2tom013
1. URZĄDZENIA ELEKTROSTATYCZNE 28
Prawidłowo prowadzona eksploatacja jest jednym z podstawowych warunków skutecznego działania elektrofiltrów. Konieczne jest opracowanie dla każdego elektrofiltru lub zespołu elektrofiltrów odrębnej, szczegółowej instrukcji eksploatacji. Podstawą opracowania powinny być wytyczne prowadzenia procesu produkcyjnego stanowiącego źródło emisji aerozolu oraz instrukcje firmowe elektrofiltrów, jak również obowiązujące zarządzenia i przepisy [1.11], Dotyczy to nic tylko doboru nastaw układów regulujących parametry pracy elektrofiltru, lecz także wykonywania przeglądów, napraw, konserwacji i remontów.
Istotny jest również dobór parametrów pracy zespołów zasilających oraz program czasowy strzepywania elektrod zbiorczych. Podstawową wielkością związaną ze skutecznością odpylania jest napięcie robocze elektrofiltru. Zależność skuteczności odpylania od napięcia ma wyraźne ekstremum, zależne od charakterystyki i stanu komory oraz parametrów odpylanego aerozolu. Wartość ta dla każdego elektrofiltru powinna być określona na podstawie pomiarów identyfikacyjnych.
Wartość prądu sekcji komór elektrofiltru nic jest jednoznacznie związana ze skutecznością odpylania. Należy jednak stwierdzić, że chwilowe wartości prądu i sposób ich zmian świadczą o tym, czy proces odpylania jest prawidłowy czy nieprawidłowy. Dlatego wartość prądu należy na bieżąco kontrolować i analizować. Dla każdego elektrofiltru powinna być określona dopuszczalna minimalna i maksymalna wartość tego prądu.
Na eksploatację ma wpływ również proces oczyszczania elektrod zbiorczych, szczególnie w elektrofiltrach suchych. Dobór programu strzepywania powinien być określony na podstawie rozpoznania rozkładu gęstości pyłu lub stężenia zapylenia wzdłuż, elektrofiltru. Wskazane jest wykonanie pomiaru skuteczności odpylania w celu potwierdzenia założeń projektowych.
1.3. Elektrostatyczne nakładanie powłok
1.3.1. Technologia i urządzenia do elektrostatycznego nakładania powłok
Tradycyjne technologie nakładania powłok z materiałów lakierniczych ciekłych i proszkowych oraz struktur włóknistych mogą być zastępowane lub wspomagane przez procesy elektrostatyczne. Siły pola elektrostatycznego E są wykorzystywane:
— w dyspergowaniu materiałów ciekłych (lakierniczych, do opryskiwania plantacji itd.) zwanym często atomizacją;
— w ukierunkowaniu wędrówki strumienia materiałów rozdrobnionych;
— do osadzania materiałów na podłożach lepkich;
— do odseparowywania składników z mieszanin, np. sproszkowanych.
W przemyśle najbardziej są rozpowszechnione dwie technologie:
— nakładanie farb ciekłych (o dużej rezystywności i rozcieóczalnych w wodzie);
— napylanie tworzyw proszkowych (opartych na związkach organicznych i coraz częściej emalii nieorganicznych).
Atomizacja (rozpad) strużki lakierniczej (ogólnie cieczowej) lub błony wytworzonej na obrzeżu elektrody wysokonapięciowej ulotowej — zwanej technologiczną, ma charakter procesu falowego. Zjawiska elektrohydrodynamiczncj atomizacji cieczy w polu elektrycznym stałym E objaśniono na rys. 1.6. Z dyszy atomizera la pod ciśnieniem p strużka 2a lakieru lub innej cieczy, w polu elektrycznym £ jest rozmiatana w procesie falowym w kierunku z i poprzecznie w kierunku x. W odległości krytycznej zC(il « 5 mm ulega ona atomizacji i przechodzi w mgłę lakierniczą, gdy już powstaną mikrokrople w miejscach 3a • ą(1 Naładowane cząstki są osadzane siłami pola E na przedmiocie 6a, na którym wytwarza się powłoka 5a.
podobny efekt falowy występuje w warunkach atomizacji cieczy na atomizerze tarczowym wolnoobrotowym, jak na rys. 1.6b. Z obrzeża wieńca Ib (drutowego, zębatego, falistego, spiralnego itp.) wirującej tarczy (a) = 60 obr./min), maczanej w rynience 7ł>, “wstała błona na powłoce cieczowej siłami pola elektrycznego ulega clektrohyd-rodynamiczncmu formowaniu, przechodząc z kolistego wieńca w kształt „grzebieniowy" 7b Atomizery typu kielichowego, listwowego, dyskowego itp. charakteryzuje proces rozpadu błony o podobnym obrazie.
