1 Piec żeliwiak (tradycyjny)
Żeliwiak, szybowy piec do wytapiania żeliwa, mający kształt pionowego walca, wykonany z blachy stalowej wyłożonej wewnątrz materiałem ogniotrwałym.
Należy do grupy pieców na paliwo w tym przypadku stałe, szybowy.
Metale przeznaczone do topienia (np. złom żeliwny i stalowy, surówki odlewnicze) ładowane są na przemian z koksem i topnikiem od góry żeliwiaka przez specjalny otwór zwany oknem wsadowym. Stopione żeliwo gromadzi się u dołu na trzonie pieca, skąd przez otwór spustowy jest okresowo spuszczane do kadzi.
Rozróżnia się żeliwiaki: z dmuchem zimnym (tzw. żeliwiaki zwykłe), z dmuchem podgrzewanym oraz z dmuchem wzbogaconym w tlen.
Wielki piec:
Wielki piec, piec szybowy służący do wytapiania surówki z rud żelaza. Przez górną gardziel pieca wsypuje się rudę, paliwo (koks) i zasadowe topniki, a od spodu wdmuchuje się gorące powietrze. Zbierającą się surówkę i żużel odprowadza się kilka razy na dobę uzupełniając jednocześnie wsad. Produktami ubocznymi procesu są żużel i gaz wielkopiecowy.
Obecne wielkie piece mają wysokość do 30 m, pojemność do 3000 m3 i wydajność do 6000 t surówki na dobę.
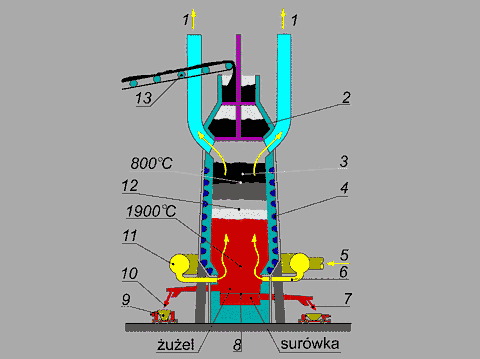
1 - wylot gazów, 2 - zsyp, 3 - gardziel, 4 - obudowa z urządzeniem do chłodzenia, 5 - doprowadzenie gorącego powietrza, 6 - dysze, 7 - spust surówki, 8 - gar, 9 - kadź na żużel, 10 - spust żużla, 11 - okrężnica, 12 - szyb, 13 - podajnik wsadu.
2. Piece na paliwo:
W piecach wykorzystuje się następujące rodzaje paliw:
Stałe
Ciekłe
Gazowe
Wyróżniamy piece na paliwo:
Szybowy (żeliwiak)
Płomieniowy (trzonowy ; obrotowy)
Tyglowy
Ze względu na konstrukcję pieca rozróżnia się:
- piece komorowe - o jednej lub kilku komorach, ogrzewanych paliwem stałym, gazowym lub elektrycznie, stosowane do wypalania wyrobów ceramiki budowlanej i szlachetnej, wapna oraz do obróbki cieplnej.
- piece wannowe, grzewcze lub wytopowe, których komora grzejna zawiera naczynie do układania wsadu, tzw. wannę, lub sama ma kształt wanny (np. piec martenowski).
- piece szybowe, o kształcie pionowego walca, stożka lub dwóch stożków złączonych podstawami, stosowane do wypalania gliny, klinkieru, do wytapiania surówki z rud żelaza (wielki piec) oraz do topienia żeliwa (tzw. żeliwiak).
- piece tunelowe, o pracy ciągłej, komorze grzejnej w postaci tunelu, opalane gazem, stosowane do wypalania wyrobów ceramicznych, głównie materiałów ogniotrwałych.
- piece obrotowe, z komorą grzejną w postaci obracającego się bębna o pionowej lub nieznacznie nachylonej osi obrotu, w której wypalany materiał przesuwa się w kierunku dolnego końca w wyniku ruchu obrotowego, stosowane są do wypalania materiałów ogniotrwałych (ogniotrwałość) i obróbki cieplnej małych przedmiotów produkowanych seryjnie.
