340
•‘■'yglgd zewnętrzny
Ryay - wąskie, płytkie , DroatnHr.-ł,wi
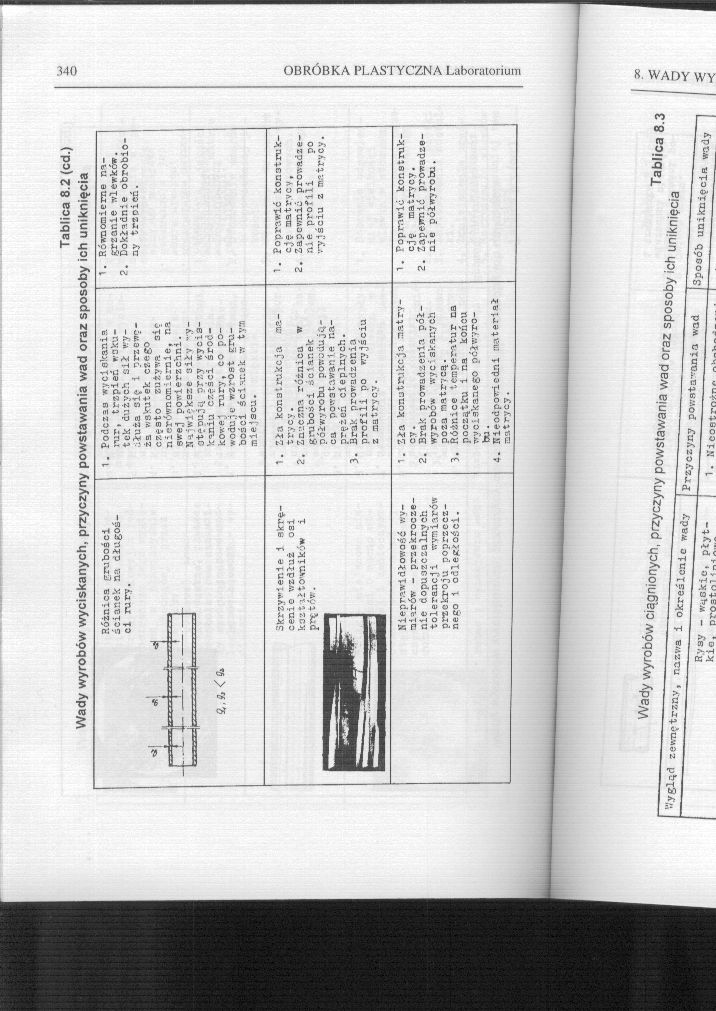
Podczas wyciskania rur, trzpień rskutek dużych sił wydłuża się i przewęża wskutek czego często zużywa 3ię nierównomiernie, na swej powierzchni.
N-i-większe 3iłv ~y-
otęoują przy wyciskaniu części środkowe' rury, co powoduje wzrost grubości ścianek w tya miejscu.
Równomierne nagrzanie wlewków.
?. Dokładnie obrobiony trzpień.
1.
■u
O
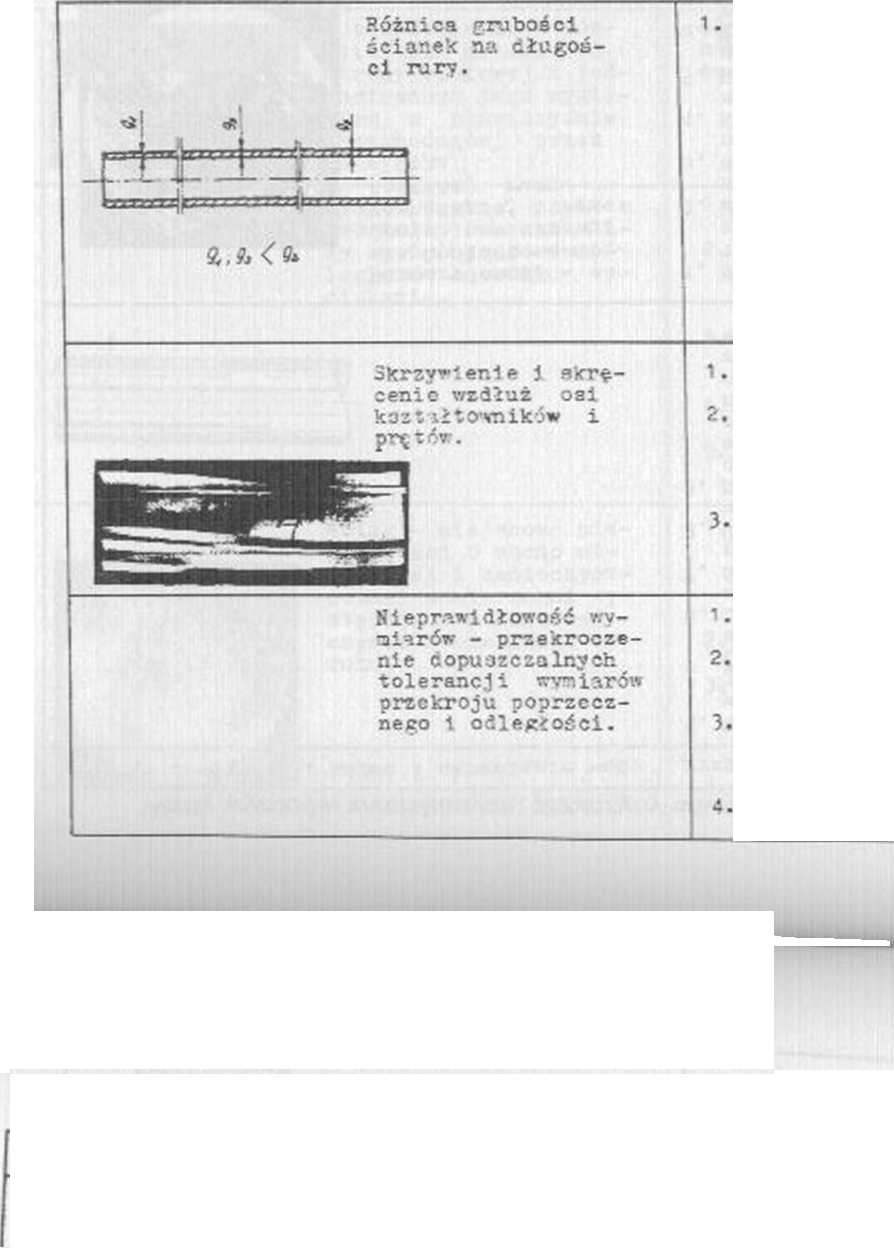
Zła konstrukcja matrycy.
Znaczna różnica w grubości ścianek
półwyrobu powodująca powstawanie naprężeń cieplnych. Brak prowadzenia profili no wyjściu z matrycy.
Poprawić konstrukcję matrvcv,
2. Zapewnić prowadzenie profili po
wyjściu z matrycy.
Zła konstrukcja matrycy.
Brak prowadzenia półwyrobów wyciskanych poza matrycą.
Różnice temperatur ca początku i na końcu wyciskanego półwyrobu .
Nieodpowiedni materiał matrycy,
i
1. Poprawić konstrukcję matrycy.
2. Zapewnić prowadzenie półwyrobu .
*1
powstawania wad [spoatfj, unitoi.^T 1. Ki coetrożn/. ---. 1 —
Wyszukiwarka
Podobne podstrony:
Tablica 8.2 (cd.)Wady wyrobów wyciskanych, przyczyny powstawania wad oraz sposoby ich uniknięcia tty
347 (21) Tablica 8.5 (cd.)Wady wyrobów ciętych, przyczyny powstawania wad oraz sposoby ich uniknięci
353 (21) Tablica 8.7 (cd.)Wady wyrobów ciągnionych, przyczyny powstawania wad oraz sposoby ich
354 (21) i*Tablica 8.7 (cd.)Wady wyrobów ciągnionych, przyczyny powstawania wad oraz sposoby ich uni
