2tom036
2. URZĄDZENIA SPAWALNICZE -74
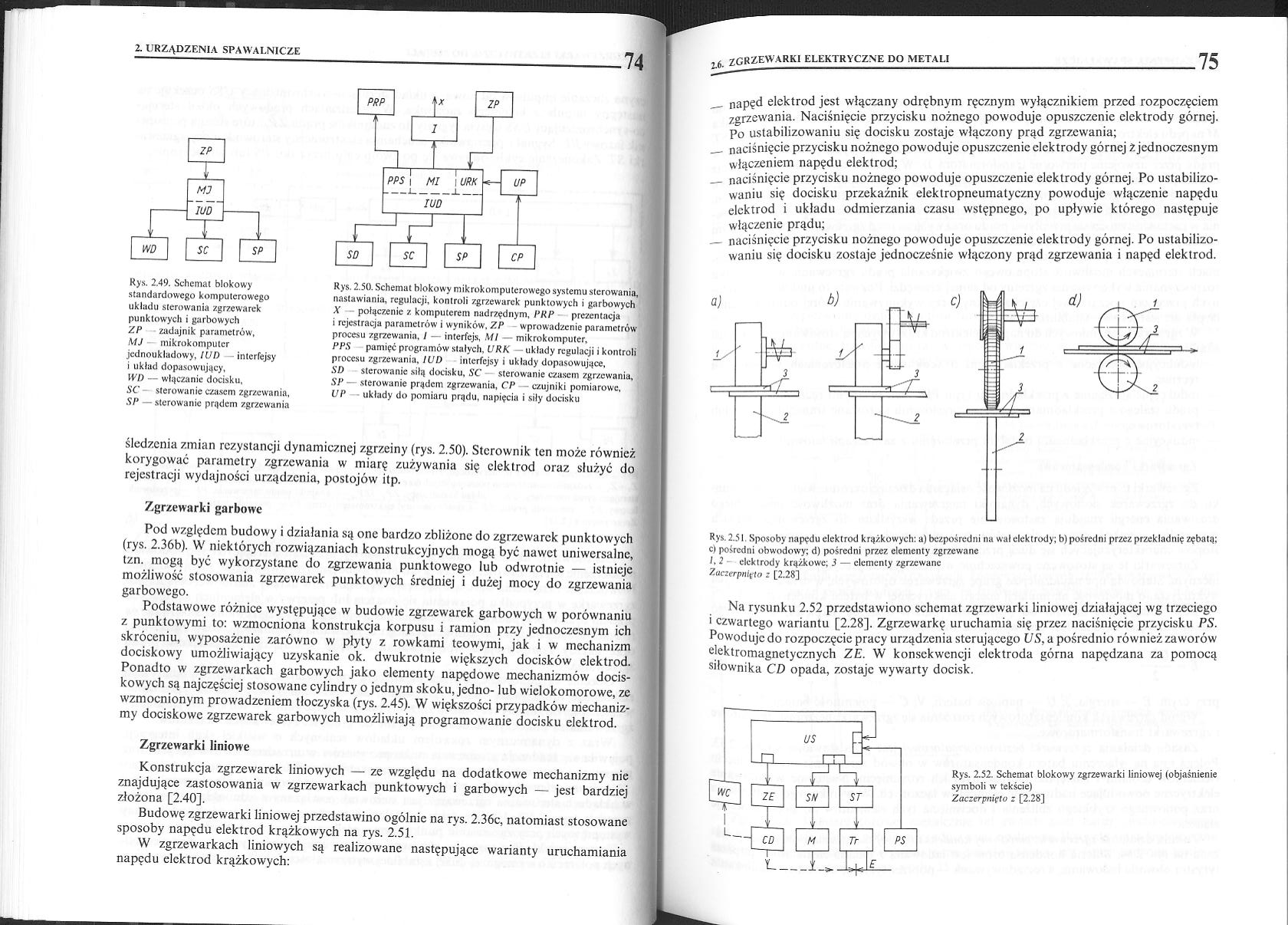
Rys. 2.49. Schemat blokowy standardowego komputerowego układu sterowania zgrzewarek punktowych i garbowych ZP zadajnik parametrów,
MJ mikrokomputer jednoukładowy, IUD interfejsy i układ dopasowujący,
WD — włączanie docisku,
SC sterowanie czasem zgrzewania, SP — sterowanie prądem zgrzewania
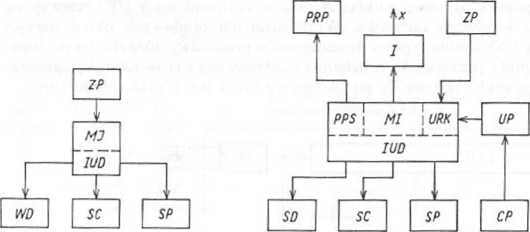
Rys. 2.50. Schemat blokowy mikrokomputerowego systemu sterowania, nastawiania, regulacji, kontroli zgrzewarek punktowych i garbowych X połączenie z komputerem nadrzędnym, PRP prezentacja i rejestracja parametrów i wyników, ZP wprowadzenie parametrów procesu zgrzewania. I interfejs, Ml — mikrokomputer,
PPS pamięć programów stałych, URK układy regulacji i kontroli procesu zgrzewania, IUD interfejsy i układy dopasowujące,
SD sterowanie siłą docisku, SC sterowanie czasem zgrzewania, SP sterowanie prądem zgrzewania, CP czujniki pomiarowe,
UP układy do pomiaru prądu, napięcia i siły docisku
śledzenia zmian rezystancji dynamicznej zgrzeiny (rys. 2.50). Sterownik ten może również korygować parametry zgrzewania w miarę zużywania się elektrod oraz służyć do rejestracji wydajności urządzenia, postojów itp.
Zgrzewarki garbowe
