2tom030
2. URZĄDZENIA SPAWALNICZE 62
Kierunek przemieszczania przedmiotu napawanego
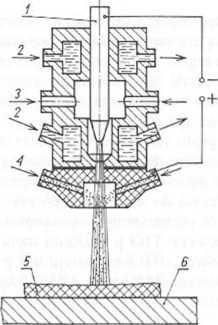
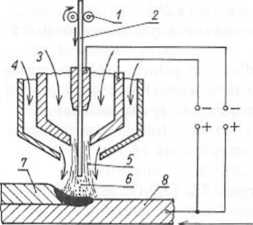
Rys. 2.34. Schemat palnika do natryskiwania plazmowego
1 — elektroda wolframowa, 2 woda chłodząca, 3 wlot gazu plazmorodnego, 4 wtrysk proszku, 5 warstwa natryskiwana, 6 materiał podstawowy Zaczerpnięto z [2.9]
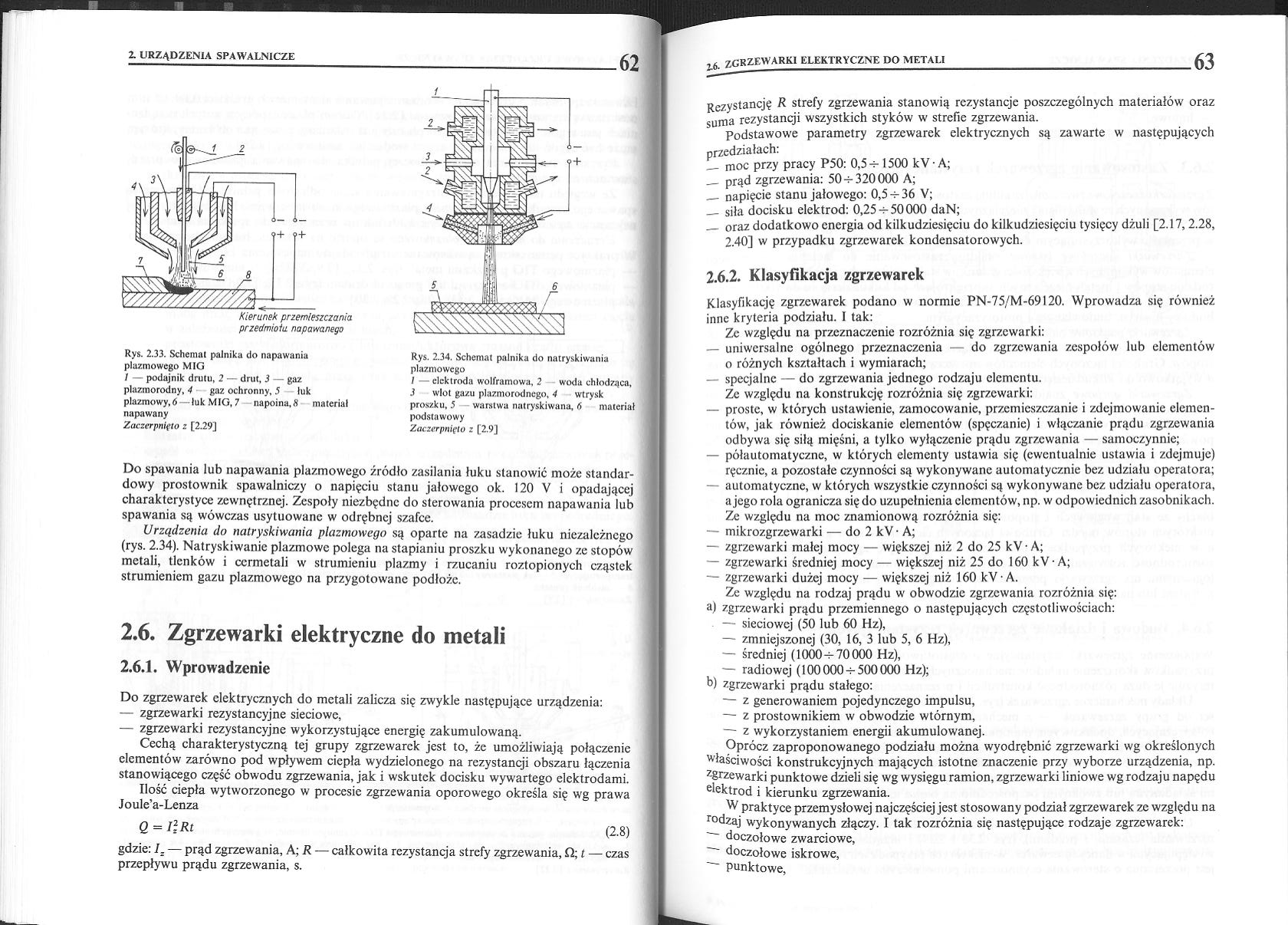
Rys. 2.33. Schemat palnika do napawania plazmowego MIG
/ — podajnik drutu, 2 — drut, 3 — gaz plazmorodny, A gaz ochronny, 5 luk plazmowy, 6 luk MIG, 7 napoina, 8 materiał
napawany
Zaczerpnięto z [2.29]
Do spawania lub napawania plazmowego źródło zasilania luku stanowić może standardowy prostownik spawalniczy o napięciu stanu jałowego ok. 120 V i opadającej charakterystyce zewnętrznej. Zespoły niezbędne do sterowania procesem napawania lub spawania są wówczas usytuowane w odrębnej szafce.
Urządzenia do natryskiwania plazmowego są oparte na zasadzie łuku niezależnego (rys. 2.34). Natryskiwanie plazmowe polega na stapianiu proszku wykonanego ze stopów metali, tlenków i cermetali w strumieniu plazmy i rzucaniu roztopionych cząstek strumieniem gazu plazmowego na przygotowane podłoże.
2.6. Zgrzewarki elektryczne do metali
2.6.1. Wprowadzenie
Do zgrzewarek elektrycznych do metali zalicza się zwykle następujące urządzenia:
— zgrzewarki rezystancyjne sieciowe,
— zgrzewarki rezystancyjne wykorzystujące energię zakumulowaną.
