieczywo dietetyczne jest to taki produkt, który ze względu na skład i sposób przygotowania przeznaczony jest do żywienia osób w przypadku określonych chorób, lub określonych stanów fizjologicznych. W obrocie handlowym, na etykiecie posiada napis „dietetyczny środek spożywczy”. W pieczywie tym stosuje się specjalne surowce procesy technologiczne, a uzyskany produkt charakteryzuje się odmiennymi walorami smakowo - zapachowymi i wartością odżywczą.
RODZAJ PIECZYWA |
WSKAZANIA |
ZAWARTOŚĆ NIEKT. SKŁADNIKÓW/100g |
Dietetyczny chleb wysokobiałkowy |
Dla osób ograniczających spożycie węglowodanów, chorych na cukrzycę |
Białko - 19,2 g Węglowodany - 37,08g Popiół - 3,02
|
Dietetyczny, niskosodowy chleb żytnio - pszenny |
Dla osób z nadciśnieniem tętniczym, niewydolnością krążenia i niektórymi chorobami nerek |
Białko - 6g Ca - 20mg Fe - 1,6g |
Dietetyczne niskosodowe pieczywo pszenne |
Dla osób z nadciśnieniem tętniczym, niewydolnością krążenia i niektórymi chorobami nerek, marskością wątroby |
Białko - 8g Ca - 20mg Fe - 1,2g |
Dietetyczne sucharki skrobiowe, bezsolne |
Dla wymagających bezsolnych diet niskobiałkowych |
Białko - 1,1 g Węglowodany - 90g Tłuszcz 3,5g Na - 47mg K - 113mg |
Dietetyczne sucharki wzbogacone w żelazo |
Dla osób anemicznych, niemowląt, małych dzieci |
Białko - 10g Węglowodany - 80g Tłuszcz 6,5 Ca - 65 mg Fe - 12 mg |
Pod względem zawartości mikro - i makroelementów, witamin z grupy B dostarcza większe ilości w porównaniu z innymi produktami (3x więcej niż w pieczywie pszennym). Jest to chleb z mąki pszennej, zarodków mąki pszennej, mleka w proszku. Wzmaga uczucie sytości, wpływa na perystaltykę jelit. Zalecana norma spożycia błonnika - nawet do 40g. Produkuje się go z mąki pszennej typ 850- 60kg, mąki graham - 40kg, poza tym: z mąki niskokalorycznej, mleka w proszku, drożdży, ekstraktu słodowego. Fermentacja 3 - fazowa.
Mąka pszenna - 1400 Mąka pszenna - 850
Zarodki pszenne, ekstrakt słodowy, sól.
Produkowany metodą fermentacji na kwasach.
(niska zawartość wody zapewnia mu trwałość) Mieszanie w sposób ciągły, pieczenie w piecu temp 220*C - 19minut, krojenie, pakowanie
ma lepką strukturę miękiszu, trwałość do 7 dni w temp 5*C
- duża ilość białka - 40% w s.m.
Produkcja:
Produkowane na zakwasie z mąki pszennej i żytniej z dodatkiem zakwasu słodowego, dodatek soli (o,3% - mała ilość). Wielofazowa fermentacja ciasta i zachowanie optymalnych warunków wypieku.
Zawiera Fe w postaci uwodnionego siarczanu żelaza
NaCl + FeSO4 x 7H20
94,5 5,5
W tych proporcjach tej mieszanki dodaje się w ilości 10g na 100kg, poza tym:
Wyszukiwarka
Podobne podstrony:
sc egzm diag do nauki, Politechnika Poznańska, Studia- materiały, Semestr 5, DiW, Egzamin, EGZAMIN W
technologia produkcji cukru, Studia - materiały, semestr 5, Technologia roślinna
produkcja cukru, Studia - materiały, semestr 5, Technologia roślinna
produkcja sacharozy, Studia - materiały, semestr 5, Technologia roślinna
warzywa sciaga2, Studia - materiały, semestr 5, Technologia roślinna
warzywa sciaga, Studia - materiały, semestr 5, Technologia roślinna
Wady dżemów, Studia - materiały, semestr 5, Technologia roślinna
Sciaga - oleiste, Studia - materiały, semestr 5, Technologia roślinna
Otrzymywanie tłuszczu roślinnego, Studia - materiały, semestr 5, Technologia roślinna
Technologia tluszczow roslinnych - wyklady, Studia - materiały, semestr 5, Technologia roślinna,
ściąga 2, Studia - materiały, semestr 6, Technologia rybna
Rodzaje marynat i sposób ich produkcji, Studia - materiały, semestr 6, Technologia rybna
RYBY(1), Studia - materiały, semestr 6, Technologia rybna
bydło, Studia - materiały, semestr 6, Technologia mięsa, wykład
podział ryb, Studia - materiały, semestr 6, Technologia rybna
ryby ściąga, Studia - materiały, semestr 6, Technologia rybna
mąki, Studia - materiały, semestr 6, Technologia gastronomiczna
marynaty, Studia - materiały, semestr 6, Technologia rybna
więcej podobnych podstron