M Feld TBM136
136
4. Przygotowanie półfabrykatów do obróbki
bezodpadowych. Blachy, części płaskie i kształtowniki przecina się na nożycach oraz metodami termicznymi.
4.1.1.1. Przecinanie na tokarko-przecinarce
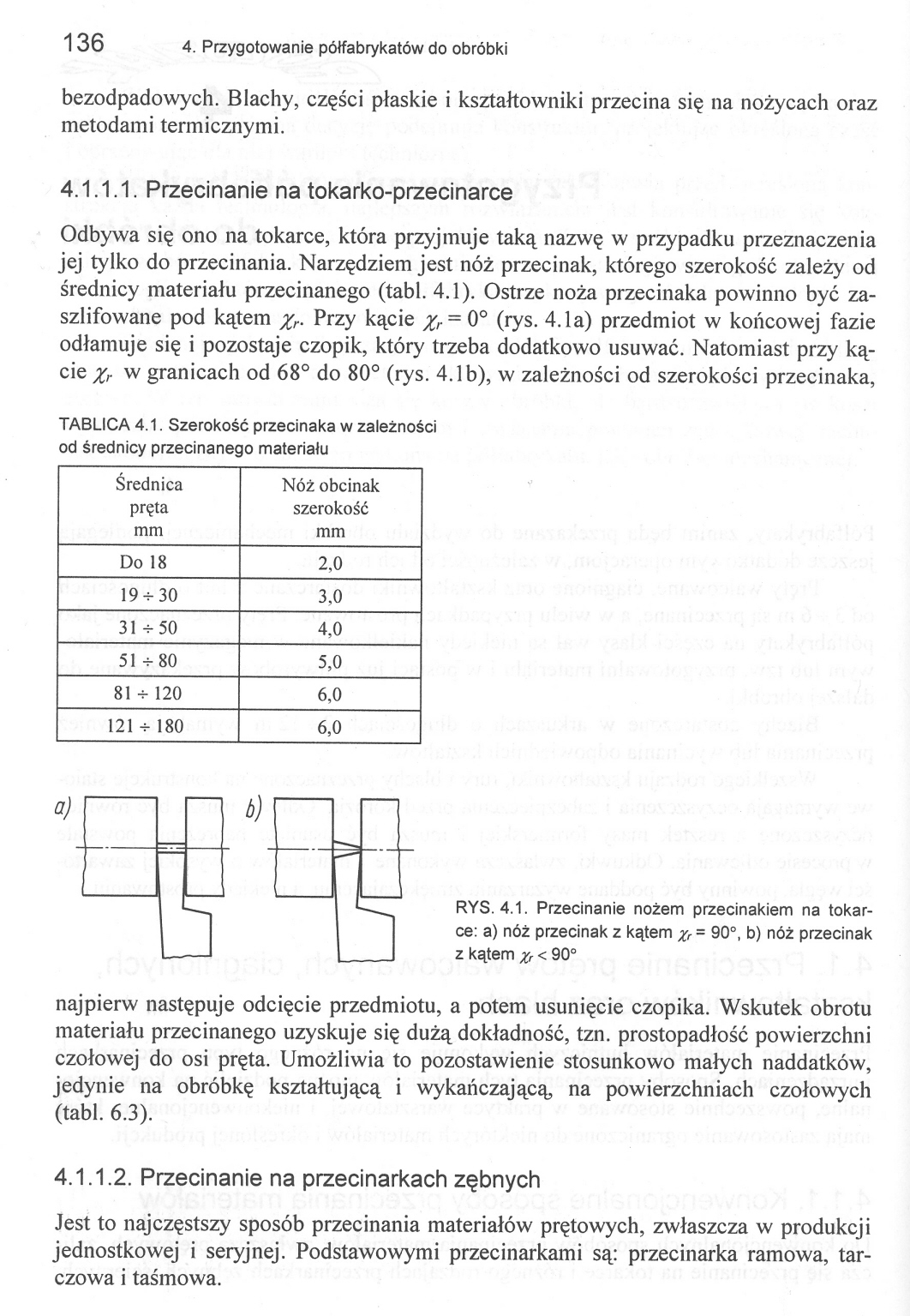
Odbywa się ono na tokarce, która przyjmuje taką nazwę w przypadku przeznaczenia jej tylko do przecinania. Narzędziem jest nóż przecinak, którego szerokość zależy od średnicy materiału przecinanego (tabl. 4.1). Ostrze noża przecinaka powinno być za-szlifowane pod kątem %r- Przy kącie Xr = 0° (rys. 4.la) przedmiot w końcowej fazie odłamuje się i pozostaje czopik, który trzeba dodatkowo usuwać. Natomiast przy kącie Xr w granicach od 68° do 80° (rys. 4.Ib), w zależności od szerokości przecinaka,
TABLICA 4.1. Szerokość przecinaka w zależności od średnicy przecinanego materiału
|
Średnica pręta mm |
Nóż obcinak szerokość mm |
|
Do 18 |
2,0 |
|
1930 |
3,0 |
|
31+50 |
4,0 |
|
51+80 |
5,0 |
|
oo KJ O |
6,0 |
|
121 -i-180 |
6,0 |
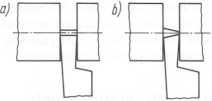
RYS. 4.1. Przecinanie nożem przecinakiem na tokarce: a) nóż przecinak z kątem xr = 90°. b) nóż przecinak z kątem % < 90°
najpierw następuje odcięcie przedmiotu, a potem usunięcie czopika. Wskutek obrotu materiału przecinanego uzyskuje się dużą dokładność, tzn. prostopadłość powierzchni czołowej do osi pręta. Umożliwia to pozostawienie stosunkowo małych naddatków, jedynie na obróbkę kształtującą i wykańczającą, na powierzchniach czołowych (tabl. 6.3).
4.1.1.2. Przecinanie na przecinarkach zębnych
Jest to najczęstszy sposób przecinania materiałów prętowych, zwłaszcza w produkcji jednostkowej i seryjnej. Podstawowymi przecinarkami są: przecinarka ramowa, tarczowa i taśmowa.
Wyszukiwarka
Podobne podstrony:
