334
Tablica 8.1 (cd.)
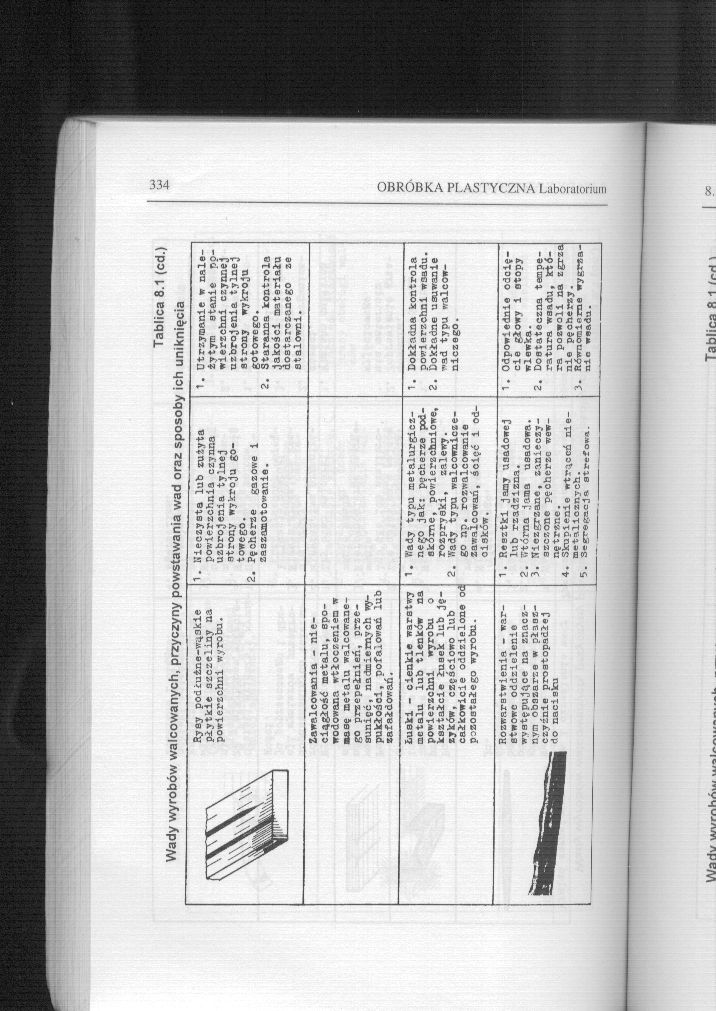
Wady wyrobów walcowanych, przyczyny powstawania wad oraz sposoby ich uniknięcia
|
Rysy podłużne-wąskie K W 'CV'V \ płytkie szczeliny na JA X \ powierzchni wyrobu. |
1. Kieczysta lub zużyta powierzchnia czynna uzbrojenia tylnej strony wykroju gotowego. 2. Pęcherze gazowe i zaszamotowanie. |
1. Otrzymanie w należytym stanie powierzchni czynnej uzbrojenia tylnej strony wykroju gotowego. 2. Staranna kontrola jakości materiału dostarczanego ze stalowni. |
|
Łnwalcowania - nieciągłość metalu, spowodowana wtłoczeniem w aasę metalu walcowanego przepełnień, przesunięć, nadmiernych wypukłości, pofalowań lub zafałdowań. | ||
|
Łuski - cienkie warstwy metalu lub tlenkćw na powierzchni wyrobu o kształcie łusek lub Języków, częściowo lub całkowicie oddzielone od pozostałego wyrobu. |
1. Wady typu metalurgicznego jak: pęcherze podskórne, powierzchniowe, rozpryeki, zalewy. 2. Aady typu walcowniczego np. rozwalcowanle zawalcowań, ścięć i od-oisków. |
1. Dokładna kontrola powierzchni wsadu. 2. Dokładne usuwanie •"■ad typu walcowniczego . |
|
RozwarBtwienia - warstwowe oddzielenie występujące na znacz-nyn obszarze w płaoz-czYĆnie prostopadłej do nacieku |
1. Resztki jamy usadowej lub rzadzizna. 2. wtórna jama usadowa. 3. Jłiezgrzane, zanieczyszczone pęcherze wewnętrzne. 4. Skupienie wtrąceń niemetalicznych. 5. 3eęreęaejft strefowa. |
1. Odpowiednie odcięcie głowy i stopy wlewka. 2. Dostateczna temperatura wsadu, która pozwoli na zgrza nie pęcherzy. 3. Równomierne wygrzanie wsadu. |
Wadu \A/\yrnhAvAi
Tablica ft 1 /rH \
Wyszukiwarka
Podobne podstrony:
347 (21) Tablica 8.5 (cd.)Wady wyrobów ciętych, przyczyny powstawania wad oraz sposoby ich uniknięci
354 (21) i*Tablica 8.7 (cd.)Wady wyrobów ciągnionych, przyczyny powstawania wad oraz sposoby ich uni
Tablica 8.2 (cd.)Wady wyrobów wyciskanych, przyczyny powstawania wad oraz sposoby ich uniknięcia tty
Tablica 8.3 (cd.)Wady wyrobów ciągnionych, przyczyny powstawania wad oraz sposoby ich uniknięcia Wyg
Tablica 8.6 (cd.)Wady wyrobów giętych, przyczyny powstawania wad oraz sposoby ich uniknięcia Wygląd
Tablica 8.7 (cd.)Wady wyrobów ciągnionych, przyczyny powstawania wad oraz sposoby ich uniknięcia Wyg
353 (21) Tablica 8.7 (cd.)Wady wyrobów ciągnionych, przyczyny powstawania wad oraz sposoby ich
Tablica 8.2 (cd.)Wady wyrobów wyciskanych, przyczyny powstawania wad oraz sposoby ich
Tablica 8.7 (cd.) Wady wyrobów ciągnionych, przyczyny powstawania wad oraz sposoby ich
Wady wyrobów giętych, przyczyny powstawania wad oraz sposoby ich uniknięcia Tablica 8.6 (cd.) U) o R
Tablica 8.1Wady wyrobów walcowanych, przyczyny powstawania wad oraz sposoby ich uniknięcia Wygląd
Tablica 8.2 Wady wyrobów wyciskanych, przyczyny powstawania wad oraz sposoby ich uniknięcia ____
337 2 i i 8. WADY WYROBÓWTablica 8.2 (cd.)Wady wyrobów wyciskanych, przyczyny powstawania wad oraz s
Wady wyrobów kutych, przyczyny powstawania wad oraz sposoby ich uniknięciaTablica 8.4 (cd.) Wygląd
348 (29) Wady wyrobów giętych, przyczyny powstawania wad oraz sposoby ich uniknięciaTablica 8.6 Wygl
-U Tablica 8.4Wady wyrobów kutych, przyczyny powstawania wad oraz sposoby ich uniknięcia Wygląd
Tablica 8.3Wady wyrobów ciągnionych, przyczyny powstawania wad oraz sposoby ich uniknięcia Wygląd
Tablica 8.7Wady wyrobów ciągnionych, przyczyny powstawania wad oraz sposoby ich uniknięcia Wygląd
Dzieci analizują przyczyny powstawania konfliktów i poszukują sposobów ich rozwiązania. Dowiadują si
więcej podobnych podstron