055 2
tłokowego przy ustawieniu tłoka w ZZ oraz bezpośrednio nad kanałem wylotowym.
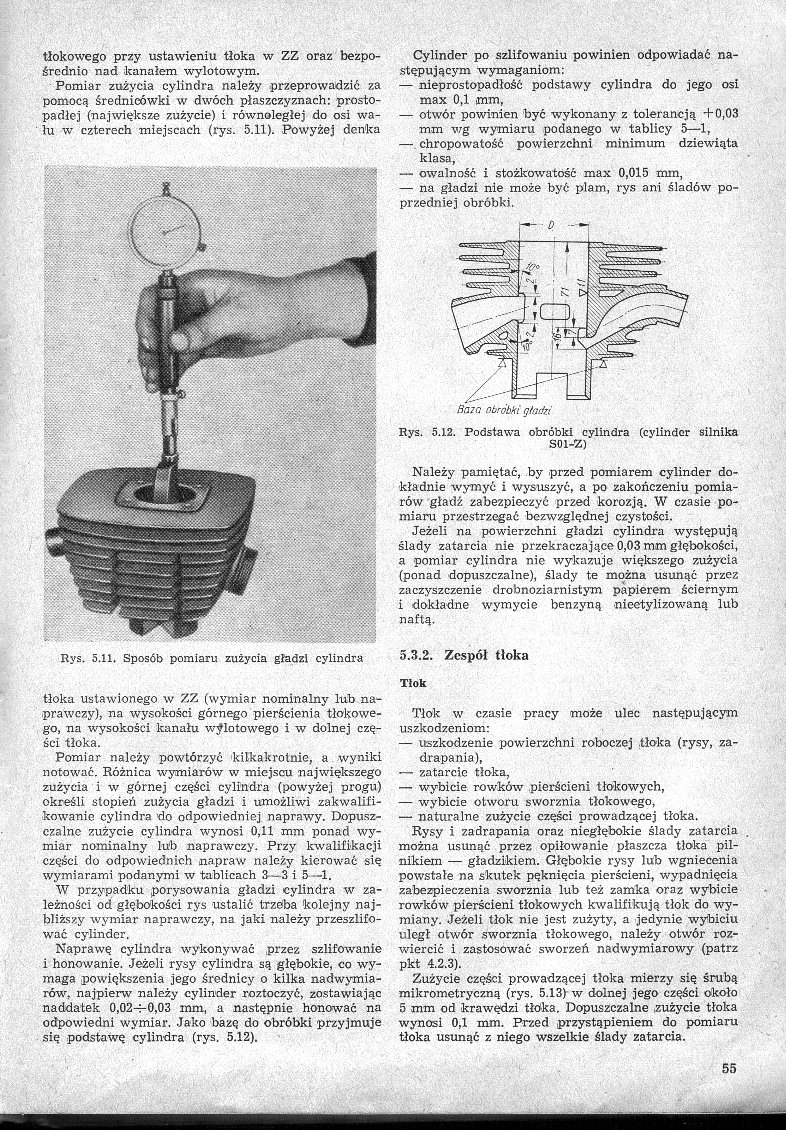
Pomiar zużycia cylindra należy przeprowadzić za pomocą średnicówki w dwóch płaszczyznach: prostopadłej (największe zużycie) i równoległej do osi wału w czterech miejscach (rys. 5.11). Powyżej denka

tłoka ustawionego w ZZ (wymiar nominalny lub naprawczy), na wysokości górnego pierścienia tłokowego, na wysokości kanału wylotowego i w dolnej części tłoka.
Pomiar należy powtórzyć kilkakrotnie, a wyniki notować. Różnica wymiarów w miejscu największego zużycia i w górnej części cylindra (powyżej progu) określi stopień zużycia gładzi i umożliwi zakwalifikowanie cylindra do odpowiedniej naprawy. Dopuszczalne zużycie cylindra wynosi 0,11 mm ponad wymiar nominalny lub naprawczy. Przy kwalifikacji części do odpowiednich napraw należy kierować się wymiarami podanymi w tablicach 3-—3 i 5—1.
W przypadku porysowania gładzi cylindra w zależności od głębokości rys ustalić trzeba kolejny najbliższy wymiar naprawczy, na jaki należy przeszlifo-wać cylinder.
Naprawę cylindra wykonywać przez szlifowanie i honowanie. Jeżeli rysy cylindra są głębokie, co wymaga powiększenia jego średnicy o kilka nadwymia-rów. najpierw należy cylinder roztoczyć, zostawiając naddatek 0,02-^0,03 ram, a następnie honować na odpowiedni wymiar. Jako bazę do obróbki przyjmuje się podstawę cylindra (rys. 5.12).
