2tom113
5. MASZYNY ELEKTRYCZNE 228
p =
(5.2)
w której: P — zredukowana moc obciążenia; Ps - moc znamionowa; A9,, — dopuszczalny przyrost temperatury dla danej klasy cieploodporności; .9e — temperatura czynnika chłodzącego.
Podane w tablicy 5.11 dopuszczalne przyrosty temperatury odnoszą się do maszyn przeznaczonych do pracy na wysokości do 1000 m n.p.m. W maszynach przeznaczonych do pracy na wyższych wysokościach, ale nie przekraczających 4000 m, dopuszczalne przyrosty temperatur powinny być niższe o 1% na każde 100 m wysokości powyżej 1000 m n.p.m. — w przypadku, gdy próba nagrzewania jest przeprowadzona na wysokości poniżej 1000 m.
5.I.6.2. Metody pomiaru temperatury poszczególnych części maszyny
Podane w tablicy 5.11 dopuszczalne przyrosty temperatury są ściśle związane z metodą pomiaru temperatury. Przy cieplnych badaniach maszyn elektrycznych do wyznaczania temperatury lub przyrostów temperatury są stosowane następujące metody: rezystancyjna (oporowa), wbudowanych czujników temperatury, termometrowa oraz metoda superpozycji.
Metoda rezystancyjna jest stosowana do pomiaru średniego przyrostu temperatury uzwojeń. Polega ona ha wyznaczeniu rezystancji uzwojenia w stanie zimnym i nagrzanym. Przyrost temperatury A9 uzwojeń miedzianych w'yznacza się w zależności
A3 = —9~-^(235 + 9J-(9c-9J (5.3)
A.
w której: R2, Rg — rezystancja uzwojenia odpowiednio w stanie zimnym i nagrzanym, <9., — temperatura uzwojenia zimnego, 9C — temperatura czynnika chłodzącego podczas próby cieplnej. W przypadku uzwojeń aluminiowych liczbę 235 we wzorze (5.3) należy zastąpić liczbą 225.
Metoda wbudowanych czujników polega na pomiarze temperatury za pomocą czujników rezystancyjnych lub termoelektrycznych wbudowanych przy wykonywaniu maszyny w miejscach, które są niedostępne po jej zmontowaniu. Czujniki do pomiaru temperatury uzwojeń są zabudowywane między izolowanymi bokami cewek (jeżeli w żłobku znajdują się dwa lub więcej boków) lub pod klinem (jeżeli w żłobku znajduje się jeden bok cewki). W maszynach większej mocy jest zwykle zabudowanych 6—12 czujników rozmieszczonych równomiernie na obwodzie maszyny w miejscach, w' których przewiduje się najwyższą temperaturę.
Metoda termometrowa jest stosowana w zasadzie do pomiaru temperatury wszystkich części maszyny (poza uzwojeniami). Polega ona na miejscowym pomiarze temperatury dostępnych powierzchni zmontowanej maszyny. Natomiast do pomiaru temperatury uzwojeń może być wykorzystana wyjątkowo tylko wtedy, kiedy nic można zastosować ani metody czujników wbudowanych, ani też metody rezystancyjncj (ze względu na małą jej dokładność np. do pomiaru uzwojenia o bardzo malej rezystancji lub uzwojenia stale zwartego). Metoda ta obejmuje pomiar za pomocą termometrów cieczowych oraz. czujników rezystancyjnych, termoelektrycznych i termistorowych.
Metoda superpozycji polega na wyznaczeniu przyrostu temperatury uzwojeń prądu przemiennego metodą rezystancyjną bez przerywania obciążenia z jednoczesnym nałożeniem pomiarowego prądu stałego na przemienny prąd obciążenia. Szczegółowy opis tej metody jest podany w normie PN-90/E-06729.
5.1.7. Wytrzymałość elektryczna izolacji maszyn elektrycznych
517.1. Ogólne wymagania
Układ izolacyjny uzwojeń i innych części izolowanych każdej maszyny nowej lub remontowanej jest poddawany próbie wytrzymałości elektrycznej izolacji głównej i izolacji zwojowej. Próbę wytrzymałości elektrycznej izolacji można wykonywać tylko wtedy, kiedy maszyna jest wysuszona i wynik pomiaru rezystancji izolacji jest zadowalający (p. 5.1.7.4).