Pod względem budowy i działania są one bardzo zbliżone do zgrzewarek punktowych (rys. 2.36b). W niektórych rozwiązaniach konstrukcyjnych mogą być nawet uniwersalne, tzn. mogą być wykorzystane do zgrzewania punktowego lub odwrotnie — istnieje możliwość stosowania zgrzewarek punktowych średniej i dużej mocy do zgrzewania garbowego.
Podstawowe różnice występujące w budowie zgrzewarek garbowych w porównaniu z punktowymi to: wzmocniona konstrukcja korpusu i ramion przy jednoczesnym ich skróceniu, wyposażenie zarówno w płyty z rowkami teowymi, jak i w mechanizm dociskowy umożliwiający uzyskanie ok. dwukrotnie większych docisków elektrod. Ponadto w zgrzewarkach garbowych jako elementy napędowe mechanizmów dociskowych są najczęściej stosowane cylindry o jednym skoku, jedno- lub wielokomorowe, ze wzmocnionym prowadzeniem tioczyska (rys. 2.45). W większości przypadków mechanizmy dociskowe zgrzewarek garbowych umożliwiają programowanie docisku elektrod.
Zgrzewarki liniowe
Konstrukcja zgrzewarek liniowych — ze względu na dodatkowe mechanizmy nie znajdujące zastosowania w zgrzewarkach punktowych i garbowych — jest bardziej złożona [2.40],
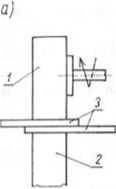
Budowę zgrzewarki liniowej przedstawino ogólnie na rys. 2.36c, natomiast stosowane sposoby napędu elektrod krążkowych na rys. 2.51.
