LastScan2 (3)
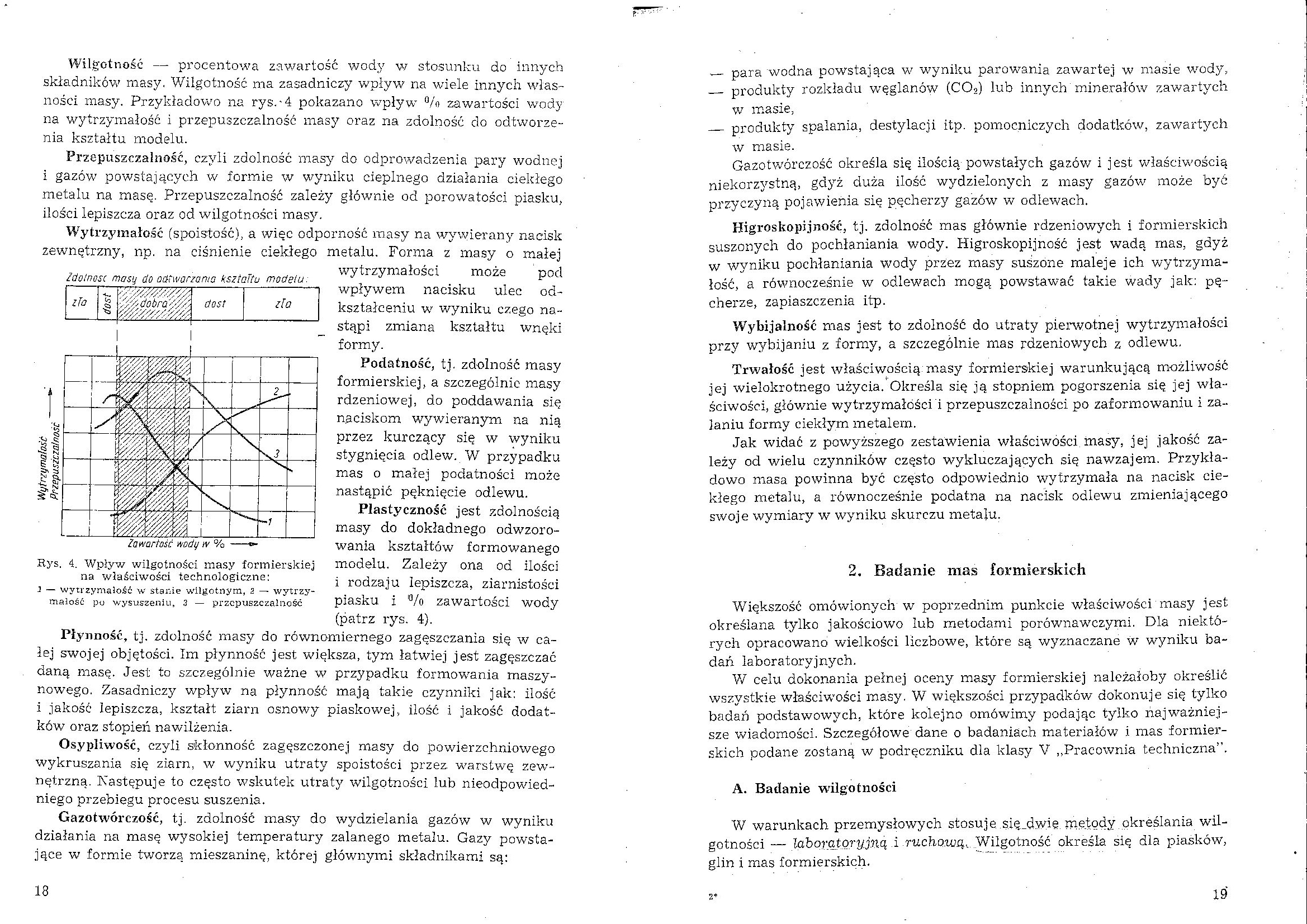
Wilgotność — procentowa zawartość wody w stosunku do innych składników masy. Wilgotność ma zasadniczy wpływ na wiele innych własności masy. Przykładowo na rys. *4 pokazano wpływ % zawartości wody na wytrzymałość i przepuszczalność masy oraz na zdolność do odtworzę-nia kształtu modelu.
Przepuszczalność, czyli zdolność masy do odprowadzenia pary wodnej i gazów powstających w formie w wyniku cieplnego działania ciekłego metalu na masę. Przepuszczalność zależy głównie od porowatości piasku, ilości lepiszcza oraz od wilgotności masy.
Wytrzymałość (spoistość), a więc odporność masy na wywierany nacisk zewnętrzny, np. na ciśnienie ciekłego metalu. Forma z masy o małej
Ićoinosc masy do odtwarzania kształtu modelu.
|
wwmmż.- |
— |
zła | ||
|
zło |
3 |
y^'JobrQy'/Z |
dost | |
|
A'//////zn'y/// |
_1 |
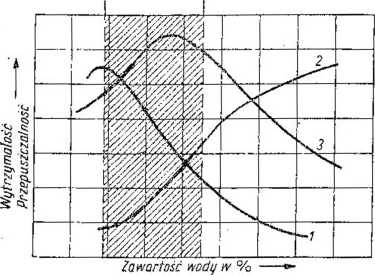
Rys. 4. Wpływ wilgotności masy formierskiej na właściwości technologiczne: j — wytrzymałość w stanie -wilgotnym, 2 — wytrzymałość po wysuszeniu, 3 — przepuszczalność
wytrzymałości może pod wpływem nacisku ulec odkształceniu w wyniku czego nastąpi zmiana kształtu wnęki formy.
