IMG00162
162
gdzie: Eia - najmniejsza odchyłka średniej stałej cięciwy zęba, mm Eics=i (średnia średnica podziałowa dm, kąt stożka podziałowego <5, średni moduł mm) (tabl. 12.1.10);
Tjc - tolerancja średniej stałej cięciwy zęba, mm
TSc= f (rodzaj tolerancji luzu bocznego, Fr) (tabl. 12.1.11);
Fr (tabl. 12.1.5);
kr - współczynnik dla określenia wartości Es cs przy różnych klasach dokładności (tabl. 12.1.12).
Najmniejsza odchyłka średniej stałej cięciwy zęba Es as jest określona tylko dla rodzaju pasowania H i klasy dokładności 7. Dla określenia £,-« w innych klasach dokładności i rodzajach pasowań, wartości Eics mnoży się przez współczynnik kr.
2. Wysokość pomiarowa - wysokość głowy zęba do średniej stałej cięciwy (he), mm, odpowiadająca nominalnemu położeniu zarysu odniesienia
6ć 1(2) =kaw 1(2) 0,1607 Snm 1(2), gdzie: ham - wysokość głowy zęba w średnim przekroju wieńca, mm:
-dlazębnika homl = (h‘+x,)mn ;
- dla koła zębatego hom2= (2h'a m„ ha = 1,0 - współczynnik wysokości głowy zęba.
PRZYKLAP 5. Koło stożkowe z2= 39, m„= 4 mm, fi= 35°, klasa dokładności 8-8-8-S, *,= +0,267, (*2 =-0,267), *7-1=0, Re = 127,922 mm, 6 = 50 mm, Rm = 102,922 mm, 6= 67°42', rodzaj zęba - kołowy (rys. 12.3.25).
dm=m„z2= 4-39 = 156 mm;
Śmn=(l,571+0/728*i+*7-1)nin = (1,571+0,728 0,267+0)-4 = 7,062 mm; Suun=-nma-Snm\= 3,1416-4-7,062 = 5,504 mm;
= 0,03 mm (tabl. 12.1.10) (m.M.Omm, 6 = 67°42',
dm = 156,0 mm);
kr = 4fl (tabl. 12.1.12) (klasa dokładności - 8-B);
Fr = 0,071 mm (tabl. 12.1.5) (klasa dokładności - 8, dm= 156,0 mm, m„ = 4,0 mm);
7’jc=0,13mm (tabl. 12.1.11) (Fr = 0,071 mm, pasowanie - B ); Fs'cs=Ei cs kr = 0,03-4,2 = 0,126 mm;
Śj = 0,883 Snm 2 = 0,883 -5,504 = 4,860 mm;
Sc (Sc Es cc) Fj c = (4,860 0,126) —0,130 = 4,734 — 0,130 mm.
he2 =hami ~ 0,1607 2,932-0,16075,504 = 2,048 mm;
ham\ = (ha +Jt,)mD= (1,0+0,267)4 = 5,068 mm;
ham2 = (2bimn-h0mi) = (2-1-4 - 5,068) = 2,932 mm.
12.1.4. DOKŁADNOŚĆ WYKONANIA UZĘBIENIA KÓŁ ŚLIMAKOWYCH, wg [15,52]
W drugiej części tablicy danych technicznych ślimaka (tabl. 12.4.4) przedstawia się dane do kontroli dokładności wykonania zębów ślimaka wg jednego z następujących parametrów:
- grubość zwoju ślimaka wzdłuż stałej cięciwy Ś i wysokość głowy zęba do stałej cięciwy ha, odpowiadająca nominalnemu położeniu zarysu odniesienia;
- nominalny wymiar przez wałeczki (kulki) M, odpowiadający nominalnemu położeniu zarysu odniesienia.