Cylinder po szlifowaniu powinien odpowiadać następującym wymaganiom:
— nieprostopadłość podstawy cylindra do jego osi max 0,1 mm,
— otwór powinien być wykonany z tolerancją +0,03 mm wg wymiaru podanego w tablicy 5—1,
— chropowatość powierzchni minimum dziewiąta klasa,
— owalność i stożkowratość max 0,015 mm,
— na gładzi nie może być plam, rys ani śladów” poprzedniej obróbki.
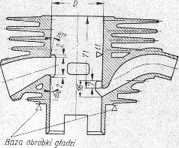
Rys. 5.12. Podstawa obróbki cylindra (cylinder silnika S01-Z)
Należy pamiętać, by przed pomiarem cylinder dokładnie wymyć i wysuszyć, a po zakończeniu pomiarów gładź zabezpieczyć przed korozją. W czasie pomiaru przestrzegać bezwzględnej czystości.
Jeżeli na powierzchni gładzi cylindra występują ślady zatarcia nie przekraczające 0,03 mm głębokości, a pomiar cylindra nie wykazuje większego zużycia (ponad dopuszczalne), ślady te można usunąć przez zaczyszczenie drobnoziarnistym papierem ściernym i dokładne wymycie benzyną niectylizow^aną lub naftą.
5.3.2. Zespół tłoka Tłok
Tłok wf czasie pracy może ulec następującym uszkodzeniom:
— uszkodzenie powierzchni roboczej tłoka (rysy, zadrapania),
— zatarcie tłoka,
— wybicie rowków” pierścieni tłokowych,
— wybicie otworu sworznia tłokowego,
— naturalne zużycie części prowadzącej tłoka.
Rysy i zadrapania oraz niegłębokie ślady zatarcia
można usunąć przez opiłowanie płaszcza tłoka pilnikiem — gładzikiem. Głębokie rysy lub wgniecenia powstałe na skutek pęknięcia pierścieni, wypadnięcia zabezpieczenia sworznia lub też zamka oraz wybicie rowków pierścieni tłokowych kwalifikują tłok do wymiany. Jeżeli tłok nie jest zużyty, a jedynie wybiciu uległ otw^ór swmrznia tłokowego, należy otwór roz-wńercić i zastosować sworzeń nadwymiarowy (patrz pkt 4.2.3).
Zużycie części prowadzącej tłoka mierzy się śrubą mikrometryczną (rys. 5.13) w” dolnej jego części około 5 mm od kraw^ędzi tłoka. Dopuszczalne .zużycie tłoka wynosi 0,1 mm. Przed przystąpieniem do pomiaru tłoka usunąć z niego wszelkie ślady zatarcia.
55
Wyszukiwarka
Podobne podstrony:
079 5 Luz ten należy sprawdzać przy ustawieniu tłoka wzdłuż osi korbowodu, przytrzymując jedną ręką
DSCN3822 (mechaniczną) przesuwania tłoka z ZZ do ZW. W położeniu tłoka w ZW ciepło Q2 zostaje odprow
pomysłem autora było zamieszczenie w książce opisu wielu programów pomocnych przy konstrukcji stron
WSZYSTKIE PODANE WARTOŚCI PROSZĘ TRAKTOWAĆ, JAKO ORIENTACYJNE. NALEŻY PAMIĘTAĆ, ŻE PRZY USTAWIE
skanuj0004 11. Vertex /V/ - najwyższy punkt głowy przy ustawianiu jaj w poziomej frankfurcki#j. S^i
IMG?79 wania. Odznaczają się przy tym dobrą zdrowotnością oraz odpornością na porażą przez choroby
Selsyny ..jj., zmiany przenikalności elektrycznej powietrza przy zmia-^iiości i temperatury oraz błę
§ 34. 1. Przy wykonywaniu zdjęć lotniczych oraz ich skanowaniu dla potrzeb opracowania ortofotomapy
Kondensatory papierowe. Mają małe wymiary przy dużych wartościach pojemności oraz duży współczynnik
Nr 1 (940) 2010 BIULETYN URZĘDU PATENTOWEGO gorzelnianego wykorzystywanego przy dalszej produkcji za
220,221 220 Czy potrzebne rnf zmiany w polityce wobec narkotyków? śni przy stwardnieniu rozsianym i
IMAG0159 normy mają zastosowanie przy projektowani 3 *, dynków nowych oraz przy przeprowadzani j p-b
220,221 220 Czy potrzebne srf zmiany w polityce wobec narkotyków? .śni przy stwardnieniu rozsianym i
więcej podobnych podstron