- piece muflowe, do pracy okresowej, z zamkniętą komorą grzejną, ceramiczną lub metalową, ogrzewaną od zewnątrz, stosowane m.in. do wypalania ceramiki artystycznej i otrzymywania chlorowodoru.
- piece retortowe, złożone z zespołu retort z materiałów ogniotrwałych ogrzewanych gazem generatorowym, stosowane w przemyśle gazowniczym i koksowniczym.
Do najważniejszych pieców stosowanych w przemyśle zalicza się: piece do wytapiania i przetapiania metali, piece do ogrzewania metali (piece kuźnicze i piece do obróbki cieplnej), piece prażalnicze, ceramiczne, szklarskie, cementowe, gazownicze i koksownicze.
3. Piec indukcyjny bezrdzeniowy
4. Piec łukowy (elektryczny)
5 Żeliwa szare
6. Struktura sferodialno-perlityczna, sferodialno-ferrytyczna
7. Spoiwa
spoiwa- są to substancje stałe lub ciekłe wiążąc ziarna osnowy, mogą być organiczne( olejowe, skrobiowe, węglowodorowe, żywice syntetyczne np. fenolowe, formaldehydowe, produkty smołowe), oraz nieorganiczne( gliny, cementy, gipsy, szkło, krzemian etylu)
· lepiszcze-jest to naturalny materiał wiążący piasek kwarcowy, wielkość ziaren lepiszcza wynosi 0,02 mm, składnikiem lepiszcza jest bentonit i kaolinit
Spoiwa stosuje się do wykonywania form i rdzeni. Jako osnowę mineralną można stosować piaski kwarcowe i chromitowe. Masy ze spoiwem stosuje się przede wszystkim w produkcji odlewów staliwnych. Stanowią one w odlewnictwie staliwa konkurencję w stosunku do mas samoutwardzalnych z żywicami fenolowymi i furfurylowymi.
DLA AMBITNYCH
Spoiwa :
I wiązanie chem:
Dejmiany - otrzymywane przez sprasowanie nasion lnu stosowane do odpowiedzialnych rdzeń. Pokest - to olej lniany odpowiednio spreparowany z dodatkiem metali ciężkich. Krzemian etylu-stosuje się do mas przymodelowych w metodzie wytapianych rdzeni i metodzie Showa.
II spoiwa wiążące przez krzepnięcie :
Kalafonia- stosuje się do rdzeni o złożonym kształcie . Produkty smołowe- otrzymywane przez destylacje węgla i torfu.
III spoiwa wiążące przez odwodnienie :
Lug posiarczynowy- to produkt uboczny przy procesie celulozy z drewna stosowanym do rdzeni dużych o prostym kształcie. Dekstryna żółta -otrzymywana z skrobi stosowana do ma formierskich dla drobnych i średnich odlewów.
8. UKŁAD WLEWOWY
UKŁAD WLEWOWY- to system kanałów w formie połączonych ze sobą w kolejności, którego zadaniem jest: doprowadzeniem ciekłego metalu do wnęki formy z odpowiednia prędkością, zabezpieczenie formy przed zanieczyszczeniem ziarnem i cząstkami masy formierskiej w czasie zalewania, zasilanie odlewu ciekłym metalem podczas jego krzepnięcia, współdziałanie z innymi czynnikami w celu równomiernego krzepnięcia i studzenia systemu.
PODZIAŁ UKŁADU WLEWOWEGO: cześć doprowadzającą ciekły metal do formy - (zbiornik wlewowy) - zbiornik do którego wlewa się ciekły metal z kadzi, umożliwia on wprowadzenie ciekłego metalu do form, zabezpieczenie ciągłości wlewania, zatrzymanie żużla i innych zanieczyszcz4eń mechanicznych., wlewu głównego-to pionowy kanał łączący zbiornik wlewowy z wlewem rozprowadzającym lub wlewami doprowadzającymi. Wlew rozprowadzający-belka rozprowadzająca to część układu wlewowego, której zadaniem jest zatrzymanie resztek żużla który dostał się do formy. Odżużlacz- część służąca do zatrzymania zanieczyszczeń niemetalicznych.
