2tom037

2. URZĄDZENIA SPAWALNICZE
Po ustabilizowaniu się ciśnienia przekaźnik elektropneumatyczny WC podaje impuls do urządzenia sterującego US, które powoduje jednoczesne załączenie sterownika SN, silnika M napędu elektrod krążkowych oraz układu czasowego, a następnie sterownika mocy ST. W przedziale czasu zgrzewania (przepływu prądu) sterownik mocy ST powoduje przepływ prądu przez uzwojenie pierwotne transformatora Tr. W rezultacie przez elektrody £ oraz dociśnięte nimi elementy przepływa cyklicznie prąd zgrzewania. W takim przypadku przepływ prądu zgrzewania rozpoczyna się równocześnie z początkiem obrotu elektrod. Podczas zgrzewania liniowego urządzenie sterujące systematycznie włącza prąd zgrzewania w nastawionym czasie przepływu prądu oraz wyłącza prąd zgrzewania w nastawionym czasie przerwy w przepływie prądu.
Niektóre firmy produkujące zgrzewarki liniowe przewidują w stosowanych urządzeniach sterujących możliwość stopniowego zwiększania prądu zgrzewania w przypadku rozpoczynania wykonywania zgrzeiny od samej krawędzi. Pozwala to uniknąć ewentualnych przegrzać początkowej części zgrzeiny, przy wykonywaniu której odprowadzanie ciepła nie jest jeszcze ustabilizowane.
W zgrzewarkach liniowych do napędu elektrod krążkowych są stosowane następujące silniki:
— indukcyjne sprzężone z przekładniami o skokowych przełożeniach wybieranych ręcznie;
— indukcyjne sprzężone z przekładniami typu PIV, nastawianymi ręcznie;
— prądu stałego z przekładniami o stałym przełożeniu sterowane transduktorowo lub tyrystorowo;
— indukcyjne z przekładniami o stałym przełożeniu z zasilaczami falownikowymi. Zgrzewarki kondensatorowe
Zgrzewarki te ze względu na możliwość osiągania dziesięciokrotnie większej, w stosunku do zgrzewarek sieciowych, dynamiki nagrzewania oraz możliwość precyzyjnego dozowania energii znajdują zastosowanie przede wszystkim do zgrzewania cienkich przewodów, cienkościennych elementów wykonywanych z metali nieżelaznych i ich stopów charakteryzujących się dużą przewodnością elektryczną i cieplną [2.24].
Zgrzewarki te są stosowane powszechnie w przemysłach precyzyjnym i elektrotechnicznym. Stanowią one najliczniejszą grupę zgrzewarek oporowych, w działaniu których wykorzystano możliwość akumulacji energii elektrycznej w baterii kondensatorów.
Ilość energii jest zależna od pojemności baterii oraz od napięcia, do którego naładowana jest bateria. Jest ona wyrażona wzorem przy czym: E — energia, J; U — napięcie baterii, V; C — pojemność baterii, F.
Wśród zgrzewarek kondensatorowych rozróżnia się zgrzewarki bcztransformatorowe i zgrzewarki transformatorowe.