1. GRUBOŚĆ ZWOJU ŚLIMAKA WZDŁUŻ STAŁEJ CIĘCIWY S I WYSOKOŚĆ POMIAROWA ZĘBA ha
1. Nominalna podziałowa grubość zwoju ślimaka wzdłuż cięciwy, mm Sn= 1,571 m cos Z.
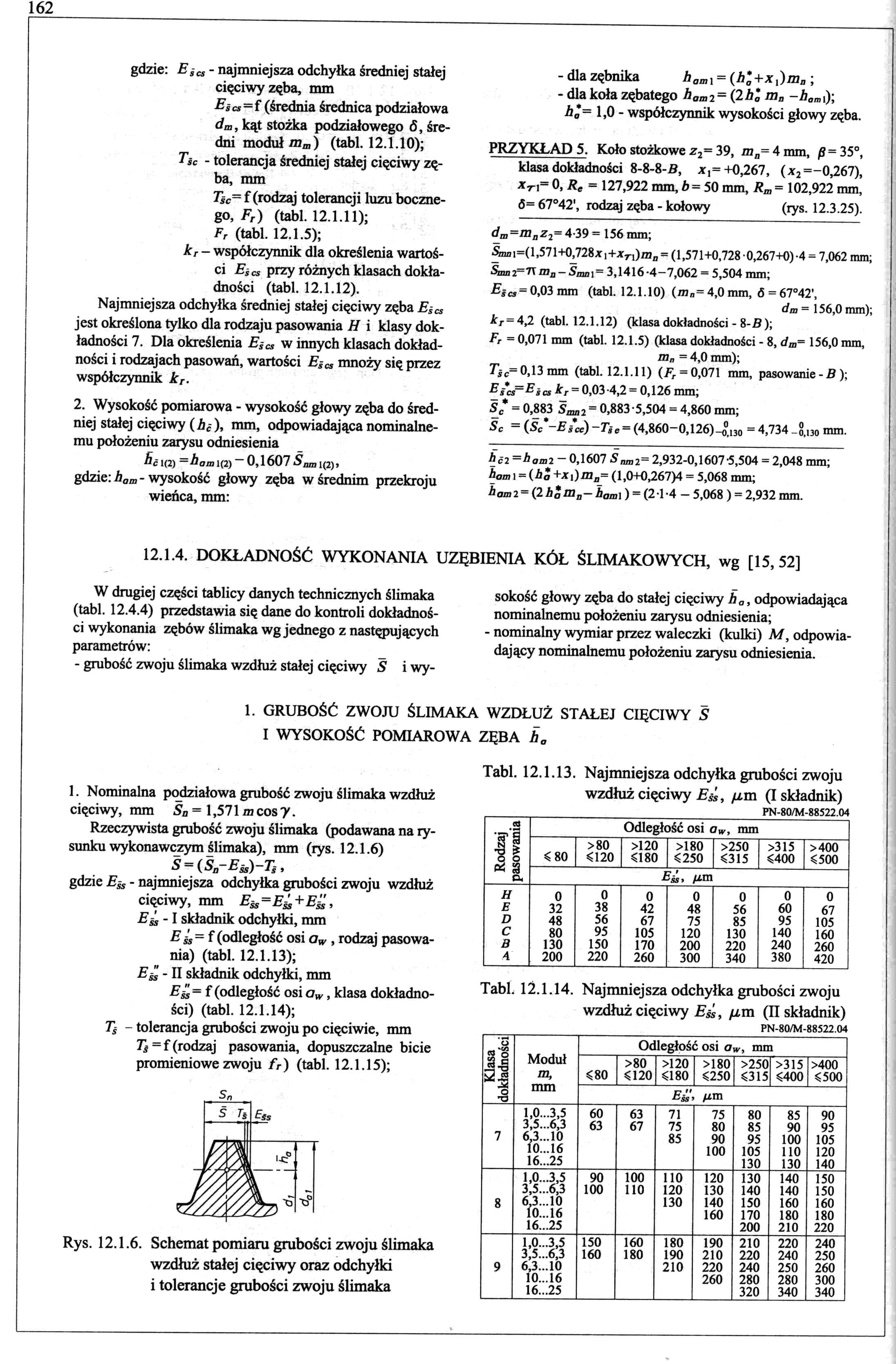
Rzeczywista grubość zwoju ślimaka (podawana na rysunku wykonawczym ślimaka), mm (rys. 12.1.6)
S ~ (Sn-E„)-T,,
gdzie Eśs - najmniejsza odchyłka grubości zwoju wzdłuż cięciwy, mm Em^E^+E^,
E&-1 składnik odchyłki, mm
Eis={(odległość osi aw , rodzaj pasowania) (tabl. 12.1.13);
E& - II składnik odchyłki, mm
E&= f (odległość osi aw, klasa dokładności) (tabl. 12.1.14);
7} - tolerancja grubości zwoju po cięciwie, mm Tj = f (rodzaj pasowania, dopuszczalne bicie promieniowe zwoju fr) (tabl. 12.1.15);
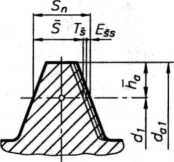
Rys. 12.1.6. Schemat pomiaru grubości zwoju ślimaka wzdłuż stałej cięciwy oraz odchyłki i tolerancje grubości zwoju ślimaka
Tabl. 12.1.13. Najmniejsza odchyłka grubości zwoju wzdłuż cięciwy E§s, /j.m (I składnik)
PN-80/M-88522.04
|
.2 |
Odległość osi aw, mm | ||||||
|
S w |
>80 |
>120 |
>180 |
>250 |
>315 |
>400 | |
|
o o |
<80 |
<120 |
<180 |
<250 |
<315 |
<400 |
<500 |
|
P4 $ | |||||||
|
o. | |||||||
|
H |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
E |
32 |
38 |
42 |
48 |
56 |
60 |
67 |
|
D |
48 |
56 |
67 |
75 |
85 |
95 |
105 |
|
C |
80 |
95 |
105 |
120 |
130 |
140 |
160 |
|
B |
130 |
150 |
170 |
200 |
220 |
240 |
260 |
|
4 |
200 |
220 |
260 |
300 |
340 |
380 |
420 |
Tabl. 12.1.14. Najmniejsza odchyłka grubości zwoju wzdłuż cięciwy E&, gm (II składnik)
PN-80/M-88522.04
|
Klasa dokładności |
Moduł m, mm |
Odległość osi aw, mm | ||||||
|
<80 |
>80 <120 |
>120 <180 |
>180 <250 |
>250 <315 |
>315 <400 |
>400 <500 | ||
|
Eśs i |
/zm | |||||||
|
1,0...3,5 |
60 |
63 |
71 |
75 |
80 |
85 |
90 | |
|
3,5...6,3 |
63 |
67 |
75 |
80 |
85 |