Wlewu doprowadzającego- część przez którą metal dostaje się bezpośrednio do wnęki formy).2.Część zasilająca odlew ciekłym metalem w czasie krzepnięcia- (zasilacz zakryty)-to cześć układu która zasila odlew ciekłym matalem w okresie jego krzepnięcia oraz zatrzymuje zanieczyszczenia niemetaliczne. Przelew-to cześć która służy do odprowadzenia gazów z formy i wskazuje zapełnienie formy ciekłym metalem. Nadlew- służy do zwalczania jam skurczowych przez uzupełnienie przy stygnięciu podczas krzepnięcia brakującego w odlewie metalu).
9. Żeliwa
KLASYFIKACJA ZELIW- Klasyfikacja ta obejmuje żeliwo białe, utwardzone w którym cały węgiel związany jest w postaci cementu lub innych węglików. Żeliwo ciągliwe o tak dobranym składzie chemicznym krzepnie jak białe. Podczas obróbki cieplnej polegającej głównie na żarzeniu, cementyt rozkłada się tworząc grafit. Lub materiał jest częściowo odwęglony. Żeliwo połowiczne stanowiące materiał pośredni pomiędzy żeliwem białym a szarym. Żeliwo szare- w którym powstaje podczas krzepnięcia amsemit i grafit, natomiast przemiany podczas dalszego chłodzenia mogą zachodzić albo zachodzić zgodnie z równowagą stabilna: żelazo-grafit albo metastabilną: żelazo- cementyt. W żeliwie szary należy rozróżnić nie zawartość całkowitą w postaci grafitu, w postaci wolnego cementytu i zawartość w perlicie czyli węgla związanego. Żeliwo takie jest stosowane jako wysoko wartościowe do budowy maszyn i urządzeń oraz jako zwykłe handlowe. Żeliwo w graficie sferoidalnym stanowi odmianie żeliwa szarego lecz różni się od niego kształtem podczas gdy w żeliwie szarym tworzy grafit płaski. Żeliwo stopowe w zależności od zawartości składników stopowych dzielimy na: nisko i wysoko stopowe. Żeliwo przerabiane plastycznie, które znajduje się dopiero w fazie doświadczeń. Największe znaczenie w budowie maszyn ma żeliwo szare wyższej jakości najczęściej modyfikowane.
ŻELIWO SFEROIDALNE- przyczyną znikomej ciągliwości żeliwa szarego jest postać grafitu. Cienkie płatki grafitu stanowią zarodki pęknięć, które się rozprzestrzeniają nawet przy małych odkształceniach plastycznych. Wprowadzenie do ciekłego żeliwa niewielkich ilości magnezu 0,3-0,8% Ca, a następnie modyfikowanie powoduje że grafit nie wydziela się w postaci płatów lecz sferoidalnych wydzielań. W tej postaci grafit wpływa na własności wytrzymałościowe żeliwa, korzystnie a poprzez wprowadzenie dodatków stopowych i obróbkę cieplną własności te mogą być jeszcze lepsze.
Wydzielanie grafitu sferoidalnego nie stanowią pojedynczych kształtów, lecz składają się z licznych kryształków. Własności żelaza sferoidalnego są porównywalne z własnościami staliwa. Żeliwo to znalazło zastosowanie w wykonywaniu części w silnikach diesla, budowie samochodów, traktorów.
ŻELIWO STOPOWE- żeliwem stopowym mas żeliwo zawierające inne pierwiastki oprócz Si, Mn, P, S, klasyfikuje się według zawartości pierwiastków stopowych. Przyjmuje się , że zawartość ich do 3% określa się jako żeliwo niskostopowe a powyżej 3% żeliwo wysoko stopowe. Podstawowymi pierwiastkami stopowymi są Cr, Cu, Sn, Mn, Si, Ni, Al., Ti, oraz jako modyfikatory Ca, Mg, B, wpływają wyraźnie na wytrzymałość i strukturę żeliwa, które jest żeliwem niskostopowym. W praktyce stosuje się klasyfikację według własności mechanicznych, chemicznych: żeliwo odporne na korozje, żaroodporne, odporne na ścieranie.
