Obraz0024
24
sposoby metalurgii gazowej. Na przykład działanie na powierzchnią płytki mieszaniny wodoru, czterochlorku tytanu oraz węglowodorów, przy określonym ciśnieniu i temperaturze, powoduje wytrącenie TiC na powierzchniach płytki. Analogicznie zastosowanie czterochlorku tytanu i azotu lub amoniaku pozwala uzyskać warstewkę TiN.
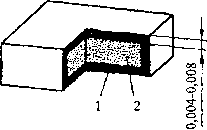
Rys. 1.7. Płytka węglotytanowana lub azototytanowana z węglików spiekanych: 1 - warstwa zewnętrzna (TiC lub TiN) o zwiększonej twardości, 2 - rdzeń o podwyższonych właściwościach wytrzymałościowych
Znane są również sposoby wytwarzania warstewek TiC przez naparowywanie tytanu z fazy gazowej lub wydzielanie tytanu z węglików drogą elektrolizy przy jednoczesnym wygrzewaniu w obecności środków nawęgląjących. W zależności od zastosowanej metody otrzymanie warstwy TiC lub TiN na płytce wieloostrzowej z węglików spiekanych następuje w wyniku procesów narastania tej warstwy lub procesów dyfuzyjnych. W procesach węglotytanowania i azototytanowania pokryte są wszystkie powierzchnie płytki (rys. 1.7), w wyniku laminowania boczne powierzchnie rdzenia (rys. 1.6) są niepokryte. Warstwa TiC nadaje płytce zabarwienie jasnoszare, a TiN złociste. Obydwie warstwy TiC i TiN mają bardzo dobrą przyczepność do podłoża, znacznie większą niż płytki laminowane. Większość producentów stosuje procesy węglotytanowania płytek z węglików spiekanych.
Na podstawie dotychczas opublikowanych wyników badań płytek z węglików spiekanych węglotytanowanych można wymienić szereg ich zalet:
- twardość warstewki TiC jest bardzo duża, w zależności od technologii wytwarzania tych warstewek waha się w granicach 3200-3800 HV przy twardości rdzenia ok. 1400 HV. Porównanie twardości warstwy TiC z gatunkami węglików spiekanych metodami konwencjonalnymi wykazuje dwu-, trzykrotnie większą twardość warstwy TiC,
- warstwy TiC mają dużą odporność na działanie wysokich temperatur, przy temperaturze 700°C w powietrzu utleniają się w 8-9-krotnie mniejszym stopniu niż gatunki konwencjonalne,
- warstwy TiC wykazują dużą odporność na korozję pod działaniem ośrodków ciekłych. Warstwy TiC, a także TiN, hamują zjawiska dyfuzji przyspieszające zużycie ostrza, efektem tego jest wzrost prędkości skrawania nawet do 20-25% w porównaniu z konwencjonalnymi gatunkami węglików spiekanych.
Można spotkać się również z przypuszczeniem, że warstwy TiC ułatwiają tworzenie się na nich warstewek tlenków tytanu, przeciwdziałających pojawia-
Wyszukiwarka
Podobne podstrony:
Image019 — wytrawianie otworów w warstwie Si02 na powierzchni płytki krzemowej,
W celu wyznaczenia potrzebnych wielkości na powierzchni płytki robimy na obu jej powierzchniach skrz
skanuj0133 (13) Na podstawie wzoru 6.24 wyznacza się siłę osiową Qa, działającą na jedną
s11 (24) 2. Modele matematyczne układów regulacji Przykład 2.14 Zbudować model matematyczny obiektu
skanuj0009 stopią, przykurczu palców w zgięciu podeszwowym i rotacji podudzia na zewnątrz. Przykłade
IMGD57 B ych przykładów działania tych mechanizmów dostarcza eksperymental na psyc
skanowanie0024 MCHANIZMY DZIAŁANIA LEKÓW Typ działania Przykłady Działanie na enzymy aktywacja
Obraz0005 Zrozumieć Unię Europejską Tablica 30. Koncentracja działań i środków przeznaczonych na rea
2011 10 24 18 27 W jaki sposób chronimy informację? 1. Przed nieuprawnionymi działaniami ludzi popr
Przykłady: a. działanie malonianu na dehydrogenazę bursztynianową, która katalizuje reakcje
24 traktując je oddzielnie, na przykład bądź uwzględniając regionalne zróżnicowanie zbiorowisk,
P1270011 24. Normy stenowe opracowane na podstawie próby studentów III roku psychologii sł przykłade
więcej podobnych podstron