Podatność, tj. zdolność masy formierskiej, a szczególnie masy rdzeniowej, do poddawania się naciskom wywieranym na nią przez kurczący się w wyniku stygnięcia odlew. W przypadku mas o małej podatności może nastąpić pęknięcie odlewu.
Plastyczność jest zdolnością masy do dokładnego odwzorowania kształtów formowanego modelu. Zależy ona od ilości i rodzaju lepiszcza, ziarnistości piasku i '% zawartości wody (patrz rys. 4).
Płynność, tj. zdolność masy do równomiernego zagęszczania się w całej swojej objętości. Im płynność jest większa, tym łatwiej jest zagęszczać daną masę. Jest to szczególnie ważne w przypadku formowania maszynowego. Zasadniczy wpływ na płynność mają takie czynniki jak: ilość i jakość lepiszcza, kształt ziarn osnowy piaskowej, ilość i jakość dodatków oraz stopień nawilżenia.
Osypliwość, czyli skłonność zagęszczonej masy do powierzchniowego wykruszania się ziarn, w wyniku utraty spoistości przez, warstwę zewnętrzną. Następuje to często wskutek utraty wilgotności lub nieodpowiedniego przebiegu procesu suszenia.
Gazotwórczość, tj. zdolność masy do wydzielania gazów w wyniku działania na masę wysokiej temperatury zalanego metalu. Gazy powstające w formie tworzą mieszaninę, której głównymi składnikami są:
— para wodna powstająca w wyniku parowania zawartej w masie wody,
— produkty rozkładu węglanów (CO<>) lub innych minerałów zawartych
w masie,
— produkty spalania, destylacji itp. pomocniczych dodatków, zawartych
w masie.
Gazotwórczość określa się ilością powstałych gazów i jest właściwością niekorzystną, gdyż duża ilość wydzielonych z masy gazów może być przyczyną pojawienia się pęcherzy gazów w odlewach.
Higroskopijność, tj. zdolność mas głównie rdzeniowych i formierskich suszonych do pochłaniania wody. Higroskopijność jest wadą mas, gdyż w wyniku pochłaniania wody przez masy suszone maleje ich wytrzymałość, a równocześnie w odlewach mogą powstawać takie wady jak; pęcherze, zapiaszczenia itp.
Wybijalność mas jest to zdolność do utraty pierwotnej wytrzymałości przy wybijaniu z formy, a szczególnie mas rdzeniowych z odlewu,
Trwałość jest właściwością masy formierskiej warunkującą możliwość jej wielokrotnego użycia. Określa się ją stopniem pogorszenia się jej właściwości, głównie wytrzymałości i przepuszczalności po zaformowaniu i zalaniu formy ciekłym metalem.
Jak widać z powyższego zestawienia właściwości masy, jej jakość zależy od wielu czynników często wykluczających się nawzajem. Przykładowo masa powinna być często odpowiednio wytrzymała na nacisk ciekłego metalu, a równocześnie podatna na nacisk odlewu zmieniającego swoje wymiary w wyniku skurczu metalu.
2. Badanie mas formierskich
Większość omówionych w poprzednim punkcie właściwości masy jest określana tylko jakościowo lub metodami porównawczymi. Dla niektórych opracowano wielkości liczbowe, które są wyznaczane w wyniku badań laboratoryjnych.
W celu dokonania pełnej oceny masy formierskiej należałoby określić wszystkie właściwości masy. W większości przypadków dokonuje się tylko badań podstawowych, które kolejno omówimy podając tylko najważniejsze wiadomości. Szczegółowe dane o badaniach materiałów i mas formierskich podane zostaną w podręczniku dla klasy V „Pracownia techniczna”.
A. Badanie wilgotności
W warunkach przemysłowych stosuje się_dwie. metody określania wilgotności— laboratoryjną i rucho.u?ą, Wilgotność określa się dla piasków, glin i mas formierskich.
z* 19
Wyszukiwarka
Podobne podstrony:
nnsiąkliwość, wilgotność Wilgotność - określana jest procentową zawartością wody w stosunku
80471 skanuj0003 (363) Wilgotność - procentowa zawartość wody w masie formierskiej. Wytrzymałość - o
H Markiewicz Wymiary dzieła lit Postać literacka (21) VII. Pottać literacka 163 w stosunku do
Granica plastyczności wp- największa procentowa zawartość wody w gruncie, mierzona w stosunku do jej
skanuj0060 138 Przepływ energii Zawartość powietrza w glebie i jego bardzo mała pojemność cieplna w
Wilgotność. Definicje, wzory, jednostki. Wilgotnością materiału nazywamy procentowa zawartość wody w
skanowanie0024 (5) 7 WILGOTNOŚĆ Procentowa zawartość wody w materiale w momencie badania W =— —XI00
skanuj0032 (36) 98 98 li Jeżeli ktoś jest przemądrzały albo zanadto krytyczny, to psuje zabawę”. W s
str214�01 djvu NAUKA tego samego można oczekiwać również i w stosunku do innych sił. Ze sformułowań
IMGP39 (5) krytycznego stosunku do dawnych form zachowania, a więc pewnej zmiany osobowości w stosun
internacjonalizacja (5) licencjobiorców; • dochody płynące z licencji są niskie&nb
page0114 - 100 nietylko przedmiot sam w sobie pokazują, lecz leż w jego stosunku do innych przedmiot
K ?jna DIALEKTY POLSKIEz86 205 w wieku XVI. nawet w drugiej jego połowie mamy na Mazowszu w stosunku
.Na 9 PRO CHRISTO—WIARA I CZYN Str. 595Czem jest „Akcja katolicka” i jaki jest jej stosunek do innyc
rozdział 2 (5) 56 ■ Jan W. Wiktor sposób i styl życia, stosunek do innych ludzi, d
więcej podobnych podstron