90 |
95 | |
|
7 |
6,3...10 |
85 |
90 |
95 |
100 |
105 | ||
|
10...16 |
100 |
105 |
110 |
120 | ||||
|
16...25 |
130 |
130 |
140 | |||||
|
1,0...3,5 |
90 |
100 |
110 |
120 |
130 |
140 |
150 | |
|
3,5...6,3 |
100 |
110 |
120 |
130 |
140 |
140 |
150 | |
|
g |
6,3...10 |
130 |
140 |
150 |
160 |
160 | ||
|
10...16 |
160 |
170 |
180 |
180 | ||||
|
16...25 |
200 |
210 |
220 | |||||
|
1,0...3,5 |
150 |
160 |
180 |
190 |
210 |
220 |
240 | |
|
3,5...6,3 |
160 |
180 |
190 |
210 |
220 |
240 |
250 | |
|
9 |
6,3...10 |
210 |
220 |
240 |
250 |
260 | ||
|
10... 16 |
260 |
280 |
280 |
300 | ||||
|
16...25 |
320 |
340 |
340 | |||||
Wyszukiwarka
Podobne podstrony:
Str162 (2) 162 gdzie: Escs - najmniejsza odchyłka średniej stałej cięciwy zęba, mm Eścs~ f (śre
IMG00161 161 Escs - najmniejsza odchyłka średniej stałej cięciwy zęba, mm; Eś CS = f (średnia średni
145 gdzie: E scs - najmniejsza odchyłka średniej stałej cięciwy zęba, mm Eg cs = f (średnia średnica
144 Egcs - najmniejsza odchyłka średniej stałej cięciwy zęba, mm; Escs~ f (średnia średnica podziało
73194 Str161 (2) 161 Eścs - najmniejsza odchyłka średniej stałej cięciwy zęba, mm; Eś CS = f (średni
img@29 (2) gdzie .S[r&j.....sm są odchyleniami średnimi kwadratowymi bezpośrednich pomiarów wie
IMG00160 160 gdzie EHs - najmniejsze przesunięcie zarysu odniesienia, mm Ehs = f (rodzaj pasowania,
IMG?78 (2) Odchylenie standardowe średnie) zmicnncj z będziemy oznaczać (J - , gdzie wskaźnikiem jes
42 gdzie: ’xl* x2: s - błędy średnie kwadratowe (odchylenia średnie XI kwadratowe) A11 A 2 ł *
IMG00147 A *1 d+t- BŁ-
u = gdzie: . sii si to średnie z prób, . Si, s2 to odchylenia standardowe z populacji, . n,, n2 to l
Str160 (2) gdzie Eh, - najmniejsze przesunięcie zarysu odniesienia, mm E„s = f (rodzaj pasowania, kl
więcej podobnych podstron