W zgrzewarkach liniowych są realizowane następujące warianty uruchamiania napędu elektrod krążkowych:
75
,6 ZGRZ£WARK1 elektryczne do metali
nap?d elektrod jest włączany odrębnym ręcznym wyłącznikiem przed rozpoczęciem zgrzewania. Naciśnięcie przycisku nożnego powoduje opuszczenie elektrody górnej. Po ustabilizowaniu się docisku zostaje włączony prąd zgrzewania;
_ naciśnięcie przycisku nożnego powoduje opuszczenie elektrody górnej ż jednoczesnym
włączeniem napędu elektrod;
_ naciśnięcie przycisku nożnego powoduje opuszczenie elektrody górnej. Po ustabilizowaniu się docisku przekaźnik elektropneumatyczny powoduje włączenie napędu elektrod i układu odmierzania czasu wstępnego, po upływie którego następuje włączenie prądu;
_ naciśnięcie przycisku nożnego powoduje opuszczenie elektrody górnej. Po ustabilizowaniu się docisku zostaje jednocześnie włączony prąd zgrzewania i napęd elektrod.
b)
|
IZ |
h 3 'T | ||
|
~ |

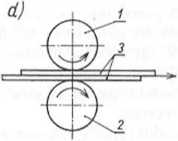
Rys. 2.51. Sposoby napędu elektrod krążkowych: a) bezpośredni na wal elektrody; b) pośredni przez przekładnię zębatą; c) pośredni obwodowy; d) pośredni przez elementy zgrzewane L 2 elektrody krążkowe; 3 — elementy zgrzewane Zaczerpnięto z [2.28]
Na rysunku 2.52 przedstawiono schemat zgrzewarki liniowej działającej wg trzeciego i czwartego wariantu [2.28]. Zgrzewarkę uruchamia się przez naciśnięcie przycisku PS. Powoduje do rozpoczęcie pracy urządzenia sterującego US, a pośrednio również zaworów elektromagnetycznych ZE. W konsekwencji elektroda górna napędzana za pomocą siłownika CD opada, zostaje wywarty docisk.
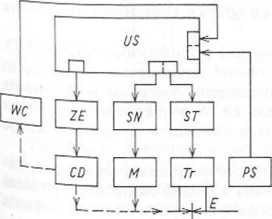
Rys. 2.52. Schemat blokowy zgrzewarki liniowej (objaśnienie symboli w tekście)
Zaczerpnięto z [2.28]
Wyszukiwarka
Podobne podstrony:
2tom035 2. URZĄDZENIA SPAWALNICZE 72 2. URZĄDZENIA SPAWALNICZE 72 Rys. 2.46. Schemat blokowy zgrzewa
2tom033 2. URZĄDZENIA SPAWALNICZE 68 Rys. 2.42. Schemat mechanizmu spęcrającego krzywkowego z napęde
2tom027 2. URZĄDZENIA SPAWALNICZE 56 Rys. 2.23. Schemat procesu spawania elektrodą nietopliwą: a) be
2tom032 2. URZĄDZENIA SPAWALNICZE 66 Rys. 2.37. Obwód zgrzewania: a) zgrzewarki doczołowej; b) zgrze
2tom030 2. URZĄDZENIA SPAWALNICZE 62 Kierunek przemieszczania przedmiotu napawanego Rys. 2.34. Schem
TMP76 Rys. 3.14. Schemat blokowy układu urządzeń energetycznych w elektrowni kondensacyjnej, wg [11]
Rys. 11. Schemat blokowy nadajnika radiofonicznego Oprócz wymienionych wyżej urządzeń służących do
OMiUP t2 Gorski(6 Rys. 7.27. Schemat blokowy urządzenia sterowego o układzie zamkniętym (ze sprzężen
piaps 74 7. Układy peryferyjne ar— LT^S? Rys. 7.11. Schemat blokowy Umera Ute 2 i 8-bitowym rejestrz
2tom022 2. URZĄDZENIA SPAWALNICZE 46 2. URZĄDZENIA SPAWALNICZE 46 Rys. 2.7. Schemat prostownika tyry
2tom039 2. URZĄDZENIA SPAWALNICZE 80 2. URZĄDZENIA SPAWALNICZE 80 Rys. 2.59. Zależność względnej moc
Image263 Rys. 4.290. Schemat blokowy licznika nastawnego z nastawieniem pojemności za pomocą przełąc
Image276 Rys. 4.310. Schemat blokowy synchronicznego czterodekadowego licznika programowanego Rozpat
więcej podobnych podstron