Cechą charakterystyczną tej grupy zgrzewarek jest to, że umożliwiają połączenie elementów zarówno pod wpływem ciepła wydzielonego na rezystancji obszaru łączenia stanowiącego część obwodu zgrzewania, jak i wskutek docisku wywartego elektrodami.
Ilość ciepła wytworzonego w procesie zgrzewania oporowego określa się wg prawa Joule’a-Lenza
Q = IlRt (2.8)
gdzie: Ix — prąd zgrzewania, A;R — całkowita rezystancja strefy zgrzewania, fl; l — czas przepływu prądu zgrzewania, s.
2.6.
ZGRZEWARKI ELEKTRYCZNE DO METALI
Rezystancję R strefy zgrzewania stanowią rezystancje poszczególnych materiałów oraz suma rezystancji wszystkich styków w strefie zgrzewania.
Podstawowe parametry zgrzewarek elektrycznych są zawarte w następujących
przedziałach:
_moc przy pracy P50: 0,5 + 1500 kV- A;
_ prąd zgrzewania: 50 4- 320 000 A;
__. napięcie stanu jałowego: 0,5 + 36 V;
— siła docisku elektrod: 0,25 — 50 000 daN;
_ 0raz dodatkowo energia od kilkudziesięciu do kilkudziesięciu tysięcy dżuli [2.17, 2.28,
2.40] w przypadku zgrzewarek kondensatorowych.
2.6.2. Klasyfikacja zgrzewarek
Klasyfikację zgrzewarek podano w normie PN-75/M-69I20. Wprowadza się również inne kryteria podziału. I tak:
Ze względu na przeznaczenie rozróżnia się zgrzewarki:
— uniwersalne ogólnego przeznaczenia — do zgrzewania zespołów lub elementów o różnych kształtach i wymiarach;
— specjalne — do zgrzewania jednego rodzaju elementu.