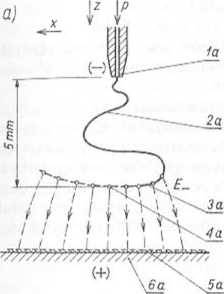
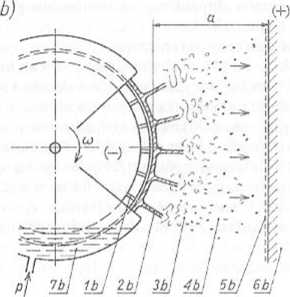
Rys. 1.6. Przykładowo figury rozpadu: a) strużki lakierniczej; b) błony lakierniczej
Na atomizer do farb i lakierów z dyszą (rys. 1.6a) jest zwykle podawany potencjał ujemny 50 -t- 65 kV; na atomizery, które realizują rozpad błony na rozległych krawędziach (wg rys. I.6b) jest podawany potencjał 60- 125 kV. Przedmioty malowane na ogół są uziemiane.
Najważniejszymi — ze względu na technologię elektrostatycznego nakładania powłok
— parametrami elektrofizycznymi farb i lakierów’ są:
— lepkość względna t] (s) — mierzona wg IV numeru kubka Forda; napięcie powierzchniowe, N • m" *;
ciężar właściwy i wielkość cząstek pigmentu, g em-3;
rezystywność, O-cm;
przcnikalność elektryczna względna sr;
' temperatura (tzw. punkt) zapłonu 71. °C.
W procesach elektrostatycznego malowania są stosowane dwa rodzaje głowic do elektrostatycznego lub elektroslatyczno-pncumatycznego natrysku: przenośne (zwykle jako pistolety ręczne) oraz stacjonarne (osadzone na kolumnach, na ramionach manipulatorów lub robotów). Obydwra rozwiązania konstrukcyjne dają dobry efekt atomizacji aeczy, są bezpieczne w obsłudze, pozwalają uzyskać dobrą fakturę i szczelną powłokę aktcrniczą oraz ochronną, jeżeli materiał malarski cechują:
_ Przenikalność elektryczna względna sr = 6 -r-10;
__ re2ystywność qv = 106 5 • 107 Q ■ cm;
_ *°Pkość względna ?; = 20-f-30 s — wg IV kubka Forda;
niskie napięcie powierzchniowe (w 2()‘C używane rozpuszczalniki mają zwykle ok-20-10-3 N m-1);
Wyszukiwarka
Podobne podstrony:
4 9 Jak uczyć ortografii Poprawna pisownia jest jednym z podstawowych warunków efektywności przekazu
ODŻYWIANIE SIĘ JEST: jednym z podstawowych warunków zachowania życia i zdrowia, jest źródłem
39998 IMG?80 dziennikarskich źródeł informacji jest jednym z podstawowych warunków wolności prasy, j
Obraz#8 AUDI 80/90 Wskaźniki i urządzenia elektryczne Na prawej fotografii pokazany jest silnik
2tom010 I. URZĄDZENIA ELEKTROSTATYCZNE 22 R A = r„ln — ro R i r0 —- odpowiednio promienie elektrody
2tom011 I. URZĄDZENIA ELEKTROSTATYCZNE 24 quasi-impulsowe, które nie przepuszczają kilku lub więcej
2tom012 I. URZĄDZENIA ELEKTROSTATYCZNE kiwane przyspieszenie strzepujące w elektrofiltrach suchych),
2tom014 1. URZĄDZENIA ELEKTROSTATYCZNE 30 — mały ciężar właściwy używanego pigment
2tom015 !. URZĄDZENIA ELEKTROSTATYCZNE 32 na zasadzie powielacza (multipiera) — rys. 1.8. Napięcie U
2tom016 1. URZĄDZENIA ELEKTROSTATYCZNE 34 w którym: kx — współczynnik, /c, = 3ew/(ewH-2) (gdzie «H,
2tom017 I. URZĄDZENIA ELEKTROSTATYCZNE 36 te nadają się do nakładania proszków z tworzyw polimerowyc
2tom018 1. URZĄDZENIA ELEKTROSTATYCZNE 38 rodzajów olejów w urządzeniach zwanych elektrodehydraioram
Pojęcia podstawowe Równowaga ładunków elektrycznych jest jednym z podstawowych praw natury. Ładunku
img098 Rozdział 8Sieci pamięci skojarzeniowe]8.1 Sieć Hintona Pamięć skojarzeniowa jest. jednym z po
Włącznik czasowyP5 k Timer NE555 w układzie generatora monostabilnego jest jednym z podstawowych rod
więcej podobnych podstron