Tablica 8.1 (cd.) Wady wyrobów walcowanych, przyczyny powstawania wad oraz sposoby ich uniknięcia
337 2 i i 8. WADY WYROBÓWTablica 8.2 (cd.)Wady wyrobów wyciskanych, przyczyny powstawania wad oraz s
Tablica 8.3 (cd.)Wady wyrobów ciągnionych, przyczyny powstawania wad oraz sposoby ich uniknięcia Wyg
Tablica 8.6 (cd.)Wady wyrobów giętych, przyczyny powstawania wad oraz sposoby ich uniknięcia Wygląd
Tablica 8.7 (cd.) Wady wyrobów ciągnionych, przyczyny powstawania wad oraz sposoby ich
Tablica 8.7 (cd.)Wady wyrobów ciągnionych, przyczyny powstawania wad oraz sposoby ich uniknięcia Wyg
Tablica 8.2 Wady wyrobów wyciskanych, przyczyny powstawania wad oraz sposoby ich uniknięcia ____
Wady wyrobów giętych, przyczyny powstawania wad oraz sposoby ich uniknięcia Tablica 8.6 (cd.) U) o R
Wady wyrobów kutych, przyczyny powstawania wad oraz sposoby ich uniknięciaTablica 8.4 (cd.) Wygląd
348 (29) Wady wyrobów giętych, przyczyny powstawania wad oraz sposoby ich uniknięciaTablica 8.6 Wygl
-U Tablica 8.4Wady wyrobów kutych, przyczyny powstawania wad oraz sposoby ich uniknięcia Wygląd
Tablica 8.1Wady wyrobów walcowanych, przyczyny powstawania wad oraz sposoby ich uniknięcia Wygląd
Tablica 8.3Wady wyrobów ciągnionych, przyczyny powstawania wad oraz sposoby ich uniknięcia Wygląd
Tablica 8.7Wady wyrobów ciągnionych, przyczyny powstawania wad oraz sposoby ich uniknięcia Wygląd
Dzieci analizują przyczyny powstawania konfliktów i poszukują sposobów ich rozwiązania. Dowiadują si
więcej podobnych podstron