155 4
W naszym przykładzie nie chcemy wiercić otworu w punkcie X0 YO Wiercimy otwory rozmieszczone na okręgu. Skasujemy więc X0 YO z okna edycji
WYKONANIE OTWORÓW ROZMIESZCZONYCH NA OKRĘGU
1 JHCW i podświetlamy grupę BOLT HOLE PATTERNS
2 Jedno przesunięcie JHCCW. Zostanie podświetlone BOLT CTRCLE.
3 Naciśnij WRITE aby wprowadzić tą komendę do programu
Wprowadzone zostaje komenda G70, która wykonuje otwory rozmieszczone na okręgu W tym szczególnym przypadku L wprowadzane jest do programu z wartością domyślną 7 co oznacza, ze na okręgu zostanie wywierconych 7 otworów. My zaś chcemy wywiercić 5 otworów Należy więc wyedytowac program i wprowadzić L5 do linii G70
11 5 określa promień okręgu, na którym będą rozmieszczone otwory (promień 1.5, średnica 3.0) Jeśli jest to konieczne można zmienić ten promień
Ponieważ jest to ostatnia linia programu nie ma potrzeby przesuwania kursora do ostatniego bloku, aby można było wprowadzić kolejna pozycję.
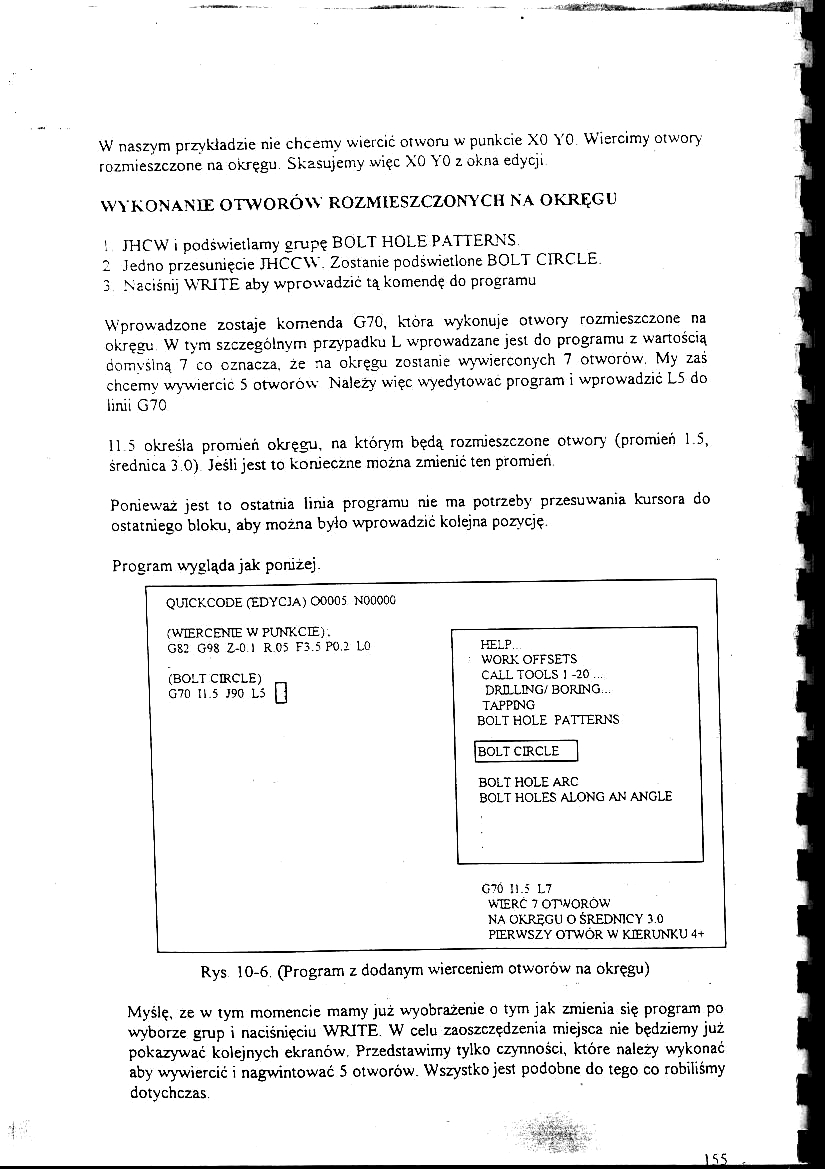
Program wygląda jak poniżej.
QUICKCODE (EDYCJA) 00005 NOOOOG
X VN LCKk_ E-JNlC. W rUJNN.^LC ) .
GS2 G98 Z-0 1 R 05 F3.5 P0.2 LO
(BOLT CIRCLE)
G70 II.5 J90 L5 [J
HELP.
WORK OFFSETS CaLLTOOLS 1 -20...
DRILLING/ BORING...
TAPPCNG
BOLT HOLE PATTERNS
BOLT CIRCLE~
BOLT HOLE ARC
BOLT HOLES ALONG AN ANGLE
070 !1.5 L7 WIERĆ 7 OTWORÓW NA OKRĘGU O ŚREDNICY 3.0 PIERWSZY OTWÓR W KIERUNKU 4+
Rys 10-6. (Program z dodanym wierceniem otworów na okręgu)
Myślę, ze w tym momencie mamy już wyobrażenie o tym jak zmienia się program po wyborze grup i naciśnięciu WRITE W celu zaoszczędzenia miejsca nie będziemy już pokazywać kolejnych ekranów. Przedstawimy tylko czynności, które należy wykonać aby wywiercić i nagwintować 5 otworów. Wszystko jest podobne do tego co robiliśmy dotychczas.
Wyszukiwarka
Podobne podstrony:
Justyna Wiktorowicz klasowym. W naszym przykładzie nie można jednak tego zrobić, gdyż podregiony z
037 8 Przykład 2 Oblicz pochodną funkcji f(x) — x2 w punkcie x0 = 7. f (x) = 2x, zatem / (7) = 2 • 7
DSCF6556 68 Ar = 0; d2T d2T j d^i + dy2~° I w pewnym obszarze (w naszym przykładzie jest to powierzc
NAUKI HUMANISTYCZNE I SPOŁECZNE NA RZECZ BEZPIECZEŃSTWA Przytoczone przykłady nie są wyczerpującą li
statystyka skrypt�55 usunięcia zmiennej W naszym przykładzie przyjmiemy wartości F domyślne i w rezu
NDIGDRUK005707�64 58 Prócz zwykłych środków leczniczych, baczyć należy, aby blizna nie spowodowała z
page0080 80 Otóż trzeba umieć wyzwolić się z pod takiej śmiesznej uległości naszym wrażeniom. Nie
page0331 327 rody martwej, a zależnego przedewszystkiem od swoistej struktury materyi organizowanej,
skanuj0065 2 120 Fonetyka Inne przykłady z języka współczesnego: wiercić, stp. wirotó^- *vrtiti; śmi
gallery 81231945 500x500 Nie chcemy, bracia, waszego trwania w niewiedzy co do tych, którzy umierają
18323 img205 (4) Zadanie 22. Które z poniższych przykładów nie stanowi kosztu: A.
128 Normalizacja i standardy W przytoczonym przykładzie nie oznaczono na przykład odpowiednim znakie
Godziny pracy pielęgniarki na terenie szkół w tygodniu (w naszym przykładzie 35 godzin w tygodniu) r
Pracować muszę zawzięcie. Chcę marynarzem zostać, Chcę służyć na naszym okręcie. Nie będzie
więcej podobnych podstron