Ze względu na konstrukcję rozróżnia się zgrzewarki:
— proste, w których ustawienie, zamocowanie, przemieszczanie i zdejmowanie elementów, jak również dociskanie elementów (spęczanie) i włączanie prądu zgrzewania odbywa się silą mięśni, a tylko wyłączenie prądu zgrzewania — samoczynnie;
— półautomatyczne, w których elementy ustawia się (ewentualnie ustawia i zdejmuje) ręcznie, a pozostałe czynności są wykonywane automatycznie bez udziału operatora;
— automatyczne, w których wszystkie czynności są wykonywane bez udziału operatora, a jego rola ogranicza się do uzupełnienia elementów, np. w odpowiednich zasobnikach. Ze względu na moc znamionową rozróżnia się:
— mikrozgrzewarki — do 2 kV • A;
— zgrzewarki małej mocy — większej niż 2 do 25 kV • A;
— zgrzewarki średniej mocy — większej niż 25 do 160 kV-A;
— zgrzewarki dużej mocy — większej niż 160 kV A.
Ze względu na rodzaj prądu w obwodzie zgrzewania rozróżnia się:
a) zgrzewarki prądu przemiennego o następujących częstotliwościach:
— sieciowej (50 lub 60 Hz),
— zmniejszonej (30, 16, 3 lub 5, 6 Hz),
— średniej (1000 + 70000 Hz),
— radiowej (100000 + 500000 Hz);
b) zgrzewarki prądu stałego:
— z generowaniem pojedynczego impulsu,
— z prostownikiem w obwodzie wtórnym,
— z wykorzystaniem energii akumulowanej.
Oprócz zaproponowanego podziału można wyodrębnić zgrzewarki wg określonych właściwości konstrukcyjnych mających istotne znaczenie przy wyborze urządzenia, np. zgrzewarki punktowe dzieli się wg wysięgu ramion, zgrzewarki liniowe wg rodzaju napędu elektrod i kierunku zgrzewania.
W praktyce przemysłowej najczęściej jest stosowany podział zgrzewarek ze względu na rodzaj wykonywanych złączy. I tak rozróżnia się następujące rodzaje zgrzewarek: doczołowe zwarciowe, doczołowe iskrowe, punktowe,
Wyszukiwarka
Podobne podstrony:
2tom035 2. URZĄDZENIA SPAWALNICZE 72 2. URZĄDZENIA SPAWALNICZE 72 Rys. 2.46. Schemat blokowy zgrzewa
2tom031 2. URZĄDZENIA SPAWALNICZE 64 — garbowe, — liniowe, —
2tom032 2. URZĄDZENIA SPAWALNICZE 66 Rys. 2.37. Obwód zgrzewania: a) zgrzewarki doczołowej; b) zgrze
2tom033 2. URZĄDZENIA SPAWALNICZE 68 Rys. 2.42. Schemat mechanizmu spęcrającego krzywkowego z napęde
2tom034 2. URZĄDZENIA SPAWALNICZE 70 Zgrzewarki punktowe Budowę części mechanicznej zgrzewarki przed
2tom036 2. URZĄDZENIA SPAWALNICZE -74 Rys. 2.49. Schemat blokowy standardowego komputerowego uk
2tom037 2. URZĄDZENIA SPAWALNICZE Po ustabilizowaniu się ciśnienia przekaźnik elektropneumatyczny WC
2tom038 2. URZĄDZENIA SPAWALNICZE 782.6.5. Podstawowe wielkości charakteryzujące zgrzewarki rezystan
2tom039 2. URZĄDZENIA SPAWALNICZE 80 2. URZĄDZENIA SPAWALNICZE 80 Rys. 2.59. Zależność względnej moc
rys6 19 kierunek wal co wonią Rys. 6. IV. Schemat tekstury: a) wtóknistej (w drucie Al), b) w blasze
Photo0046 6. Sprężarki urządzeń chłodniczych 191słrona ssatyna Słrona ssawna Rys.
Każda część przedmiotu jest realizowany według schematu: 1) Wprowadzenie do tematu przez prowadząceg
Tabele sprawdzające program nauczania Przedmiotu Budowa urządzeń mechatronicznych na kierunku
skanuj0012 (62) stosować, gdy przedmioty obrabiane są dostatecznie sztywne, a ich kształt i wymiary
więcej podobnych podstron