IMG00079
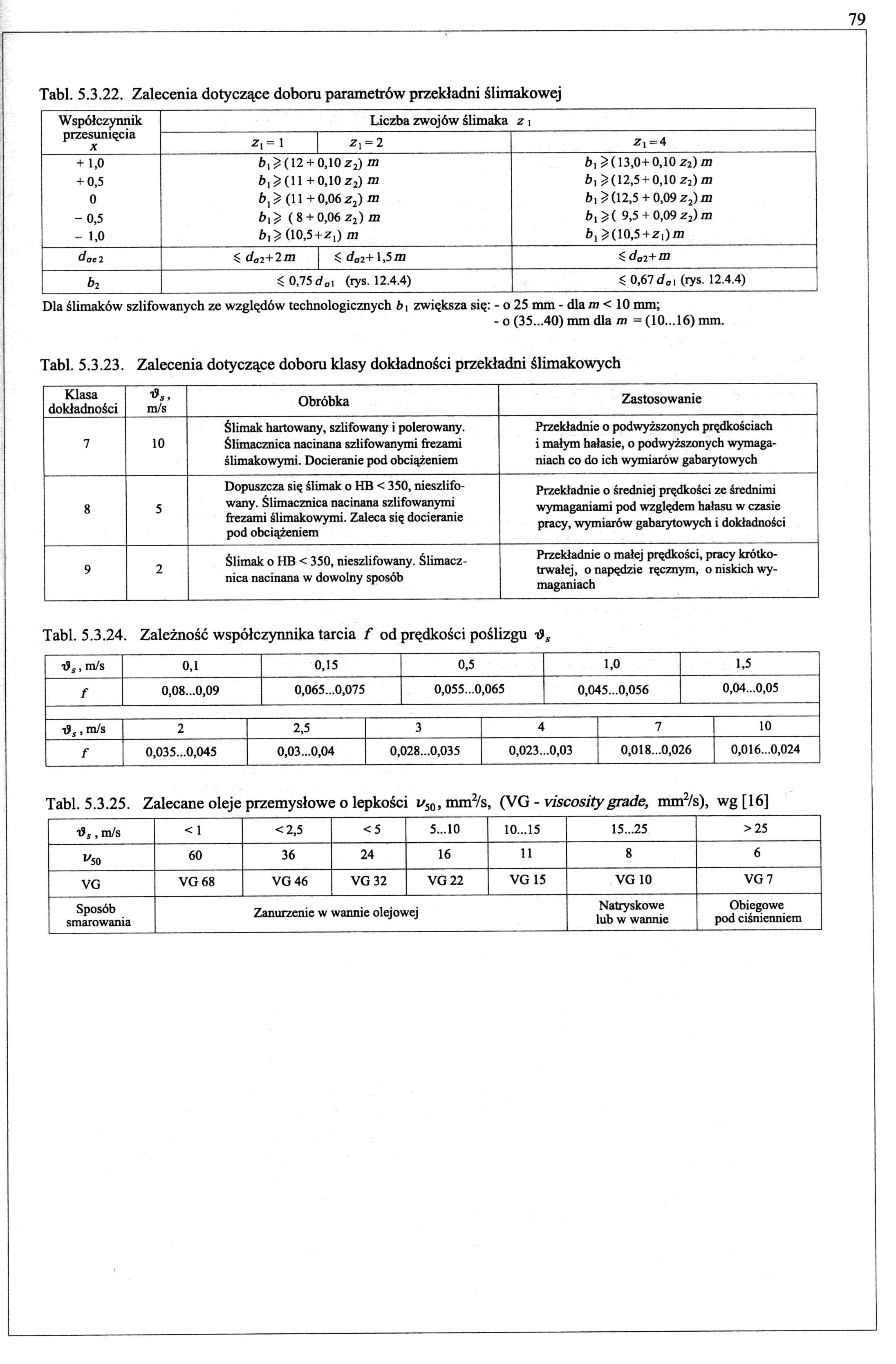
Tabl. 5.3.22. Zalecenia dotyczące doboru parametrów przekładni ślimakowej
|
Współczynnik |
Liczba zwojów ślimaka |
Z 1 | |
|
przesunięcia X |
*i=l |
*i = 2 |
*1=4 |
|
+ 1,0 |
ó|>(12 + |
0,10 z2) m |
h, >(13,0+0,10 z2) m |
|
+ 0,5 |
ł>i>(ll + 0,10z2) m |
b, >(12,5 + 0,10 z2) m | |
|
0 |
(11 + 0,06 z2) m |
b,> (12,5 + 0,09 z2)xn | |
|
- 0,5 |
b\> (8 + 0,06 z2) m |
ł>,>( 9,5 +0,09 z2)m | |
|
- 1,0 |
hi> (10,5+Zi) m |
6, >(10,5+z1)m | |
|
dacl |
$ d02+2m |
$ d„2+1,5 m |
$ da2+w |
|
b2 |
^ 0,75 d„\ (rys. 12.4.4) |
$ 0,67 doi (rys. 12.4.4) | |
Dla ślimaków szlifowanych ze względów technologicznych b\ zwiększa się: - o 25 mm - dla w < 10 mm;
- o (35...40) mm dla m = (10...16) mm.
