288
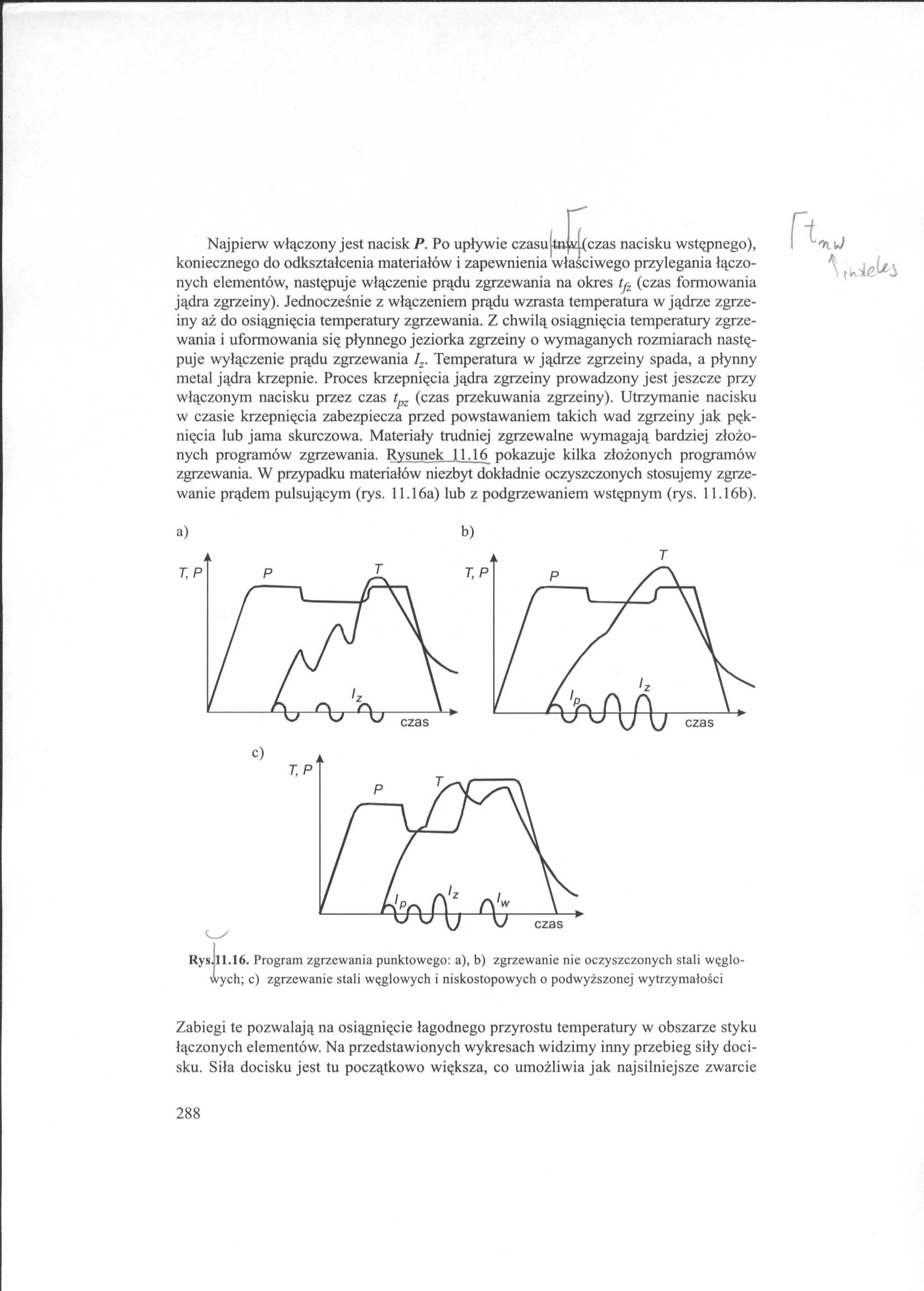
Najpierw włączony jest nacisk P. Po upływie czasu|te v|(czas nacisku wstępnego), koniecznego do odkształcenia materiałów i zapewnienia właściwego przylegania łączonych elementów, następuje włączenie prądu zgrzewania na okres tf: (czas formowania jądra zgrzeiny). Jednocześnie z włączeniem prądu wzrasta temperatura w jądrze zgrzeiny aż do osiągnięcia temperatury zgrzewania. Z chwilą osiągnięcia temperatury zgrzewania i uformowania się płynnego jeziorka zgrzeiny o wymaganych rozmiarach następuje wyłączenie prądu zgrzewania Iz. Temperatura w jądrze zgrzeiny spada, a płynny metal jądra krzepnie. Proces krzepnięcia jądra zgrzeiny prowadzony jest jeszcze przy włączonym nacisku przez czas tpz (czas przekuwania zgrzeiny). Utrzymanie nacisku w czasie krzepnięcia zabezpiecza przed powstawaniem takich wad zgrzeiny jak pęknięcia lub jama skurczowa. Materiały trudniej zgrzewalne wymagają bardziej złożonych programów zgrzewania. Rysunek 11.16 pokazuje kilka złożonych programów zgrzewania. W przypadku materiałów niezbyt dokładnie oczyszczonych stosujemy zgrzewanie prądem pulsującym (rys. 11.16a) lub z podgrzewaniem wstępnym (rys. 11.16b).
