Zdjęcie 0262
wykonywaniu danej operacji lub zabiegu. Naddatki operacyjne określa się
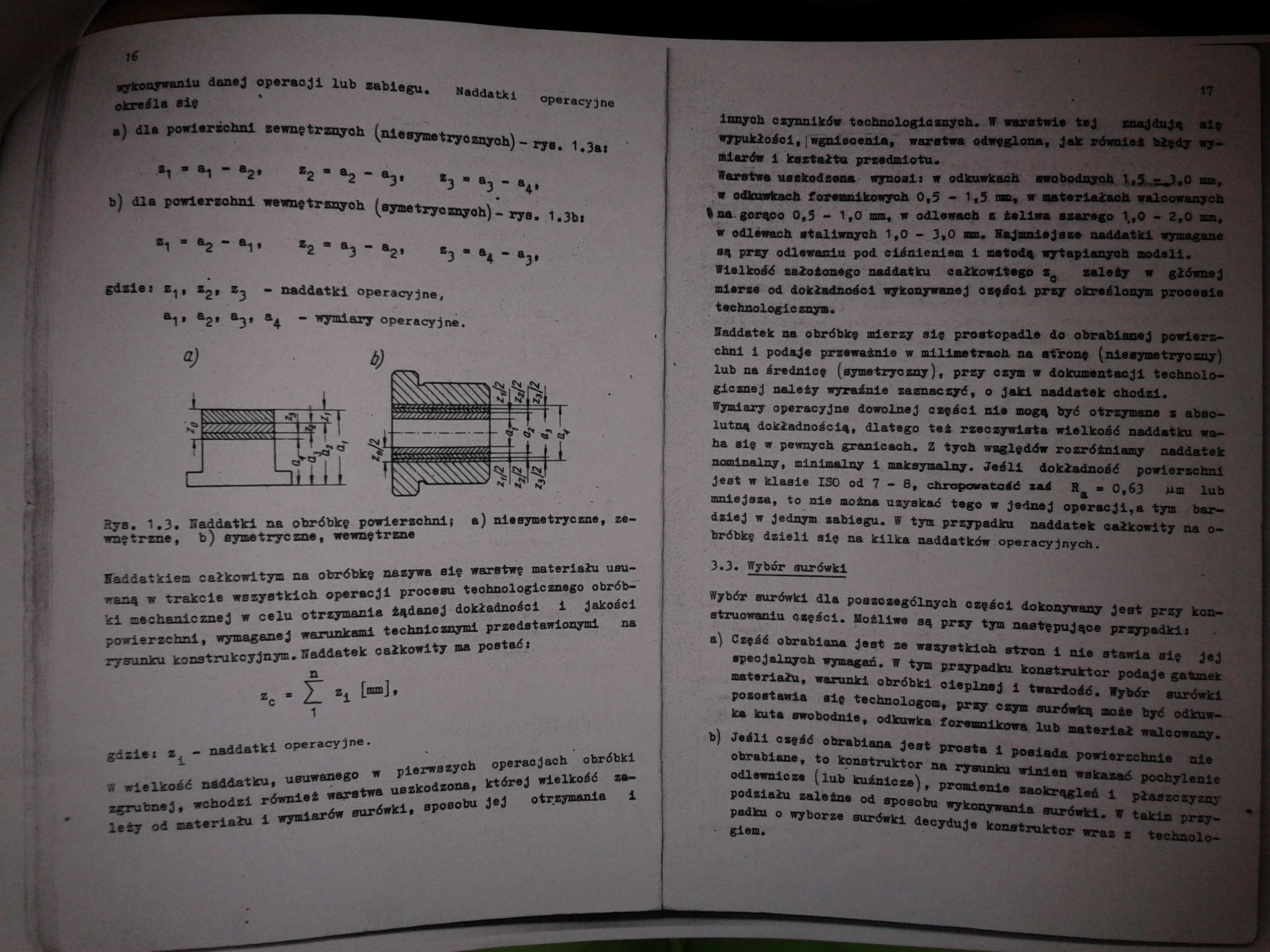
a) dla powierzchni zewnętrznych (niesymetrycznych) - rys* 1.3a*
*1 * ai “ a2* *2 " *2 “ *3 * • a^,»
b) dla powlerzohni wewnętrznych (^symetrycznych) - rys. 1.3bi
B1 3 a2 “ ai • *2 * a3 •?. *2 • *3 • a4 * a3 •
gdzie: *i * *2» *3 “ naddatki operacyjne,
a1 • *2* *3* aą, “ wymiary operacyjne.
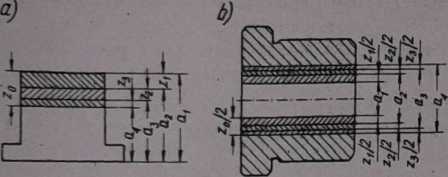
2ye. 1.3. naddatki na obróbkę powierzchni; a) niesymetryczne, zewnętrzne, b) symetryczne, wewnętrzne
Naddatkiem całkowitym na obróbkę nazywa się warstwę materiału usuwaną w trakcie wszystkich operacji procesu technologicznego obróbki mechanicznej w celu otrzymania żądanej dokładnośoi 1 Jakości powierzchni, wymaganej warunkami technicznymi przedstawionymi na rysunku konstrukcyjnym. Naddatek całkowity ma postaćt
n
zc ■ 2_ zi [““J*
1
gdziex - naddatki operacyjne.