5.I.7.2. Wytrzymałość elektryczna izolacji głównej
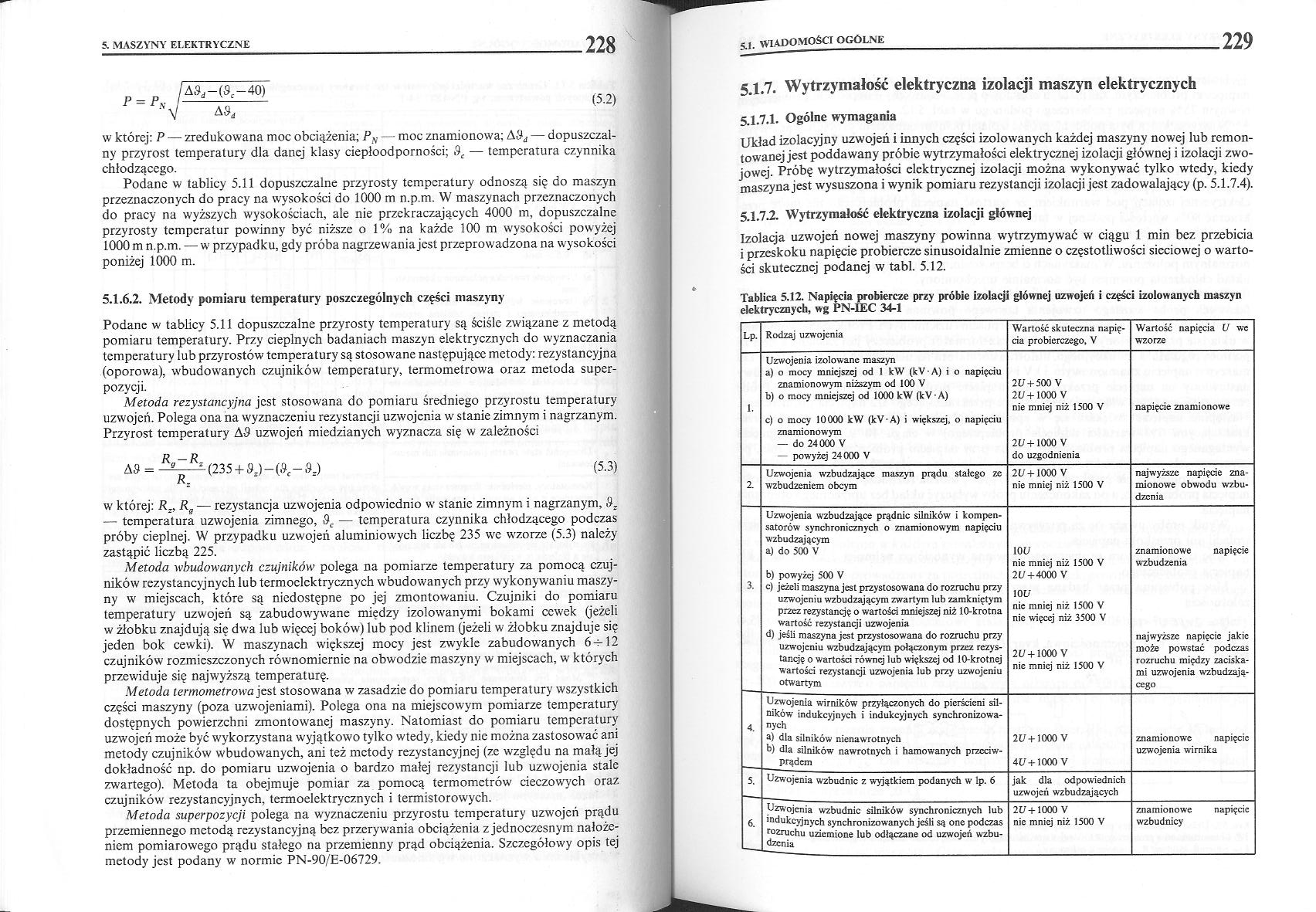
Izolacja uzwojeń nowej maszyny powinna wytrzymywać w ciągu 1 min bez przebicia i przeskoku napięcie probiercze sinusoidalnie zmienne o częstotliwości sieciowej o wartości skutecznej podanej w tabl. 5.12.
