159 4
PROGRAMOWANIE
B-63834PL/01
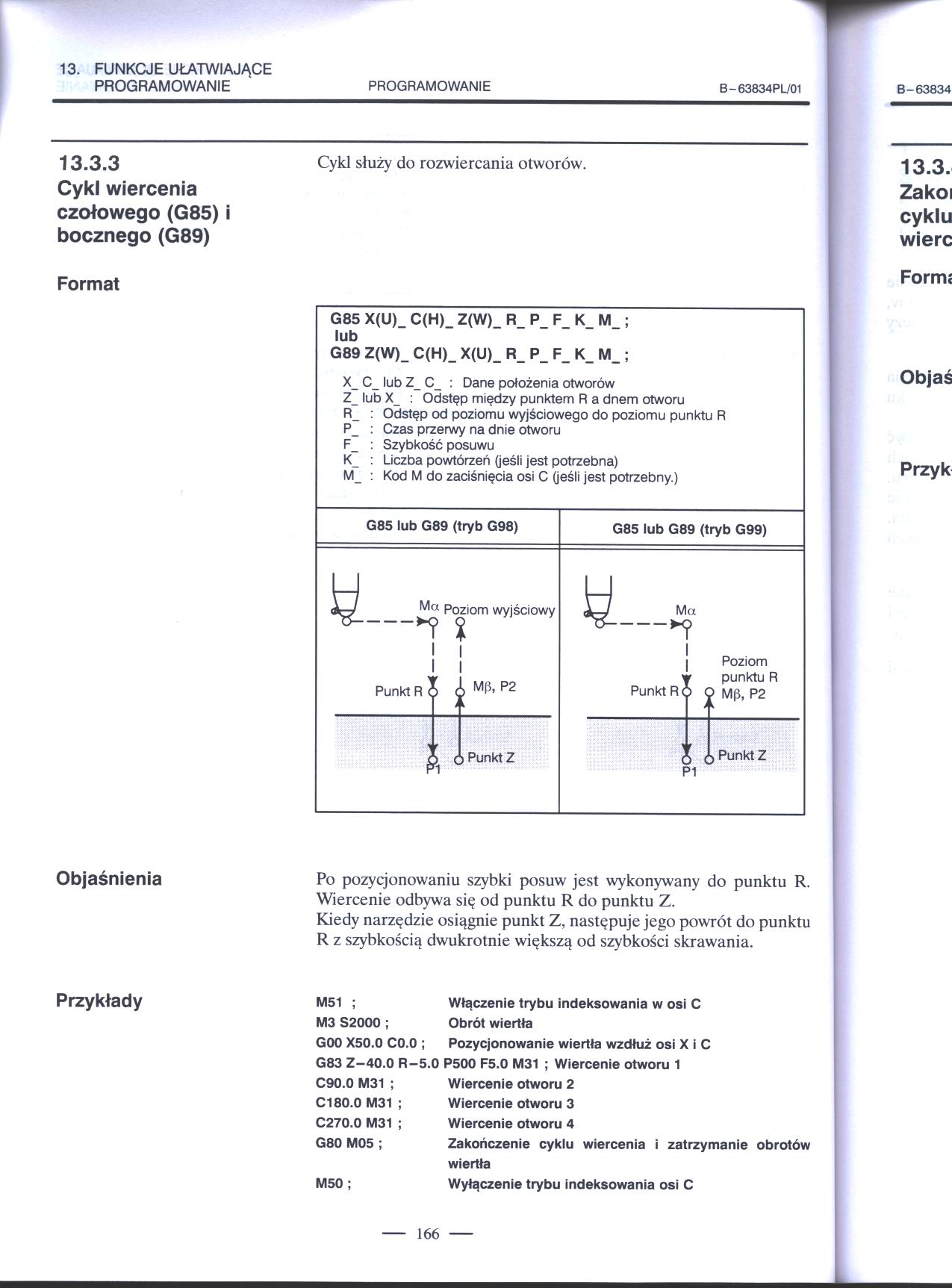
G85 X(U)_ C(H)_ Z(W)_ R_ P_ F_ K_ M_ ; lub
G89 Z(W)_ C(H)_ X(U)_ R_ P_ F_ K_ M_ ;
X_ C_ lub Z_ C_ : Dane położenia otworów
Z_ lub X_ : Odstęp między punktem R a dnem otworu
R_ : Odstęp od poziomu wyjściowego do poziomu punktu R
P_ : Czas przerwy na dnie otworu
F_ : Szybkość posuwu
K_ : Liczba powtórzeń (jeśli jest potrzebna)
M_ : Kod M do zaciśnięcia osi C Gęśli jest potrzebny.)
G85 lub G89 (tryb G98)
G85 lub G89 (tryb G99)
Punkt
Ma
I
Poziom w punktu R Punkt R O O Mp, P2
A
6 Punkt Z
* Punkt Z P1
Po pozycjonowaniu szybki posuw jest wykonywany do punktu R. Wiercenie odbywa się od punktu R do punktu Z.
Kiedy narzędzie osiągnie punkt Z, następuje jego powrót do punktu R z szybkością dwukrotnie większą od szybkości skrawania.
M51 ; Włączenie trybu indeksowania w osi C
M3 S2000 ; Obrót wiertła
GOO X50.0 CO.O ; Pozycjonowanie wiertła wzdłuż osi X i C G83 Z-40.0 R-5.0 P500 F5.0 M31 ; Wiercenie otworu 1 C90.0 M31 ; Wiercenie otworu 2
C180.0 M31 ; Wiercenie otworu 3 C270.0 M31 ; Wiercenie otworu 4
G80 M05 ; Zakończenie cyklu wiercenia i zatrzymanie obrotów
wiertła
M50 ;
Wyłączenie trybu indeksowania osi C
Wyszukiwarka
Podobne podstrony:
13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEPROGRAMOWANIE B-63834PL/0113.2.5Cykl głębokiego wiercenia
128 3 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/0113.1.3Cykl toczenia czołowego
162 3 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/0113.4.2Cykl prostego szlifowani
168 2 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PU01 ADNOTACJA 1
150 6 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.3 STAŁY CYKL OBRÓBKI DLA
B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE13.1.4Jak korzystać ze stałych cykli
133 3 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01• Cykl skrawania czołowego (G9
138 6 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.2.2 Usuwanie naddatku
139 4 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01 13.2.3Powtórzenie wzoru
140 4 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEADNOTACJA 1
141 2 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01PrzykładyUsuwanie naddatku
144 5 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.2.6 Cykl wiercenia średnic
145 6 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01 13.2.7 Cykl obróbki gwintów
148 5 B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIEPrzykłady • Przestawne nacinan
149 3 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01 13.2.8 Uwagi dotyczące cyklu
152 4 B-63834PU01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE • Płaszczyzna powrotu G98/G99
13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE PROGRAMOWANIE B-63834PL/01• Oznaczenie symboli na rysunkach W
B-63834PL/01 PROGRAMOWANIE 13. FUNKCJE UŁATWIAJĄCE PROGRAMOWANIE 13.3.1 CYKL WIERCENIA CZOŁOWEGO
więcej podobnych podstron