,7 wielkość naddatku, usuwanego w pierwszych operacjach obróbki zgrubnej, wchodzi również warstwa uszkodzona, której wielkość zależy od materiału i wymiarów surówki, sposobu Jej otrzymania i
lanych czynników technologie cnych* W warstwie tej znajdują alt •ypukłodcl, | wgniecenia, warstwa odwęglona, jak również błędy wy-mi arów 1 kształtu przedmiotu.
Warstwa uszkodzona wynosis w odkuwkach swobodnych 1 - ,1-0 na,
w odkuwkach foreanlkowyoh 0,5 - 1,5 n*a, w materiałach walcowanych Ina.gorąco 0,5 - 1,0 mm, w odlewach a żeliwa szarego 1.,0 - 2,0 ma, w odlewach staliwnych 1,0 - 3,0 im* Najmniejsze naddatki wymagane są przy odlewaniu pod clinieniem 1 metodą wytapianych modeli* Wielkoió założonego naddatku całkowltago zQ zależy w głównej mierze od dokładności wykonywanej ozęśol przy określonym procesie technologicznym*
Naddatek na obróbkę mierzy się prostopadle do obrabianej powierzchni i podaje przeważnie w milimetrach na atronę (niesymetryczny) lub na średnicę (symetryczny), przy czym w dokumentacji technologicznej należy wyraźnie zaznaczyć, o jaki naddatek chodzi*
Wymiary operacyjne dowolnej części nie mogą być otrzymane z absolutną dokładnością, dlatego też rzeczywista wielkość naddatku waha elę w pewnych granicach* Z tych względów rozróżniamy naddatek nominalny, r»y i maksymalny* Jeśli dokładność powierzchni
jest w klasie ISO od 7 - 8, chropowatość zaś • 0,63 urn lub mniejsza, to nie można uzyskać tego w jednej operacji,a tym bardziej w jednym zabiegu* W tym- przypadku naddatek całkowity na o-bróbkę dzieli się na kilka naddatków operacyjnych.
3.3. Wybór surówki
Wybór surówki dla poszczególnych części dokonywany jest przy konstruowaniu części* Możliwe są przy tym następująoe przypadki!
a) Część obrabiana jest ze wszystkich stron 1 nie stawia się jej speojalnyoh wymagań* W tym przypadku konstruktor podaje gatunek materiału, warunki obróbki oieplnsj 1 twardość. Wybór surówki pozostawia się technologom, przy czym surówką może być odkuw-ka kuta swobodnie, odkowka foremnlkowa lub materiał walcowany*
b) Jeśli część obrabiana jeat prosta 1 posiada powierzchnie nie obrabiane, to konstruktor na rysunku winien wskazać- pochylenie odlewnicze (lub kuźnicze), promienie zaokrągleń 1 płaszczyzny podziału zależne od sposobu wykonywania surówki* V takim przypadku o wyborze surówki decyduje konstruktor wraz z technologiem*
Wyszukiwarka
Podobne podstrony:
Obraz0008 2 16 wykonywaniu danej operacji lub zabiegu. Naddatki operacyjne określa się a) dla p
Obraz0008 2 16 wykonywaniu danej operacji lub zabiegu. Naddatki operacyjne określa się a) &nbs
37 (329) Koszty pracy maszyn leśnych Podczas wykonywania danej operacji, składającej się z kilku czy
71436 Zdjęcie2178 PROJEKT ZAGOSPODAROWANIA DZI AŁKI LUB TERENU BUDOWLANEGO powinien określać: orient
Zdjęcie2178 PROJEKT ZAGOSPODAROWANIA DZI AŁKI LUB TERENU BUDOWLANEGO powinien określać: orientację p
71436 Zdjęcie2178 PROJEKT ZAGOSPODAROWANIA DZI AŁKI LUB TERENU BUDOWLANEGO powinien określać: orient
Wartość od twoizeniowa określa się dla nieruchomości. które ze względu na rodzaj, obecne użytkowanie
14418 Zdjęcie0124 (7) RYNEK KAPITAŁOWY W SZEROKIM ZNACZENIU W szerokim znaczeniu rynkiem kapitałowym
23022012(010) 20 1 ()HHAHlAKK
Zdjecia 0053 f + /•* ^V>vavui c. powtórne zak^.,^ .,uni
Zdjecia 0052 powtórne zaksięgowanie danej operacji, lecz po do pierwotnego zapisu błędnego wpUaniu p
Zdjecia 0053 i---------- r. c. powtórne ZAk.,,^nie danej operacji lecz no do pierwotnego zapisu błęd
Zdjęcie0318 (4) Patent jest to przyznanie danej osobie lub firmie wyłącznego prawa korzystania z wyn
orka nietypowa 1 Orka - zabieg uprawowy odwracający wykonywany pługami lemieszowymi lub talerzowymi,
więcej podobnych podstron