Tabl. 5.3.23. Zalecenia dotyczące doboru klasy dokładności przekładni ślimakowych
|
Klasa dokładności |
m/s |
Obróbka |
Zastosowanie |
|
7 |
10 |
Ślimak hartowany, szlifowany i polerowany. Ślimacznica nacinana szlifowanymi frezami ślimakowymi. Docieranie pod obciążeniem |
Przekładnie o podwyższonych prędkościach i małym hałasie, o podwyższonych wymaganiach co do ich wymiarów gabarytowych |
|
8 |
5 |
Dopuszcza się ślimak o HB < 350, nieszlifo-wany. Ślimacznica nacinana szlifowanymi frezami ślimakowymi. Zaleca się docieranie pod obciążeniem |
Przekładnie o średniej prędkości ze średnimi wymaganiami pod względem hałasu w czasie pracy, wymiarów gabarytowych i dokładności |
|
9 |
2 |
Ślimak o HB < 350, nieszlifowany. Ślimacznica nacinana w dowolny sposób |
Przekładnie o małej prędkości, pracy krótkotrwałej, o napędzie ręcznym, o niskich wymaganiach |
Tabl. 5.3.24. Zależność współczynnika tarcia f od prędkości poślizgu i3s.
|
tSj , m/s |
0,l |
0,15 |
0,5 |
1,0 |
1,5 | |||||
|
f |
0,08...0,09 |
0,065—0,075 |
0,055-0,065 |
0,045...0,056 |
O o o LA | |||||
|
i5s, m/s |
2 |
2,5 |
3 |
4 |
7 |
10 | ||||
|
f |
0,035...0,045 |
0,03...0,04 |
0,028-0,035 |
0,023-0,03 |
0,018...0,026 |
0,016...0,024 | ||||
Tabl. 5.3.25. Zalecane oleje przemysłowe o lepkości i/j0,mm2/s, (VG - viscosity grade, mm2/s), wg [16]
|
i>s, m/s |
< i |
<2,5 |
<5 |
5...10 |
10...15 |
15...25 |
>25 |
|
^50 |
60 |
36 |
24 |
16 |
11 |
8 |
6 |
|
VG |
VG 68 |
VG 46 |
VG 32 |
VG 22 |
VG 15 |
VG 10 |
VG 7 |
|
Sposób smarowania |
Zanurzenie w wannie olejowej |
Natryskowe lub w wannie |
Obiegowe pod ciśnienniem | ||||
Wyszukiwarka
Podobne podstrony:
Str079 (4) 79Tabl. 5.3.22. Zalecenia dotyczące doboru parametrów przekładni
IMG00286 286 14.13. PRZEKŁADNIE PLANETARNE 14.13.1 NIEKTÓRE ZALECENIA DOTYCZĄCE DOBORU PARAMETRÓW, O
Str286 (2) 286 14.13. PRZEKŁADNIE PLANETARNE 14.13.1 NIEKTÓRE ZALECENIA DOTYCZĄCE DOBORU PARAMETRÓW,
Str286 (2) 286 14.13. PRZEKŁADNIE PLANETARNE 14.13.1 NIEKTÓRE ZALECENIA DOTYCZĄCE DOBORU PARAMETRÓW,
IMG00021 21 3.3.2.1. PRZYKŁAD OBLICZEŃ Obliczyć podstawowe parametry przekładni pasowej o pasie klin
IMG00047 474.2.4.1. PRZYKŁAD OBLICZEŃ Obliczyć podstawowe parametry przekładni o łańcuchu rolkowym.
Str172 (2) 172Cd. tabl. 12.3.7 Parametry przekładni zębatej 5. Kąt stożka podziałowego, st. (5i = ar
Str172 (2) 172Cd. tabl. 12.3.7 Parametry przekładni zębatej 5. Kąt stożka podziałowego, st. (5i = ar
Zdjecie( Doboru wielkości przekładni w przypadku stosowania napędów pośrednich dokonuje się według z
Cd. tabl. 12.3.7 Parametry przekładni zębatej 5. Kąt stożka podziałowego, st. <
IMG00031 Tabl. 3.6.8. Wymiary rowków oraz zalecenia wg konstrukcji kół pasowych a =34° b r a= 36° b
IMG00063 63 5.3.1.1. PRZYKŁAD OBLICZEŃ Obliczyć podstawowe parametry walcowej przekładni zamkniętej
IMG00172 172Cd. tabl. 12.3.7 Parametry przekładni zębatej 5. Kąt stożka podziałowego, st.
2. Zalecenia dotyczące organizacji procesu dydaktyczno-wychowawczego Podstawowym celem kształcenia w
więcej podobnych podstron