a)
ft
'HlJ
b)
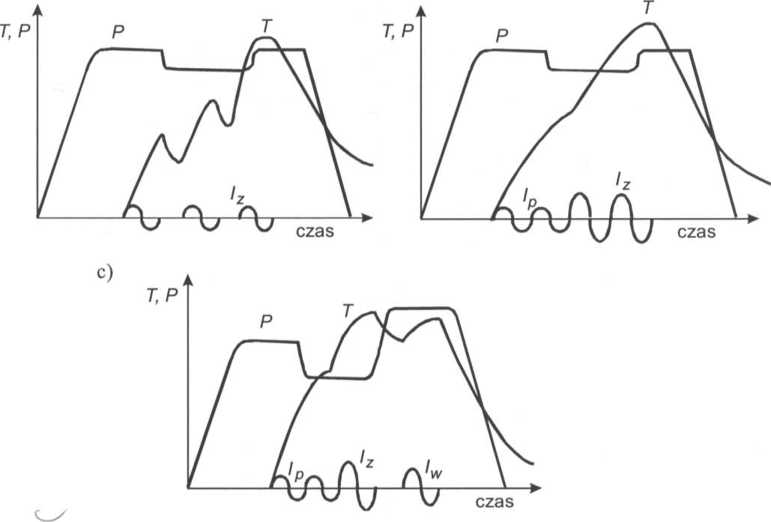
Rys.11.16. Program zgrzewania punktowego: a), b) zgrzewanie nie oczyszczonych stali węglowych; c) zgrzewanie stali węglowych i niskostopowych o podwyższonej wytrzymałości
Zabiegi te pozwalają na osiągnięcie łagodnego przyrostu temperatury w obszarze styku łączonych elementów. Na przedstawionych wykresach widzimy inny przebieg siły docisku. Siła docisku jest tu początkowo większa, co umożliwia jak najsilniejsze zwarcie
288
Wyszukiwarka
Podobne podstrony:
pary odpowiada, później druga. Po upływie czasu, zadzwonię dzwonkiem. Pierwsze zdanie: Jestem... (po
CCF20110506�002 Rys. 7.4. Podstawowe przebiegi napięć i prądów w układzie z rys. 7.3 (7-4) Po upływi
17. Po upływie czasu przeznaczonego na rozwiązywanie zadań zdający kończy pracę z arkuszem
- 43 - t - 42 - ■ V6! Po upływie czasu sedymentacji oznaczyć w każdej próbie mętność wody
Do rury przyrządu ostrożnie nalać wody do wys. 100-500 mm. Po upływie czasu określonego w normie prz
v. w przypadku wydań naukowych i krytycznych - tego, kto po upływie czasu ochrony prawa autorsk
po upływie czasu t * 0,01 s f wm =
Po upływie czasu odpowiadającego pięciu stałym czasowym obwodu szeregowego RC, napięcie na kondensat
lastscan16 Chcąc natomiast spłacić 1500 zł kwotą 1600 zł, jeśli d = 10%, należałoby dokonać spłaty p
m Po upływie czasu dzierżawy klient DHCP O może korzystać nadal z przydzielonych danych konfiguracyj
dyskonta, a po upływie czasu umownego otrzymuje kwotę równą nominałowi bonu. Bon może być wykupiony
więcej podobnych podstron