sd1
Dalsza analiza map mechanizmów odkształceń i pękania wykazuje istnienie możliwości znacznego wydłużania czasu bezpiecznej eksploatacji materiałów w podwyższonych temperaturach (rys. 5). Możliwe jest nawet zupełne lub prawie zupełne wyeliminowanie uszkodzeń wskutek pełzania (rys. 5c).
Rysunek 5 ilustruje skutki zastosowania nie tylko innego materiału na łopatki turbin, ale też skutki zwiększenia wielkości ziaren w tym materiale. Parametry pracy łopatek (rys. 5 — zacienione prostokąty) wynoszą odpowiednio:
1. zakres temperatur: 0,45-f0,58 7top,
2. zakres naprężeń o/G: 0 —>2,3 x 10’3,
3. maksymalna, akceptowalna prędkość odkształceń: ~1CT8 s_1.
W omawianym tu przypadku, zamiast czystego niklu (rys. 5o) na łopatki turbin użyto stopu o nazwie MAR-M200 (rys. Sb i c). Jak wynika z rysunku 5o, łopatki wykonane z czystego niklu
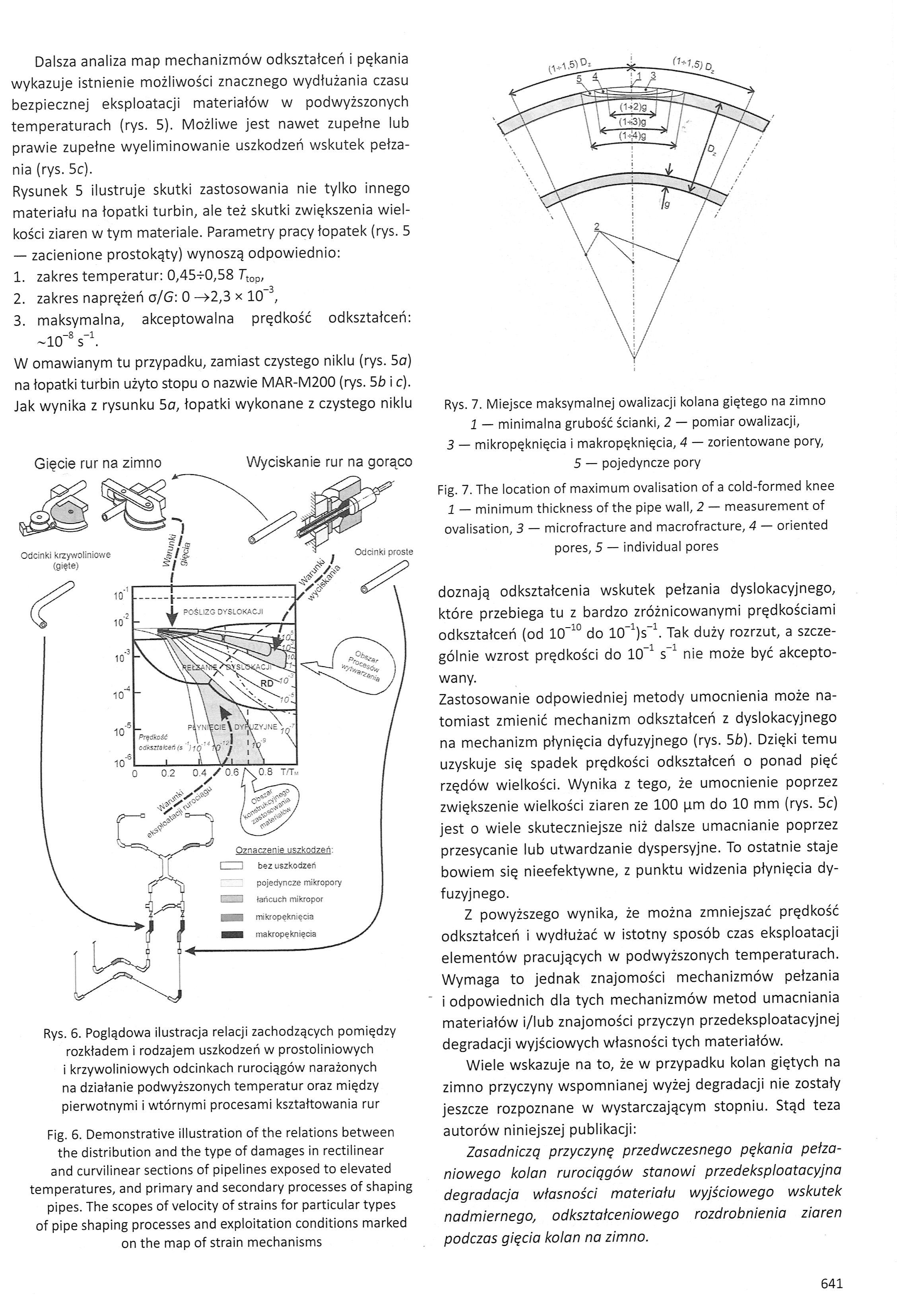
Gięcie rur na zimno Wyciskanie rur na gorąco
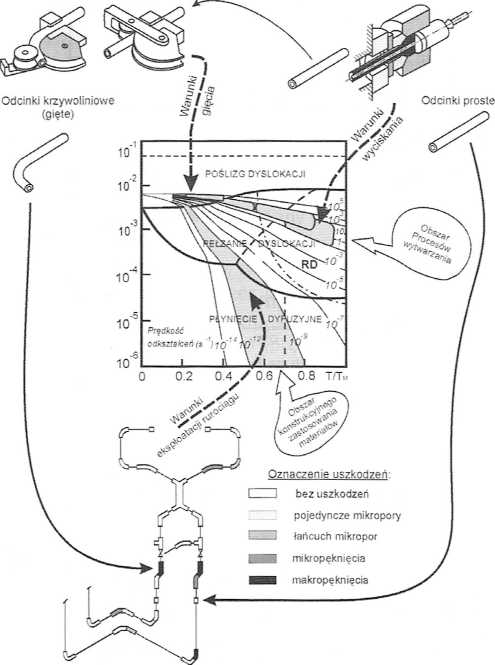
Rys. 6. Poglądowa ilustracja relacji zachodzących pomiędzy rozkładem i rodzajem uszkodzeń w prostoliniowych i krzywoliniowych odcinkach rurociągów narażonych na działanie podwyższonych temperatur oraz między pierwotnymi i wtórnymi procesami kształtowania rur
Fig. 6. Demonstrative illustration of the relations between the distribution and the type of damages in rectilinear and curvilinear sections of pipelines exposed to elevated temperatures, and primary and secondary processes of shaping pipes. The scopes of velocity of strains for particular types of pipę shaping processes and exploitation conditions marked on the map of strain mechanisms
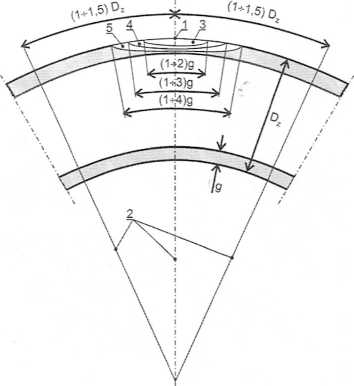
Rys. 7. Miejsce maksymalnej owalizacji kolana giętego na zimno 1 — minimalna grubość ścianki, 2 — pomiar owalizacji,
3 — mikropęknięcia i makropęknięcia, 4 — zorientowane pory,
5 — pojedyncze pory
Fig. 7. The location of maximum ovalisation of a cold-formed knee 1 — minimum thickness of the pipę wali, 2 —- measurement of ovalisation, 3 — microfracture and macrofracture, 4 — oriented pores, 5 — individual pores
doznają odkształcenia wskutek pełzania dyslokacyjnego, które przebiega tu z bardzo zróżnicowanymi prędkościami odkształceń (od lCf10 do 10-1)s_1. Tak duży rozrzut, a szczególnie wzrost prędkości do 10_1 s_1 nie może być akceptowany.
