M Feld TBM168
168
4. Przygotowanie półfabrykatów do obróbki
- oczyszczarki komorowej 4,
- przenośnika poprzecznego 5,
- stanowiska do odbierania wyrobów 6.
Przenośnik wałkowy nadaje takt pracy linii. Służy on do łączenia stanowiska załadowczego ze stanowiskiem przekazywania materiału z linii. Na drodze tego przenośnika jest zlokalizowane suszenie i oczyszczanie materiału. Przenośnik wałkowy jest wyposażony w dwa mechanizmy napędu. Pierwszy z nich służy do uruchomienia odcinka przenośnika w rejonie załadunku materiału z pewnym przyspieszeniem, w celu szybkiego przerzutu załadowanej partii materiału i zwolnienia stanowiska na przyjęcie kolejnej partii. Drugi mechanizm napędu służy do uruchomienia dalszej części przenośnika z prędkością dostosowaną do przebiegu procesu osuszania i oczyszczania. Dzięki temu mechanizmowi jest możliwe regulowanie prędkości i przesuwu materiału w sposób ciągły w granicach ok. 1-^6 m/min za pośrednictwem przekładni bezstopniowej.
Suszarka płomieniowa 3 jest zlokalizowana na trasie przepływu wyrobów w linii, przed komorą oczyszczania. Urządzenie to jest stosowane do osuszania wyrobów z wszelkiego zawilgocenia oraz opalenia ich z ewentualnego zaoliwienia. Ponadto pod działaniem płomieni następuje rozluźnienie przyczepności zgorzeliny do podłoża, co ułatwia proces oczyszczania wyrobów.
W linii zastosowano oczyszczarkę komorową 4 z odśrodkowo napędzanym ścierniwem. Ziarna ścierne wprowadzone na łopatki wirnika wyrzucane są na skutek siły odśrodkowej z dużą prędkością. Przez oczyszczarkę tę przechodzą w ruchu ciągłym oczyszczane wyroby, odpowiednio usytuowane na podajniku. Po przejściu przez linię oczyszczone wyroby powinny być zabezpieczone antykorozyjnie, najlepiej przez malowanie wstępne.
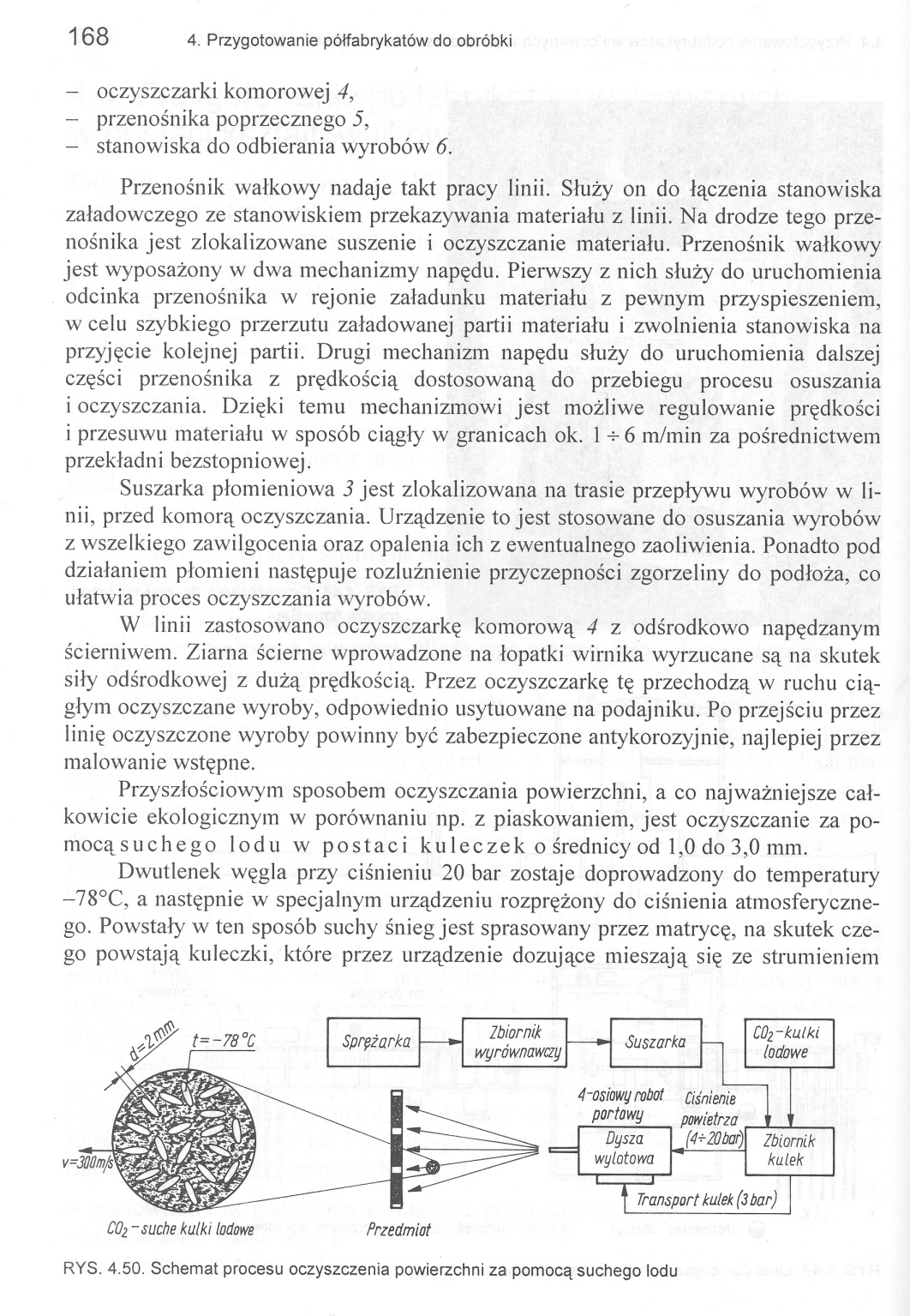
Przyszłościowym sposobem oczyszczania powierzchni, a co najważniejsze całkowicie ekologicznym w porównaniu np. z piaskowaniem, jest oczyszczanie za po-mocąsuchego lodu w postaci kuleczek o średnicy od 1,0 do 3,0 mm.
Dwutlenek węgla przy ciśnieniu 20 bar zostaje doprowadzony do temperatury -78°C, a następnie w specjalnym urządzeniu rozprężony do ciśnienia atmosferycznego. Powstały w ten sposób suchy śnieg jest sprasowany przez matrycę, na skutek czego powstają kuleczki, które przez urządzenie dozujące mieszają się ze strumieniem