M Feld TBM138 138 4. Przygotowanie półfabrykatów do obróbki cięcia kilku prętów oraz uniwersalność p
M Feld TBM142 142 4. Przygotowanie półfabrykatów do obróbki Przy poprawnie dobranych warunkach obrób
M Feld TBM146 146 4. Przygotowanie półfabrykatów do obróbki RYS. 4.14. Przecinarka firmy Peddinghaus
M Feld TBM148 148 4. Przygotowanie półfabrykatów do obróbki RYS. 4.19. Wykrojnik dla przedmiotu z ry
M Feld TBM150 150 4. Przygotowanie półfabrykatów do obróbki stanowi skoncentrowany łuk elektryczny,
M Feld TBM154 154 4. Przygotowanie półfabrykatów do obróbki RYS. 4.27. Parametry przecinania strumie
M Feld TBM158 158 4. Przygotowanie półfabrykatów do obróbki techniką wytwarzania, mającą zastosowani
M Feld TBM166 166 4. Przygotowanie półfabrykatów do obróbki4.4. Przygotowanie półfabrykatów walcowan
M Feld TBM168 168 4. Przygotowanie półfabrykatów do obróbki - oczyszczarki komorow
M Feld TBM170 170 4. Przygotowanie półfabrykatów do obróbki gółowo w projektowaniu procesu technolog
M Feld TBM144 4. Przygotowanie półfabrykatów do obróbki144 RYS. 4.11. Układy stosowane przy przecina
M Feld TBM152 4. Przygotowanie półfabrykatów do obróbki152 RYS. 4.24. Schemat głowicy roboczej do pr
M Feld TBM156 4. Przygotowanie półfabrykatów do obróbki RYS. 4.30. Struna pokryta ziarnem: a) na peł
M Feld TBM164 4. Przygotowanie półfabrykatów do obróbki164 jednocześnie są wykonywane nakiełki i toc
M Feld TBM135 4Przygotowanie półfabrykatów do obróbki Półfabrykaty, zanim będą przekazane do wydział
M Feld TBM167 167 4.4. Przygotowanie półfabrykatów walcowanych w postaci kształtowników, rur i blach
69447 IMAG0885 Wprowacfcenie do obróbki plastycznej Blachy mogą wykazywać dwa rodzaje anizotropii: p
DSCN0434 niż 16 plamek w polu 25X25 mm. Do obróbki płaszczyzn stosujemy skrobaki płaskie, a do powie
więcej podobnych podstron