Normy krajowe klasyfikują żeliwo stopowe według zawartości podstawowych pierwiastków Si, Al., Cr, Mn, Ni, Żeliwo stopowe krzemowe według normy obejmuje 10 gatunków o zawartości nominalnej 4,5-18% Si.
Żeliwa średniokrzemowe obejmują 5 gatunków zawierających 4-8% Si w tym jeden gatunek z dodatkiem Cr. 3 gatunki żeliw wysoko krzemowych zawierające od 12-18% Si oraz dwa dolne o podobnych zawartościach Si z dodatkiem 4-5% M.... są metalami odpornymi na korozje.
Żeliwo stopowoaluminiowe według normy zwiera 7 gatunków tego żeliwa. Żeliwo stopowe chromowe zawiera 8 rodzajów o zawartości Cr 0,1-2,7%. Chrom poprawia własności mechaniczne, żeliwa lub też odporności na działanie umiarkowanych temperatur. Stosuje się je jako cylindry i głowice silników spalinowych. Przy zastosowaniu ponad 1% Cr następuje wzrost odporności na ścieranie. W przypadku zawartości Cr 6-18% a dalej od 18-34% stosowane są jako żeliwa żaroodporne do temp 1000 st C. Jest to materiał odporny na działanie HNO3 i innych kwasów utleniających. Żeliwo stopowe wysoko manganowe 10 gat wg. Norm. O zawartości nominalnej 7-12,5% Mn.
ZELIWO CIAGLIWE- Płatki grafitu w żeliwie szarym obniżają jego wytrzymałość Niekorzystny wpływ grafitu na własności wytrzymałościowe ma kształt i wielkość płatków, które działają jak karby i zarodki pęknięć. To ostatnie działanie grafitu eliminuje w dużym stopniu przez usuwanie części węgla albo wydzielanie go w postaci nieregularnych skupień lub gniazd. Osiąga się to przez odlewanie żeliwa o tak dobranym składzie aby krzepło w formach jako białe. Częściowe usunięcie węgla albo wydzielenie go w korzystniejszej postaci następuje podczas następnej obróbki cieplnej. Aby żeliwo mogło skrzepnąć jako białe zawartość Si i C musi być mała. Ze względu na przeróbkę cieplną rozróżnia się:
ŻELIWO CIĄGLIWE BIAŁE- otrzymywane jest przez żarzenie odlewów z żeliwa białego w atmosferze obojętnej tak aby spowodować całkowitą grafityzację . Przełom tego żeliwa jest czarny. Staliwo ciągliwe czarne jest miękkie i ma lepsze własności niż inne jego odmiany.
STALIWO- to stop żelaza z węglem o zawartości ok. 2% węgla. Staliwo to stal, która odlewana jest do form odlewniczych.
STALIWO MANGANOWE- stosowane do odlewów systemów odpornych na ścieranie.
STALIWO CHROMOWE- stosuje się na odlewy silnie obciążonych części maszyn i narażonych na ścieranie.
ARMATURY- staliwa zawierające chrom, molibden, nikiel.
10. Osnowy
Osnowę piasku formierskiego stanowią ziarna (głównie kwarcu) o wymiarach > 0.02 mm: górna granica średnicy ziarn osnowy piaskowe nie przekracza zazwyczaj 3 mm. Wszystkie inne minerały o średnicach ziarn 0.02 mm (wraz z pyłem kwarcowym) zaliczane są do lepiszcza (składnik wiążący masy formierskiej)
piaskowa - jest pozostałością po oddzieleniu lepiszcza. Charakterystykę piasku lub masy, pod względem ziarnistości osnowy piaskowej, można wykonać tylko na próbkach, z których uprzednio oddzielono lepiszcze.