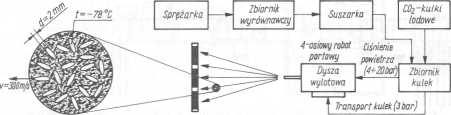
COz - suche kulki lodowe Przedmiot
RYS. 4.50. Schemat procesu oczyszczenia powierzchni za pomocą suchego lodu
Wyszukiwarka
Podobne podstrony:
M Feld TBM136 136 4. Przygotowanie półfabrykatów do obróbki bezodpadowych. Blachy, części płaskie i
M Feld TBM138 138 4. Przygotowanie półfabrykatów do obróbki cięcia kilku prętów oraz uniwersalność p
M Feld TBM142 142 4. Przygotowanie półfabrykatów do obróbki Przy poprawnie dobranych warunkach obrób
M Feld TBM146 146 4. Przygotowanie półfabrykatów do obróbki RYS. 4.14. Przecinarka firmy Peddinghaus
M Feld TBM148 148 4. Przygotowanie półfabrykatów do obróbki RYS. 4.19. Wykrojnik dla przedmiotu z ry
M Feld TBM150 150 4. Przygotowanie półfabrykatów do obróbki stanowi skoncentrowany łuk elektryczny,
M Feld TBM154 154 4. Przygotowanie półfabrykatów do obróbki RYS. 4.27. Parametry przecinania strumie
M Feld TBM158 158 4. Przygotowanie półfabrykatów do obróbki techniką wytwarzania, mającą zastosowani
M Feld TBM166 166 4. Przygotowanie półfabrykatów do obróbki4.4. Przygotowanie półfabrykatów walcowan
M Feld TBM170 170 4. Przygotowanie półfabrykatów do obróbki gółowo w projektowaniu procesu technolog
M Feld TBM144 4. Przygotowanie półfabrykatów do obróbki144 RYS. 4.11. Układy stosowane przy przecina
M Feld TBM152 4. Przygotowanie półfabrykatów do obróbki152 RYS. 4.24. Schemat głowicy roboczej do pr
M Feld TBM156 4. Przygotowanie półfabrykatów do obróbki RYS. 4.30. Struna pokryta ziarnem: a) na peł
M Feld TBM164 4. Przygotowanie półfabrykatów do obróbki164 jednocześnie są wykonywane nakiełki i toc
M Feld TBM135 4Przygotowanie półfabrykatów do obróbki Półfabrykaty, zanim będą przekazane do wydział
M Feld TBM167 167 4.4. Przygotowanie półfabrykatów walcowanych w postaci kształtowników, rur i blach
Rys. 5. Piece elektryczne do obróbki cieplnej: a) komorowy, b) tyglowy 1 - obudowa, 2 - obmurowanie
egzamin1 air Przygotować program w kodzie ISO, do obróbki wykańczającej konturu K1 i trzech otworów
20091027(006) Przygotowanie powierzchni do eloksalaqi obróbka mechaniczna tzaiezna od oczekiwanego s
więcej podobnych podstron