337 2
i
i
8. WADY WYROBÓW
Tablica 8.2 (cd.)
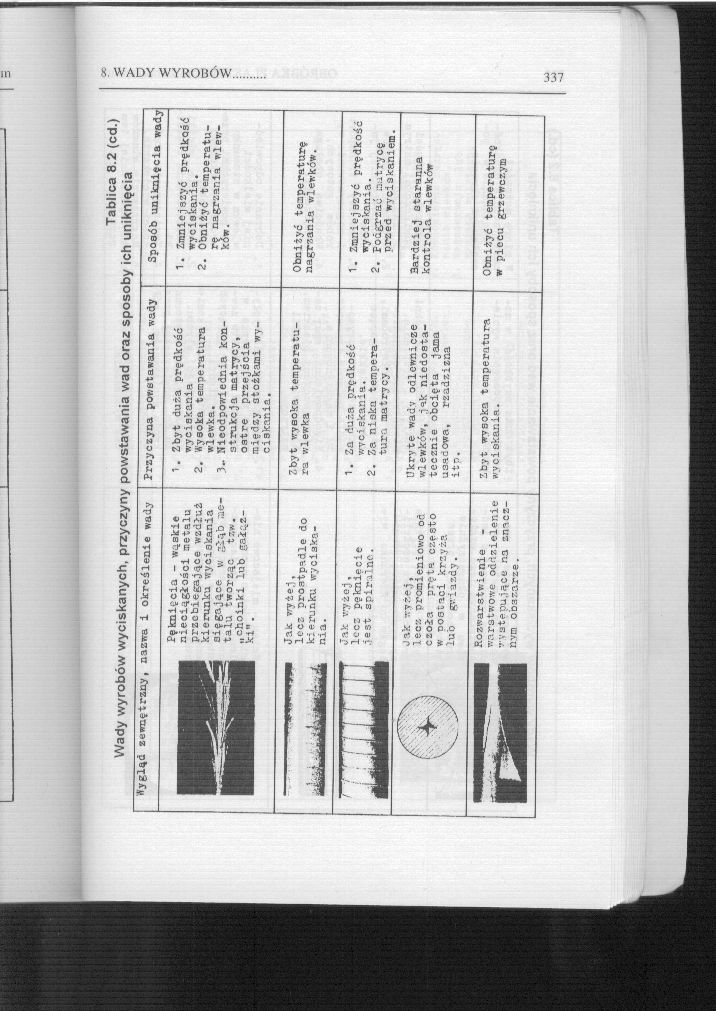
Wady wyrobów wyciskanych, przyczyny powstawania wad oraz sposoby ich uniknięcia
|
Aygląd zewnętrzny, nazwa i określenie wady |
Przyczyna powstawania wady |
Sposób uniknięcia wady | ||
|
ee |
Pęknięcia - wąskie nieciągłości metalu przebiegające wzdłuż kierunku wyciskania aięgające w ;£ąb metalu tworząc tzw. „choinki lub traszki". |
1. Zbyt duża prędkość wyciskania 2. Wysoka temperatura wlewka. 3- Nieodpowiednia konstrukcja matrycy, oatre przejścia między stożkami wyciskania. |
1. Zmniejszyć orędkość wyciskania. 2. Obniżyć temperaturę nagrzania wlewków. | |
|
lecz prostpadle do |
Zbyt wysoka temperatura wlewka |
Obniżyć temperaturę nagrzania wlewków. | ||
|
Timim |
Jak vyżej , lecz pęknięcie jest spiralne. |
1. Za duża prędkość wyci Skania. 2. Za niska temperatura matrycy. |
1. Zmniejszyć prędkość wyciskania. 2. podgrzać matrycę przed wyciskaniem. | |
|
Jak wyże.}, £S' . 'A lecz promieniowo od ‘ czoła pręta często \ J w postaci krzyża jy lub gwiazdy. |
Okryte wady odlewnicze wlewków, jak niedostatecznie obcięta jama usadowa, rządzizna itp. |
Bardziej staranna kontrola wlewków | ||
|
1 |
mm njii |
1 Rozwarstwienie -warstwowe oddzielenie TVStepujące na znacznym obszarze. |
Zbyt wysoka temperatura wyciskania. |
Obniżyć temperaturę w piecu grzewczym |
|
9^ | ||||
Wyszukiwarka
Podobne podstrony:
Tablica 8.2 (cd.)Wady wyrobów wyciskanych, przyczyny powstawania wad oraz sposoby ich uniknięcia tty
Tablica 8.2 (cd.)Wady wyrobów wyciskanych, przyczyny powstawania wad oraz sposoby ich
Tablica 8.2 Wady wyrobów wyciskanych, przyczyny powstawania wad oraz sposoby ich uniknięcia ____
347 (21) Tablica 8.5 (cd.)Wady wyrobów ciętych, przyczyny powstawania wad oraz sposoby ich uniknięci
353 (21) Tablica 8.7 (cd.)Wady wyrobów ciągnionych, przyczyny powstawania wad oraz sposoby ich
354 (21) i*Tablica 8.7 (cd.)Wady wyrobów ciągnionych, przyczyny powstawania wad oraz sposoby ich uni
Tablica 8.1 (cd.) Wady wyrobów walcowanych, przyczyny powstawania wad oraz sposoby ich uniknięcia
Tablica 8.3 (cd.)Wady wyrobów ciągnionych, przyczyny powstawania wad oraz sposoby ich uniknięcia Wyg
Wady wyrobów kutych, przyczyny powstawania wad oraz sposoby ich uniknięciaTablica 8.4 (cd.) Wygląd
Tablica 8.6 (cd.)Wady wyrobów giętych, przyczyny powstawania wad oraz sposoby ich uniknięcia Wygląd
Wady wyrobów giętych, przyczyny powstawania wad oraz sposoby ich uniknięcia Tablica 8.6 (cd.) U) o R
Tablica 8.7 (cd.) Wady wyrobów ciągnionych, przyczyny powstawania wad oraz sposoby ich
Tablica 8.7 (cd.)Wady wyrobów ciągnionych, przyczyny powstawania wad oraz sposoby ich uniknięcia Wyg
348 (29) Wady wyrobów giętych, przyczyny powstawania wad oraz sposoby ich uniknięciaTablica 8.6 Wygl
-U Tablica 8.4Wady wyrobów kutych, przyczyny powstawania wad oraz sposoby ich uniknięcia Wygląd
Tablica 8.1Wady wyrobów walcowanych, przyczyny powstawania wad oraz sposoby ich uniknięcia Wygląd
Tablica 8.3Wady wyrobów ciągnionych, przyczyny powstawania wad oraz sposoby ich uniknięcia Wygląd
Tablica 8.7Wady wyrobów ciągnionych, przyczyny powstawania wad oraz sposoby ich uniknięcia Wygląd
Dzieci analizują przyczyny powstawania konfliktów i poszukują sposobów ich rozwiązania. Dowiadują si
więcej podobnych podstron