Tablica 5.12. Napięcia probiercze przy próbie izolacji głównej uzwojeń i części izolowanych maszyn elektrycznych, wg PN-IEC 34-1
|
Lp. |
Rodzaj uzwojenia |
Wartość skuteczna napięcia probierczego, V |
Wartość napięcia U we wzorze |
|
1. |
Uzwojenia izolowane maszyn a) o mocy mniejszej od 1 kW (kV A) i o napięciu znamionowym niższym od 100 V b) o mocy mniejszej od 1000 kW (kV • A) c) o mocy 10000 kW (kV-A) i większej, o napięciu znamionowym — do 24000 V — powyżej 24000 V |
2U + 500 V 2U+1000 V nie mniej niż 1500 V 2(7+1000 V do uzgodnienia |
napięcie znamionowe |
|
2. |
Uzwojenia wzbudzające maszyn prądu stałego ze wzbudzeniem obcym |
2U +1000 V nie mniej niż 1500 V |
najwyższe napięcie znamionowe obwodu wzbudzenia |
|
3. |
Uzwojenia wzbudzające prądnic silników' i kompensatorów synchronicznych o znamionowym napięciu wzbudzającym a) do 500 V b) powyżej 500 V c) jeżeli maszyna jest przystosowana do rozruchu przy uzwojeniu wzbudzającym zwartym lub zamkniętym pr2cz rezystangę o wartości mniejszej niż 10-krotna wartość rezystanq'i uzwojenia d) jeśli maszyna jest przystosowana do rozruchu przy uzwojeniu wzbudzającym połączonym przez rezystancję o wartości równej lub większej od 10-krotnej wartości rezystancji uzwojenia lub przy uzwojeniu otwartym |
10(7 nie mniej niż 1500 V 21/ + 4000 V 1017 nie mniej niż 1500 V nie więcej niż 3500 V 217 + 1000 V nie mniej niż 1500 V |
znamionowe napięcie wzbudzenia najwyższe napięcie jakie może powstać podczas rozruchu między zaciskami uzwojenia wzbudzającego |
|
4. |
Uzwojenia wirników przyłączonych do pierścieni silników indukcyjnych i indukcyjnych synchronizowanych a) dla silników nicnawrotnych b) dla silników nawrotnych i hamowanych przeciw-prądem |
2(7 + 1000 V 41/ +1000 V |
znamionowe napięcie uzwojenia wirnika |
|
5. |
Uzwojenia wzbudnic z wyjątkiem podanych w lp. 6 |
jak dla odpowiednich uzwojeń wzbudzających | |
|
6. |
Uzwojenia wzbudnic silników synchronicznych lub indukcyjnych synchronizowanych jeśli są one podczas rozruchu uziemione lub odłączane od uzwojeń wzbudzenia |
2U +1000 V nie mniej niż 1500 V |
znamionowe napięcie wzbudnicy |
Wyszukiwarka
Podobne podstrony:
Instytut Napędów i Maszyn Elektrycznych KOMEL PL - 40-203 Katowice Al. Roździeńskiego 188 Tel.:
2tom110 5. MASZYNY ELEKTRYCZNE 222 Pierwsza cyfra podaje oznaczenie grupy konstrukcyjnej: 1 &n
2tom111 5. MASZYNY ELEKTRYCZNE 224Tablica 5.9. Sposoby wprawiania w ruch czynnika chłodzącego, druga
2tom112 5. MASZYNY ELEKTRYCZNE 226 Tablica 5.10 (cd.) 5. MASZYNY ELEKTRYCZNE 226 Symbol TC SA IW IC
2tom114 5. MASZYNY ELEKTRYCZNE 230 Izolacja uzwojeń maszyn całkowicie przezwojonych jest poddawana p
2tom115 5. MASZYNY ELEKTRYCZNE 232 15 s w przypadku maszyn o mocy do 1000 kW (kV A), a dla maszyn wi
2tom116 5. MASZYNY ELEKTRYCZNE 234 Jeżeli drgania odkształcone mają tylko dwie wyraźne składowe o zb
2tom117 5. MASZYNY ELEKTRYCZNE 236 Tablica 5.18. Dopuszczalny skorygowany poziom dźwięku L^ (A) masz
2tom118 5. MASZYNY ELEKTRYCZNE 238 Tablica 5.20. Wymiary szczotek, w milimetrach, wg normy PN-90/E-0
2tom119 5. MASZYNY ELEKTRYCZNE 240 Tablica 5.21. Najczęściej stosowane gatunki szczotek w maszynach
2tom141 5. MASZYNY ELEKTRYCZNE 284 5. MASZYNY ELEKTRYCZNE 284 Tablica 5.40. Dane znamionowe silników
Branżowy Ośrodek Badawczo - Rozwojowy Maszyn Elektrycznych KOMEL al. Roździeńskiego 188 40
Moduł 724[01].Z3 Maszyny elektryczne i układy napędowe 216 724[01].Z3.01 Eksploatowanie
być zakłady produkujące maszyny i urządzenia elektroenergetyczne, zakłady naprawy maszyn elektryczny
5. Maszyny elektryczne i układy napędowe 119 Eksploatowanie
więcej podobnych podstron