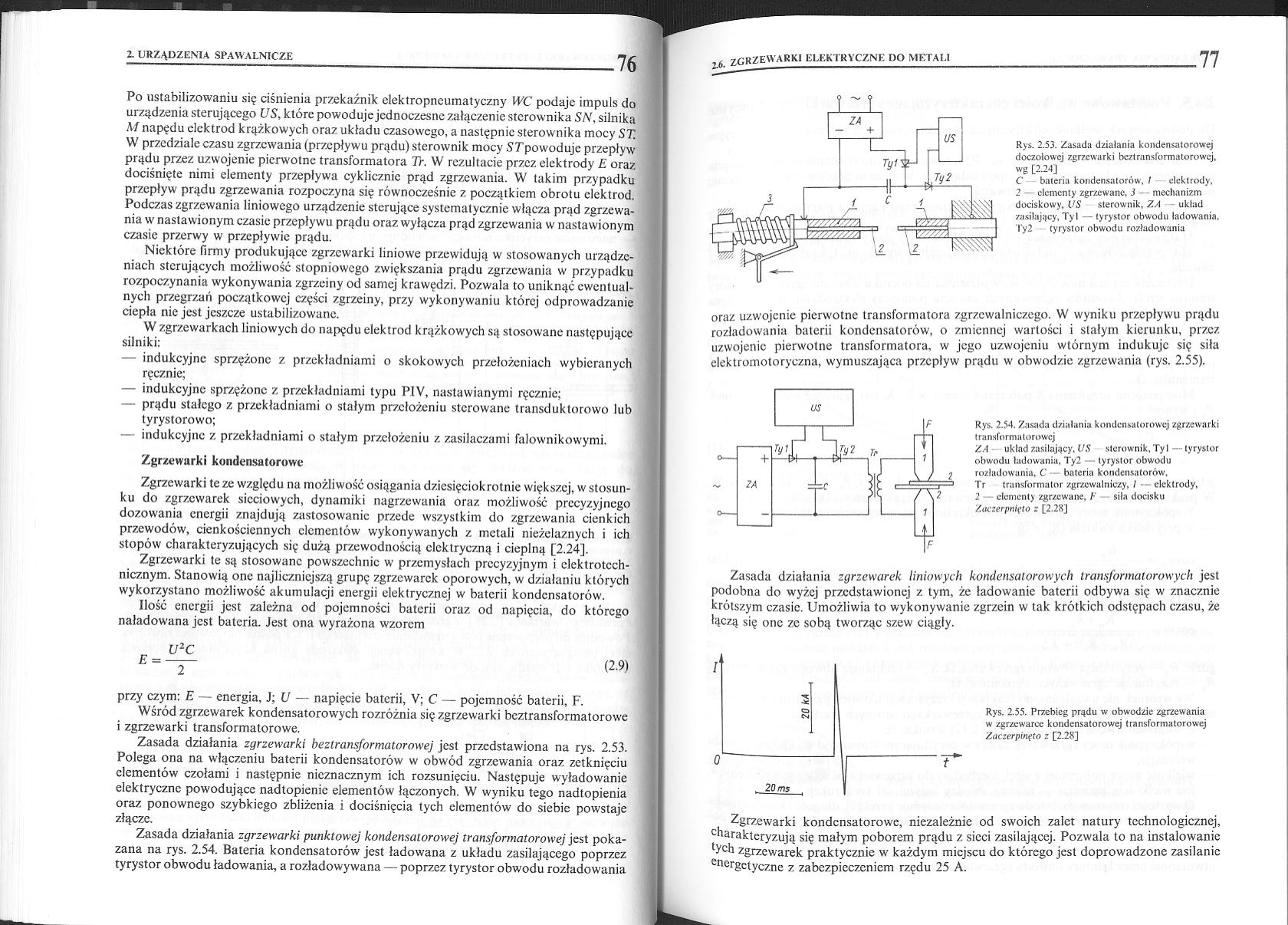
Zasada działania zgrzewarki beziransformatorowej jest przedstawiona na rys. 2.53. Polega ona na włączeniu baterii kondensatorów w obwód zgrzewania oraz zetknięciu elementów czołami i następnie nieznacznym ich rozsunięciu. Następuje wyładowanie elektryczne powodujące nadtopienie elementów łączonych. W wyniku tego nadtopienia oraz ponownego szybkiego zbliżenia i dociśnięcia tych elementów do siebie powstaje złącze.
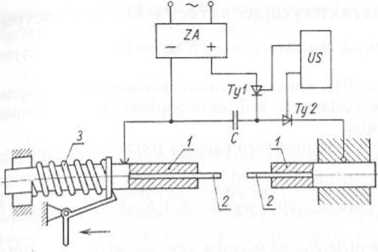
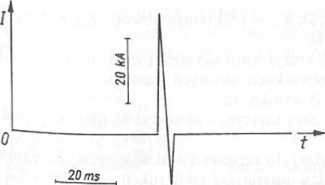
Zasada działania zgrzewarki punktowej kondensatorowej transformatorowej jest pokazana na rys. 2.54. Bateria kondensatorów jest ładowana z układu zasilającego poprzez tyrystor obwodu ładowania, a rozładowywana — poprzez tyrystor obwodu rozładowania
Rys. 2.53. Zasada działania kondensatorowej doczołowej zgrzewarki beziransformatorowej. wg [2.24]
C bateria kondensatorów, / elektrody,
2 — elementy zgrzewane, 3 — mechanizm dociskowy, US sterownik, ZA układ zasilający, Tyl — tyrystor obwodu ładowania. Ty2 tyrystor obwodu rozładowania
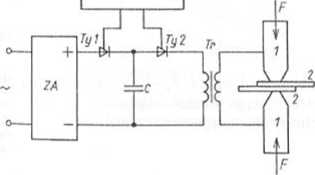
oraz uzwojenie pierwotne transformatora zgrzcwalniczego. W wyniku przepływu prądu rozładowania baterii kondensatorów, o zmiennej wartości i stałym kierunku, przez uzwojenie pierwotne transformatora, w jego uzwojeniu wtórnym indukuje się siła elektromotoryczna, wymuszająca przepływ prądu w obwodzie zgrzewania (rys. 2.55).