11. Specjalne metody formowania
Przeznaczenie:
wytwarzanie skomplikowanych elementów
wysoko specjalizowane stopy
przetwarzanie stopów trudnoobrabialnych
wykorzystywane w przemyśle jubilerskim i złotniczym
masy od pojedyńczych gramów do 100kg
Tworzenie:
model woskowy ( podstawowy model)
okrywa się go masą ceramiczną
model sie wytapia
zalewa materiałem
Materiały modelowe:
na modele wytapiane:
- mieszanki woskowe(przykład składu: stearyna,parafina, cerezyna, wosk polietylenowy, polietylen, kalafonie, rozcieńczalkniki niskowrzące);
- niskotopliwe stopy: na bazie rtęci, ołowiu, cyny, kadmu, bizmutu, stop Wooda, stopy drukarskie, babity (st. Łożyskowe)
modele wypłukiwane:
- sole techniczne np. mocznikowe,
wypalane modele: polistyren, styropian(dla reclika: polistyren ekspandowany), pleksi (dla reclika: polinietakrylan metylu ekspandowany)
Model matka: pierwotny model na podstawie którego wykonuje się matryce do jego powielania
Materiały na matryce:
-metale i stopy
-żywice epoksydowe i akrylowe chemo termo i swiatloutwardzalne
-kałczuki silikonowe
-elastomery poliurytanowe
-polichlorki winylu
Składniki masy formierskiej:
-osnowa: mączka kwarcowa obrobiona cieplnie do postaci krystobalitu
-spoiwo: shydrolizowany krzemian etylu
Przebieg metody:
wykonanie modelu matki
wykonanie matrycy modelowej
wykonanie serii modeli właściwych
odtłuszczenie powierzchni modeli
łączenie modeli w choinki
ponowne odtłuszczenie
przygotowanie gęstwy ceramicznej
przygotowanie złoża dluidalnego piasku
pokrycie zestawu modelowego warstwą metaliczną
zanurzenie modelu w piasku 5x6 razy przy wzrastającej ziarnistości piasku
wytapianie modelu
wypalenie pozostałości organicznych w temp. 400StopniPanaCelcjusza
podgrzanie formy do temp. 800StopniPanaCelcjusza
wybicie formy
odddzielenie odlewu od wkładu wlewowego
obróbka mechaniczna odlewów
Wada:
-z tego co widac powyzej można stwierdzic ze ta metoda jest skomplikowana tak ze o ja pierd...
-wysoka cena
Zalety:
-brak powierzchni podziału
-brak ograniczeń co do kształtu
JUŻ NIE MAM SIŁY ZOSTAŁY 3 PYTANIA
Wyszukiwarka
Podobne podstrony:
Piec przemian Dietetyka wg Tradycyjnej Medycyny Chińskiej
Tradycyjne metody nauczania w medycynie 2
Tradycyjne polskie posiłki
Tradycyjne źródła wiedzy turystycznej
Piec LSL UB Instrukcja obsługi
Bitcoin tradycyjny portfel
PEDAGOGIKA SPOŁECZNA Pilch Lepalczyk skrót 3 pierwszych rozdziałów
Foundry Contstruction piec do topienia metali
piec drzwi coupe
Metamorfozy - opracowanie, DZIENNIKARSKA, Dziennikarstwo, Tradycje kultury europejskiej
Program Meteorologia, Geografia Nauczycielska licencjat Wydział Nauk Geograficznych Uni wersytet Łód
Scenariusz Tradycje Wielkanocne
Proza 20-lecia jako tradycja literacka dla powojnia, Polonistyka, 08. Współczesna po 45, OPRACOWANIA
Dzieje Apostolskie - streszczenie, Polonistyka, Tradycje antyczne i biblijne
Tradycja Kościoła na temat jedności i nierozerwalności małżeństwa - doktryna i praktyka, Sem 1, TMR3
więcej podobnych podstron