Zastosowanie odpowiedniej metody umocnienia może natomiast zmienić mechanizm odkształceń z dyslokacyjnego na mechanizm płynięcia dyfuzyjnego (rys. Sb). Dzięki temu uzyskuje się spadek prędkości odkształceń o ponad pięć rzędów wielkości. Wynika z tego, że umocnienie poprzez zwiększenie wielkości ziaren ze 100 pm do 10 mm (rys. 5c) jest o wiele skuteczniejsze niż dalsze umacnianie poprzez przesycanie lub utwardzanie dyspersyjne. To ostatnie staje bowiem się nieefektywne, z punktu widzenia płynięcia dyfuzyjnego.
Z powyższego wynika, że można zmniejszać prędkość odkształceń i wydłużać w istotny sposób czas eksploatacji elementów pracujących w podwyższonych temperaturach. Wymaga to jednak znajomości mechanizmów pełzania i odpowiednich dla tych mechanizmów metod umacniania materiałów i/lub znajomości przyczyn przedeksploatacyjnej degradacji wyjściowych własności tych materiałów.
Wiele wskazuje na to, że w przypadku kolan giętych na zimno przyczyny wspomnianej wyżej degradacji nie zostały jeszcze rozpoznane w wystarczającym stopniu. Stąd teza autorów niniejszej publikacji:
Zasadniczą przyczynę przedwczesnego pękania pełza-niowego kolan rurociągów stanowi przedeksploatacyjna degradacja własności materiału wyjściowego wskutek nadmiernego, odkształceniowego rozdrobnienia ziaren podczas gięcia kolan na zimno.
641
Wyszukiwarka
Podobne podstrony:
Modelowanie i analiza właściwości mechanicznych kości3. Naprężenia i odkształcenia w ciele
IMAG0677 woMft mechanizmy odkształcenia plastycznego (2) ■kroćsen Ki określonego obciążenia •. • ają
p1080150 Dalsza analiza badań ukazuje, że uczniowie lekko upośledzeni umysłowo napotykają różne trud
skanowanie0052 2 iui. ia podstawie swej analizy Merton dochodzi do wniosku, że istnieją społeczne me
Mechanika&5 Odkształcenia pręta skręcanego Całkowity kąt skręcenia: Całkowity kąt skręcenia wału jes
Modelowanie i analiza właściwości mechanicznych kości gdzie: o - naprężenia normalne w poprzecznym
Modelowanie i analiza właściwości mechanicznych kości Po uwzględnieniu stałych Lamego (3.13) we wzor
Modelowanie i analiza właściwości mechanicznych kości4. Metodologia procesu modelowania W celu uzysk
Modelowanie i analiza właściwości mechanicznych kości4.3. Program 3D Slicer
Modelowanie i analiza właściwości mechanicznych kości 5.
Modelowanie i analiza właściwości mechanicznych kości2. Charakterystyka układu kostnego
Modelowanie i analiza właściwości mechanicznych kości Połączenie struktury korowej i gąbczastej jest
Modelowanie i analiza właściwości mechanicznych kości (Tabela 1.) opisuje model izotropowy jako
więcej podobnych podstron