Rys. 2.54. Zasada działania kondensatorowej zgrzewarki transformatorowej
ZA układ zasilający, US sterownik. Tyl tyrystor obwodu ładowania, Ty2 tyrystor obwodu rozładowania, C bateria kondensatorów,
Tr transformator zgrzcwalnicz.y, / - elektrody.
2 elementy zgrzewane, /• siła docisku Zaczerpnięto z [2.28]
Zasada działania zgrzewarek liniowych kondensatorowych transformatorowych jest podobna do wyżej przedstawionej z tym, że ładowanie baterii odbywa się w znacznie krótszym czasie. Umożliwia to wykonywanie zgrzein w tak krótkich odstępach czasu, że łączą się one ze sobą tworząc szew ciągły.
Rys. 2.55. Przebieg prądu w obwodzie zgrzewania w zgrzewarce kondensatorowej transformatorowej Zaczerpinęto z [2.28]
Zgrzewarki kondensatorowe, niezależnie od swoich zalet natury technologicznej, c”arakteryzują się małym poborem prądu z sieci zasilającej. Pozwala to na instalowanie Uch zgrzewarek praktycznie w każdym miejscu do którego jest doprowadzone zasilanie energetyczne z zabezpieczeniem rzędu 25 A.
Wyszukiwarka
Podobne podstrony:
2tom035 2. URZĄDZENIA SPAWALNICZE 72 2. URZĄDZENIA SPAWALNICZE 72 Rys. 2.46. Schemat blokowy zgrzewa
2tom030 2. URZĄDZENIA SPAWALNICZE 62 Kierunek przemieszczania przedmiotu napawanego Rys. 2.34. Schem
2tom031 2. URZĄDZENIA SPAWALNICZE 64 — garbowe, — liniowe, —
2tom032 2. URZĄDZENIA SPAWALNICZE 66 Rys. 2.37. Obwód zgrzewania: a) zgrzewarki doczołowej; b) zgrze
2tom033 2. URZĄDZENIA SPAWALNICZE 68 Rys. 2.42. Schemat mechanizmu spęcrającego krzywkowego z napęde
2tom034 2. URZĄDZENIA SPAWALNICZE 70 Zgrzewarki punktowe Budowę części mechanicznej zgrzewarki przed
2tom036 2. URZĄDZENIA SPAWALNICZE -74 Rys. 2.49. Schemat blokowy standardowego komputerowego uk
2tom038 2. URZĄDZENIA SPAWALNICZE 782.6.5. Podstawowe wielkości charakteryzujące zgrzewarki rezystan
2tom039 2. URZĄDZENIA SPAWALNICZE 80 2. URZĄDZENIA SPAWALNICZE 80 Rys. 2.59. Zależność względnej moc
Zdjęcie0581 KOMUNIKATY PARA\_NGNST CZUEIpaT^toNeY Jest to przekaz informacji, który poawa się towarz
IMG00113 20110304 1213 , pomocą, zmechanizowanych urządzeń. Rozładunek wagonu odbywa się samoczynnie
IMG00113 20110304 1213 , pomocą, zmechanizowanych urządzeń. Rozładunek wagonu odbywa się samoczynnie
Po wykonaniu komor i instalacji urządzeń w komorze startowej rozpoczyna się proces polegający na wie
DSC01595 m, •ś* rw? in, ty u w la dóUdowywanła osiąga się po. ^Mgll łrtdntefo ciśnienia
URZĄDZENIA POMOCNICZE STACJI obniżeniu się lub przy wzroście ciśnienia poniżej lub powyżej określone
2011-10-07 Do komplikacji pooperacyjnych zalicza się: Po ustabilizowaniu
więcej podobnych podstron